
Abstract
The present work describes the development of epoxy composites using varying weight percentages (0.5, 1.0 and 1.5 wt%) of glycidyl-functionalized mullite (GM) fibre and diglycidyl ethers of bisphenol-A epoxy resin cured with diamino diphenyl methane. The mullite fibre was synthesized via the sol–gel method and its surface was modified with 3-glycidoxypropyltrimethoxysilane. The glycidyl functionality in the mullite fibre has been confirmed by Fourier transform infrared and thermogravimetric analyses. The data obtained from the thermal, mechanical, dielectric water absorption studies and contact angle showed that the GM fibre had a significant impact in the resultant epoxy nanocomposites compared to neat epoxy matrix. The molecular level dispersion of mullite fibres into the epoxy matrix was confirmed by the scanning electron microscopy and x-ray diffraction analyses.
Introduction
Organic
Unfortunately, epoxy resin has certain limitations due to their inherent brittleness and relatively poor thermal stability. In this connection, epoxy resin was reinforced with different types of nanofillers, such as organoclay, polyoligomeric silsesquioxane, carbon nanotubes, bismaleimide, glass fibres, beads, calcium carbonate, graphene and so on, to obtain different types of nanocomposites with privileged physical characters, such as improved thermal and oxidative stability, dielectric properties, superior strength, stiffness and toughness, good chemical and heat resistance, excellent adhesion and low-shrinkage properties. 4 –15 On the other hand, the incorporation of the metal oxides into polymers gave an additional strength to the thermal and mechanical properties of the resulting materials. This was due to the presence of inorganic functional groups in the same polymeric backbone. Normally, alumina and silica nanoparticles are employed as the reinforcing agents of the epoxy matrix. The silica (silicone, silicate or siloxane)-reinforced epoxy networks have been used in coatings, tooling, encapsulation, adhesives, filament winding, laminates and several other applications. The distribution of alumina platelets into the epoxy matrix has shown a significant increase in the elastic modulus and impact strength. 16 –27 However, we expected that the addition of both alumina and silica mixture-containing compounds as reinforcement agents into the epoxy matrix may have a good impact on the above said physical properties. One such is mullite, a well-known compound that contains both alumina and silica.
Mullite is a ceramic material that possesses attractive properties like high melting point, low thermal conductivity, low thermal expansion, low dielectric constant, good thermal shock resistance and excellent chemical inertness, along with high mechanical strength at high temperature. 28 –32 These mullite materials are used in a number of applications due to the presence of two inorganic elements such as alumina and silica. Compared with microparticles, nanoparticles provide much more improvement in industrial applications as they are well matched with the organic polymer. To enhance the properties of the composites, the surface of the synthesized mullite fibre was chemically modified with 3-glycidoxypropyltrimethoxysilane (GPTMS). It provides rich OH surface resulting in a strong covalent bond interaction and gives good compatibility between the filler and the matrix. 33
To the best of our knowledge, no reports are available on the study of mullite-based epoxy nanocomposites. With this in mind, an attempt has been made in the present work to develop surface-modified mullite fibre-reinforced epoxy nanocomposites for advanced engineering applications.
Experimental
Materials
Aluminium isopropoxide, aluminium nitrate nonahydrate, tetraethyl orthosilicate, ethanol and diphenyl diamino methane (DDM) were obtained from SRL Pvt Ltd (Mumbai, Maharashtra, India) and were used as received. The matrix resin used in the present study was diglycidyl ether of bisphenol-A (DGEBA) epoxy resin (LY556), and it was received from Ciba–Geigy Ltd (India). Mullite fibre was synthesised as per the reported procedure. 34
Surface functionalization of mullite fibers
GPTMS was used as the coupling agent to functionalise the mullite fibre. GPTMS of 4 ml was mixed with 95% absolute ethanol and 5% deionized water under sonication for 15 min. The pH value of the solvent was initially adjusted to 4.5 using acetic acid and subsequently sonicated for 1 h in order to get complete hydrolysis of GPTMS. 25 –27 Then, 10 g of mullite fibre was added to the mixture, which was then sonicated for 2 h. This mixture was then refluxed for 24 h and centrifuged with the addition of water followed by ethanol and hexane. The mullite fibres thus treated were further dried in a hot air oven at 60°C for 24 h in order to remove the moisture.
Preparation of surface-modified mullite fibre-reinforced epoxy nanocomposites
The DGEBA epoxy resin and the desired amount of 0.5, 1 and 1.5% glycidyl-functionalized mullite (GM) fibre were mechanically stirred at 50°C for 24 h. A stoichiometric amount of DDM, corresponding to epoxy equivalents was also added. The resulting product was poured into a preheated mould. The mould was preheated at 120°C for 1 h to remove the moisture and trapped air. The samples were cured successively at 120°C for 2 h, post-cured at 180°C for 3 h and finally the cured sample was removed from the mould and characterized (Figures 1 and 2).
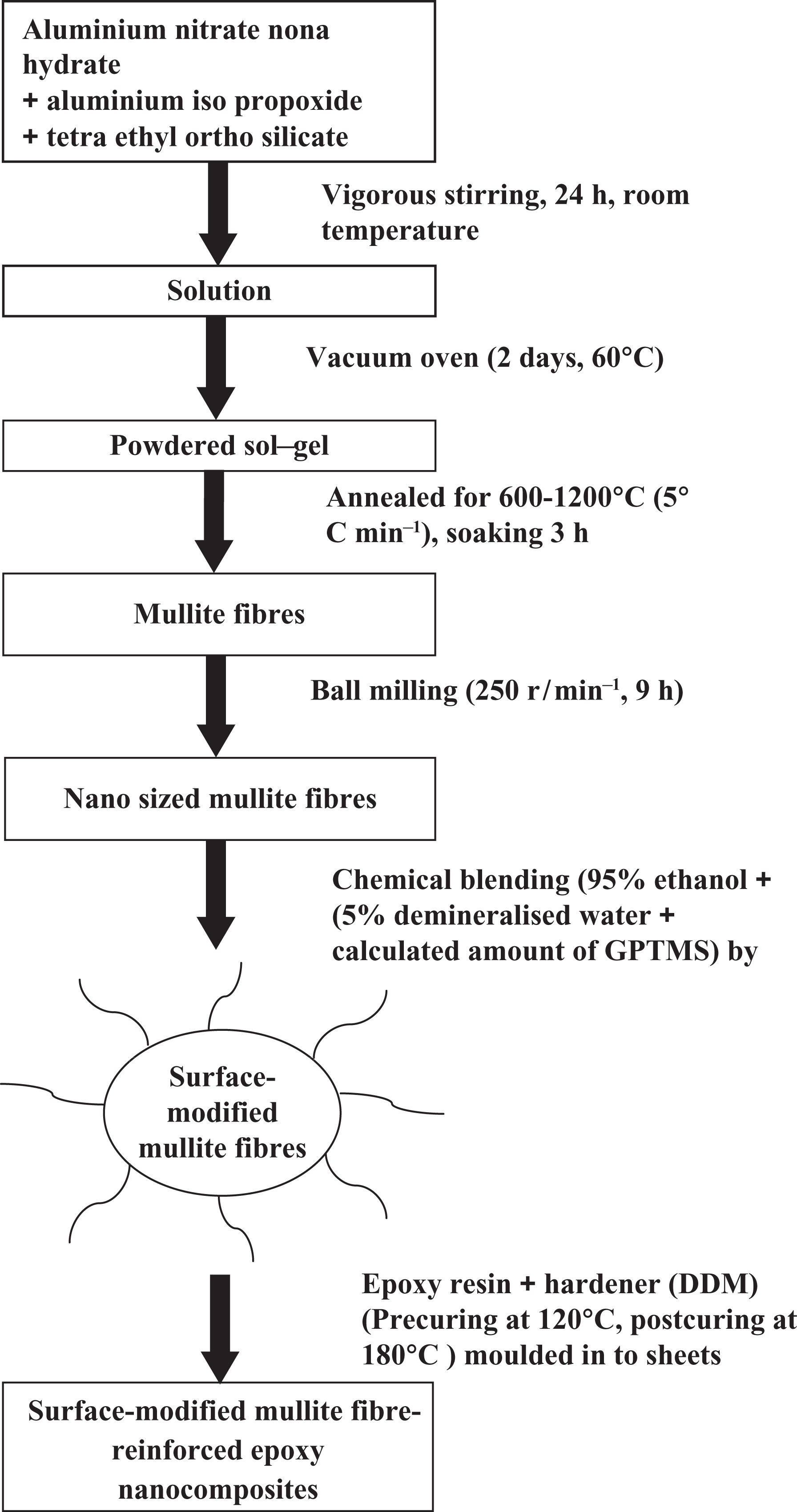
Flowchart representation for the preparation of surface-modified mullite fibre-reinforced epoxy nanocomposites.
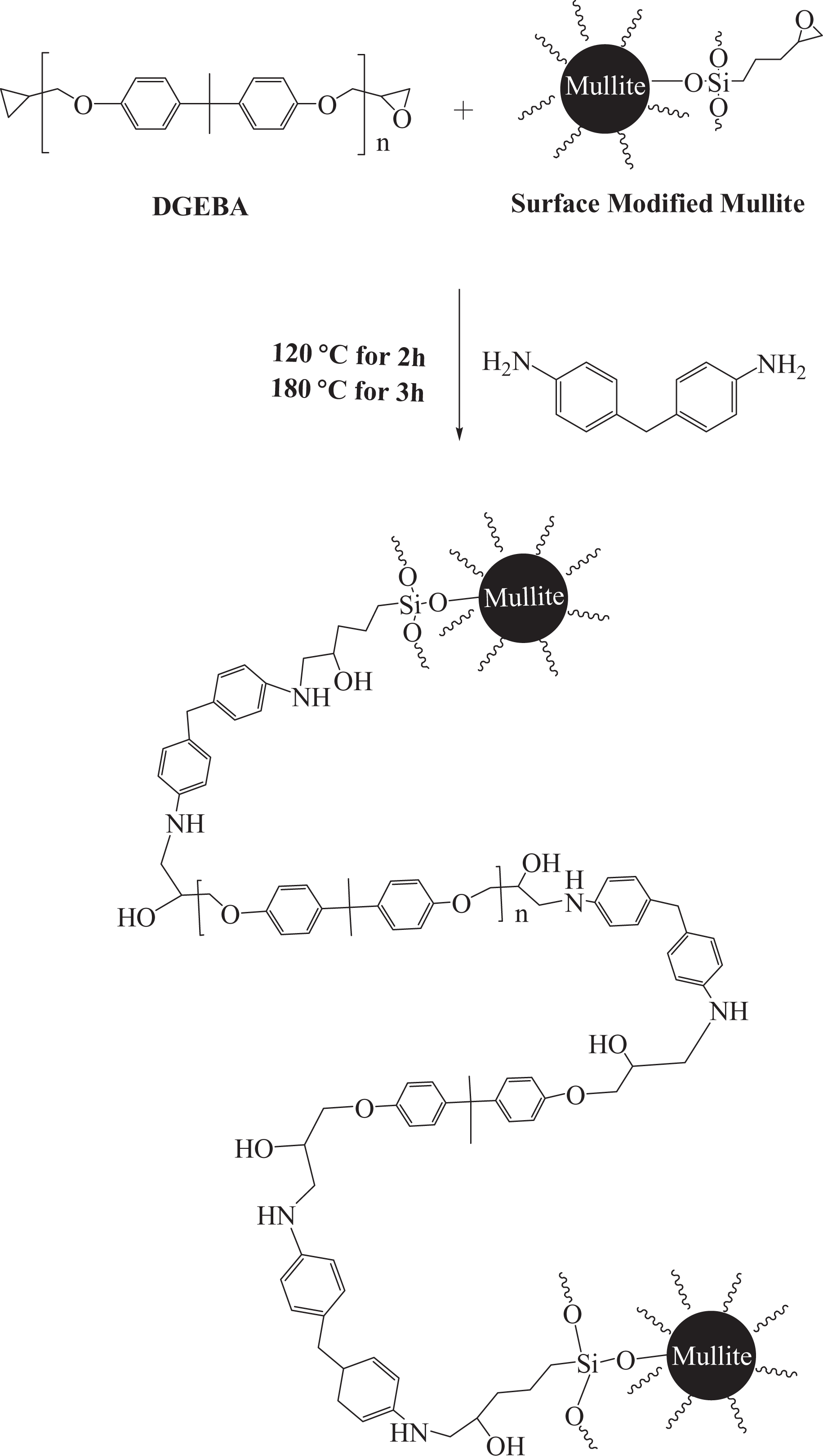
Schematic representation of surface-modified mullite fibre-reinforced epoxy nanocomposite.
Characterization
Spectroscopy
Fourier transform infrared (FTIR) spectra were recorded on a Perkin-Elmer (Model RX1, India) FTIR spectrometer with potassium bromide (KBr) pellets for solid samples. For viscous liquid samples, the spectra were taken by placing the sample between two KBr pellets.
Thermal properties
The glass transition temperature (T g) of the samples was determined using DSC 200 PC differential scanning calorimeter (DSC; Netzsch Gerateban GmbH), in the temperature range between 25 and 400°C at a heating rate of 10°C min−1 in a nitrogen atmosphere. Thermogravimetric analysis (TGA) was carried out using the DSTA 409 PC analyzer (Netzsch Gerateban GmbH, USA) at a heating rate of 10°C min−1 in a nitrogen atmosphere.
Mechanical properties
The tensile (stress–strain) properties were determined as per ASTM D 3039 (Instron; Model 6025 UK) at 10 mm min−1 cross head speed using specimen dimensions of 100 × 25 × 3 mm3. The flexural (strength and modulus) properties were measured as per ASTM D 790 (Instron; Model 6025 UK), using specimen dimensions of 100 × 10 × 3 mm3 at 10 mm min−1 cross head speed. The unnotched Izod impact strength of each sample was studied as per ASTM D 256, using specimen dimensions of 65 × 10 × 3mm3. The impact test was carried out at 25°C and the impact energy was reported in joules per square meter.
X-Ray diffraction studies
X-Ray diffraction (XRD) patterns were recorded at room temperature by monitoring the diffraction angle 2θ from 10° to 70° as the standard and 0.5°–10° as the low angle on a Rich Seifert (Germany) (Model 3000) x-ray powder diffractometer. The diffractometer was equipped with a copper target (λ = 1.5405 Å) radiation, using a Guinier type camera as a focusing geometry and a solid-state detector. Curved nickel crystals were used as a monochromator. The step width (scanning speed) used was 2θ = 0.04° min−1.
Morphology behavior
The surface morphology of the fractured surface of the samples was examined using a scanning electron microscope (JEOL Ltd, JSM Model 6360, USA). The fractured surfaces of the samples were coated with platinum (Pt) before scanning. The Auto Fine Coater (JEOL Ltd, JFC-1600) Pt sputtered the fractured surface of the samples at a vacuum pressure of 8 Pa/20 mA for 95s.
Water absorption
The water absorption behaviour of the samples was tested as per ASTM D 570.The cured specimen dimensions of 10 × 10 × 3 mm3 were immersed in distilled water for 48 h at 25°C. Specimens were taken out from the distilled water and the surface water was removed using a tissue paper and weighed to an accuracy of 0.0001 g. The percentage of water absorbed by the specimen was calculated using the following equation

where w 1 is the initial weight of the sample and w 2 is the weight of the sample after immersion in distilled water for 48 h at 25°C.
Dielectric properties
The dielectric studies of the surface-modified mullite fibre-reinforced epoxy nanocomposites were determined with the help of an impedance analyzer (Solartron Impedance/Gain-Phase analyzer 1260, UK) using a Pt electrode at 30°C in a frequency range of 1 MHz. This experiment was repeated four times under the same conditions.
Contact angle
Contact angle measurements were carried out by a Goniometer (GBX, France) using sessile drop method. The samples were dried at 60°C in a vacuum oven for 24 h prior to measurement.
Results and discussion
FTIR spectra
The FTIR spectra of neat mullite and functionalized mullite fibre are shown in Figure 3. The peaks at 1486 and 1583 cm−1 indicate the symmetric and asymmetric –CH2 stretching, respectively, and the peak at 989 cm−1 confirms the glycidyl functionality in the GM fibre. This result was further confirmed by TGA and, it is observed that the GM fibre possesses higher weight loss than that of neat mullite fibre (Figure 4). There is no complete loss of material up to 800°C and the reaction takes place in two steps. The first step is associated with the removal of physisorbed water, whereas the second step involves the combustion of organic functionality present in the organosilane framework and starts above 300°C.
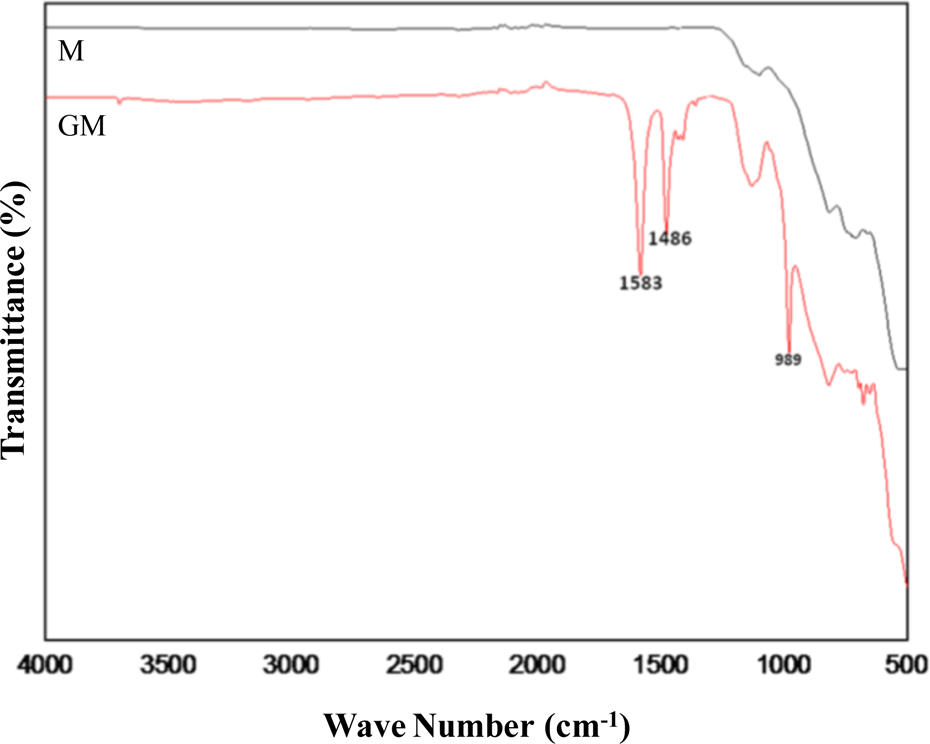
Fourier transform infrared spectra of neat mullite (M) and surface-modified mullite (GM) fibre.
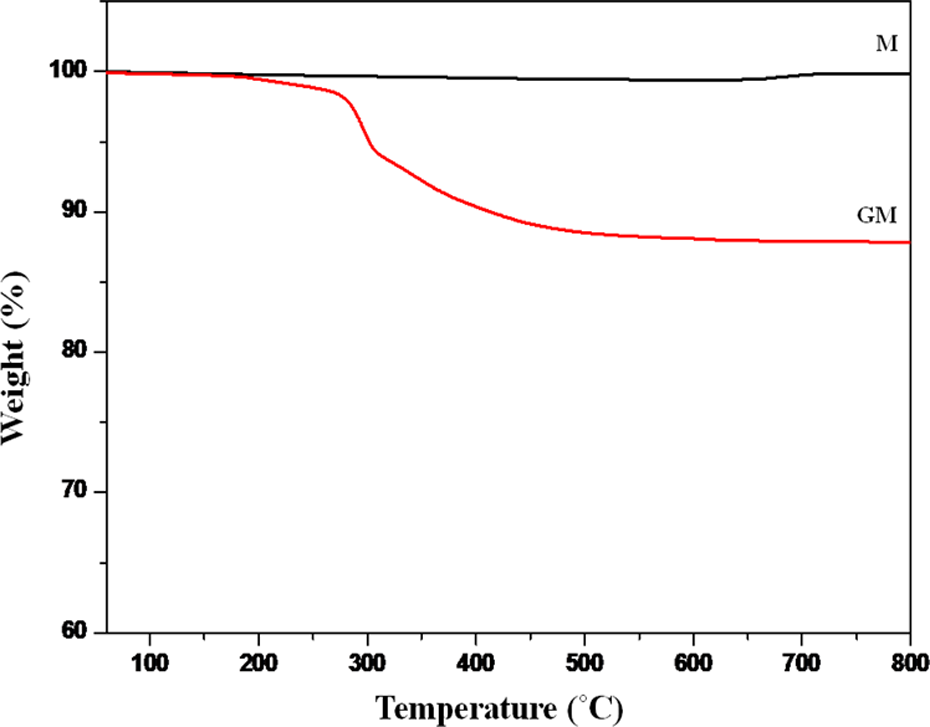
TGA thermogram of neat mullite (M) and surface-modified mullite (GM) fibre. TGA: thermogravimetric analysis.
Figure 5 represents the FTIR spectra of 0.5, 1 and 1.5 wt% GM fibre-reinforced DGEBA epoxy nanocomposites. The peak at 937 cm−1 disappeared completely, indicating that the epoxy group in both the mullite and DGEBA underwent a complete curing reaction with DDM to form an inter-cross-linked network structure. The peaks at 2983 and 2857 cm−1 will give the complete data about the presence of the aliphatic CH2 group, where the surface-modified mullite fibre undergoes an exfoliation into the epoxy matrix. The appearance of the peak at 3408 cm−1 confirms the presence of the OH group, the peak at 1124 cm−1 represents –Si–O–Si–, and the symmetric peak at 822 cm−1 and the asymmetric peak at 1239 cm−1 correspond to the Al–O–Al. 34 The peak at 1506 cm−1 represents the NH group, and the peak at 1364 cm−1 represents the aromatic CH2 group.
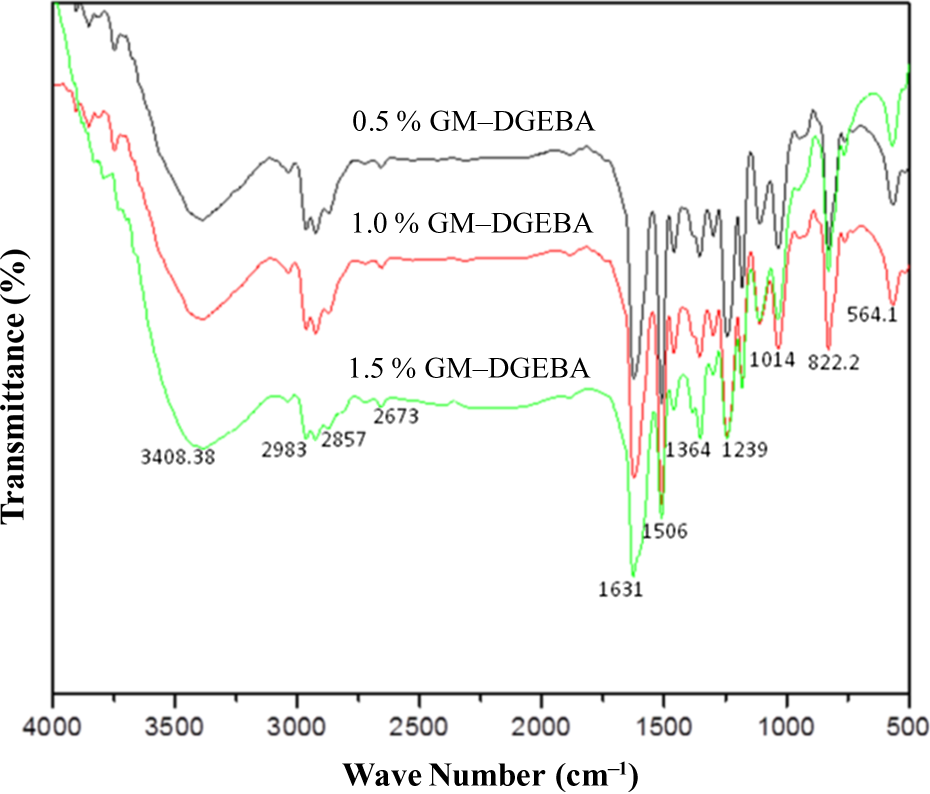
Fourier transform infrared spectra for the surface-activated mullite fibre-reinforced epoxy nanocomposites.
Thermal analysis
Differential scanning calorimetry
The values of the glass transition temperature (T g) of neat epoxy matrix and mullite fibre-reinforced nanocomposites (GM fibre) were obtained from the DSC analysis and are presented in Table 2. T g values of the surface-modified mullite fibre-reinforced nanocomposites increased with an increase in the amount of the GM fibre. This is due to the presence of alumina and silica contents present in the mullite component that tightly hold the epoxy matrix in a cross-linked structure. The neat epoxy matrix has a T g value of 162°C, whereas 1.5 wt% GM fibre-incorporated epoxy nanocomposite exhibited a T g value of 176°C. This is due to the incorporation of surface-modified mullite fibres into the DGEBA epoxy, which reduces the segmental motion of the polymer chain, and consequently enhances the values of T g.
Thermogravimetric analysis
The thermal degradation behaviour of the neat DGEBA and the GM fibre-reinforced DGEBA epoxy nanocomposites was analysed using the TGA and is depicted in Figure 6 and Table 1. The 20 wt% weight loss temperature of neat DGEBA, 0.5, 1.0 and 1.5 wt% mullite fibre-reinforced DGEBA epoxy nanocomposites occurs at the temperatures of 372, 329, 337 and 353°C, respectively. The initial degradation temperature of the mullite-modified epoxy system is lower than that of the neat epoxy system, due to the presence of both organic and inorganic components in the system. This statement confirms that GM fibre was well functionalized with the matrix with the help of the coupling agent GPTMS. The organic component degrades faster when compared with the neat DGEBA system. The 40 and 60 wt% weight loss degradation temperature of the epoxy composites increases with increase in the content of the GM fibre. The char yield of the neat epoxy matrix and varying weight percentages of 0.5, 1 and 1.5 wt% GM fibre-reinforced epoxy nanocomposites are 0, 3.9, 8.9 and 12.7 at 700°C respectively. As the weight percentage of the surface-modified mullite fibre increases in the epoxy matrix, the system prolongs the degradation temperature of the nanocomposites. The thermal stability was found to increase due to the incorporation of the ceramic components into the epoxy network, which may strengthen the nanocomposites.
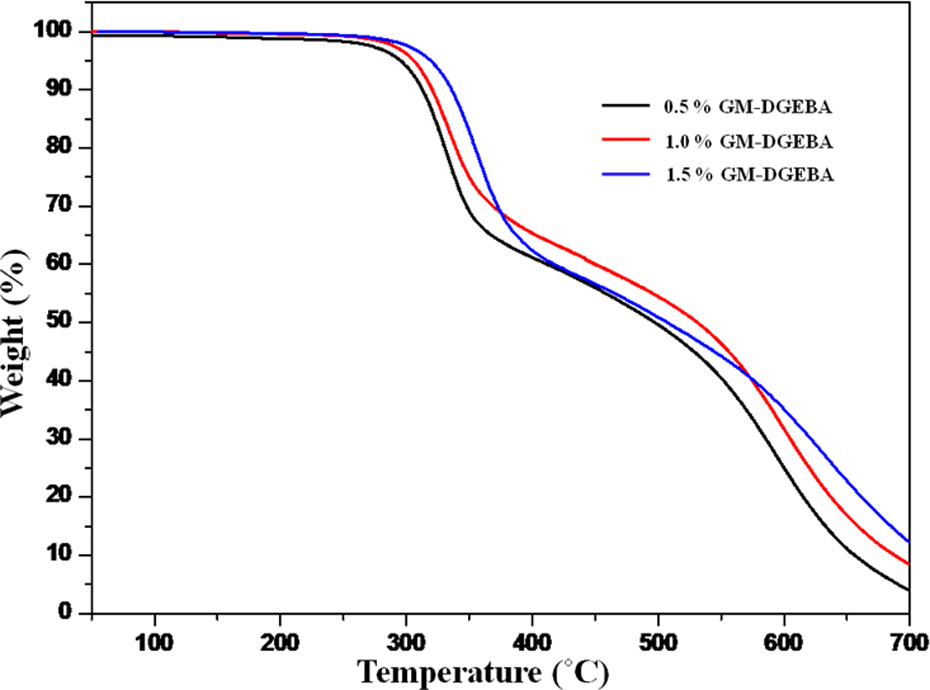
TGA thermogram of surface-activated mullite fibre-reinforced epoxy nanocomposites. TGA: thermogravimetric analysis.
Properties of neat DGEBA and mullite-reinforced DGEBA epoxy nanocomposites.
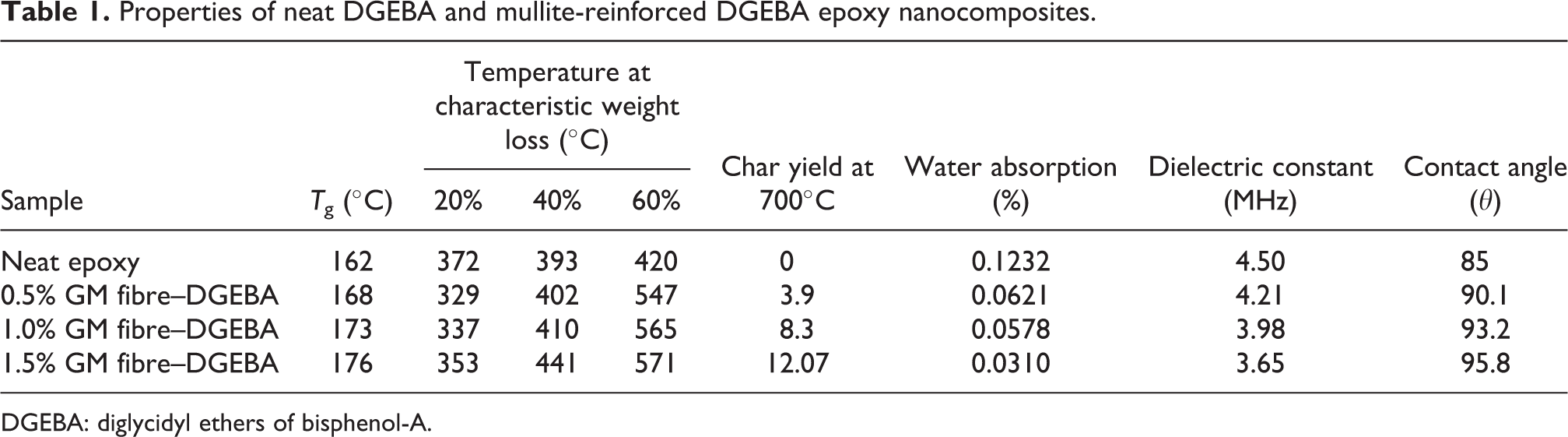
DGEBA: diglycidyl ethers of bisphenol-A.
Mechanical properties of neat DGEBA and mullite-reinforced DGEBA epoxy nanocomposites.
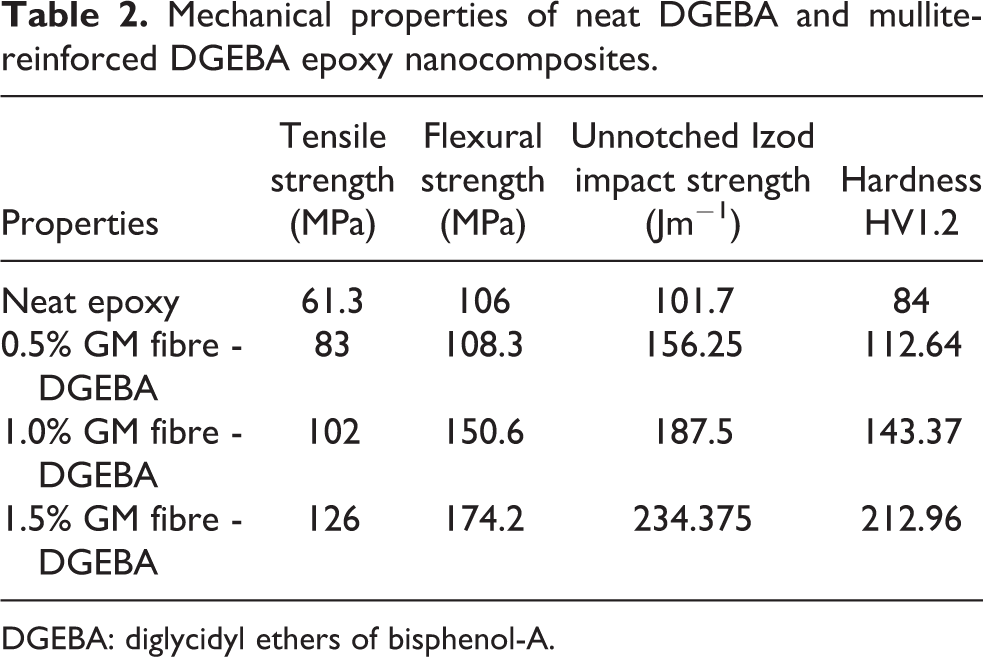
DGEBA: diglycidyl ethers of bisphenol-A.
Mechanical properties
Tensile and flexural properties
The tensile properties of the GM fibre-reinforced epoxy nanocomposites have been shown to be significantly improved, when the fibre was introduced into the epoxy matrix. The incorporation of 0.5, 1 and 1.5 wt% surface-modified mullite fibre into the DGEBA epoxy increased the tensile strength to 83, 102 and 126 MPa, respectively. The effective stress transfer is the vital factor, which contributes to the strength of the composite material. The well-dispersed mullite fibre in the epoxy matrix showed a drastic increase in the tensile strength, especially for nanoparticles with a high surface area at even low-filler content. This is mainly due to the strong interfacial adhesion between DGEBA epoxy matrix and mullite fibres through covalent bonding interaction. 35 This is further explained as being due to the inherent molecular structure of the surface-modified mullite fibre and formation of a cross-linked network between the DGEBA epoxy and the surface-modified mullite fibre.
In addition, the flexural strength of the surface-modified mullite fibre-reinforced epoxy nanocomposites was found to be higher than that of the neat DGEBA epoxy. The enhancement in the values of flexural strength to 108.3, 150.6 and 174.2 MPa for 0.5, 1 and 1.5 wt% GM fibre is explained as being due to the resilient flexible behaviour imparted by the molecular structure of the mullite fibre, when it is reinforced with the DGEBA epoxy. Furthermore, the effective compatibility between the epoxy matrix and the GM fibre is very high, which makes the molecule to move freely and ultimately enhance the flexural behaviour. The lower cross-link density also favours the flexural strength with reduced brittle behaviour. The increase in the flexural strength may also be attributed to the homogenous dispersion of the mullite fibre in the epoxy matrix, which imparts the chain elongation and flexibility of the epoxy matrix. 10,35
Impact strength
The incorporation of the GM fibre into the DGEBA epoxy resin improves the impact strength, according to their percentage content. For 0.5 wt% GM fibre, the impact strength of the hybrid systems was improved to 156.25, in comparison with the neat epoxy, and for 1%, it was 187.5 and for 1.5%, it was 234.3. This was attributed to the presence of the homogenously-dispersed mullite fibre present in the DGEBA system, contributing to its flexibility with high strength and stiffness of the surface-modified mullite content. From the scanning electron micrograph, it is understood that as the weight percentages of the GM fibre increase from 0.5 to 1.5 wt%, there is an increment in their rough surface also, where the ductility increase leads to the energy absorption incident on it. In addition, the surface-modified mullite fibre loading in the completely exfoliated hybrid nanocomposites increases the values of the tensile strength and flexural strength as well as the impact strength in comparison with the neat epoxy systems. Normally, reinforced composites exhibit a decrease in the elasticity with respect to the neat resin systems. Nagendiran et al. attributed that the improvement in both toughness and strength in the case of exfoliated nanocomposites imparts to the plasticizing effect of the dangling chains in the polymer matrix and the reinforcement effect of the nanolayers. This may be attributed to the nanolevel reinforcement of the mullite fibre and the ability to hinder the molecular motions and network junctions. 10
Hardness
The hardness of the surface-modified mullite fibre-reinforced epoxy nanocomposites was found to have increased drastically with an increasing percentage incorporation of the mullite fibre into the epoxy network. From the results shown in Table 2, it can be concluded that the fracture toughness based on crack length is very high. The hardness value of the unmodified epoxy system is 84, whereas the values of the surface-modified mullite-reinforced epoxy nanocomposite systems increased due to the formation of the network structure between them. For 0.5, 1 and 1.5 wt%, the hardness values were 112.64, 143.37 and 212. 96, respectively. The two inorganic groups such as alumina and silica present in the mullite fibre enhance the fracture toughness values to an appreciable extent, making the nanocomposites stronger than neat epoxy. 36 –39
XRD analysis
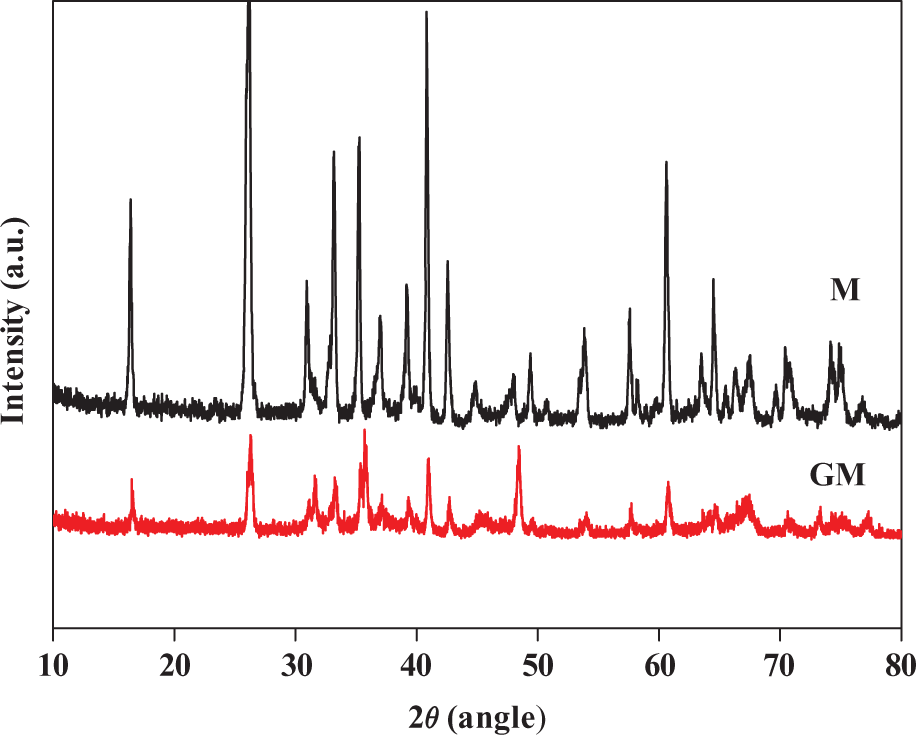
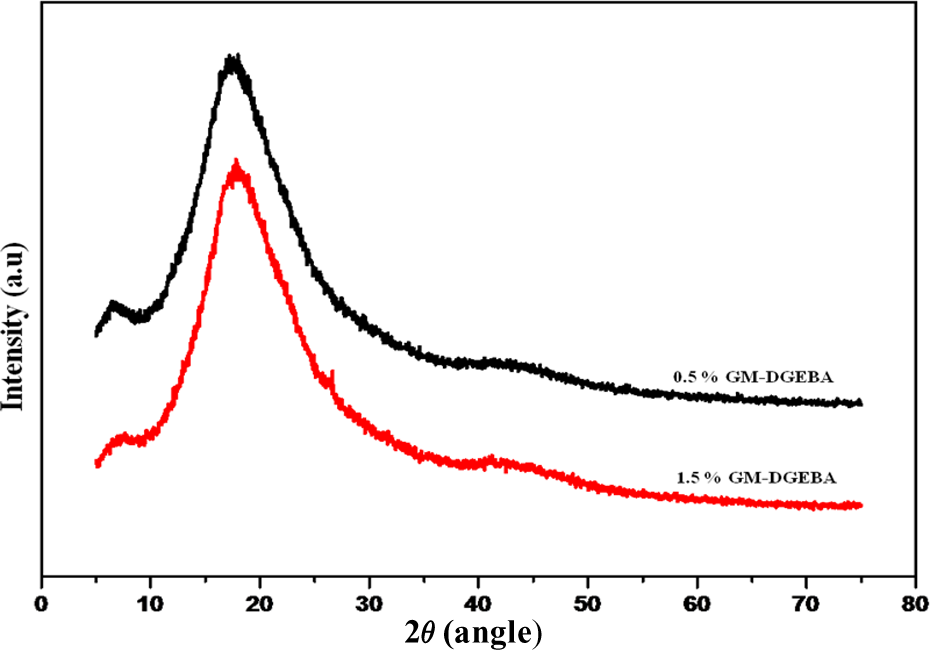
XRD was used to characterize the GM fibre-reinforced epoxy nanocomposites. The synthesized mullite fibre shows diffraction peaks that are identical to the observation reported earlier for a similar work. When the temperature is increased to 1000°C, mullite and Al–Si spinel are simultaneously observed. At 1200°C, only mullite is observed, complete mullitization has taken place. 40 A sharp and strong 980°C exothermic peak indicates a better homogeneity in the degree of mixing of the Al and Si components in the gels. Figure 7 shows the XRD pattern of neat mullite and glycidyl-functionalized mullite. The XRD pattern of both neat mullite and functionalized mullite content shows no change of peak with their 2θ values and there is a variation only at their intensities. The introduction of 0.5 and 1.5 wt% surface-modified mullite fibre-reinforced epoxy nanocomposites (Figure 8) showed a broad peak at 17.2. This is due to the favourable covalent bonding interaction between the polymer molecules and mullite fibres. The d-spacing of the GM fibre–DGEBA epoxy is higher than that of the unmodified epoxy. From Figure 8, it is evident that there is no diffraction peak observed for the GM fibre–DGEBA epoxy nanocomposite. The mullite fibre disperses homogeneously in the form of individual layers within the polymer matrix and forms exfoliated nanocomposites, which contribute to the improvement of the thermal and mechanical properties of nanocomposites. 4 From the Figures 7 and 8 it can be concluded that the mullite fibres were well dispersed in the DGEBA epoxy matrix. The smooth homogeneous dispersion between the mullite fibres and epoxy matrix was also confirmed by the scanning electron microscopic (SEM) analysis.
XRD pattern of mullite fibre reinforced DGEBA epoxy nanocomposites. XRD: x-ray diffraction; DGEBA: diglycidyl ethers of bisphenol-A.
X-Ray diffraction pattern of mullite fibre and functionalized mullite.
Scanning electron microscopy
The morphology of the neat epoxy and the surface-modified mullite fibre-reinforced epoxy composites was analysed using the scanning electron micrograph, as shown in Figure 9. Figure 9(a) shows the unmodified epoxy as a smooth glassy-fractured surface in different places. This indicates the brittle nature of the unmodified epoxy, which shows its poor impact strength. The SEM photograph (Figure 9) clearly proves the interaction of the mullite fibres into the epoxy matrix homogeneously, with no phase separation. There is excellent adhesion due to the formation of covalent bonding between the glycidyl functionalized mullite fibres and the DGEBA, and hence, there is a formation of an exfoliated structure. The homogeneous dispersion of the mullite fibres/epoxy hybrid systems gradually became a highly translucent morphology. The fracture toughness showed significant improvement with the reinforcement of the mullite fibre content and increased with increasing filler content. There are no distinct agglomerations observed in the SEM analysis, which clearly indicates that there is no chance for the void growth mechanism. The pristine GM fibre epoxy nanocomposites show a smooth surface with the absence of cavities, which clearly gives an idea that there is no development of stress on the surface. 41

Scanning electron micrograms of (a) neat DGEBA, (b) 0.5% GM fibre–DGEBA, (c) 1% GM fibre–DGEBA and (d) 1.5% GM fibre–DGEBA. DGEBA: diglycidyl ethers of bisphenol-A; GM: glycidyl-functionalized mullite fibre.
Dielectric behaviour and water absorption properties
The values of the dielectric constant of the GM fibre-reinforced epoxy composites are shown in Table 1. It was noted that the incorporation of the mullite fibre into the epoxy systems displayed a lower dielectric constant value than that of the neat epoxy matrix. The values of the dielectric constant decreased with an increase in the content of the mullite fibre in the epoxy matrix. The reduced values of the dielectric constant indicate that there is an increased free volume and reduced dipole–dipole interaction between the fibre and the matrix. This was due to the presence of the pore content in the mullite fibre, which decreases the electrical behaviour, and enhances the free volume, when blended with the epoxy. 42,43 The least water-absorption character of the epoxy nanocomposite suggests its low polar content. It is already known that the signal propagation delay time of integrated circuits was proportional to the square root of the dielectric constant of the matrix, and the signal propagation was directly proportional to the dielectric constant and dielectric loss of the fibre matrix composite. 11 It is well known that the presence of absorbed water has a devastating effect on the dielectric properties of the resin; so, water absorption is of great interest for high-performance applications, especially in the microelectronics industry. 44
Water-absorption behaviour was tested on the hybrid samples by immersing them in deionised water for 48 h at ambient temperature. Interestingly, it was seen that the surface-modified mullite fibre-reinforced epoxy nanocomposite absorbed less water compared with the neat epoxy matrix.
Contact angle
The hydrophobicity of the neat DGEBA and GM fibre-reinforced epoxy composite was determined from the contact angle measurements using a goniometer. In this work, the surface contact angles were measured with water and diiodomethane as probe liquids, and the results are shown in Table 1. It has been observed that the mullite-reinforced nanocomposite possesses higher contact angle compared with the neat epoxy resin. The contact angle values of neat DGEBA, 0.5, 1 and 1.5 wt% GM fibre-reinforced epoxy composite were 85, 90.1, 93.2 and 95.8°, respectively. The contact angle increased with the increase in weight percentages of GM fibre content. The increase in the contact angle indicates the increase in the hydrophobic nature of the composite, which is due to the chemical interaction between GM fibre and DGEBA and also due to the presence of hydrophobic nature Si–O–Si linkage in the composites. The less affinity of the blends indicates the hydrophobic nature of the composite, which is due to the addition of mullite reinforcement agent and may also be due to the increase in the roughness of the surface area, which may obviously increase the contact angle value. 45
Summary and conclusion
The organic–inorganic hybrid nanocomposites, involving surface-modified mullite fibre and the DGEBA epoxy were developed and characterized. The incorporation of the GM fibre into the DGEBA epoxy resin improved the mechanical properties and impact properties of the latter. The increasing percentage of the inorganic content (GM fibre) increased the thermal stability and char yield. Functionalizing the mullite fibre by chemical blending method may also increase the mechanical and thermal properties. From the SEM and XRD analyses, the homogeneous and molecular level dispersion of the mullite in the DGEBA epoxy matrix was ascertained. The hydrophobicity nature was observed from the contact angle, water absorption and dielectric constant. The developed surface-modified mullite fibre-reinforced epoxy nanocomposites can be used in high-performance thermomechanical engineering applications.
Footnotes
Acknowledgement
The authors thank Dr P. Manohar, Professor, Ceramic Technology, Anna University, Chennai, India, and also acknowledge the help rendered by Dr A. Ashok Kumar, Dr K. Dinakaran, Dr A. Chandramohan, M. Mandhakini, M. Selvi, P. Prabunathan, SG. Gunasekaran, E. Satheesh Kumar and research scholars, Polymer composites lab, Department of Chemical Engineering, Anna University, Chennai, India.
Funding
This research received no specific grant from any funding agency in the public, commercial, or not-for-profit sectors.