
Abstract
The previously developed TriA-X polyimide resin, consisting of pyromellitic dianhydride/2-phenyl-4,4′-diaminodiphenyl ether; 9,9-bis(4-aminophenyl)fluorene/4-phenylethynylphthalic anhydride (PEPA), was exposed for 3000 h to air at 180, 240, and 270°C or a vacuum environment at 270°C, in order to study its long-term thermal stability. The weight loss and dimensional changes were measured. Elemental analysis was also conducted in order to estimate the TriA-X degradation process. The TriA-X exhibited excellent thermal stability at 180°C and a very small degree of degradation at 240°C, with the degradation becoming significant at 270°C. The latter was primarily dominated by the oxidation of a chain-extension moiety formed by the cure reaction of the end-cap PEPA.
Introduction
Aromatic addition-type polyimide resins, which consist of imide oligomers terminated by reactive end caps, are a type of prospective candidate material for high-temperature polymer matrix composite (HT-PMC) matrices. Previously, Serafini et al. 1 proposed the polymerization of monomeric reactants resin (PMR-15) as a first-generation addition-type polyimide for HT-PMC. However, although this imide oligomer exhibits a high glass transition temperature (T g) of 340°C and low melt viscosity (sufficient for the fabrication of a composite material), it is also brittle and exhibits low thermo-oxidative stability. 2 –5 In contrast, high fracture toughness and good thermo-oxidative stability have been achieved for a second-generation addition-type polyimide; phenylethynyl-terminated imide (PETI) oligomers, although their service temperature is lower than that of PMR-15 because of the T g, which is 260°C in the case of PETI-5. 6 –12
For the use of HT-PMC in long-term applications at elevated temperatures, for example, in aircraft engines, high long-term thermal stability is necessary, in addition to the generally required properties for PMC. Previously, Bowles et al. 13 evaluated the long-term thermal stability of PMR-15 by measuring the weight loss and dimension changes and by conducting chemical analyses using Fourier transform infrared spectroscopy and X-ray photoelectron spectroscopy (XPS), following isothermal aging at 288, 316, and 343°C. Further, Meador et al. 14 have suggested that oxidation of both the main chain moiety and the cross-link structure formulated by the end-cap reaction causes PMR-15 degradation in air. Some researchers have also proven that the oxidative degradation of the cross-link structure is greater than that of the main chain in PMR-15. 15,16 Takekoshi and Terry 17 have evaluated the oxidative stability of imide oligomers terminated by nadic anhydride (the PMR-15 end cap), 4-phenylethynylphthalic anhydride (PEPA), 3-(phenylethynyl)aniline, and p-aminostyrene. Their study demonstrated that the PEPA-terminated imide oligomer exhibited the highest oxidative stability of the examined end caps. This high oxidative stability is one of the main reasons why PEPA is applied as an end cap in next-generation aromatic addition-type polyimide resins such as PETI-5. However, although the oxidative degradation of the PETI series at high temperature exhibits similar features to those of a linear polymer, 18 the weight losses of the PETI series are slightly greater than those of their main chain polymers. 7,11,12
With the aim of developing new polyimide resins, Yokota et al. have focused on an imide oligomer having an amorphous, asymmetric, and addition-type chemical structure; the developed resins are called “Triple-A” polyimides. 19,20 The chemical structure of the Triple-A polyimide series has been revised and improved several times and, at present, the most advanced Triple-A resin in the series is “TriA-X,” which exhibits the most beneficial properties of all currently reported resins. 21,22 The imide oligomer of TriA-X is derived from four monomers, pyromellitic dianhydride (PMDA), 2-phenyl-4,4′-diaminodiphenyl ether (p-ODA), and 9,9-bis(4-aminophenyl) fluorene (BAFL), with PEPA applied as the end cap. Figure 1 shows the chemical structure of the TriA-X imide oligomer. This imide oligomer (average degree of polymerization (n) = 4) exhibits low melt viscosity (sufficient for composite fabrication) because of the aggregation suppression due to the asymmetric structure (minimum melt viscosity (|η*|min) = 154 Pa s). Further, the cured resin has a high T g of 370°C and an excellent failure strain (>11%) among addition-type polyimide resins previously reported in the literature. 5,6 Consequently, TriA-X has achieved the required combination of processability, high heat resistivity, and good mechanical properties to constitute an effective aromatic addition-type polyimide resin.
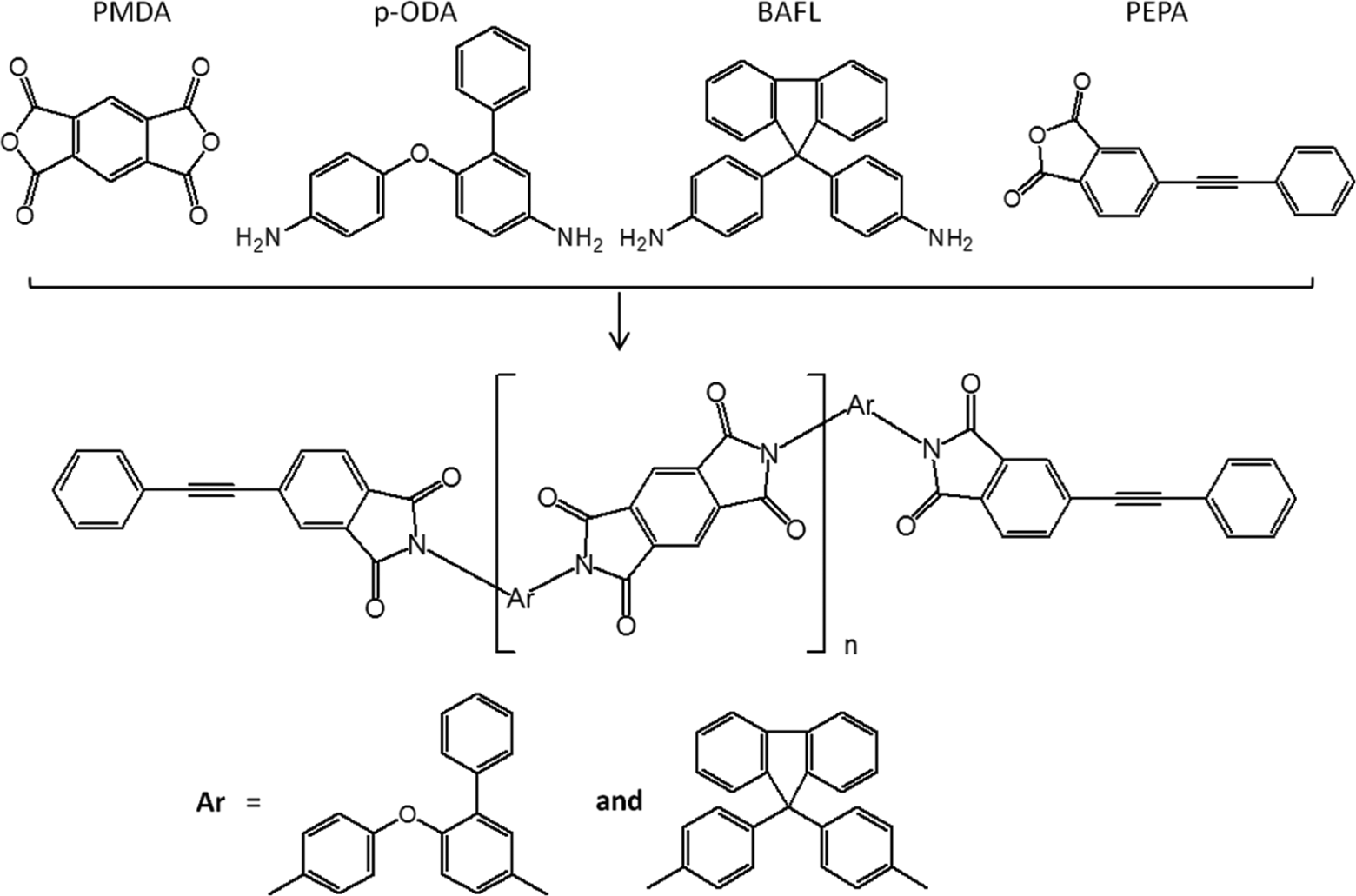
Chemical structure of TriA-X (PMDA/p-ODA;BAFL/PEPA) imide oligomer. PMDA: pyromellitic dianhydride; p-ODA: 2-phenyl-4,4′-diaminodiphenyl ether; BAFL: 4-phenylethynylphthalic anhydride; PEPA: 9,9-bis(4-aminophenyl)fluorene.
In addition to these key properties, long-term thermal stability is also imperative for a polyimide resin to be used in high temperature applications, as noted above. Therefore, in this study, we conduct isothermal aging tests of neat TriA-X resin at 180, 240, and 270°C so as to evaluate the long-term thermal oxidation stability of this material. In addition to TriA-X (PMDA/p-ODA; BAFL/PEPA), we evaluate various main chain structure combinations, that is, PMDA/p-ODA, PMDA/p-ODA/PEPA, and PMDA/4,4′-ODA, in order to understand the effects of the chemical structure on the TriA-X thermal degradation. The weight losses, dimension changes, and chemical analysis results reveal the potential of TriA-X for good long-term thermal stability and, also, facilitate understanding of the chemical degradation process at high temperatures.
Experimental procedure
Materials
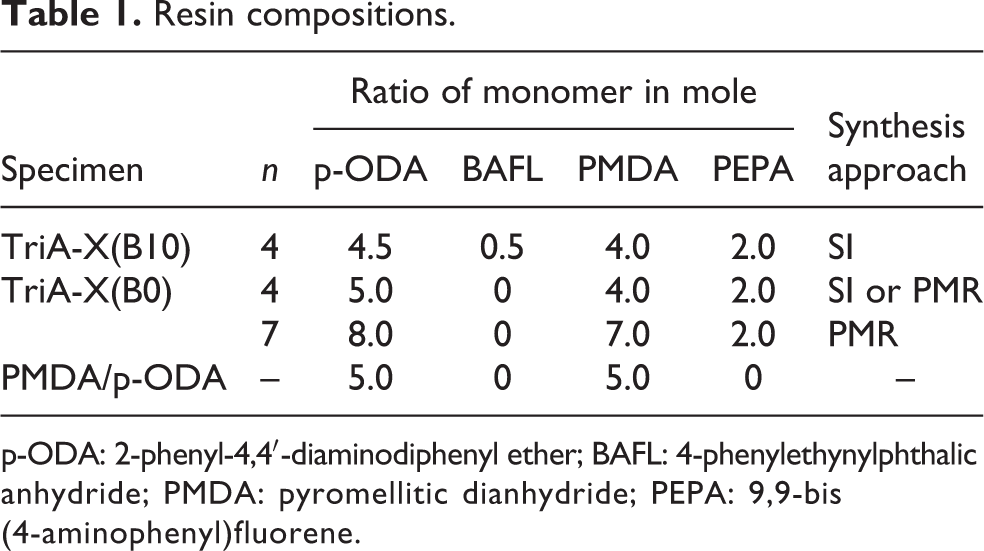
Three types of resin were prepared for the isothermal aging test; their molecular compositions are shown in Table 1. TriA-X (B10) imide oligomer was derived from two diamine mixtures (p-ODA:BAFL = 4.5:0.5) and one acid anhydride monomer (PMDA) by endcapping with PEPA. TriA-X oligomer without BAFL (TriA-X (B0)) was also prepared so as to evaluate the effect of the BAFL on the long-term thermal stability. Furthermore, it was found that TriA-X (B0) film could be more easily molded than TriA-X (B10) for n > 4; therefore, TriA-X (B0) was applied to evaluate the effect of n on the long-term thermal stability. In addition, the main chain polymer of TriA-X, which was PMDA/p-ODA, was prepared in order to evaluate its thermal stability. A commercial material, APICAL-AH, consisting of PMDA/4,4′-ODA (purchased from KANEKA Corp., Japan), was also used for the isothermal aging test in order to compare the p-ODA and 4,4′-ODA stabilities. Figure 2(a) and (b) shows the chemical structures of PMDA/p-ODA and PMDA/4, 4′-ODA (APICAL-AH), respectively.
Resin compositions.
p-ODA: 2-phenyl-4,4′-diaminodiphenyl ether; BAFL: 4-phenylethynylphthalic anhydride; PMDA: pyromellitic dianhydride; PEPA: 9,9-bis(4-aminophenyl)fluorene.
Chemical structures of (a) PMDA/p-ODA and (b) APICAL-AH. PMDA: pyromellitic dianhydride; p-ODA: 2-phenyl-4,4′-diaminodiphenyl ether.
Preparation of TriA-X (B10) and (B0) imide oligomers by solution imidization technique
TriA-X (B0) imide oligomer was prepared using solution imidization (SI) technique 21 as follows: p-ODA and N-Methyl-2-Pyrrolidone (NMP) were added to a dried three-necked, round-bottom flask equipped with a nitrogen inlet and magnetic stirrer. After the diamine had dissolved completely, PMDA was added to this solution. This mixture was stirred for 2 h at room temperature in a nitrogen atmosphere. Then, PEPA was added with additional NMP to achieve the concentration of total solids of 30 wt%. This solution was stirred for another 2 h at room temperature. After attaching a reflux condenser to the flask, the amide-acid oligomers in NMP solution were imidized at 180°C in an oil bath for 5 h. This solution was poured into water to precipitate the imidized oligomer at room temperature. The precipitate was filtered, washed with methanol, and dried at 200–260°C in a vacuum oven for up to 10 h. TriA-X (B10) imide oligomer was supplied from KANEKA Corp. Japan, which was synthesized in an equivalent process.
Preparation of TriA-X (B0) imide oligomer by polymerization of monomeric products technique
In addition to SI technique, polymerization of monomeric products (PMR) technique 23 was used for the synthesis of TriA-X (B0) imide oligomer. In the case of PMR technique, esterified PMDA and PEPA were used. PMDA ester, PEPA ester, p-ODA, and an ether solvent were added to a dried vial equipped with a magnetic stirrer. This mixed solution (PMR solution) was stirred for 20 min at room temperature. The dissolved PMR solution was heated at 250°C in an air oven for 1 h for the imidization. In this preparation process, the molecular compositions for the oligomers with different degrees of polymerization are as shown in Table 1.
Preparation of TriA-X (B10) and (B0) cured film
The imide oligomers were cured as films (100 mm × 100 mm × 100–130 μm) using a hot press (Mini Test Press 10, Toyo Seiki Seisaku-sho, Ltd., Japan) as follows. The imide oligomers were heated at 310–330°C for 20 min on a stainless steel plate with UPILEX-S separator films for the melting. The molten oligomer was pressed under 2.0 MPa at 310°C. While maintaining the pressure, the temperature was raised to 370°C and held for 1 h.
Preparation of PMDA/p-ODA film
PMDA/p-ODA was prepared by conventional two-step procedure 24 through poly(amic acid)s utilizing corresponding diamine and dianhydride as described below. P-ODA was dissolved in NMP and mechanically stirred for 2 h at room temperature. Then, PMDA was added and stirred for 12–18 h to insure complete reaction of the monomers. The resulting homogeneous polyamide acid (PAA) solutions were refrigerated until used for film casting. The PAA solution was spread onto the glass plates and using a 200-μm blade gap. This solution was cast in an enclosed dust-free chamber and dried at 80°C to prepare the film. Then, the film on glass plate was heated at 150°C for 1.5 h. When tack-free, the PAA film was thermally converted to the corresponding polyimide film by stepwise heating in a vacuum oven for 0.5 h each at 200, 250, 300, 350, and 400°C.
Long-term thermal aging tests
The formed resin films were cut into experimental specimens measuring approximately 50 mm × 100 mm and exposed to air at 180, 240, and 270°C for 3000 h using a thermostatic chamber (PHH-201M, ESPEC Corp., Japan) and to a vacuum environment at 270°C established using a vacuum furnace (DQ-30SA, SATO VAC Inc., Japan), also for 3000 h. The pressure in the vacuum furnace was less than 1.0 Pa. The film specimens were removed from the furnace several times during the aging processes. When the specimens were removed, they were placed in an electrical desiccator for 1.0 h in order to stabilize their moisture absorption under uniform humidity. Then, the weight and dimension changes were measured. The dimension change of each specimen was measured on the surface area of the film, neglecting the side surface. The surface area was calculated based on the number of pixels in a plain scale image obtained via copy machine scanning. The image pixel number was 3510 × 2482. The initial weight and surface area values for each film were measured after drying at 60°C for more than 4 h under vacuum.
Elemental CHN analysis
The weight percentages of the film constituent elements were measured using an elemental CHN analyzer (Micro corder JM10, J-Science Lab Co., Ltd., Japan). The specimens subjected to this analysis were unexposed TriA-X (B10) film and TriA-X (B10) film specimens exposed to air at 270°C for 1000, 2000, and 3000 h. The combustion, oxidation, and reduction temperatures were 1150, 850, and 550°C, respectively. The O2 and He gas flow rates were 30 and 125 ml/min, respectively. The specimen weight was approximately 1.0 mg and each analyzed specimen was sandwiched by a stannum capsule during the measurement. As a polyimide is flame-retardant, oxidized copper was added to promote the combustion.
X-ray photoelectron spectroscopy
XPS analysis was conducted using an XPS analyzer (PHI 5000 VersaProbe II ULVAC-PHI, Inc., Japan) so as to evaluate the atomic percentages of the TriA-X constituent elements. The X-ray laser focus diameter was 100 μm and the laser source and intensity were Al-Kα and 15 kV·25 W, respectively. When the wide spectrum analysis (pass energy: 187.85 eV) was performed, Si and Ca contaminants were observed on the film surface. In order to remove these contaminants, the surface was sputtered to a depth of 100 nm using an Ar-gas cluster ion beam laser at 10.0 and 5.0 kV, before narrow spectrum analysis. The binding energy was referenced to the aromatic C signal at 284.6 eV. The specimens were unexposed and exposed TriA-X (B10) films, as for the CHN analysis. The atomic percentage was calculated from the narrow spectrum (pass energy: 58.70 eV).
Results and discussion
Weight loss and dimension change
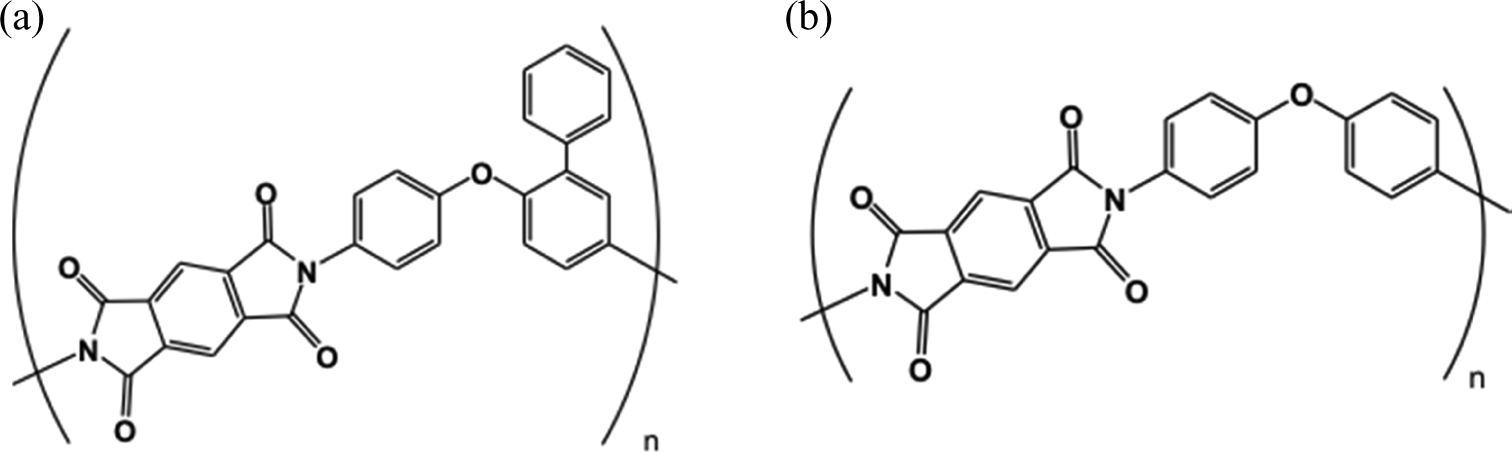
Figure 3(a) to (d) shows the weight changes of the films exposed to air at 180, 240, and 270°C, and to a vacuum environment at 270°C, respectively, as functions of the aging time. As shown in Figure 3(a), the TriA-X (B10) did not exhibit weight loss following exposure at 180°C for 3000 h. However, linear weight loss was observed for the TriA-X (B10) specimen exposed at 240°C, which became significant for the specimen exposed at 270°C, as shown in Figure 3(b) and (c), respectively. These weight losses were lower than that of the TriA-X (B0). Thus, BAFL consisting of four phenyl groups inhibits weight loss. In contrast, the weight loss of PMDA/p-ODA, which is the main chain polymer of TriA-X, is clearly low at 240 and 270°C. Further, there was no clear difference between the weight losses of the PMDA/4,4′-ODA (APICAL-AH) and PMDA/p-ODA. Therefore, it is likely that the main chain of TriA-X did not degrade until the temperatures exceeded 270°C, although we had expected that the pendant phenyl group of p-ODA would contribute to the degradation to some extent. Additionally, the weight losses of all films at 270°C under vacuum were very small, at less than 1.5% following 3000-h aging, as shown in Figure 3(d). These results clearly indicate that the TriA-X weight loss due to the long-term thermal aging at 240 and 270°C is primarily caused by oxidation of the PEPA end-cap moiety.
Weight changes of TriA-X (B10, n = 4, SI), TriA-X (B0, n = 4, SI), PMDA/p-ODA, and PMDA/4,4′-ODA (APICAL-AH) films exposed to air at (a) 180°C, (b) 240°C, and (c) 270°C, and (d) under vacuum at 270°C, as functions of aging time. PMDA: pyromellitic dianhydride; p-ODA: 2-phenyl-4,4′-diaminodiphenyl ether.
Figure 4 shows the weight changes of the TriA-X (B0) films having n = 4 and 7. The end-cap concentration decreases as n increases. As shown in this figure, the weight loss of the film having n = 7 became lower than that of n = 4. This result further supports the conclusion that oxidation of the PEPA moiety is primarily responsible for the TriA-X weight loss. Note that this result is consistent with that of the literature. 7,11,12 Further, weight losses of TriA-X (B0) having n = 4, synthesized by PMR technique, was lower than that by SI technique as shown in Figures 3(c) and 4, although reasons for this difference are at present not known.
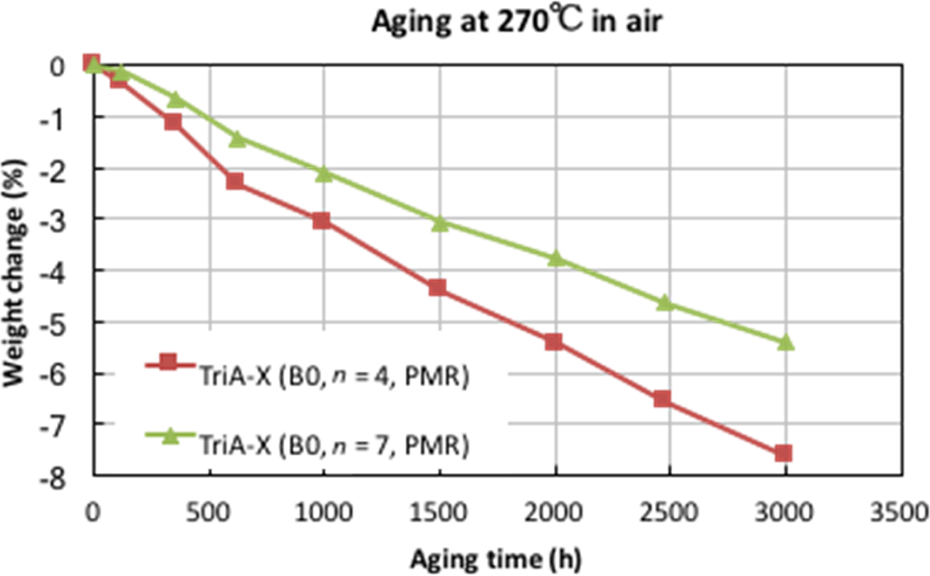
Weight changes of TriA-X (B0) films having different n values.
Figure 5 shows the surface area variations of the exposed films as functions of aging time. TriA-X (B10) and (B0) shrinkage was observed at 240°C, becoming significant at 270°C, similar to the weight loss behavior. Further, the TriA-X (B10) shrinkage was less than that of the TriA-X (B0) at 270°C. In addition, no shrinkage was observed for the TriA-X (B10) film at 180°C in air, nor at 270°C under vacuum. As shown in Figures 3(a)–(d) and 5, these tendencies agree with the previously obtained weight loss data for the film. Therefore, oxidation of the PEPA moiety would be a main cause of the shrinkage as with the weight loss.
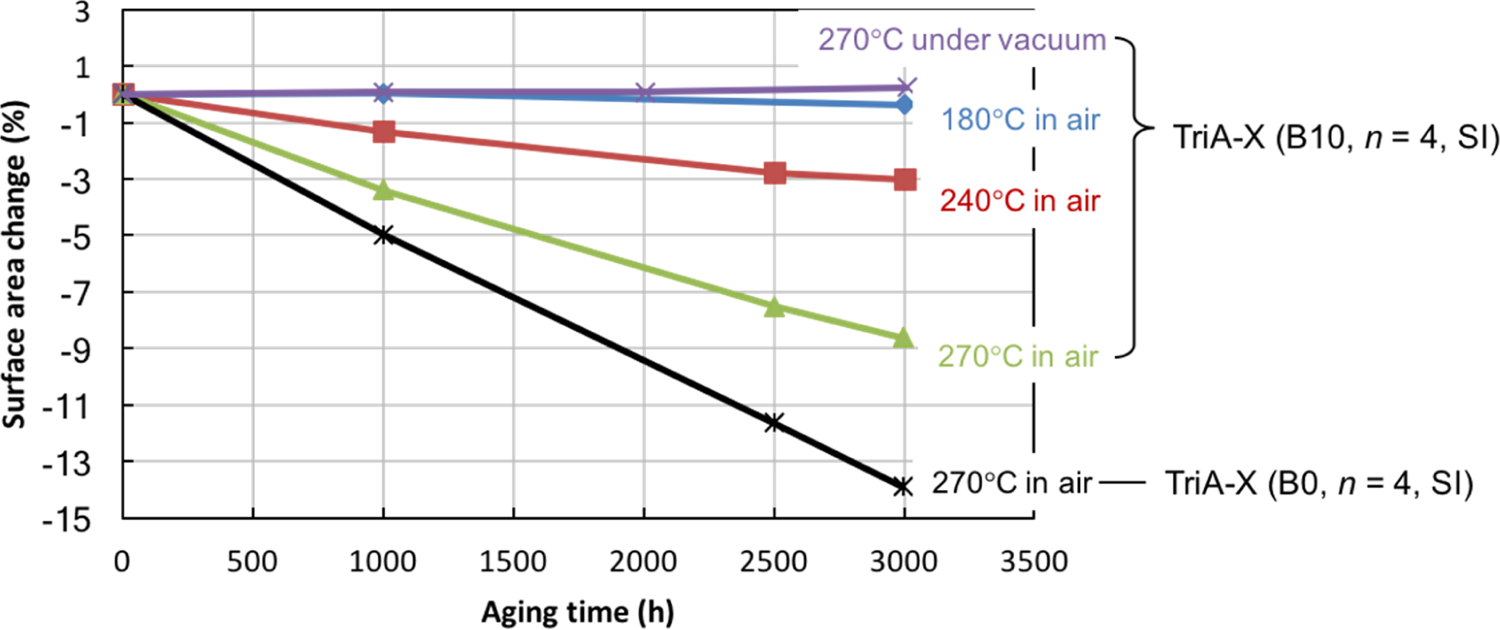
Surface area changes of exposed films as functions of aging time.
Elemental CHN analysis
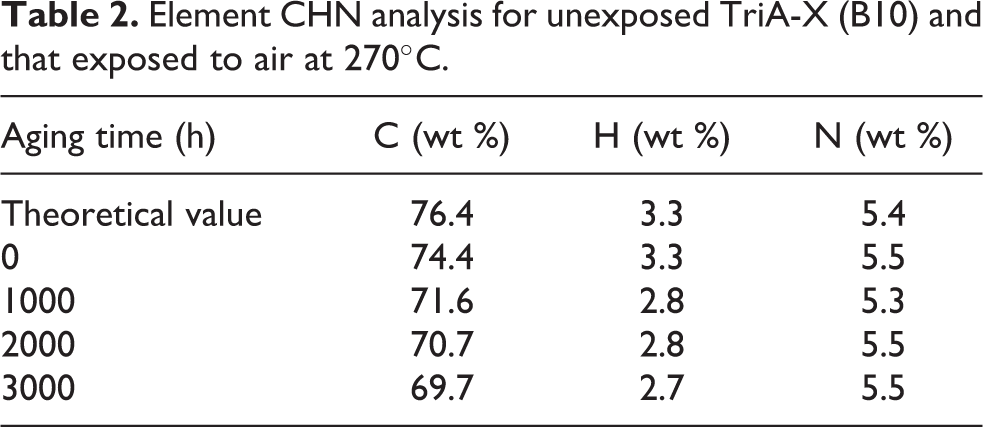
Table 2 shows the changes in the weight percentages of the constituent elements of the unexposed TriA-X (B10) film and that exposed to air at 270°C with increased aging time. It is apparent that the weight percentages of C and H decreased as the aging time increased. On the other hand, the N weight percentage did not change greatly. This result indicates that the TriA-X degradation is related to the C and H emission. The weight loss and shrinkage results have already clarified that the degradation is caused by the oxidation of the PEPA moiety. Accordingly, this analysis indicates that the C and H emission of the cross-linked PEPA moiety occurs through oxidation.
Element CHN analysis for unexposed TriA-X (B10) and that exposed to air at 270°C.
X-ray photoelectron spectroscopy
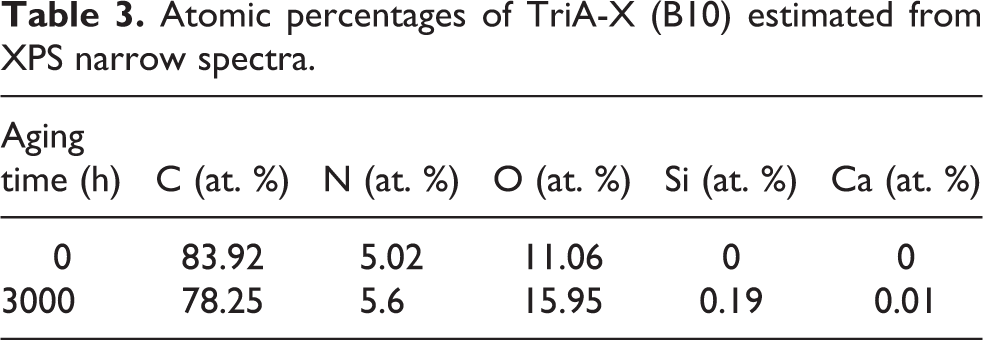
Figure 6(a) to (c) shows the XPS narrow spectra of the C1s, N1s, and O1s, respectively, for both unexposed TriA-X (B10) and that exposed to air at 270°C. Table 3 presents the atomic percentages of the respective elements estimated from each narrow spectrum. As shown in Figure 6(a), peak 1, which occurs at 283−286 eV, indicates the existence of C–C, C–H, C=C, or C–N bonding, while peak 2, at 286−289 eV, indicates that of C=O or O=C–N. The intensity ratio of peak 1 to 2 decreases from 4.1 to 3.4 with aging at 270°C, as shown in Figure 6(a). This result indicates that the C–C, C–H, C=C, or C–N bonding decreased, and/or that the C=O or O=C–N bonding increased, as a result of the aging. As shown in Table 3, the atomic percentage of the C element decreased after aging at 270°C for 3000 h, as in the case of the CHN analysis. Additionally, the O element percentage increased after aging. These results indicate the bond dissociation of C–C, C–H, or C=C, along with the addition of O to form C=O or O=C–N bonding in the cross-linked PEPA moiety.
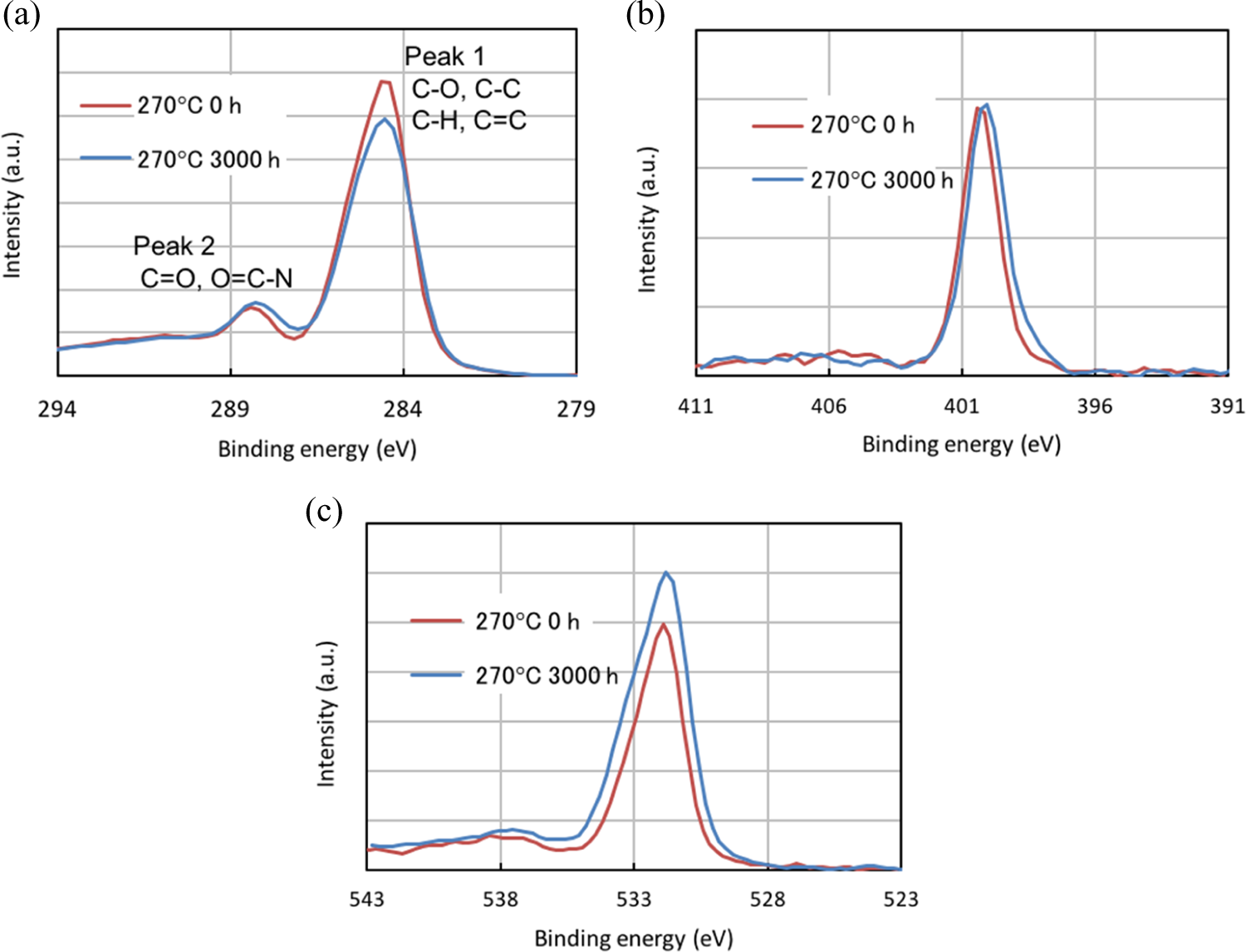
XPS narrow spectra of (a) C1s, (b) N1s, and (c) O1s for unexposed TriA-X (B10) and that exposed at 270°C in air. XPS: X-ray photoelectron spectroscopy.
Atomic percentages of TriA-X (B10) estimated from XPS narrow spectra.
Possible TriA-X degradation process
In this study, we obtained the following chemical knowledge regarding the long-term thermal degradation of TriA-X: Oxidation of the cross-linked PEPA moiety is the main cause of weight loss and shrinkage during aging in air; C and H are emitted by the oxidation, whereas the N content remains stable; The C–C, C–H, or C=C bond is dissociated by the oxidation; The oxidation proceeds with additional reaction of O to form C=O or O=C–N bonding; BAFL contained in the main chain structure inhibits weight loss.
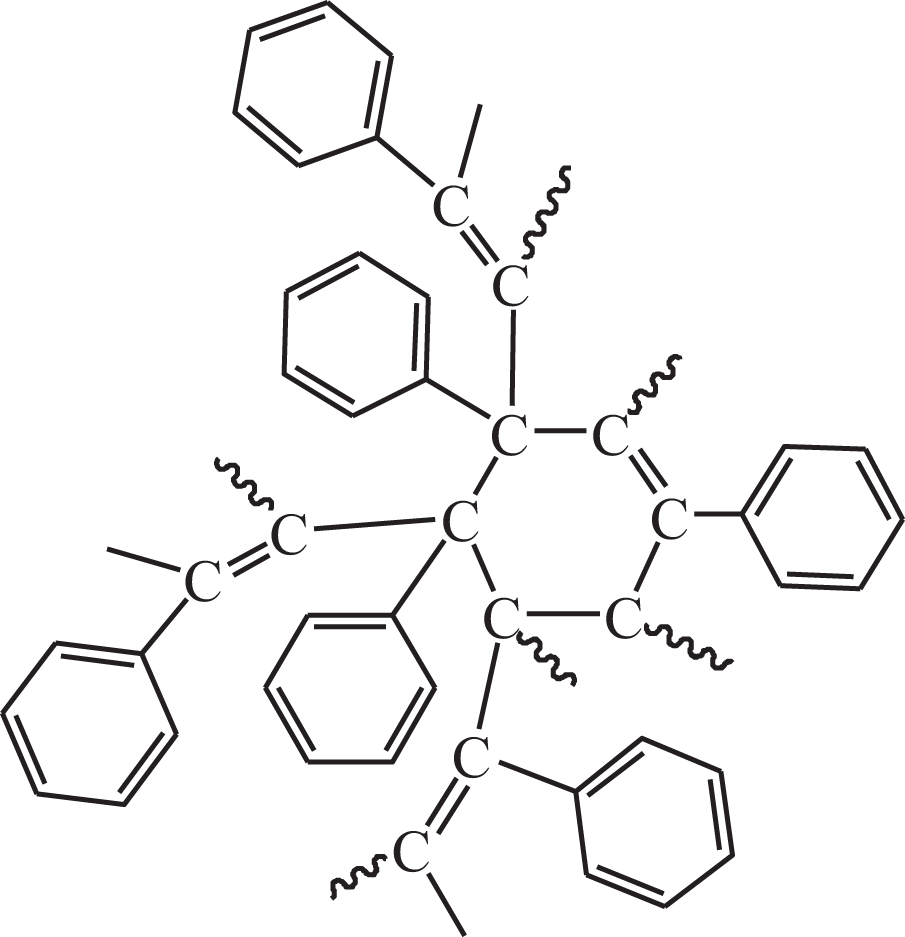
A PEPA triple bond (Figure 1) opens at a given cure temperature, causing the formation of certain kinds of chain extensions. 25,26 Figure 7 shows one sample schematic of the chain extensions that are believed to form as a result of the PEPA cure reaction. That is, phenyl-group, C=C, and C–C bondings form partially after curing. Points 1−5 above suggest one of the following oxidative degradation processes for TriA-X. A C=C π bonding in the chain extensions may open at high temperature because of its high reactivity. Then, a free radical would be generated. This radical would temporarily stabilize at the C directly bonded with the phenyl group as a benzylradical. Then, a biradical O molecule should react and add with this intermediate. The information given in points (3) and (4) above corroborates this process. Next, some structures within the phenyl, such as benzene, toluene, and benzaldehyde, would dissociate and be emitted. This emission behavior is considered as a possibility based on points (1) and (2). BAFL contained in the main structure would prevent the diffusion of those fragments from the inside of film to the outside because of its steric structure. This understanding could support point (5).
Note that Ghose et al. have determined possible sources of PETI-330 pyrolysis volatiles (applying PEPA as an end cap), 27 proving that PEPA moiety cleavages occur more easily than their main chain during pyrolysis. Although the degradation process during pyrolysis is not necessarily identical to that during oxidation, the result reported by these authors could support the TriA-X oxidative degradation process suggested in this study.
Conclusions
This study evaluated the long-term thermal stability of the TriA-X (PMDA/p-ODA:BAFL/PEPA) polyimide resin at 180, 240, and 270°C. The TriA-X resin exhibited high potential for long-term thermal stability at high temperatures of up to 240°C. Further, the TriA-X main chain polymer showed low weight loss at 270°C for 3000 h. The TriA-X degradation was primarily caused by oxidation of the chain-extension moiety formed by the PEPA cure reaction. Accordingly, an increased degree of polymerization improves the long-term thermo-oxidative stability of TriA-X.
Footnotes
Acknowledgments
Our deepest appreciation goes to all persons involved with this program.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This investigation was financially supported by the A03 Unit in Structural Materials for Innovation in Cross-Ministerial Strategic Innovation Promotion Program (SIP) from JST.