
Abstract
Although the extensive research has expanded on the modification of cyanate ester (CE) resins and the mechanical properties of CE composites, very few studies have been conducted on carbon fibre (CF)/modified CE winding composites and the thermomechanical properties of the composites. In this research, epoxy (EP)-modified novolac cyanate ester (NCE) and bismaleimide (BMI)-modified NCE resins were prepared. The CF/modified CE winding composites were manufactured, and their thermomechanical properties were tested. The optimal winding process was determined, and a preheating technique was implemented. Then, the EP/CE resin (10:90) and the BMI–DBA/CE resin (10:90) were selected as the resin matrix of the winding composite based on the viscosity properties, mechanical properties and thermal analysis (using thermogravimetric analysis and differential scanning calorimetry) of the modified CE resin. The selected resin exhibited good manufacturability at 70°C, good thermal stability and high Tg (above 370°C). The thermomechanical property tests indicate that the modified CE resin composite exhibits an outstanding mechanical strength at room temperature and at high temperatures (130°C, 150°C and 180°C) compared with that of the pure CE resin composite. The reasons for this enhancement can be attributed to a toughening mechanism and the effect of sizing agents on the CFs.
Keywords
Introduction
Cyanate ester (CE) resin has been widely used in the preparation of composite structures and electronic materials because of its good thermal stability and dielectric properties. 1 –4 CE has excellent mechanical properties at high temperature, and its flexural strength and tensile strength are higher than those of bifunctional epoxy (EP) resins. The glass transition temperature (Tg) of bisphenol A CE is 240–260°C, while the novolac cyanate ester (NCE) (phenolic-triazine) has a Tg above 350°C, which is higher than the Tg of bismaleimide (BMI) resin. In addition, NCE has good electromagnetic wave transmissivity and ablative-resistant and flame-retardant properties which enable it to be used as an excellent aerospace material. Some NCEs are liquid at room temperature, and owing to their low viscosity, this material is more suitable for filament winding, pultrusion, resin transfer moulding (RTM) and other composite forming process. 5 –7 A CE composite with filament winding technology can be used as heat-resistant container, rocket shell, high-speed permanent-magnet motor sleeve and so on.
However, a CE, as the resin matrix of a composite material, usually needs to be modified. 8,9 The toughness of a CE resin is so poor that the fracture toughness and inter-laminar shear strength (ILSS) of the composite materials usually cannot meet the requirements of the application. Common CE modification methods include thermosetting resin modification, thermoplastic resin modification and elastic modification. 1 EP-cyanate blends modifications are common and found in many commercial and patented resin formulations. 10,11 The resin modified by blending BMI with CE is called bismaleimide-triazine (BT) resin. In recent years, several types of novel modified BT resins have been prepared to meet the requirements of different occasions, such as high flame retardancy, 12,13 good stability over a wide frequency range, 14,15 decreased curing temperature 16 and electrically conductive adhesion. 17 In addition, Karad et.al. studied the moisture absorption of CE-modified EP resin. 18 –21 Headifen conducted a test on graphite fibre composite rings wound with a CE resin and a BMI resin. 22 However, the thermomechanical properties of composite rings were not measured. Most studies on CE composites mainly focus on a bisphenol A CE resin, and few studies have investigated the NCE resin composites. 23 –25 Kunigal successively evaluated the effects of a gas turbine environment on the mechanical properties of a pultruded composite. T650/NCE composite samples were soaked in lubricant oil or thermally cycled while the tension and flexure tests were conducted after environmental conditioning. 6,7 Baltopoulos et al. investigated the incorporation of the carbon nanotubes in a CE system and manufactured two nanocomposites at contents of 0.5% and 1% per weight multi wall carbon nanotube (MWCNT). The mechanical, thermal and electrical properties of the nanopolymers versus the neat resin were examined. Meanwhile, the above-mentioned properties of carbon-fibre-reinforced polymers (CFRPs) were also measured. 26 Rushing developed a formulation of a novolac functional CE with a low viscosity bisphenol E cyanate ester (BPECN) resin blend which has a high Tg and low viscosity resin and can be applied in filament winding process at room temperature. Then, the mechanical performance, including flexural property and ILSS, of the composite with varying per cent NCE in resin formulations at a high temperature was evaluated. 27 Toldy et al. prepared CE/EP resin blends in carbon and CF-reinforced composites. The flame-retardant characterization of the resins was tested, and the composite mechanical properties were measured. 28 However, few studies have evaluated the thermomechanical properties of the NCE winding composite. In addition, very few studies on the CF-reinforced modified NCE winding process have been conducted.
In the current study, tests were conducted to investigate the mechanical properties of CF-reinforced modified NCE winding composites at room temperature and at high temperatures. The mechanical properties of the composite include hoop tensile strength, modulus and ILSS. The high-temperature environment was set at 130°C, 150°C and 180°C. First, the optimal winding process of the CE resin composite was determined. Then, the appropriate formulation resin was used as the resin matrix of the winding composite, which was selected based on the properties of the CE, the EP-modified CE resin and the BMI-modified CE resins. Research shows that the modified CE resin composite exhibits an outstanding mechanical strength at room temperature and at high temperatures, compared with that of the pure CE resin composite.
Materials and methods
Materials
The Primaset PT-30 CE resin (Lonza Co., Switzerland) is a multifunctional cyanate resin, also called phenolic CE or NCE. AG80 EP is a tetra-functional EP resin, purchased from Shanghai HuaYi resins Co. (Shanghai, China) and the name of the monomer is N, N, N′, N′-tetraglycidyl-4,4′-diaminodiphenyl methane (TGDDM). N, N-4,4-diphenylmethyene-BMI and diallyl bisphenol A (DBA) were bought from Laiyu Chemical Co. (Laizhou, China). The monomer structures of the CE, EP, BMI and DBA are shown in Figure 1
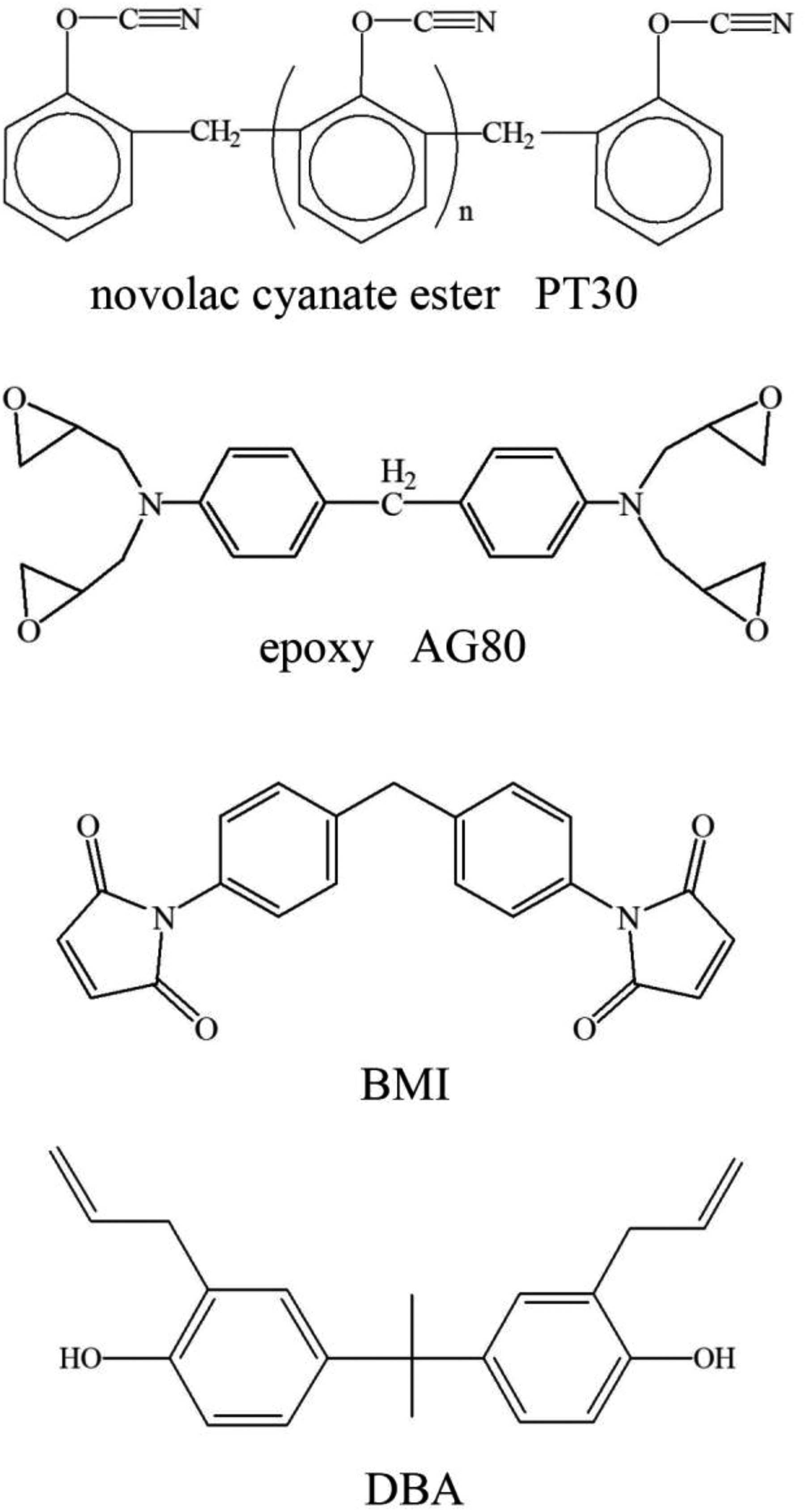
Monomer structures of CE, EP, BMI and DBA. CE: cyanate ester; EP: epoxy; BMI: bismaleimide resin; DBA: diallyl bisphenol A.
Preparation of the EP/CE and BT resins
EP/CE resin
A certain amount of EP and CE was added into a reaction vessel at 50°C. The blended resin of EP and CE was stirred at 80°C for 40 min. The blended resin system was placed into a vacuum chamber at 80°C for 1 h.
BT resin
DBA was placed into the reaction vessel and heated to 130°C. BMI was added to the vessel and stirred continuously during the process. The molar ratios of BMI and DBA in the blended resin was 1:1.2, which is referred to as the resin XU292 system. 29 The blended resin was stirred for 40 min at 140°C, and the modified BMI using DBA was obtained after cooling. A certain amount of modified BMI (BMI–DBA) and CE was added into the reaction vessel at 70°C. The blended solution of modified BMI and CE was stirred at 80°C for 40 min. The blended resin system was placed into a vacuum chamber at 80°C for 1 h. The samples of EP/CE and BT resin with varying ratios are listed in Table 1.
The formulations of EP/CE and BT resin with varying ratios.
EP: epoxy; CE: cyanate ester; BT: bismaleimide-triazine; BMI: bismaleimide; DBA: diallyl bisphenol A.
The same cure schedule was implemented for the pure CE, the EP/CE and the BT resins. The prepolymer was cured at 150°C for 1 h and at 200°C for 3 h, and then post-cured at 260°C/2 h.
Filament winding process
Toray T700 and T1000 are among the typical products of high-strength CF; moreover, M40 and M50 have high moduli. Wet winding has been adopted in the manufacturing process of naval ordnance laboratory (NOL) rings because of its good manufacturability, and hoop winding was used as the filament winding pattern. The winding tension during sample manufacturing varied for each fibre, which was mainly determined by the cross-sectional areas of the fibre. A tension-reduction technique was adopted during the winding process. The diameter of the steel mandrel was 100 mm, and spindle speed was 5.8 r min−1. The thickness of the CF NOL rings was approximately 3 mm and the width of the samples was 10 mm. A four-axis numerically controlled winding machine (Shanghai Vanguard Co., VG4FW) was used for the filament winding process. The resin bath should be heated for the resin to infiltrate fibres in a low viscosity state, and the temperature of the resin should be maintained at 70°C. Winding was carried out at a 25°C indoor temperature, and the indoor relative humidity was maintained at 40–50%. It should be noted that moisture in the air can catalyse the curing of CEs, and therefore the strict control of the indoor relative humidity is necessary. 30 The properties of the CF (Toray Co.) process parameters are listed in Table 2. The sizing agents of these CFs are suitable for EP resins, and T1000 is also suitable for the BMI resin. In addition, the viscosity of CE and modified CE at 25°C is higher than the viscosity of a typical material that is applied to the filament winding. Thus, the optimal winding process of the CE composite needs to be determined. One technique is heating the impregnated fibre close to the winding mandrel, which is similar to dry winding. A hot-air blowing machine was adopted to soften the resin impregnated in the filament, and the local heating temperature was sustained at 80°C. Another technique is preheating of the winding mandrel to prevent a higher viscosity when the impregnated fibres are attached to the surface of the winding mandrel. The winding mandrel was placed in an oven and heated to 70°C. After the mandrel removal from oven, the winding process should be carried out immediately to prevent the mandrel from cooling. In this research, a comparative experiment was performed to evaluate the effect of the impregnated fibre heating and winding mandrel preheating technique. Two batches of T700/CE samples were selected, and the preheating technique was not applied to the NOL rings of the first batch. Alternatively, the impregnated fibre heating and winding mandrel preheating techniques were used for the second batch samples. The NOL rings were tested for ILSS using the short-beam shear strength method, and the quality of the products was evaluated by observing the section of the NOL rings with microscope. The techniques that produce good results will be used in all the CF NOL ring fabrication processes. The pure CE, EP/CE (3a) and the BT (7a) resins were selected as the resin matrix of the winding processed CF NOL rings.
Properties of the CF (Toray Co.) and process parameters.
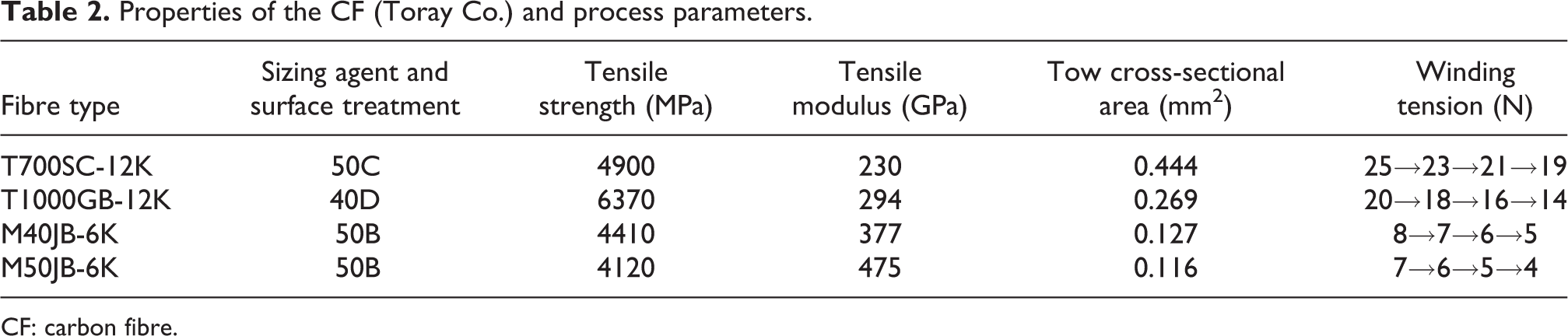
CF: carbon fibre.
Property testing of the modified CE
Physical and mechanical properties
In the fibre infiltration process of fibre winding, the maximum viscosity of resin should not exceed 2000 mPa·s. 31 This viscosity will ensure sufficient fibre wet-out and consolidation of the laminate during fabrication. Viscosity measurements were performed on the modified NCE resin systems using a digital rotational viscometer (NDJ-5 S, Lichen Co., Shanghai, China). Temperature–viscosity graphs of the EP/CE and BT resin were plotted in the temperature range of 55–80°C. In addition, at least 6 h of operation time should be guaranteed during the winding process. The viscosity values of modified CE resin at 70°C were also recorded to investigate the time–viscosity property of the resins which were placed at 70°C environment for 6 h.
The mechanical properties of modified CE were evaluated based on the Chinese standard GB/T 2567-2008. The testing parameters include tensile strength, tensile modulus, flexural strength, flexural modulus and elongation. The tests were carried out on a mechanical test machine (CTM Co., 500 kg, Shanghai, China) at 25°C.
TG–DSC analysis
Thermogravimetric (TG) measurements were performed to study the thermal degradation behaviour of the cured resins. TG and differential scanning calorimetry (DSC) measurements were performed with Mettler Toledo apparatus (Mettler-Toledo Instruments Co., Shanghai, China) supported by a STARe SW 14.00 for data acquisition. The mass of the cures resin samples was approximately 10 mg, and the experiments were conducted under a nitrogen flow of 20 cm3 min−1. The weight loss temperature T5% was defined as the initial decomposition temperature. TG measurements were carried out in the temperature range of 25–800°C. In DSC experiments, all the samples were subjected to a dynamic DSC scan from 50°C to 420°C at a heating rate of 5°C min−1.
Infrared spectrum measuring
Fourier transform infrared (FTIR) spectra of the cured modified CE resin were recorded using KBr pellets on a Thermo Electron Corporation spectrum GXA spectrophotometer (Waltham, MA, USA) in the range of 500–4000 cm−1. The resolution of spectrophotometer was 2 cm−1, and the number of sample scans was 32.
Property testing of the winding composite
Physical property testing
The density of the composites was measured with a density meter (LiChen Co., MH-300A). The fibre volume fraction and porosity of the composite samples were measured using microscope method based on the Chinese standard GB/T3366.
The hoop tensile strength and ILSS of the composite NOL rings were evaluated at room temperature and at high temperatures, respectively. The resin matrix of these composites included the CE, EP/CE and BT resins. Moreover, the thermomechanical properties of the CF-reinforced composites were also tested at different temperatures. The hoop tensile modulus of the composites could only be tested at room temperature.
Hoop tensile properties at 25°C
The hoop tensile strength of the winding composite was measured in accordance with the ASTM: D2290-12. As the size of the rotor sleeve varied from that of the standard, the tensile test fixtures were made to suit the size of current composites. These tests were carried out on a mechanical test machine (CTM Co., 10 T) using a cross-head displacement rate of 1.3 mm min−1. The hoop tensile modulus of the winding composites was measured based on the Chinese standard GB/T 1458-2008. During the test, the gap between the two split discs was measured with a grating ruler (QiHai Co., QH-800) with a range of 10 mm and a resolution of 0.5 microns. This method was not suitable for hoop tensile modulus testing at high temperatures. The schematic diagram and photograph of the testing fixture are presented in Figure 2.
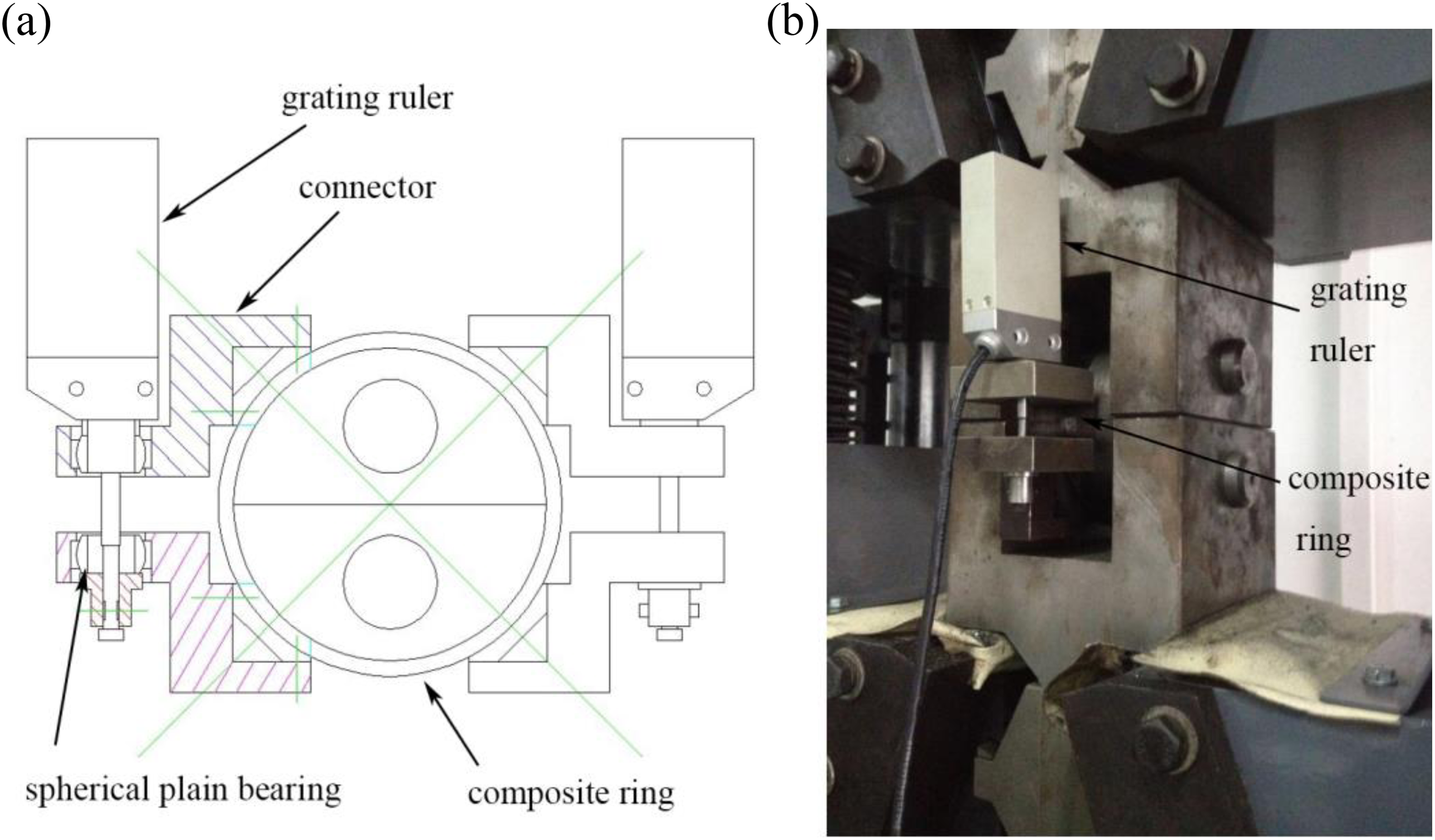
Hoop tensile modulus testing fixture: (a) schematic diagram and (b) photograph.
ILSS at 25°C
The ILSS is one of the basic mechanical properties of composites that can be characterized by the short-beam shear strength method. The procedure is outlined in detail in ASTM: D2344-16. The lengths of the samples cut from rings were six times the thickness, and the widths of the arcs were measured at 10 mm. The tests were conducted on a testing machine (CTM Co., 500 kg) with a crosshead displacement rate of 1 mm min−1. The loading nose had a hardness of 60 HRC and a radius of 3 mm.
Hoop tensile strength at high temperatures
The fracture site of the tensile samples was the location where the width was the smallest; thus, the entire sample with fixture at high temperature could be substituted for the prefracture part in a high-temperature environment. As shown in Figure 3, the hot-air gun was applied to create a local high-temperature environment, and the infrared temperature measuring gun was used to accurately gauge temperatures in real-time. On both sides of the NOL ring, the prefracture part was heated and gauged at the same time to ensure that the two parts were at the same temperature. The temperature was maintained for 15 min at the set value, after which the test could be conducted. This method has been compared with the method of placing the entire sample with a fixture in a high-temperature environmental chamber with a strength deviation of less than 3%. Therefore, the testing method of a local high-temperature environment for hoop tensile strength testing is simple and effective. The high-temperature environment could be set at 130°C, 150°C and 180°C.
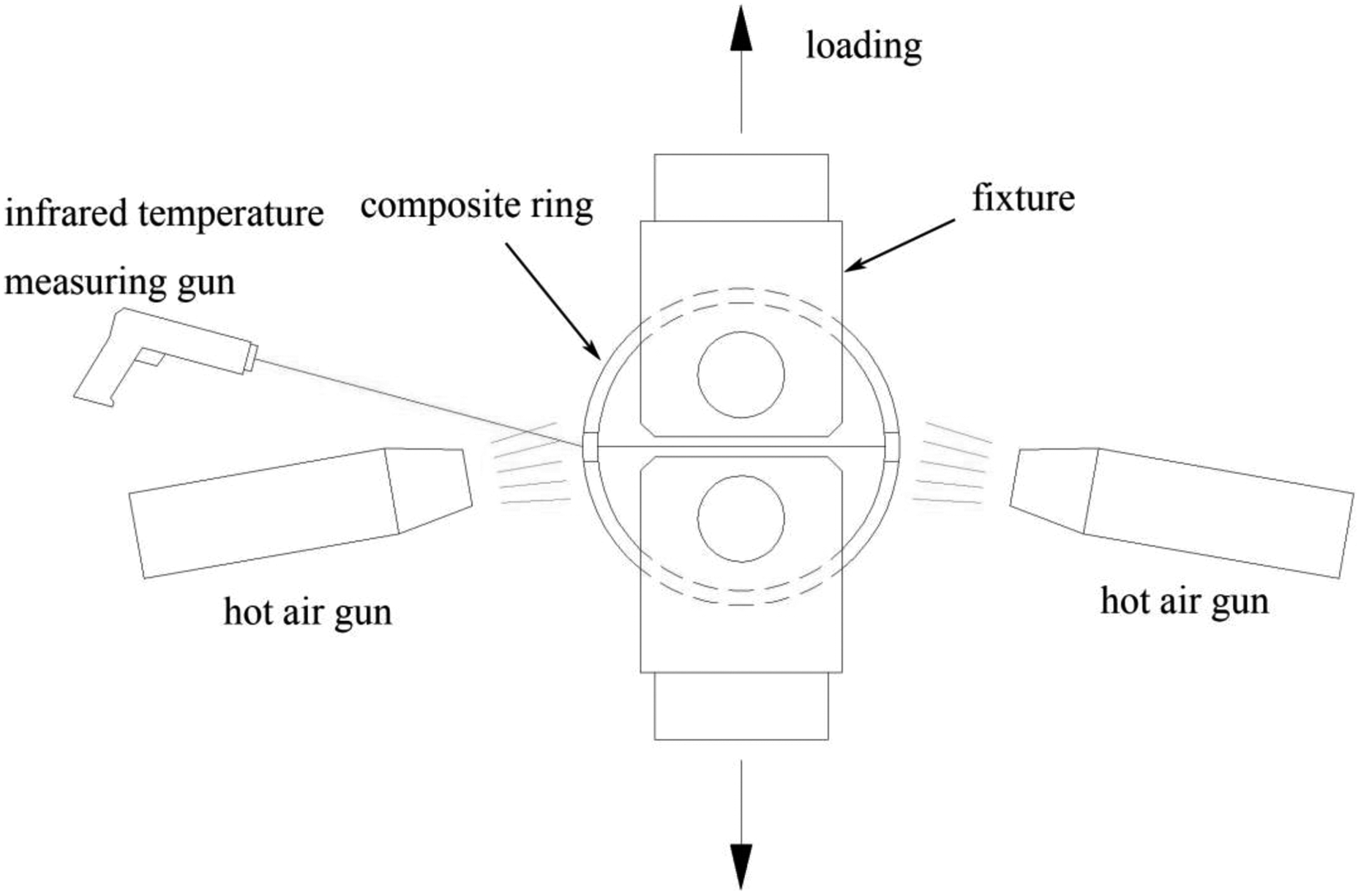
Schematic diagram of the hoop tensile strength testing at high temperature.
ILSS at high temperatures
The entire sample with a fixture was placed in a high-temperature chamber. The procedure for high-temperature ILSS was the same as that at 25°C. For the test, 130°C, 150°C and 180°C were the selected high temperatures. The temperatures were maintained for 15 min after the actual temperature reached the set value. The testing fixtures for the ILSS tests and sample are shown in Figure 4.
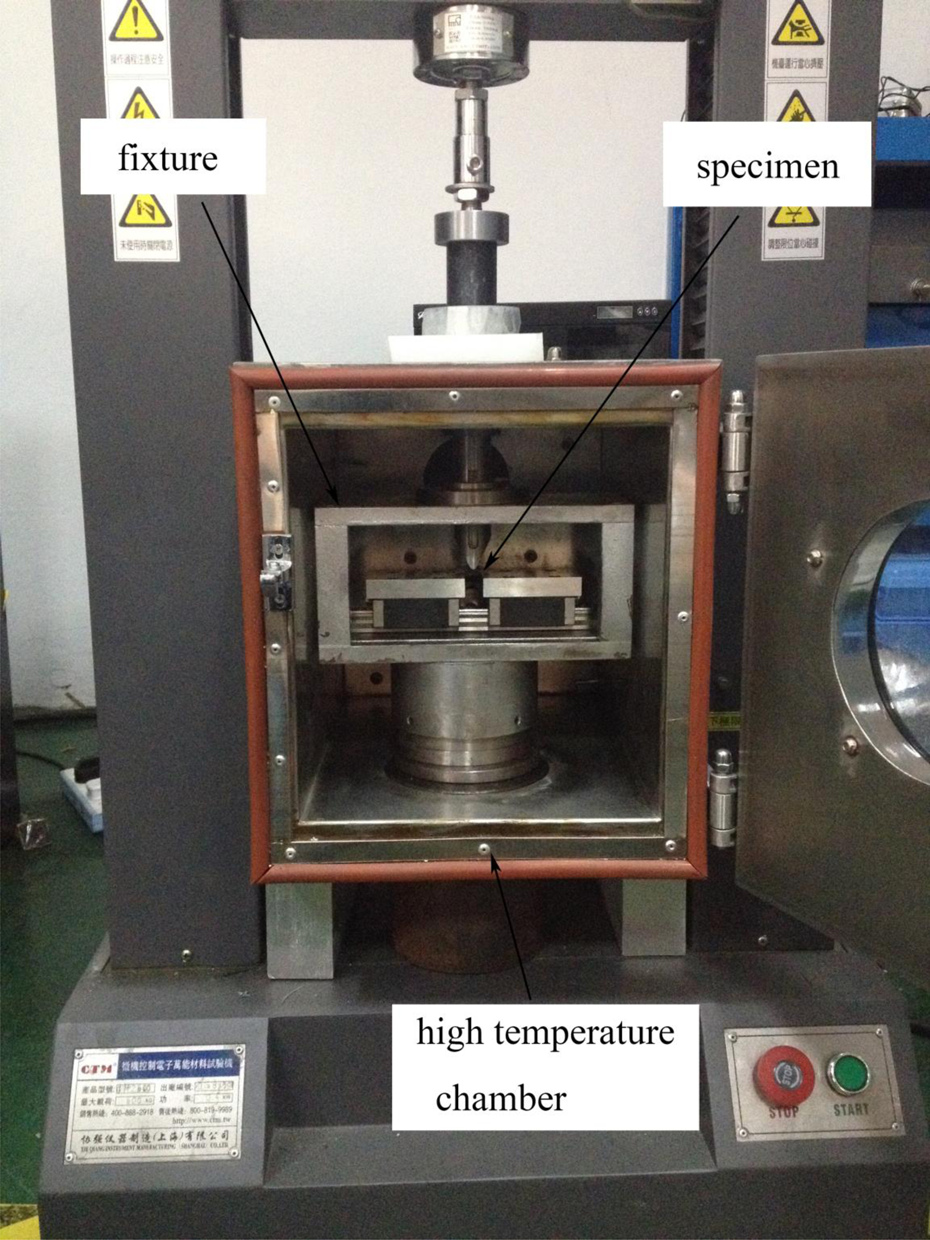
Specimen and testing fixture of ILSS. ILSS: inter-laminar shear strength.
Results and discussion
Determination of the optimal process
Figure 5 shows the optical cross-sectional image at ×50 magnification of the T700/CE NOL rings with the different processing techniques. As shown in Figure 5 (a), many voids can be observed in the sections of NOL rings that did not use the preheating technique, while only a few pores exist in the section of the T700/CE composite that utilized the preheating technique in Figure 5 (b). A large number of voids/defects are critical to the quality of the composites, and the samples with a few pores are common. Thus, the effect of the impregnated fibre heating and winding mandrel preheating technique on the quality of the T700/CE winding composite is significant. Moreover, the ILSS of samples without preheating technique was 8.4 MPa, while the value reached to 44.9 MPa with the preheating technique. Thus, the impregnated fibre heating and winding mandrel preheating technique in the T700/CE winding process affected the ILSS of the composites. The flowability of the resin was enhanced by heating the impregnated fibres and winding mandrel, which made the composite more dense between layers. Therefore, the heating technique of impregnated fibres and winding mandrel is beneficial to the CF/CE winding process, and in this research the preheating technique was applied to the CF NOL ring composites.
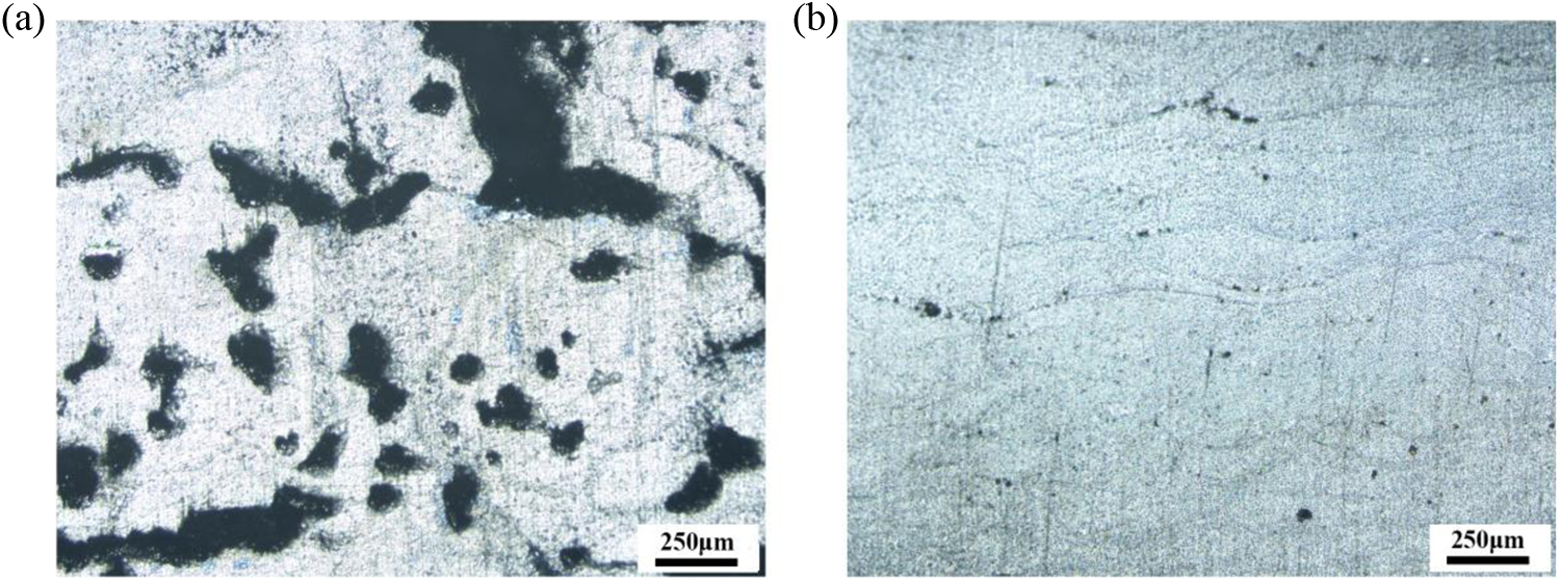
Optical microscopic images of T700/CE NOL rings’ cross section: (a) sample without preheating technique and (b) sample with preheating technique. CE: cyanate ester; NOL:Naval Ordnance Laboratory.
Physical properties of the modified CE
The viscosity of the EP/CE and BT resins with varying blend ratios in the temperature range of 55–80°C is shown in Figure 6. The EP AG80 and CE PT30 have similar viscosity–temperature characteristics. The viscosities of all the EP/CE blends above 60°C are less than 2000 mPa·s, while the BT resin has a higher viscosity value compared with that of the EP/CE resin. The viscosity of the BT resin increased with the amount of BMI–DBA in the blends and all the BT resins have viscosity values below 2000 mPa·s at 70°C. Moreover, the viscosity of modified CE at 70°C after 6 h in 70°C slightly increased compared with the initial value, as listed in Table 3. Thus, the modified CE resins can be used for the winding process with a heatable resin bath at 70°C.
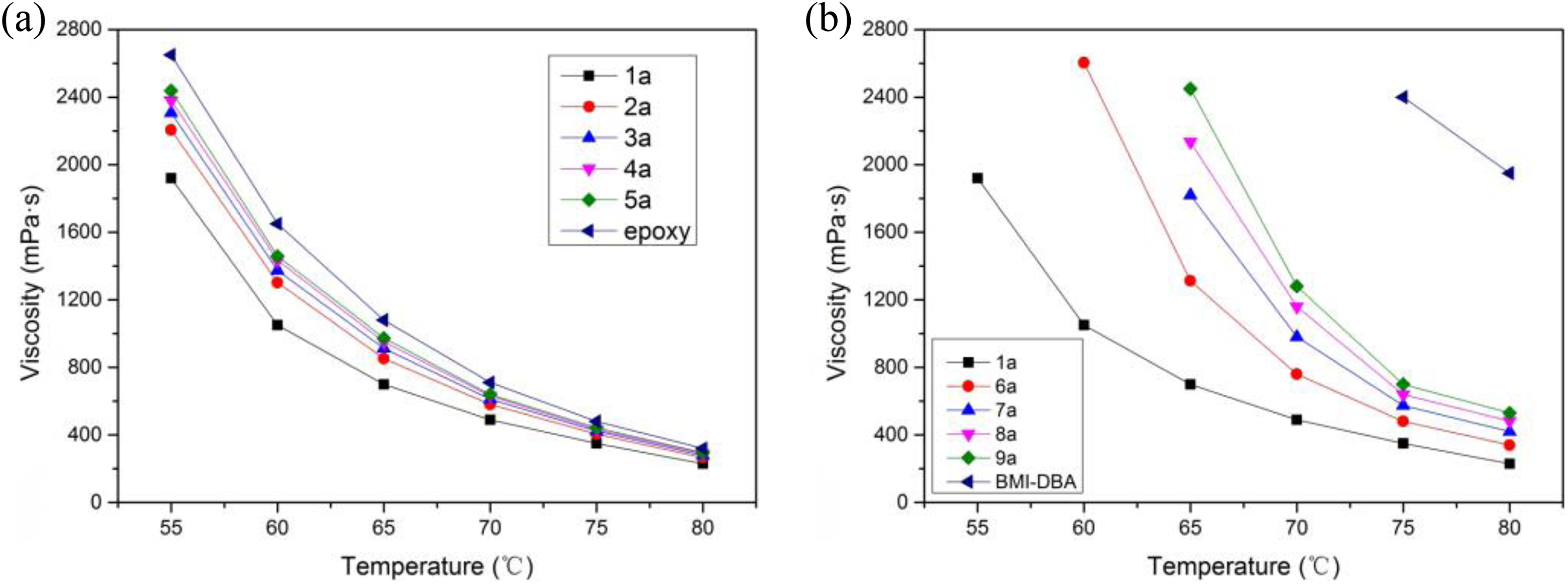
Temperature–viscosity curve of the modified CE at 55–80°C: (a) EP/CE resin and (b) BT resin. CE: cyanate ester; EP: epoxy; BT: bismaleimide-triazine.
The viscosity of resin at 70°C after 70°C treatment for 6 h.

Mechanical properties of the modified CE
The mechanical properties of the CE, EP/CE and BT resins are listed in Table 4. Compared with the pure CE, both the mechanical strength and modulus of the EP/CE resin decrease. With an increase in the EP, the tensile and flexural properties of the EP/CE resin decrease, while the elongation at break point of the EP/CE resin increases. The trend in the mechanical properties of the BT resin is the same as that of the EP/CE resin. The triazine ring structure in the network polymer can be formed after CE monomer polymerization curing, which has a very high cross-linking density. Although the addition of EP or BMI–DBA resin reduces the strength, the cross-linking density of the curing system decreased simultaneously, and the elongation of modified CE increases. Therefore, the addition of EP or BMI–DBA resin played a role in toughening the CE, which is beneficial to the improvement in the mechanical properties of the modified CE composite.
Mechanical properties of modified CE.
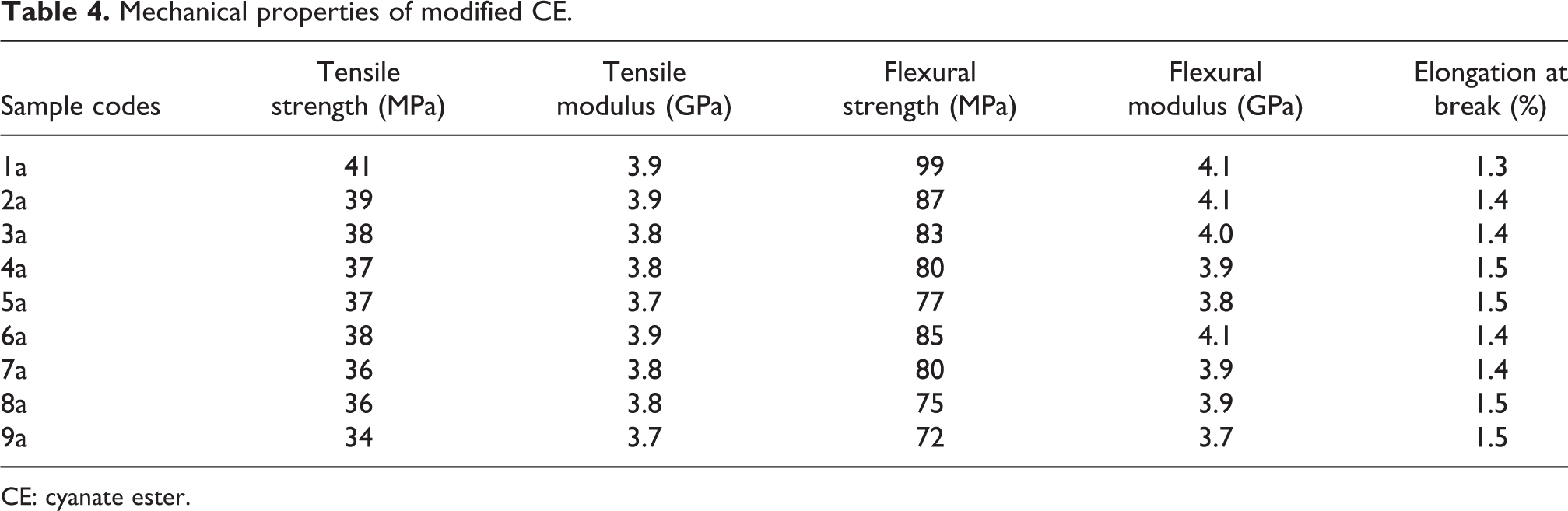
CE: cyanate ester.
TG–DSC analysis of the modified CE
As shown in Figure 7, the TG curves of the cured modified CE with various compositions were different. In Figure 7(a), the thermal stability of the resin system decreased with an increase in the EP content. The samples of the BT resin exhibited the same trend above 375°C. In general, the mass loss in the BT resin at high temperature was lower than that of the EP/CE.
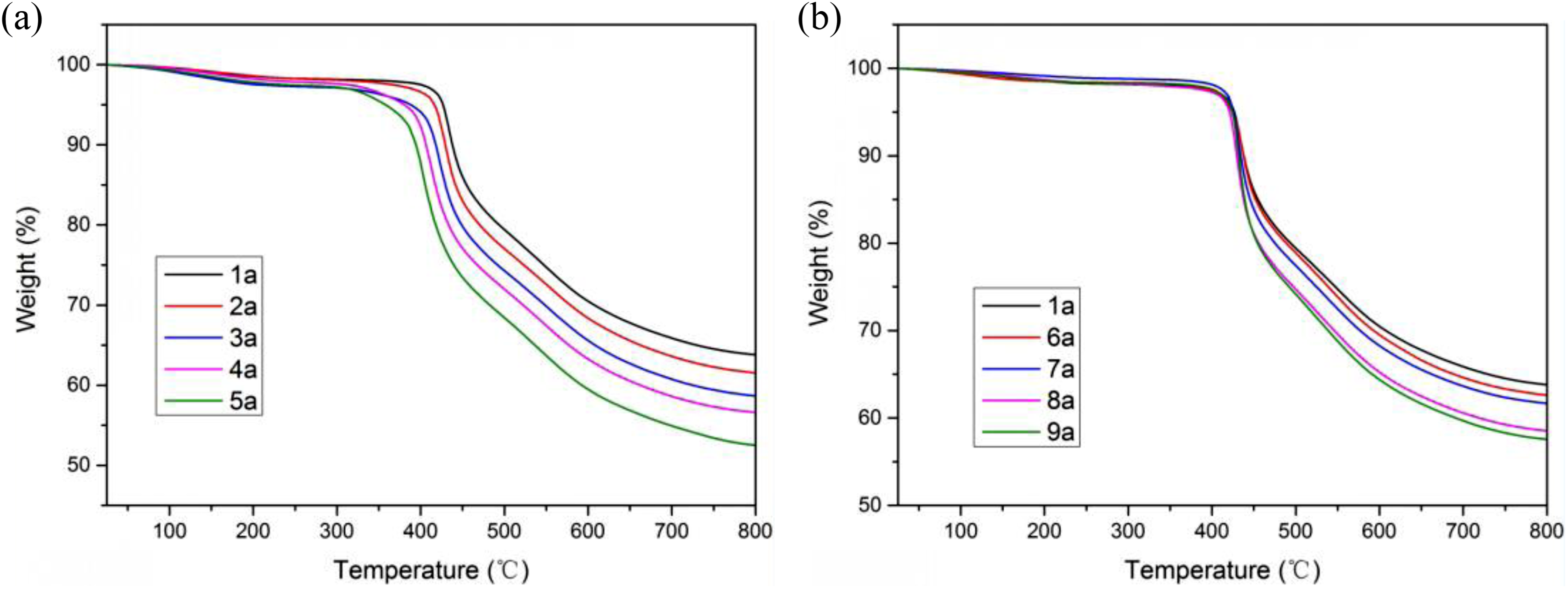
TG curve of cured modified CE: (a) EP/CE resin and (b) BT resin. TG: thermogravimetric; CE: cyanate ester; EP: epoxy; BT: bismaleimide-triazine.
Figure 8 shows the DSC thermograms for all cured modified CE resins. It can be seen that each modified resin shows a single peak, indicating that the resin is a phase matrix with only one Tg.
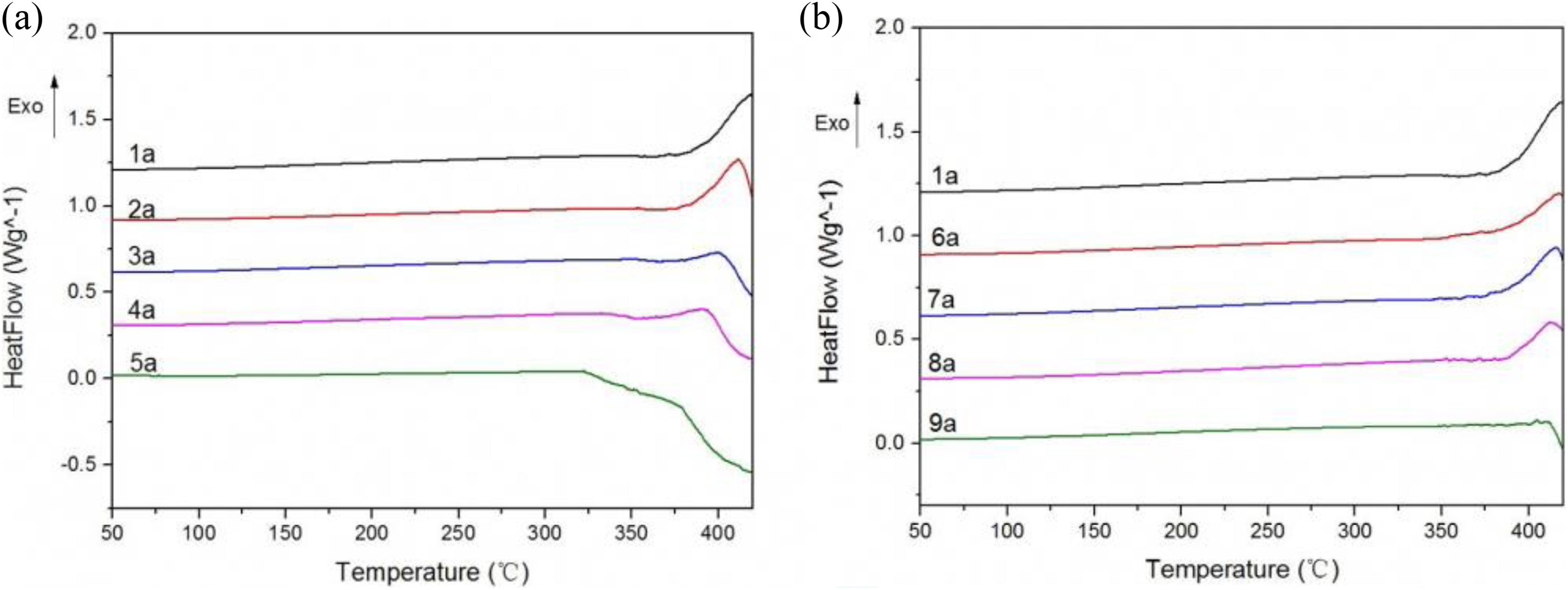
DSC curve of modified CE: (a) EP/CE resin and (b) BT resin. DSC: differential scanning calorimetry; CE: cyanate ester; EP: epoxy; BT: bismaleimide-triazine.
The Tg and T5% values of the cured modified CE and the char yield at high temperature are listed in Table 5. For the EP/CE resin, the Tg decreases with an increase in the EP content. However, the BT resins with weight ratios of 5:95 and 10:90 exhibit a high Tg, which is close to the Tg of the pure CE resin. The results indicate that the Tg of the modified CE were higher than the data indicated in Toldy et al.’s research. 28 In his investigation, the NCE (PT30) was also used as the basic component of the modified resin. All of the initial decomposition temperatures of the BT resin were above 420°C, which were higher than the data in Li’s report. 8 In addition, the char yield at 600°C of cured modified CE is above 59%, and the char yield at 800°C is above 52%, which are quite high compared with the char yield at 600°C in the resin blends in Toldy et al.’s research. 11
Thermal properties of cured modified CE.

CE: cyanate ester.
In view of the mechanical and thermal properties of the modified CE, the EP/CE resin (3a) and BT resin (7a) resins were selected as the resin matrix of the winding CF in the NOL rings composite whose Tg values were 374°C and 389°C, respectively.
Infrared spectra analysis
Epoxide: 915 cm−1, triazine: 1565, 1365 cm−1, —OCN: 2265, 2238 cm−1, isocyanurate: 1695, 1458 cm−1, oxazolidinone: 1753 cm−1, 32 imide ring C=O: 1715 cm−1. 33,34
Figure 9 presents the FTIR spectra of the modified CE resin. The absorption bands of the CE at 1565 and 1365 cm−1 are attributed to the triazine ring structure. In Figure 9(a), the FTIR spectrum of the EP/CE resin is almost the same as that of the pure CE resin. The EP group at 915 cm−1 did not appear. No absorption peak was found at bands 1695, 1458 cm−1 or 1753 cm−1, which indicates that the isocyanurate and oxazolidinone structures were not formed. As shown in Figure 9(b), the absorption peak at 1715 cm−1 became more and more obvious as the amount of resin increased in the BMI–DBA resin. Thus, the main component of the resin system is CE resin, and there is a chemical reaction between the added resin and the CE resin.
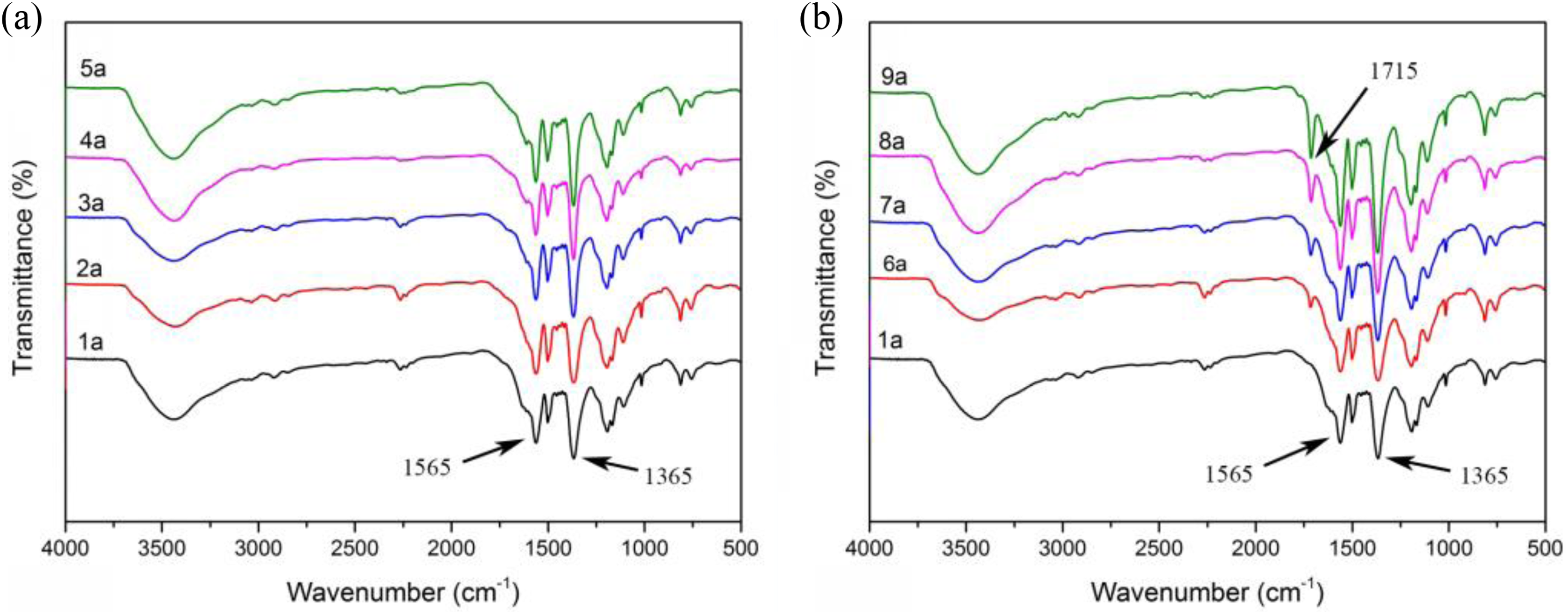
FTIR spectra of modified CE: (a) EP/CE resin and (b) BT resin. CE: cyanate ester; EP: epoxy; BT: bismaleimide-triazine.
Physical properties of the modified CE winding composites
The density, fibre volume fraction and porosity of the pure CE and modified CE composites are listed in Table 6. As can be seen from the data in the Table 6, the difference in the density and fibre volume fraction between the CE and modified CE NOL rings composites is small. The porosities of the NOL ring composites are less than 3%, which can be considered as dense. In general, the CF/modified CE winding composites, such as the pure CE composite, are compact and uniform.
Density, fibre volume fraction and porosity of CE composite samples.
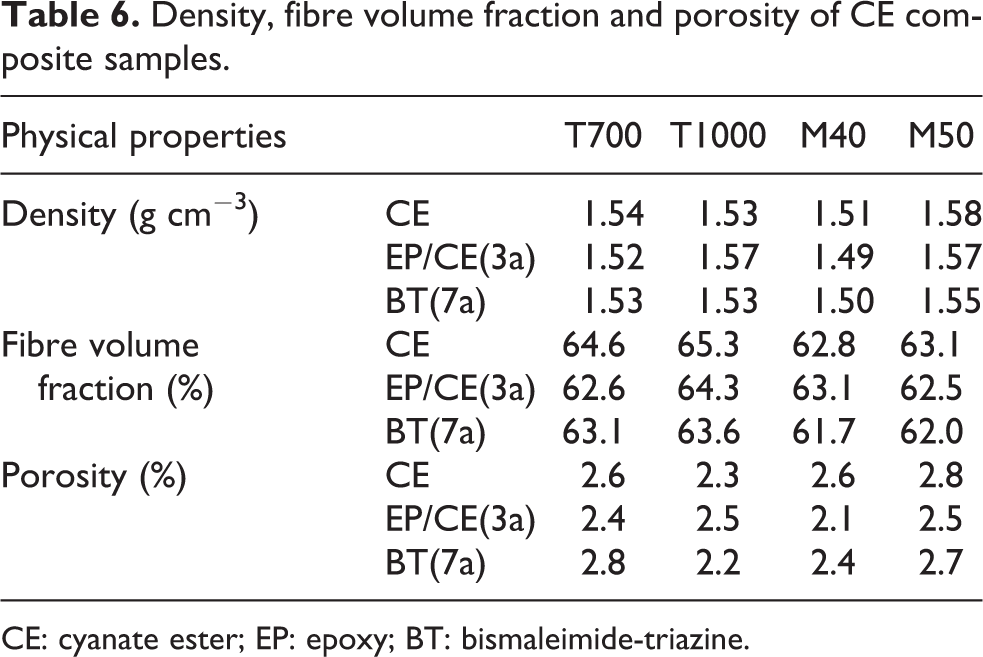
CE: cyanate ester; EP: epoxy; BT: bismaleimide-triazine.
Thermomechanical properties of the modified CE winding composites
The hoop tensile strength and ILSS of the CF/CE NOL rings samples were tested at 25°C, 130°C, 150°C and 180°C, as shown in Figure 10. As shown in Figure 10, the maximum hoop tensile strength is 1767 MPa, and the maximum ILSS is 44.91 MPa. The fibre reinforcements are T1000 and T700, respectively. Figure 10 shows that the ILSS of all the composite decreased with an increase in the testing temperature, and the minimum hoop tensile strength was obtained at 25°C. The maximum hoop tensile strength of T700 and T1000 composite were obtained at 130°C, while the M40 and M50 composites reach the maximum hoop tensile strength at 150°C. The ILSS retention values of the T700, T1000, M40 and M50 samples at 180°C were 70.5%, 82%, 83.3% and 82.1%, respectively.
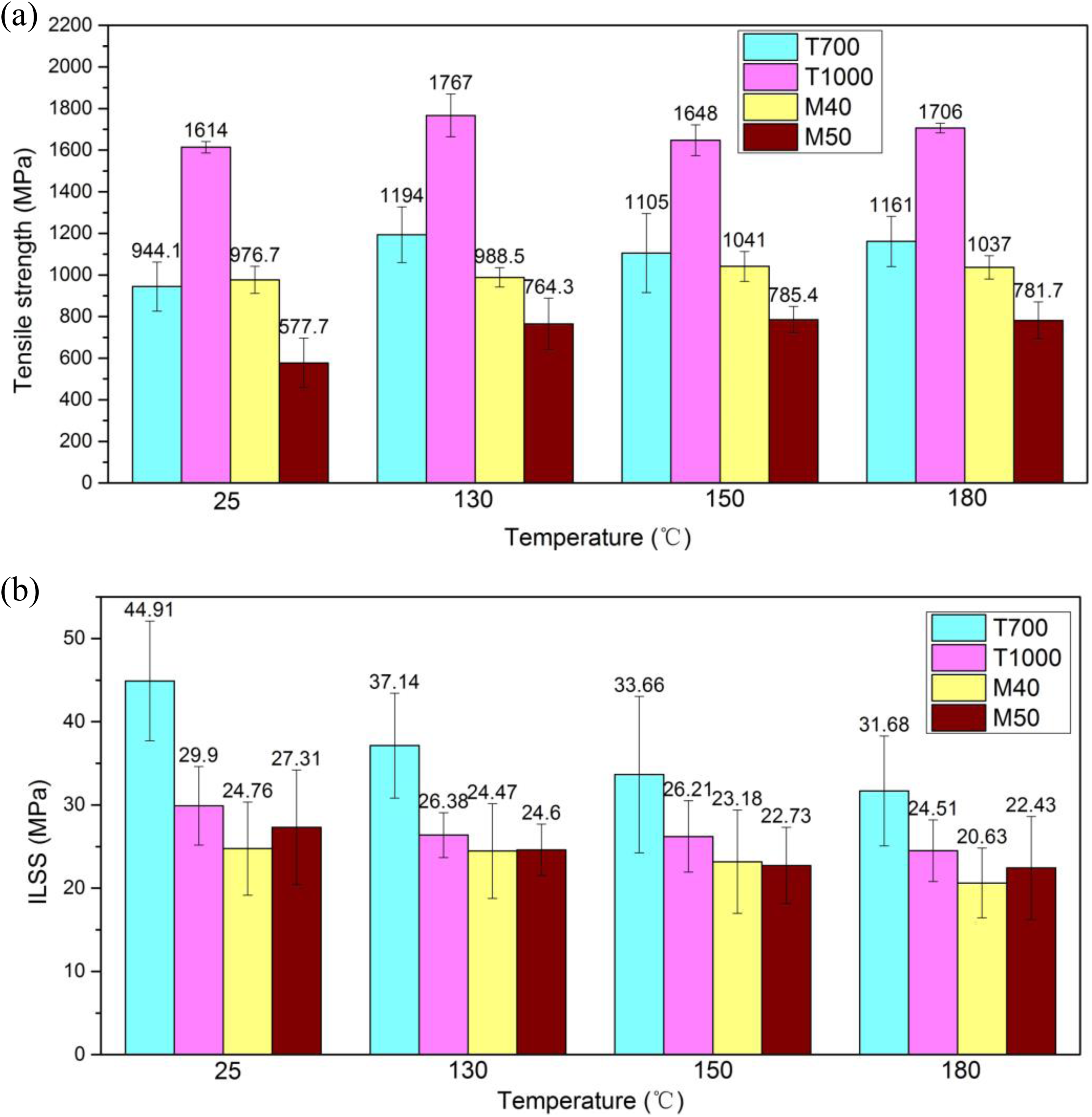
Mechanical strength of the CF/CE NOL rings composite: (a) tensile strength of composite and (b) ILSS of composite. CF: carbon fibre; CE: cyanate ester; ILSS: inter-laminar shear strength; NOL: Naval Ordnance Laboratory.
The discrepancies in the hoop tensile strength and ILSS of the pure CE composite are related to the variation in the fibres and sizing agents. The hoop direction is dominated by the CFs, and the radial direction is dominated by the resin matrix. The property of the resin plays a decisive role in the thermomechanical property of the composite. The resin with a high Tg is generally known to be highly brittle. With an increase in temperature, the modulus of the resin decreases, whereas the fracture elongation of the resin increases. Taking the T700/CE composite as an example, the hoop tensile strength at 25°C is the lowest compared with that at a high temperature. This result is attributed to the low fracture elongation and highly brittle quality of the resin at 25°C. At high temperatures, the change in modulus and fracture elongation facilitates the stress transfer between the fibres and the matrix. Thus, the fibres tend to bear the load homogeneously when a fracture occurs. The resin function of the stress transfer reaches its optimum for a tensile property at 130°C. Another reason is the presence of internal stress in the winding composite at room temperature, which would be released to a certain extent at high temperatures. The stress relaxation causes the stress in the composite to become homogeneous, rendering the resin function of the stress transfer more effective. Thus, the hoop tensile strength of T700/CE at 130°C was higher than that at 25°C. With a continuous increase in temperature, the resin matrix tends to relax, thus weakening the effect of the stress transfer between the fibres and the matrix. These factors work together, and the trend of the hoop tensile strength with the increase in temperature is not monotonic. However, the ILSS of the T700/CE decreased with an increase in temperature, which shows the same trend as that of other composites. As the ILSS is highly influenced by the resin matrix, the thermomechanical properties of the resin approximately reflect the ILSS of the samples at high temperatures. No significant difference is indicated in the fibre content and porosity of T700, T1000, M40 and M50 composites; thus, the divergence in the ILSS is attributed to the variation in interfacial properties caused by different surface characteristics of fibre and sizing agents.
The hoop tensile strength and ILSS strength of the CF-reinforced EP/CE resin composites are shown in Figure 11. The modified CE resin composites exhibit similar thermomechanical properties to those of pure CE. As shown in Figure 11, the maximum hoop tensile strength of T1000 composite is 2114 MPa at 130°C; the hoop tensile strength maxima of the T700, M40 and M50 composites are obtained at 150°C rather than at 25°C. The T700-, M40- and M50-reinforced EP/CE resin composites exhibit the same trends in hoop tensile strength at different temperatures. Note that the tensile strength of the T700 composite at 180°C is lower than that at 25°C. However, the ILSS of these CF-reinforced EP/CE resin composites decrease monotonically with an increase in temperature, which exhibits the same trend as that of the CF/CE composite. The ILSS retention values of the T700, T1000, M40 and M50 samples at 180°C were 76.3%, 69.8%, 87.3% and 85.6%, respectively.
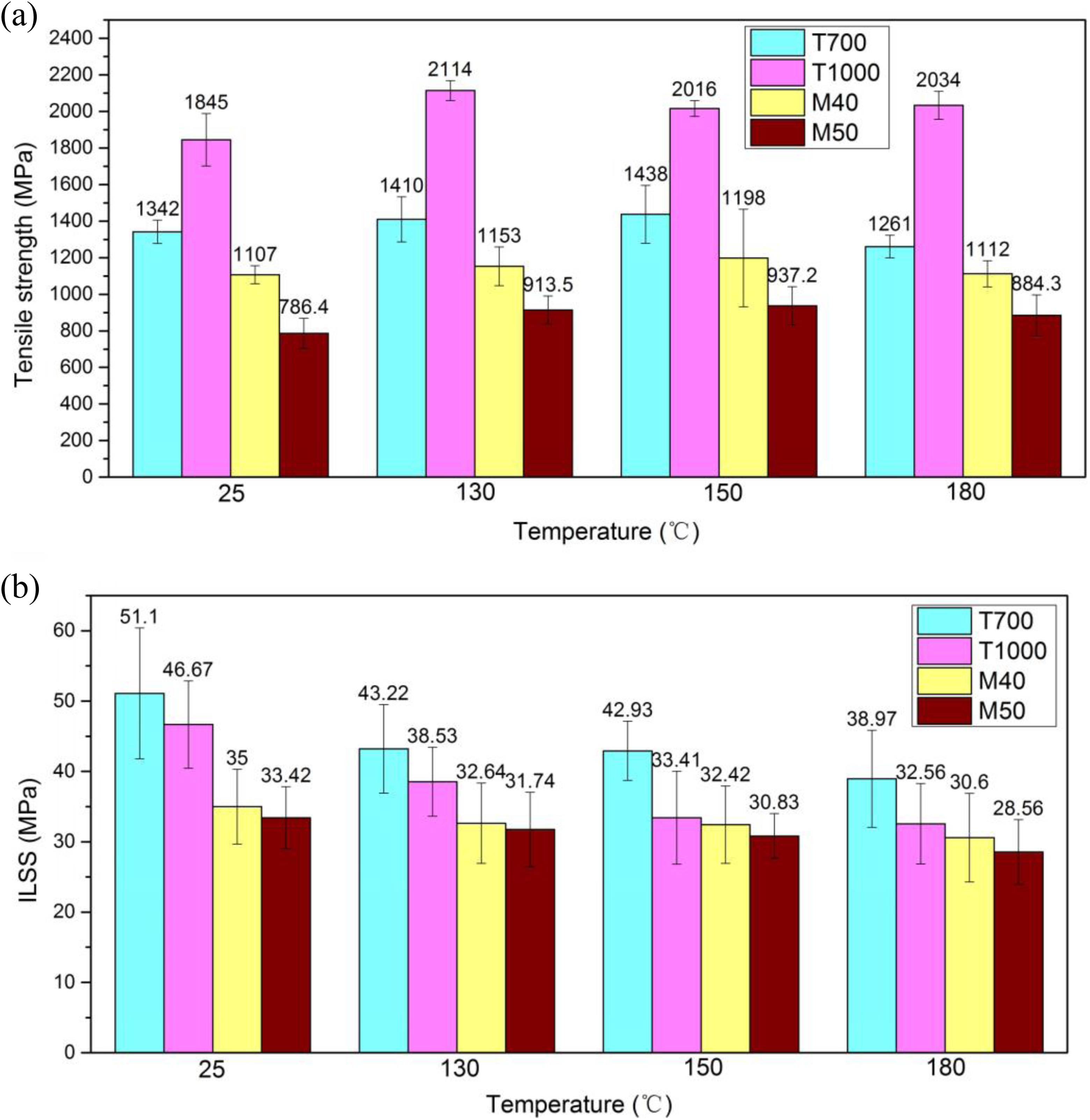
Mechanical strength of the CF/CE–EP NOL rings composite: (a) tensile strength of composite and (b) ILSS of composite. CF: carbon fibre; CE: cyanate ester; EP: epoxy; ILSS: inter-laminar shear strength; NOL: Naval Ordnance Laboratory.
Compared with the data in Figure 10, all of the mechanical strength values at varying temperatures of the CF-reinforced EP/CE resin composites were higher than those of the CF-reinforced pure CE resin composites. Although the mechanical strength and modulus of the pure CE resin are higher than that of the EP/CE resin, the elongation at break point of the former is lower than that of the latter. A lower modulus and higher elongation of the EP/CE resin are beneficial to the stress transfer between the fibres and the matrix. In addition, the EP/CE resin composites have better interfacial properties than the CE resin composites owing to the effect of the sizing agent. The sizing agents on the four types of CFs are suitable for EP resins, which have good compatibility with the EP/CE resin. Therefore, the EP/CE resin composites exhibit a better mechanical strength compared with that of the CE resin composite.
The hoop tensile strength and ILSS of the CF-reinforced BT resin are shown in Figure 12. The maximum hoop tensile strength of the CF/BT composite is 1964 MPa at 150°C. The maximum ILSS of the CF/BT composite reaches 52.47 MPa, as obtained by the T1000/BT composite. The ILSS of the CF/BT composite at high temperatures exhibits the same trend as that of the CF/CE. In addition, the ILSS retention values of the CF/BT composite at 180°C reach 73.1%, 81.5%, 80.3% and 94.4%, respectively. Compared with the T1000/CE–EP composites, the T1000/BT composites have a better inter-laminar shear property, which results from the reaction between the sizing agent and CE–BMI resin. As seen from the test results, the mechanical strength of the BT composite was higher than that of the pure CE composite, which is similar to that of the EP/CE composite. In addition to toughening reasons, the sizing agents of T700, M40 and M50 may be more suitable in combination with the BT resin, compared with pure CE resin. In Rushing’s research, 27 the blend resin of 65:35 BPECN: NCE was used as the matrix of the filament winding composite and CF Toray T1000-GB 12K-40D was selected as the reinforced material. In his study, the average ILSS at room temperature of the T1000 composite was 40.54 MPa (5800 psi), which is lower than the ILSS of 52.17 MPa for the T1000/BT composites in this research.
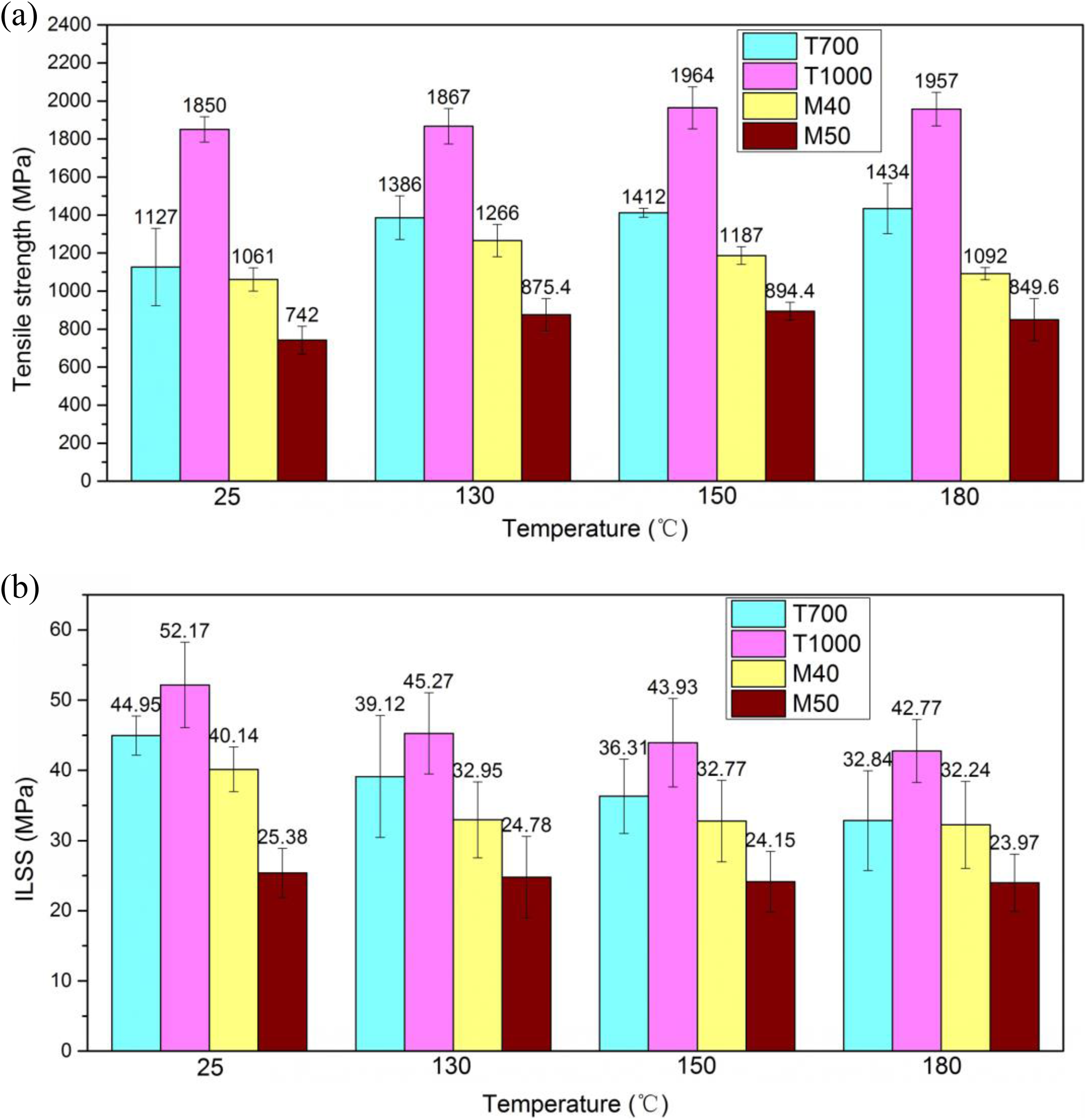
Mechanical strength of the CF/BT NOL rings composite: (a) tensile strength of composite and (b) ILSS of composite. CF: carbon fibre; BT: bismaleimide-triazine; ILSS: inter-laminar shear strength; NOL: Naval Ordnance Laboratory.
In general, the mechanical strength of modified CE winding composites at room temperature and at high temperatures was higher than that of the pure CE composites, as shown in Figures 10 to 13. The hoop tensile strength and ILSS of the modified CE composite at 25°C increased by approximately 22% and 38%, respectively, compared with the pure CE composite. The mechanical strength of the modified CE composite at 180°C increased by 13% and 34%. For each type of CE composite and modified CE composite, the hoop tensile strength at 25°C was usually lower than those at high temperatures; the hoop tensile strength of these composite does not decrease monotonically with an increase in temperature. All of the CE composites and modified CE composites exhibit the same trend of ILSS, which decreases monotonically with an increase in temperature. The ILSS retention values of the pure CE composite and modified CE composite at 180°C are not much different, reaching approximately 80%. The reason for this result can be attributed to the fact that the Tg of the modified CE resin (10:90) is not much different from that of the pure resin.
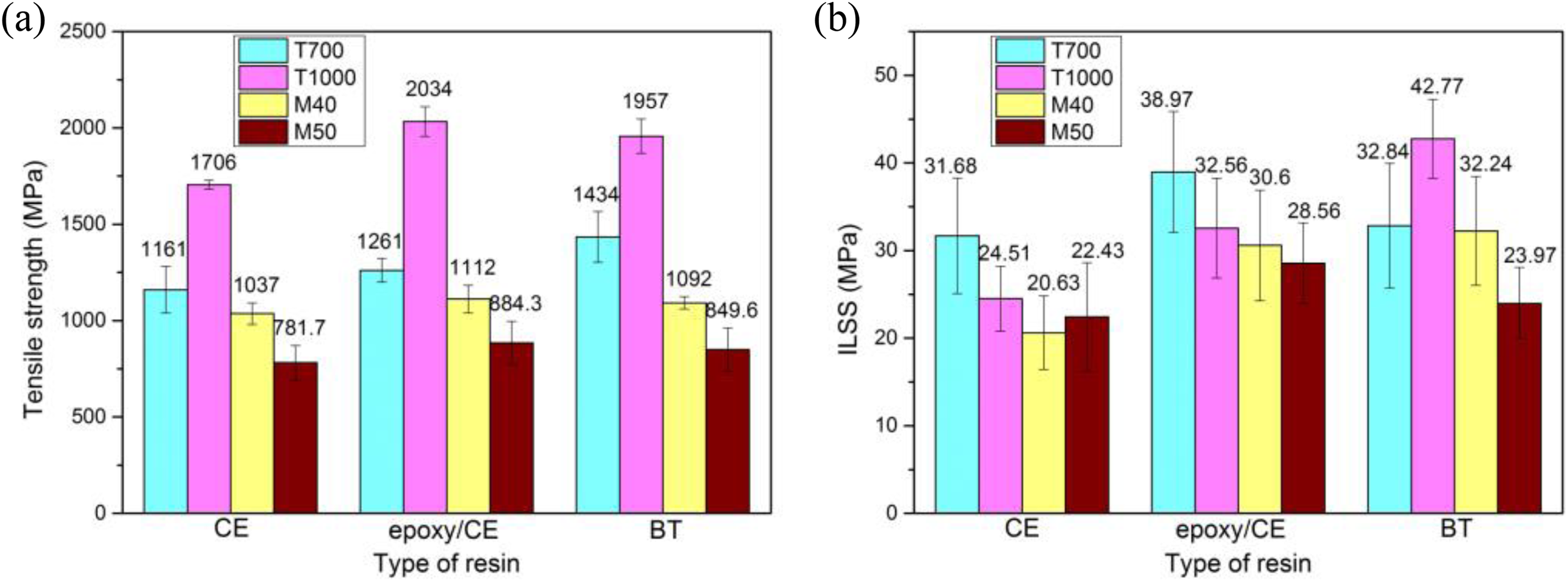
Mechanical strength of the CF NOL rings composite at 180°C: (a) tensile strength of composite and (b) ILSS of composite. CF: carbon fibre; ILSS: inter-laminar shear strength; NOL: Naval Ordnance Laboratory.
The hoop tensile moduli of the CF-reinforced CE and modified CE resin composites at 25°C are listed in Figure 14. The modulus of the pure CE composite is higher than that of the modified CE composite and the EP/CE composite, which exhibits the lowest hoop tensile modulus. Compared with the pure CE resin, the lower modulus of the modified CE resin matrix leads to the lower tensile modulus of the composites.
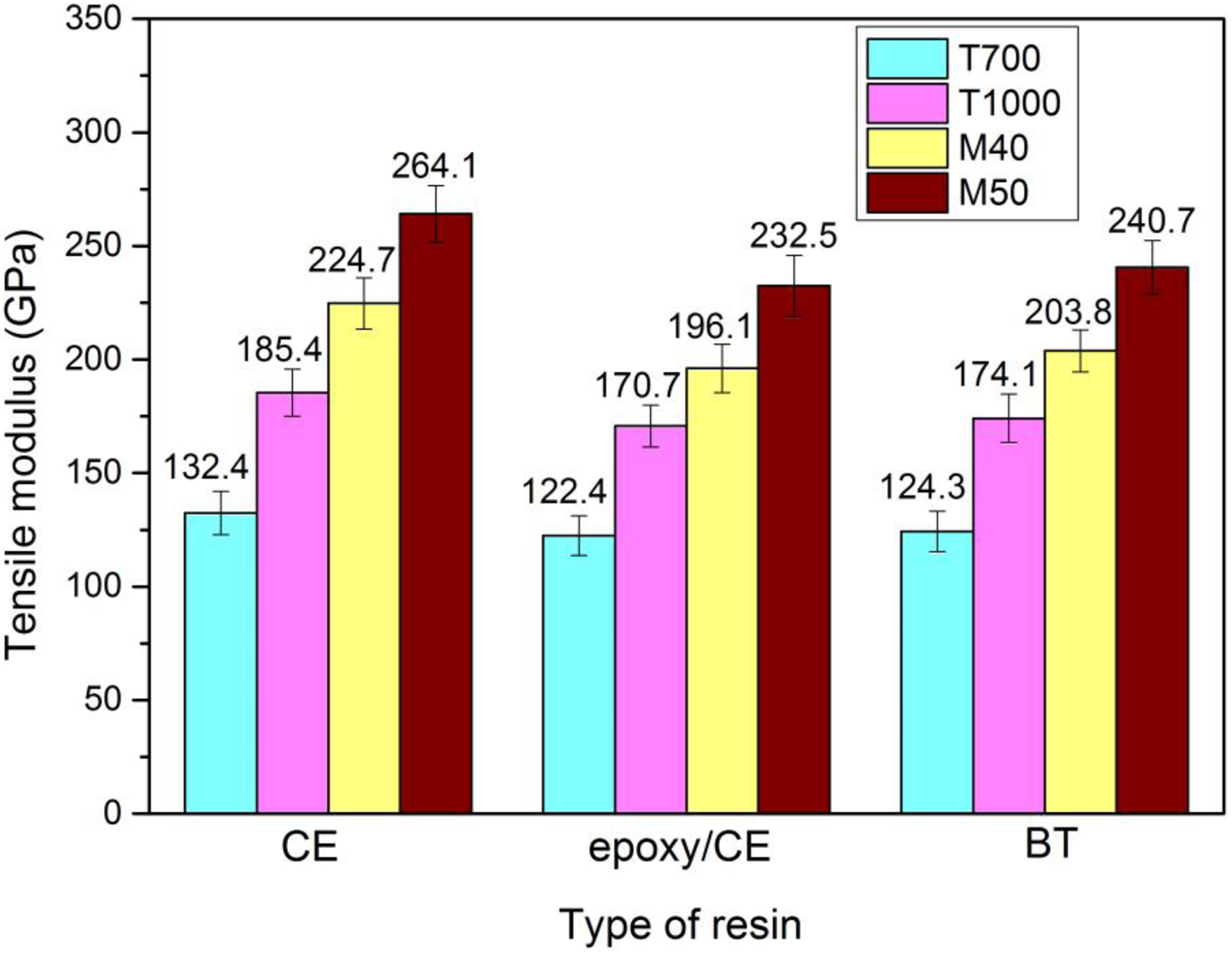
Hoop tensile modulus of NOL ring samples; NOL: Naval Ordnance Laboratory.
Conclusions
In this study, the CF-reinforced EP/CE, NCE and BT resin winding composites were prepared, and the thermomechanical properties of the composite were evaluated. The CFs employed included T700, T1000, M40 and M50, and the optimal winding process of the CE resin composite was determined. The heating technique of impregnated fibres and winding mandrel was adopted to prevent defects in the product. The viscosities of the EP/CE and BT resins at 70°C were less than 2000 mPa·s, and the operating time of the resin placed in the 70°C resin bath was greater than 6 h, which is suitable for a filament winding process. The modified CE resin can be considered toughened based on the mechanical property testing. The Tg values of the BT resins are slightly higher than those of the EP/CE, which were obtained from the DSC data. The thermal stability of the modified resin is inferior to that of the pure CE resin. The pure CE, EP/CE (10:90) and BMI–DBA/CE (10:90) blending resin systems were selected as the resin matrix of the winding composite. The mechanical property tests indicate that the modified CE resin composite exhibits an outstanding mechanical strength at room temperature and at high temperatures compared with the pure CE resin composite. The reasons can be attributed to the toughening mechanism and the effect of the sizing agents on the CF. For each type of CE composite and modified CE composites, the hoop tensile strength at 25°C was usually lower than that at high temperatures; the hoop tensile strength of these composite does not decrease monotonically with an increase in temperature. This behaviour can be attributed to the toughening mechanism at high temperature. All of the CE composites and modified CE composites exhibited the same trend of ILSS, which decreases monotonically with an increase in temperature. The ILSS retention values of both the pure CE composite and modified CE composite at 180°C reach approximately 80%. Moreover, the modified CE in this article is suitable for RTM, vacuum-assisted RTM (VARTM), resin liquid infiltration, pultrusion, reactive diluents, high voltage potting compound, abrasive coating and liquid encapsulation.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was supported by the National Natural Science Foundation of China 51705310, China Postdoctoral Science Foundation of 2017M611555 and Marine Low Speed Engine Project–phase 1 of CDGC01-KT11.