
Abstract
Transition meal and rare earth borides have been subjected to extensive investigations because of their unique structures, superior properties and diverse applications. Conventional methods for their syntheses suffer from various drawbacks. So several alternative approaches have been explored. Among them, the so-called ‘molten salt synthesis (MSS)’ technique has proved promising. Over the past 10–15 years, it has been used to prepare a range of transition metal and rare earth borides. In this paper, the main results from these studies are reviewed. Initially, the relevant background on metal borides and their conventional synthesis methods are introduced, followed by the main principles/mechanisms of MSS. The following three sections provide an overview of the main work on MSS of binary and ternary borides, boride solid solutions, and boride-based composite powders. Then, two newly modified MSS approaches are presented. Finally, the main issues covered in this paper are summarised, and future prospects considered.
Keywords
Introduction
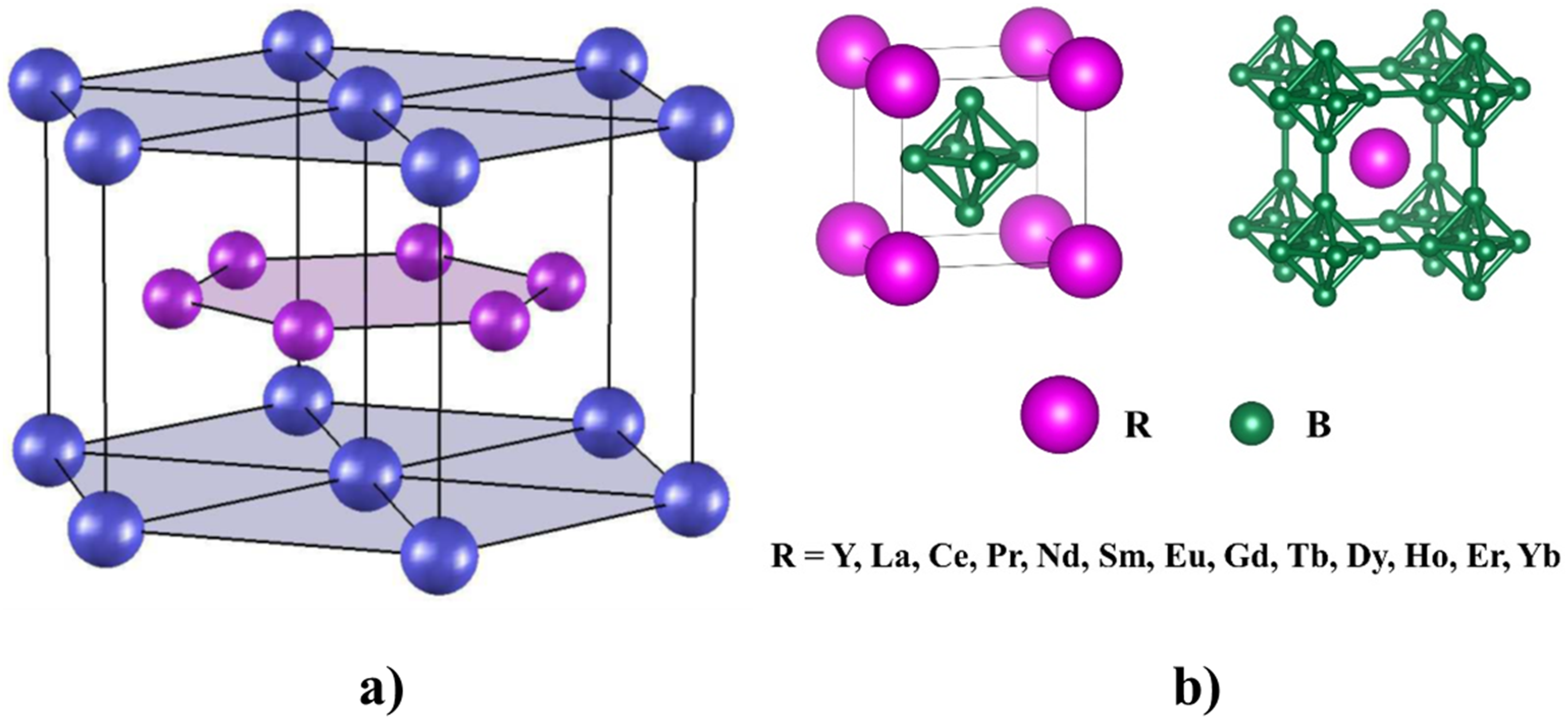
There exist a multitude of metal borides among which transition metal diborides (TMDBs) and rare earth hexaborides (REHBs) have been subjected to the most extensive investigations owing to their unique structures, superior properties, and great potential for diverse applications.1–46 The former possesses a simple AlB2-type crystal structure with a space group of P6/mmm in which the hexagonal close-packed metal layers alternate with the boron (B) layers (Figure 1(a)), 20 and the latter possesses a CsCl-type structure with a space group of Pm-3m in which the rare earth metal atoms and the B atoms occupy respectively the Cs sites and the octahedral sites, and one B6 octahedron is surrounded by eight rare earth metal atoms (Figure 1(b)). 22 Among the 17 existing rare-earth metal elements, however, only 13 form stable corresponding hexaborides, that is RB6 (R = Y, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er and Yb) 22 (LuB6 and TmB6 can be formed as metastable phases).23,24
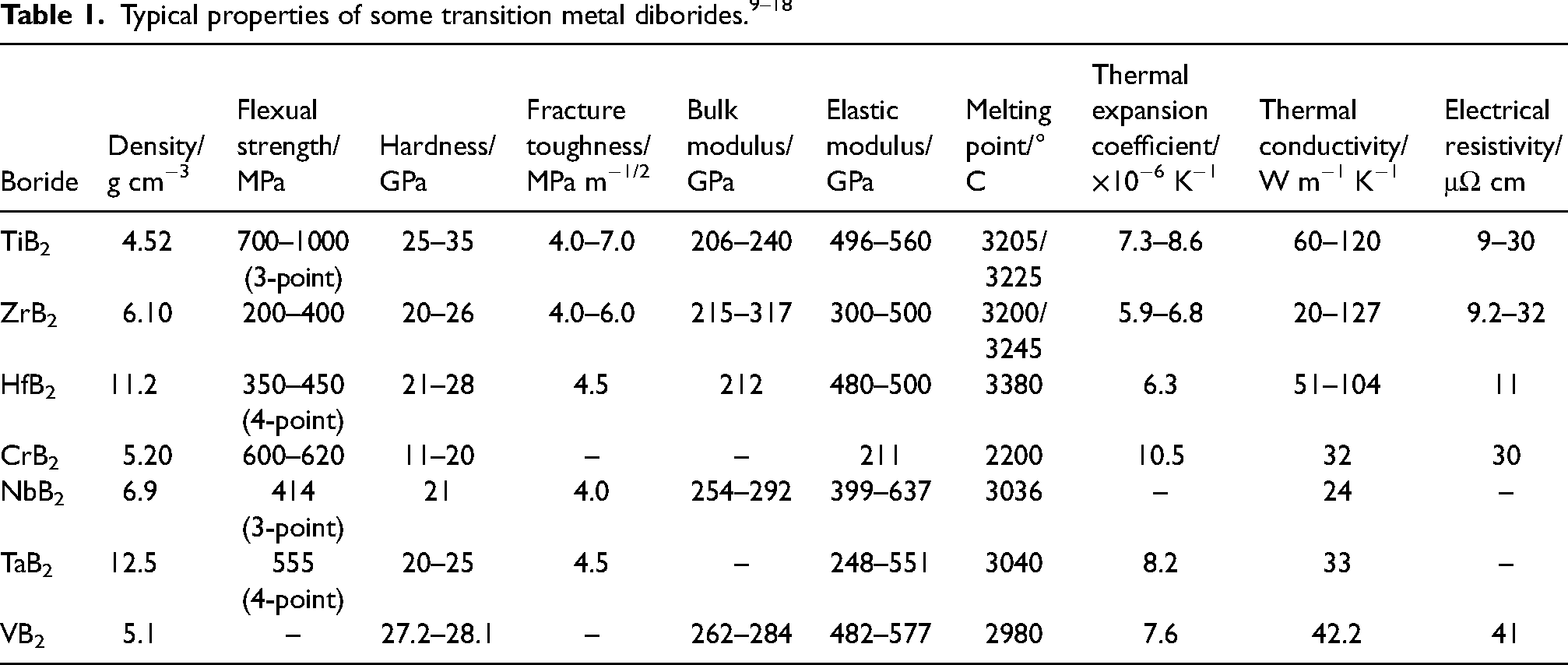
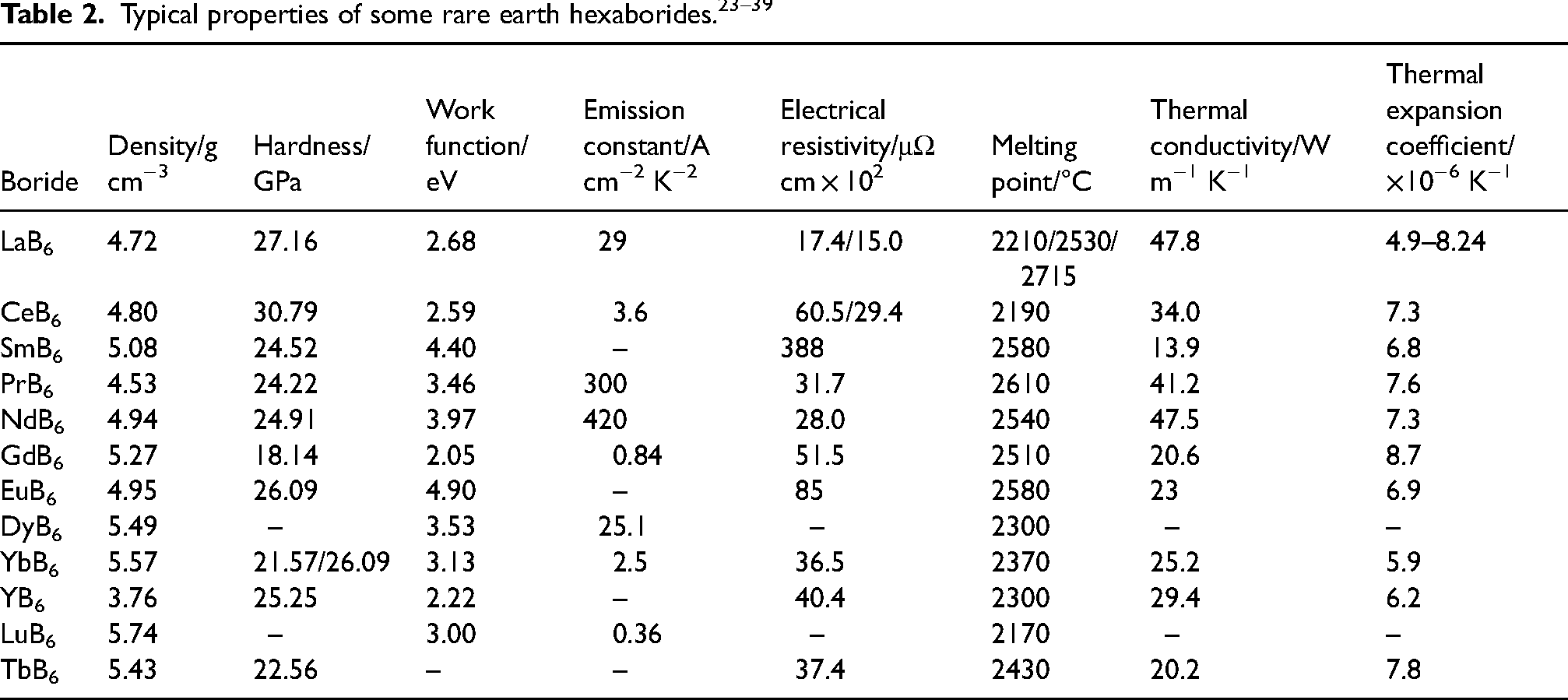
The unique crystal structures of these two classes of borides along with their strong bonding systems confer on them a variety of excellent properties. TMDBs exhibit both metal- and ceramic-like properties (many of which are highly anisotropic), including ultra-high melting point, high mechanical strength, hardness, and elastic modulus, good fracture toughness, excellent wear and chemical resistances, as well as relatively high electrical and thermal conductivities1–21 (Table 1),9–18 making them suitable for a number of demanding applications in, for example thermal protection system of hypersonic vehicle, rocket propulsion system, concentrated solar absorber, wear-resistant component or cutting tool, amour, thermal barrier coating, refractories, nuclear fuel cladding Ohmic contact, neutron shield in nuclear engineering and high-temperature electrode.1–21 REHBs also possess numerous outstanding mechanical, thermal and chemical properties such as high melting point, high mechanical strength, low volatility at high temperature, good thermal conductivity and excellent chemical resistance, though they are often considered for their superior functional properties, especially their electrical and magnetic properties such as low work function, high electrical conductivity and excellent near infrared light absorptive capacity. Some of these properties are listed in Table 2.22–39 A unique combination of these excellent properties enables REHBs to find applications in many important areas, for example field electron cathode, electrical coating for resistor, decorative coating on wristwatch and eyeglass frame, thermionic emission-based solar energy harnessing, sensor in high-energy optical device, energy saving window and photothermal therapy.22–39
As well as their excellent bulk properties mentioned above, many transition metal and rare earth borides in the powdered form, show some other good properties, in particular, high catalytic activity and adsorption capacity, making them very useful for catalysis of several novel reaction processes, for example hydrogen generation from ammonia–borane or borohydride hydrolysis, or water-splitting, and for high efficiency waste-water treatment.39–46
For both structural and functional applications, it is of vital importance to prepare and use high quality boride powders characterised by high purity, novel morphology, fine size, high surface area, appropriate crystallinity and desirable stoichiometry. So, it is crucial to select an appropriate synthesis approach/technique, and a set of optimal processing parameters. A variety of methodologies/techniques were used to synthesise boride-based material powders, including the conventional solid–solid state elemental reaction, and thermal reduction techniques.9,12,23,26,32,42 Unfortunately, they suffer from various disadvantages, including requirement of high synthesis temperature and/or long soaking time, and poor quality of product powder.9,12,23,26,32,42
To avoid or alleviate these problems, several alternative technical routes have been explored. One of the most feasible alternatives is the so-called ‘molten salt synthesis (MSS)’ technique. Over the past 10–15 years, a range of transition metal and rear earth borides have been synthesised successfully via this approach.
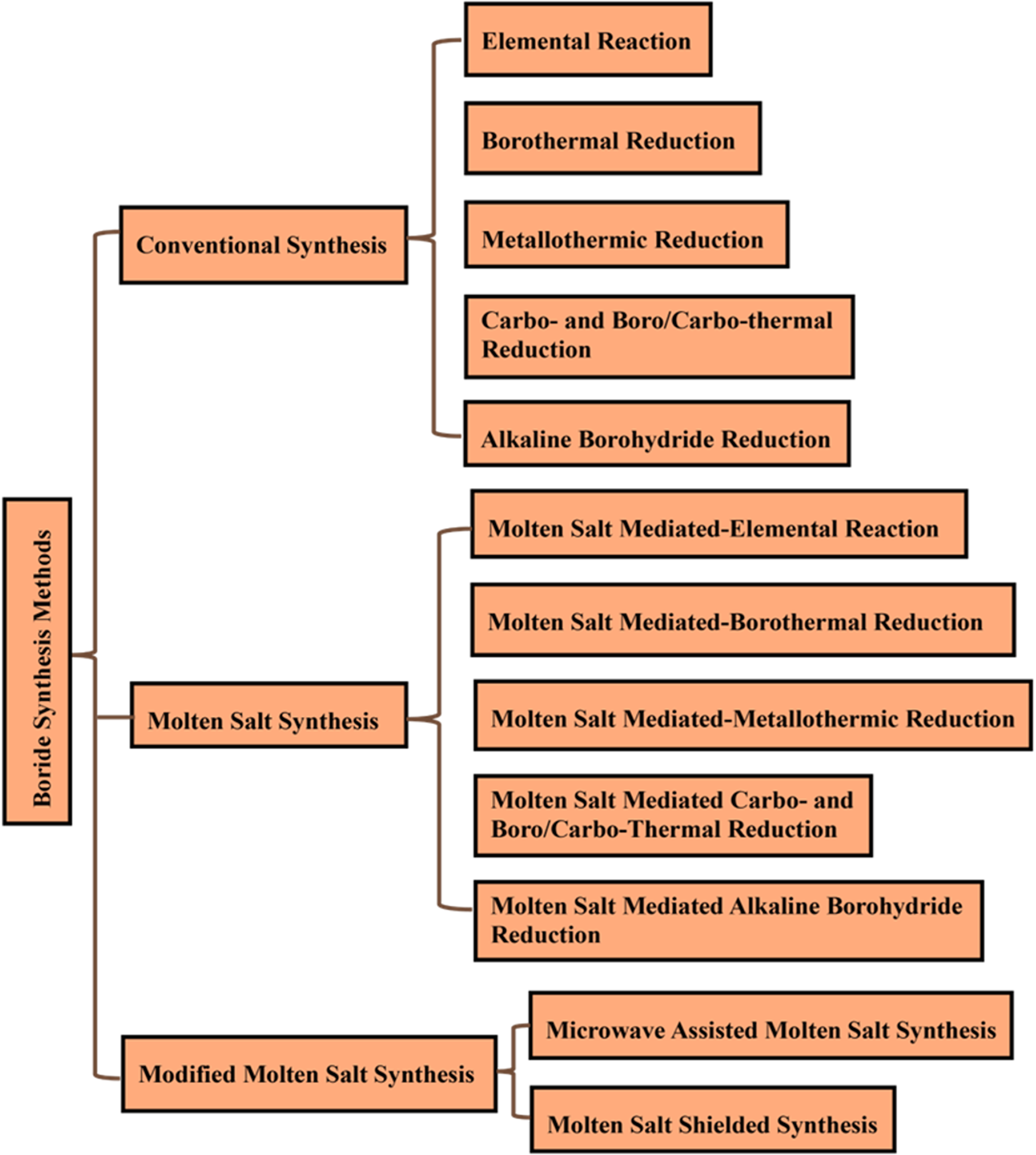
In this paper, the main studies on MSS of transition metal and rare earth borides, are reviewed, with a focus on their two important subsets, TMDBs and REHBs. After this background introduction section, two important mechanisms typically governing an MSS process are highlighted, followed by a detailed overview of the main works on syntheses of binary borides via various molten salt mediated approaches, including, molten salt mediated – ‘elemental reaction synthesis’ (ERS), ‘borothermal reduction synthesis’ (BRS), ‘metallothermic reduction synthesis (MRS)’, ‘carbo- and boro/carbo-thermal reduction synthesis’, and ‘alkaline borohydride reduction synthesis’ (ABRS) (Figure 2). Then, the recent works on MSS of ternary and multiple component borides as well as boride-based composite powders are presented and discussed, and the two modified MSS approaches (‘microwave-assisted molten salt synthesis’ and ‘molten salt shielded synthesis’) (Figure 2) are described, following which boride powders from MSS and other synthesis routes are compared, and the preliminary studies on potential applications of molten salt synthesised boride powders are outlined. Finally, the main issues covered in this paper are summarised, and future prospects considered.
Conventional and molten salt mediated synthesis methods.
Basics of molten salt synthesis
Principle and advantages
MSS is essentially a solvent-based method, which utilises a relatively low melting (and water-soluble) salt or salt mixture to form a liquid medium in which solid reactants can partially dissolve, which enhances the mobility of reaction species, improves their mixing, and increases their contact, on an atomic/molecular scale, facilitating the individual intermediate reactions and the overall reaction, and reducing the overall synthesis temperature and/or time. Moreover, the molten salt medium also assists in the formation of phase pure products with homogeneous powder characteristics and controlled morphology (shape/size). Such a technique is commonly used to synthesise a variety of oxides and non-oxides (borides, carbides, nitrides, alloys, etc.).47–59 Figure 3 illustrates schematically the main steps involved in a typical MSS process, 51 including, combining raw materials and salt(s) in appropriate ratios, firing the powder mix in a reaction vessel (e.g. a crucible) to a target temperature above the melting/eutectic point of the salt(s) and holding at the temperature for a requisite time period, water-leaching repeatedly any residual salt(s) in the reacted mass after cooling to room temperature, and collecting and drying the final product. The salt(s) can be readily recycled via vaporising the water in the salt filtrate.
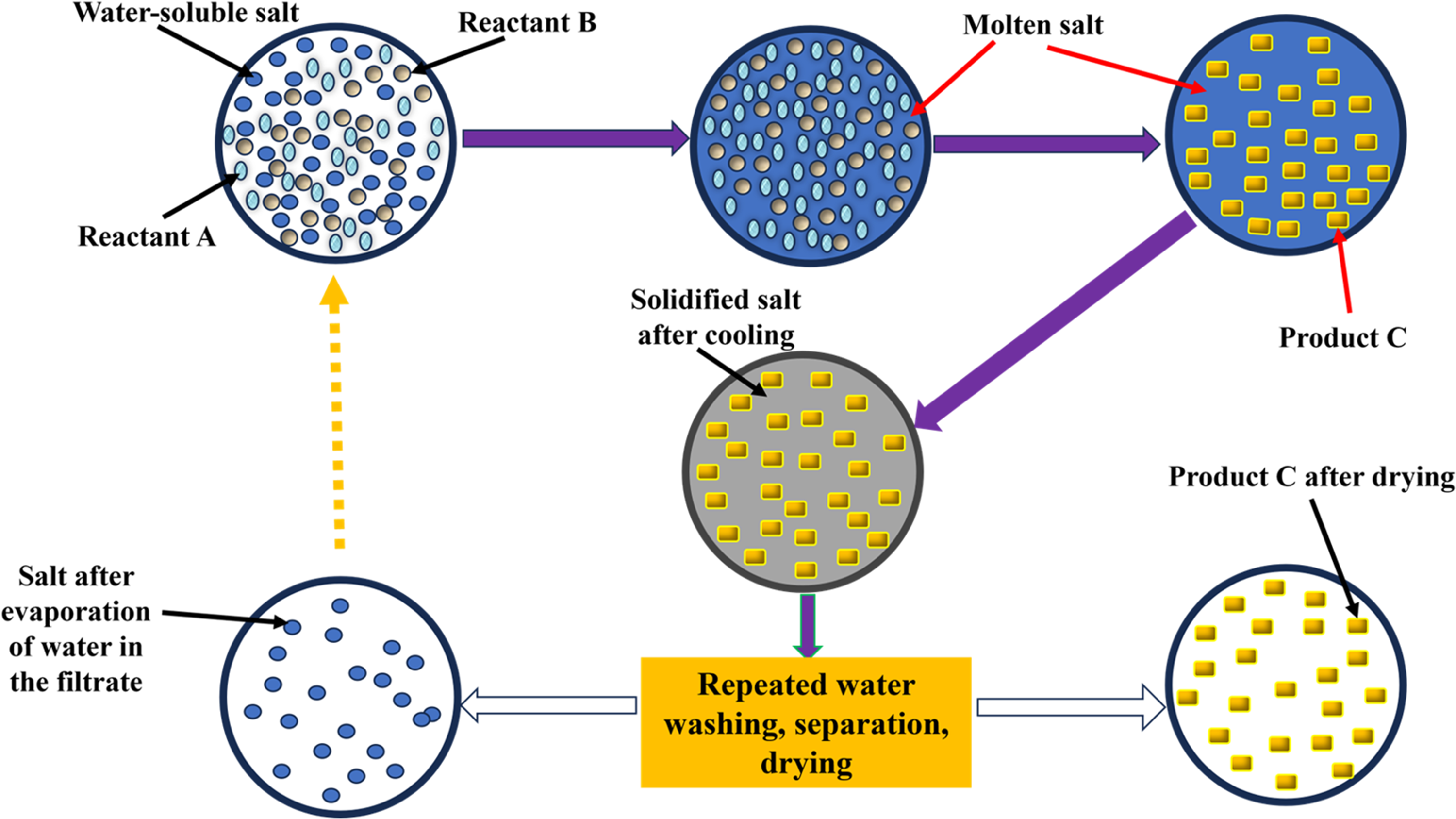
Schematic of a typical MSS process, highlighting the main individual steps involved (after Ref. 51 ).
Apart from the considerable reduction in the synthesis temperature and/or time, there are several other advantages with MSS. It is easy to operate and readily scalable, and generally does not need to use any specialty reaction apparatus or vessels. Furthermore, in principle any types/forms of raw material precursors, including relatively inexpensive oxide-based raw materials, can be used. In addition, high quality product powders can be prepared, and more interestingly, their morphology (e.g. spheroidal, platelet- or lath/needle-shaped) and size (from nanoscale to microscale to macroscale) could be controlled/tailored. Benefiting from all of these, the overall production process is more economical than a conventional synthesis one.47–59
Mechanisms
As well documented in the literature47–59 depending on solubility values of the two reactants in molten salt under synthesis conditions, MSS could be dominated by different mechanisms. A ‘template-growth’ mechanism is dominant when one of the reactants has a much higher solubility than the other, whereas a ‘dissolution and precipitation’ mechanism is dominant when both reactants have relatively high solubility.
In the case of ‘template-growth’ mechanism dominated MSS, the reactant with a much higher solubility dissolves preferentially in the molten salt. The dissolved reactant species arrive at the surface of the much less-soluble reactant via rapid diffusion through the molten salt medium, and subsequently react with the latter to form an in-situ product phase. Initially the reaction is fast, but gradually becomes slower with the buildup of a product barrier layer on the less-soluble reactant since the reactant species then need to diffuse through it to continue the reaction. The final product particles from such a reaction process often largely retain morphologies and sizes of the much less-soluble reactant particles, which essentially act as the templates. Differently from this, in the case of a ‘dissolution-precipitation’ mechanism dominated MSS process, both reactants dissolve simultaneously in the salt. Upon oversaturation of the molten salt with the dissolved reactant species, product particles will precipitate from it, and generally exhibit different morphologies and sizes from those of either of the original reactants. In such a reaction process, mixing and diffusion of reactant species and their reactions are facilitated by the liquid salt medium, and more importantly, there is no product barrier layer formed on either of the reactant particles, leading to rapid reaction and significantly reduced synthesis temperature and/or time.
It should be noted, however, that the two reaction mechanisms described above could function simultaneously, although one of them is always more dominant than the other.
Molten salt synthesis of binary metal borides
Conventional and molten salt mediated elemental reaction synthesis
Among the conventional techniques for metal boride synthesis, the ‘ERS’ is the most straightforward, which uses directly elemental metal (M) and amorphous or crystalline boron (B) powders as the starting materials (Reaction (1)).
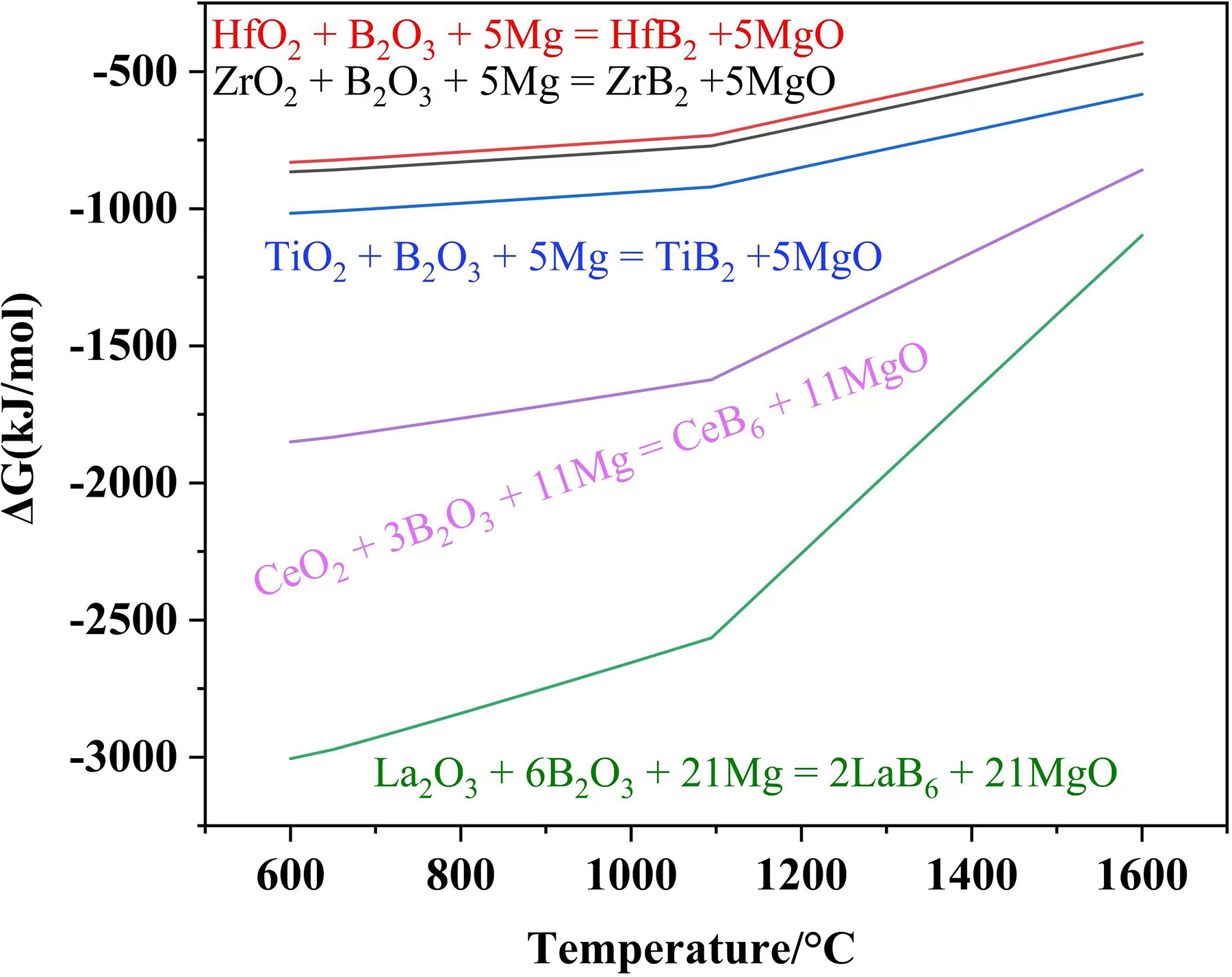
The negative Gibbs energy values calculated by using the Factsage package (Figure 4), 60 along with the relevant thermodynamic data and phase diagrams reported in the literature1,6,11,23,60–70 suggest that the reaction between a transition metal or rare earth metal, and elemental boron is thermodynamically favourable, at all the temperatures, which is the thermodynamic basis behind various synthesis routes, including the conventional high-temperature and high pressure arc-melting,71,72 high temperature solid-state reaction,73,74 as well as long time mechanical alloying.74–76 Given the extremely exothermic nature of Reaction (1),1,6,60–70 the so-called self-propagating high-temperature synthesis (SHS) was also used.77,78 These synthesis approaches suffer from various disadvantages, for example requirement of high temperature/pressure and/or long processing time and/or high agglomeration of product boride. Despite these, ERS overall does exhibit several advantages. For example, it is easy to control the stoichiometry of the product boride by simply controlling the original metal/boron ratio, and the product phase is generally of high purity (strongly depending on the purity of the two raw materials). Furthermore, the target boride is the only product from Reaction (1), that is no by-product is formed, avoiding otherwise required acid-leaching.
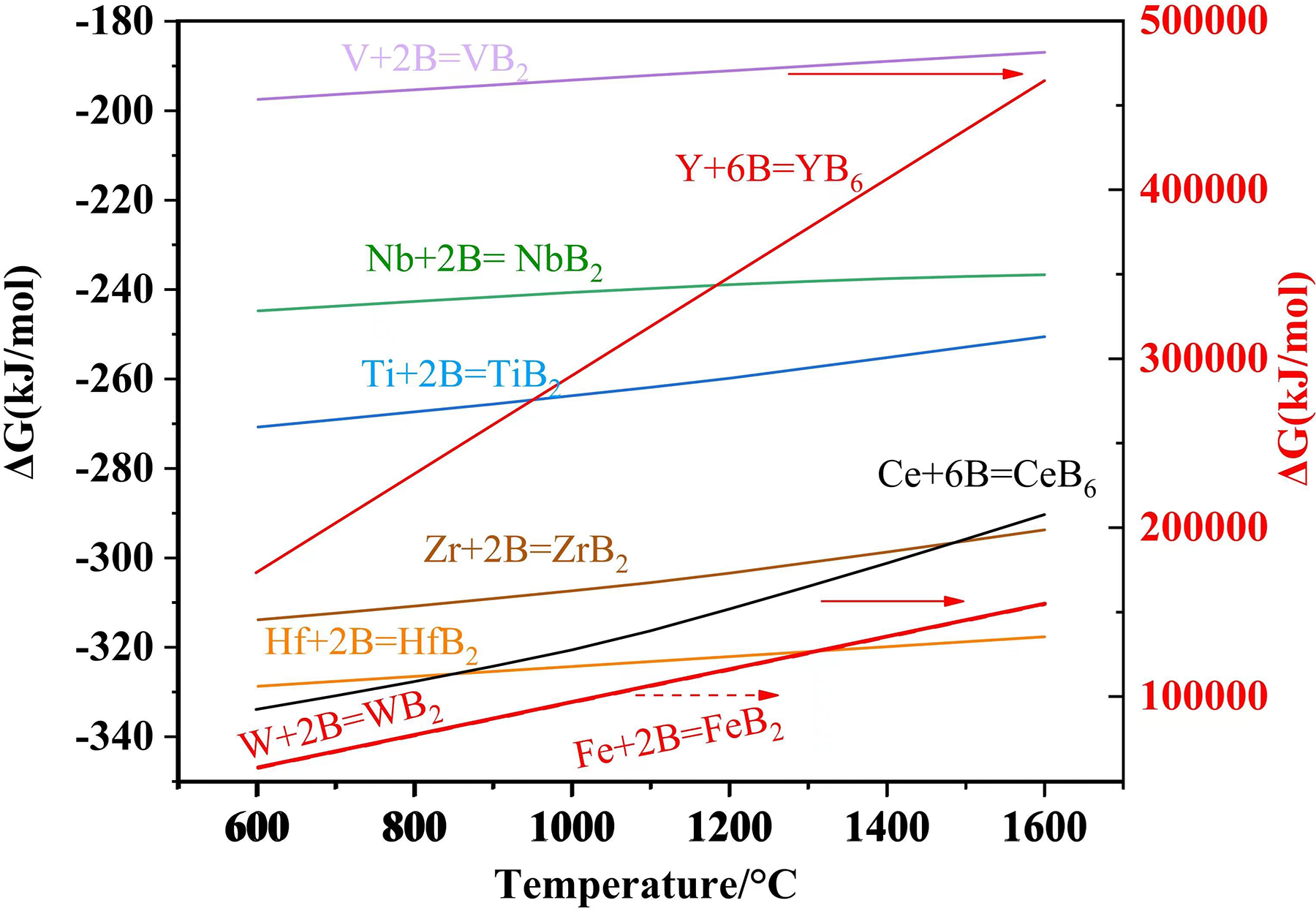
The standard Gibbs free energy corresponding to Reaction (1) (per mole of metal) as a function of temperature and boride type.
As well as these ‘intrinsic’ advantages of ERS, additional advantages are exhibited when an appropriate type of salt is used to form a liquid reaction medium (referred to as ‘molten salt mediated-elemental reaction synthesis (MSM-ERS)’) (Figure 2). First, the synthesis temperature and/or time can be reduced thanks to the accelerating effects of molten salt medium; second, the resultant boride product powders are generally of good quality; and third, by using different types/compositions of salts, solubilities of the reactants can be adjusted, enabling a good control in the synthesis mechanism and thus in the product's morphology and size (Section ‘Mechanisms’).
By using MSM-ERS, several transition metal borides, including ZrB2, HfB2, TiB2, NbB2 and VB2 were synthesised.79–91 In these syntheses, Na2B4O7 was more commonly used to form the required molten salt medium, probably owing to its low melting point and reasonably high solubility of B in it. Table 3 summarises synthesis conditions and characteristics of raw materials and boride powders resultant from MSM-ERS,79–91 revealing the relatively low synthesis temperatures (750–850 °C) in all the cases, and the high effectiveness of Na2B4O7 in facilitating the overall synthesis process.
List of common transition metal borides resultant from MSM-ERS.
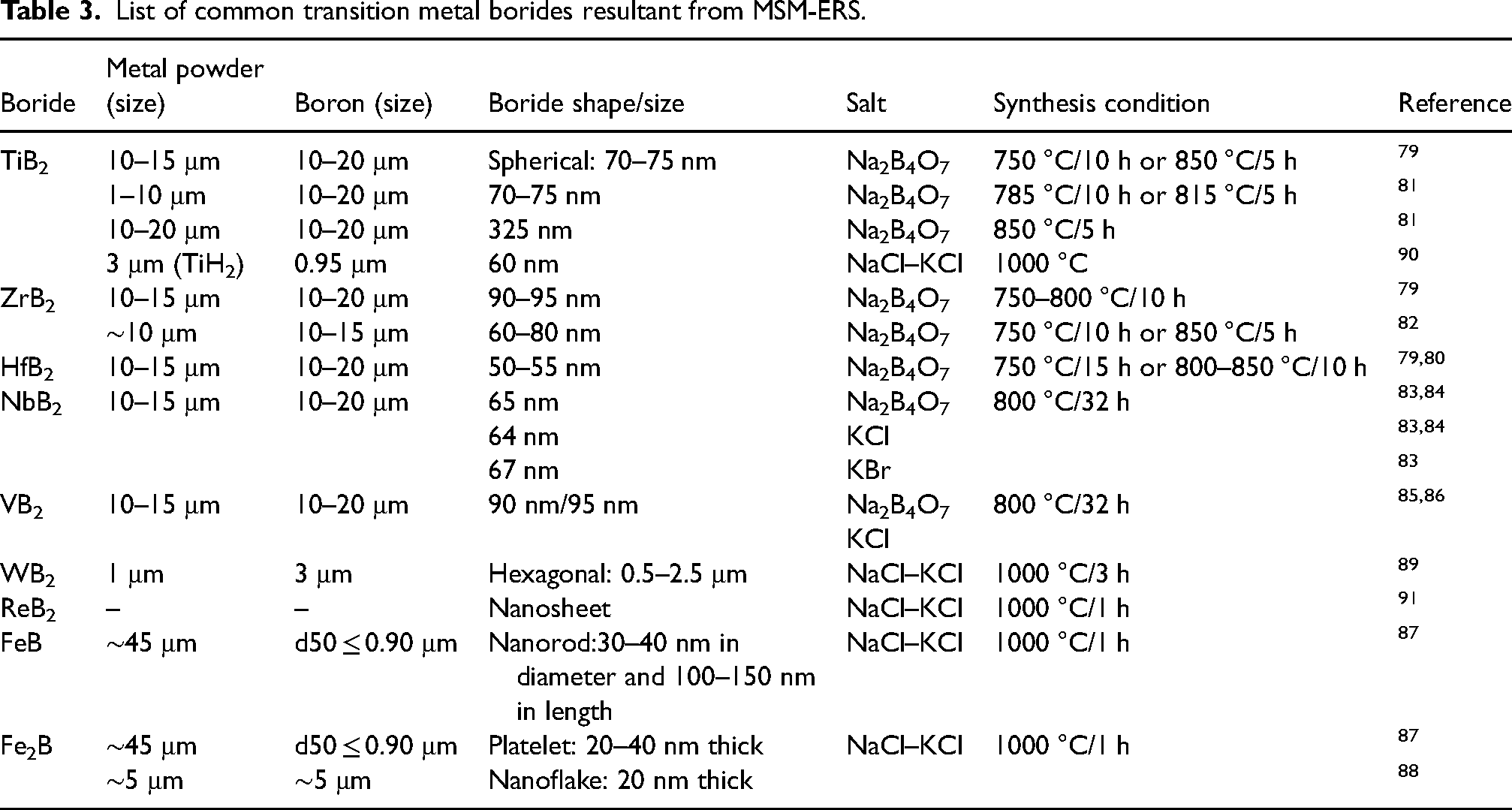
Halide salts such as NaCl, KCl, KBr and their eutectic assemblies were also used to form the required liquid media for MEM-ERS of some borides. As seen from Table 3, in these salt media, transition metal borides still could be synthesised at a relatively low temperature (≤1000 °C), and in most cases nanosized product particles were formed, indicating that metal halide salts were also effective in promoting the synthesis processes.
A ‘common’ mechanism for the MSM-ERS in Na2B4O7 was suggested as follows79–86: B atoms first change to B2+ ions via interacting with B3+ ions from the molten Na2B4O7 according to Reaction (2):

Apart from the salt type, the relative salt content (indicated by the salt/reactant ratio) affects the synthesis process and the final product, indicating the importance of using appropriate amounts of salt(s). The use of too little or too much salt may lead to less positive effect on the reaction extent and/or the final product. If the salt used is not sufficient, it would not be able to cover well the whole reaction system. On the other hand, if too excessive salt is used, the concentrations of reaction species in it would decrease, and their diffusion distances would increase. In both cases, the reaction rate would generally decrease. Nevertheless, the relative salt content does not seem to have any evident effect on the reaction mechanism. 89
Despite its many advantages in the boride synthesis, the MSM-ERS route suffers several disadvantages, one of which is its unfeasibility for commercial production due to using expensive elemental material precursors. This also might be one of the main reasons for the lack of work on MSM-ERS of rare earth metal borides (Table 3), given that the elemental rare earth metal particles are even more expensive.
Conventional and molten salt mediated borothermal reduction synthesis
To avoid using directly elemental metal (M) as a starting raw material (as in ERS), its metal oxide (MOx) can be used alternatively, along with elemental B. Such a ‘BRS’ process can be expressed as:
Except in the case of LaB6, the standard Gibbs free energy values corresponding to the formation of all the common borides shown in Figure 5 (via Reaction (4)) are negative, even at a very low temperature, which is similar to in the case of ERS (Figure 4), suggesting that their formation processes are also thermodynamically favourable at a very low temperature. However, given its use of a high melting metal oxide precursor and solid-state reaction nature, the conventional BRS can only be completed at a higher synthesis temperature for a longer time than in the case of ERS. For example, to synthesise phase pure ZrB2 via the conventional BRS route, a temperature as high as 1700–1750 °C was required. 94 This, along with the use of much excessive amount of expensive elemental B, makes the conventional BRS and the resultant boride product quite expensive, although BRS is considered a good method for industrial scale production of alkali metal, transition metal, and rare-earth borides.98–100 In the case of LaB6, although the standard Gibbs free energy values are positive, it can still be prepared via Reaction (4) by reducing partial pressures of boron oxide by-products via operation at a relatively high temperature in vacuum. This was demonstrated by Berrada et al. and Zheng et al. who synthesised LaB6 via borothermal reduction of La2O3 in vacuum at as high as 1800 °C, and 1650 °C (for 6 h), respectively.101,102 By using submicron-sized raw materials, the synthesis temperature in vacuum could be reduced to 1250 °C, but a much longer soaking time (8 h) was required. 103
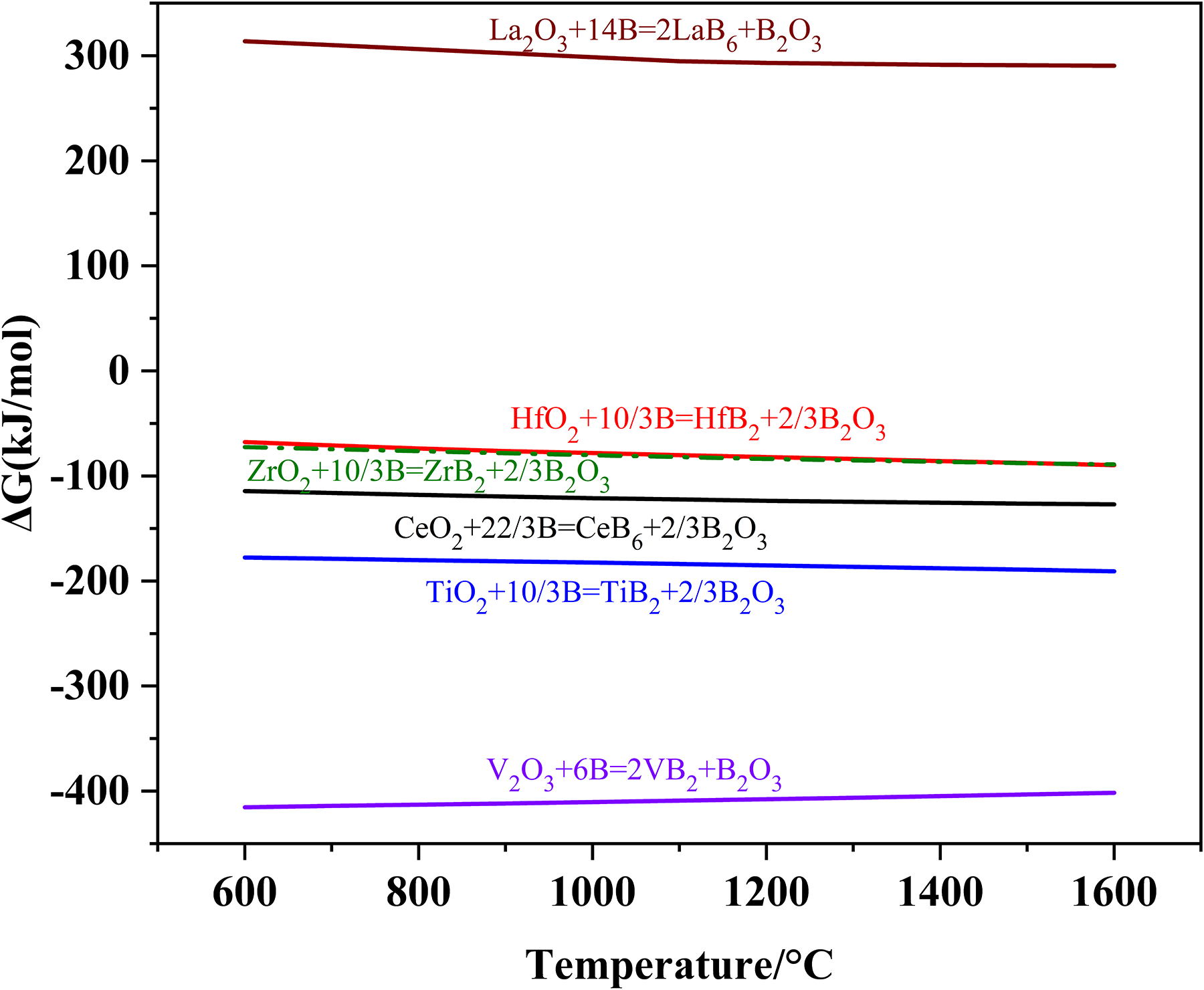
The standard Gibbs free energy corresponding to Reaction (4) (per mole of metal oxide) as a function of temperature and boride type.
To overcome the above-mentioned drawbacks of conventional BRS, a molten salt medium can be similarly introduced to mediate it (referred to as ‘molten salt mediated BRS (MSM-BRS)’) (Figure 2).
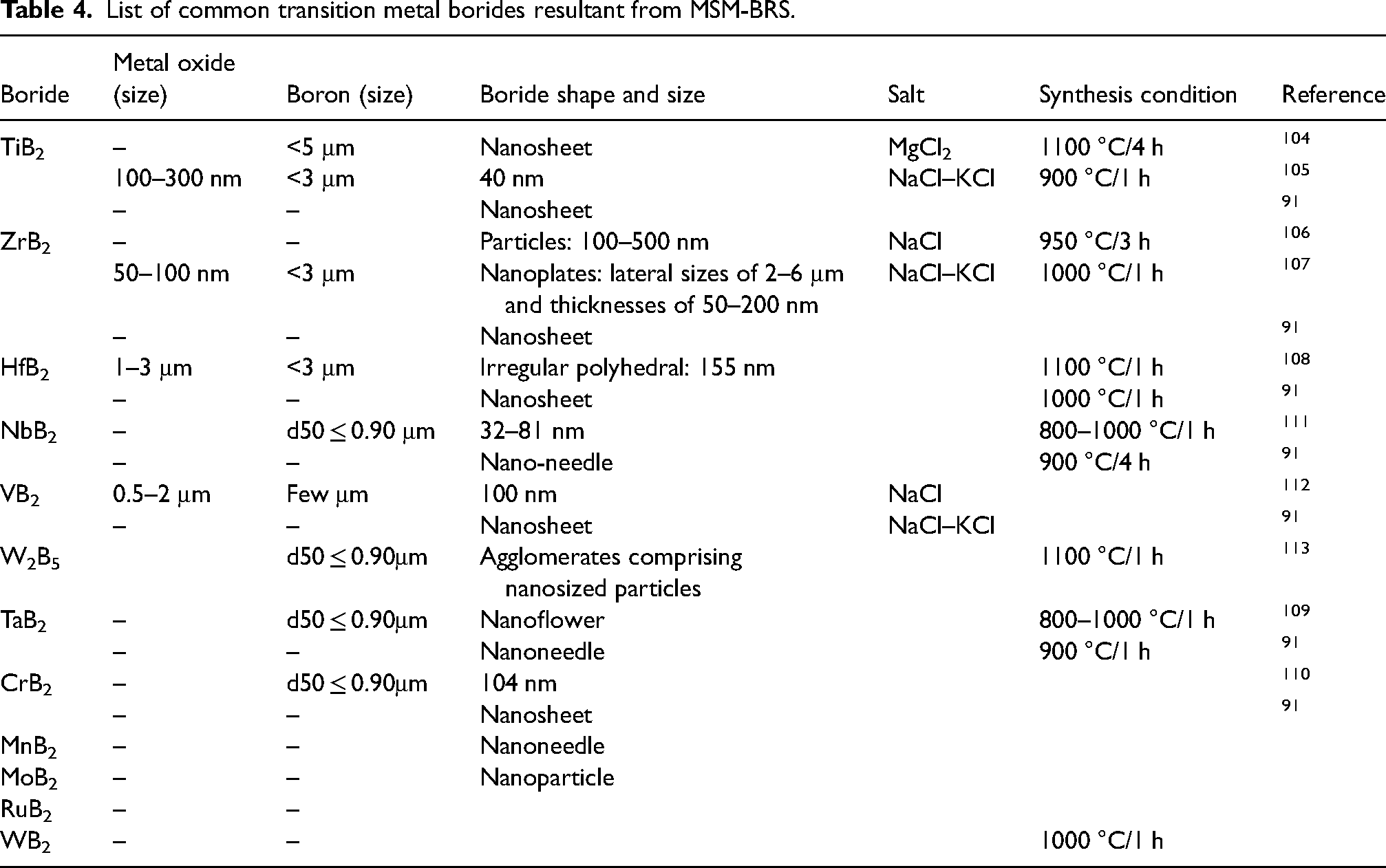
Surprisingly, to the knowledge of the authors, no work has been reported on using Na2B4O7 as a reaction medium for MSM-BRS, differently from in the case of MSM-ERS described above and shown in Table 3. Instead, chloride salts, including LiCl, NaCl, KCl, MgCl2 and their combined salts were often used. Table 491,104–113 summarises the studies to date on MSM-BRS of transition metal borides (mainly diborides), showing that the synthesis temperature was in the range of 800–1100 °C, which overall was slightly higher than that required by MSM-ERS discussed above, but still significantly lower than that required by the conventional solid-state BRS process without being mediated by a molten salt.
List of common transition metal borides resultant from MSM-BRS.
In some cases of conventional BRS (without using a salt medium), B reduces the metal oxide precursor to various extents, leading to the formation of one or more borides with undesirable stoichiometries,114,115 especially under the conditions of insufficiently high firing temperature and/or insufficiently long soaking time. However, this can be avoided in most cases of MSM-BRS, since the synthesis reaction could be completed at much milder conditions thanks to the facilitation from the molten salt.
The salt type in the MSM-BRS showed some effects on the reaction extent and the synthesis temperature/time. For example, in the MSM-BRS of TiB2, the synthesis temperature in the case of using MgCl2 was 1100 °C, 104 but it was reduced to 900 or 950 °C, upon replacing MgCl2 with the NaCl–KCl eutectic salt.91,105 In the MSM-BRS of ZrB2, the synthesis temperature in NaCl was 950 °C, 106 but it was increased slightly to 1000 °C when the NaCl–KCl eutectic salt was used instead.91,107 The salt type was also found to have some effect on morphologies/sizes of the final boride particles. For example, ZrB2 nanoparticles were formed in NaCl, 106 whereas ZrB2 nanoplatelets/nanosheets were formed in NaCl–KCl.91,107 These results also indirectly reflected the effect of salt type on the synthesis mechanism. As seen from Table 4, in the most cases, the boride products showed different morphologies and/or sizes from the original reactant particles, seemingly suggesting the dominance of ‘dissolution-precipitation’ mechanism. Unfortunately, due to the limited relevant data, especially the solubility data of the reactants in the salts under test conditions, it is difficult to theoretically predict and precisely identify the reaction mechanism, as well as the morphologies of the final product(s). This is further compounded by the co-mediating effect from the by-product B2O3 which, once formed, could interact with the original chloride salt(s), additionally contributing to the formation of the liquid medium and changing the properties of the initial salt medium.
As in the MSM-ERS discussed above (Section ‘Conventional and molten salt mediated elemental reaction synthesis’), the relative salt content (salt/reactant ratio) also showed some effect on the reaction extent. It appeared that there existed an optimal range of salt/reactant ratio, beyond which the accelerating effect of the salt on the synthesis reaction might be weakened. Figure 6, as an example, shows the effect of salt/reactant weight ratio on the reaction extent and phase formation in the MSM-BRS of W2B5 in NaCl–KCl. 113 When no salt was used (salt/reactant ratio = 0), the reaction product contained lots of intermediate WB and metal W (Figure 6(a)). However, when 5 times salt (with respect to the total amount of reactants, i.e. salt/reactant = 5:1) was used, W2B5 was formed as the primary phase, and only minor WO3 and WB were detected (Figure 6(b)), indicating the beneficial effect of the salt on the synthesis reaction. When the salt/reactant ratio was increased to 10:1, only the target product phase of W2B5 was detected, and neither intermediate phase nor unreacted reactant was detected (Figure 6(c)). However, when the salt/reactant ratio was further increased to 15:1, apart from the primary product phase, some intermediate WB appeared again (Figure 6(d)). The above results suggested that the use of inappropriate amounts of molten salt might result in less positive effect on the boride formation. The reasons behind this are believed to be the same as those explained in the case of MSM-ERS above. Therefore, to obtain phase pure boride product, it is of vital importance to control or optimise the relative amount of the salt.
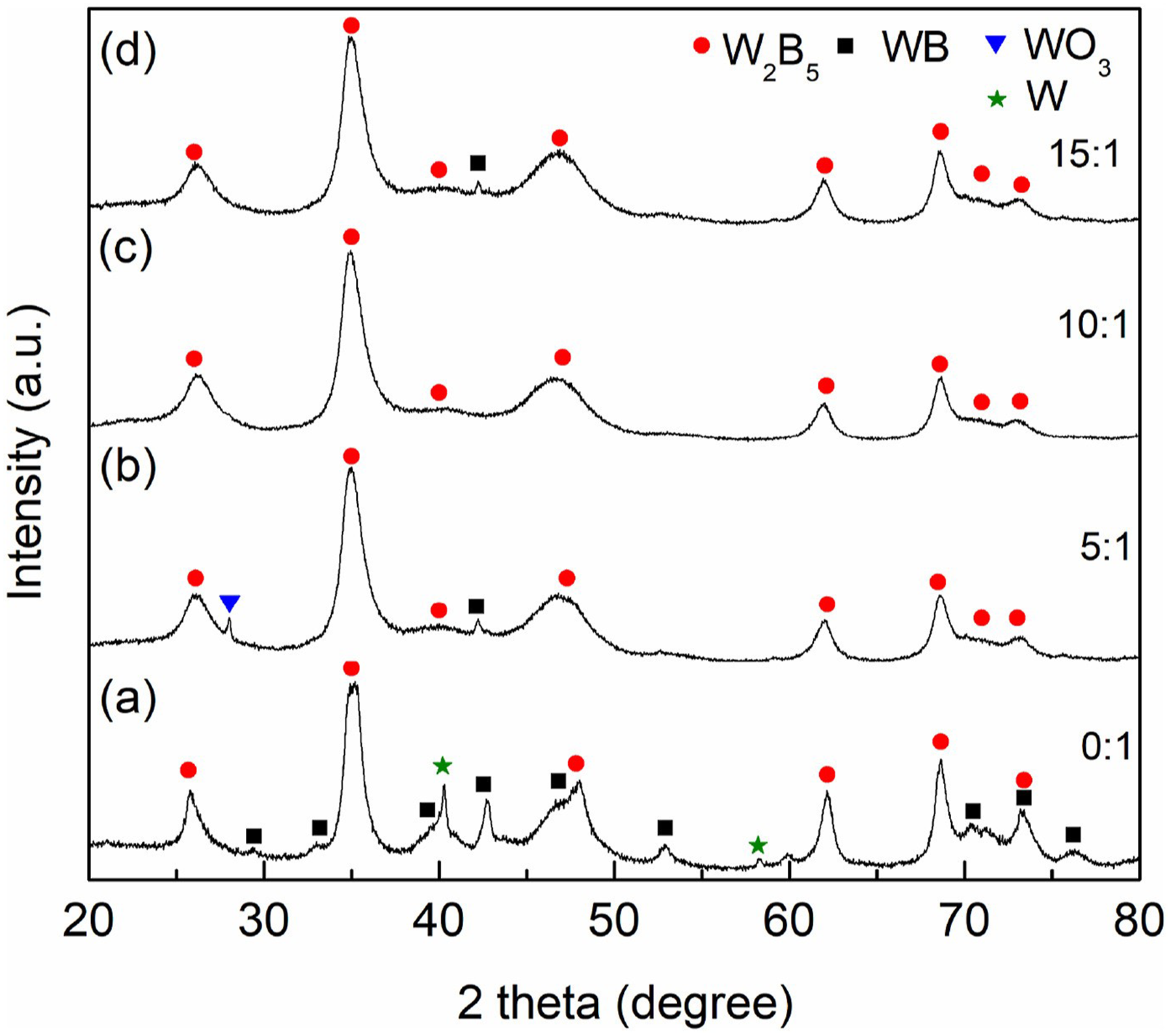
X-ray diffraction (XRD) patterns of W2B5 samples resultant from MSM-BRS in NaCl/KCl at 1100 °C, with the salt/reactant weight ratio of (a) 0, (b) 5:1, (c) 10:1 and (d) 15:1, respectively. 113
The salt/reactant ratio also affected morphology/size of the final boride product. A typical example is with the MSM-BRS of VB2 in NaCl. 112 As shown in Figure 7, uniform and smooth VB2 nanorods were formed via the conventional BRS (i.e. without using a salt) at 1000 °C. When a small amount of molten salt (the salt/reactant mass ratio = 0.25:1) was used, the rods became more irregular and coarser. When the salt/reactant ratio was further increased to 0.75:1, instead of nanorods, approximately spherical particles with a diameter of about 100 nm were formed. Therefore, by adjusting the relative amount of molten salt, boride products with different morphologies/sizes could be formed, offering a good strategy for the morphology/size control.
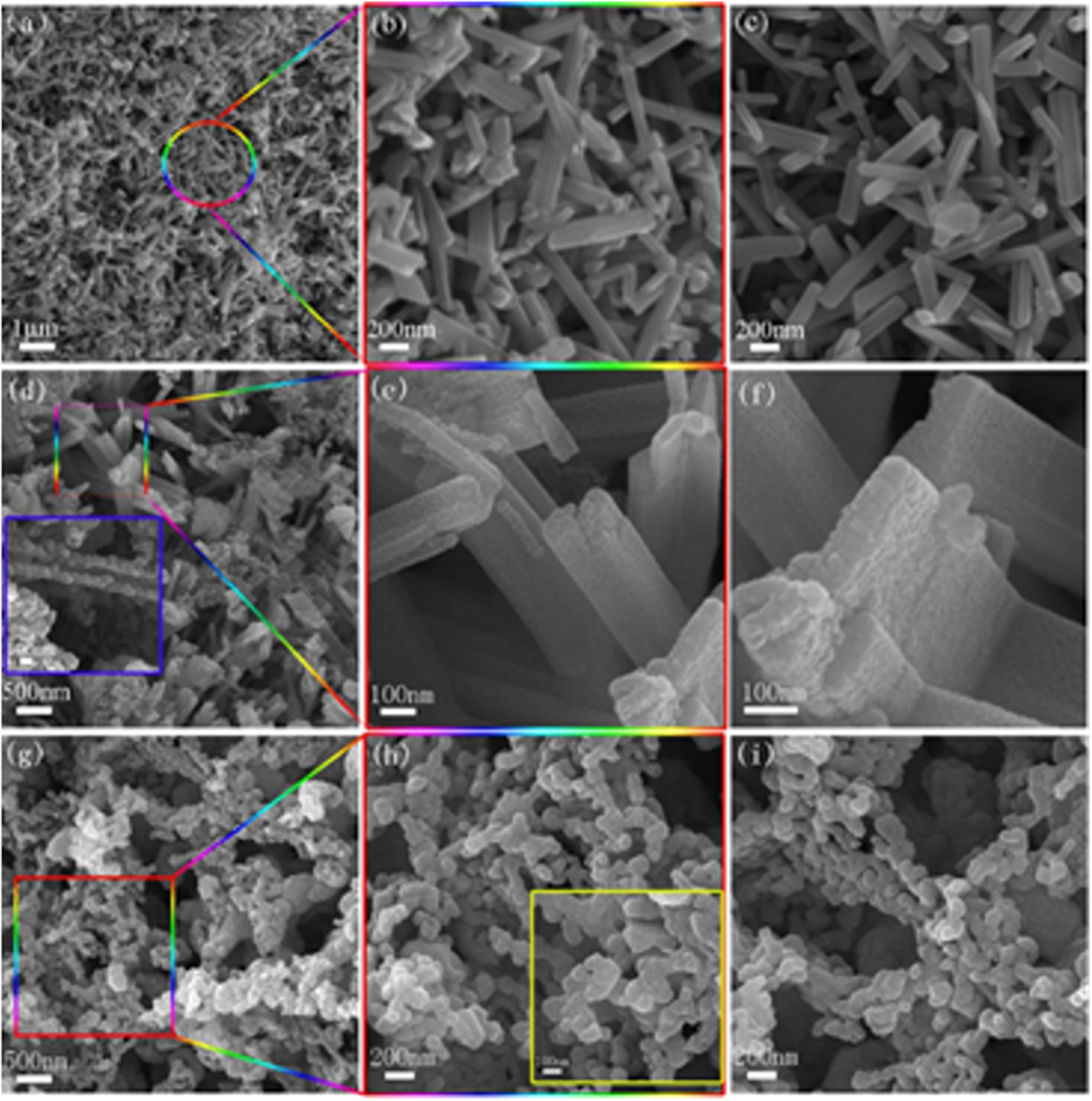
High resolution (HR) scanning electron microscope (SEM) images of VB2 powders resultant from MSM-BRS at 1000°C with different NaCl/reactant mass ratios: (a–c) 0:1 (i.e. no salt), (d–f) 0.25:1 and (g–i) 0.75:1. 112
Interestingly, even for a given salt and a given B source, morphologies and sizes of the boride product powders still could vary, depending on the metal type. As presented and compared in Figure 8, after MSM-BRS in NaCl–KCl at 900 or 1000 °C for 1 h, TiB2, ZrB2, HfB2, VB2, CrB2 and ReB2 nanosheets, NbB2, TaB2 and MnB2 needles, and MoB2, WB2 and RuB2 nanoparticles were formed, showing the ‘intrinsic’ effects of metal ions on the boride formation. 91

Transmission electron microscope (TEM) and HR-TEM (inset) images of 12 metal diborides synthesised via MSM-BRS (except ReB2 which was synthesised via MSM-ERS), revealing the formation of (a) TiB2, (b) ZrB2, (c) HfB2, (d) VB2, (g) CrB2 and (k) ReB2 nanosheets, (e) NbB2, (f) TaB2 and (j) MnB2 nanowires, and (h) MoB2, (i) WB2 and (l) RuB2 nanoparticles. 91
Instead of using a metal oxide precursor, a metal chloride also could be used as a metal source for MSM-BRS of metal boride. As reported by Liu and Gong, 116 β-MoB2 nanoparticles were successfully synthesised in the LiCl-KCl eutectic salt, using MoCl3 as the Mo source, at a relatively low temperature of 850 °C. However, given the even higher cost of transition metal chlorides, and/or their hygroscopic nature, such a synthesis route should be even less feasible for large scale productions, than in the case of using an oxide precursor counterpart discussed above.
Conventional and molten salt mediated metallothermic reduction synthesis
To avoid using both expensive elemental metal and boron as starting precursors (as used in ERS), their less expensive oxide counterparts (MOx) can be used instead. However, a more reactive metal (M’) needs to be used as a reductant. In principle, any reactive metal (e.g. Na, K, Mg or Ca) can be used as a reductant, however, given the issues such as cost, stability in the atmosphere, reducing ability, as well as by-product elimination, Mg is the most commonly used. Such an MRS process can be expressed as:
The standard Gibbs free energy values corresponding to various magnesiothermal reduction reactions (per mole of metal oxide) as a function of temperature.
Differently from that indicated by the overall Reaction (5), the actual MSM-MRS process is rather complicated, involving several individual reaction steps. The metal reductant (M’) reduces the transition oxide precursor and B2O3 (or B2O3 containing precursors such as H3BO3 and Na2B4O7) to respectively elemental transition metal and boron (Reactions (6) and (7)), both of which further react with each other, forming the desirable boride (Reaction (8)). In addition, once B is formed, it could also act as a reducing agent, reacting directly with the unreacted transition metal oxide to form additionally the target boride (Reaction (4)). So, MSM-MRS is essentially achieved via combined MSM-ERS (Reaction (8)) and MSM-BRS (Reaction (4)) discussed earlier.


Another issue concerning the synthesis process is evaporation/vaporisation losses of B2O3 and Mg, since the former has a high vapour pressure at a relatively high firing temperature, 126 and the latter has a relatively low boiling point of 1090 °C. 127 Such evaporation/vaporisation losses lead to incompletion of the synthesis reaction, and the formation of boride(s) with undesirable stoichiometries and/or intermediate/impurity phases in the final reacted samples. These are generally avoided by using excess Mg and/or B2O3. For example, in the MSM-MRS of ZrB2 in MgCl2 at 1200 °C, 20 wt-% extra Mg was needed to complete the synthesis reaction, along with 30 wt-% extra Na2B4O7 (B2O3). 56 In the syntheses of LaB6 and TiB2 in MgCl2 at a lower temperature (800–1000 °C), 20 mol-% extra Mg was still used, but only the stoichiometric amount of B2O3 was required.55,58 If the temperature was sufficiently low, neither extra Mg nor extra B2O3 would be required. A typical example was with the MSM-MRS of NbB2 in MgCl2–NaCl at 650 °C, despite the long reaction time (10 h), the stoichiometric amounts of Mg and B2O3 (H3BO3) were used. 128 Apart from firing temperature and time, several other factors affect the extra amounts of Mg and B2O3 required for a specific synthesis process, including soaking time at a high firing temperature, raw material particles, and salt type and amount. Nevertheless, firing temperature and time almost always played the major roles.
Table 5 lists the transition metal and rare-earth borides synthesised via the MSM-MRS route.54–58,124,125,128 The synthesis temperature in the case of MSM-MRS was overall higher than in the cases of MSM-ERS and MSM-BRS. The salts used were mainly chlorides, such as LiCl, KCl, NaCl, anhydrous MgCl2 and their combinations, although occasionally other halides such as NaF were also used. Among the chloride salts, MgCl2 has been found to show the best accelerating-effect on the MRS using Mg as a reductant, owing to mainly the relatively high solubility of Mg in it. 129 The two synthesis mechanisms were identified in different specific cases, but the ‘dissolution-precipitation’ mechanism overall appeared to be more dominant than the ‘template-growth’ mechanism. In the MSM-MRS of TiB2 in MgCl2, 55 three different types of TiO2 precursors were used along with B2O3 as the main raw materials, that is TiO2 I (powder, <25 nm), TiO2 II (nanowires, ∼10 μm long and 10 nm in diameter), and TiO2 III (powder, ∼300 nm). Despite such big differences in morphologies/sizes of TiO2 raw materials, TiB2 product particles in the three cases (formed at 1000 °C for 4 h) appeared to have similar morphology/size (100–200 nm particles), demonstrating that the morphology and size of original TiO2 precursor had little effect on the reaction extent and morphology/size of TiB2 product particles (Figure 10), suggesting the dominance of the ‘dissolution-precipitation’ mechanism in the overall synthesis process. Such a mechanism was also identified in the MSM-MRS of HfB2 and LaB6.57,58
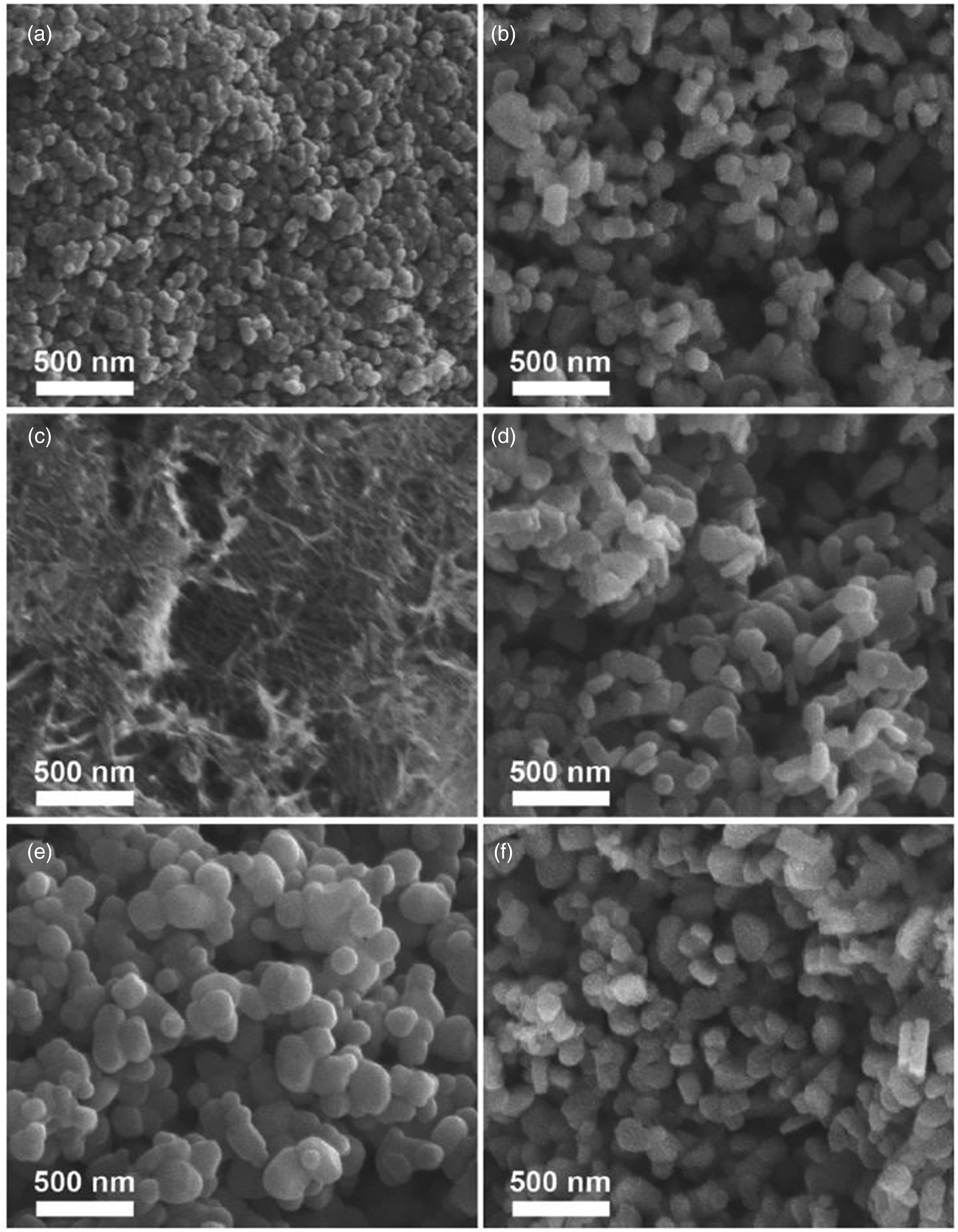
MSM-MRS of TiB2 by using different TiO2 sources in MgCl2 at 1000 °C for 4 h, indicating the dominance of the ‘dissolution-precipitation’ mechanism in the reaction process. 55
List of transition metal borides resultant from MSM-MRS.
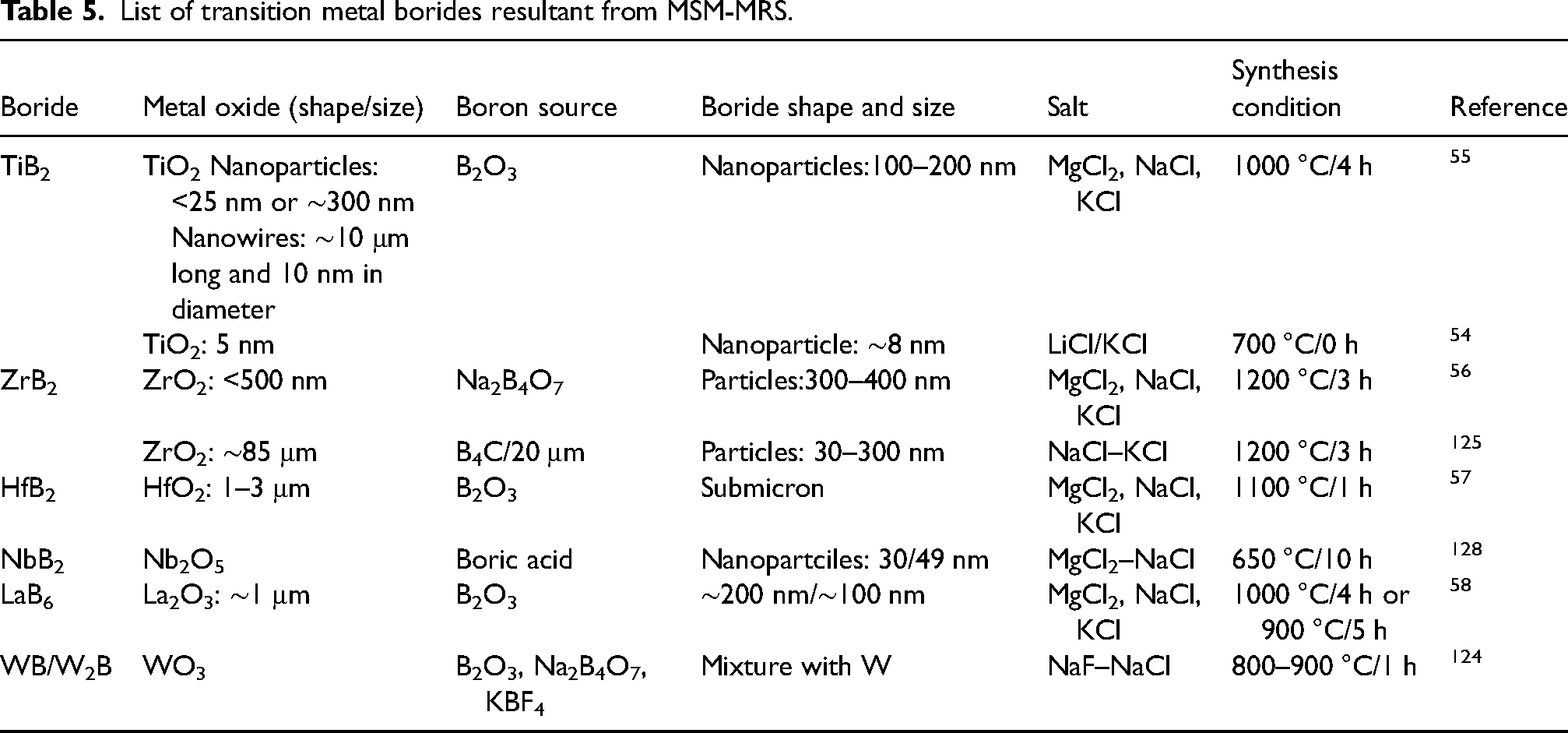
On the other hand, in some other cases, for example in the ZrB2 synthesis in MgCl2, the other mechanism, the ‘template-growth’ mechanism, was found to be dominant. 56 As shown in Figure 11, ZrB2 product particles largely retained the shape and size of original ZrO2 particles, suggesting that the latter had acted as the template. This is believed to be related to the much lower solubility of ZrO2 and Zr than B in the salt at the synthesis temperature (1200 °C). This was different from the ‘dissolution-precipitation’ mechanism that was implied in the case of MSM-ERS (Table 3). The reason behind was not clear, but it should be related to the differences in solubility of the reactants in the two different salt media at two different temperatures. Another example is with the MSM-MRS of TiB2 in LiCl–KCl at 700 °C. 54 A ‘template growth’ mechanism was implied, due to probably the low solubility of TiO2/Ti in the salt at such a low temperature, which was different from that in the MSM-MRS of TiB2 in MgCl2 at a much higher temperature (1000 °C), 55 in which case, a ‘dissolution-precipitation’ mechanism was proposed, as discussed above. In a ‘template-growth’ mechanism dominated synthesis process, since the transition metal oxide acts as the template, reducing its particle size would be beneficial to the acceleration of the reaction, and the reduction of synthesis temperature and time. This could explain the above-mentioned low synthesis temperature (700 °C). 54 Due to such a low synthesis temperature and short reaction time (no holding at the target temperature), both Mg and B2O3 did not experience significant evaporation/vaporisation losses, so the stoichiometric amounts of them were used. 54
SEM images of (a) the starting ZrO2 powder, and (b) ZrB2 resulted from firing batch powder with 20 wt-% excess Mg and 30 wt-% excess Na2B4O7 at 1200°C for 3 h in MgCl2.
As for the boron source, B2O3, Na2B4O7 and several other boron-containing phases such as KBF4 and B4C, were used. Nevertheless, the first two were used much more commonly, as seen from Table 5. Given their low melting points, before their reduction, they could interact with the original salt(s) used, forming together the salt medium, increasing the solubility of B, and facilitating the synthesis reaction. Consequently, the synthesis mechanism was determined by the solubility of transition metal and its oxide precursor in the newly formed molten salt, as seen in the MSM-MRS of TiB2 at a relatively high temperature (‘dissolution-precipitation’ mechanism due to high solubility of Ti and TiO2) 55 and ZrB2 (‘template-growth’ mechanism due to low solubility of Zr and ZrO2), 56 as discussed above. B4C and KBF4 as boron sources did not show any advantages over B2O3 and Na2B4O7.124,125 For example, in the synthesis of ZrB2 using 20 wt-% extra B4C as a boron source, even very fine raw materials were used along with 50 wt-% extra Mg, the synthesis temperature remained as high as 1200 °C (though still much lower than required by the conventional route without using a molten salt). 125 On the other hand, when KBF4 was used as a boron source, some intermediate F-containing phases were formed, some of which are not eco-friendly and/or not water-soluble (so difficult to eliminate). 124
Si was also used as a reductant for the MSM-MRS of borides. Li et al.130,131 synthesised sheet-like ZrB2 (0.7 μm in average size) via silicothermal reduction of ZrO2 and Na2B4O7 in molten sodium orthosilicate (Na4SiO4) at as low as 1000 °C (for 3 h). Both Na2B4O7 and Na4SiO4 acted together as the molten salt medium and partially took part in the reactions as reactants. Along with the ZrB2 product, two by-products Na2Si2O5 and SiO2 were formed from the silicothermal reduction reaction (Reaction (9)). The latter is not water soluble but could be converted into water soluble Na2Si2O5 via reacting with the Na4SiO4 (Reaction (10)) or Na2O (Reaction (11)) added to the original powder batch.




In addition to Mg and Si, Al could be another good reductant for MSM-MRS. By using it as a reductant, Velashjerdia et al. synthesised ZrB2 platelets in a KCl–NaCl or NaF–KF eutectic salt at a much lowered temperature (800 °C). The process was found to be controlled by the ‘dissolution-precipitation’ mechanism. 133 Instead of oxide precursors, complex F-containing salts, KBF4 and K2ZrF6, were used as the B and Zr sources, respectively. A few intermediate phases such as KAlF4, K3AlF6 and Zr3Zr were formed, which were difficult to remove from the final product powder, since they are not water soluble and acid leachable. 133 Recently, Zhang's group have synthesised boride-alumina and boride–magnesioaluminate spinel composite powders,134,135 via MSM-MRS using Al, further illustrating its feasibility as a reductant in the boride syntheses (see Section ‘Molten salt synthesis of metal boride-based composite powder’ below).
As described above, in a typical MRS process, both metal- and boron-containing compounds (in particular their oxides) are generally used as starting precursors. But in some MSM-MRS work, only one compound precursor was used together with another elemental precursor, as done by Wang et al. in the magnesiothermal reduction synthesis of TiB2 particles in NaCl–KCl via Reactions (14) and (15), respectively.136,137 They found that the onset formation temperature (800 °C) and the optimal synthesis temperature (1000 °C) were the same in both cases. The only difference was in the particle size of the final product. The particle size of TiB2 (30–100 nm) generated from Reaction (14) overall was slightly smaller than that (40–200 nm) from Reaction (15).



In addition, Ma et al. prepared CrB nanorods of 10–30 nm in diameter and up to 1.5 μm in length, using CrCl3 and elemental B precursors along with a Na reductant, in anhydrous aluminium trichloride at 650 °C (Reaction (18)).
140
Although the synthesis temperature was very low, more expensive raw materials were used.
Conventional and molten salt mediated carbo- and boro/carbo-thermal reduction synthesis
Carbon (C) can be used as a reductant to replace the metal reductant used in MRS, to synthesise a metal boride. Such a ‘carbothermal reduction synthesis (CRS)’ process can be expressed as:
B4C also can be used to replace B2O3 or both B2O3 and C in Reaction (19) to synthesise metal borides (referred to as ‘Boro/carbothermic reduction synthesis (BCRS)’), as indicated by the following Reactions (20) and (21).

A good strategy for reducing the temperatures required for the conventional CRS and BCRS is to use fine raw material precursors prepared via a ‘wet chemical synthesis’ process, for example a sol–gel process. For example, Ji et al. and Li et al. synthesised nanosized ZrB2 at 1450–1550 °C for 2 h via CRS, using the precursors prepared via sol–gel routes,160–162 and Zhang et al. synthesised TiB2 via CRS at 1450 °C. 163 Nevertheless, such synthesis temperatures remain too high.
To further reduce the synthesis temperature, a molten salt medium can be similarly introduced to mediate the CRS and BCRS (respectively referred to as ‘molten salt mediated CRS (MSM-CRS) and BCRS (MSM-BCRS)’) (Figure 2). Song et al. fabricated hexagonal TiB2 microplatelets of 3-8μm in diameter and 200-500 nm in thickness, via MSM-CRS (Figure 12). 164 The starting precursor mixture with Ti/B/C molar ratios of 1:4:6 was prepared via sol–gel processing using C16H36O4Ti, Na2B4O7·10H2O and C12H22O11 as the main starting precursors. Some in-situ formed NaCl acted as the molten salt medium for the synthesis reaction. The carbothermal reduction reaction started at 1100 °C, became significant at 1200 °C, and completed at 1300 °C. Although very fine raw material precursors were used, and the synthesis reaction was facilitated by the molten NaCl, the reaction temperature remained much higher than in the cases of using other MSS routes discussed above (Sections ‘Conventional and molten salt mediated elemental reaction synthesis’ to ‘Conventional and molten salt mediated metallothermic reduction synthesis’), although it was already much lower than in the case of using the conventional CRS method without molten salt mediation as mentioned above.
SEM images of the TiB2 products obtained via molten NaCl mediated CRS at 1300 °C for 2 h.
Similarly, according to Song et al., 165 ZrB2 rods with a diameter of 1–2 μm and an aspect ratio of 3–10 were synthesised using a precursor mixture prepared via sol-gel processing, along with in-situ formed NaCl. Despite the very fine sizes of ZrO2 and B2O3 in-situ formed from pyrolysis of the precursor mixture, the synthesis temperature remained as high as 1400 °C. As expected, significant vaporisation loss of B2O3 occurred, so, as much as 5 times of stoichiometric amounts of B2O3 were used. At such a high temperature, the NaCl is also believed to have experienced considerable vaporisation loss. So, it can be considered that the NaCl only had functioned for a short period as the reaction medium before it was completely vaporised. This also might be the case in the MSM-CRS of TiB2 platelets stated above. In both cases, the significant vaporisation loss of NaCl also might be partially responsible for the still relatively high synthesis temperature.
Conventional and molten salt mediated alkaline borohydride reduction synthesis
Transition metal and rare earth borides were also produced via reaction of a corresponding metal halide (in particular, a chloride) or metal oxide, with an alkaline borohydride (e.g. NaBH4).166–176 The former acts as a metal source, and the latter acts as both a boron source and a reductant. The latter is used to replace a reactive metal reductant, to avoid its reactions with oxygen- and moisture-containing species, which otherwise could lead to some side reactions.166–176 Typically, the synthesis process using a metal floride/chloride and NaBH4 can be expressed as follows:
By introducing a molten salt to mediate ABRS (referred to as ‘molten salt mediated-ABRS (MSM-ABRS)’ (Figure 2)), a range of metal borides could be synthesised at the atmospheric pressure for a much shorter time, although the use of a salt in this case does not seem to lead to further reduction in the synthesis temperature.175,176 Figure 13 illustrates a typical MSM-ABRS process, along with types and morphologies of metal borides synthesised.175,176
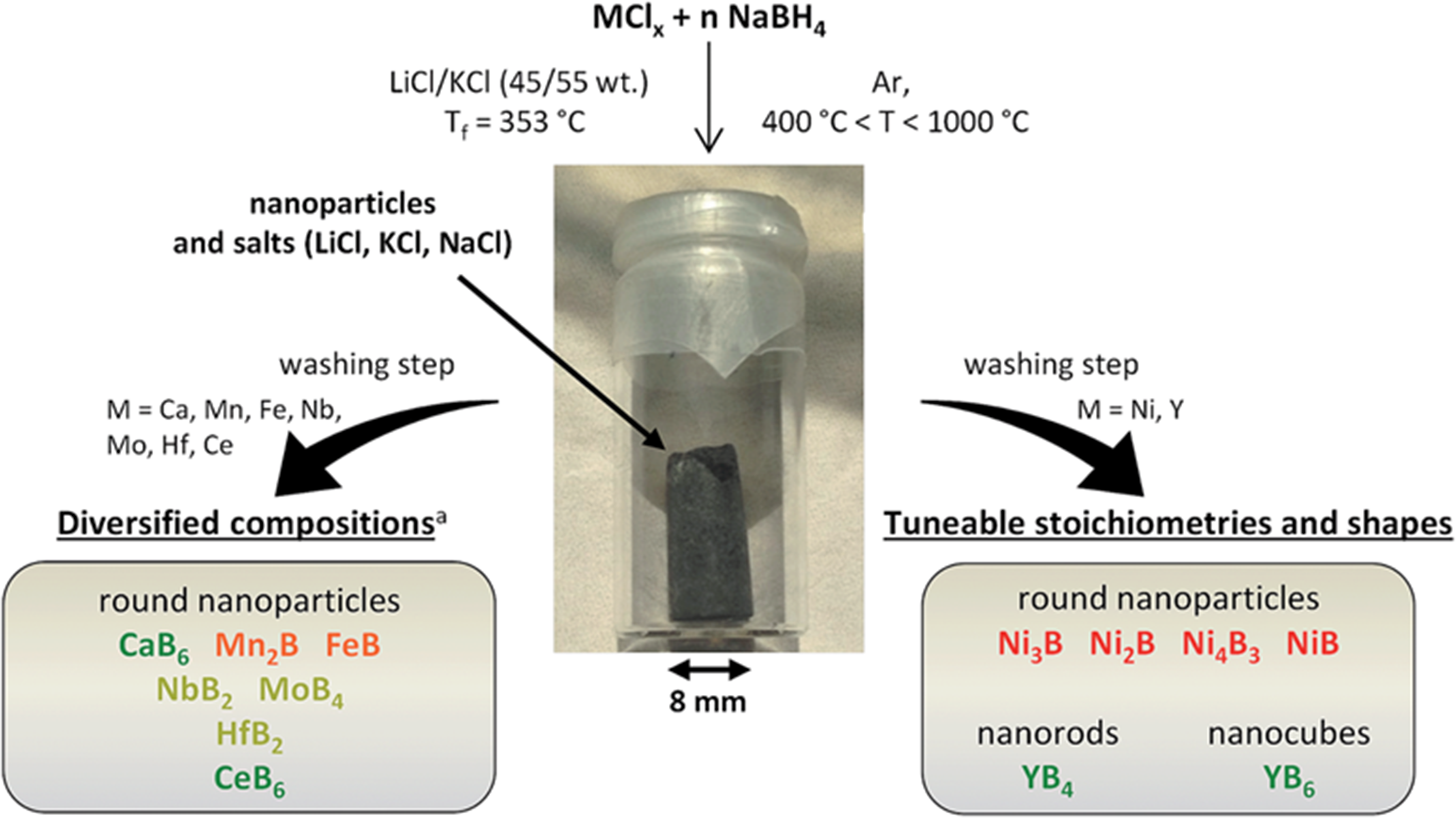
MSM-ABRS of various metal borides with different compositions/stoichiometries and morphologies.
The salts attempted for MSM-ABRS included mainly, LiCl–KCl, LiCl–NaCl, NaCl–KCl and KBr, but the first salt assembly was used most, due to its much lower eutectic point (353 °C only). According to Reaction (20), some sodium halide, for example NaCl (when a metal chloride is used), is formed as a by-product, which could contribute additionally to the formation of the reaction medium (if the firing temperature is above its melting point or the eutectic point of its mixture with the original salt used), further reducing the eutectic point of the salt system and increasing its total volume.177,178
The metal halide (chlorides mainly) starting precursors used in the reaction process are generally more sensitive to moisture than their oxide counterparts. Also, many of them have a very low boiling point, for example NbCl5 (248 °C), TiCl4 (136.4 °C) and ZrCl4 (331 °C),179–181 so when they are used, the synthesis reactions often have to be carried out in a closed vessel such as a quartz ampoule or an autoclave. Despite these drawbacks, the MSM-ABRS process does have several merits. It is straightforward and universally applicable to the synthesis of a wide range of borides and requires a relatively low temperature. For example, in the MSM-ABRS of LaB6, CeB6 and CoB, the synthesis temperature was as low as 700–750 °C.182–184 Furthermore, very fine product particles from several nanometers to 100 nm, can be prepared, and the size can be tailored/controlled by varying the metal/boron ratio.175,176 In addition, by adjusting the metal/boron ratio and/or temperature, borides with different stoichiometries and morphologies could be formed. For example, in the MSM-ABRS of Sm boride, flower-like clusters composed of SmB4 nanorods with an average diameter of 60 nm were formed, when the ratio of SmCl4/NaHB4 was 1:3, whereas 50–100 nm SmB6 nanoparticles were formed, when the ratio was decreased to 1:10 (Figure 14). 185 Moreover, in the MSM-ABRS of CoB, at a given firing condition (900 °C for 4 h), the increase in the CoCl2/NaHB4 ratio led to evident change in the morphology of product CoB. On the other hand, at a given CoCl2/NaHB4 ratio, with increasing the temperature the morphology of the product also varied (Figure 15). 186
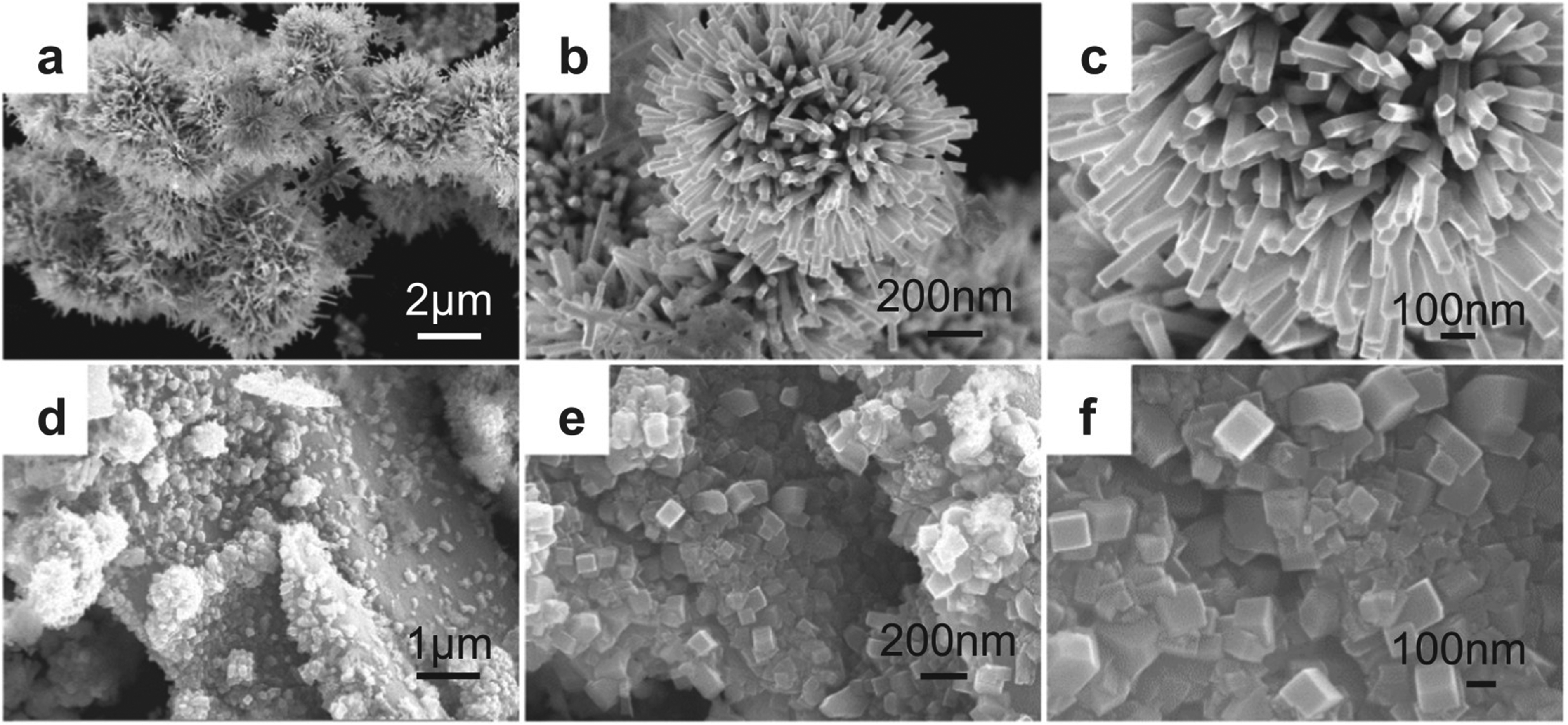
SEM images of (a–c) SmB4 and (d–f) SmB6 resultant from MSM-ABRS in LiCl–KCl eutectic salt at 750 °C for 4 h.
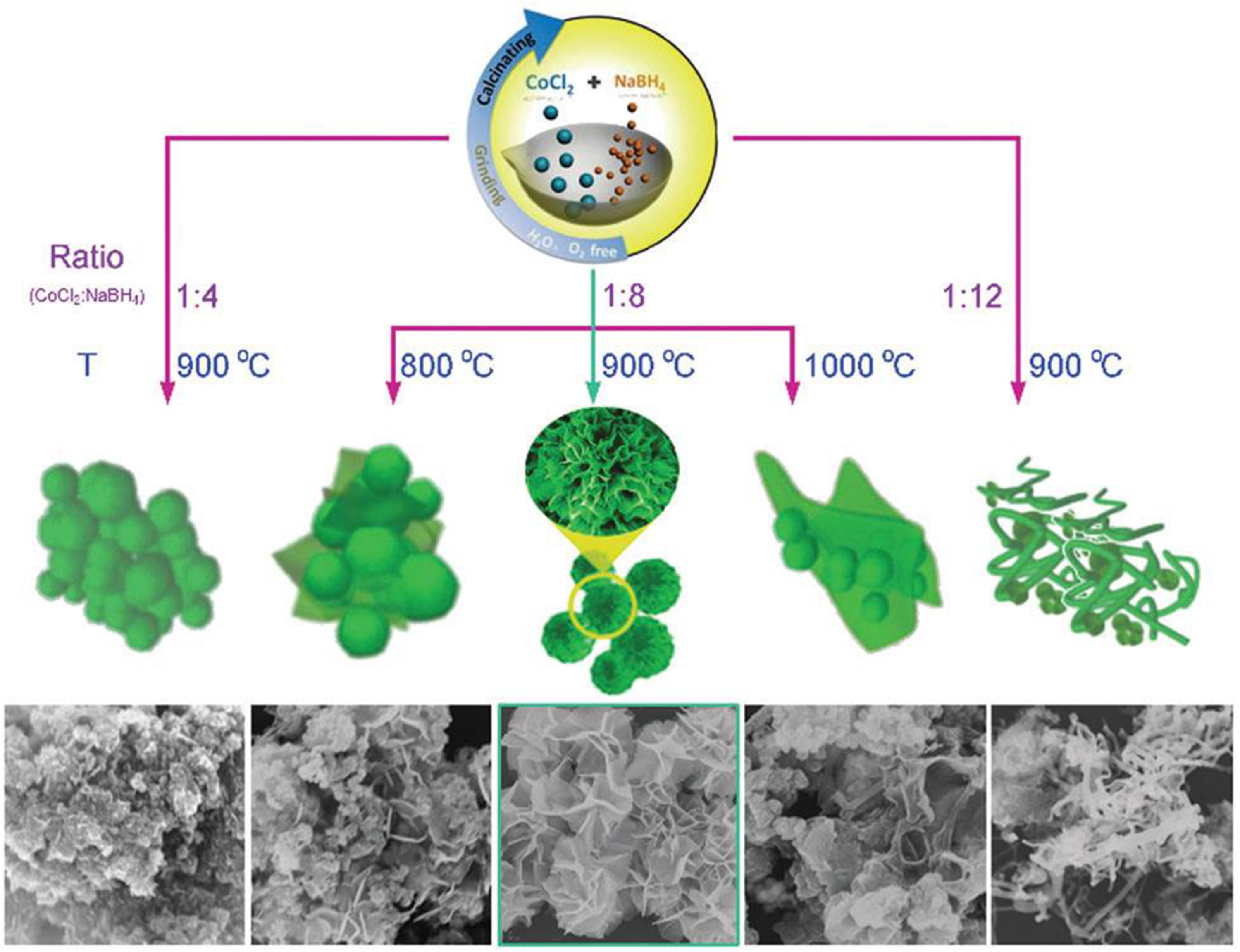
Schematic illustration of morphology evolution of CoB resultant from MSM-ABRS with the variation of the cobalt chloride/sodium borohydride ratio and firing temperature.
Instead of metal chloride, a metal floride was also occasionally used for MSM-ABRS of a metal boride. Wang et al. synthesised approximately 50 nm CeB4 particles in a LiCl–KCl eutectic salt at 750 °C for 3 h, using CeF3 as the Ce source, 187 and Liu et al. synthesised 15–30 nm CeB6 particles at 900 °C for 4 h, using the same raw materials and salt. 188 In the former, the CeF3/NaHB4 molar ratio (1:3.2) used was much lower than that (1:6 to 1:10) in the latter, demonstrating again the effect of metal/B ratio on the boride's stoichiometry, as mentioned above. Zhang et al. further synthesised ∼100 nm GdB6 particles using GdF3 and NaBH4 (in the molar ratio of 1:12) as raw materials, in the same salt under the identical firing conditions. 189 In addition, Liu and Gong prepared SmB4 nanoflowers and SmB6 cubes in the same salt, by using SmF3 as the Sm source. The former was formed after 4 h firing at 850 °C by using a Sm/B molar ratio of 1:3, and the latter formed under the identical firing conditions by using a much lower Sm/B ratio of 1:10, indicating again that by adjusting the metal/B ratio, the boride's stoichiometry and morphology could be tailored.185 Nevertheless, it has been found that the type of halide ion showed little effect on the synthesis process and morphology of the boride products.
As for the synthesis mechanism in MSM-ABRS, the work on it was rather limited. Given the relatively high solubility of SmF3/SmCl3 in molten LiCl–KCl, a ‘dissolution-precipitation’ mechanism was proposed for the MSM-ABRS of SmB4 and SmB6 stated above185, although the solubility of B derived from NaHB4 in the molten salt is unknown.
Molten salt synthesis of metal boride-based composite powder
Metal boride-oxide composite powder
In an MRS process discussed above, the metal reductant used (e.g. Mg, Si and Al) is oxidised, forming its corresponding oxide (e.g. MgO, SiO2 and Al2O3). So, the final product from the reaction is a hybrid mixture of primary product boride and by-product oxide. Owing to its high quality and good properties inherited from its two constituent phases, such a hybrid powder can be used directly as the main raw material to prepare a corresponding bulk composite with homogeneous microstructure and excellent properties, avoiding several problems which otherwise would occur, including wasting the by-product oxide, requirement of acid leaching, and difficulty in dispersion. In the case of using Al as a reductant, a range of high-quality metal boride–alumina composite powders can be prepared via MSM-MRS (Reaction (21)):
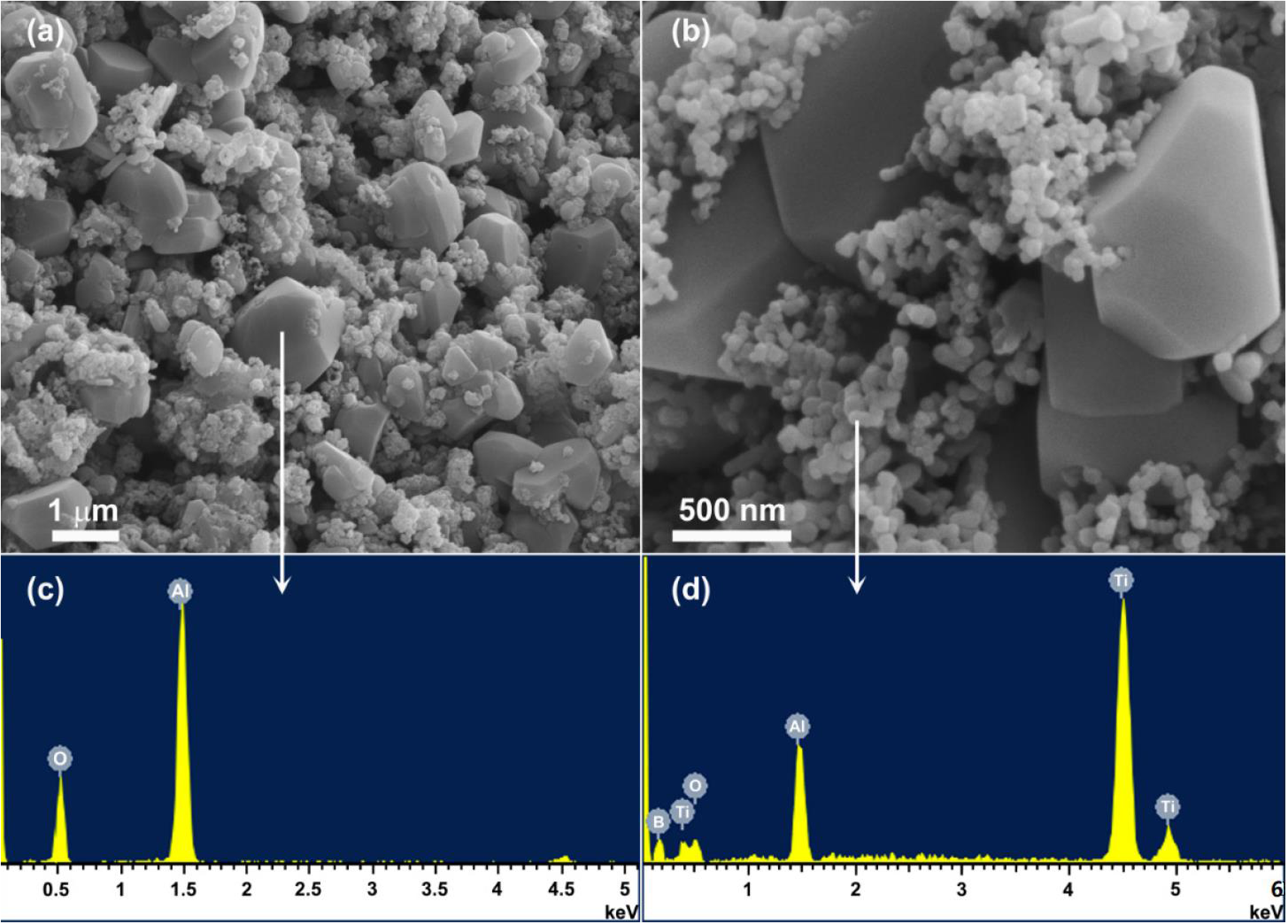
SEM images (a, b) and corresponding EDS (c, d) of the TiB2–Al2O3 composite powder resultant from aluminothermal reduction in NaCl at 1150 °C for 4 h.
Interestingly, if MgCl2 is used to form the salt medium, once Al2O3 is formed via Reaction (21), it can further react with the MgCl2 to form another important ceramic material, magnesioaluminate spinel (MgAl2O4) (Reaction (22)). In this way, a range of metal boride–MgAl2O4 composite powders also can be readily prepared.
Metal boride-carbide composite powder
A transition metal boride-carbide composite powder, in the form of core-shell structured hybrid, also can be fabricated via in-situ reaction of a transition metal with a carbide core in an appropriate salt. As illustrated by Wang et al. and Chen et al., by reacting Ti or Hf with B4C particles in the NaCl–KCl eutectic salt at a relatively low temperature of 1000 °C, TiB2- or HfB2-coated B4C particles were successfully formed (Reactions (23) and (24)) (Figure 17).190–192

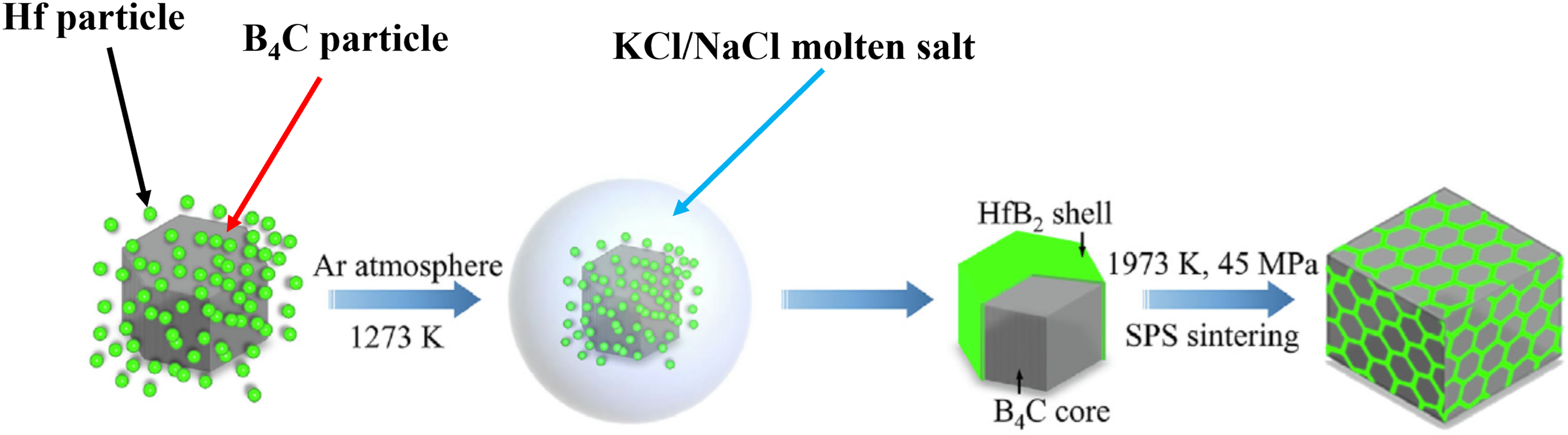
Schematic of the MSS process used to prepare B4C–HfB2 composite powder (after Ref. 190 ).
The ‘template-growth’ mechanism clearly was dominant in these cases. B4C hardly, whereas Ti/Hf partially, dissolved in the molten salt. So, the latter arrived at the surface of the former via diffusion through the molten salt medium and then reacted in-situ to form a boride-based shell.190–192 The thickness of the boride-based shell was readily controllable by controlling the relative amount of the metal used, which was very useful in tuning the compositions of boride and B4C in the final bulk composites fabricated by using such novel structured hybrid powders, and thus their properties (see Section ‘Preliminary applications of molten salt synthesised boride powders’ below).
Molten salt synthesis of high order borides
Ternary metal borides
Apart from binary borides containing one metal element, ternary borides containing two metal elements, especially those containing a transition metal and Al or Zn (the so-called ‘MAB phases’) have recently attracted great research interest, because of their unique layered structures and superior properties.193–200 Several techniques have been attempted to synthesise both bulk- and powder-formed ternary borides.193,197,198 Due to the involvement of two metal elements, more intermediate phases (binary and ternary phases) might be formed, making the synthesis process more complicated, so, a relatively high temperature and/or a very long time is required to ensure the reaction completion and high product purity.197,198
The ‘post-processing of arc-melted ingots’ was initially used for the synthesis of ternary boride. In the preparation of Fe2AlB2, a mixture of elemental reagents, or binary boride and large amounts of excess Al (c.a. 50–200 mol.-%), was arc-melted, followed by crushing and reannealing for up to 14 days at 800–1000 °C.193,197 On annealing, the formation of ternary boride increased at the expense of the binary borides. The use of large amounts of extra Al not only compensated for its evaporation during the arc melting but also contributed to the stabilisation of large amounts of binary Al-rich intermetallics. After elimination of these intermetallics via preferential HCl leaching from the annealed product, nearly phase-pure target ternary boride was obtained.193,197 Nevertheless, the disadvantages of this technique are obvious, including requirement of high temperature, energy- and time-consuming, use of large amounts of excess Al, and involvement of extensive acid-leaching. Another relatively easier method is to heat a powder mixture of binary boride, metal Al, and B in an inert atmosphere or vacuum at a relatively low temperature (<1200 °C) for a relatively short period (<15 h).193,198 Unfortunately, with this technique, a pre-synthesised binary boride needs to be used. Moreover, it is difficult to form high quality ternary boride powders, since some intermediate/impurity phases (e.g. binary borides) almost always remain in the final product powder. To overcome the disadvantages of these two conventional methods, the MSM-ERS method discussed earlier (Section ‘‘Conventional and molten salt mediated elemental reaction synthesis’’) has been attempted to prepare a ternary boride recently by the present authors. 201
As presented in Figure 18, phase pure MoAlB product particles were successfully prepared via MSM-ERS in NaCl after 6 h at 1000 °C. 201 They exhibited three different shapes/sizes: spherical grains (1–3 µm), plate-like particles (<5 µm in diameter) and columnar crystals with lengths up to 20 µm and diameters up to 5 µm, resultant from different intermediate reactions. The synthesis condition (1000 °C for 6 h) was much milder than in the cases of using the two conventional techniques stated above, although the use of excess Al and post-firing acid leaching was still required. 201
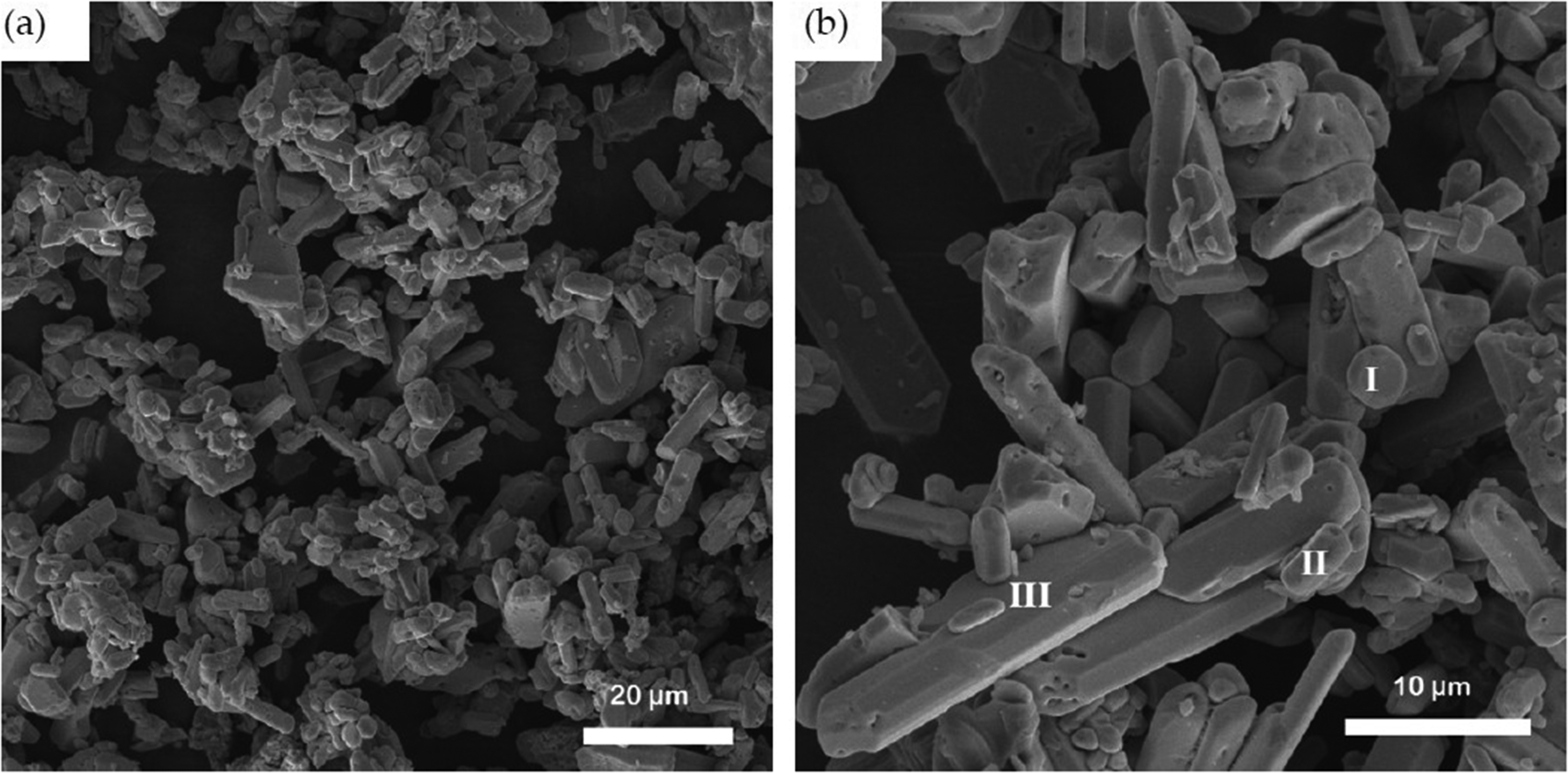
(a) Low and (b) high magnification SEM images of MoAlB particles resultant from MSM-ERS in NaCl at 1000 °C for 6 h and the subsequent acid leaching. 201
The MSM-ERS approach was similarly used to synthesise Cr2AlB2 in a KCl–NaCl eutectic salt. Like in the MoAlB synthesis, several intermediate steps were involved in the synthesis process, leading to the formation of several intermediate phases such as Cr5Al8 and Cr9Al17. 202 Despite this, nearly phase pure Cr2AlB2 (with minor Cr5Al8, CrB and Al2O3) was obtained after only 0.5 h at 1100°C, although large amounts of excess Al (100 mol% extra) were also used to compensate for the evaporation loss of Al. 202
Boride solid solutions/high entropy borides
The molten salt mediated synthesis techniques reviewed above (Sections ‘Conventional and molten salt mediated elemental reaction synthesis’ to ‘Conventional and molten salt mediated alkaline borohydride reduction synthesis’) can be readily extended/modified to synthesise a range of single-phase solid solution powders comprising two or more borides, at a relatively low temperature, provided that their formation is thermodynamically favourable. Such boride solid solutions are the ‘new’ members of solid-solution family, which have been attracting a great deal of attention because of their much better properties and performance than their constituent borides.203,204
Under MSS conditions, whether two or more borides form a homogeneous single-phase solid solution, or a physical mixture, can be predicted according to the criteria established based on thermodynamics.204–206
Based on the mixing Gibbs free energy value and the lattice size difference determined by the first principles calculations, Wen et al. 205 evaluated theoretically the possibility of formation of (Hf1/3Zr1/3Ti1/3)B2 (HZTB) and (Ta1/3Nb1/3Ti1/3)B2 (TNTB) boride solid solutions. The latter was predicted to be more likely to form than the former. This prediction was verified experimentally via MSM-BRS in NaCl–KCl at 1100 °C for 1 h (using 30% excessive B). As predicted, high purity single phase TNTB nanorods of 20–40 nm in diameter and 100–200 nm in length were successfully formed, whereas no single phase HZTB solid solution was formed under identical conditions.
The same group further established a ‘new’ set of criteria for the formation of a boride solid solution, by combining the first principles calculations with machine learning. 206 A series of (M x N1−x)B2 (where M, N = Hf, Zr, Ta, Nb, Ti) solid solutions were employed as working tools. Four important parameters, atomic size difference (δ), mixing enthalpy at 0 K and 0 Pa (ΔH0Kmix), doping condition (φ), and valence electron concentration (VEC) were correlated, and their effects on the formation ability of (MxN1−x)B2 solid solutions were found to be in the following descending order: δ > ΔH0Kmix > φ > VEC. In addition, a new parameter, β, which has linear relationships with these four factors, was further introduced, to evaluate the formation ability of (MxN1−x)B2 solid solution. When β > 0, a single-phase (MxN1−x)B2 solid solution will form, otherwise, a physical mixture of multiphase will form. 206 This work provided a theoretical tool for the discovery and design of various boride solid-solutions as well as other types of solid-solutions (e.g. metal, oxide and carbide solid solutions) with novel properties. To validate the ‘new’ criteria, MSM-BRS was carried out using two oxide precursors. The results showed that a series of solid solution comprising two borides which met the criteria were successfully formed after 1 h in NaCl/KCl at 1150 °C. 206
By using MSM-BRS in NaCl–KCl, a few other nanosized boride solid solutions were also prepared, including Ti0.2Zr0.8B2, 207 Ni x Fe1−xB (x = 0.25, 0.5, 0.75) 208 and Hf x Zr1−xB2 (x = 0.2, 0.5, 0.8), 209 at 1050–1100 °C for 1 h, 800 °C for 8 h, and 1150 °C for 1 h, respectively. In these cases, the products exhibited high composition uniformity and good single hexagonal structure.
In addition to MSM-BRS, in principle, the other MSM synthesis approaches reviewed above could be used similarly to synthesise boride solutions. For example, by using the MSM-ABRS technique, La1-xCe
x
B6 (x = 0.2, 0.4, 0.6, 0.8) was successfully prepared from LaCl3, CeCl3 and NaBH4, in a LiCl–KCl eutectic salt at 800°C for 1 h.
210
During the reaction process, LaCl3 and CeCl3 reacted with NaBH4, forming LaB6 and CeB6, respectively (Reactions (25) and (26)).

Based on the calculated lattice size difference (δ) and the Gibbs free energy of the solid solution formation, Liu et al. 211 predicted the favourable formation of (Ta0.2Nb0.2Ti0.2W0.2Mo0.2)B2 high-entropy diboride (HEB-1), and experimentally synthesised it in KCl at 1150 °C for 30 min via the MSM-BRS route. As-prepared HEB-1 showed an interesting chrysanthemum-like morphology composed of numerous boride nanorods of 20–30 nm in diameter and 100–200 nm in length (Figure 19(a) and (b)). The boride nanorods possessed a single-crystalline hexagonal structure, and high compositional uniformity from nanoscale to microscale, as revealed by EDS (Figure 19(c)). 211
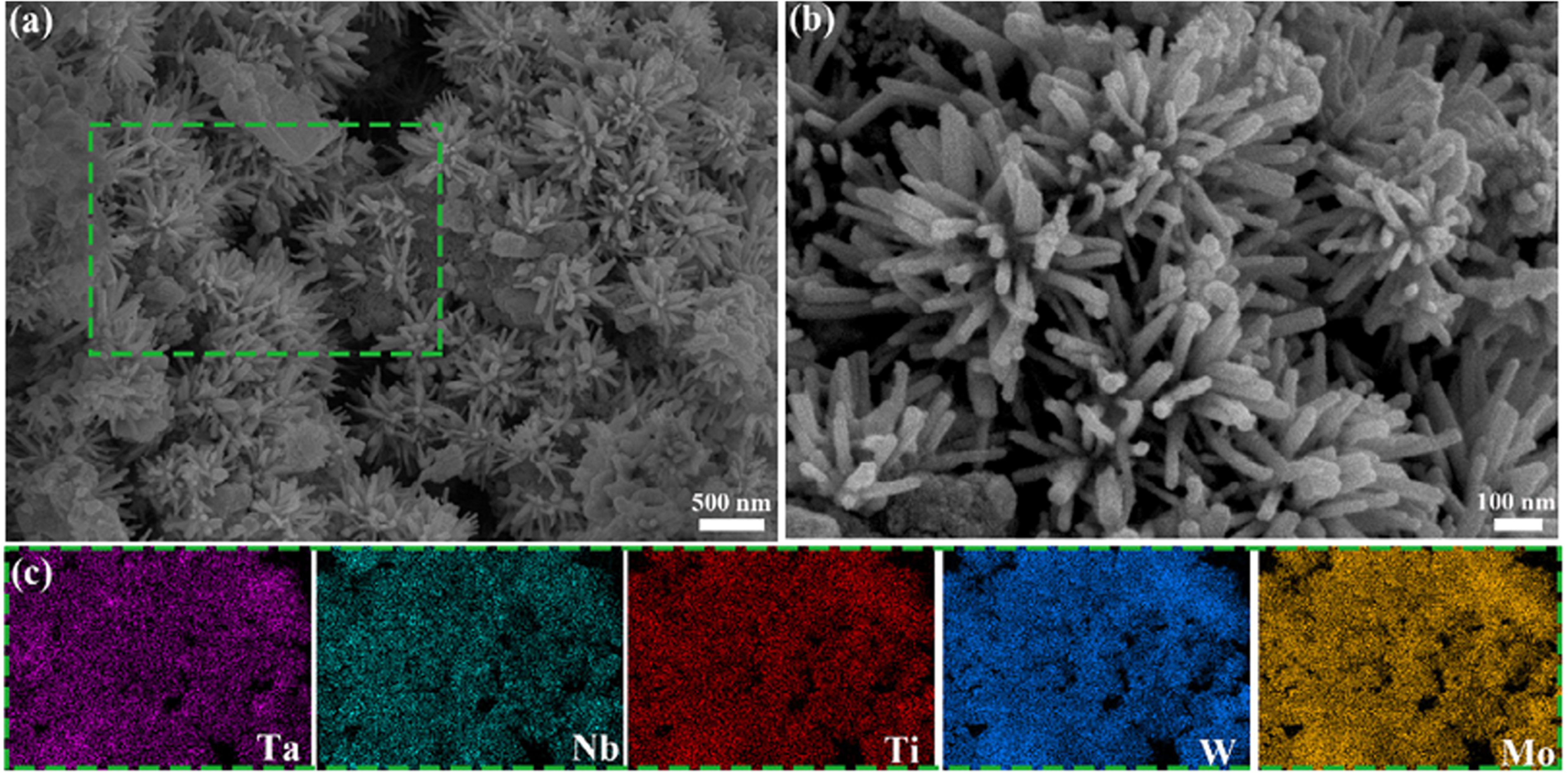
(a) Low-magnification and (b) high-magnification SEM images of HEB-1 resultant from MSM-BRS in KCl at 1150 °C for 30 min and (c) the EDS elemental mapping from the highlighted area in (a).
On the other hand, by MSM-MRS in MgCl2, Ye et al. successfully synthesised single phase nanosized powders of four different types of high entropy boride ceramics, (Zr0.25Ta0.25Nb0.25Ti0.25)B2, (Hf0.25Ta0.25Nb0.25Ti0.25)B2, (Hf0.25Zr0.25Nb0.25Ti0.25)B2 and (Ta0.25Nb0.25Ti0.25Cr0.25)B2 from oxide precursors, at 1000 °C for only 30 min. These nanopowders had particle sizes of 28–56 nm, showed good compositional homogeneity and contained low level of oxygen impurity. 212 Recently, Gao et al. synthesised (Hf0.2Ti0.2Mo0.2Ta0.2Nb0.2)B2 nanopowder via MSM-BRS in KCl at 1300 °C for 6 h, and predicted its properties such as hardness and thermal conductivity, based on the density functional theory (DFT) calculations. 213
While in many cases single-phase high entropy boride powder could be synthesised directly at a relatively low temperature via one of the molten salt mediated routes discussed above, in some cases, a mixture of multiple phases was obtained. Even so, owing to its good quality such as homogeneous structure and composition, high surface area and high reactivity/sinterablity, it could still be readily converted into the corresponding single phase high entropy boride powder or bulk ceramic, via post-synthesis heat-treatment or densification, under appropriate conditions, as illustrated by Guo et al. 214 Despite the fact that the product powder resultant from MSM-BRS in NaCl–KCl at 1100 °C comprised two boride phases, (Hf,Zr)B2 and (Ta,Nb,Ti)B2, after 10 min spark plasma sintering (SPS) at 1900 °C and 50 MPa, the originally desired single-phase bulk (Zr0.2Hf0.2Ta0.2Nb0.2Ti0.2)B2 high-entropy ceramic was still obtained. 214
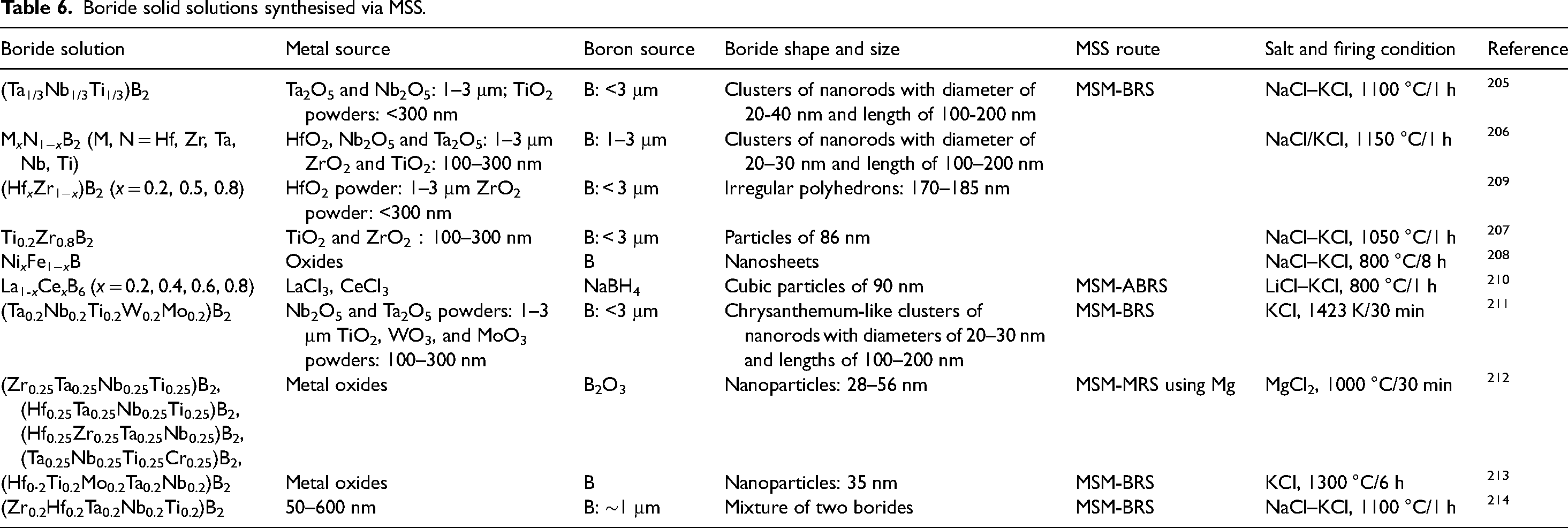
To better understand the current situation in this specific area, Table 6 outlines the main works to date on MSS of boride solid solutions.
Boride solid solutions synthesised via MSS.
Modified molten salt synthesis routes for metal boride synthesis
Microwave-assisted molten salt synthesis
Given its distinct advantages such as energy saving, high efficiency heating (>400 °C min−1), and substantial reduction in processing time and temperature, microwave heating has been used in many industrial processes as an alternative heating route. 215–218 It also has been introduced by the corresponding author's group to an MSS process to replace the conventional furnace heating, leading to the development of an improved MSS technique, referred to as ‘microwave-assisted molten salt synthesis (MA-MSS)’.219–225
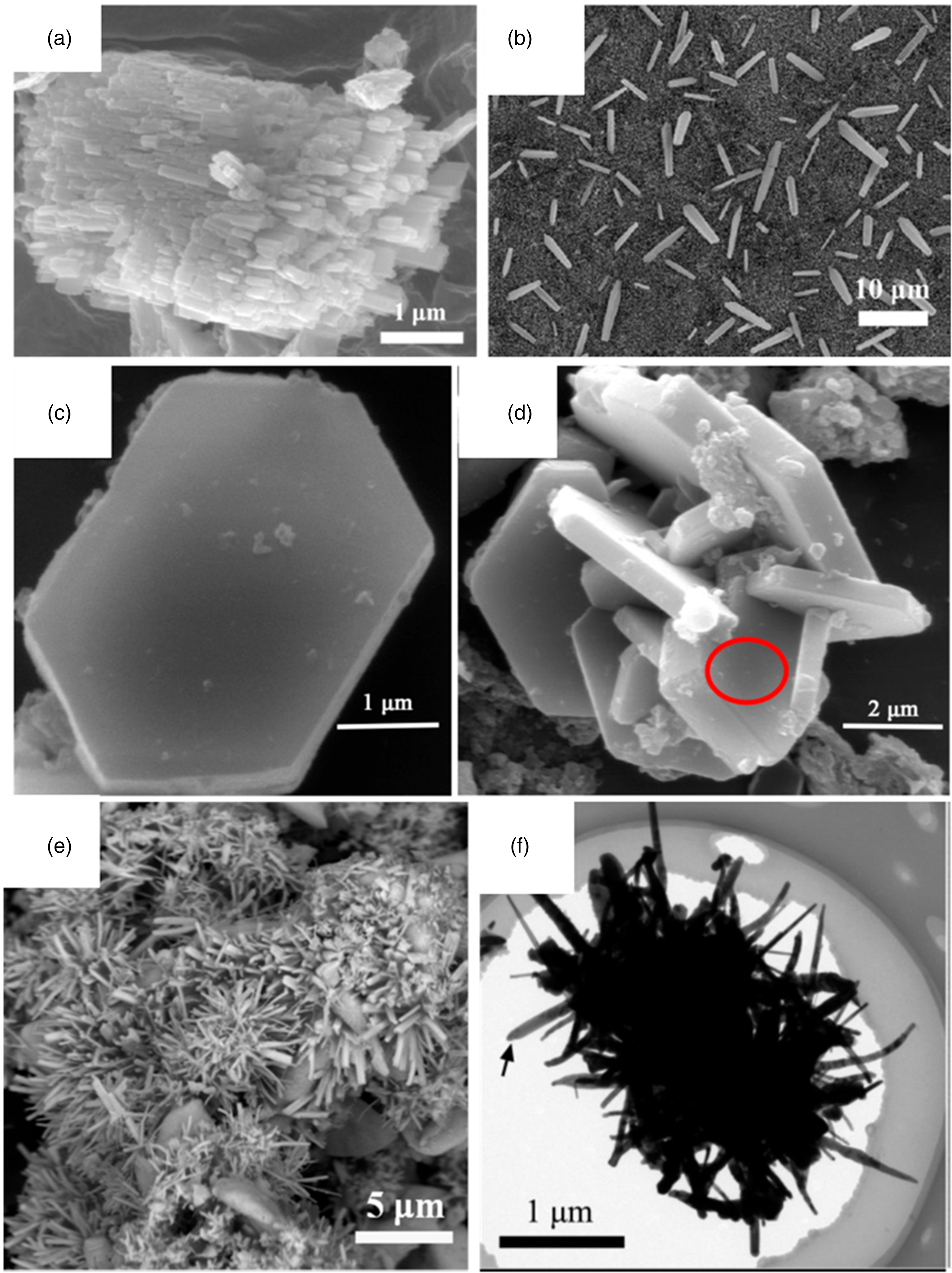
Table 7 summarises the studies on MA-MSS of metal boride-based powders.219–225 As shown, by using microwave heating combined with MSM-BCRS, phase pure ZrB2 nanorods, TiB2 microplatelets and TaB2 nanoflowers were successfully prepared in the NaCl-KCl eutectic salt after only 20 min at 1100–1200 °C. Such a condition was milder than that in the MSM-CRS/BCRS and even MSM-MRS using conventional heating (Sections ‘Conventional and molten salt mediated borothermal reduction synthesis’ and ‘Conventional and molten salt mediated carbo- and boro/carbo-thermal reduction synthesis’), and further milder than in the conventional CRS/BCTR. Under the conditions listed in Table 7, the reaction extent in the case of either without using a molten salt or without using microwave heating was much lower, demonstrating the synergistic effect from the combination of molten salt with microwave heating.219–225
List of boride-based materials synthesised via MA-MSS in NaCl–KCl.
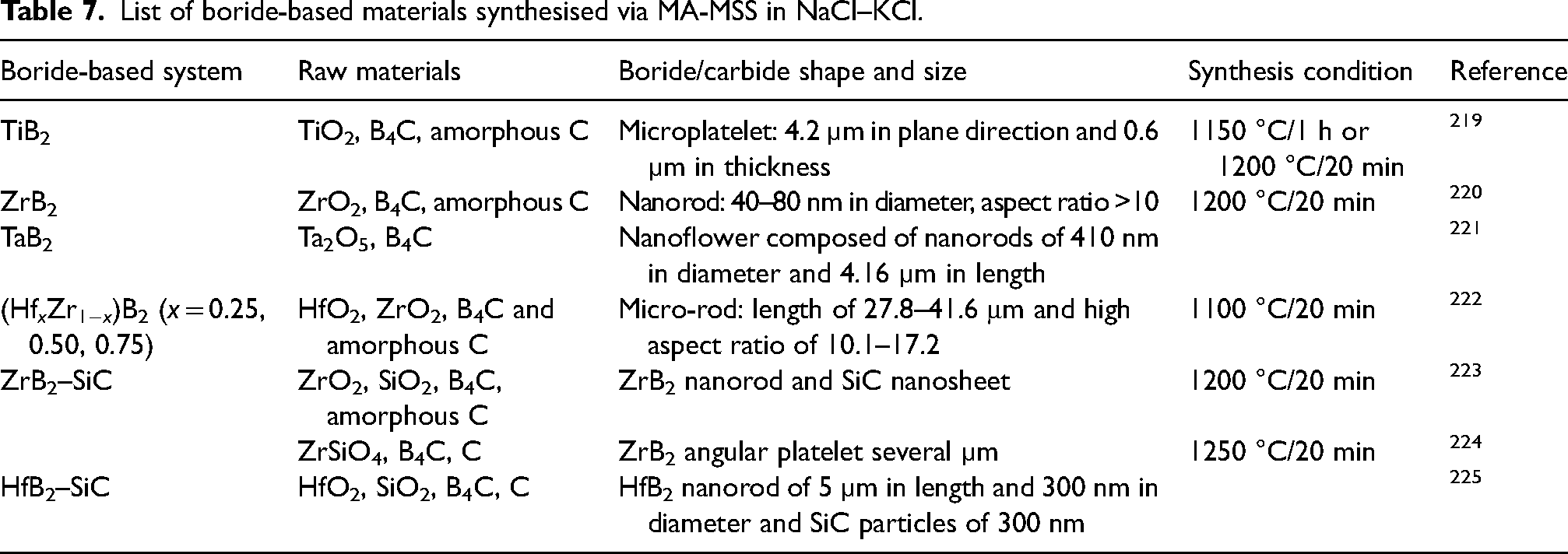
Apart from a single metal boride, a metal boride solid solution or composite powder comprising a boride and another component such as a carbide can be prepared similarly under milder conditions by using MA-MSS. As shown in Table 7, (Hf x Zr1−x)B2 microrods were synthesised from oxide precursors, B4C and amorphous carbon, in NaCl–KCl after only 20 min at as low as 1100 °C. 222 On the other hand, ZrB2–SiC composite powders comprising platelet-like ZrB2 and SiC were successfully synthesised from ZrSiO4, B4C and amorphous C in the same salt after only 20 min at 1200 °C. 224 In addition, HfB2-SiC powders were similarly synthesised in the same salt after 20 min at 1250 °C, from HfO2, SiO2, B4C and amorphous C. 225 These synthesis conditions were also much milder than in the cases of conventional CRS and BCRS (a few hours at >1500 °C)226,227 and even MSM-CRS/BCRS using the conventional heating method (Section ‘Metal boride–carbide composite powder’).
Interestingly, MA-MSS not only reduces the synthesis temperature and/or time, but also enables the formation of anisotropic boride crystals (Table 7 and Figure 20), especially in the cases involved with ZrO2, C, SiC and B4C which are good susceptors for microwave heating.218,228 In all the MA-MSS cases shown in Table 7, the boride phases showed different morphologies and/or sizes from those of the raw materials precursors (reactants), indicating that the ‘dissolution-precipitation’ mechanism dominated their formation processes. The reason was not clear, although it could be that the presence of microwave susceptors such as ZrO2, C, SiC and B4C increased local temperature of the salt surrounding them, increasing the solubilities of the reactant species (especially originally less-soluble ones) in it. However, this still needs to be clarified further by future work.
Molten salt shielded synthesis
In all the MSS studies reviewed above, an inert atmosphere, for example Ar, or vacuum, was used to protect non-oxide raw materials (such as metal, boron, carbide and carbon) and boride products from oxidation, making the synthesis processes complex and expensive, limiting their use on an industrial scale. Given the good shielding effect of molten salt itself, the requirement of a protective atmosphere or vacuum could be avoided via slightly modifying the conventional MSS processes discussed above.
In MSS, once the salt melts, it will cover the reaction system, isolating it effectively from the contact with the oxidising atmosphere. So, the possible oxidation mainly occurs within the temperature range from the onset oxidation temperature of a non-oxide reactant to the melting (eutectic) point of the salt. Clearly, if this range is narrow and/or the heating rate is sufficiently high, then the oxidation extent before the salt melts will be limited. If this is the case, then no protective atmosphere would be required, as demonstrated by Ma et al. who synthesised ZrB2 nanosheets in KCl in air at 800 °C, from Zr(OH)4 and NaBH4, and did not find any obvious oxidation and impurity phase formation. 229 On the other hand, if this range is broad, and/or the heating rate is low, then there will be a potential risk of oxidation before the salt melts. This could be addressed by encapsulating a reaction sample with a solid salt layer via simply pressing. Given its high ductility at room temperature and high bulk density (>95% dense) after cold-pressing, KBr is typically used to form the gas-tight layer around a reaction sample before it is placed in a medium-forming salt bed for further heating (Figure 21-I). In this way the sample can be protected from oxidation before the salt melts. Once the salt melts, it will continue to protect the whole reaction system from oxidation (Figure 21-II). After the reaction and furnace cooling to room temperature, the product can be collected by following the general practice, that is water leaching and filtration/separation (Figure 21-III and IV). 230 To illustrate the feasibility of such a ‘molten salt shielded synthesis (MS3)’ technique, several nonoxides including MoAlB, as working tools, were synthesised. 230
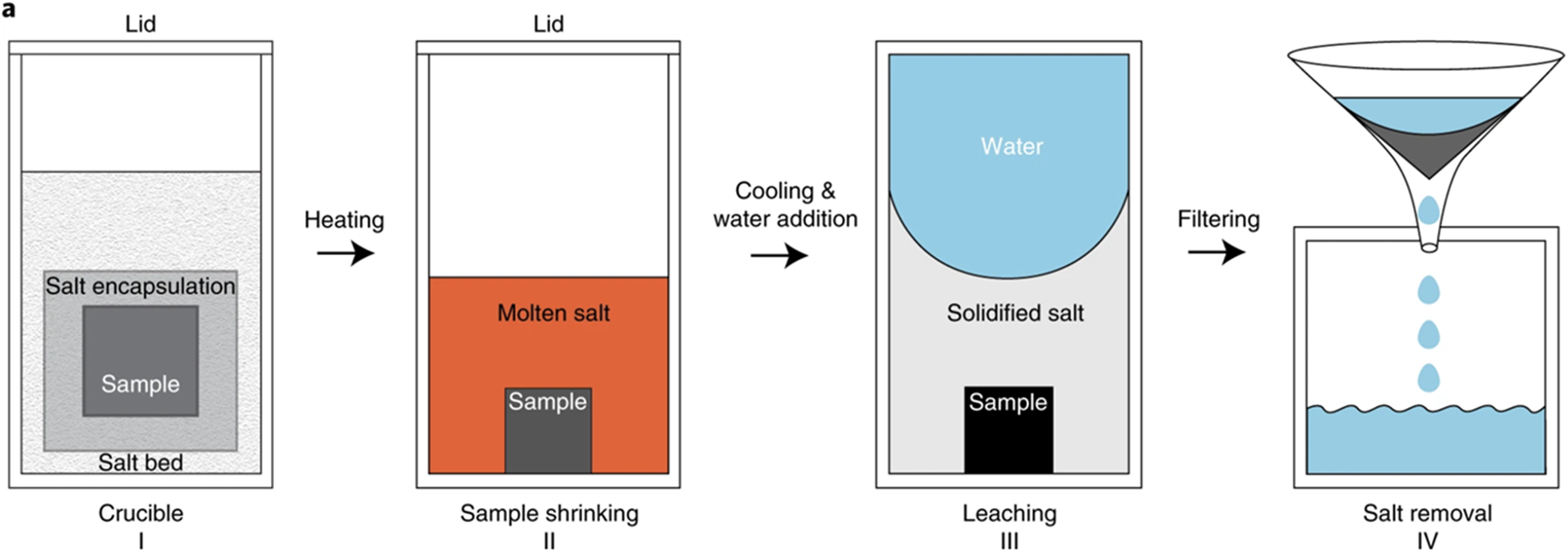
Schematic of a typical MS3 process. 230
Following this pioneer work, several ternary boride (MAB) phases, including Fe2AlB2, Mn2AlB2 and MoAlB, were further synthesised via the MS3 route at 1000 °C. 231 The first two were obtained in KBr by using a nominal starting composition T2Al1.2B2 (T = Fe, Mn), and the third one was synthesised in NaCl with a nominal composition of MoAl1.2B2. In addition, instead of using single salt KBr and NaCl, a KCl–NaCl eutectic salt mixture was used as the alternative shielding salt. 232 Because of its low eutectic point (657 °C), it not only protected more effectively the oxidation prone reactants from oxidation, but also enabled the completion of synthesis reactions at a lower temperature for a shorter soaking time. By using such a modified MS3 method, WAlB and Mn2AlB2 phases with reasonably high purity were synthesised at about 900 and 1000 °C, respectively, for only 2 h. 232
The advantages of MS3 are obvious, including energy-saving, cost reduction, and ease of scale up. However, it also suffers from some disadvantages. For example, it requires preparation of salt-encapsulating samples, and in many cases, it would not be possible to protect the reaction system completely from the oxidation, because even after the salt melts, oxygen can still diffuse through the molten salt medium, potentially oxidising the non-oxide phases in it. The actual oxidation extent will be dependent on several factors such as reactivity and onset oxidation temperature of non-oxide phase, the diffusion rate of oxygen in the molten salt, salt type and amount, reaction temperature and holding time, and heating and cooling rates, all of which need to be investigated further.
Comparison of boride powders resultant from molten salt and other synthesis processes
As presented and discussed above (e.g. Tables 1–7), the synthesis temperature and time of boride powders in the case of using a molten salt mediated synthesis method can be reduced substantially (by several hundred degrees and several hours), compared with in the case of using a conventional synthesis method without using a salt medium, for example the conventional solid–solid reaction process. Not only this, the quality of boride powders in the case of the former is also much better than in the case of the latter.
Thanks to the mediation/facilitation from the molten salt medium, the synthesis reactions in the case of MSS can be completed at a milder condition, so boride powders with desirable stoichiometry and high purity can be readily formed. Furthermore, compared with those resulted from a conventional synthesis process without using a salt, boride powders resulted from an MSS process are generally more homogeneous, and of better dispersion (suffering from less agglomeration). This can be illustrated, for example, by comparing the microstructure of molten salt synthesised TiB2 powder (Figure 10) with that of the counterpart powder prepared from a conventional boro/carbothermal reduction process shown in Figure 22. 233 Furthermore, as listed in Tables 1–7, molten salt synthesised boride product powders are also generally finer (nanosize in most cases) than those prepared by using a conventional synthesis process,147,158,233–237 indicating their higher surface area, reactive activity and sinterability, which would be beneficial to their direct applications as a catalyst or adsorbent, or preparations of their bulk counterparts with improved microstructure and properties (see Section ‘Preliminary applications of molten salt synthesised boride powders’).
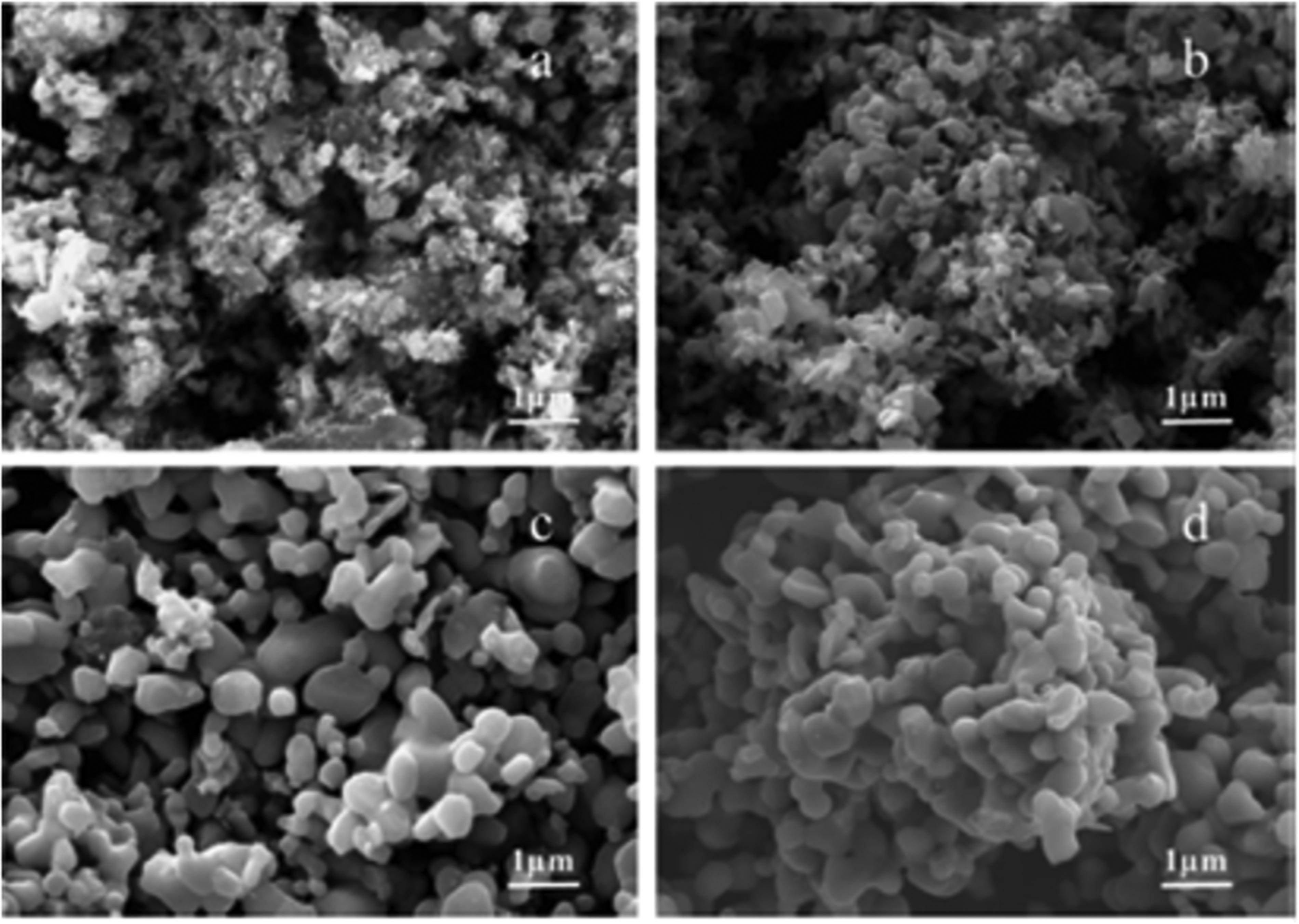
Microstructures of TiB2 particles prepared via conventional bro/carbothermal reduction at (a)1400 °C, (b) 1600 °C, (c) 1800 °C and (d) 1900 °C, respectively.
In addition, by using an MSS method discussed above an anisotropic boride phase (e.g. nanorod or micro/nanoplatelet) with a high aspect ratio (Table 7 and Figures 12, 19 and 20), or core-shell structured boride-based composite particle (Figure 17), can be readily prepared. However, this would be quite difficult to achieve by using a conventional synthesis method, in which case, approximately spherical or irregularly shaped boride particles (e.g. Figure 22), or an inhomogeneous physical mixture of two different types of particles, are generally formed. The anisotropic boride phases and core–shell structured boride-based composite powders resultant from an MSS process would be much more useful for fabricating their corresponding bulk composites with improved microstructure and performance, as discussed in the next section.
Preliminary applications of molten salt synthesised boride powders
Waste-water treatment
Some boride powders synthesised by molten salt mediated methods were tested as absorbents for waste-water treatment.187–189 50 nm CeB4 and 15–30 nm CeB6 particles formed via MSM-ABRS (Section ‘Conventional and molten salt mediated alkaline borohydride reduction synthesis’) showed remarkable performance in the removal of azo-dyes such as Congo red (CR), PS, and MO from their aqueous solutions.187,188 For example, in the case of using CeB4 for CR removal, the adsorption ratio reached 94.1–97.8% for solutions with initial concentrations of 100–500 mg L−1, and the maximum removal capacity reached 491.8 mg g−1. 187 And in the case of using CeB6, the maximum removal capacity reached as high as 775.6 mg g−1. Such a good performance was attributed to its high adsorption ability, and additional high photocatalytic activity in the CR degradation. 188 On the other hand, 100 nm cubic GdB6 nanoparticles synthesised via MSM-ABRS also showed an excellent performance in methyl blue (MB) removal. Under their catalysis, MB was reduced to colourless leucomethylene (LMB). An adsorption capacity of 3108.8 mg g−1, along with an adsorption ratio of 77.7%, was achieved. 189 It is worthy to note that the above boride absorbents also demonstrated excellent recyclability/reusability in the azo-dyes removal. For example, the performance of GdB6 particles remained unchanged even after six adsorption-desorption cycles. 189
Electrocatalysts
Some transition metal borides ‘unexpectedly’ showed excellent catalytic activity and could be potentially used for rechargeable battery and electrolytic hydrogen generation. Thanks to the synergy from their high catalytic activity and electronic conductivity and novel porous sheet structure, CoB nanosheets prepared via MSM-ABRS (Figure 15) acted as an excellent cathode catalyst for high performance rechargeable Na–O2 batteries, as indicated by a low charge overpotential, good rate capability, high specific capacity (11482 mAh g−1) and long cycle life (74 cycles). Such transition metal borides were also considered to be applicable to other important areas such as energy storage and conversion. 186 Furthermore, Ni x Fe1−xB particles prepared via MSM-BRS (Table 6) were identified as a robust bifunctional electrocatalyst for overall water splitting, that is for both the hydrogen evolution reaction (HER) and the oxygen evolution reaction (OER). 208 A current density of 10 mA cm−2 was achieved at overpotentials of 63.5 and 282 mV for the HER and the OER (in 1 M KOH electrolyte), respectively. DFT calculations reveal that Ni x Fe1−xB has a lower absolute value of H* adsorption free energy than FeB and NiB, which is responsible for the improved HER activity. When two identical Ni x Fe1−xB electrodes were combined to form an alkaline electrolyzer, a current density of 10 mA cm−2 was achieved at a small cell voltage of 1.57 V for overall water splitting, and the stability could be maintained beyond 20 h, which was close to that of a Pt/C//RuO2 electrolyzer. 208 Similarly, Mo–Ru–B electrocatalysts synthesised via MSM-BRS from MoCl5, B, and RuCl3·xH2O in molten KCl–NaCl at 900 °C for 2 h exhibited high catalytic activity in HER in an alkaline, acidic, or neutral solution, along with excellent stability in several types of electrolytes. 238
On the other hand, to address the intrinsic low electrocatalytic activity of β-MoB2 for the HER (due to the presence of puckered B layers), β-MoB2 nanosheets with a BET surface area of 48 m2 g−1 were formed at 850 °C via MSM-BRS 116 (Section ‘Conventional and molten salt mediated borothermal reduction synthesis’), which exhibited a good HER performance in an acidic medium with an overpotential of 187 mV, a current density of 10 mA cm−2 and a Tafel slope of 49.3 mV per decade. Such a performance was much better than that of β-MoB2 in other forms, and even close to that of α-MoB2 which was considered as the best molybdenum boride electrocatalyst for HER. The much improved HER activity of the β-MoB2 nanosheets was mainly attributed to their novel morphology, exposing simultaneously both less- and more-active sites, counteracting the effect of less active puckered phosphorene-like B layers in the conventional β-MoB2. 116
Twelve other types of TMDB powders obtained via MSM-BRS/ERS (Figure 8) were also tested and compared as electrocatalysts for the HER. 91 ZrB2, HfB2 and TaB2 showed relatively poor catalytic performances, TiB2 and NbB2 showed moderate catalytic activities, and the others showed desirable catalytic activities. Among these borides, RuB2 showed the highest catalytic activity, achieving 10 mA cm−2 at an overpotential of 35 mV, which was close to that of 20% Pt/C in an acidic solution, and WB2 performed the best among the non-precious metal diborides, achieving 10 mA cm−2 at an overpotential of 203 mV. The performance of the latter could be further enhanced via doping with Ni.
In addition, layer structured Mo2AlB2 prepared via etching MoAlB in KCl–NaCl by using CuCl2 as the etching agent performed much better than MoAlB in the HER catalysis in an alkaline solution, 239 thanks to its enhanced active surface area and improved charge transfer.
Microwave absorbent
It remains a great challenge to develop high performance microwave absorbers used in some harsh environments. By using the MSS approaches discussed in the previous sections, some borides with novel morphologies could be synthesised for such a purpose. The porous microspheres comprising Fe2B nanoflakes prepared via MSM-ERS. 88 showed a magnetic loss factor larger than the dielectric loss factor at 2–18 GHz, owing to their shape anisotropy and multiple magnetic resonances. Consequently, their composite with paraffin showed a good microwave absorption performance. For 1.8 and 1.9 mm thick layered absorbers, the effective absorption band, in which the absolute value of the reflection loss exceeded 10 dB, reached 4.4 GHz, covering 13.6–18 GHz and 12.8–17.2 GHz, respectively. In another study by Feng et al., TiB2 microplatelets decorated with multi-layered TiC nanosheets (TiB2/TiC hybrids) were in-situ fabricated via an MSM-CRS route (Figure 23). 240 With increasing the reflective interface, such a hybrid exhibited improved microwave absorption performance with a minimum reflection loss value of −52.5 dB (13.1 GHz, 5.2 mm). The reasonable dielectric loss, higher dipole moments and interfacial effect, along with the 3D multilayer network established by TiC nanosheets, conferred the high microwave absorption capacity on the hybrid.
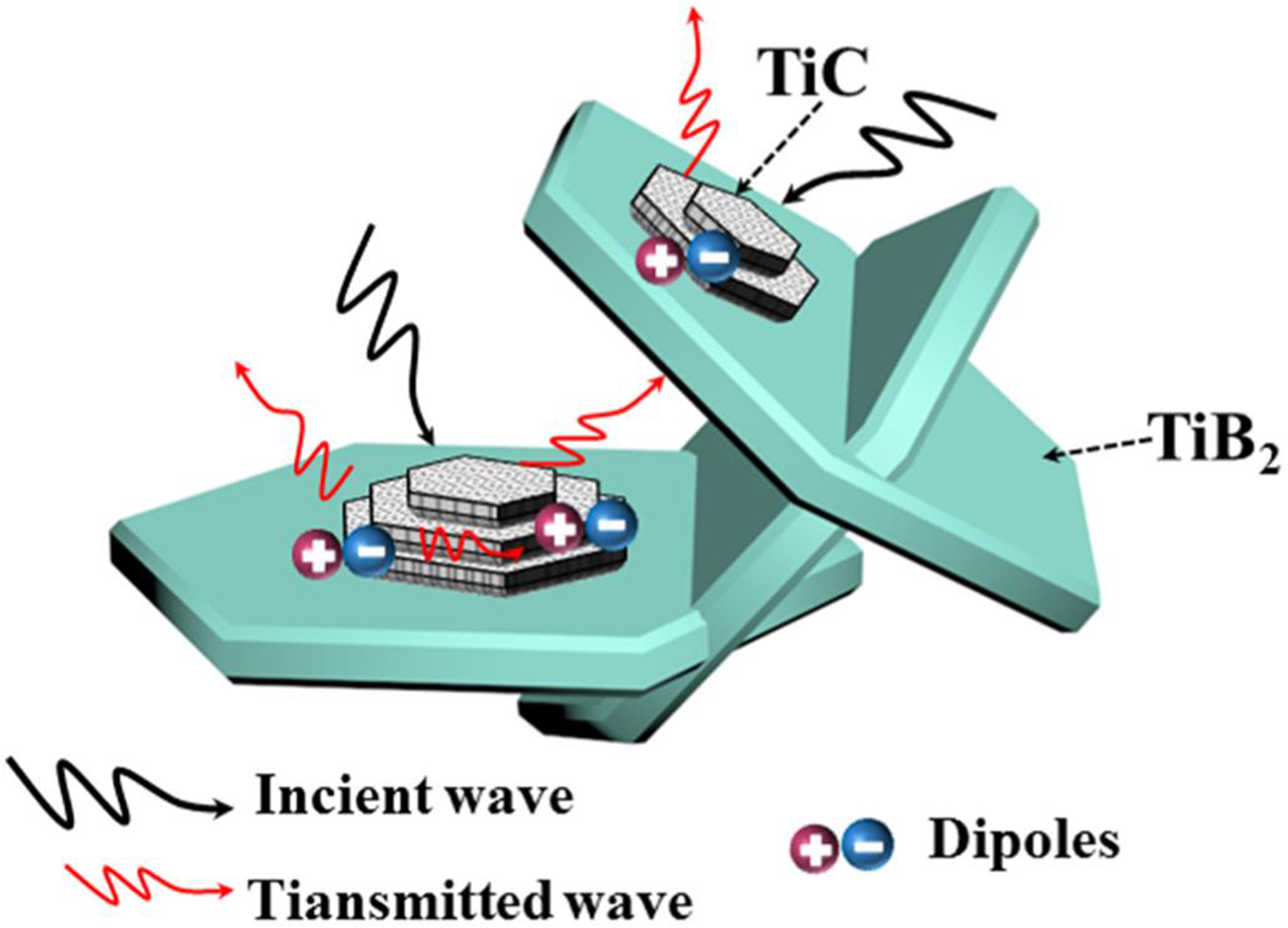
Scheme of microwave absorption mechanism of the TiB2/TiC hybrids prepared via MSM-CRS in NaCl.
Bulk metal boride-based ceramics with improved microstructure and properties
Given their high quality, metal boride powders formed via an MSS route could be used directly to make bulk metal boride monoliths or boride-based composites with improved microstructures and properties, avoiding or alleviating the issues such as prolonged mixing, milling and dispersion, as required conventionally.
Phase pure LaB6 nanoparticles of approximately 94.7 nm prepared via MSM-ABRS at 800 °C for 1 h were used to fabricate a bulk LaB6 ceramic via 30 min hot pressing under 1800 °C and 50 MPa.241 Due to the high dispersivity and high surface area of the original LaB6 nanoparticles, the bulk LaB6 with a relative density as high as 98% was obtained. The onset sintering temperature and full densification temperature were 1050 and 1700 °C, respectively, which were respectively about 550 and 300 °C lower than in the case of using coarser commercial powders. The bulk LaB6 ceramic also exhibited a low work function of 2.87 eV and an excellent thermionic emission performance with the saturation emission current density at 1500 and 1600 °C of 37.4 and 44.3 A cm−2, respectively. 241 Similarly, a bulk high entropy ceramic of (Zr0.2Hf0.2Ta0.2Nb0.2Ti0.2)B2 was prepared via SPS at 1900 °C by using the highly active precursor prepared via MSM-BRS (Table 6), 214 which showed improved mechanical properties, such as a Vickers hardness of 32.5 GPa, and fracture toughness of 5 MPa m−1/2.
On the other hand, two types of metal boride-based composite powders, physical mixture of borides, and core-shell structured hybrid powders, resultant from in-situ MSS discussed above, could also be used directly to make the corresponding bulk composites with much improved microstructure and properties.
ZrB2–SiC composite powders comprising rod-like ZrB2 and sheet-like SiC prepared via MA-MSS (Table 7) were used directly to prepare the corresponding bulk ceramics via SPS. The resultant composite showed a high density and excellent mechanical properties including Vickers hardness of 24.5 GPa and fracture toughness of 4.8 MPa m−1/2. 223
By using molten salt synthesised HfB2 particles covered with an amorphous boron-rich shell as the starting precursor, Gouget et al. fabricated, via SPS, a bulk nanocomposite in which high electrical conductivity (‘metallic’) HfB2 nanocrystals of controlled amounts were distributed homogeneously in a low thermal conductivity amorphous boron-rich matrix, potentially achieving a ‘trade-off’ between enhanced electrical conductivity and low thermal conductivity in the boron-rich matrix. 242 By further oxidising the boron-rich shell covering HfB2 particles, and high temperature and high pressure treatment (densification), while the particle size of HfB2 was retained, the original oxidised amorphous boron-rich layer could be recrystallised, forming a matrix composed of nanosized β-HfB2O5. 243 This approach paves an avenue for the design and development of a novel composite with nanoscaled heterostructures possessing various advanced mechanical, electrical, thermal and/or optical properties.
A similar strategy was also used to fabricate B4C-metal boride functional composites, aiming to overcome/alleviate several problems with monolith B4C, including mechanical property degradation under high external pressure or shear stress, high electrical resistance and low fracture toughness. Based on the ‘template-growth’ mechanism of MSS (Section ‘Mechanisms’), HfB2- or TiB2-coated B4C hybrid particles were prepared via in-situ reaction of Hf or Ti with B4C surface in a molten salt,190–192 as mentioned earlier. Such core-shell structured hybrid particles were used directly to make HfB2 or TiB2 bonded B4C composites via SPS.
Both HfB2- and TiB2-bonded B4C composites exhibited enhanced properties. The former possessed much enhanced mechanical properties (sliding friction decreased by ∼36%, and the average hardness increased from 512.1 to 2151.9 HV) and wear resistance (increased by ∼57%), compared to monolith B4C. The interconnected 3D boride network effectively restrained the plastic deformation in B4C grains, avoiding premature property attenuation. 190 In the case of 29.8 vol.-% TiB2-bonded B4C, an elastic modulus of 515.6 GPa, Vickers hardness of 32.1 GPa, fracture toughness of 4.38 MPa m1/2, electrical conductivity of 4.06 × 105 S m−1, and thermal conductivity of 33 W m−1 K−1, were achieved, 192 most of which were better than those reported for the composites with similar compositions but prepared by using raw material precursors from other sources. Such a composite also exhibited some good functional properties. Due to the high thermal conductivity of the 3D network of TiB2, the final composite showed an improved thermal conductivity. It also exhibited a better resistance to disintegration under irradiation and in the extreme environment of a nuclear reactor than pure B4C pellets. In addition, it has a great potential for the application as neutron-absorbing pellets in nuclear reactors.
Summary
Thanks to their unique structures and excellent properties, transition metal and rare earth borides have been investigated extensively. They can be fabricated in the powdered form and used directly as catalysts for various important reactions, waste-water treatment absorbents, and microwave absorbents, or as high-quality precursors to make the corresponding bulk boride materials (both monoliths and composites) with improved microstructures and properties for a broader range of applications. In these cases, it is key to synthesise and use high quality metal boride powders characterised by high purity, high surface area, good compositional homogeneity, desired stoichiometry, fine size, desired morphology, etc.
Several conventional techniques, for example ‘arc-melting’, and solid-state reaction synthesis, have been used to make metal boride-based powders. However, as well documented, they generally suffer from various drawbacks, especially the requirement of high synthesis temperature and/or long reaction time, large size and high agglomeration (poor dispersion) of product powder, and poor control in the product stoichiometry. To address these issues, several alternative methods have been further developed. The MSS mediated approaches stood out, owing to their various advantages, as discussed in this review.
By employing a molten salt to form a reaction medium to mediate the conventional reaction processes, many of their ‘intrinsic’ disadvantages could be overcome or alleviated. This led to the development of several molten salt mediated synthesis routes, MSM-ERS, MSM-BRS, MSM-MRS, MSM-ABRS, MSM-CRS and MSM-BCRS. Over the past 10–15 years, significant amounts of work have been carried out on using these novel synthesis routes to prepare a range of transition metal borides and rare-earth borides and explore their properties and potential applications.
By using the first four molten salt mediated synthesis techniques listed above, the boride synthesis temperature could be significantly reduced, in most cases, to below 1000 °C. However, in a few cases, the synthesis temperature still remained as high as 1000–1200 °C, leading to significant evaporation losses of raw material B2O3 and/or metal reductant (e.g. Mg). In these cases, appropriately excess amounts of these reactants must be used. So, future work should be carried out to address the issue via further improving the synthesis processes to further reduce the synthesis temperature. On the other hand, in the case of using the last two molten salt mediated methods, the synthesis temperature remained as high as 1300–1400 °C, resulting in considerable evaporation losses of both raw materials B2O3 and the salt used. To tackle these issues, microwave heating was introduced to replace the conventional heating method, leading to the development of MA-MSS. With the co-assistance of microwaves, the synthesis temperature in the case of using MSM-CRS could be further reduced to 1100–1250 °C, in addition to the significant reduction in the synthesis time (as short as 20 min). Nevertheless, it has only been used for the synthesis of a limited number of metal borides, so could be further extended or modified to synthesise many more other types of borides, benefiting more areas.
Apart from MA-MSS, another innovative development on MSS was the recent introduction of the MS3 technique which avoids using an expensive protective gas or vacuum, making the MSS processes simpler, and more feasible/economically-viable for large scale production of metal borides (and other non-oxides). So far, only a few ternary metal borides such as Fe2AlB2, Mn2AlB2 and MoAlB have been synthesised via this approach. In the future, it also could be extended or modified to synthesise other types of metal borides. Nevertheless, with this approach, there still might be some oxidation with the raw materials (especially reactive phases such as Mg) and product borides, given that oxygen could still diffuse through the molten salt medium and access them, especially at a relatively high reaction temperature for a relatively long time. This will need to be investigated in detail in the future.
As for the boride systems, apart from binary and ternary metal borides and their composite powders, their solid solutions, in particular, multiple component boride solid solutions, that is high entropy borides, have been synthesised preliminarily via one of the MSS approaches discussed in this review, but the work overall is still very limited. So, this could be a fruitful area for future research.
Owing to the high quality of boride powders resultant from MSS, they could be used directly for some important applications such as catalysts for important reactions, microwave absorbers, waste-water treatment adsorbents, or for making bulk boride monoliths or composite materials with improved microstructures and properties. Some promising results have been obtained in both aspects; however, the work overall was still rather limited, especially in the case of bulk boride preparation and property exploration, which again could be an important subject for future work.
In addition, there are two important fundamental issues which need to be investigated further. One is regarding the MSS mechanism. In most of the synthesis cases, the synthesis mechanisms were not well clarified/identified. In some cases, the mechanisms were proposed, but not well supported by sufficient experimental evidence. Often, they were debatable, due to the lack of solubility and mobility data of the relevant species in the molten salt under test conditions. Another issue is regarding the crystal growth of product borides and their morphology. In the ‘dissolution and precipitation’ mechanism dominated MSS, boride products with various morphologies and sizes could be formed under different conditions, which was not fully understood. In most cases there was a gap between this and the synthesis conditions. Therefore, it is necessary to carry out further fundamental work to bridge the gap, so that the formation of boride phases with desirable morphologies and sizes could be theoretically predicted, and experimentally controlled and achieved.
Footnotes
Acknowledgements
The authors would like to acknowledge the National Natural Science Foundation of China under Grant No. 51902180, and EPSRC under Grant No. EP/V054627/1, for the financial support, and Dr Junfeng Chen from Wuhan University of Science and Technology, China, for the help with thermodynamic calculations.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.