
Abstract
Osteochondral tissue exhibits a complex multilayered structure with distinct structural and physiological properties. Recent advancements in extrusion bioprinting have enabled the layer-by-layer assembly of multilayered osteochondral constructs. Alginate, a natural polysaccharide widely used in bioinks, offers tunable properties for supporting cellular functions and engineering tissues. Alginate derived from different sources differ in β-D-mannuronate and α-L-guluronate contents, as well as the length of each block, possesses carboxylate groups that facilitate cross-linking with divalent cations and further functionalization. Several chemical and processing routes can be envisioned to achieve desired processability, mechanical, and biological versatility. Despite its potential, challenges remain in meeting the mechanical and biological requirements for osteochondral grafts. Herein, we examine the technical challenges associated with osteochondral tissue repair and discuss extrusion bioprinters’ requirements and advances in bioprinting methods to address these challenges. We highlight the last decade's key findings dealing with the chemistry and functionalization of alginate-based (bio)inks for osteochondral tissue engineering. Engineering strategies for modulating alginate-based (bio)inks with optimized rheological features, printability, and shape fidelity are overviewed. Finally, obstacles, opportunities, and emerging solutions for better developing alginate (bio)inks for osteochondral tissue engineering are explored, considering advances in artificial intelligence and machine learning.
Introduction
Osteochondral disorders are a significant global health issue, affecting millions of people worldwide. These conditions produce damage to the subchondral bone and articular cartilage, leading to pain, reduced joint motion, and a decreased quality of life. 1 Healthy osteochondral tissue is composed of articular cartilage and subchondral bone, which are organized into multiple zones. Osteochondral defects, common in joint disorders caused by trauma and tissue degeneration, result in pain, deformity, and physical dysfunction in articulating joints. 2 These defects can extend into osteochondral tissue, affecting both the cartilage layers and subchondral bone due to their interconnected nature. 3
The avascular nature of articular cartilage makes self-regeneration of osteochondral defects particularly challenging.4,5 Spontaneous regeneration of articular cartilage lesions larger than 5 mm2 is unattainable, thereby necessitating clinical intervention. 6 Surgical options to repair injured cartilage include autologous chondrocyte implantation (ACI), microfracture, mosaicplasty, and autograft transplantation. 7 However, despite alleviating pain and improving quality of life, these treatments are complex, costly, and often fail to fully restore the biomechanical functions of the native tissue.8,9 Additionally, the distinct biological features of articular cartilage and subchondral bone contribute to their different mechanical characteristics, posing further challenges in the repair process of osteochondral injuries. 10
To address the aforementioned challenges, tissue engineering has emerged as a promising alternative approach in recent decades. Similarly, the advanced technology of bioprinting has gained increasing attention for fabricating patient-specific scaffolds for bioengineering applications. 11 The most widely used bioprinting approach, extrusion-based bioprinting, involves mechanically or pneumatically depositing of a bioink in a layer-by-layer process. 12 This technique is particularly interesting when the fabrication of three-dimensional (3D) porous structures is envisioned as it can be employed to engineer zonally-organized constructs with gradients of cells and biological cues. 13 Moreover, it enables the printing of hydrogels with varying viscosities and supports high cell densities, thus making it a versatile and powerful tool in tissue engineering. 14
Bioinks, essential components of bioprinting, require shape fidelity for ensuring the proper arrangement of porosities within bioprinted constructs.15,16 Moreover, the mechanical properties of bioprinted structures are equally essential, beyond their structural aspects, for accurately mimicking the native tissue environment. 17
Among the plethora of naturally-derived and synthetic polymers developed for ink/bioink formulations, alginate stands out due to its rapid gelation kinetics, which facilitate the fabrication of cell-laden tissue constructs through diverse bioprinting methodologies. 18 Its popularity stems from its customizable degradation kinetics, ease of gelation, and potential for functionalization with cell-adhesive ligands. 19 Alginate is a natural polysaccharide, which is extensively employed in various biomedical applications, including cell carriers, scaffolds, and bioinks. Alginates, part of a family of linear copolymers, consist of blocks of (1,4)-linked β-D-mannuronate (M) and α-L-guluronate (G) residues, with over 200 diverse variants currently available commercially. 20 These blocks include sequences of G residues (GGGGGG), M residues (MMMMMM), and alternating M and G residues (GMGMGM). Alginate polymers, sourced from various origins, exhibit variances in M and G content, as well as block length. By manipulating the M and G content, molecular weight, and distribution, alginate properties can be finely tuned. 21 Significant enhancements in the elastic modulus of gels can be achieved with minimal impact on solution viscosity by utilizing a combination of high and low molecular weight alginate polymers. The distinctive chemistry of alginate, which allows for a broad spectrum of mechanical and rheological properties through various modifications, makes it an exceptional choice for bioink formulations. Furthermore, this adaptability in mechanical and rheological attributes renders alginate particularly well-suited for constructing multi-layered tissues, such as osteochondral tissues, where each layer exhibits unique mechanical characteristics.22,23 Notably, prior to cross-linking, alginate solutions exhibit non-Newtonian fluid behavior characterized by low viscosity, rendering them incapable of maintaining a well-defined 3D geometry within a mold. Therefore, bioprinting with alginate requires modifications such as cross-linking or the addition of thickening agents to facilitate extrusion while maintaining filament integrity. Despite these modifications, alginate often presents poor printability and shape fidelity. These challenges can be addressed through engineering strategies such as composite formulations with other materials or using alginate as a standalone ink under specialized conditions. 18 One notable aspect of alginate is its capacity for customization, despite inherent weaknesses in its mechanical and rheological properties. By leveraging its unique chemical structure, diverse strategies can be devised to enhance these properties, ultimately achieving the desirable mechanical and rheological characteristics.
In osteochondral tissue engineering, various biofabrication methods such as electrospinning, pressure-assisted spinning and extrusion-based bioprinting have been explored.24–27 Although electrospinning can produce extracellular matrix (ECM)-like nanofibrous membranes, it generally yields two-dimensional (2D) mats with tightly packed fibres that hinder cell infiltration and growth and offers limited control over 3D architecture, pore size and overall shape.28–31 By contrast, extrusion-based bioprinting uses computer-aided design and layer-by-layer deposition to create complex constructs with precisely defined internal architecture and pore size. This technique can place cell-laden hydrogels and bioactive molecules at specific locations to build personalised, gradient scaffolds for bone and cartilage regions while maintaining high cell viability. 32 Spinning methods can align fibres but lacks the ability to build gradient constructs and embed live cells; consequently hybrid strategies, such as inserting electrospun membranes between printed layers to mimic the tidemark and prevent vascular invasion, are being investigated.33–36 Furthermore, electrospun core-shell nanofibres can be fragment and mix into 3D printing inks to fabricate a bilayered scaffold for osteochondral regeneration, illustrating how combining electrospinning and bioprinting can address some limitations of each technique.37,38
Since the advent of bioprinting for tissue engineering, alginate has emerged as a foundational material for extrusion bioinks in osteochondral tissue engineering. Researchers initially adopted alginate as a bioink owing to its rheological properties, which could be modulated through pre-cross-linking or the incorporation of thickeners. Recent efforts, however, have focused on augmenting the printability and physicochemical attributes of alginate-based bioinks, aiming to facilitate the fabrication of patient-specific bone grafts with increased osteogenic potential. Over the past two years, significant strides have been made in the development of alginate-based bioinks for bioprinting. These works have focused particularly on the preservation of geometric fidelity and the promotion of cell differentiation toward the osteoblastic lineage while ensuring cellular viability throughout the printing process. These advancements have markedly improved the precision and efficacy of fabricating osteochondral tissue implants, highlighting the continuous progress and potential of alginate-based extrusion bioinks in tissue engineering. A comprehensive overview of the pivotal advancements in alginate-based bioinks for osteochondral tissue engineering is delineated in Figure 1.

Outline summary of significant breakthroughs involving the alginate-based hydrogel/bioinks for osteochondral tissue engineering applications for the period of 2014–2025.
This comprehensive review focuses on the rheological properties, printability, and shape fidelity of alginate-based extrusion inks employed in osteochondral tissue engineering. Firstly, an in-depth description of the osteochondral region's anatomy, common defects, and current clinical treatments for osteochondral injuries is provided. Subsequently, this review details the specific requirements of bioprinters, with a primary focus on extrusion-based bioprinters, and examines how printing parameters and material features affect the rheological properties, printability, and shape fidelity of the bioinks. Furthermore, we comprehensively summarize the characteristics and challenges of alginate-based inks and extensively discuss how these inks/bioinks can be customized to suit various aspects of the bioprinting process, including mechanical, rheological, and biological features. The fundamental mechanisms of inks/bioinks reinforcement and their application in designing and developing alginate-based advanced inks/bioinks provide a profound understanding of emerging trends in this field; thus, this review delves deeply into these mechanisms and explores promising approaches for formulating next-generation alginate-based inks/bioinks tailored for osteochondral tissue engineering.
Review methodology
This review synthesises design and chemistry strategies for alginate-based (bio)inks in osteochondral applications, integrating materials science and translational perspectives. Peer-reviewed literature published between 2014 and 2025 was surveyed using PubMed, Scopus, and Google Scholar with keywords including alginate bioinks, extrusion bioprinting, osteochondral tissue, and hydrogel chemistry, and selected based on relevance, technical depth, and originality. Given the heterogeneity of alginate formulations, fabrication conditions, and application scales, a narrative synthesis was adopted to enable a coherent comparison of pre- and post-printing strategies relevant to extrusion-based bioprinting.
While alginate serves as the central focus of this review, a range of additional materials-including natural polymers (e.g., gelatin methacrylate (GelMA), hyaluronic acid (HA), bovine serum albumin (BSA)), synthetic polymers (e.g., polydopamine (PDA), polycaprolactone (PCL), polyethylene glycol diacrylate (PEGDA)), and ceramic-based nanoparticles (e.g., tricalcium phosphate (TCP), hydroxyapatite (HAp), calcium phosphate cement (CPC), graphene oxgraphene oxide ide (GO))-are also discussed. These supporting materials are considered exclusively within the context of hybrid strategies in which they are combined with alginate to overcome specific limitations related to printability, mechanical reinforcement, or biological performance. By clearly positioning these components as complementary rather than central, this review maintains a focused yet comprehensive perspective on alginate-based (bio)inks for osteochondral tissue engineering.
Numerous reviews have addressed the general use of alginate in tissue engineering and bioprinting, few have provided a focused and integrated discussion on the chemistry/functionalization/mechanics triad specifically in the context of osteochondral bioprinting. For instance, Saunders and Derby 39 provided a foundational review on inkjet-based bioprinting technologies, with particular emphasis on the use of alginate as a bioink. They reviewed the physicochemical requirements of printable biomaterials, such as viscosity, droplet control, and gelation kinetics. It has been highlighted the alginate's utility due to its mild ionic cross-linking and biocompatibility. That review also explored how chemical and physical modifications of alginate can enhance print fidelity while preserving cell viability, offering important insights into the material's dual challenge of achieving both structural integrity and biological functionality in tissue-engineered constructs. In most existing literature, these aspects are either addressed separately or only briefly mentioned as part of broader reviews on hydrogel bioinks. In 2024, Qosim and colleagues 40 presented a comprehensive review centered on alginate-based fibers. They detailed alginate's structural chemistry and various ways to modify and functionalize the polymer to tailor its properties. The team surveyed modern fiber fabrication techniques for alginate and examined how its mechanical and biological properties can be tuned for biomedical uses. In particular, they highlighted applications in drug delivery, wound dressings, and tissue engineering, noting how alginate's inherent biocompatibility and tunable gel mechanics make it a promising material, while also discussing challenges like improving its mechanical strength and stability. By its turn, Keshavarz et al. 41 provided a forward-looking review of alginate's evolving role in 3D and four-dimensional (4D) bioprinting. They emphasized alginate's chemistry and versatility which makes it a “key material” for innovative bioink design. That review discusses strategies to create “smart” alginate-based bioinks responsive to environments by incorporating functional modifications. It highlights how functionalization can improve cell adhesion and controlled degradation, and how rheological tuning enables printability without sacrificing mechanical integrity. Overall, that paper focused on designing scalable, dynamic alginate bioinks that maintain structural fidelity during printing and gradually evolve to support tissue maturation. Such insights are directly relevant to developing alginate bioinks tailored for regenerative medicine, as alginate's exceptional properties and biocompatibility make it an ideal base for 3D/4D-bioprinted constructs. Notably, a significant number of reviews have discussed alginate's chemical tunability, its biological inertness requiring functionalization, or its inadequate mechanical properties in isolation. However, a comprehensive analysis that links these three critical parameters is lacking for osteochondral applications. This review fills that gap by providing an in-depth examination of how alginate's chemical structure can be systematically modified and functionally enhanced to overcome biological and mechanical limitations, with a particular focus on enabling structurally and biologically zoned constructs that mimic the osteochondral interface. Through this lens, we consolidate recent advances to meet the unique demands of osteochondral tissue engineering.
In the past decade, there has been a great deal of interest on 3D printed alginate-based bioinks for bone and cartilage applications. According to the Web of Science database, less than five papers were published in 2014, while in 2024, the number of papers is expected to increase to nearly 20, indicating a growing trend (Figure 2). In addition, scientists aim to create precise and functional structures resembling natural bone and cartilage tissues. It should also be remembered that despite all the progress made so far, there are still challenges and limitations, the most prominent of which is in achieving long-term angiogenesis and functional stability of tissue constructs printed by 3D printers. All these obstacles must be overcome with innovation, and the design of bioinks and bioprinting methods must be refined to make the therapeutic application of alginate-based systems more feasible.
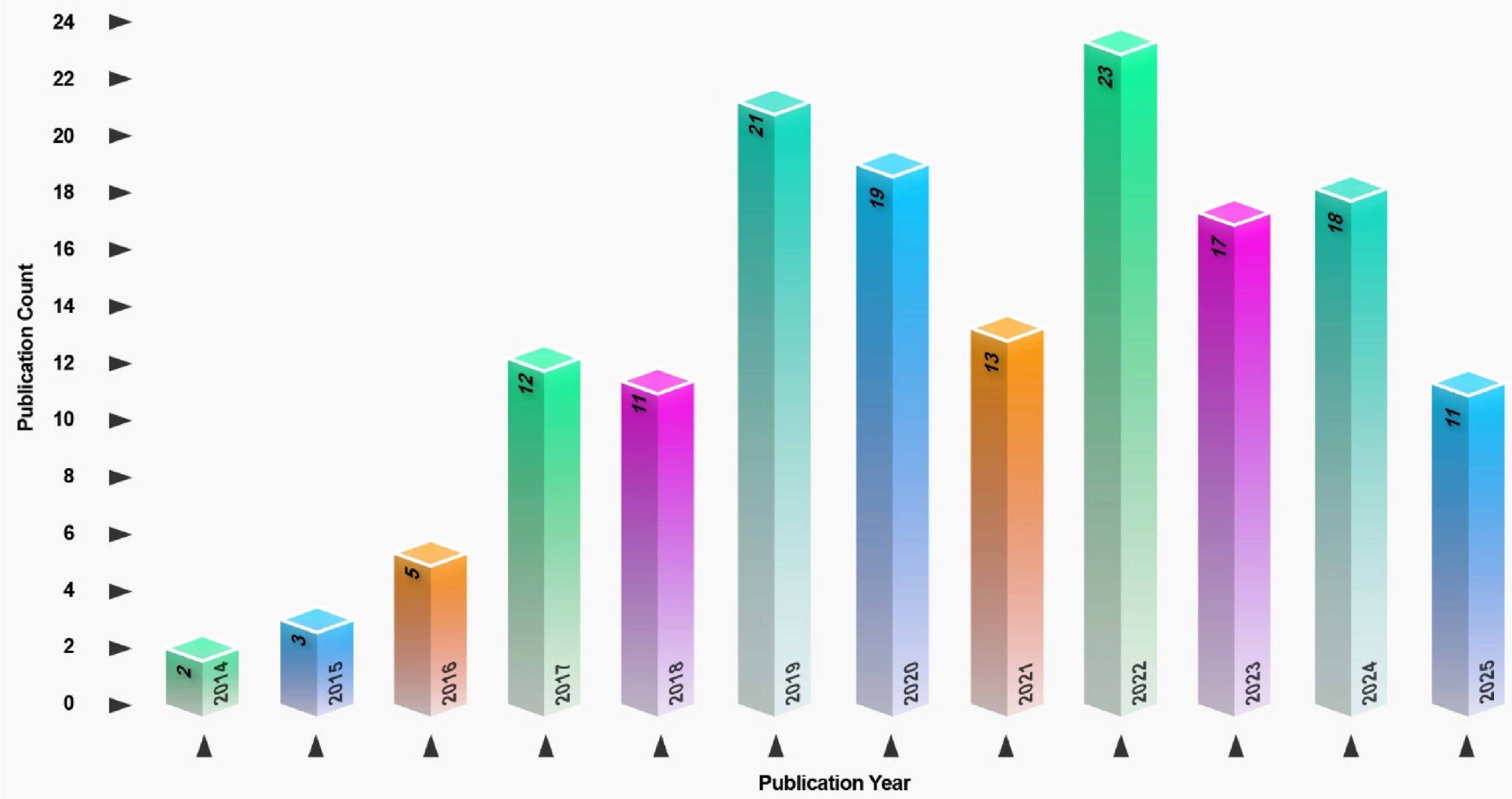
Annual number of publications from 2014 to first six month of 2025 related to “bioprinting alginate-based bioinks for the osteochondral tissue retrieved from the web of science database. Data highlight a consistent upward trend, indicating growing research interest in the field.
In recent years, multiscale design strategies have gained increasing attention in the field of tissue engineering, particularly for complex interfaces such as the osteochondral region. In alginate-based systems, atomic- and molecular-level modifications-such as alterations in the M/G ratio, targeted oxidation, and tailored functionalization-directly influence cross-linking behavior, degradation rates, and mechanical properties. These parameters, in turn, govern higher-order phenomena including scaffold architecture, printability, and biological performance. This review adopts a multiscale perspective, aiming to bridge molecular-level design with bulk functionality to provide a comprehensive understanding of how foundational chemical properties translate into clinical relevance.
Osteochondral tissue regeneration
Types of defects
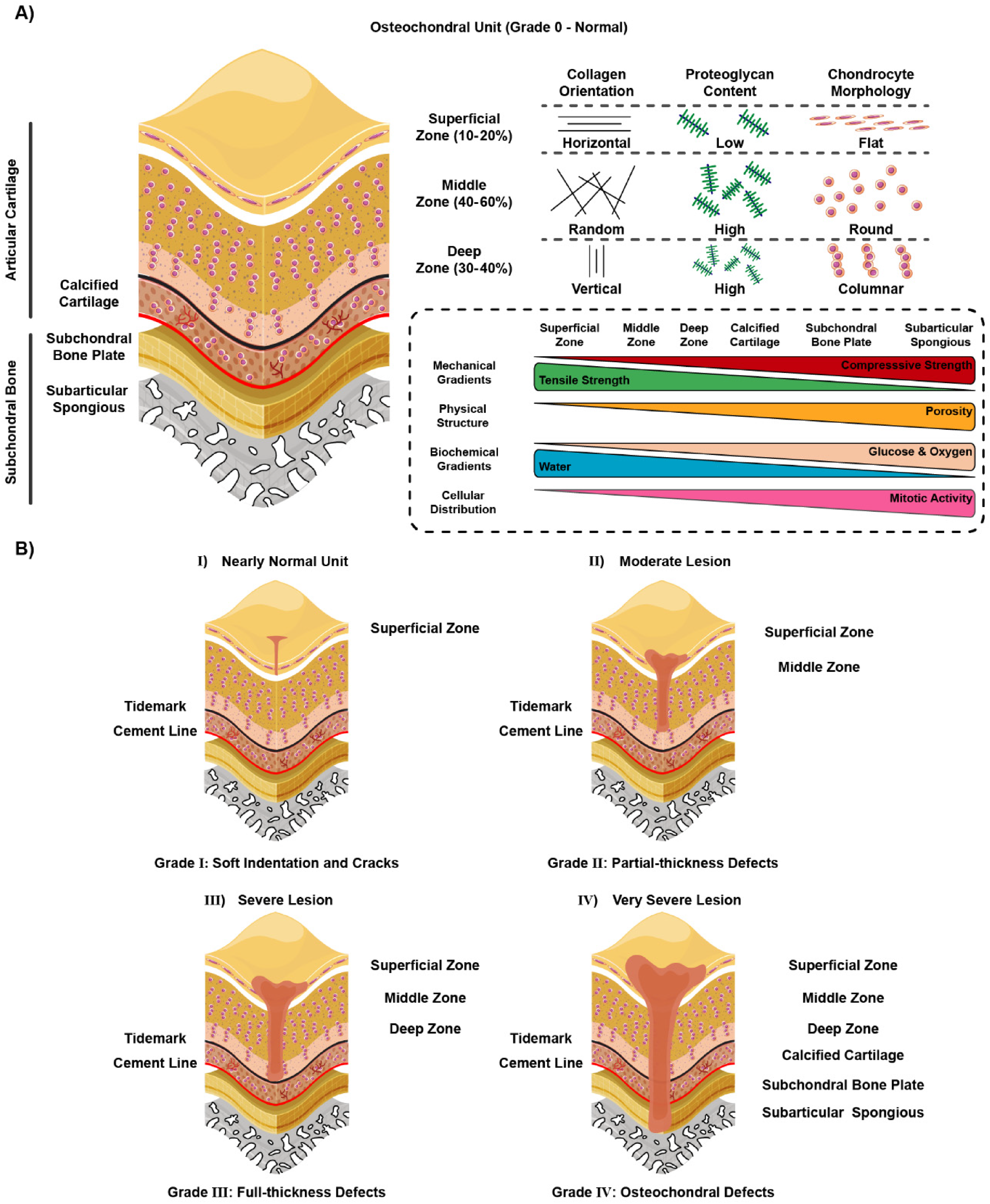
Chondral tissue damage can be categorized based on depth into three types: i) partial-thickness defects, ii) full-thickness defects, and iv) osteochondral defects.42,43 Figure 3A, B illustrates the grading of cartilage damage, where it can be seen that Grade 0 represents healthy cartilage, Grade I indicates mild lesions with softened or swollen cartilage, Grade II refers to partial-thickness defects with fissures less than 0.5 inches, Grade III includes full-thickness defects with fissures greater than 0.5 inches, and Grade IV represents severe lesions with exposed subchondral bone.44,45 Grade IV defects that also involve subchondral bone damage are known as osteochondral defects. 46 Osteochondral defects, such as osteoarthritis and osteochondritis dissecans, can arise from various factors affecting the natural, healthy osteochondral structure. These factors include traumatic injuries, reduced flexibility, changes in trabecular bone density, and thickening of the subchondral bone layer. Although osteoarthritis is commonly observed in the elderly or athletes, osteochondral defects can affect individuals across different demographics.10,47
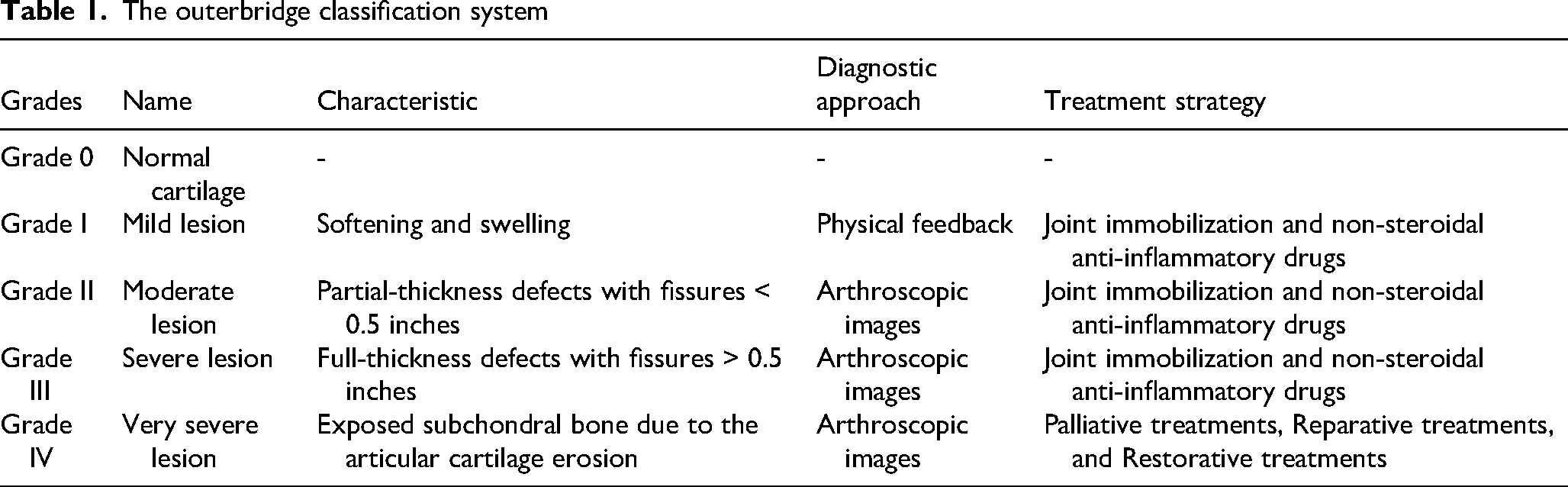
A more detailed description is provided by the Outerbridge classification system (Table 1),44,45,48 which categorizes cartilage injuries into five grades. The most severe cases are typically diagnosed through arthroscopy.49,50
The outerbridge classification system
Osteochondral defects present a range of challenges due to their complex nature, involving both cartilage and underlying bone. Diagnostically, detecting and assessing osteochondral defects can be difficult. Standard imaging techniques like X-rays often fail to reveal the full extent of cartilage damage, necessitating the use of advanced imaging methods such as computed tomography (CT), and magnetic resonance imaging (MRI). These methods, while more effective, can be expensive and are not always readily accessible. 51 Moreover, the early stages of osteochondral defects might be asymptomatic or exhibit non-specific symptoms, complicating early diagnosis and potentially leading to the worsening of the defect over time. 52
Current treatments
Variations in the natural and ideal structure of osteochondral tissue can arise from traumatic injuries or conditions such as osteochondritis dissecans. These variations which may manifest as reductions in flexibility, changes in trabecular bone density, or increased thickness of the subchondral bone layer, can lead to osteochondral defects and ultimately osteoarthritis, particularly in the elderly and athletes.10,47,53
The treatment of osteochondral defects poses significant challenges due to the complexity of the tissue involved. Conservative management approaches such as rest, physical therapy, and the use of non-steroidal anti-inflammatory drugs generally provide only temporary symptomatic relief without addressing the underlying defect. 54 Surgical interventions, while more targeted, also have limitations. Procedures like microfracture can stimulate cartilage repair, but the newly formed tissue is typically fibrocartilage, which lacks the biomechanical strength and durability of native hyaline cartilage. 55 Advanced techniques such as ACI are highly complex, costly, and require multi-stage surgeries and prolonged recovery periods. 56 Osteochondral autografts and allografts can offer a more anatomically appropriate solution, but autografts are limited by donor site morbidity, while allografts face challenges of tissue availability and potential immunogenicity. 57 Additionally, biological factors such as patient age and healing capacity play a critical role in treatment outcome, with younger individuals typically demonstrating better healing potential, whereas older patients experience decreased regenerative responses.58,59
Traditionally, the management of early-stage defects focused on pain relief and management, with joint replacement reserved for end-stage conditions. However, current clinical treatments are generally divided into two main categories: i) surgical, and ii) non-surgical strategies. 48 Non-surgical methods, such as joint immobilization and the use of non-steroidal anti-inflammatory drugs, are effective for managing grade I, II, and III injuries. 60 On the other hand, surgical strategies, typically employed for grade IV and some grade III defects cases, are categorized into three groups: i) palliative, ii) reparative, and iii) restorative treatments. Palliative treatments, including arthroscopic debridement, chondroplasty, and abrasion arthroplasty, are used to reduce joint pain and improve the patient quality of life.10,42 Reparative treatments, such as periosteum implantation, subchondral plate microfracture, and mosaicplasty, aim to stimulate endogenous.42,61 However, these techniques are often limited by the formation of fibrocartilage rather than hyaline cartilage. Restorative treatments focus on natural tissue replacement by utilizing cells, biomaterials, and engineered tissues. 62 Reconstructing osteochondral tissue is a challenging endeavor, requiring expertise in both cell biology for proper biological maturation and in biomaterials engineering to recreate the zonal organization of the tissue.43,63,64 Numerous bioengineering techniques have been developed to fabricate gradient biomaterials for osteochondral tissue engineering, including controlled fluid mixing, density-based fluid demixing, spatially controlled photopatterning, and magnetic field separation.65–67 Among these approaches, extrusion-based bioprinting has emerged as a particularly promising technology due to its design flexibility and ability to form multizonal tissue structures tailored to the shape and size of cartilage defects.68,69 This review will focus on the underlying principles and potential of extrusion-based bioprinting in advancing osteochondral tissue engineering. From engineering perspective, among the plethora of biomaterials aimed at stimulating osteochondral regeneration, alginate has garnered considerable attention due to its unique and versatile chemistry, which allows for the tuning of mechanical and structural properties. This biomaterial offers numerous advantages, particularly in its application as a ink for bioprinted structures. In the subsequent sections, the fundamental principles of bioprinting will be deeply examined. Additionally, the compatibility of alginate's chemical structure with various bioprinting techniques, as well as its potential for facilitating the repair and regeneration of osteochondral tissue defects will be also explored in detail.
Among bioprinting modalities, extrusion-based bioprinting is most widely applied to osteochondral tissue engineering due to its low cost, design flexibility, and compatibility with high viscosity, cell-laden hydrogels. 70 In contrast to inkjet- and light-based techniques, which offer higher resolution but impose constraints related to ink viscosity, equipment complexity, and potential cell damage, extrusion printing enables the fabrication of volumetric, multilayered constructs with spatially defined architectures.71–73 Although extrusion-based approaches are limited by lower resolution and shear-induced cell stress, a range of strategies, including shear-thinning inks, coaxial deposition, and support-bath printing, have been developed to improve filament stability and shape fidelity.74,75
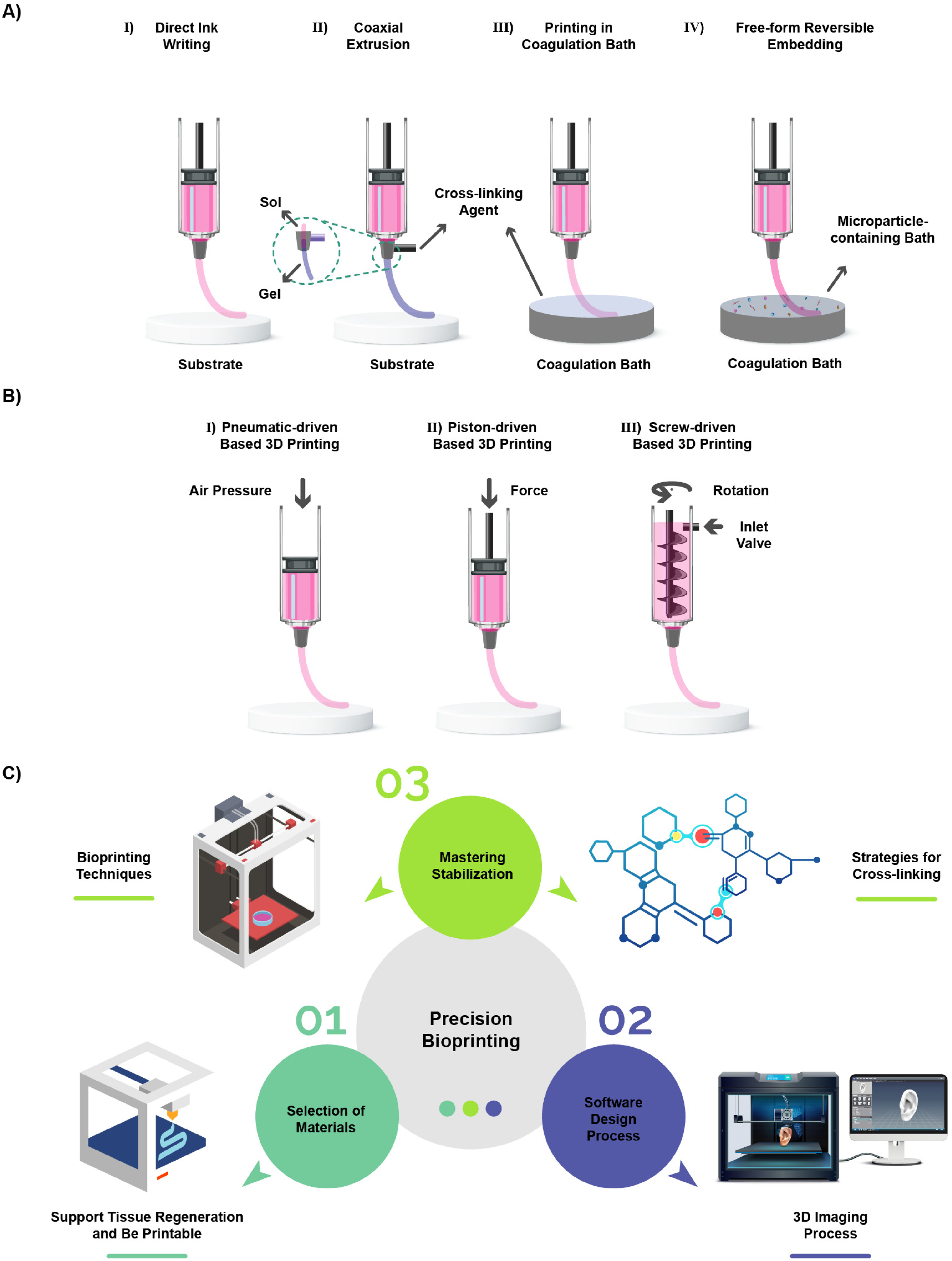
Several variants of extrusion printing have been developed to address these challenges (Figure 4A,B). Direct ink writing deposits shear-thinning bioinks that quickly regain viscosity after extrusion; coaxial printing uses concentric nozzles to produce core-shell filaments composed of different materials; coagulation bath printing extrudes filaments into a cross-linking solution to induce immediate gelation, although this approach suffers from nozzle clogging and poor layer adhesion; and free-form reversible embedding deposits inks into a support bath, allowing softer materials and more complex geometries to be printed.76,77 Successful scaffold fabrication requires careful computer-aided design and integration of imaging modalities such as CT and MRI to tailor constructs to patient-specific defects.78–80 Printing parameters, including nozzle diameter, layer spacing, flow rate, print speed and temperature must be optimized to maintain filament integrity, avoid air entrapment, and achieve desired mechanical and microstructural properties. When these considerations are addressed, extrusion bioprinting offers a versatile platform for creating multilayered osteochondral grafts (Figure 4C).81,82
Alginate-based bioinks
Chemistry and design
Materials used in extrusion-based bioprinting are commonly classified as either bioinks, which incorporate living cells during printing, or biomaterial inks, which provide a cell-supportive matrix with cells introduced post-printing or after implantation. 83 Bioinks have gained increasing attention due to their ability to enable spatially controlled, 3D cell organization beyond the capabilities of conventional 2D and bulk 3D culture systems. 84
However, the development of bioinks faces many challenges, including the interactions between cells and cross-linkers, such as chemical and light-based cross-linkers, the mechanical stresses encountered during the extrusion process and deposition, and the limited nutrient delivery to cells after printing due to inadequate vascularity. These factors significantly influence cell survival, growth, and tissue formation. 85 Therefore, hydrogel bioinks, which offer cytocompatibility, biomimicry, printability, and favorable mechanical/structural properties, are suggested as suitable biomaterials for extrusion-based bioprinting.86,87
Lately, researchers have extensively been utilizing non-immunogenic and biocompatible alginate-based hydrogels as a key component in bioinks designed for osteochondral tissue engineering. 88 To elucidate on this matter, alginate, also known as algin or alginic acid, is a naturally occurring linear polymer composed of G and M blocks. 20 This cost-effective material is obtained from brown algae's cell walls in the form of magnesium, sodium, and calcium salts. 89 Renowned for its hydrophilic and water-soluble properties, alginate exhibits thickening behavior under neutral conditions and forms hydrogels upon contact with polyvalent cations. The gelation process begins with the cooperative interaction between polyvalent cations and the M/G monomer blocks, creating ionic bridges, followed by the establishment of a 3D gel network through Van der Waals forces between alginate segments. 90
The arrangement of M and G units within alginate molecules profoundly impacts the properties of the resulting gels, enabling their customization for addressing specific grades of osteochondral defects. These defects, which affect both the cartilage and subchondral bone, benefit from alginate gels with diverse M/G ratios, enabling targeted treatments tailored to the unique needs of each osteochondral tissue component. The M/G ratio in alginate is largely determined by the source of the raw material, with high M/G ratio alginates primarily derived from Macrocystis pyrifera/Durvillea potarum and low M/G ratio alginates sourced from Laminaria hyperborean. 90 The MG regions within alginate serve to separate the long M or G blocks. Essentially, G blocks play a dominant role in gel formation, while M and MG blocks impact the flexibility of the gel. 21 Specifically, gels formed from G-rich alginate exhibit increased brittleness and stiffness compared to M-rich alginate, allowing for tunable mechanical properties in printed constructs by adjusting the monomer ratio. 91 Higher concentrations of G blocks in alginate lead to gels with increased rigidity and mechanical strength, providing a robust structural support necessary for cartilage repair in osteochondral defects. These G-rich gels closely mimic the mechanical properties of native cartilage, promoting chondrogenic differentiation of stem cells and facilitating tissue regeneration, thereby aiding in the formation of new cartilage matrix and supporting cartilage repair in osteochondral defects.90,92 Conversely, alginate gels with higher M block content exhibit greater flexibility and elasticity, characteristics advantageous for bone regeneration. These M-rich gels can serve as scaffolds for bone tissue engineering by offering a supportive matrix for osteoblastic differentiation and mineralization. Additionally, M-rich alginate hydrogels promote cell migration and angiogenesis, facilitating vascularization and subsequent bone formation in osteochondral defects involving bone loss.93,94
The structural properties of alginate matrices enable the entrapment of water and other molecules, facilitating their rapid diffusion through the gel. Alginate degradation in the body primarily occurs through the action of calcium chelating agents, such as lactates, citrates, and phosphates, rather than through enzymatic breakdown, since alginate lyase, a specific enzyme responsible for alginate degradation, is fairly rare in human tissues.95,96 Structurally, the degradation rate of alginate relies on its molecular weight and number of chains. In addition to selecting an appropriate type of alginate for osteochondral applications, its degradation profile can be positively modulated using various strategies, like gamma irradiation, to alter molecular weight distribution or oxidation to chemically modify its structure (Figure 5A).22,23 As alginate is primarily sourced from marine algae, its intrinsic interaction with animal cells is minimal. Consequently, for osteochondral applications, it is recommended to enhance alginate's bioactivity through bioconjugation. This bioconjugation can improve cell adhesion, proliferation, and differentiation, thereby enhancing the effectiveness of alginate for biomedical purposes. 97
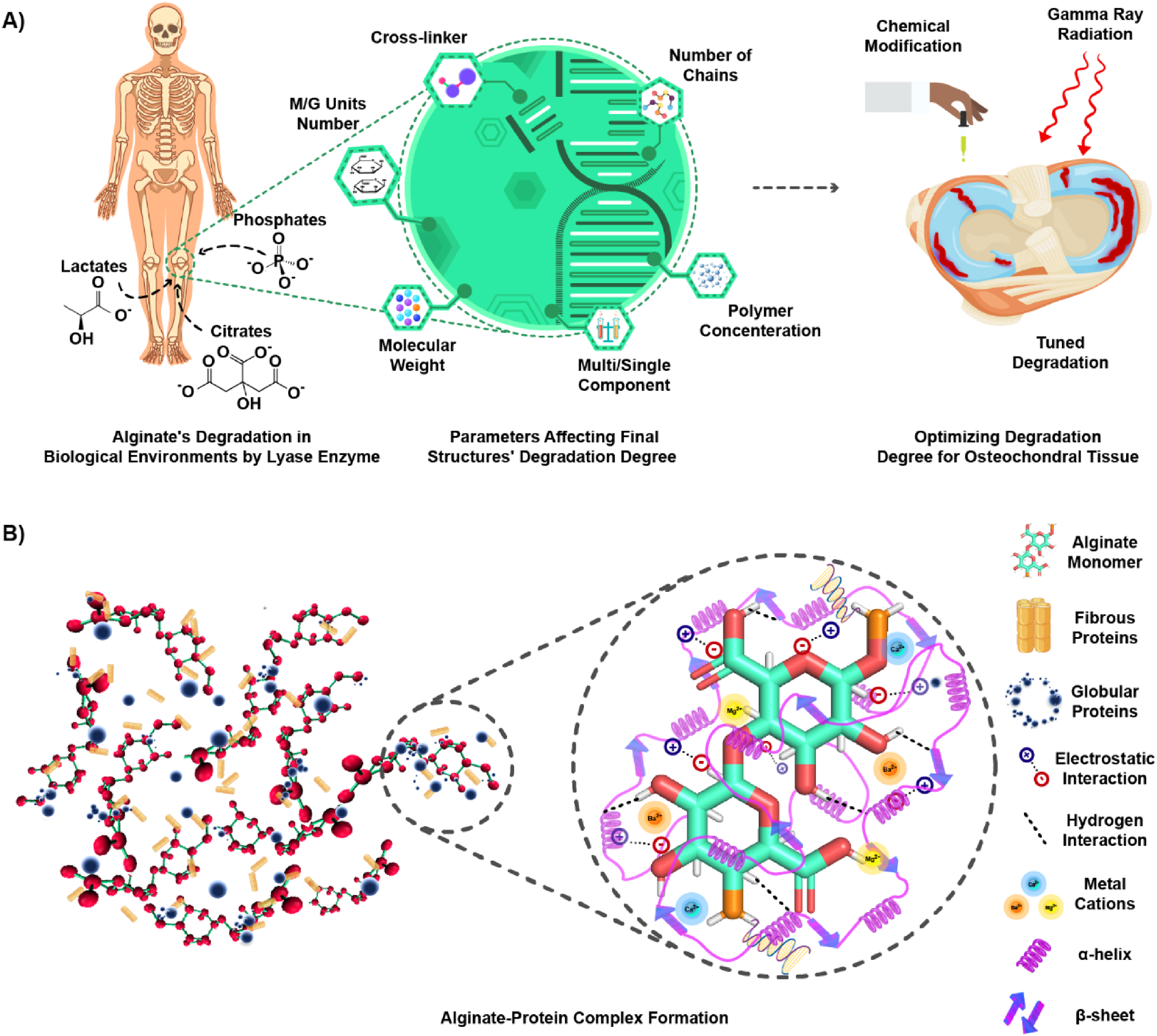
Considering the novelty and effective roles of protein-based hydrogels in bioengineering, especially in tissue engineering, 98 alginate is recognized as a versatile biopolymer capable of interacting with various proteins (pure and composite forms, including glycoproteins and lipoproteins). 99 These protein-alginate complex formation enables various biomedical applications due to their tailored structural properties. The interaction of alginate with proteins can be designed and modulated to achieve specific objectives, as protein binding alters the microstructure and morphology of alginate within the solution. This structural modification is the main reason for using protein interactions in alginate-based systems. Hence, the interaction process is determined considering the practical function. Besides, the protein features, such as size and shape in particular, significantly affect its interaction with alginate. In fact, globular and fibrous proteins interact differently with alginate, influencing the resulting functional properties of the complex. Therefore, both the reaction conditions and the inherent protein properties govern the final complexation function and dictate the ultimate application.100–104 Of note, alginate-protein binding reactions generally occur through two mechanisms: direct interaction with the protein or mediation via another component, particularly polyvalent metal cations (e.g., Mg2+, Ca2+, and Ba2+). Electrostatic interactions are the main driving force behind the bonding of alginate-protein complexes; while hydrogen bonding serves as a secondary driving force within this process. Additionally, hydrophobic interactions and van der Waals forces, as well as disulfide bridges, play supportive roles in stabilizing these complexes.105–108
Moreover, the protein conformational characterization of alginate-protein complexation has shown that the protein structure, mainly the secondary structures content, remains largely unaffected during the interaction with alginate. Proteins indeed maintain their structural dynamics in interaction with alginate by the favorable alteration of their secondary structure content. In other words, proteins are able to preserve their structural flexibility during complex formation, avoiding denaturation mainly due to the complementary nature of the protein surface and alginate's chemical structure.109–113 On one hand, globular proteins, particularly whey, casein, zein, BSA, peas, and soy, are frequently utilized as delivery systems for food and biomedical applications by forming complexes with alginate.44,114 Depending on the applicable goal, these alginate-carrier proteins interactions enable proteins to act as a coating layer around alginate. The design and functionality of the system determine whether the outer layer is composed of alginate or protein.115–121 On the other hand, alginate's interaction with fibrous proteins, especially collagen, is widely employed for tissue engineering applications.122–127 As mentioned above, the design of alginate-protein complexes is tailored to the specific requirements of each application. In addition, biological studies have revealed that alginate-protein complexation enhances biocompatibility in both food and biomedical applications, augmenting the loading capacity for nutrient and drug delivery systems. Altogether, these complexes boost the complementary behaviors with biological targets and cell adhesion in delivery systems and tissue engineering, respectively (Figure 5B).128–135
Park et al. 136 explored the chemical functionalization of alginate to develop novel bioinks for bioprinting and bone tissue engineering applications. Specifically, they synthesized alginate-sulfate, a chemically modified version of alginate designed to mimic the structure and function of heparin. Through a sulfation reaction, sulfate groups were introduced onto the alginate backbone, imparting it with the ability to electrostatically bind and prolong the activity and availability of bone morphogenetic protein-2 (BMP-2), a key protein growth factor that induces osteoblast differentiation and bone formation. By incorporating alginate-sulfate into bioink formulations containing unmodified alginate at varying ratios, they created hybrid hydrogel systems capable of ionic cross-linking while also providing sustained BMP-2 delivery due to specific molecular interactions with the sulfated alginate. Detailed characterization of the alginate/alginate-sulfate bioinks revealed that sulfation did not significantly alter the rheological properties suitable for 3D printing, allowing the fabrication of scaffolds with well-defined porous architectures. Notably, the alginate/alginate-sulfate bioinks exhibited markedly improved retention and sustained release of BMP-2 compared to pristine alginate. In alginate hydrogels, approximately 90% of the initially loaded BMP-2 was released within 2 days, whereas bioinks containing 3% alginate-sulfate released only 72.5% of BMP-2 over 10 days. In-vitro studies using osteoblasts demonstrated that the extended release of BMP-2 from the alginate-sulfate bioinks enhanced both cell proliferation and osteogenic differentiation. The optimal composition, consisting of 3% alginate and 2% alginate-sulfate, exhibited a 2.5-fold increase in alkaline phosphatase (ALP) activity and a 3-fold increase in calcium deposition compared to unmodified alginate after 7 days of culture. This chemical approach to functionalizing alginate showcases the potential of developing tailored polysaccharide-based bioinks with specific biochemical moieties, enabling precise control over protein delivery and cellular behavior for advanced tissue engineering strategies.
As mentioned, osteochondral defects vary in grades depending on the depth of injury, and the chosen bioink must display properties suitable for the specific defect grade. 44 In the case of alginate-based bioinks, the study by Park et al. 136 illustrated that chemical modification of alginate, such as the introduction of sulfate groups, can impart favorable features, including enhanced printability and the ability to support cellular/tissue-related behaviors. The functionalization of alginate is not limited to sulfation; other chemical methods of functionalization, such as oxidation, esterification, and methacrylation, have also been employed to achieve alginate-based bioinks with optimal properties for various biomedical applications.137,138 In another study, Barceló and colleagues investigated the modification of alginate through partial oxidation to tune its degradation rate for applications in bioprinting of cartilage tissue. 139 Alginate inhibits slow degradation due to the absence of mammalian enzymes capable of degrading it. To address this, the authors synthesized partially oxidized alginate (OA) by reacting alginate with sodium periodate, introducing aldehyde groups that induce hydrolytic ability. The degree of oxidation was controlled by varying the stoichiometric amount of sodium periodate, with 4% oxidation resulting in complete degradation within 2–4 weeks, a desirable timeframe for cartilage tissue engineering. Interestingly, the oxidation also affected mechanical properties, with the compressive modulus decreasing from 29.03 ± 1.61 kPa for unmodified alginate to 9.15 ± 3.60 kPa for 4% OA. To address the rapid degradation and reduced mechanical strength of OA, researchers blended it with unmodified alginate at different ratios (Alginate:OA at 100:0, 75:25, 50:50, 25:75, 0:100) and incorporated 5% gelatin as a temporary viscosity modifier. This enabled extrusion bioprinting of the blended bioinks while maintaining the initial 3D printed geometry throughout the 4-week culture period in all groups except the 0:100 formulation. The degradation rate of the bioinks was highly dependent on the OA content, with the 25:75 blend showing a 45% reduction in dry weight between day 2 and day 28, while the 100:0 formulation exhibited minimal mass loss. Importantly, all bioink blends supported robust chondrogenic differentiation of mesenchymal stem cells (MSCs), leading to the formation of hyaline-like cartilage tissue rich in collagen type II (COL II) and devoid of calcific deposits. This work presented a strategy to fine-tune the degradation rate of alginate-based bioinks while maintaining their printability and capacity to support cartilage tissue formation, addressing a key challenge in the field of biofabrication. In a complementary study, Jia et al. 140 highlighted the potential of modifying alginate's oxidation and concentration to engineer bioinks with tunable degradability and cell-instructive properties for tissue-specific applications in bioprinting. In this regard, they systematically engineered a library of 30 different alginate hydrogels with varying oxidation levels (0%, 1%, 3%, 5%, 10%) and concentrations (2%, 5%, 8%, 10%, 15%, 20%) to develop a tunable bioink platform for bioprinting. The study investigated the effects of viscosity and density on the printability of alginate solutions using a piston-driven liquid-dispensing system. Optimal printing resolution was achieved with viscosity values between 200 mm2/s and 3000 mm2/s, independent of alginate concentration or oxidation degree. A density threshold of 1.05 g/cm3 was necessary to ensure homogeneous cell suspension of human adipose-derived mesenchymal stem cells (hADMSCs). Four alginate solutions within the optimal viscosity and density ranges (0% ox.-8% conc., 5% ox.-10% conc., 5% ox.-15% conc., 10% ox.-15% conc.) were successfully printed into lattice-structured, cell-laden hydrogels with high accuracy and homogeneous cell distribution. Notably, the OA-modified bioinks significantly promoted hADMSCs proliferation (up to 248%) and cell spreading (up to 161%) after 8 days in culture, compared to non-OA bioinks.
Due to its advantageous properties, alginate has become a widely used bioink, either as a single- or multi-component formulation, in extrusion-based bioprinting. Single-component alginate bioinks typically offer simplicity and ease of use, while multi-component formulations allow for fine-tuning of mechanical and biological properties. Variations in alginate types, such as differences in molecular weights (Mw), the number of repeating units, viscosity, and polymer concentration in the aqueous phase, significantly influence the resultant hydrogel properties, including mechanical features, porosity, degradability, and shear-thinning behavior.
141
A thorough understanding of the intricacies of these bioinks formulations is paramount for achieving precise control over scaffold architecture, mechanical properties, and functionality. In the subsequent sections, we will delve deeper into the specific characteristics and applications of single- and multi-component alginate bioinks in the context of extrusion-based bioprinting.
Single-component bioinks:
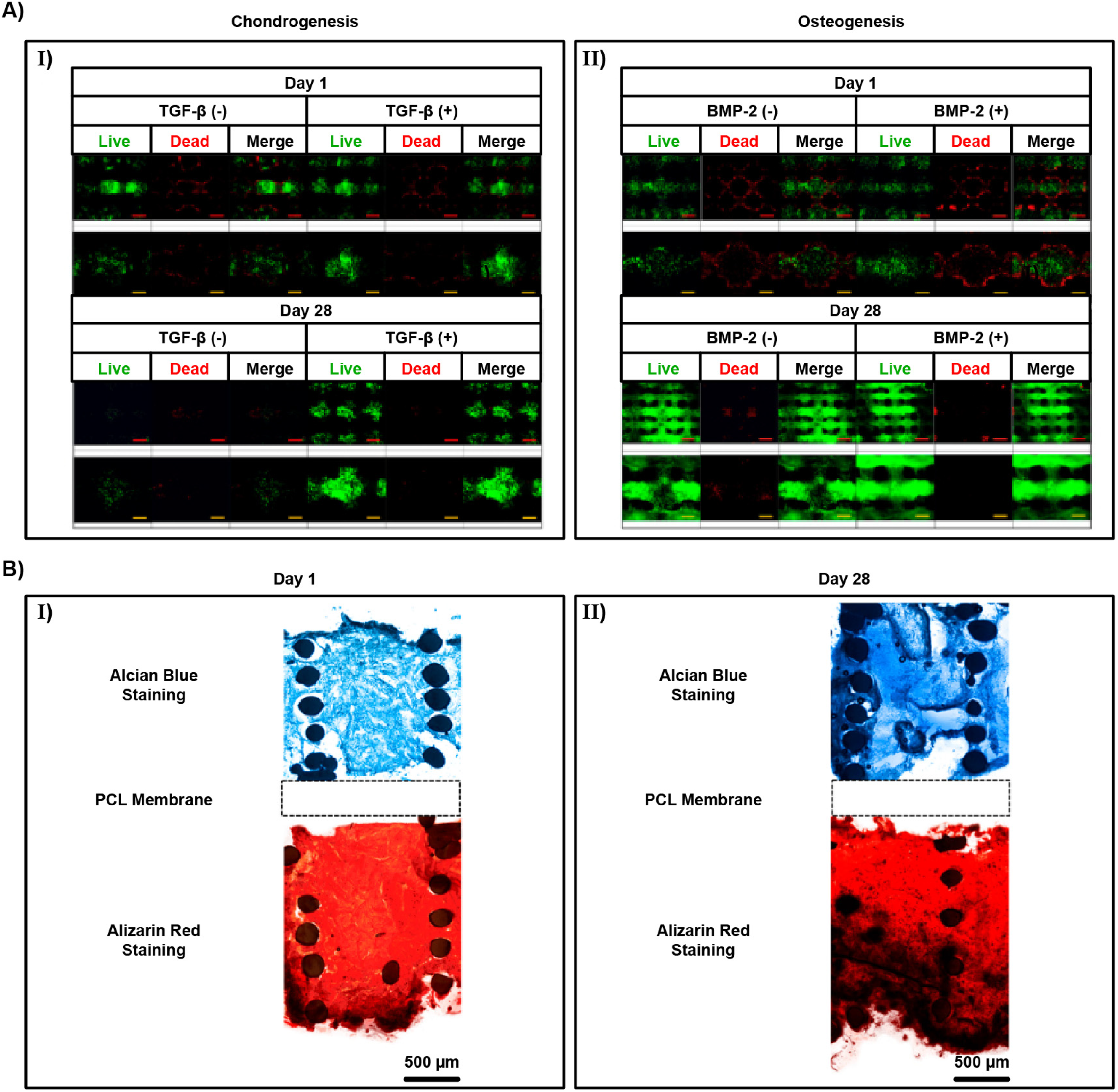
Single-component alginate bioinks provide a biologically supportive matrix for stem cells but suffer from poor mechanical integrity and limited shape fidelity. Reinforcement strategies, such as incorporating alginate within thermoplastic scaffolds (e.g., PCL membranes), show that structural support is essential for long-term stability while still enabling osteochondral zonal differentiation. For example, in one biphasic design, fetal cartilage-derived progenitor cells (FCPC) remained viable over 28 days, with histology revealing distinct chondrogenic and osteogenic regions (Figure 6A-B).
142
This study illustrates that structural reinforcement is indispensable for alginate systems to achieve zonal tissue organization, a feature that pure alginate hydrogels cannot provide on their own. Similarly, reliance on Ca2+-mediated gelation highlights the importance of ionic cross-linking in stabilizing constructs and guiding cartilage-like matrix deposition.
143
Across multiple studies, both MSCs and cartilage progenitor cells have remained viable and capable of chondrogenic differentiation when encapsulated in alginate, confirming the hydrogel's cytocompatibility. However, achieving adequate construct fidelity generally requires relatively high alginate concentrations (around 2–2.5% w/v), which can compromise printability and nutrient transport.144,145 Comparative analyses with other single-polymer inks indicate that alginate is not the strongest material mechanically, yet it provides one of the most permissive environments for chondrogenesis.
Multi-component bioinks:
Multi-component alginate-based bioinks for bioprinting leverage the versatility of alginate in combination with additional components to enhance specific properties or functionalities. Alginate serves as the main structural component, providing the hydrogel matrix's integrity and biocompatibility, while exhibiting shear-thinning behavior which facilitates extrusion through bioprinter nozzles. The inclusion of supportive materials like natural or synthetic polymers can further enhance bioink's mechanical properties, bioactivity, or degradation profile. 146 These multi-component alginate-based bioinks provide a highly customizable platform for bioprinting complex tissue constructs with tailored properties, aiming for enhanced cell viability, tissue maturation, and improved clinical outcomes in tissue engineering. Noteworthy, the combination of alginate with other materials, such as other polymers or ceramic nanoparticles (NPs), has yielded more favorable performance outcomes.147–150
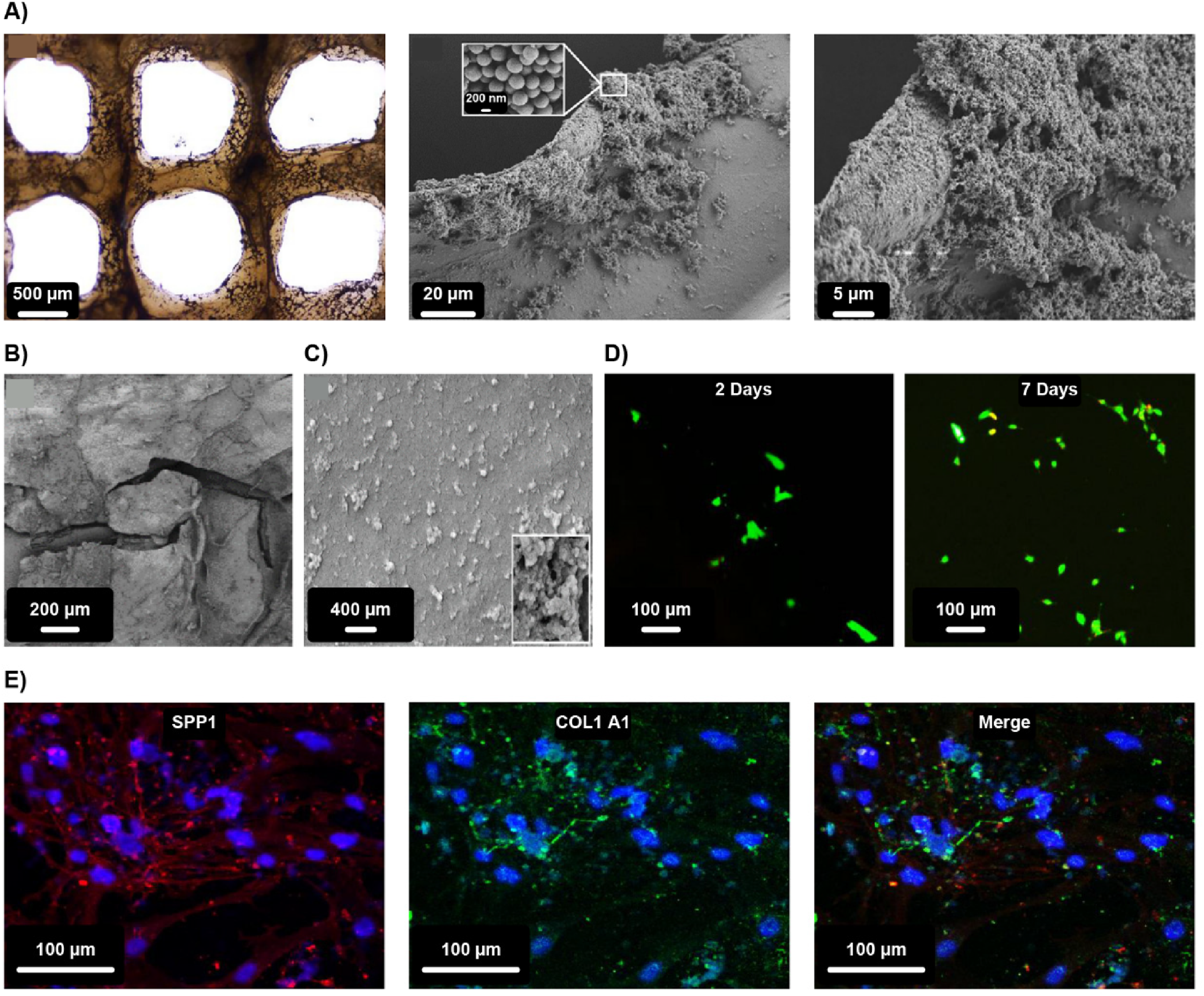
Polymer-polymer systems are the most direct route to improve the mechanical spectrum without sacrificing cytocompatibility. Blending alginate with gelatin or GelMA introduces adhesive motifs (e.g., arginine-glycine-aspartic acid (RGD)) and temperature/photocurable handles that decouple pre-print viscosity from post-print stability. Ghorbani et al. 151 utilized alginate dialdehyde (ADA) to enhance biocompatibility, biodegradability, and mechanical performance in their scaffold design. To further address concerns regarding mechanical stability and uncontrolled biodegradation, they incorporated gelatin, a denatured collagen derivative containing the RGD sequence. The resulting four-layer ADA-GEL scaffold was coated with PDA to improve its functionality. The results obtained demonstrated the impressive fluid absorption capacity of the multi-layer PDA-coated ADA-GEL scaffolds, highlighting their potential for osteochondral tissue engineering (Figure 7A-C), with equilibrium absorption ratios reaching 5481 ± 957% after 96 h. Additionally, calcein AM cell staining at 2 and 7 days of culture confirmed the scaffolds’ ability to serve as an effective anchorage sites for cells (Figure 7D). Immunocytochemistry analysis further investigated and demonstrated osteogenic differentiation by assessing the expression of secreted phosphoprotein 1 (SPP1) and collagen type 1 alpha 1 (COL1A1) through immunofluorescence staining after 21 days of human osteoblast culture (Figure 7E). More generally, catechol-mediated adhesion strengthens hydrogel-protein coupling and supports multilayer integrity under disparate fluid and load regimes typical of the osteochondral unit.
When GelMA is the co-network, dual or interpenetrating networks enable room-temperature deposition with subsequent covalent curing. Li et al. 152 formulated alginate/GelMA/polyethylene glycol dimethacrylate (PEGDMA)/xanthan-gum inks that print at ambient conditions, span compressive moduli of ∼10–300 kPa by varying PEGDMA and methacrylated xanthan gum, and maintain >90% viability over seven days, with hMSCs proliferation over four weeks; degradation is tunable from complete loss at 24 h to ∼40% mass retention at two weeks. In this context, rheology-modifying polysaccharides such as xanthan gum can be covalently integrated to broaden the printable viscosity range while preserving subsequent photochemical cross-linking and filament fidelity. This approach reconciles extrusion flow, filament stacking, and cytocompatible curing within a single formulation space.
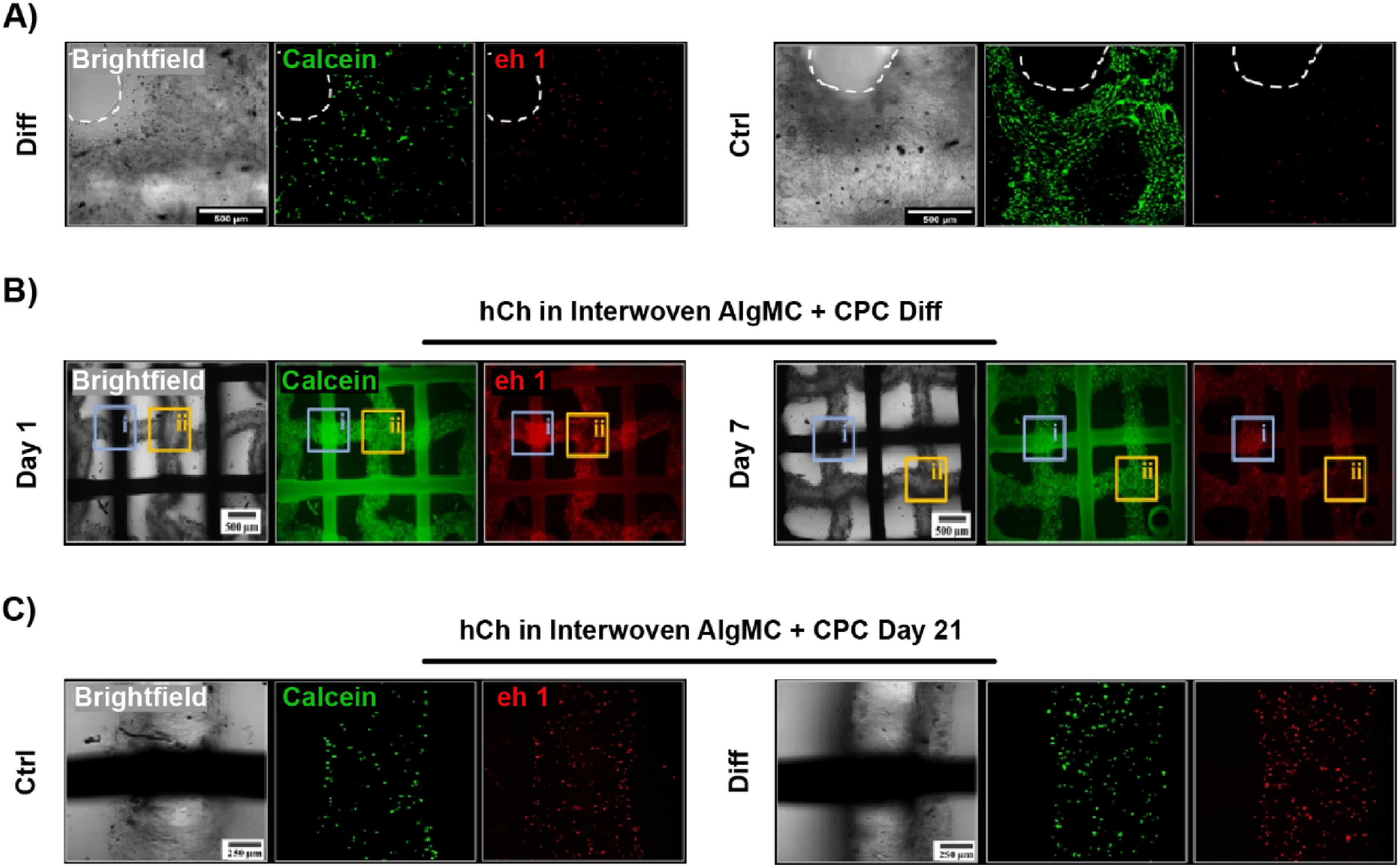
Multi-component bioinks enable spatially resolved deposition of materials with divergent biological and mechanical functions, which is essential in osteochondral grafts where cartilage, calcified cartilage, and bone impose distinct requirements. Kilian et al. 153 demonstrated this principle by combining an alginate-methylcellulose (algMC) bioink for the cartilage region with a CPC phase for the bone region, separated by a biphasic transition zone. In monophasic algMC constructs, human chondrocytes (hCh) viability remained ∼65–75% at day 21, whereas at the gel-CPC interface it was reduced to 46.5 ± 1.3%, compared with 53.8 ± 2.5% at gel-gel intersections (Figure 8A-C). This outcome highlights both the necessity and the challenge of multi-component systems that while CPC supplies the stiffness and mineral content required for osseous integration, the alginate-based compartment preserves cell viability and chondrogenesis; the interface between them, however, requires careful engineering to avoid mineral-induced cytotoxicity. The broader implication is that multi-component alginate bioinks are not merely additive mixtures but functional composites, where each component governs specific zone performance and where interfacial design determines whether the overall construct succeeds in recapitulating osteochondral organization. Besides, this advancement not only enables the production of volumetric (10 mm with higher thickness), open porous, and biofunctional substitutes for osteochondral tissue, but it also sets the stage for future developments. Importantly, the algMC bioprinting technique successfully generated volumetric structures without the need for supporting materials, indicating that the CPC phase was not required to support the cell-loaded hydrogel, as it closely mimicked the native bone matrix. Idaszek and colleagues demonstrated the feasibility of the extrusion of alginate-based bioinks using microfluidic printing heads. 154 In this setup, a cross-linking solution containing CaCl2 was introduced by an adapter through a microfluidic mixer into a coaxial extrusion system, promoting the cross-linking of alginate-based bioinks. In the presence of human mesenchymal stem cells (hMSCs) and human articular chondrocytes (hACs), the researchers blended alginate with GelMA and chondroitin sulphate (CS), to promote hyaline cartilage formation. Additionally, they incorporated methacrylated HA (HAMA) and TCP microparticles to stimulate calcified cartilage formation. After 21 days of in-vitro co-culture of hMSC and hAC, the composite alginate/GelMA/CS hydrogel was found to enable the production of zone-specific matrix and promote hyaline phenotypes more effectively. The introduction of HAMA and TCP microparticles into alginate/GelMA/CS hydrogel enhanced hypertrophic chondrocyte development, as evidenced by increased expression of markers such as ALP and collagen type 10 alpha (COL10A). Additionally, in-vivo studies in a rat model demonstrated the regenerative potential of the bioprinted scaffolds. Histological analysis of surgically damaged rat trochlea revealed improved osteochondral regeneration in the group receiving the bioprinted scaffolds compared to a control group without scaffold implantation.
Inspired by the hierarchical bilayer organization of native osteochondral tissue, recent studies have focused on developing multi-component alginate-based bioinks capable of supporting region-specific regeneration. Zhang and colleagues reported an anisotropic hydrogel system by combining 7% GelMA/3% methacryloyl alginate and bioprinting it via dual-channel extrusion with articular cartilage progenitor cells and bone MSCs. 155 Incorporation of alginate methacryloyl not only improved printability at room temperature but also produced a nearly three-fold increase in Young's modulus compared with GelMA alone, addressing the mechanical weakness of single-polymer hydrogels. The construct supported high cell viability (>80%), promoted distinct chondrogenic and osteogenic differentiation in 3D culture, and achieved synchronous cartilage-bone regeneration in rabbit osteochondral defects, mediated by a balanced cartilage-vessel-bone crosstalk. Moving beyond reinforcement, Dai and colleagues developed dopamine-modified GelMA/acrylate β-cyclodextrin bioinks seeded with rabbit ADMSCs and loaded with therapeutic drugs. Their key innovation was the use of GelMA with two degrees of substitution (30% for cartilage and 60% for bone) to create a double-network system with zone-specific mechanics. The softer upper matrix favored chondrogenic differentiation, while the stiffer lower layers induced osteogenesis, thereby demonstrating that differentiation cues can be encoded directly into the bioink formulation. This approach also maintained high shape fidelity and extrusion stability, underscoring the compatibility of zonal programming with large-scale bioprinting. 156 A further refinement was achieved by Wu et al., 157 who introduced a biomimetic calcified interface within a triphasic scaffold. Their design incorporated compact PCL, nano-HAp, and tasquinimod in the intermediate zone, positioned between a chondrocyte-laden GelMA-tasquinimod cartilage compartment and a porous PCL-based bone compartment. Notably, tasquinimod suppressed vascular invasion into the cartilage zone, thereby preserving hyaline cartilage integrity, a persistent challenge in osteochondral repair. The construct demonstrated long-term stability and functional repair in rat models up to 24 weeks post-operation.
Recent advances have increasingly focused on the incorporation of nanoscale reinforcements, such as HAp nanoparticles, nanoclays, GO, and bioactive glass, into alginate-based bioinks. These nanomaterials not only enhance rheological properties and printability, but also significantly influence microscale porosity, mechanical stiffness, and cellular behavior. By tailoring nanoscale interactions, it becomes possible to modulate the bulk performance of scaffolds in a hierarchical manner, thereby achieving improved outcomes in osteochondral tissue engineering applications. Ceramics are widely used materials in osteochondral regeneration due to their bone bonding ability, osteoconductivity, bioactivity, favorable mechanical properties, and bioresorbability. 158 In an innovative study, Choe and colleagues developed an alginate bioink containing GO with the aim of promoting the osteogenic differentiation of MSCs. 159 The addition of GO significantly enhanced osteogenic differentiation, as evidenced by increased ALP activity (from 100 ± 4.1% for GO-free control to 342.6 ± 26.1% for 1 mg/mL GO in 3% w/v alginate over 1 week) and calcium deposition (from 16.26 ± 1.8 for GO-free to 21.38 ± 2.1 mg/dL for 1 mg/mL GO in 3% w/v alginate over 1 week), along with upregulation of osteogenic marker expression. Notably, runt-related transcription factor 2 (RUNX2) expression in 0.5 mg/mL GO-containing scaffolds significantly enhanced from 2.1 at week 1 to 20.75 at week 2, while the 1 mg/mL GO-containing scaffolds showed a relatively small increase from 2.23 at week 1 to 10.27 at week 2. Another excellent example of multi-component alginate-based bioinks incorporating a ceramic component is the pioneering work based on the comprehensive optimization of alginate-GelMA bioinks. 160 The authors reported that incorporating 0.5% w/v TCP provided optimal stability and biological properties for the cartilage regeneration scaffolds. Gene expression analysis of hMSCs cultured on the bioprinted hydrogel scaffolds containing ceramic NPs for 21 days revealed significant upregulation of collagen type 1 (COL I), collagen type 10 alpha 1 (COL10A1), COL II, bone gamma-carboxyglutamic acid-containing protein (BGLAP), and ALP markers, demonstrating their chondrogenic and osteogenic differentiation potential. In another innovative investigation, Iglesias-Mejuto et al. 161 hypothesized that the addition of HAp to alginate inks could preserve strand geometry while improving scaffold's structure and bioactivity, with the goal of producing an ideal scaffold. In addition to promoting cellular adhesion and proliferation, the protein adsorption process caused by the presence of HAp facilitated cell transfer into the scaffold. After 3D printing, scanning electron microscope (SEM) images confirmed that the alginate-HAp scaffolds were structurally stable and mechanically robust. While HAp significantly increased the scaffold's specific surface area, it did not affect porosity. The incorporation of HAp offers several advantages, such as enhanced bioactivity and similarity to human bone mineral phases. In fact, ceramics such as TCP, bioactive glass, and HAp have been shown to be suitable components for incorporation into single-component bioinks, making them highly applicable in osteochondral tissue engineering.160,162,163
Polymers are other widely used components that can be combined with alginate-based bioinks to enhance their properties. Research has shown that incorporating various natural polymers into alginate hydrogels can form structures with favorable rheological and mechanical properties, making them suitable for bone and cartilage bioengineering. 164 Collagen, a key component of osteochondral ECM, acts as a bioactive substance within scaffolds. 165 For example, in a study performed by Yang et al., 166 alginate hydrogels were incorporated with collagen or agarose to develop bioinks for cartilage tissue engineering. After 3, 7 and 14 days of cultivation, the alginate/collagen group showed the greatest increase in cell proliferation, with growth rates of 29.96%, 135.16%, and 233.97%, respectively. The alginate/collagen bioink also facilitated greater cell integration into the scaffolds compared to alginate/agarose and pure alginate bioinks. Furthermore, both the alginate/collagen and alginate/agarose bioinks demonstrated remarkable strengthening and toughening effects compared to alginate bioink alone, with increases of 124.48% and 162.08%, respectively. These findings indicate that incorporating collagen into alginate improves both the mechanical strength and bioactivity of the bioink. As a part of their study, Schwarz and colleagues successfully devised alginate-di-aldehyde and gelatin (with or without microbial transglutaminase (mTG)) as bioinks for bioprinting applications. 167 The embedded human nasoseptal chondrocytes (hNSCs) showed over 88% viability, confirming the suitability of 3D printing as a manufacturing process for cartilage tissue engineering. Additionally, the bioink promoted the expression of cartilage-specific markers such as COL II, proteoglycans, and SRY-Box Transcription Factor 9 (SOX9). Bioinks with open interior structure and high shape fidelity, especially when laden with chondrogenic cells, have been found to be particularly suitable for cartilage repair. Research has also indicated that softer regions within alginate-based scaffolds support osteogenic differentiation more effectively than stiffer areas, which are more conducive to chondrogenesis.168–170 Using the bioprinting technique, Zhang et al. 171 examined the influence of scaffold stiffness on bone-like tissue formation. A blend of alginate (0.8% or 1.8% v/v) and gelatin (4.1% v/v) was used to fabricate soft and stiff scaffolds with embedded hMSCs. Figure 9A displays Alizarin red S, Hematoxylin and Eosin (H&E), 4′,6-diamidino-2-phenylindole (DAPI), and osteocalcin (OCN)/DAPI stainings in both soft and stiff scaffolds. Alizarin red S staining shows a significantly stronger red staining in the softer scaffolds, indicating higher mineral content compared to the stiffer ones. H&E staining revealed that cell spreading was constrained in the stiffer hydrogels, potentially decreasing osteogenic differentiation. On the other hand, softer hydrogels promoted cell spreading, facilitating the osteogenic differentiation of hMSCs. Immunohistochemical staining also revealed that OCN was more abundant in high mineral than in low mineral content regions. Live/dead assays (Figure 9B) confirmed the viability of hMSCs in the softer scaffolds. In sum, the softer scaffolds exhibited higher cell proliferation, increased ALP activity, as well as enhanced osteogenic differentiation compared to the stiffer constructs. Immunohistochemical staining also revealed that OCN protein was more abundant in regions of higher mineral content. Accordingly, these findings emphasize the need to evaluate the abovementioned parameters from two perspectives: first, achieving a viscous, soft hydrogel is crucial for the subchondral plate region, and second, the final structure must have suitable features compatible with the articular cartilage region. In a pioneering study, López-Marcial and colleagues compared an alginate-agarose bioink with poloxamer pluronic, a commonly used printable material, for cartilage repair. 172 The study demonstrated that more than 95% of embedded cells remained viable, and the bioink exhibited optimal rheological properties, proving the printability and shape fidelity of the engineered alginate-agarose formulation.

Those achievements highlights the potential of natural polymers in improving the suitability of alginate as a bioink. Additionally, alginate-based bioinks have been formulated with synthetic polymers especially to further improve their mechanical properties. Following this purpose, Luo et al. 173 printed a microporous scaffold by incorporating polyvinyl alcohol (PVA) into the alginate ink, which facilitated the controlled release of BMP-2. That study demonstrated that key features such as porosity, water uptake, and mechanical characteristics can be controlled by means of tailoring the ratio of alginate/PVA. In another study, Asohan et al. 174 extruded different formulations of alginate, cellulose nanocrystals (CNCs), and PEGDA for evaluation as printing materials. Following UV treatment at 365 nm, the construct containing 4% alginate, 4% CNCs, and 40% PEGDA exhibited tough and flexible properties, making it appropriate for cartilage bioprinting. This formulation also demonstrated a favorable water content (79.5%) and a low swelling ratio (4.877), allowing the 3D construct to closely mimic the properties of native articular cartilage. Hong et al. 175 developed a printable ink containing alginate and polyethylene glycol (PEG), which successfully maintained cell encapsulation and survival. The final structure displayed acceptable performance in high tensile and compression stresses, and achieved a fracture toughness greater than 1500 Jm−2. Additionally, the structure had a water content of approximately 77.5 wt%, making it a suitable candidate for cartilage tissue engineering from a physiological viewpoint. In an intriguing experiment conducted by the Kosik-Kozioł group, 176 short sub-micron polylactic acid (PLA) were incorporated into a hCh-loaded alginate bioink for cartilage repair. The formulation showed an increase in the Young's modulus compared to pure alginate structures, while maintaining a cell viability rate of nearly 80% up to 14 days. In summary, synthetic polymers such as PEG and PLA have been shown to play a positive role in the performance of alginate-based bioinks by improving their mechanical properties, extrusion characteristics, and shape fidelity.
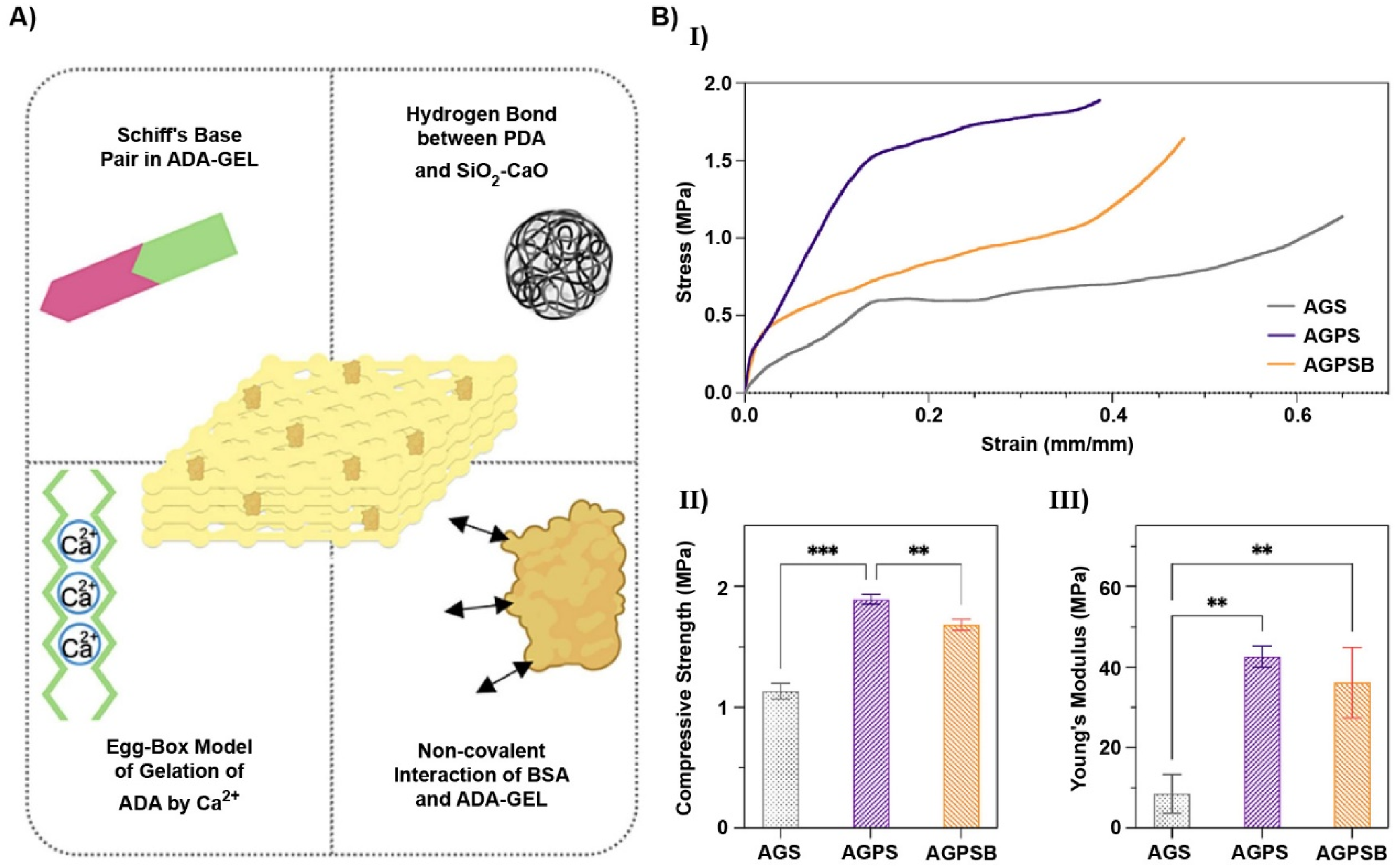
Incorporating protein-based materials into alginate-based bioinks can significantly enhance their properties, offering improved biocompatibility, cell adhesion, and bioactivity, making them highly suitable for advanced tissue engineering applications. In a groundbreaking study by Kim and colleagues, BSA, a cow-derived plasma protein commonly used in bone tissue engineering, was selected for surface modification of ADA-GEL scaffold. 177 The results indicated that BSA electrostatically interacted with the ADA-GEL through its amino acid residues, leading to conformational alterations in the protein, as evidenced by the reduced intensity of the amide I peak. Hydrogen bonding interactions were also observed between the amide and hydroxyl groups of BSA and the hydroxyl and carboxyl groups of the ADA-GEL hydrogel. Figure 10A illustrates the chemical bonds and interactions involved in the formation of ADA-GEL, cross-linking by Ca2+ ions, and BSA deposition on the scaffold surface. Moreover, modification with PDA and BSA enhanced the mechanical and structural integrity of ADA-GEL, although it led to a reduction in toughness and compressive strength post-protein coating, possibly due to the hydrogen bonding between BSA and ADA-GEL, which altered the scaffold's surface chemistry (Figure 10B).
Lee et al. 178 reported a new method to obtain bioactive alginate-based bioinks by incorporating methacrylated-decellularized ECM (dECM) derived from porcine bone tissue. This dECM, rich in bioactive proteins like collagen, laminin and fibronectin, was obtained through a multi-step process involving demineralization to remove minerals, decellularization with trypsin/ethylenediaminetetraacetic acid (EDTA) to remove cells, and enzymatic digestion with pepsin. The high collagen content, along with other proteins, was confirmed through immunofluorescence staining. By mixing alginate, CaCl2, methacrylated-dECM, and hADMSCs, they formulated an alginate/methacrylated-dECM bioink whose rheological properties, printability, and cell viability were analyzed at various methacrylated-dECM concentrations. The bioink consisting of 2 wt% methacrylated-dECM yielded optimal results, with high cell viability observed after bioprinting under optimized UV cross-linking conditions. The bioprinted alginate/methacrylated-dECM constructs showed significantly higher cellular activities such as proliferation, mineralization, and osteogenic gene expression compared to pure alginate constructs, demonstrating the efficacy of the bone-derived methacrylated-dECM in promoting osteogenesis. Importantly, the inclusion of the bioactive, protein-rich methacrylated-dECM into alginate promoted superior osteogenic differentiation of encapsulated stem cells in comparison to pure alginate. By day 14, the alginate/2% methacrylated-dECM constructs showed substantial upregulation of osteogenic genes like ALP (4.3-fold), BMP-2 (5.8-fold), OCN (7.2-fold), and osteopontin (9.1-fold) compared to pure alginate scaffolds.
Guiseppe et al. 179 investigated the mechanical behavior and printability of alginate-gelatin hydrogels for bioprinting applications. The addition of gelatin to alginate not only facilitated cell adhesion but also allowed the tunable viscosity, optimizing the bioink for extrusion-based bioprinting. The authors observed that increasing the concentrations of both alginate and gelatin resulted in thinner strands, with a minimum strand width of 0.32 mm, beyond which the blend became too viscous for printing. Interestingly, printing accuracy increased with higher concentrations of alginate and gelatin, achieving accuracies of 98.0% for the 7%alginate-6%gelatin blend and 98.8% for the 9%alginate-6%gelatin blend. The compressive modulus also increased with the concentration of both components, with the highest modulus observed at 48.0 ± 5.74 kPa for the 7%alginate-8%gelatin blend. Furthermore, the authors reported high cell viability, with the 5%alginate-6%gelatin blend exhibiting 95.7 ± 0.7% viability of encapsulated MSCs immediately after bioprinting.
Noteworthy, these studies have proven that by means of adjusting parameters, such as concentration, cross-linker type, and other factors, both single-component or multi-component alginate-based hydrogels can be engineered to create suitable scaffolds with enhanced mechanical properties and bioactivity. This versatility turns these high-potential hydrogels into promising candidates for osteochondral bioengineering.
The evolution of rheological properties, printability and shape fidelity of alginate-based bioinks in the last decade
First Period-Cell/Alginate Interaction and Proof of Biocompatibility (1992–2012)
The earliest explorations of alginate in osteochondral research were less about complex biofabrication and more about establishing whether this polysaccharide could serve as a viable 3D cell matrix. During that period, the central focus was on proving cell encapsulation, viability, and basic biocompatibility, laying the foundation for later advances. Initial studies demonstrated that alginate provided a permissive microenvironment for chondroblasts, enabling cell retention and differentiation. These findings positioned alginate as one of the first natural hydrogels capable of supporting cartilage-related phenotypes, distinguishing it from earlier two-dimensional or synthetic culture systems that failed to maintain chondrogenic behavior. 180 By the early 2010s, the scope had shifted from proof-of-concept encapsulation to early osteochondral substitutes, where CaCl2-cross-linked, cell-laden alginate hydrogels demonstrated high viability and offered the first indications that alginate constructs could be engineered for bone-cartilage repair. 181 At the same time, alginate's mild gelation properties were exploited in bioprinting approaches, allowing spatial deposition of chondrocytes and osteoblasts in reinforced constructs with improved mechanical integrity and precise multi-cellular patterning. 182 Other advances, such as aerosolized CaCl2 cross-linking, improved pore configuration and scaffold shape, further supporting long-term survival of encapsulated cells. 183
While these studies collectively positioned alginate as a biocompatible and versatile hydrogel for cell encapsulation and early bioprinting, they also exposed inherent limitations. Ionically cross-linked gels lacked the mechanical robustness required for load-bearing osteochondral environments, and unmodified alginate offered little in terms of biochemical signaling. These shortcomings defined the agenda for the next phase of research, where chemical modification and bioactive integration became essential to move from simple cell carriers toward functional osteochondral grafts.
Printability and Rheology Optimization Period (2013–2016)
Between 2013 and 2016, research on alginate-based inks moved beyond feasibility toward establishing quantitative rules for printability. Three parallel themes emerged: (i) mapping extrusion parameters and rheological windows, (ii) reinforcing alginate mechanically through hybrid or multi-stage cross-linking, and (iii) designing composite systems to couple toughness with biocompatibility.
Process parameter studies established baseline criteria for extrusion printing. Early work identified the impact of nozzle diameter, pressure, and feed rate on filament resolution and construct dimensions, demonstrating that line width could be finely controlled by optimising such types of parameters.184,185 He et al. 186 defined viscosity limits of 3 × 102-1 × 105 cps (ln η = 5.70–10.31) and showed that sodium alginate concentrations of 2–4% (w/v) provided stable extrusion. They also introduced the droplet stretching distance (Ds) parameter to capture the balance of surface tension and air pressure, identifying 5–30 mm (15–30 kPa) as the reliable printing window. These works established the first process-oriented criteria for balancing resolution and cell safety.
At the same time, the inherent mechanical weakness of ionically cross-linked alginate was addressed through new cross-linking strategies. Fiber-reinforced alginate/acrylamide gels co-printed with a UV-curable adhesive displayed tunable modulus while retaining shear-thinning behavior. 187 Chitosan-coated alginate scaffolds, further stabilized with carbodiimide and genipin, improved interlayer adhesion and reduced swelling-induced delamination. 188 A three-stage cross-linking strategy, combining Ca2+ pre-gelation, Ca2+ reinforcement, and Ba2+ stabilization, demonstrated that 4% alginate with 40 mM CaCl2 provided the minimum printable formulation with suitable elasticity and strength. 189 Together, these studies converged on the principle that multi-component or staged cross-linking is essential for long-term fidelity.
Concurrently, composite systems were developed to extend alginate inks into load-bearing regimes. PEG-alginate interpenetrating networks reached fracture energies of ∼1500 J/m2, surpassing that of native cartilage, while maintaining high cell viability. 175 Nanofibrillated cellulose (NFC)-alginate inks preserved shear-thinning profiles but allowed filament dimensions to be tuned through alginate content, offering a straightforward means of balancing printability with post-print stability. 190 These approaches demonstrated that composite design could decouple toughness from rheology, producing inks that are both structurally resilient and biologically compatible.
By the end of that period, alginate research had transitioned from exploratory extrusion trials to principle-driven engineering, defining the rheological window for cell-safe printing, validating hybrid cross-linking chemistries for stability, and creating composite formulations that combined mechanical robustness with biofunctionality. These advances provided the rheological and structural foundation for the additive-enhanced bioinks of the following years.
Additives for Improved Printing and Bioactivity (2016–2018)
Since 2016, alginate research pivoted toward additive-enabled tuning of flow and function, aiming to couple print fidelity with biological performance in a single formulation. Three themes emerged: (i) rheology engineered for extrusion with fast recovery, (ii) mechanical reinforcement without sacrificing printability, and (iii) bioactivity gains that support chondrogenic or osteogenic outcomes.
Additives were first leveraged to shape the shear-recovery profile that governs filament definition and interlayer stability. GO increased viscosity recovery following extrusion: a representative alginate-GO system fell from 582 Pa·s at rest to 11.87 Pa·s at 100 s−1, then rebounded to 465 Pa·s within 10 s (≈79.7% recovery), with longer rest times further improving recovery and with higher alginate concentration yielding more uniform filaments. 191 A complementary strategy used gelatin as a thermoresponsive additive, where temporary thermal solidification stabilized strands during extrusion before Ca2+ cross-linking was applied. In this system, viscosity dropped from 1.765 Pa·s at 0 s−1 to 0.768 Pa·s at 100 s−1, allowing smooth extrusion and post-print tuning of compressive properties by adjusting strand orientation and spacing. 192 Together, these approaches show that rheological additives, whether nanoscale fillers or thermoresponsive proteins, can deliver the rapid shear-thinning and partial recovery (∼80% within seconds) needed for high-resolution printing.
A second strategy emphasized mechanical reinforcement through polymer co-networks to raise stiffness and toughness while preserving the flow behavior. Introducing collagen or agarose into sodium alginate (SA) increased compressive modulus by ≈1.9–2.4-fold and boosted toughness by ≈124–162%, while rougher microtopography and protein motifs improved chondrocyte adhesion and viability versus SA alone. 166 Alginate-gelatin blends further showed that increased concentrations yielded thinner, more precise filaments and an optimal 7%alginate-8%gelatin composition with ∼98% print accuracy and improved modulus. 179 Similarly, carboxymethyl cellulose (CMC) blends increased Young's and reduced moduli, as well as shape fidelity, particularly under faster nozzle speeds. 193 Despite using different chemistries, these studies converge on the rule that biopolymer additives can simultaneously raise modulus and maintain print fidelity when concentration balances are carefully optimized.
Finally, hybrid systems demonstrated how dual cross-linking and additive synergy could push performance toward load-relevant regimes. PVA-alginate-PEGDA hydrogels achieved a Young's modulus of 6.77 ± 0.40 MPa and G′ increase from ∼6 × 103 to ∼6 × 104 Pa after photo-cross-linking and freeze-thaw, while still supporting osteoblast precursor survival.
194
This underscores that additives can be selected not only for rheological compatibility but also for delivering long-term structural and biological function.
Multi-component and targeted inks for osteochondral scaffolds and clinical translation (2019–2025)
From 2019 onwards, alginate-based bioinks entered a phase defined by multi-component formulations and zonal scaffold strategies, reflecting a decisive move toward patient-centered applications. The central theme of this period has been to combine rheological optimization with bioactivity, enabling inks that are not only printable but also mechanically resilient and biologically instructive.
A recurring strategy has been the incorporation of nanomaterials to stabilize alginate and impart osteoinductive properties. For instance, the addition of GO improved viscosity recovery and mitigated the swelling-related instability of pure alginate scaffolds, ensuring higher fidelity during culture. 159 Similar stabilizing effects were reported when GO was integrated into alginate-gelatin-chondroitin sulfate inks, where the nanofiller both enhanced shape retention and generated a fibrillar micro-topography favorable for cell adhesion. 195 Clay-based composites extended this trend as Alexa et al. 196 showed that montmorillonite shifted alginate from Newtonian-like flow to pronounced shear-thinning behavior, while simultaneously improving mechanical strength and reducing excessive swelling. These formulations not only resisted degradation but also promoted osteoblast mineralization, underscoring the dual benefit of mechanical reinforcement and biological stimulation.
In parallel, hybrid polymer networks broadened the functionality of alginate inks. Blends with poly-L-lysine and polyglutamic acid balanced viscosity with improved bioactivity, supporting enhanced mineralization without compromising print accuracy. 197 Incorporation of silk fibroin generated hydrogels with higher strain tolerance (>60% breaking strain vs. 40% for alginate alone) and cell viability exceeding 90%, demonstrating how secondary polymers can reconcile toughness with cytocompatibility. 198 Likewise, CNCs acted as a dual viscosity modifier and reinforcing agent, yielding scaffolds with reduced swelling, increased stiffness, and elevated expression of osteogenic markers in hMSCs. 199 Together, these studies exemplify a shift from single-component inks to composite systems where structural fidelity, toughness, and biofunctionality are co-optimized.
Surface modification and bioactive coatings added another dimension. ADA-GelMA scaffolds coated with PDA exhibited not only greater hydrophilicity and mechanical robustness but also a 1.7-fold increase in mineralization compared to unmodified controls. 200 This approach illustrates how post-print modifications can amplify both structural and cellular performance without altering the base ink composition. Similarly, halloysite nanotube incorporation yielded strong shear-thinning behavior and higher fidelity, highlighting the utility of nanoscale additives for fine-tuning rheology and long-term construct integrity. 201
At the architectural level, new strategies moved beyond homogeneous constructs toward zonal and patient-specific designs. Soufivand et al. 202 demonstrated how geometrical tuning (e.g., layer height reduction) modulated mechanical responses, enabling closer mimicry of native cartilage. Wu et al. 203 advanced this by employing dual-nozzle bioprinting to generate distinct cartilage and subchondral layers, integrating decellularized cartilage and nano-HAp for region-specific functionality. This principle culminated in the patient-specific workflow of Witzleben et al. 204 who used clinical MRI data to fabricate trizonal implants combining CPC-based bone, interlocking, and hydrogel cartilage regions. Post-printing evaluation showed gap deviations within 1 mm and functional cartilage reconstruction exceeding 85% of the Magnetic Resonance Observation of Cartilage Repair Tissue (MOCART) score in human knee explants, providing one of the strongest demonstrations to date of clinical translation potential.
Most recently, nanoparticle-modified inks have continued to push the boundary toward functional implants. Bioactive glass-calcium oxide (CaO) nanocomposites improved tensile strength from 105 to 185 kPa and displayed antibacterial activity 205 while UiO-66 nanocrystal-reinforced alginate/methylcellulose inks achieved superior mechanical stability and osteoinductive performance, with RUNX2, COL-I, and OCN expression significantly upregulated. 206 Importantly, these advances emphasize that printability optimization is no longer pursued in isolation, but is tightly coupled to biofunctionality and translational outcomes.
The period from 2019 to 2025 marks the maturation of alginate bioinks into multifunctional platforms that integrate nanomaterials, hybrid polymers, and zonal architectures. The field has shifted from simply proving feasibility to demonstrating clinically relevant design: inks that withstand physiological conditions, guide cell fate, and can be tailored to patient-specific geometries. While true clinical translation is still emerging, the combination of composite formulations and personalized implant workflows signals a decisive step toward osteochondral grafts that can move from bench to bedside.
Types of cross-linking strategies
Although alginate possesses several appealing properties for bioprinting, the poor mechanical stability and low degradation rate of alginate scaffolds 207 remain significant challenges that need to be addressed. 208 Encapsulated cells in unmodified alginate maintain a round morphology due to the absence of cell adhesion moieties, 209 which hinders cell growth and tissue remodeling. 210 Cross-linking is considered a straightforward, low-cost, flexible, and controllable method for modifying alginate, making it one of the most commonly employed approaches in alginate-based biomaterial design. 211 The unique chemistry of alginate lies in their ability to form hydrogels through various cross-linking mechanisms, offering versatility in tissue engineering. The primary method of alginate cross-linking involves the use of divalent cations like calcium ions, which selectively interact with the G blocks in alginate chains to form ionic bridges, leading to gelation. This process occurs under mild conditions and is favored due to its simplicity and biocompatibility. Additionally, alginate can also be chemically cross-linked using agents such as genipin or carbodiimides, providing tunability of the mechanical properties and degradation rates of the resulting hydrogels. Furthermore, photo-cross-linking techniques, which utilize photoinitiators and UV light, offer spatial and temporal control over gelation, enabling precise patterning particularly beneficial in bioprinting applications. 212 These diverse cross-linking possibilities make alginate a remarkable choice for creating biomimetic hydrogels with tailored properties suited to specific tissue engineering endeavors. In this regard, cross-linking of alginate-based bioinks can be accomplished using a variety of techniques (Table 2), which are classified into three categories: physical, chemical, and photo-cross-linking methods. Moreover, the combination of different techniques presents a synergistic approach, enhancing the overall performance and overcoming the drawbacks of individual approaches.
Summary of advantages and disadvantages of different cross-linking methods
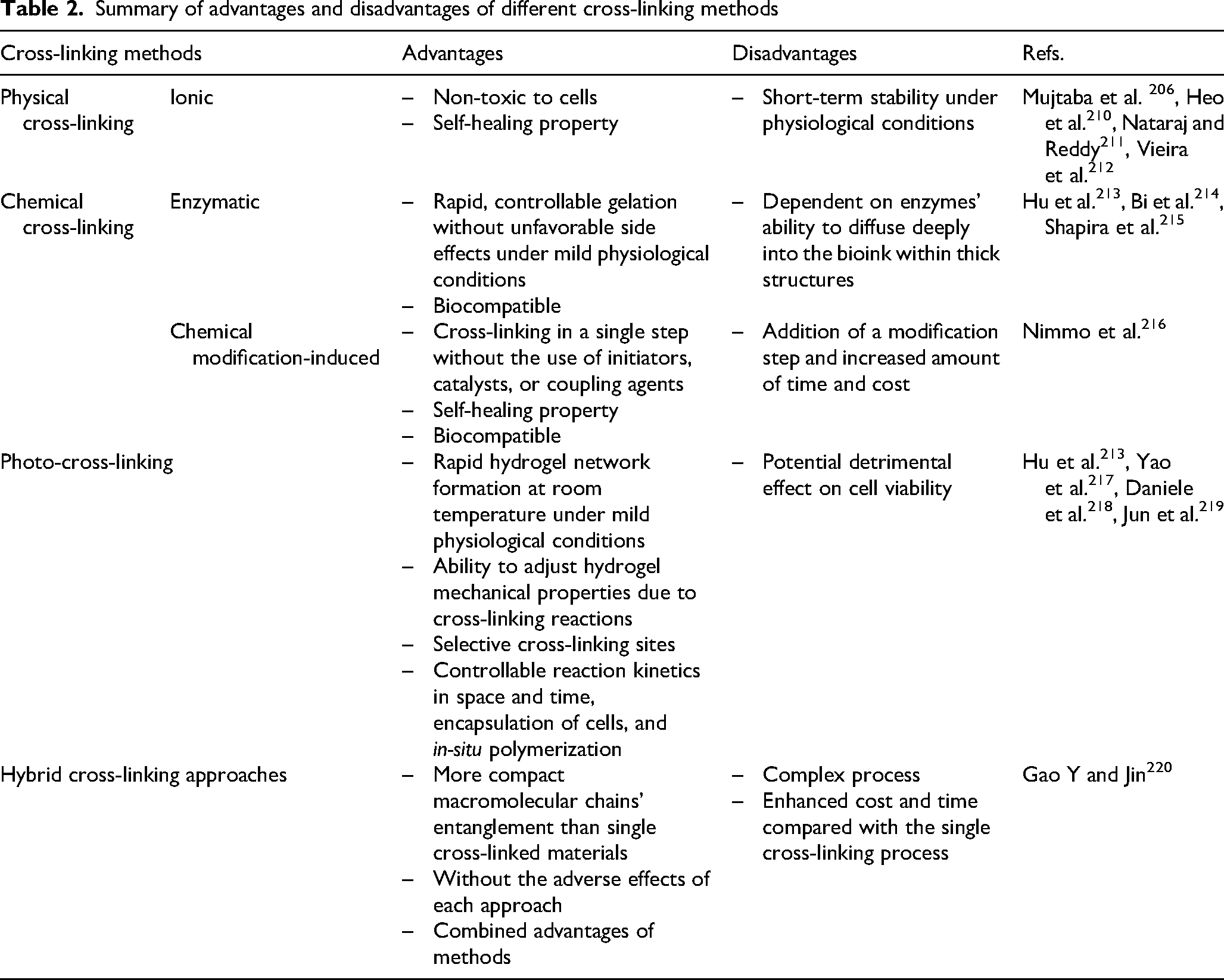
Physical cross-linking
Physically cross-linked hydrogels are typically formed through reversible intermolecular interactions, 221 such as ionic interactions. Under physiological conditions, their mechanical strength decreases significantly over time due to the release of ions from the matrix.222,223 The primary benefit of physical cross-linking is its inherent biomedical safety, as it does not involve the use of chemical agents. 213
In ion-induced alginate gels, electrostatic interactions between the negatively charged carboxyl groups on the alginate and positively charged cations result in the formation of polyelectrolyte complexes. 224 Specifically, various cations can generate ionic cross-linking, including monovalent (H+), divalent (Ca2+, Ba2+, Cu2+, Sr2+, Zn2+, Fe2+, Mn2+), and trivalent (Al3+, Fe3+) ions. The affinity of various divalent ions for alginate molecules follows the order: Pb2+> Cu2+ > Cd2+ > Ba2+ > Sr2+ > Ca2+ > Co2+, Ni2+, Zn2+ > Mn2+ > Mg2+, Hg2+.224,225 The number of G blocks within the alginate structure directly impacts the affinity of the material for cations. 226 In the presence of divalent cations, G blocks interact to create strongly-held junctions.225,227 In contrast, MG blocks form weaker junctions 225 ; hence, alginates with a higher G block concentration produce stronger gels.
Kosik-Kozioł et al. 160 presented a novel method for strengthening hydrogel constructs (3.5 wt% alginate) for cartilage tissue engineering using 3D printing. Following extrusion, a CaCl2 solution (0.2 M) was sprayed over the alginate scaffold to induce rapid physical gelation. The effectiveness of the printing process depends critically on the distance between the extrusion nozzle and the CaCl2 spraying source. On one hand, when the nozzle was positioned too close (within 3 cm), calcium ions diffused rapidly into the nozzle, resulting in rapid clogging; on the other hand, when the distance was too great (>8–10 cm), the cross-linking of the alginate filaments became uneven, ultimately leading to poor printing resolution. An optimal distance of approximately 5 cm was determined to be ideal for the precise and rapid gelation of the extruded hydrogel filaments, allowing the formation of a stack of layers composed by 0°-90° oriented filaments. To further stabilize the 3D printed construct, a second cross-linking was introduced, in which the scaffolds were submerged in a CaCl2 solution (0.2 M) for 1 min. The concept of 3D-reactive printing was introduced by a group of scholars, enabling the development of innovative printing techniques for alginate-based inks. 83 By optimizing printing times and controlling cross-linking kinetics, a suitable printable formulation cross-linked with insoluble calcium salts (CaCO3) was determined. This method allowed for time-dependent changes in the microstructure and viscoelastic features of the printed hydrogels. Eventually, the 3D-reactive printing technique enabled the production of alginate fibers with predetermined properties without requiring post-extrusion cross-linking steps or additional additives (Figure 11).
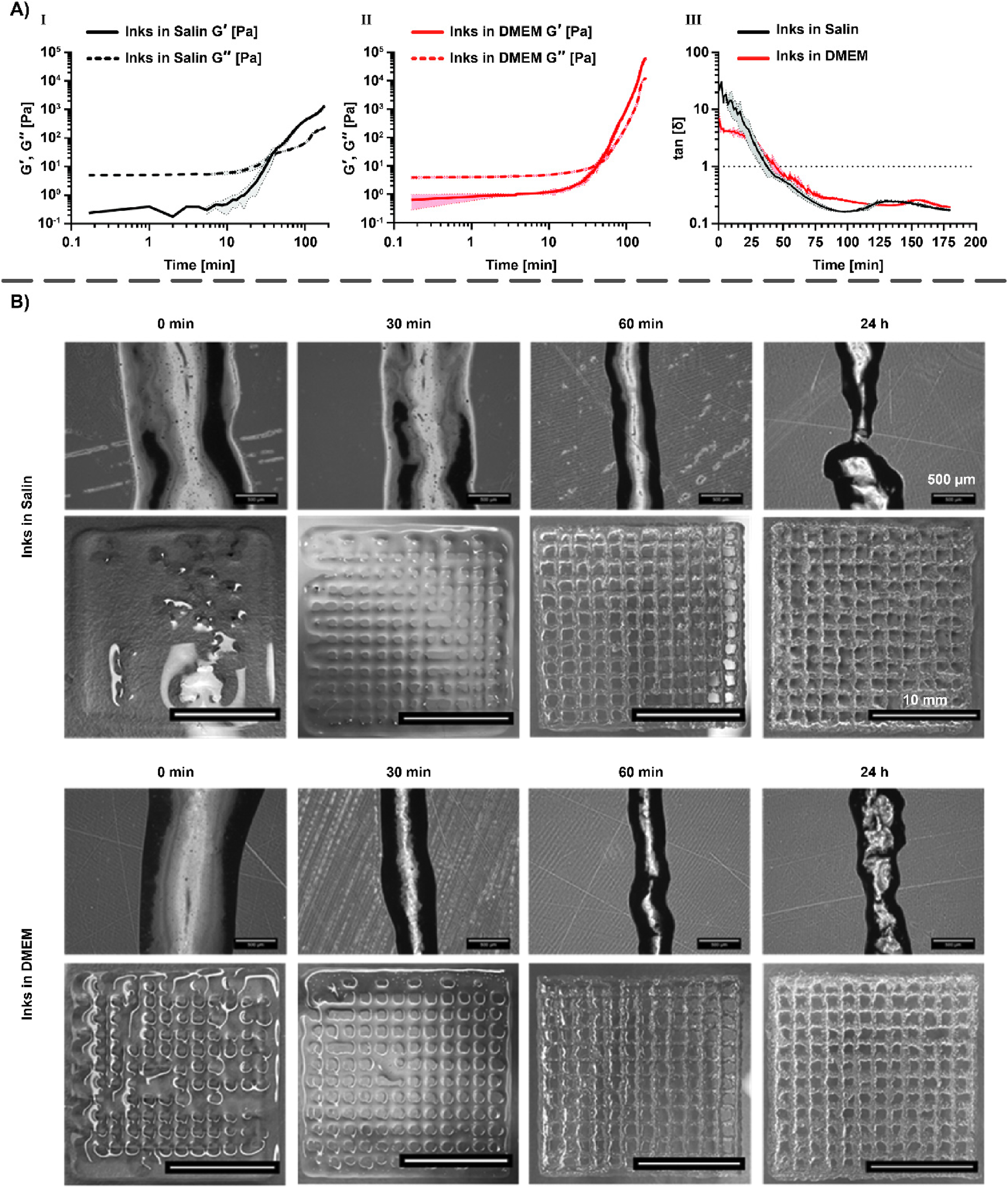
Another group of researchers engineered a novel bioprinting technique aimed at enhancing hydrogel structures through in-situ ionic cross-linking. In this approach, they modified alginate hydrogels and CaCl2-treated microfiber sheets. 228 The bioink was made by combining NIH-3T3 fibroblasts, SA powder, and 1% CaCl2 solution. Electrospun PCL microfibers sheets coated with 5% CaCl2 were inserted between the bioprinted hydrogel layers. The bioprinted samples were post-treated with 5% CaCl2 solution for 20 min, followed by washing with phosphate buffer saline (PBS) to prepare them for further processing and analysis. This study suggested that the selection of cross-linking method can be tailored to match the mechanical characteristics of various target tissues. For example, in-situ cross-linked hydrogel printing is more appropriate for replicating stiffener tissues, like cartilage (130–1910 kPa), whereas hydrogels are proper for softer tissues, such as liver or kidney (10–82 kPa). The proposed technique holds significant potential for bioprinting and soft tissue engineering, including applications in cartilage tissue engineering, as it enhances shape fidelity, mechanical performance, and biocompatibility.
In a recent work, Vajda and colleagues compared the effects of two ionic cross-linker solutions (CaCl2 and strontium chloride (SrCl2)) on the structural and biological characteristics of bioprinted scaffolds composed of alginate and cellulose. 229 After printing, the scaffolds were submerged for 10 min in either 5 wt% CaCl2 or 5 wt% SrCl2. Over time, the two types of cross-linked scaffolds exhibited increased swelling rates, with Sr2+-cross-linked constructs reaching 740% of their initial weight after 8 h, compared to 631% for the Ca2+-cross-linked scaffolds (Figure 12). To assess compressive strength, the scaffolds were dipped into the cell culture medium for up to 30 days. The stress-strain curves of both types of scaffolds displayed a comparable S-shaped pattern; nevertheless, Sr2+-cross-linked scaffolds exhibited greater stiffness and a higher yield point compared to those cross-linked with Ca2+, making it a more suitable scaffolding option for tissue engineering. Although cell culture assays, including F-actin staining and DAPI staining on day 30 post-printing, showed no significant differences between the two cross-linking methods, quantitative evaluation of the metabolic activity of encapsulated cells demonstrated considerably greater metabolic activity in the Sr2+-cross-linked constructs compared to the Ca2+-cross-linked ones.
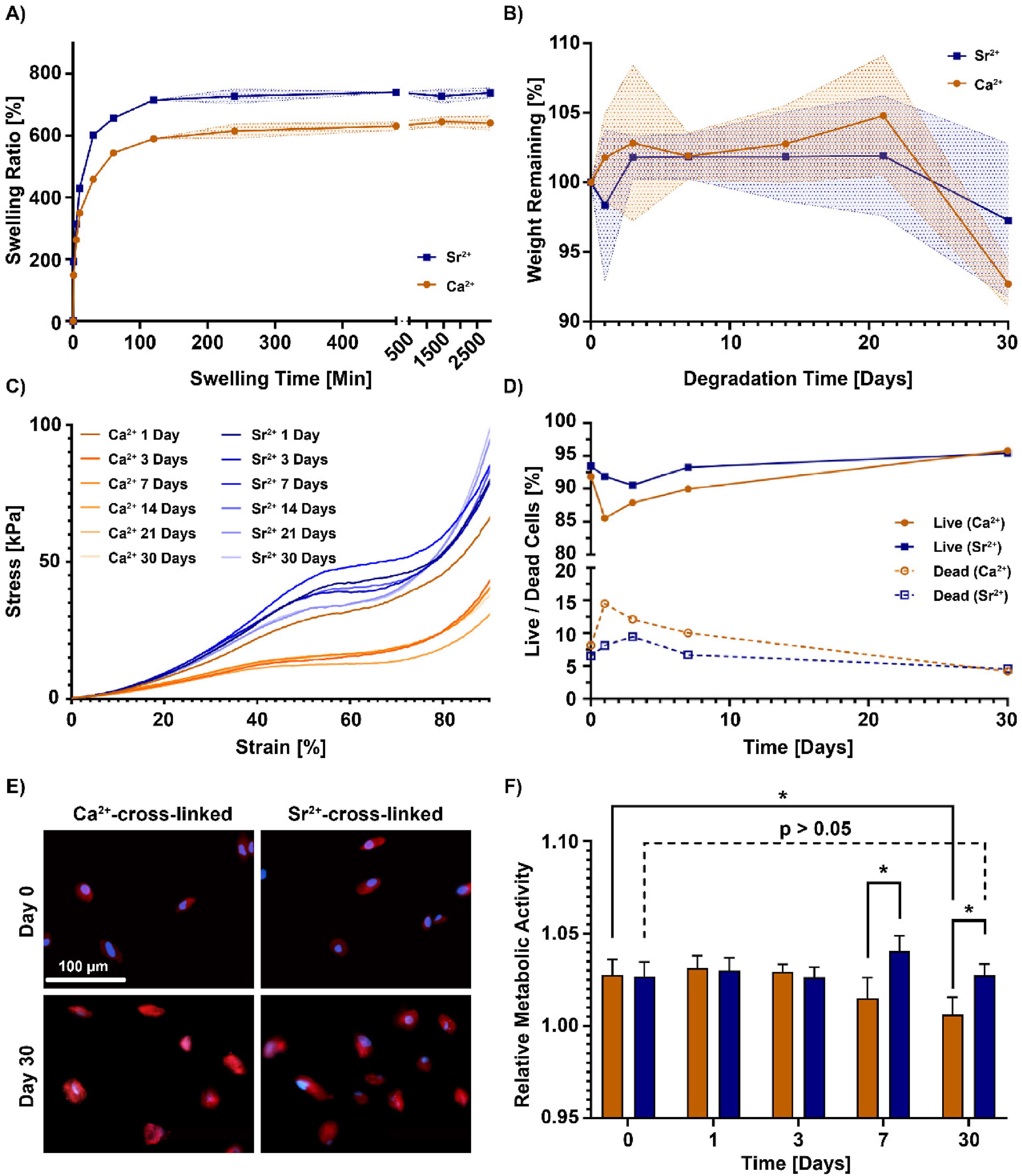
Chemical cross-linking
In chemically cross-linked hydrogels, polymer chains form covalent connections, with the majority of interactions being robust and long-lasting. These hydrogels exhibit improved physiological stability, superior mechanical properties, and tunable degradation behavior compared to physically cross-linked hydrogels.222,223 Covalent cross-linking, characterized by irreversible chemical bonds, is a promising strategy for achieving controlled mechanical features in alginate hydrogel networks. 230 During extrusion, covalently cross-linked alginate-based hydrogels resist separation and deformation, as the applied pressure primarily results in water migration. 231
Diverse chemical cross-linking methods, including enzymatic and chemically modification-induced cross-linking of alginate, are discussed in detail below.
Enzymatic cross-linking
Alginate hydrogels can be produced by enzymatic cross-linking, a highly efficient process in which enzymes rapidly catalyze different types of chemical reactions with minimal byproduct formation. 21 Enzymatic cross-linking is considered a low-toxicity technique for managing gelation time because it operates under physiologically appropriate conditions. 92 Cross-linking occurs through the oxidative coupling of phenol or aniline moieties in the presence of hydrogen peroxide (H2O2). 232 In cartilage tissue engineering applications, cross-linking enzymes, such as phosphopantetheinyl transferase, tyrosinase, transglutaminase, lysyl oxidase, thermolysin, phosphatase, plasma amine oxidase, peroxidase, and b-lactamase are used to fabricate hydrogels. 233 This cross-linking approach offers strong covalent bonding and quick gelation (typically within 10 min) under physiological conditions. 213 Overall, enzymatic cross-linking, when combined with extrusion-based bioprinting, represents a prospective strategy for tissue engineering applications.
Naeimipour and co-workers engineered an enzymatic deprotection-based cross-linking method for thiolated polymers in hydrogels. 137 As first step, alginate was supplemented with cysteine residues protected from oxidation via a labile thiol-protecting group (Boc-L-Cys(Phacm)-NH2), resulting in controlled cross-linking of the alginate (Figure 13). Approximately 85% of human primary fibroblasts remained viable after being bioprinted with Boc-L-Cys(Phacm)-NH2 conjugated to alginate (AlgBCP)-based bioinks, illustrating that cell encapsulation during the printing process was compatible with the AlgBCP. The presence of deprotected thiols enabled post-printing modifications and attributed self-healing properties to the hydrogels. In addition to increasing the adaptability of thiol-based chemistries for various biomedical applications, this biorthogonal cross-linking method generates dynamic and functional hydrogel matrices.
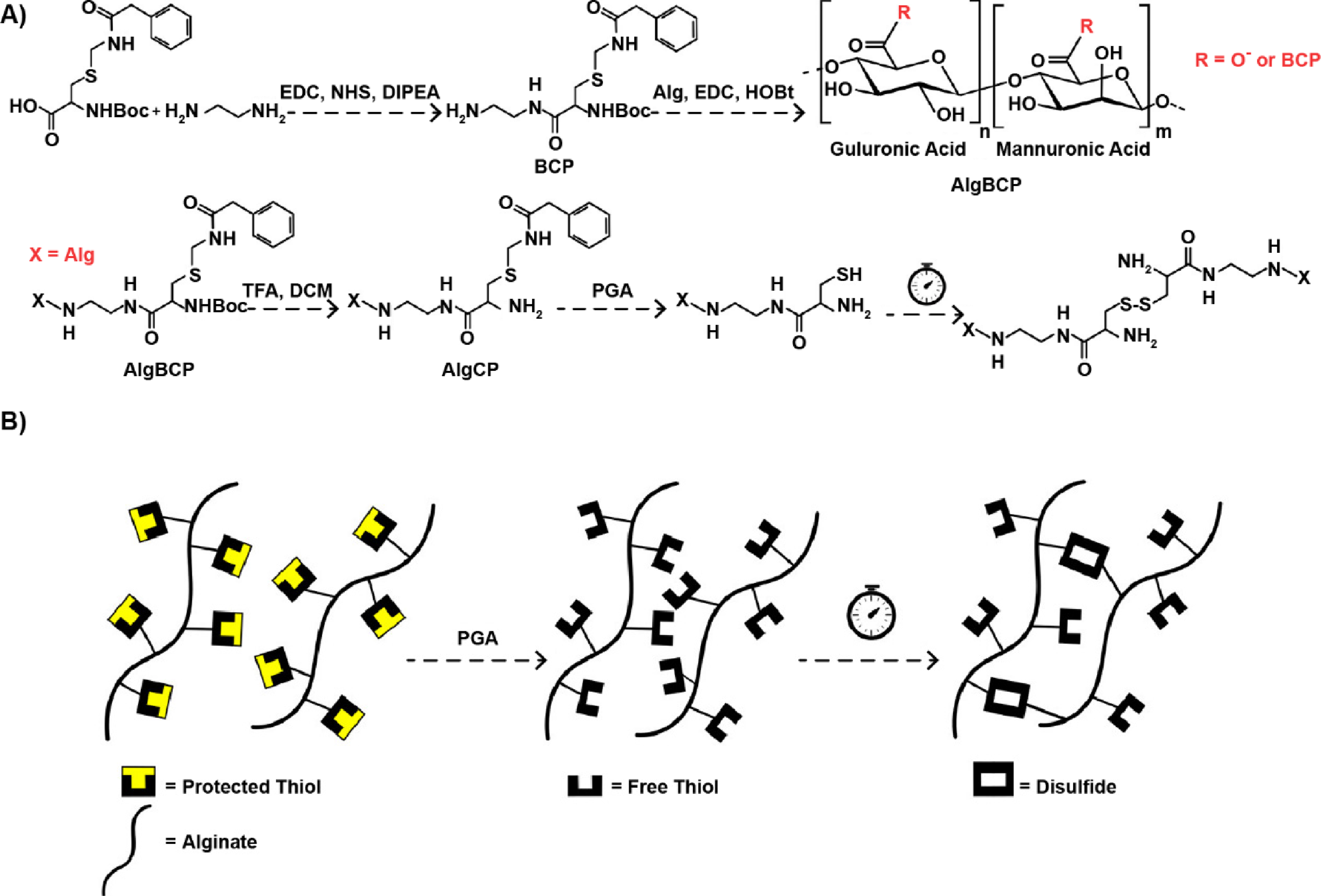
Chemical modification-induced cross-linking
Among other conventional approaches for cross-linking alginate with other polymers, chemical modification-induced cross-linking stands out; particularly, the oxidation of alginate opens up an opportunity for the Schiff-base reaction. Under physiological conditions, Schiff bases are formed between amino and aldehyde groups, resulting in imine linkages. The aldehyde group's strong adhesive properties to tissues and organs make this reaction particularly suitable for developing injectable, in-situ forming hydrogels. 234
In a study by Sarker et al., 235 an alginate/gelatin composite was formed via a Schiff-base reaction between OA's aldehyde groups and gelatin's amino groups. Alginate was oxidized to ADA via sodium periodate, followed by cross-linking with gelatin's amino groups through the Schiff-base reaction. ADA was synthesized by controlled oxidation of SA in an equal volume of ethanol-water mixture to facilitate cross-linking of SA with gelatin. The Schiff-base mechanism takes advantage of the dynamic equilibrium between imine linkages and the aldehyde and amine reactants, forming pseudo-covalent bonds. This reversible coupling and decoupling of imine linkages in the hydrogel network imparts self-healing capabilities to the hydrogel. 236
Photo-cross-linking
Photo-cross-linked hydrogels are formed by irradiating a solution containing photo-initiators with UV or visible light. 237 When exposed to particular UV wavelengths, photo-initiators produce free radicals that initiate the polymerization process in photo-cross-linking reactions. 238 The process typically involves unsaturated groups, such as methacrylate, where the double-bonded carbons react upon light exposure, promoting free radical chain-growth polymerization. 213 Commonly used photo-initiators for alginate-based hydrogels’ cross-linking include Irgacure 1173, 239 Irgacure 2959, 240 Riboflavin, 241 and Eosin-Y. 242 In one study, scientists examined how cross-linked alginate methacrylate hydrogels for 3D UV-based bioprinting were affected by the functionalization time and photo-initiator concentration in terms of their morphological, mechanical, degradation, and swelling characteristics. 243 During the photo-cross-linking process, 2% w/v alginate methacrylate was dissolved with different concentrations of VA-086 photo-initiator solutions (0.5–1.5% w/v), followed by photo-polymerization employing a UV light at a wavelength of 365 nm for 8 min (with a power of 8 mW/cm2). According to the graph presented in Figure 14, cross-linked structures resulting from hydrogels with longer functionalization reaction times possessed reduced porosity, with more closed, smaller pores, higher degradation rates, lower swelling rates, and increased mechanical stiffness. Interestingly, higher concentrations of photo-initiator correlated with improved mechanical properties and longer gelation times.
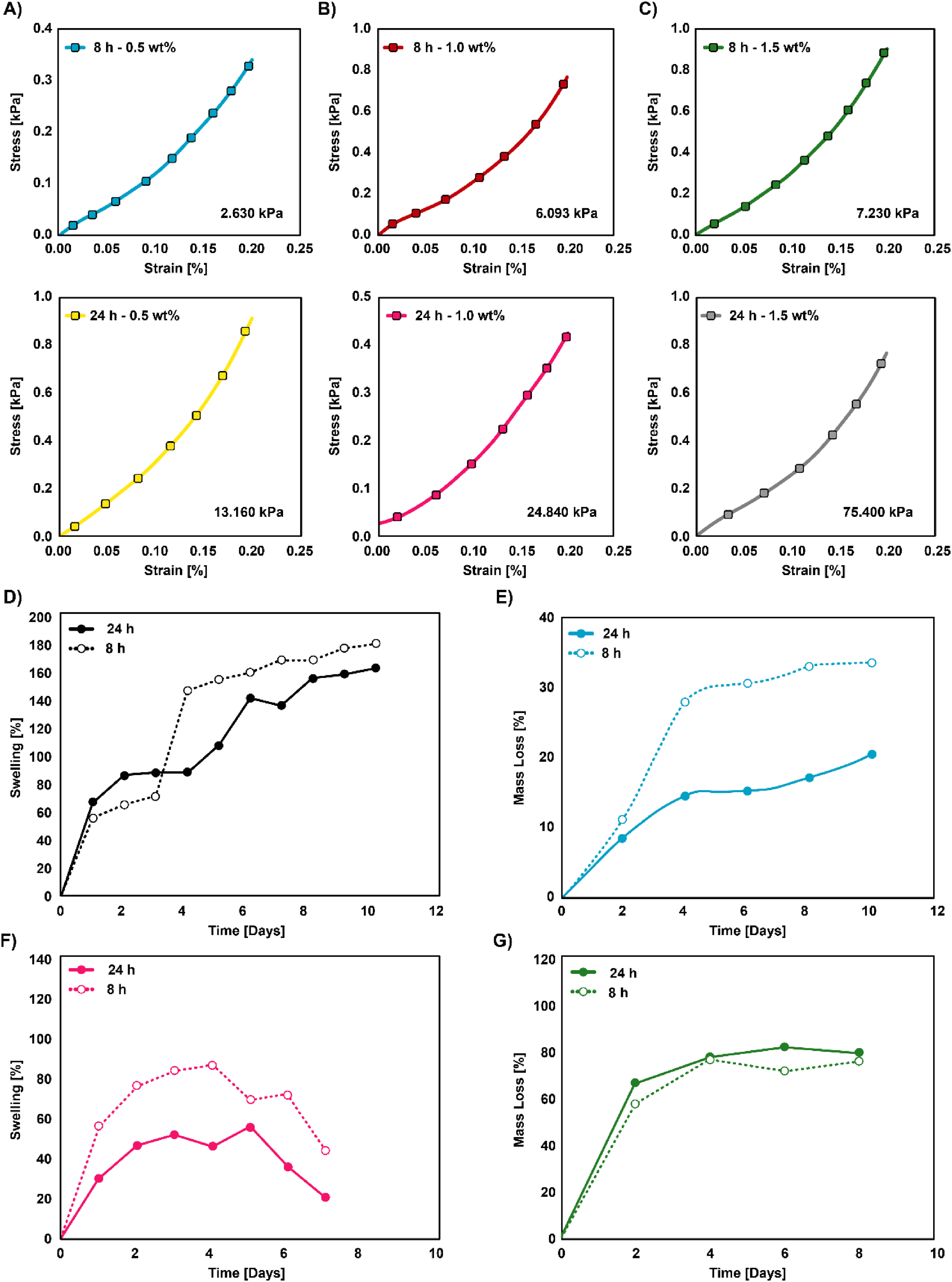
Compression tests performed using different concentrations of the photo-initiator va-086:
In an innovative assessment, Bartnikowski et al. 244 developed a system combining 3D plotting, gel casting, and photo-cross-linking to form a calcified cartilage zone for osteochondral and cartilage regeneration. They cast 3D-plotted alginate and HAp paste into GelMA with HAMA or photo-cross-linkable GelMA hydrogels. Afterwards, UV cross-linking was performed using 365 nm light with a total energy dose of 1500 mJ/cm2 (2.3 mW/cm2 for 11 min) in a CL-1000 L cross-linker solution. Overall, the study revealed that using the alginate/HAp gel, instead of alginate alone, was insufficient to form stable compound structures; however, future improvements to the scaffold design, such as the use of bioreactor systems or increasing HAp content, may enhance the system's functionality.
Despite potential detrimental effects on cell survival, photo-cross-linking remains a viable option due to its key advantage - rapid creation of hydrogel networks at ambient temperatures under mild conditions, with the ability to selectively cross-link specific areas.
Hybrid cross-linking
The abovementioned cross-linking approaches endow alginate-based hydrogels with unique and tailored features. A hybrid approach, employing a combination of these techniques, is typically recommended to obtain optimal hydrogels’ properties. The simultaneous or combined use of different cross-linking methods allows to engineer the desired characteristics with utmost precision and great diversity. Given this matter, combined cross-linking techniques have grabbed considerable attention in the recent years. An example of this is displayed in Figure 15A, where 3D printing is coupled with physical cross-linking (e.g., ionic cross-linking) during the printing process, followed by chemical cross-linking, such as photo-cross-linking, after printing. As an instance of photo- and ioniccross-linking coupling, Jeon and colleagues used free-form reversible embedding of suspended hydrogels bioprinting to assemble cell-laden microgels into intricate 3D tissue structures. 245 Oxidized and methacrylated alginate (OMA) (2.5% w/v) was loaded into a syringe pump after being dissolved in DMEM with a photo-initiator. The OMA solution was then introduced into a collection bath containing CaCl2 (0.2 M) and incubated for 30 min. After cleansing, iron oxide NPs were suspended in the OMA solution, and subsequent ionic cross-linking produced magnetic microgels. To stabilize the printed constructs, OMA beads were manually connected and exposed to UV light. The magnetic beads were then photo-cross-linked after collection utilizing a permanent magnet and a UV light at 20 mW/cm2 for 1 min. These microgels allowed for precise assembly under UV light and demonstrated excellent cryopreservation capabilities. Furthermore, the combination of ionic cross-linking and UV-induced photo-cross-linking methods produced promising outcomes for strong bead assemblies. Overall, this method provides scalability and adaptability to the fabrication of biomimetic 3D tissue constructs, making it appropriate for a wide range of tissue engineering applications.
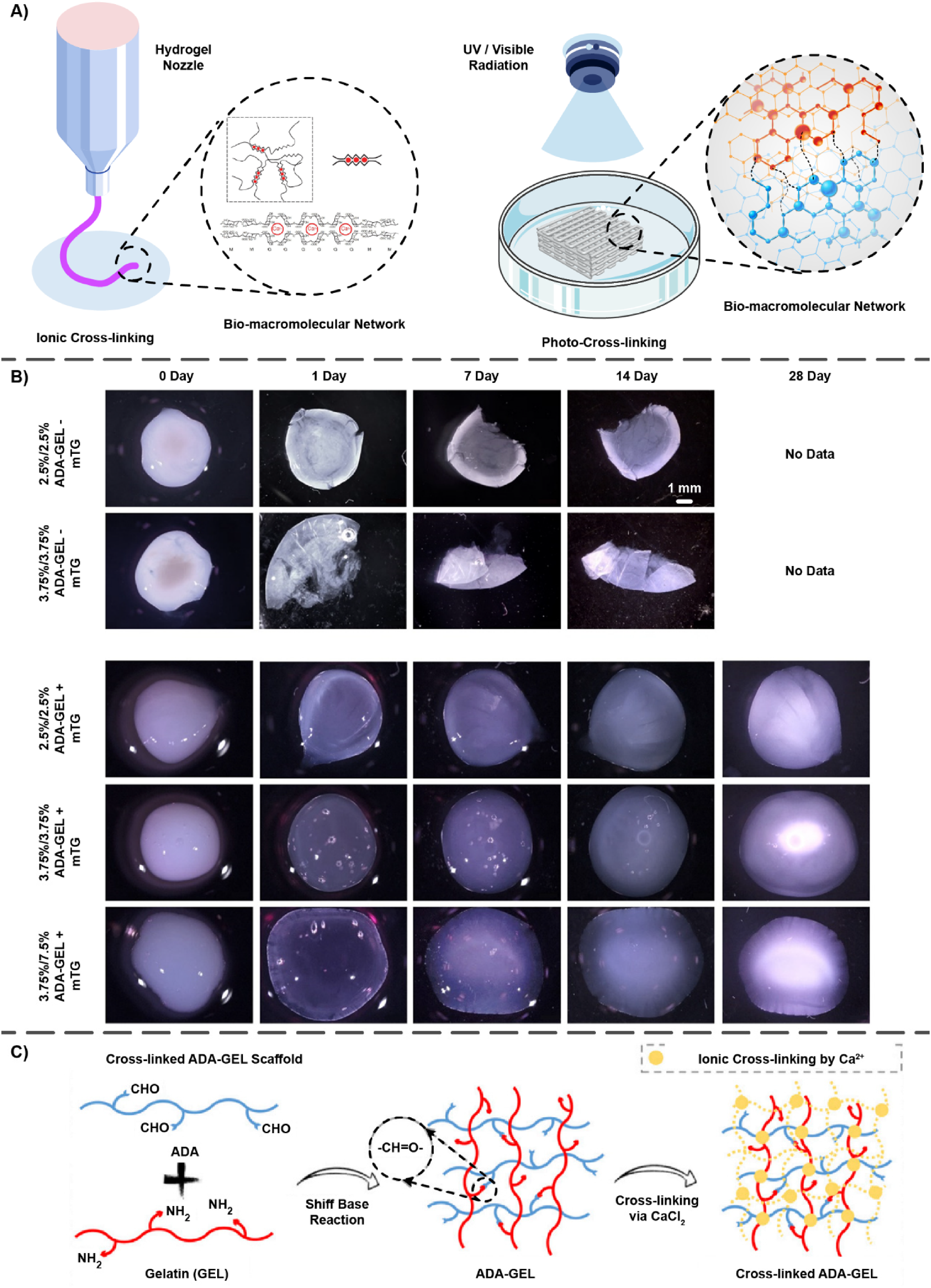
Moreover, Thakare et al. 246 investigated the effect of nozzle size, extrusion pressure, and bioink composition on the shape fidelity and cell viability of alginate-methylcellulose-GelMA bioinks produced by layer-by-layer photo-cross-linking bioprinting. The UV lightbulbs of bioprinter's print head were employed for photo-cross-linking, with a 7 mW/cm2 intensity, an exposure time of 15 s, and a wavelength of 315 nm. To ensure complete photo-cross-linking, the constructs were further exposed to UV light for an additional 45 s after printing, followed by ionic cross-linking using 100 mM CaCl2 for 4 min. Future evaluations would focus on the impact of additional factors like extrusion temperature, printing speed, UV light intensity, and exposure time.
Employing a bioprinter equipped with a coaxial nozzle, researchers printed a composite bioink through the internal nozzle (internal diameter = 200 m), while a CaCl2 solution (0.3 M) flowed through the external nozzle (internal diameter = 600 m). 247 The first cross-linking procedure initiated when both flows reached the coaxial nozzle's tip. Following bioprinting, a second cross-linking process was performed by exposing the GelMA-alginate constructs to UV light (800 mW/cm2, 30 s). The GelMA-alginate bioinks were used to create the ultimate scaffolds, a five-layer microfibrous structure with uniformly spaced microfibers possessing an average diameter of 313 ± 25 μm. The study demonstrated the biocompatibility of this approach with multiple cell types, including hMSCs, MDA-MB-231 breast cancer cells, and HepG2/C3A hepatocytes. In the bioprinted microfibrous structures, HepG2/C3A hepatocyte cells exhibited high cell viability (>85%) with minimal shear stress damage during extrusion, illustrating the potential of this technique for fabricating intricate tissue constructs.
Another recent study explored the use of a micro-extrusion process to generate bioconjugated hydrogel nanocomposite inks for bioprinted scaffolds, focusing on both biocompatibility and processability. 248 In this approach, bioconjugates of gelatin and CS were linked to photo-cross-linkable alginate to fabricate the hydrogel. During the micro-extrusion procedure, the ink was deposited from the cartridge at 5 °C onto a 2 °C CaCl2 solution in a Petri dish. After printing a few layers, CaCl2 solution was added to promote proper cross-linking of the alginate and methacrylated alginate (AlgMA), followed by a secondary photo-cross-linking step, where the bioprinted scaffolds were exposed to UV light for 5 min using a Blak-Ray UV lamp (365 nm, 9 mW/cm2 intensity, and 20 cm distance). The results indicated that bioprinted scaffolds made from bioconjugated nanocomposites, when embedded with hADMSCs, were effective for the cartilage tissue engineering.
To produce cell-laden structures with dynamic 3D microenvironments, Liu and colleagues utilized coaxial extrusion bioprinting, where GelMA and alginate hydrogels served as the core and sheath, respectively. 249 In this regard, a 1.0% CaCl2 solution and alginate bioink were fed to the nozzle at controlled rates, creating hollow, microfibrous alginate constructs. Furthermore, GelMA bioink containing cells and a photo-initiator was printed to generate microfibrous core-shell constructs. Prior to rinsing with Hank's balanced salt solution, UV light with an intensity of 3.95 W/cm2 was employed for 10 min to cross-link the structure. Of note, the coaxial nozzle setup ensured diffusibility and perfusability of the bioprinted hollow structures. The team successfully produced a 10-layer construct with bonded microfibers with proper perfusability, though thicker layers presented challenges for perfusion. Concerning cellular behavior, MCF7 cells (breast cancer cells), NIH-3T3 cells (mouse fibroblasts), and human umbilical vein endothelial cells (HUVECs) showed slightly lower viabilities (80.4% to 87.3%) in comparison with MDA-MB-231 cells (breast cancer cells), which maintained a high survival (>92.6%) over the course of a 20-min treatment. These cell viability levels were considered acceptable for biofabrication, confirming the effectiveness of their approach for bioprinting soft cell-laden constructs.
Schwarz et al. 167 employed both ionic (Ca2+) and enzymatic (mTG) cross-linking to fabricate a 3D printed scaffold for cartilage tissue engineering using an hNSCs-laden ADA-GEL hydrogel system. Subsequent to printing, scaffolds were covered with a CaCl2 solution (0.4 M) for 14 min for ionic cross-linking, followed by the addition of 2.5% mTG to the solution for enzymatic cross-linking. The study illustrated that neither the bioprinting process nor mTG cross-linking adversely affected chondrocyte viability; indeed, high cellular survival was observed across all concentrations and cross-linking conditions. Furthermore, the cross-linked ADA-GEL scaffolds possessed superior swelling capacity and remained stable with no degradation after 28 days of incubation, whereas non-cross-linked ADA-GEL constructs quickly degraded regardless of the used concentration (Figure 15B).
Recently, Ghorbani and a group of scholars utilized extrusion-based 3D printing technology to fabricate calcium-cross-linked ADA-GEL scaffolds. 200 Within this innovative study, alginate was firstly modified to produce ADA. The ink was then prepared by combining ADA with gelatin, which was ionically cross-linked and printed employing a pneumatic extrusion-based printer. The printed structures were functionalized with PDA, endowing the construct with better mechanical properties and higher hydrophilicity. In addition, 3D printing enabled embedding tubular-like pores in the structure, allowing for improved ion exchange and nutrient supply, which promoted cell growth and proliferation (Figure 15C).
By combining various cross-linking approaches, scientists can leverage the benefits of each method while minimizing their drawbacks. This synergistic approach enables precise tailoring and enhancement of the properties of alginate-based hydrogels. In a systematic investigation, a team of scholars studied the impacts of methacrylation degree on the printability, cross-linking density, and responsiveness to the Ca2+/chitosan cross-linking. 250 When sequentially submerged in Ca2+ and chitosan solutions, the 4D printed SA-AlgMA hydrogels underwent a step-by-step volume contraction and mechanical improvement due to the increment of cross-linking content. Particularly, a bilayer SA-AlgMA hydrogel with varying chemical cross-linking densities experienced an anisotropic shape change after soaking in the Ca2+ solution. Following a two-step ionic immersion, the gradient in cross-linking density across the printed SA-AlgMA hydrogel exhibited multiple deformations. This controllable shape morphing offers a novel method for manufacturing precisely defined structures.
The intended exposure time required for gelation, ranging from minutes to hours, 251 presents a significant challenge in photo-cross-linking approaches. To address this issue, Perin and colleagues incorporated riboflavin as a photo-initiator at concentrations of 0.1–0.5 mM and horseradish peroxidase dityrosine at concentrations of 0–20 U/mL, with the goal of diminishing the required exposure time. 252 Alginate along with two combinations of alginate-tyramine and hyaluronan-tyramine were used to print grid structures, both with and without UV cross-linking (365 nm, 2.9 W). It was reported that lack of UV cross-linking led to rapid pore closure and poor shape retention. Nevertheless, UV light exposure during printing significantly reduced pore closure and improved the preservation of grids’ geometry. Interestingly, the addition of enzymes accelerated gelation, except when enzyme concentrations increased from 0.5 to 1 mM, where there was no further reduction in gelation time due to enzyme saturation. By changing the exposure time from 60 to 90 s, the storage modulus increased from 40 to 76 Pa. Additionally, rapid UV cross-linking was applied after each printed layer to prevent collapse and pore closure in the multi-layered grids. The constructs’ mechanical characteristics were further improved by reactivating the enzymatic reaction with hydrogen peroxide. Initial cytocompatibility assessments showed suitable cellular viability for up to 48 h. Future evaluations would focus on extending the hMSCs culture period as well as inducing differentiation into bone constructs. In conclusion, this innovative research demonstrates the potential of the cross-linking technique in advancing tissue engineering and bioprinting applications.
In a pioneering experiment, a group of researchers engineered an innovative bioink for 3D printing by combining ionic/photo-cross-linking with gelatin conjugated to hydroxyphenyl propionic acid and tyramine. 253 Hydrogels composed of hydroxyphenyl propionic acid-conjugated gelatin (GH)/tyramine-modified alginate (AT) were exposed to blue light (450 nm, 30 mW/cm2) for 1 min, followed by cross-linking in a CaCl2 solution (0.18 M) for 10 min, resulting in double-cross-linked GH/AT gels. In the ultimate stage, the printed structures were submerged in the CaCl2 solution for the second time. The bioink's pre-cross-linking inhibited cellular sedimentation and maintained cell viability, ensuring uniform cell distribution within the final product. When comparing the compressive modulus of the photo-, ionic-, and double-cross-linked bioprinted parts, the moduli were 11.9, 15.4, and 25.4 kPa, respectively, indicating that both cross-linking techniques significantly enhanced mechanical properties and prevented breakage under external loads. Noteworthy, the ionically cross-linked scaffold exhibited the fastest degradation, almost complete within 7 days, compared to those prepared via other two methods. In contrast, the swelling rates of the photo- and double-cross-linked constructs gradually raised over incubation time, reaching 1711.6% and 869.4% of their initial weight, respectively. Overall, this newly developed bioink shows great potential for use in bioprinting for tissue engineering due to its favorable manufacturability and biomimicry.
Assessment of printability and shape fidelity
Rheological evaluation
In this section, the main rheological properties, namely viscosity and yield stress, in alginate-based inks and bioinks utilized in osteochondral tissue engineering are thoroughly discussed.
Viscosity
The composition of bioinks is a critical factor in defining their shear-thinning behavior, and multiple strategies have been reported to achieve optimal rheology for osteochondral tissue engineering. Polysaccharide-based modifications represent one of the most widely used approaches. For example, a bioink composed of alginate (2% w/v) and HA (1% w/v) was developed, and its shear-thinning characteristics were subsequently assessed for cartilage tissue engineering applications. 254 Alginate displayed shear viscosity typical of a Newtonian material; nevertheless, when combined with HA, the bioink showed shear-thinning behavior due to the inherent properties of HA. The hybrid alginate/HA composition demonstrated a higher viscosity/shear rate compared to HA alone, as illustrated in Figure 16A. In conclusion, the addition of HA not only generated shear-thinning behavior for the alginate-based bioink, but also could enhanced this feature in comparison with the HA alone. Across a shear rate range of 0.1 to 1000 1/s, the viscosity of the alginate/HA bioink remained below 0.1 Pa.s. Moreover, the encapsulated primary hCh in the bioinks exhibited high viability (> 85%), which resulted from the protective effects of the shear-thinning properties during extrusion. 254 Building on this, Galocha-León et al. 258 developed a bioprinted scaffold combining hMSC-loaded alginate/HA (2/1% w/v) with a PLA framework to emulate the mechanical and biochemical properties of cartilage. The research emphasized alginate's shear-thinning behavior, enabling reduced viscosity during bioprinting for smooth extrusion and rapid recovery post-deposition to maintain structural stability. The inclusion of HA further enhanced the bioink's rheological stability and cell encapsulation capacity. These properties supported high cell viability (>90%) over 21 days, significant proliferation, and chondrogenic differentiation, as evidenced by increased expression of COL2A1, aggrecan, and SOX9 genes, and production of cartilage-specific ECM components, including COL II and glycosaminoglycan. Alginate maintained the spheroidal morphology of hMSCs essential for chondrogenesis, while HA promoted differentiation through receptor interactions like CD44. Additionally, the composite scaffold suppressed hypertrophic (COL10A1) and osteogenic (RUNX2) marker expression. These findings underscore the importance of alginate's shear-thinning behavior, coupled with its synergistic interplay with HA, in creating a bioactive matrix optimized for cartilage regeneration.
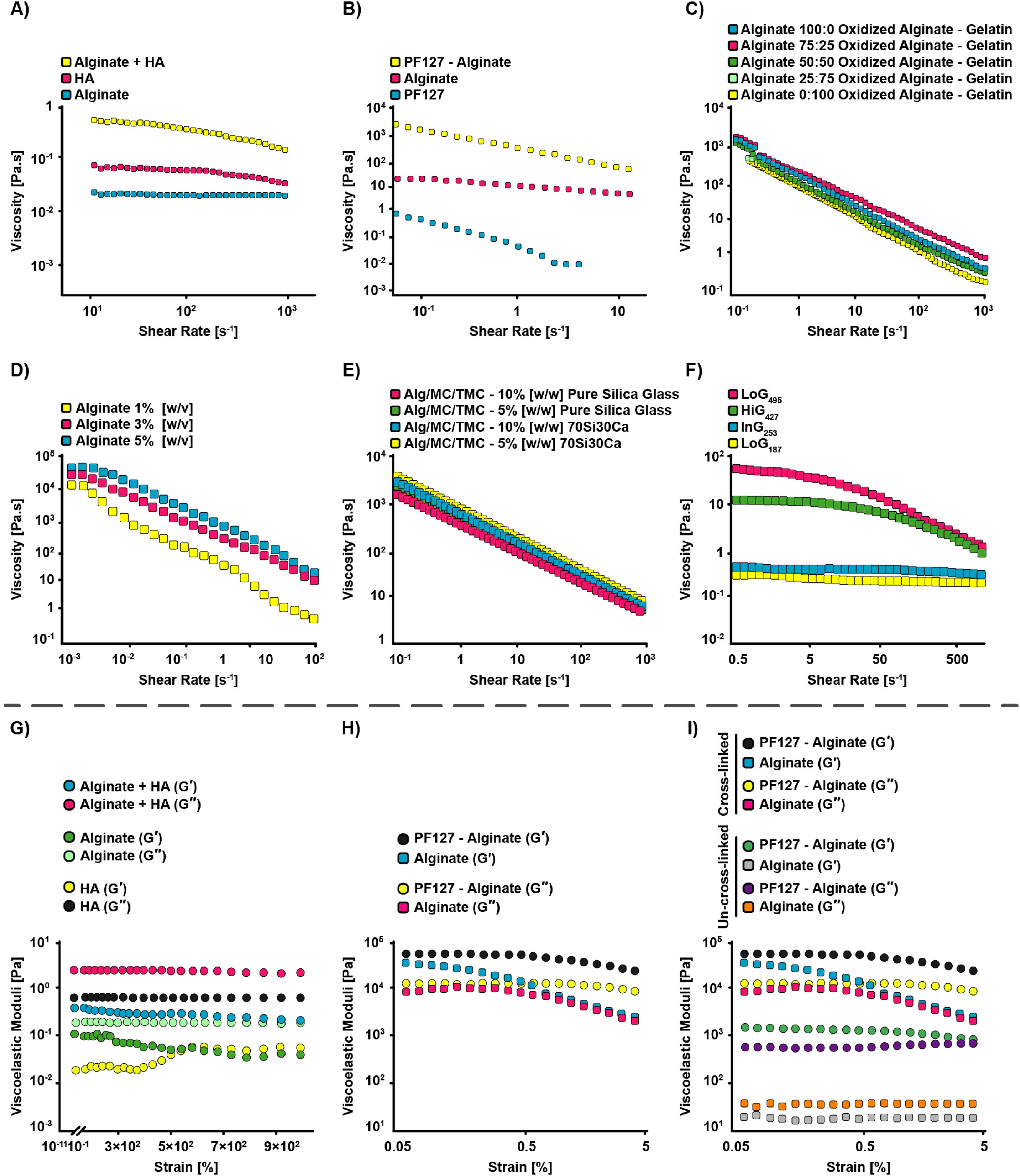
Viscosity versus shear rate curves for:
Alternative strategies rely on synthetic or nanostructured additives. Armstrong et al. 255 tested the impact of adding PF127 to a SA bioink (13 wt%/6 wt%) on its shear-thinning properties for cartilage bioengineering applications. As shown in Figure 16B, the hybrid gels (n = 0.126 ± 0.001) exhibited a drastic decrease in viscosity with increasing shear rate, whereas alginate alone and PF127 bioinks displayed much weaker shear-thinning features, with alginate possessing a flow index of 0.629 ± 0.003. Within the shear rate range of 0.1 to 10 1/s, the viscosity of the bioink remained between > 1000 and > 10 Pa.s. Importantly, the experiment reported no significant cell death due to shear forces, achieving 83% survival of hMSCs within the bioink. This represents a major milestone compared to previous studies, where cytotoxic effects associated to PF127 were reported, yielding only 60–70% viability when utilized as an encapsulating gel. 259 Similarly, the incorporation of nanocellulose into alginate (1.36% w/v and 0.5% w/v) and alginate sulfate bioinks (1.36% w/v and 1% w/v) for cartilage bioprinting applications has been attempted. 260 Their findings revealed that nanocellulose addition changed the flow behavior of alginate and alginate sulfate from Newtonian-like to shear-thinning. Furthermore, they revealed that the viscosity of the alginate/nanocellulose bioink was higher in comparison with alginate sulfate/nanocellulose bioink at a shear rate of 10 1/s (16.6 versus 10.6 Pa.s). A recent study investigated the combination of CS amino ethyl methacrylate (CS-AEMA) and HAMA with alginate-GelMA bioinks for cartilage bioengineering applications. 261 The study revealed that the alginate/GelMA bioink (4% w/w and 6% w/w) exhibited Newtonian behavior, whereas bioinks composed of alginate/GelMA/CS-AEMA (4% w/w, 6% w/w, and 4% w/w) and alginate/GelMA/CS-AEMA/HAMA (4% w/w, 6% w/w, 4% w/w, and 0.5% w/w) possessed shear-thinning properties. Within a shear rate range of 0.01 to 100 1/s, the viscosity of these bioinks varied, measuring ∼0.1 to ∼0.044, < 1 to < 0.55, and 1 to ∼0.55 Pa.s, respectively. Subsequently, the maximum shear stress experienced by bone-derived human mesenchymal stem cells (bhMSCs) encapsulated within these bioinks was calculated. The shear stress value ranged from 4–8 Pa for alginate-GelMA to nearly 50 Pa for the alginate/GelMA/CS-AEMA/HAMA composition. Despite the differences in shear stress, post-printing cell viability remained high (>85–90%) in all cases, showing that the shear stress levels did not negatively influence the bhMSCs within a 3-h window after printing. These studies highlight complementary strategies, natural polymer blending, synthetic additives, nanostructured reinforcements, and multi-component hybrids, that can be used to tune alginate-based bioinks toward robust shear-thinning behaviour. Each approach not only modulates rheological properties but also strongly influences cell viability, proliferation, and differentiation, underscoring the central role of bioink composition in balancing printability with biological performance.
Bioink concentration is an essential factor affecting the shear-thinning behavior. When carefully selected, bioink concentrations can produce optimal shear-related elements required for suitable printability. 262 Regarding this matter, a team of researchers developed agarose/SA bioinks with a total solid content of 3.75% and 5% w/v for cartilage tissue engineering and compared their performance to PF127, a well-established gel known for its printability. 172 All tested bioinks showed shear-thinning behavior. Among these, the PF127 gel exhibited the lowest slope. Specifically, the 5% agarose/SA composition possessed stronger shear-thinning features in comparison with the 3.75% agarose/SA and pluronic F127 (PF127) bioinks. Notably, the alginate-agarose mixtures preserved high bovine chondrocytes’ survival (> 95%) after the printing process, indicating that the shear stresses generated during extrusion were not sufficient to induce cell mortality.
Systematic variation of concentration further highlights this trade-off between viscosity and cell response. Alginate was combined with OA at different ratios (100:0, 75:25, 50:50, 25:75, and 0:100) for cartilage tissue engineering applications, and gelatin (5% w/v) was added as a temporary viscosity enhancer. 139 The study revealed that all gel-based bioinks exhibited analogous rheological features, with a noticeable shear-thinning behavior (Figure 16C). At shear rates of 0.1 to 1000 1/s, the viscosity of bioinks was ∼550- > 1000 to ∼4-∼0.55 Pa.s, respectively. After 7 days of cultivation, a highly viable population of bhMSCs encapsulated within the bioinks was observed. Furthermore, alginate bioinks with concentrations of 1%, 3%, and 5% w/v were fabricated for osteochondral tissue engineering. 142 The results showed that the 5% w/v alginate bioink presented the highest viscosity among the samples, indicating that viscosity increases with alginate concentration (Figure 16D). However, a significant reduction in cellular viability of fetal cartilage-derived progenitor cells was observed as the alginate weight fraction increased. Specifically, cell survival in samples with 3% w/v alginate was high, reaching nearly 98%, compared to samples with 1% w/v alginate. However, in samples with 5% w/v alginate bioink, cell viability dropped significantly, reaching only around 55% in comparison to the 1% w/v samples.
Incorporation of secondary phases has also been explored to modulate concentration-dependent rheology. In a pioneering project, a group of scientists developed alginate/trimethyl chitosan (TMC)/methyl cellulose (MC)/silicate glasses bioinks (10%, 2%, 1%, as well as 5% and 10% w/w) and revealed that all gels displayed shear-thinning behavior. 256 Interestingly, greater viscosity values were reported for the hydrogels with a higher concentration of the 70Si30Ca bioactive glass (70% mol SiO2 and 30% mol CaO) or pure silica glass, as illustrated in the Figure 16E. In the shear rate of 0.1 to 1000 1/s, the viscosity of bioinks were 103–104 to ∼6–10 Pa.s. It was demonstrated that the incorporation of alginate-based bioinks with glasses did not negatively influence the survival and proliferation of cells, while the increment of concentration appeared to be related to a marked enhancement in the cellular proliferation. In a novel evaluation, alginate/waterborne polyurethane (WBPU) bioinks (0.4, 0.8, 1.6, 3.2, and 6.4 wt% for alginate) were devised for articular cartilage tissue engineering. 263 Shear-thinning behavior, and thus, non-Newtonian characteristics were observed for all bioinks (n between 0.22 and 0.25); nonetheless, only bioinks with 1.6, 3.2, and 6.4 wt% alginate displayed high viscosity at low shear rates. These studies confirm that bioink concentration exerts a dual influence, dictating shear-thinning behavior and modulating cellular outcomes. Lower concentrations favor cell viability but compromise viscosity, whereas higher concentrations enhance rheological stability and sometimes proliferation, though often at the expense of initial survival. Balancing these opposing effects remains critical for engineering bioinks optimized for osteochondral bioprinting.
Molecular weight is a critical characteristic for determining the shear-thinning behaviors of alginate-based bioinks during the printing process. This parameter impacts the alginate solution's viscosity; hence, it specifies the alginate ability to flow throughout the extrusion procedure.93,264 In this regard, four SA gels with various molecular weights (Mw: 495, 427, 253, and 187 kDa) were investigated for their shear-thinning property in the articular cartilage tissue engineering, and it was demonstrated that alginates with high molecular weights (square and rhomb symbols are related to the molecular weight of 427 and 495 kDa, respectively) displayed a shear-thinning behavior, which was more pronounced with the increment of molecular weight. 257 In contrast, Newtonian behavior was observed in the case of low molecular weight alginates (sphere and triangle symbols are associated with the molecular weight of 187 and 253 kDa, respectively), with a fairly slight shear-thinning behavior at very high shear rates (Figure 16F). Furthermore, values of n confirmed the obtained results; specifically, the flow index for the highest to the lowest molecular weight of alginates were as follows: 0.20 ± 0.01, 0.23 ± 0.08, 0.81 ± 0.02, and 0.91 ± 0.01. The value of flow index diminished with molecular weight, meaning that alginate with molecular weight of 495 could present higher molecular disentanglements when subjected to shear forces.
Various approaches of cross-linking can be employed to regulate the gel solution's shear-thinning. In this line of thought, laponite (5 wt%), a biocompatible nanoclay, was inserted into the cross-linked SA/PEG solution (5 and 40 wt%) for future cartilage applications. 175 The physical self-cross-linking of nanoclay particles occurred, and then they physically cross-linked with SA and PEG networks. Interestingly, enhancement in the viscosity and shear-thinning property of the structure was observed due to the cross-linking of nanoclay particles both with themselves and with the polymer networks. In the shear rate of 0.01 to 100 1/s, the viscosity of bioink was ∼10000 to < 10 Pa.s. The alginate's reversible cross-linking dissipated mechanical energy under the deformation, and the long-chain PEG network preserved high elasticity of the gel; these phenomena resulted in a robust, tough hydrogel. Furthermore, the encapsulated human embryonic kidney cells exhibited high cellular survival over 7 days of culture, revealing suitability of the hydrogel for long-term cell culture. They demonstrated that the proposed hydrogels could be printed into physiologically-relevant shapes like human nose and ear models. Chu and co-workers fabricated a double-cross-linked gel via modifying the alginate with a conjugated double bond and a thiol group for the cartilage tissue engineering. 265 After comparing the designed hydrogel cross-linked in the presence of CaCl2 and UV to a single ionic cross-linked alginate gel, they deduced that both structures (2.5 w/v) showed shear-thinning behavior; notably, double-cross-linked bioink had lower viscosity in comparison with that of the single cross-linked one. Human umbilical cord MSCs illustrated good viability in both bioinks (97% and 93% in single and double cross-linked bioinks, respectively) after 4 days of cultivation and successfully differentiated into chondrocytes subsequent to 4 weeks of culture. They reported that the double-cross-linked bioink could be printed into an ear model. Within a novel study, a team of scientists designed double-cross-linked SA/PEGDA/sodium polyphosphate inks (10%, 6.66%, and 3% w/v) and assessed the influence of ionic cross-linking upon the shear-thinning property. 266 Samples showed obvious shear-thinning behavior, and the bioink viscosity enhanced with the addition of calcium ions mainly owing to the interaction of these cations with sodium polyphosphate and SA which formed a lightly cross-linked network. When exposed to an external force, the cross-linking network could inhibit the molecular chain's motion, and the bioink viscosity significantly increased as a result. In the shear rate of 0.1 to 100 1/s, the viscosity of inks was <1000 to ∼100 and ∼5500 to ∼100 Pa.s for un-cross-linked and cross-linked samples, respectively. Of note, a considerable number of viable cells could be seen on the hydrogel, and the cells within the sample were denser than the control group without sodium polyphosphate.
Viscoelastic properties
Multiple factors influence the viscoelasticity of bioinks, and systematic investigations have revealed how composition, nanoparticle incorporation, and composite design modulate storage and loss moduli. Compositional modifications provide one route. Alginate-HA bioinks, for example, were investigated in the term of the viscoelasticity parameter. 254 As illustrated in Figure 16G, all bioinks displayed linear viscous behavior with G′ < G′′ (frequency = 1 Hz), and the obtained result was in agreement with the viscosity data. Armstrong study regarding the addition of PF127 revealed that the bioink was viscoelastic (G′ > G′′) and had a linear viscoelastic area extending to ≈ 0.7% of the strain, which was an order of magnitude greater than the measured limit for the SA hydrogel (G′ < G′′) (Figure 16H). 255 Protein-based additives also enhance viscoelasticity. In alginate-gellan gum bioinks (1% w/v each), incorporation of silk fibroin solution (5% w/v) increased the storage modulus nearly twofold, from 2.493 Pa to 5.09 Pa, with G′ consistently greater than G′′. 267 Besides, incorporating regenerated and native silk NPs (15, 30, and 45 mg/mL) into the hydrogel blend led to the increment of storage modulus owing to the NPs’ reversible electrostatic interactions. The damping coefficient of samples containing silk solution, regenerated silk NPs, and native silk NPs were 0.078, 0.381, and 0.454, respectively, at a 100 rad/s angular frequency. Moreover, the construct containing 15 mg/mL of native silk NPs had the highest recovery percentage (80.36%). Within the gels, evident uniform TVA-bhMSCs’ distribution, enhanced chondrogenic marker's expressions, and considerable COL II expression were reported. Nanostructured reinforcements provide another effective strategy. Alginate bioinks (0.9–3% w/v) combined with tempo-oxidized cellulose nanofibrils (0.9–2.1% w/v) and PDA NPs (0.5% w/v) displayed nearly twofold increases in storage modulus relative to alginate-nanofibril blends without NPs, with all formulations maintaining stable gel-like states (G′ > G′′). 268 Similarly, in the abovementioned evaluation of Fermani et al., the addition of a bioactive glass, composed of CaO and SiO2, to the alginate/MC/TMC hydrogels with G′ > G′′, increased both values of G′ and G′′, leading to the generation of stiffer gels. 256 Composite designs incorporating inorganic fillers have also been pursued for bone tissue engineering. Bastos et al. 269 developed cost-effective alginate/GG/HAp composite inks with non-Newtonian shear-thinning and thixotropic behaviors, suitable for bioprinting applications. The inks demonstrated a viscosity range of 102–103 Pa.s at low shear rates, with rapid recovery to 104–106 Pa.s following the application of shear forces, ensuring smooth extrusion and maintaining construct integrity. The 1% HAp inks required an extrusion force ranging from 14–19 N, while the 5% HAp inks required approximately 19 N. Despite this matter, both formulations exhibited similar rheological behaviors. The inks demonstrated good injectability, with extrusion forces between 11–25 N, and no common printing issues, such as clogging or collapse. The amount of HAp incorporated into the composite affected both the rheological properties and the biological performance of the constructs. The 1% HAp inks resulted in higher interspacing, lower mechanical properties, increased cell viability, and osteogenic differentiation, with a Ca/P ratio of 1.81, which is closer to the physiological range of 1.67, compared to the 5% HAp inks. The human osteosarcoma cell line SaOs-2 was employed to assess cell response, and the constructs demonstrated biomineralization potential and osteoconductive properties. The 1% HAp formulation achieved superior outcomes for bone defect repair and preclinical therapy testing. The viscoelastic properties of these inks render them a promising solution for efficient, cost-effective bone tissue engineering. These studies demonstrate that viscoelasticity can be tuned through polymer selection, nanoparticle reinforcement, and inorganic fillers, with direct implications for printability, structural stability, and cell fate. Achieving the right balance between G′ and G′′ is therefore essential, not only for mechanical fidelity during printing but also for guiding chondrogenic and osteogenic responses in engineered constructs.
Concentration also plays a pivotal role in the viscoelasticity of bioinks. Regarding this matter, agarose concentration was assessed for determining its impact upon viscoelastic-related factors, storage modulus in particular. 172 Firstly, all compositions had G′ > G′′. Secondly, 2% agarose bioink possessed the lowest modulus (4796 ± 3250 Pa), while 3.75% agarose/SA bioink showed the greatest modulus, which was 37820 ± 17927 Pa. Furthermore, the experiment stated above concluded that by enhancing the concentration of silk NPs, the storage modulus of the blend gel had an increasing trend. 267 Another investigation combined tri-calcium silicate and alginate at various ratios (10:90, 20:80, 30:70, and 0:100) with the solid/solution ratio of 10%, 12%, and 18%, and 22%, coated these gels with GelMA (8, 10, and 12 wt%), and revealed that 10:90 bioink with 12% solid/solution ratio had suitable loss modulus (G′′ > 500 Pa) and storage modulus (G′ > 2100 Pa) in the strain range of 0.01–7 compared to the others. 270
Cross-linking is a crucial characteristic for determining the viscoelastic behavior of alginate-based bioinks during the printing process. With respect to this subject, the influence of cross-linking was assessed in the abovementioned experiment of Armstrong et al. 255 The CaCl2 cross-linked hybrid and alginate gels displayed G′ and G′′ increment compared to those of the un-cross-linked gels (Figure 16I), mainly due to the enhanced rigidity conferred by the calcium ions’ interchain chelation. Within another work, 15 min after CaCl2 addition, G’ of bioinks surpassed 10 kPa with the alginate/nanocellulose bioink having a higher value. 260 Within the Zhang and co-workers’ evaluation, G′′ < G′ for samples with ionic cross-linking was reported, showing that the cross-linked inks were under a gel state rather than a sol state. 266
Temperature effects the viscoelasticity of the bioinks; thus, selecting a proper temperature for the bioprinting process is of great significance. Soufivand et al. 202 introduced a pre-cooling step, in which the bioink was kept at 4 °C for 5 min, to the procedure of producing gelatin-alginate bioinks (5% and 2% w/v, respectively) and revealed that the cooling step led to a lower variation in G′, G′′, and damping coefficient during the 30 min of testing at three different temperatures (23 °C, 25 °C and 27 °C). The impact of this step became even more considerable for lower temperatures, where the cooling process seemed to be more effective, and the cooling also stabilized the damping coefficient (Figure 17A). To specify the influence of the cooling step upon the viscoelasticity behaviors compared with the control samples, they examined their final value's variation at 20 min of testing (Figure 17B). Significant stabilization of the pre-cooled bioink's viscoelasticity parameters in comparison to those of the bioink with no treatment was seen.
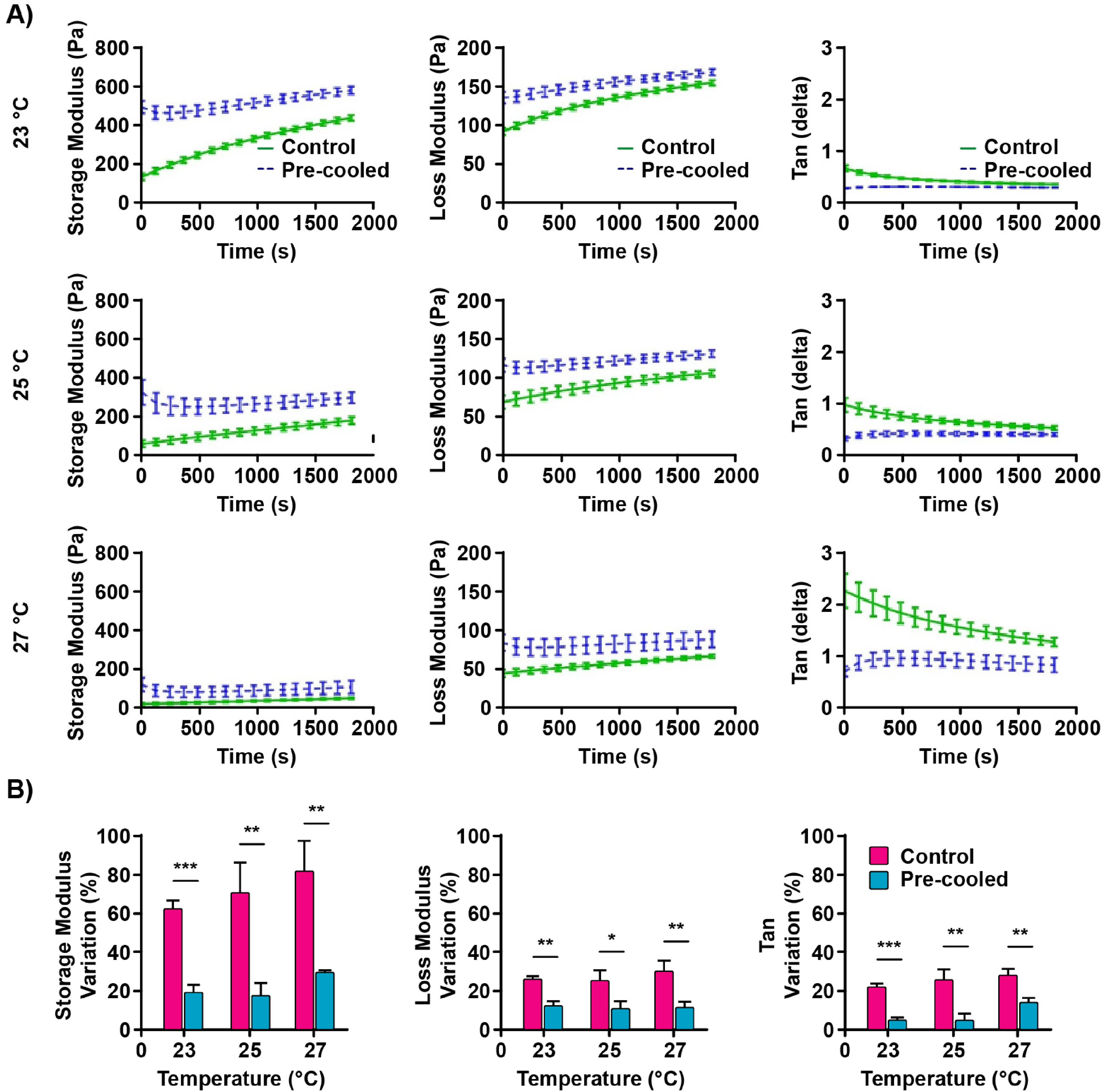
The impact of the cooling step upon the viscoelasticity parameters of the gelatin-alginate bioinks:
Yield stress
Yield stress is a crucial parameter dictating the extrusion stability and shape fidelity of bioinks, and several strategies have been explored to enhance this property. Protein-based reinforcements provide one effective approach. In Chakraborty et al. 267 investigation, it was illustrated that the value of yield stress augmented from 0.3784 kPa in the GG/alginate/silk solution group to 0.48574 kPa (1.28-fold increment) in the sample including native silk NPs with 15 mg/mL concentration. Additionally, the yield stress of the regenerated silk NPs-loaded gels (15 mg/mL concentration of NPs) was 0.1736kPa, which could be associated with the silk fibroin degradation during the regeneration influencing the polymer-nanoparticle interaction. Thermal modification of polymer matrices also enhances yield stress. ADA/gelatin inks containing thermally modified gelatin type A (80 °C, 3 h) exhibited significantly higher yield stress (0.4897 kPa) compared with ADA/gelatin inks prepared with 3.75% gelatin and a shorter 10 min holding time (0.3459 kPa). 271 This suggests that extended thermal treatment improves chain interactions and network strength. Nanostructured additives offer another pathway. Incorporation of lysozyme nanofibers (LNF) into 4% SA bioinks produced a concentration-dependent increase in yield stress, rising from 0.05032 kPa (0 wt% LNF) to 0.06563 kPa with 10 wt% fibers. 272 Similarly, adding 2 wt% amine-functionalized silica NPs to oxidized SA/GG/alginate bioinks (1.5%, 3.5%, and 1.5% w/v) increased yield stress from 0.0145 kPa in the NP-free system to 0.079 kPa, a 446% improvement. 273 This was indeed because of the dynamic covalent bonds between the polymers and particles that enhanced the yield stress. Moreover, the generation of an ear structure with overhangs possessing high structural fidelity was demonstrated, and bioinks could support both in-vitro and in-vivo (animal model: female nude mice) maturation of bioprinted gels embedding human auricular chondrocytes.
Rheological properties, also known as pre-processing factors that include shear-thinning, viscoelasticity, and yield stress, play a significant role in 3D extrusion printing (Figure 18). They mainly impact printability and shape fidelity; thus, examining them can eventually result in favorable printing. In general, viscosity-related factors should be optimal in order to prevent cell death and cause continuous strand formation, thereby improving printability and shape fidelity. In the case of bioinks, the amount of shear stresses should not be higher than 60 kPa so as to preserve high cellular viability. It has also been revealed that the loss factor value between 0.4 and 0.6 is perfect for 3D printing. 274 Moreover, bioinks having a yield stress lower than the critical yield stress are well extruded without the clogging of nozzle. 275 Ultimately, the most appropriate bioinks are ones having low viscosities (up to 500 mPa.s) with shear-thinning property, a yield stress higher than 100 Pa, and fast recovery times (> 85% of G′′ in 5–10 s). 276 Within this recent field, investigating various parameters that influence rheological features and indirectly affect printability and shape fidelity is highly valued. 277
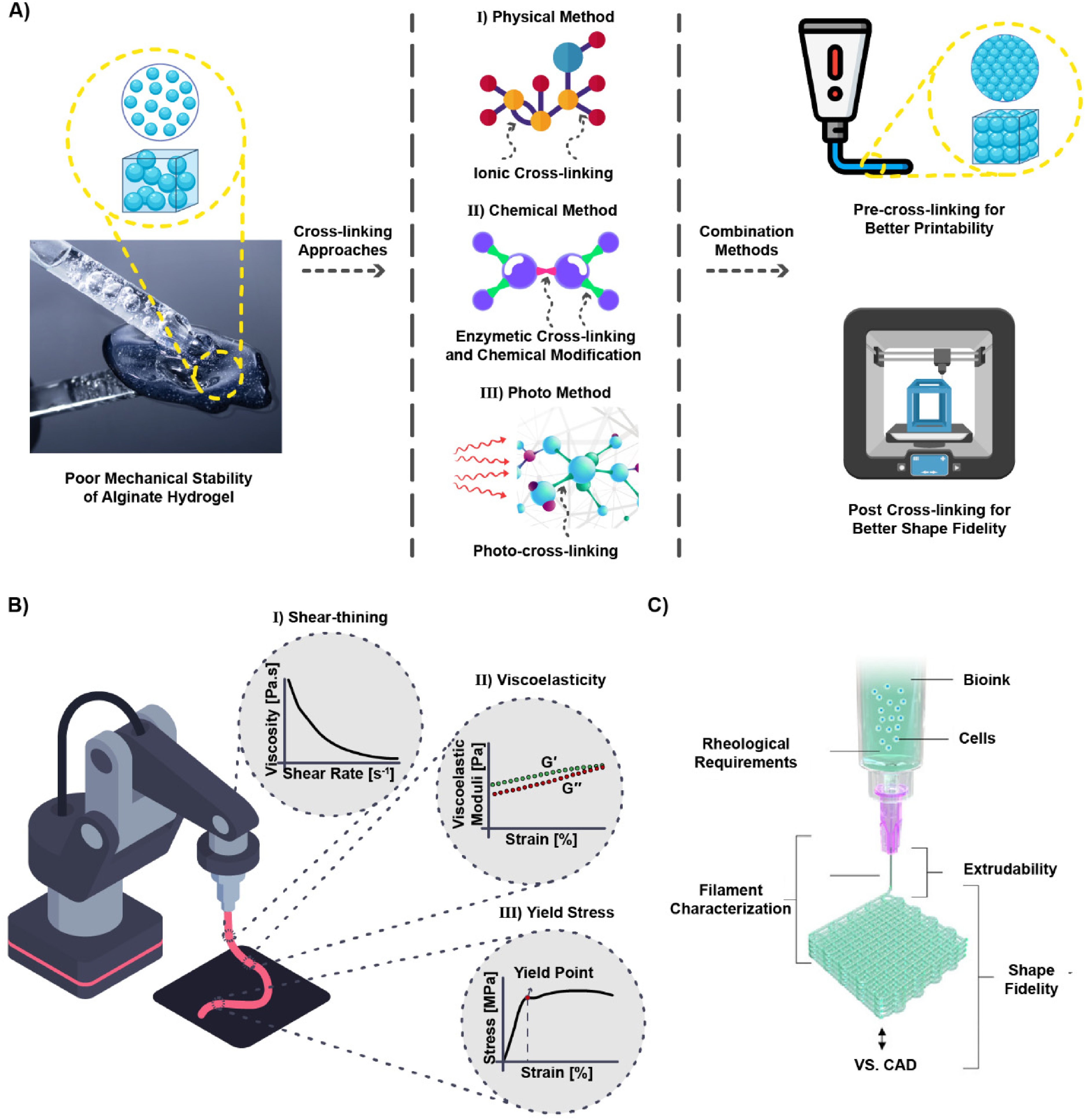
The effects of cross-linking and rheological properties on printability and shape fidelity.
Printability and extrudability
Various influential parameters regarding the successful printing of alginate-based bioinks are required to be discussed, including those related to the instrument configuration and the ones specified to the chemistry of bioinks and their physical properties. It is crucial to have a clear distinction in mind between two different hydrogels’ types, including injectable hydrogels and printable ones, despite their shared features; to delineate, injectability alone cannot satisfy the printability requirements. The pressure required for the material to dispense, and eventually, the shear stress experienced by cells are strongly dependent to the bioink viscosity, as higher viscosity equals to greater pressure for extrusion which results in cell damages due to high levels of shear stress (Figure 19A, B). Figure 19A displays the distribution of shear stress affecting the cells encapsulated in bioinks in two different geometries of needles. Gao and co-workers studied the separate impacts of storage and loss moduli upon extrudability for different gelatin-alginate gels’ concentrations by representing a quantitative model; the results indicated that higher loss tangent could improve the extrusion uniformity. 279
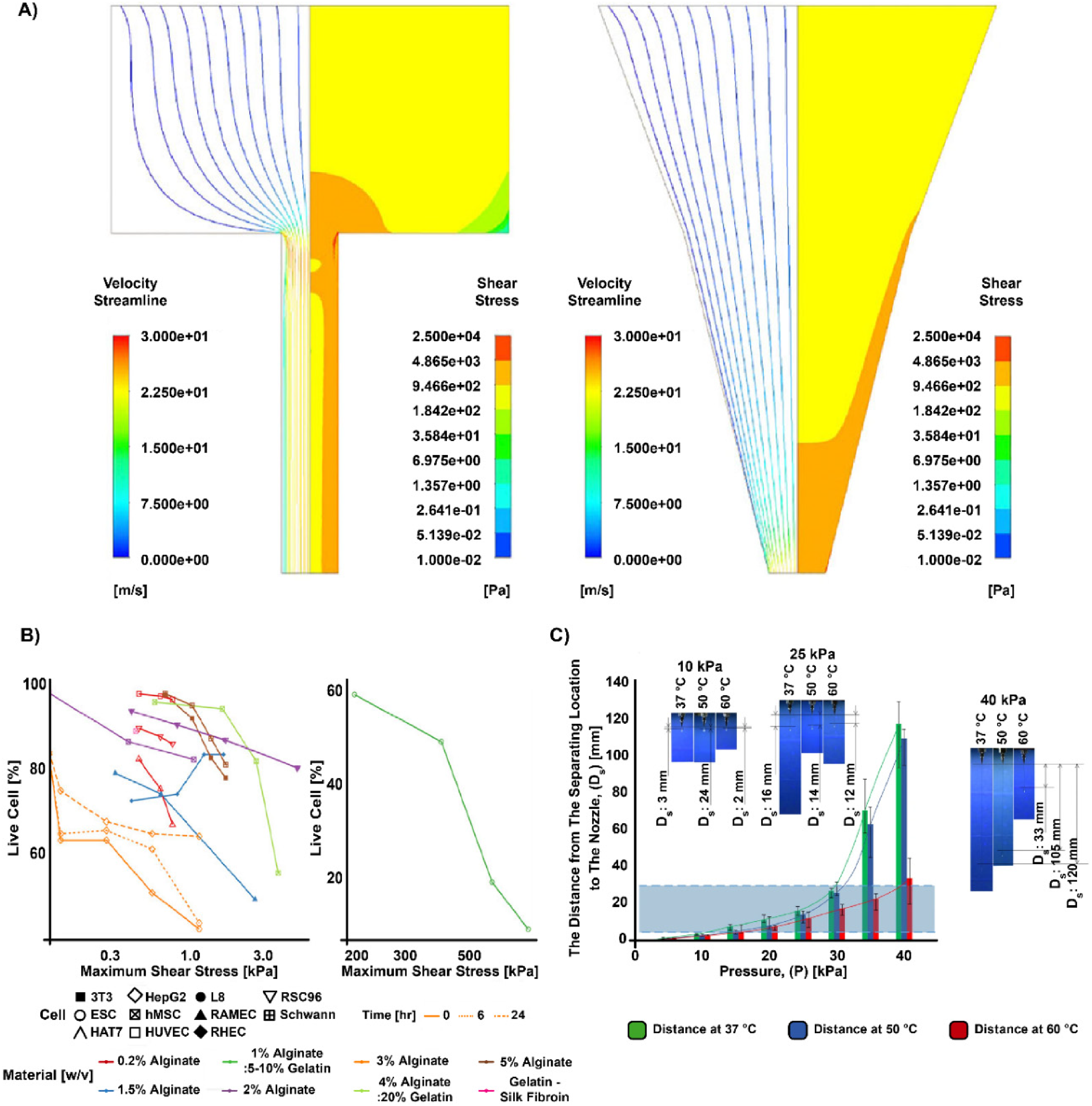
Regarding the research efforts for developing a cell damage model based on the force and the corresponding exposure duration, scientists attempted to present a mathemathical model to compare the flow rate and cell vulnerability in biodispensing systems for tapered and cylindrical needles. 280 Moreover, they tried to experimentally verify the results of these models using SA bioink. Based on the results of both models and experiments, considerably higher flow rate was produced by tapered needles under equal pressure, compared to cylindrical ones. The team proved that a hydrostatic pressure less than 500 kPa was approximately safe for both Schwann cells and 3T3 fibroblasts cells. Of note, the air pressure serves an essential role in the extrusion procedure and determines the process output, exerting a direct effect on the printed line width. It was revealed that the air pressure should be larger than the extruding material's surface tension. Regarding this matter, Figure 19C illustrates the evaluation of extrusion under different pressures by defining a new parameter, Ds, that was the distance from the separating location to the nozzle, proposing a suitable pressure amount in terms of printing quality in the range of 15–30 kPa when Ds was between 5 and 30 mm. 186
Concerning the needles’ geometry, a group of scholars attempted to assess the impact of different bioprinting parameters, including dispensing pressure, flow rate, and nozzle diameter on maximum wall shear stress in different nozzles (tapered, conical, and cylindrical). 281 For this reason, four different bioinks were applied: bioink 6040 (NFC/alginate), CELLINK bioink, alginate-sulfate nanocellulose bioink, and CM-cellulose/alginate/κ-carrageenan/gelatin bioink. Lower value of maximum wall shear stress was measured for the tapered conical nozzle compared to conical nozzle, except at the dispensing pressure equal to 0.025 MPa. Besides, it was proved that much higher pressure would be applied to obtain the same flow rate in cylindrical nozzle as in the conical and tapered conical nozzles. In order to generate a mass flow rate of > 0.003 kg/s in cylindrical nozzle with the diameter of 0.50 mm, 0.25 MPa pressure was applied, while for tapered conical and conical nozzles with the same diameter, the value of applied pressure was 0.15 MPa. The corresponding maximum wall shear stress was 1490 Pa for cylindrical nozzle (0.25 MPa pressure), and 1142 as well as 1360 Pa (0.15 MPa pressure) for tapered conical and conical ones, respectively. Figure 20A depicts the structure of both kinds of needles and the experimental results of flow rates for different applied pressures of tapered and cylindrical needles. Via utilizing a straight cylindrical needle, high shear stress along the whole length could be generated; nonetheless, altering the geometry of needle to the tapered type presented the advantage of shear peaks only at the nozzle exit, which enhanced the cell survival. 282 Moreover, subsequent to 14 days of cultivation, cell survival enhanced in all systems except for the straight needle with the inner diameter of 159 μm, and the viable cells’ numbers within the samples printed using needles with diameters > 210 μm were not significantly different compared to the cells within the gel discs at day 28. 260
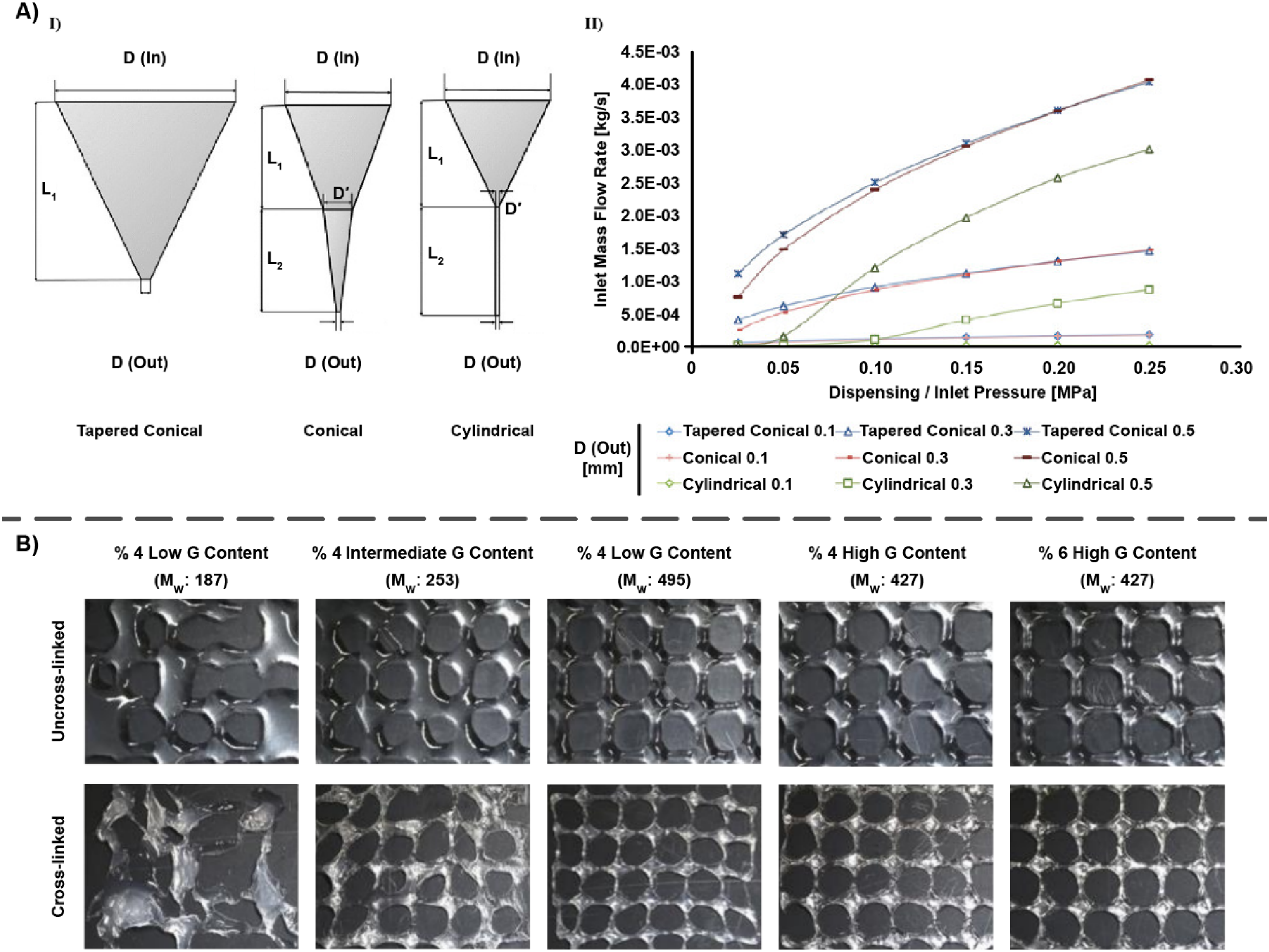
To assess the influence of alginate's compositional properties, such as molecular weight and the proportion of M and G monomers, on its behavior during the printing process, Gorronogoitia and colleagues prepared alginate-based bioinks with different microstructures and assessed their printability for articular cartilage tissue engineering. 257 Non-constant flow and droplet formation were observed for alginates with low and intermediate G contents (LoG187 and InG253) due to their low molecular weights. On the other hand, LoG495 and HiG427 created uniform filaments in a constant flow since they possessed high enough molecular weights; Figure 20B shows different alginate structures before and after cross-linking with 100 mM of CaCl2. The difference in pores shape between 4% and 6% alginate samples was noticeable. Round-shape pores were formed using 4% alginate samples due to their lower viscosity and slightly higher pooling. LoG495 and HiG427 samples exhibiting viscosity of 76 and 60 Pas at 23 ˚C, respectively, developed best imprint structures with uniform square-like pores and high shape fidelity. Generally, an obvious shrinkage was observed in all alginate samples; however, after cross-linking, pores took a round-like shape. As a result, the ionic bonds between calcium and guluronic blocks of alginate, which were achieved through cross-linking, assisted to preserve the shape and size of printed constructs.
Temperature is of great importance in determining the printability of a bioink. In a pioneering project, a team of scientists established a physical model to investigate the relation between pressure, velocity, and temperature in guiding the printing of gelatin-SA bioink with the aim of optimizing its printability. 283 It was revealed that nozzles with larger diameters were less vulnerable to the ambient temperature and more susceptible to the controlled syringe temperature. For both of the nozzles (inner diameters: 0.11 and 0.34 mm), formation of filaments (swollen filament, equivalent-diameter filament, stretched filament, and irregular filament) was displayed to be a synergistic consequence of different factors, including velocity, pressure, and extrudate temperature (Figure 21). As shown in Figure 21A (pressure: 600 kPa), lower velocity and higher temperature led to the formation of irregular filaments; thus, printing of filaments with equivalent diameters was possible at an appropriate temperature and at a relatively high velocity. Figure 21B (velocity: 12 mm/s) illustrates that under low temperature and pressure, discontinuous filaments could be readily generated. Hence, the selection of appropriate pressure and temperature ranges could result in producing the desired equivalent-diameter filaments.
Shape fidelity
The successful extrusion of the bioink filaments through the nozzle presents another complexity in the bioprinting process. During the printing process, the continuous flow of bioinks with suitable rheological properties is the priority, while shape retention features opposing the deformation become critical after the deposition. Shear-thinning bioinks showing elastic recovery behavior post-extrusion are suitable choices to satisfy both the printability and shape fidelity criteria. 284 In a brand-new investigation, Chen et al. 285 tested the application of SA/collagen inks for artificial cartilage tissue constructs. The shape fidelity in the printed constructs was compared regarding the ratio of printed mesh area to designed mesh area (Figure 22A,B). The results reflected that all prepared samples displayed shear-thinning behavior, and bioink solutions with higher concentrations (9%SA1%collagen, 8%SA2%collagen, and 7%SA1%collagen) possessed the highest G’ and G”, had better shape fidelity, and showed less deformation compared to gels with lower concentrations (7%SA0%collagen and 7%SA2%collagen). The shape fidelity range for bioinks with 7% of SA was around 10–20%, while this amount for SA concentrations of 8% and 9% fell between 20–30% and 30–40%, respectively. Of note, variation in the collagen amount (0 to 2%) had a noticeable effect on mesh areas. Additionally, a new composite ink composed of laponite incorporated with OA-gelatin was introduced, and the analyses revealed that the addition of 0.5% wt/vol laponite led to reduced material spreading and pore closure. 287 The filament collapse test was also performed for different compositions of alginate (A), gelatin (G) and laponite (L). The behavior of the A2.5-G3.75-L0.5 on the pillar bridge is shown in Figure 22C; however, no further analysis was possible for A2.5-G3.75-L0.1 and A2.5-G3.75-L1.0 since they did not hold their shapes as displayed in Figure 22D and E. 286
The shape fidelity values for bioink formulations with varying concentrations of SA and collagen (COL)
To date, most of the assessment techniques for shape fidelity are based upon the post- fabrication visual qualitative evaluation. With respect to this matter, Temirel et al. 288 proposed two quantitative methods to evaluate the shape fidelity of alginate bioinks. First, the filament collapse deformation was assessed based on the physical deformation of a single deposited strand at two different ambient temperatures for various concentrations of alginate and its cross-linker (CaCl2), and second, the pore size analysis was performed. The results of deformation test revealed that the deflection angle (θ1) at 37 °C reduced faster (∼5 min) than the temperature of 25 °C (∼15 min), and a decrease in bioprinted filaments slope was observed from ∼0.028 to ∼0.022 within an incubator by increasing the alginate concentration, demonstrating a higher shape fidelity at greater concentrations of bioink. The second approach indicated the impact of added gelatin's concentration on high shape fidelity. Another study investigated the alginate-based bioinks for application in patient-specific bone grafts. 289 Gonzalez-Fernandez and a team of scholars applied filament fusion test at three different pressures (10, 20, and 30 psi) in order to analyze the shape fidelity of bioinks after printing through calculation of material spreading ratio (Figure 23A). The comparison between alginate, alginate-nanocellulose, alginate-CaCl2 and alginate-CaSO4 gels was done, and the lowest spreading ratio was attributed to the alginate and alginate-nanocellulose samples, whereas alginate-CaCl2 and alginate-CaSO4 samples displayed higher ratios, which indicated better shape fidelity after extrusion (Figure 23B). Based on the analysis achieved through a live/dead assay protocol, it was confirmed that all groups exhibited similar DNA contents at day 1 after printing; however, the amount of living cells was lower in the alginate-CaCl2 and alginate-gelatin printed cylindrical constructs due to the higher extrusion pressure of alginate-CaCl2 bioink (>20 psi) compared to the pressure used for other bioinks (10–15 psi). As for the alginate-gelatin bioink, the reason was attributed to the long incubation (30–45 min) after mixing to ensure gelatin cross-linking before printing, while other bioinks were printed immediately after mixing. As an approach to evaluate the deflection of filaments after suspending, filament collapse test was conducted, and the lowest collapse area was measured for alginate and alginate-nanocellulose bioinks (Figure 23C,D).
Printed constructs with high shape fidelity are mainly specified by good interface adhesion among extruded layers responsible for keeping the structure stable. Cross-linking the deposited materials by different means can be counted as an effective approach for obtaining these scaffolds. Calcium alginate/agar was printed with high resolution and shape fidelity in this regard. They enhanced the interfacial adhesion between printed layers through using calcium ions connecting different layers (Figure 23E) and by introducing soft polyacrylamide network into the printed hydrogels toughening interfacial surfaces between adjacent stripes. Figure 23F demonstrates the effect of Ca2+ cross-linking on calcium alginate/agar layers’ yield point and breaking strength of layers. 290 Bioprinting of integrated triphasic mesoporous bioactive glasses-SA scaffolds was performed, followed by SA cross-linking after bioprinting that anchored different materials together. The deformation value of constructs with various compositions was measured in this study, and it was observed that the mentioned triphasic scaffold had the lowest deformation percentage (∼40%) compared to the SA construct value (∼60%). 291
Dual-cross-linking for improved shape fidelity and structural integrity has been employed by many researchers. As an instance, Chu and co-workers proposed a double-cross-linked alginate bioink for cartilage tissue engineering. 265 Since alginate hydrogels prepared using ionic cross-linking have exhibited poor long-term stability and mechanical strength, double-cross-linked alginate hydrogels were formed via CaCl2 and UV light, possessing better stability and stronger mechanical properties. In another study, Jeon et al. 292 fabricated an ionically cross-linked oxidized and methacrylate alginate bioink, followed by stabilization with secondary photo-cross-linking for obtaining better resolution and shape fidelity, to develop complex 3D tissue structures. In order to quantify the fidelity of structures, cuboids were printed, their dimensions were measured, and then compared to 3D digital images. Interestingly, the fidelity values of 92–110% were achieved for the printed constructs, demonstrating their high fidelity due to dual-cross-linking.
Temperature not only influences the printability of the bioinks, but it also impacts their shape fidelity. Within the mentioned experiment conducted by Temirel et al., 288 they characterized the effects of temperature (25 ˚C and 37 ˚C; room and incubator temperatures, respectively) on the filaments of alginate. It was shown that the deflection angle diminished roughly three times faster at 37 ˚C (∼5 min) compared to 25 ˚C (∼15 min).
Notably, dual deposition of supporting and building materials is another strategy which is utilized to acquire printed structures with high shape fidelity and adequate structural integrity. A novel investigation suggested a new approach to enhance the mechanical strength of printed structures by printing an outer supporter composed of PCL in the first step and the subsequent extrusion of cell-laden alginate/TCP as the inner filler. 293 Implementing this method, the compressive strength and modulus of printed constructs were enhanced from 2.15 ± 0.14 MPa to 2.58 ± 0.09 MPa and from 42.83 ± 4.75 MPa to 53.12 ± 1.19 MPa, respectively. Additionally, suitable rheological properties of alginate/TCP enabled their successful extrusion under a pressure less than 120 Pa and through this, the effect of extrusion pressure on viability of BEL-7402 cells was minimized. Another research project regarding the application of a support bath for printing the bioink was performed by a group of scholars. 294 They designed a composite pluronic-nanoclay support bath, including calcium ions, for printing alginate-based bioinks. The evaluation of support bath efficiency was conducted through printing several alginate constructs and measuring the dimensions. It was illustrated that the height and angles of the structures were well-defined, and the support bath assisted the structures to be recovered with high resolution. Moreover, the addition of PF127 to the support bath allowed the dispensing of less printed gels with higher shape fidelity at a low printing pressure. Ultimately, evaluating printability and shape fidelity is essential for developing a suitable bioink for osteochondral tissue engineering. This process requires careful testing and consideration of many factors, including rheological properties, needle geometry, material composition, temperature, mesh size, interface adhesion, and cross-linking, among others. Table 3 is a list of investigations on alginate-based printing bioinks and bioinks and their properties.
Investigations on alginate-based printing inks and bioinks and their properties
Scalability, scale-up/scale-down strategies, and manufacturability
Translation of alginate-based (bio)inks from laboratory demonstrations to clinically and industrially relevant osteochondral graft manufacture is ultimately constrained by manufacturing robustness: reproducible raw-material attributes, stable formulation rheology over time, controlled cross-linking kinetics across larger geometries, and fit-for-purpose quality control (QC) metrics that correlate with print performance and biological function. Recent work emphasizes that “printability” is not a single property but a process window that couples ink rheology, extrusion conditions, and post-deposition stabilization; therefore, scalable manufacturing requires defining and controlling this window rather than optimizing a single formulation point. 295
Raw-material and formulation control as the foundation for scale-up
For alginate systems, scale-up begins with controlling polymer variability (e.g., molecular-weight distribution and block composition), because small changes propagate nonlinearly into viscosity, yield stress, and ionic gelation response. In practice, this motivates manufacturing specifications that include rheological fingerprints (e.g., flow curves, recovery metrics) as release criteria, rather than relying on concentration alone. 296 Importantly, recent formulation studies have increasingly adopted design-of-experiments (DoE) and multivariate optimization to formalize how alginate concentration, co-polymers, and additives define a robust printability window, an approach that is inherently scalable because it maps allowable variation rather than reporting a single “best” recipe. 297
Process intensification and continuous/throughput manufacturing analogues
A recurring challenge in extrusion-based biofabrication is the mismatch between the throughput required for clinically relevant volumes and the small, discontinuous nature of many academic printing workflows. While bioprinting imposes biological constraints, adjacent fabrication routes demonstrate principles of process intensification that can be adapted for alginate-based systems (e.g., continuous material delivery, inline stabilization, energy-aware operation). For example, recent literature introduced a battery-powered pressurized spinning platform designed explicitly around energy efficiency, portability, and reduced environmental burden while maintaining fiber-manufacturing performance, illustrating how fabrication technologies can be engineered for both scale-up and “scale-down” (compact, modular deployment) without sacrificing output quality. 298 In Materials & Design, scalable alginate fiber manufacturing has likewise been explored in the context of producing bioactive alginate fibers with functional payloads, underscoring that alginate processing can be engineered toward manufacturable, scalable architectures beyond benchtop casting or one-off builds. 299 Although these studies are not osteochondral bioprinting per se, they directly support an important translational point: scalable alginate-based constructs are likely to benefit from hybrid manufacturing pipelines that combine continuous or semi-continuous forming/conditioning steps with spatially resolved deposition where needed.
Scale-down strategies for accelerated screening and reproducibility
The reviewer's point about “scale-down” is equally important: robust translation typically requires miniaturized, high-throughput formulation screening that preserves the physics controlling extrusion and gelation. Emerging practice couples microvolume mixing/handling with rheology-driven formulation protocols to identify stable operating windows efficiently, reducing batch consumption while improving statistical confidence. 296 In parallel, advanced bioink concepts (e.g., microgel-laden or biphasic colloidal systems) are being developed to decouple extrusion flow from post-print mechanics, an approach that can broaden printable windows and reduce sensitivity to small parameter drift, which is particularly valuable under manufacturing variability. 300
Crosslinking delivery and geometry-dependent stabilization at scale
A central scale-up risk for alginate is non-uniform cross-linking in thicker constructs and across multizonal interfaces, which can create gradients in stiffness, porosity, and degradation that are unrelated to intended design. Recent process innovations address this by engineering how cross-linkers are delivered during deposition. For instance, mist-based coaxial approaches provide an alternative to liquid-core cross-linker delivery to stabilize ionically cross-linking hollow fibers, illustrating how cross-linking mode can be tuned to mitigate geometric instabilities and reduce clogging/over-cross-linking. 301 Likewise, advances in microfluidic-assisted and coaxial strategies for multi-material bioprinting highlight the value of controlled laminar mixing and spatially defined cross-linker introduction, features that are inherently compatible with manufacturing concepts such as inline conditioning and closed-system processing. 302
Manufacturability and QC metrics aligned with function
Manufacturability requires QC metrics that are (i) rapid, (ii) sensitive to meaningful variation, and (iii) predictive of performance. Recent frameworks emphasize integrating rheological characterization with print outcomes (strand fidelity, collapse, recovery) and biological readouts, providing a route toward specification-driven bioink manufacture rather than artisanal optimization. 296 For alginate-based (bio)inks intended for osteochondral repair, this also implies zone-relevant specifications (e.g., rheology/gelation tuned for cartilage vs bone compartments) and interface stability criteria for multi-material constructs, areas where microstructure-aware bioink design continues to evolve rapidly. 300
Briefly, expanding alginate-based (bio)inks toward real-world osteochondral applications is increasingly a manufacturing science problem: defining robust formulation windows (often via DoE), adopting process-intensified/continuous principles where compatible, using scale-down screening to accelerate optimization, engineering cross-linking delivery for geometric stability, and implementing QC metrics that predict both print fidelity and biological performance.
Key challenges and outlook
Bioprinting and formulation challenges
The regeneration of osteochondral defects remains a formidable challenge due to the complex hierarchical structure and distinct mechanical and biochemical properties of cartilage and subchondral bone. Bioprinting has emerged as a promising approach to address this complexity, but its implementation is still constrained by limitations in bioink formulation and process control. Unlike conventional scaffold fabrication, bioprinting requires simultaneous optimization of resolution, mechanical stability, and cellular viability, a multifactorial problem where improvements in one property often compromise another.
Alginate's attractive features, ionic gelation, low cytotoxicity, and wide availability, make it a frequent choice for bioinks. Yet its intrinsic shortcomings, including low load-bearing capacity, poor water stability, and limited degradation, necessitate modifications. Importantly, print outcomes depend not only on the material but also on printing conditions (e.g., nozzle size, extrusion speed). A highly optimized bioink can fail under suboptimal parameters, underscoring the strong interdependence of formulation and process. This complexity explains why many groups still rely on trial-and-error strategies, though emerging computational optimization tools are starting to reduce this burden.
Optimized alginate-based bioinks should fulfill several requirements in order to satisfy the printability of scaffolds in osteochondral regeneration. Rheological properties, particularly viscosity, govern continuous, uniform extrusion, mechanical support for shape retention, and shear stresses exerted on cells during deposition. Shear-thinning and viscoelastic behaviour are thus strong predictors of printability. Cross-linking, both physical and chemical, plays a central role. Ionic cross-linking-particularly with divalent cations-remains widely employed owing to its simplicity, whereas hybrid strategies enable fine-tuning of biological and mechanical performance. Single-component alginate bioinks can support MSC growth and differentiation; however, superior outcomes are typically achieved by combining alginate with other materials such as polymers, ceramics, or metallic nanoparticles.
Cell density regulation within printed scaffolds remains a major limitation, often due to gravitational effects and adhesive interactions. This challenge can be mitigated through non-adhesive polymers or weakly cross-linked hydrogels. Swelling and degradation characteristics are also critical for predicting final construct geometry. Alginate bioinks cross-link readily with multivalent ions, which influence gel uniformity and mechanics. For instance, calcium carbonate (CaCO3) and calcium sulphate (CaSO4) slow gelation, yielding more homogeneous structures with improved mechanical integrity. However, alginate degradation is intrinsically slow due to the absence of alginate lyase in humans, with kinetics dictated by molecular weight, chain length, concentration, and viscosity.
Several technical barriers complicate hydrogel printability. Highly viscous precursors may cause cell sedimentation and nozzle clogging.303,304 Heterogeneous cell distribution, 78 shear-induced membrane rupture, dehydration of encapsulated cells, and fracture of cross-linked hydrogels during extrusion 303 further compromise scaffold fidelity and cell viability.
Printability and shape fidelity are modulated by alginate concentration, molecular weight, cell density and phenotype, and cross-linker dosage. Optimization has traditionally relied on empirical trial and error. Recently, machine learning (ML) has emerged as a transformative tool, reducing empirical iterations and enabling predictive optimization. ML approaches have been applied to optimize process parameters for high-resolution features, predict degradation kinetics, determine nanoparticle content, and forecast cell survival. Despite these advances, many multivariate interactions remain unexplored. ML offers a pathway to quantitatively assess printability and accelerate translation of alginate-based bioprinted scaffolds towards clinical application.
The integration of ML and AI into bioink design represents a paradigm shift. ML models leverage experimental datasets and simulations to predict bioink formulations, printing conditions, and construct architectures. Closed-loop AI systems, incorporating real-time computer vision and sensor feedback, enhance resolution and error correction during printing, while post-print ML analysis improves reproducibility. Coupling with computational fluid dynamics (CFD) simulations further elucidates phenomena such as droplet formation. As datasets expand, models will provide increasingly robust optimization. Nevertheless, critical challenges persist: the demand for large, high-quality datasets, the lack of standardized bioink and bioprinting characterization protocols, and the need for interdisciplinary collaboration across materials science, bioengineering, and computational sciences. Addressing these bottlenecks could unlock the clinical and translational potential of bioprinting for regenerative medicine, drug testing, and disease modelling. 305
To this end, biphasic and tri-/multiphase scaffolds have been developed. Advanced geometric characterization, e.g., via medical imaging, enables accurate assessment of strut dimensions and porosity, thereby replicating the hierarchical architecture of osteochondral tissue. This strategy reduces interfacial stress concentrations between mechanically disparate phases, ultimately enhancing scaffold durability and functional integration.
Translational barriers and clinical outlook
The compositional variability in the source and quality of alginate remains a major barrier to the effective clinical translation into the entire spectrum of the potential biomedical applications. Alginate exhibits broad compositional variation in the content of the mannuronic/guluronic acid depending upon the algal species, seasonal harvesting conditions, and extraction method, factors having a direct impact upon its gelation behavior, mechanical properties, and degradation rates. 306 Furthermore, crude extracts of the alginate normally contain contaminants such as polyphenols, proteins, and endotoxins that are known to cause an inflammatory or an immune response upon in-vivo application. 307 Such variability makes it difficult to guarantee batch-to-batch reproducibility, a core requirement for regulatory approval under GMP and ISO certifications. 308 Regulatory agencies such as the FDA and EMA demand that biomaterials integrated into medical products (especially those administered in vivo) must be well-characterized, pure, and consistent in composition and performance. Even commercial medical-grade alginates differ in purity and molecular weight, leading to variable outcomes in encapsulated cell viability, drug release profiles, and scaffold mechanics. 308 The problem is complicated by a lack of universally accepted standards for alginate characterization, which limits reproducibility in preclinical studies and complicates the upscaling of therapeutic formulations. 309 Addressing these issues will require both stricter regulation and the development of synthetic or engineered alginate analogs with well-defined properties.
Alginate-based bioinks, despite their prominence in preclinical research, have yet to reach clinical maturity for osteochondral tissue regeneration. The translational pathway is hindered by complex, interdependent barriers including immunogenicity, lack of intrinsic bioactivity, instability during sterilization, and a critical absence of validated clinical trials.
A key strength of alginate-based systems lies in their tunability across multiple length scales. As highlighted throughout this review, nanoscale and molecular-level modifications have profound downstream effects on scaffold-level and construct-level behavior. By establishing these structure-function relationships, we emphasize the importance of multiscale thinking in the rational design of bioinks for osteochondral regeneration. Understanding and leveraging atomic-level design principles offers a pathway to optimizing macroscopic performance, ultimately enhancing therapeutic outcomes.
Contrary to the assumption that alginate, as a naturally derived polysaccharide, is immunologically inert, increasing evidence suggests that residual contaminants from marine sources can trigger robust host immune responses. Commercially available alginate can retain trace levels of endotoxins, proteins, polyphenolic compounds, and heavy metals. These molecules can activate the innate immune system, primarily through TLR2 and TLR4 signaling on macrophages, which leads to secretion of TNF-α, IL-1β, and IL-6 and ultimately to fibrotic encapsulation and impaired tissue integration.310–312
Moreover, alginate lacks integrin-binding domains such as RGD, which limits cell adhesion, spreading, and survival. 123 As a result, alginate-based constructs are often prone to poor cellular retention and suboptimal paracrine activity in-vivo. To address this, biofunctionalisation strategies such as RGD peptide grafting or thiol-ene click chemistry are frequently employed.313–315 When modified chemically, for instance, by grafting RGD peptides to alginate, alginate-based bioinks may be then classified as combination products or Advanced Therapy Medicinal Products (ATMPs), invoking stringent regulatory frameworks. 316 Biofunctionalized bioinks that integrate bioactive components or involve patient-specific customization, such as induced pluripotent stem cells or gene delivery vectors, are particularly susceptible to complex regulatory scrutiny and classified as a high risk medical device (Class III, FDA/EMA). 317 This classification entails complex clinical trial protocols, extensive toxicological testing, and Good Manufacturing Practice (GMP) certification, which significantly raises translational barriers.
Sterilization of bioinks remains an unresolved challenge in the biofabrication pipeline. Standard sterilization methods, such as gamma irradiation, UV treatment, ethylene oxide, or autoclaving, can degrade alginate chains, alter molecular weight distribution, or introduce cytotoxic by-products, thereby impairing both rheological and biological performance.318–320 Pre-sterilization of alginate powder prior to ink formulation is a potential alternative, but this often introduces batch-to-batch variability due to differences in solubility, pH, and ionic cross-linking behaviour post-rehydration. These physicochemical inconsistencies undermine GMP compliance and render quality assurance difficult in clinical-grade manufacturing.
Although there have been few studies in the clinical evaluation of alginate for cartilage and osteochondral defect regeneration,321–324 most studies focus on hydrogels rather than bioprinted constructs, and no clinical trials are currently registered on ClinicalTrials.gov. 325 Key impediments to trial approval include inconsistent data on long-term degradation, limited understanding of immunological responses in humans, and the absence of validated in-vitro-in-vivo correlation (IVIVC) models. Furthermore, there is a paucity of large animal studies demonstrating functional restoration of osteochondral defects using alginate-based constructs. In the absence of such data, regulatory authorities remain understandably cautious.
To overcome these barriers, a multi-pronged strategy is required. First, stringent purification of alginate precursors and transparent reporting of endotoxin levels must become standard practice. Second, efforts should focus on developing bioinks with transient bioactivity, for example, physically entrapped short peptides rather than covalently bound ones, to avoid ATMP classification. Third, sterilization techniques such as supercritical CO2 treatment or electron beam irradiation should be systematically explored for alginate-based systems. Finally, establishing public-private consortia to define bioprinting-specific ISO standards could significantly accelerate regulatory acceptance. Parallel efforts in building animal models that mimic the human osteochondral interface, with longer follow-up periods and quantitative endpoints, will be essential to demonstrate translational value.
Future perspective
Despite the fact that articular cartilage in osteochondral lacks blood vessels, providing adequate vascularization for nutrient transport and metabolic exchange for subchondral bone is of high importance. Concerning this matter, microfluidics has been merged with tissue engineering approaches to offer innovative treatment options. Microfluidics, indeed, controls the cell microenvironment by employing precise micrometer-scale fluid flows spatially and temporally, turning them into powerful cell-culturing tools. These methods have been implemented with the goal of manufacturing large and intricate tissues with complete vascularization from micro to sizeable vascular structures. Furthermore, integrating vascular constructs with the living host is crucial, followed by replicating the biological functionality and structural complexity of an in-vivo transplant. Even though 4D printing is capable of creating a vascularized model, scaling it up to a whole organ continues to be perplexing.
Furthermore, 4D printing has enabled scientists to create functional, optimized scaffolds analogous to the structure of native tissue, which alters its geometry in response to specific stimuli over time. The success of such strategies will lead to the adaptation of bioprinted constructs to the new microenvironment and a variety of physicochemical cues, thereby accurate biomimicry and smart biomaterials can be obtained. It is noteworthy to mention that the impacts of geometrical changes over time in response to an external factor on encapsulated cells have not been assessed yet.
Although in-vitro experiments of brand-new treatments have proved effective, their efficiency diminished in clinical trials. Indeed, clinical trials on animals cannot accurately mimic human body conditions because of being different species, resulting in multiple errors in predicting outcomes in the human body. Hence, several alternative approaches to solve the current challenges are suggested, such as employing in-vitro models like microfluidic chips with the aim of investigating the scaffold's effects within the body, and different strategies for boosting the efficacy of osteochondral constructs are proposed, including the use of co-culturing, bioreactors, and microcarriers.
In-situ bioprinting, referring to printing bioinks directly on or within the damaged zone of patients, has been utilized so as to bioprint the bone into defects. With respect to this subject, the combination of medical imaging technology and in-situ bioprinting will offer a new perspective to surgical robot manufacturing and shorten the surgery time in the not-too-distant future. We are of the opinion that combining bioprinting with other novel technologies, comprising ML, 4D printing, and microfluidics, to name but a few, will enhance the health status of individuals suffering from osteochondral defects. Facilitating regulatory approval and providing sustained funding are required to convert this research area into a prevalent clinical treatment.
As the bioprinting field matures, the integration of artificial intelligence (AI) and ML is poised to revolutionize the fabrication of complex tissue constructs. Data-driven tools can sift through the multitude of variables that govern printing outcomes to identify optimal bioink formulations and refine process parameters such as pressure, temperature, and flow rate. ML algorithms are already being applied in pre-printing tasks, streamlining Computer-aided design (CAD)-based design of patient-specific scaffolds and adjusting material compositions, and in the printing phase, where real-time adjustment of nozzle speed and extrusion pressure helps preserve cell viability and structural fidelity. Coupled with CFD, ML has been used to model shear stress distributions in various nozzle geometries and materials, offering predictive insights into cell survival and guiding nozzle design. Deep-learning techniques can also serve as a sophisticated quality-control system, detecting discontinuities, irregularities, and other printing defects from layer-by-layer imaging data. Beyond this, predictive models built from large datasets of composition and processing parameters can anticipate hydrogel stiffness and other mechanical properties, reducing reliance on trial-and-error experiments.
For AI-enabled bioprinting to reach its potential, however, extensive and well-curated datasets encompassing both numerical and image-based outputs are essential. Managing and interpreting these data streams will require interdisciplinary collaboration among biologists, engineers, and data scientists, and the adoption of strategies such as data augmentation and transfer learning to overcome limited sample sizes. Advances in bioink chemistry, especially tunable alginate-based formulations, must occur in tandem with algorithm development to support the fabrication of living tissues with precise micro-architectures. If these challenges are addressed, AI-guided bioprinting could yield semi-autonomous manufacturing platforms capable of producing high-quality, reproducible osteochondral grafts and other complex tissues, accelerating the path toward clinical applications.
Conclusions
In conclusion, addressing osteochondral defects through tissue engineering and bioprinting presents challenges due to the complex structure of osteochondral tissue. Alginate-based bioinks demonstrate significant potential, but they require further modifications to overcome limitations, such as rheological properties. Optimizing the printability and shape fidelity of alginate bioinks involves adjusting parameters like molecular weight, M/G ratios, and cross-linking strategies. The integration of ML and AI offers a promising pathway for optimizing bioprinting processes by improving parameter selection and process efficiency. Furthermore, innovative approaches like patient-specific scaffolds, vascularization through microfluidics, and 4D printing present potential solutions for the advancement of osteochondral tissue engineering field. Despite this progress, interdisciplinary collaboration and further research are needed to overcome the remaining challenges and translate these technologies into advance clinical treatments for osteochondral defects.
Footnotes
Acknowledgments
The authors thank the European Commission for the financial support provided by EngVIPO project (ID: 101183041) funded under the Marie Skłodowska-Curie Actions - Staff Exchanges 2023 (HORIZON-MSCA-2023-SE-01-01). This contribution is also part of the RENOVATE project funded by the European Union’s Horizon Europe research and innovation programme under the Marie Skłodowska-Curie Grant Agreement No. 101227121 (RENOVATE – HORIZON-MSCA-2024-DN-01). Joana Silva-Correia acknowledges support from the FCT Tenure Program (reference 1467/2024). Farnaz Ghorbani acknowledges James Armstrong for a discussion on the topic.
Author contributions
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.