
Abstract
The flammability of silicone rubber restricts its application as electric materials in some scenarios such as nuclear power station. To solve this issue, this study is based on commercially available aluminum hydroxide (ATH) flame retardants. By introducing phosphorus-containing flame retardant groups into the side chains of polysilazane resins and modifying them with commercial organosilicon resins, two types of surface modified aluminum hydroxide (ATHM-x) were prepared to improve their compatibility and flame retardant effect with silicone rubber. The successful synthesis of ATHM-x was demonstrated through the structural characterization of ATH before and after modification. Studies have shown that the addition of ATHM-x not only improves the mechanical properties, especially the tensile strength, of silicone rubber but also obviously enhances its aging resistance, including aging resistance and radiation aging resistance. This ensures the stability of physical and chemical properties of the materials, especially under extreme conditions, during long-term use. In terms of flame retardancy, the modified ATH silicone rubber composite exhibited excellent flame retardancy. Taking the KE186/ATHM-2 composite as an example, it had an LOI of 31.5% and reached the V-0 level in the UL-94 vertical combustion test. In addition, the gas-phase and condensed-phase flame retardant mechanisms of silicone rubber composites have also been further explored. In summary, the modification of ATH with phosphorus-containing polysilazane and organic silicone resin significantly improved the overall performance of silicone rubber, indicating that the as-prepared silicone rubber composites have broad application prospects and reliable performance guarantees in many fields.
Keywords
Highlights
• Two types of modified aluminum hydroxide by DOPO-polysilazane and silicone resin were prepared to improve their compatibility and flame retardant effect with silicone rubber. • The addition of modified aluminum hydroxide not only improves the mechanical properties, but also enhances its aging resistance, including aging resistance and radiation aging resistance. • The modified silicone rubber showed excellent flame retardancy, with an increased limiting oxygen index (LOI) and a V-0 rating in the UL-94 vertical flame test. • The novel modified aluminum hydroxide significantly improved the overall performance of silicone rubber, making it a more reliable and high-performance material for high-end nuclear power systems.
Introduction
Silicone rubber is a linear polysiloxane elastomer material whose main chain consists of alternating silicon and oxygen atoms forming Si-O-Si bonds, and the side groups are mainly organic groups such as methyl, vinyl, amino, hydroxyl, and phenyl groups.1,2 Silicone rubber plays an important role in various fields such as nuclear power, aerospace, electronic and electrical applications, because of its excellent high temperature resistance, oil resistance, and solvent resistance, as well as outstanding electrical insulation and certain aging resistance.3–5 Although silicone rubber inherently possesses high-temperature resistance and certain aging resistance, its inherent flame-retardant properties still fail to meet the higher flame-retardant performance requirements of some electronics and electrical applications, limiting its widespread use in these fields. In particular, during long-term use, silicone rubber is affected by environmental factors such as heat and radiation, causing its physical and chemical properties to gradually decline. Therefore, improving the flame retardancy and aging resistance of silicone rubber is an important direction of current research.
To improve the flame retardant performance of silicone rubber, various flame retardant modification methods have been developed on the basis of theories such as gas-phase flame retardants and condensed-phase flame retardants.5,6 These methods include inorganic compound flame retardant modifications, 7 phosphorus- and nitrogen-containing compound flame retardant modifications, 8 platinum compound catalytic flame retardant modifications, 9 and synergistic flame retardant modifications.10,11 In the flame retardant system of silicone rubber, inorganic hydroxide flame retardants such as magnesium hydroxide and aluminum hydroxide (ATH) have the advantages of low cost and simple use. However, they have poor compatibility with organic matrices and require a large amount of addition during use, which deteriorates the mechanical properties of silicone rubber. 12 Although phosphorus and nitrogen compounds have high flame retardant efficiency, they still have difficulty overcoming these disadvantages. For example, the application of phosphate flame retardants to silicone rubber can cause performance degradation of composites under high temperature and irradiation environments,13,14 whereas nitrogen flame retardants may affect the mechanical properties and thermal stability of silicone rubber. 15 Although platinum compound-catalyzed flame retardants have excellent performance and high flame retardant efficiency, their cost is high, and the catalyst is easily affected by impurities. 16 Although the synergistic flame retardancy of silicone rubber can solve many problems, such as cost, efficiency, and compatibility with the matrix of flame retardants, there is currently relatively little research on silicone rubber systems used for synergistic flame retardancy. In addition, the study of the effects of flame retardants on the aging resistance of silicone rubber is also one of the main problems in the research of silicone rubber flame retardancy. 17
ATH is an aluminum hydroxide that, when used as a flame retardant, has the advantages of low cost, good smoke suppression effects, non-toxic decomposition products (producing water vapor and Al oxides when heated at 200°C–300°C), and synergistic flame retardancy with various substances. Therefore, it is one of the most commonly used inorganic flame retardants and is widely used in polymer substrates such as epoxy resin, polyurethane, ethylene vinyl acetate copolymer (EVA), and silicone rubber.12,18–22 However, similar to other inorganic flame retardants, ATH still has many drawbacks, such as low flame retardant efficiency, a large addition amount, and general compatibility with the substrate. When applied to silicone rubber, ATH is prone to thermal decomposition and dehydration at high temperatures, causing breakage of the silicone rubber backbone and leading to premature hardening and loss of the physical properties of the flame retardant silicone rubber.23,24 Therefore, surface modification is needed to enhance its flame retardant efficiency and compatibility with the silicone rubber matrix. Polysilazane and organosilicon resins have the advantages of stable structural properties, high temperature resistance, good oxidation resistance, and strong corrosion resistance. These materials are often used as protective coatings for high temperature resistant, wear-resistant, and fire-resistant materials, and can exert excellent synergistic flame retardant effects when used together with inorganic flame retardants. In addition, introducing phosphorus-containing groups into the side chains of polysilazane resin can further increase the efficiency of flame retardants and is also a commonly used strategy. 25
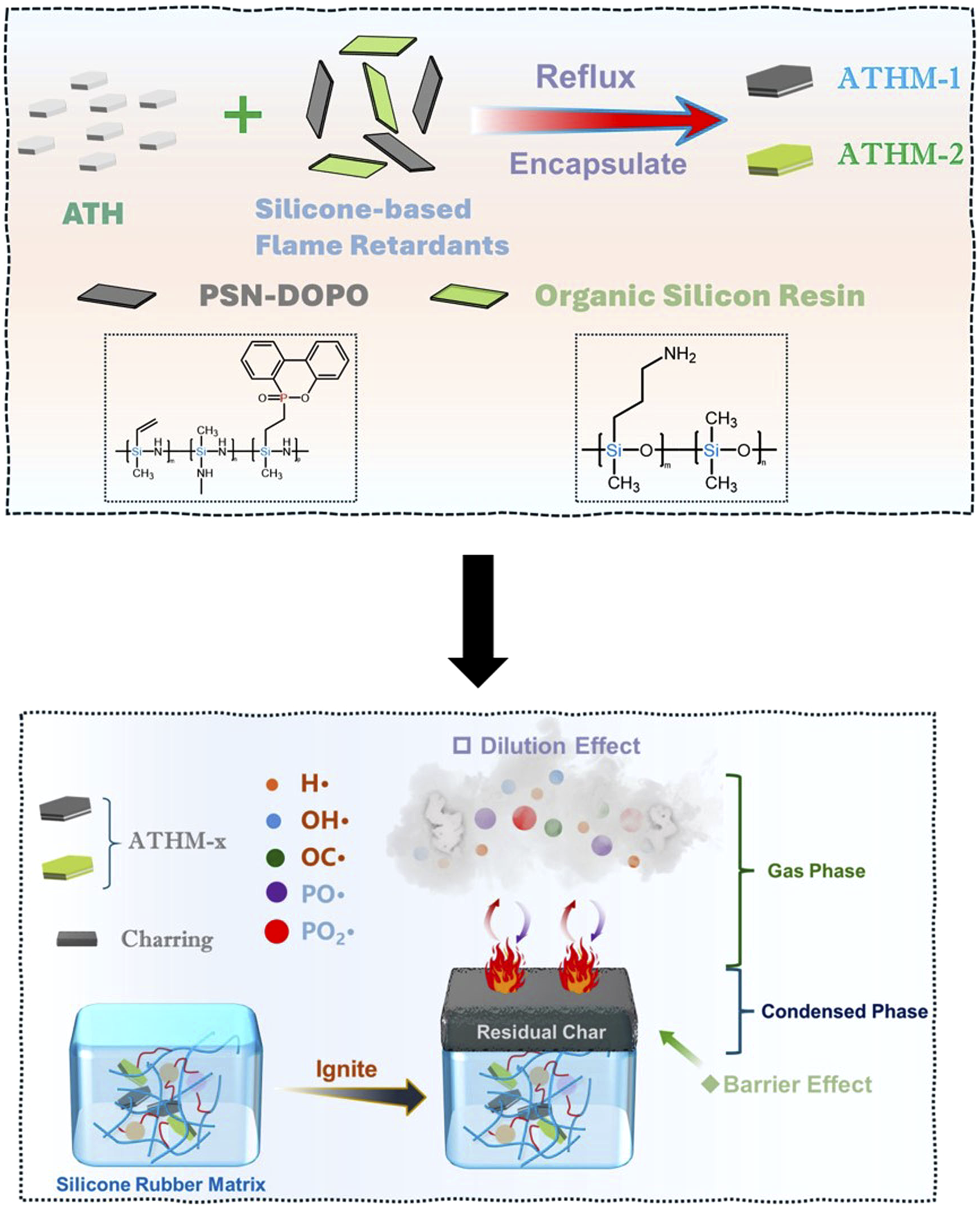
In this work, on the basis of commercially available ATH and methyl vinyl phenyl silicone rubber (KE-186), the effects of modified ATH on the vulcanization, mechanical, aging, flame retardancy and other properties of silicone rubber materials were studied. By introducing phosphorus-containing flame retardant (DOPO) into the side groups of polysilazane resin, phosphorus-containing polysilazane (PSN-DOPO) was synthesized. ATHM-x was subsequently obtained via surface modification of ATH with PSN-DOPO and commercially available organic silicon resin, respectively. The successful modification of ATH was demonstrated by water contact angle measurements and water dispersability. Different silicone rubber composites were prepared via ATH before and after modification, and their vulcanization properties, mechanical properties, aging resistance, flame retardancy, and other properties were systematically studied and compared. Finally, for the KE186 silicone rubber material without added flame retardant, a comparative analysis was conducted on the flame retardant mechanism of the silicone rubber composite with ATH added. Overall, the ATH modification strategy and preparation method for flame-retardant silicone rubber composites proposed in this study not only address the poor compatibility issue between traditional ATH flame retardants and silicone rubber matrices, but also significantly enhance the comprehensive properties of silicone rubber composites, enabling them to demonstrate outstanding performance and broad application prospects in fields such as electronics and electrical engineering. Particularly, the modified silicone rubber composite materials maintain good mechanical properties and flame-retardant performance under high-temperature and radiation environments, which is of great significance for applications requiring high reliability and long service life.
Experimental section
Material
Methylvinylphenyl silicone rubber (brand: KE-186) with a phenyl content of 8∼10% and a vinyl content of 0.10∼0.25% was purchased from Shin-Etsu Silicone International Trading Co., Ltd. (Shanghai). Aluminum hydroxide (ATH) (brand: XS-ACW-2) was purchased from Zhejiang Xusen Flame Retardant Co., Ltd.. Phosphorus-containing polysilazane (brand: PSN-DOPO) was purchased from Kubel Chemical (Shanghai) Co., Ltd.. Silicone resin (brand: 11–100) was purchased from Dow Corning (China) Silicone Co., Ltd. 2,4-Dichlorobenzoyl peroxide (DCBP) was purchased from AkzoNobel (China) Investment Co., Ltd.. Platinum catalytic flame retardant (brand: FR-01) was purchased from Guangzhou Siyou New Material Technology Co., Ltd.. A heat stabilizer (grade: JC-Ce0C) was purchased from Shenzhen Jingcai Chemical Co., Ltd.. Acetone was provided by Sinopharm Group Co., Ltd.
Preparation of surface-modified ATH (ATHM-x)
Synthesis of phosphorus-containing polysilazane-modified ATH (ATHM-1)
500 mL of acetone was added to a 1 L triple-neck round-bottom flask equipped with a reflux condenser. In the reaction system, acetone serves as the medium, enabling PSN-DOPO to come into full contact with aluminum hydroxide. The hydroxyl groups on the surface of ATH can interact with the active groups in PSN-DOPO. And then 200.0 g of aluminum hydroxide was added and mechanically stirred evenly. 2.0 g of PSN-DOPO was dissolved in 50 mL of acetone and added dropwise to the above mixture. After the addition is complete, the mixture was reacted at 40°C for 12 h, ensuring sufficient time for PSN-DOPO to fully react with the aluminum hydroxide surface, forming a uniform modified coating. After filtration and drying, modified aluminum hydroxide (ATHM-1) is obtained.
Preparation of organic silicone-modified aluminum hydroxide (ATHM-2)
500 mL of acetone was added to a 1 L triple-neck round-bottom flask equipped with a reflux condenser, and then 200.0 g of aluminum hydroxide was added and mechanically stirred evenly. 2.0 g of silicone resin (11–100) was dissolved in 50 mL of acetone and then added dropwise to the above mixture. After dropwise addition, the mixture was reacted at 40°C for 12 h and then filtered to obtain modified aluminum hydroxide (ATHM-2). Silicone resin contains active groups such as siloxane bonds and amino groups. These groups can react with the hydroxyl groups on the surface of aluminum hydroxide. Aluminum hydroxide has a large number of hydroxyl groups and oxygen vacancies on its surface, and these active sites can physically adsorb silicone resin. A schematic diagram of the preparation process of different ATHM-x samples is shown in Figure 1. Schematic diagram of the preparation process of ATHM-x.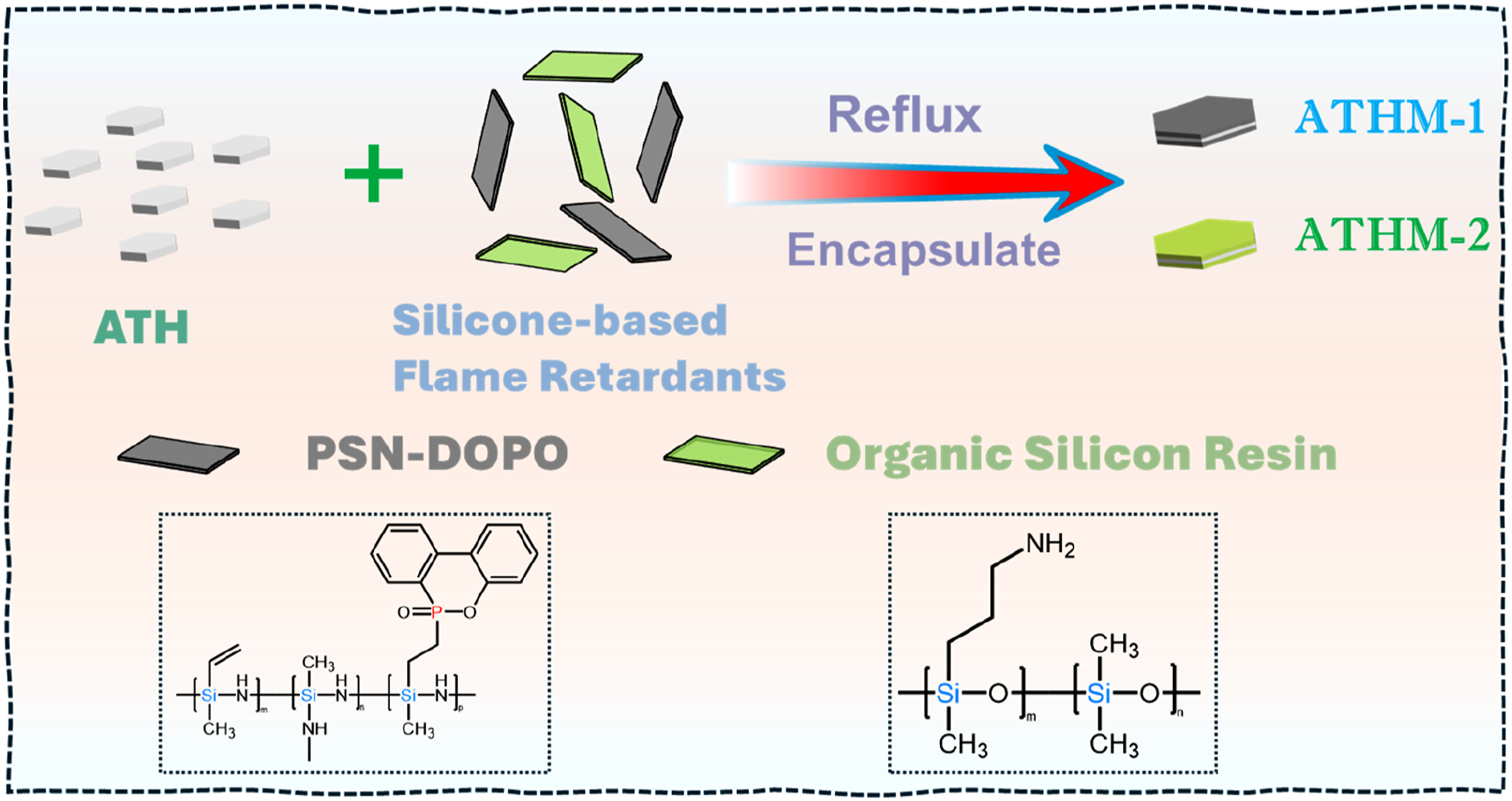
Preparation of silicone rubber/modified aluminum hydroxide composite (KE186/ATHM-x)
A schematic diagram of the preparation of the KE186/ATHM-x composite is shown in Figure 2. First, KE-186 was added to the rollers of the double roll open mill. After starting the machine and waiting for the rubber material to wrap around the rollers, ATHM-x, FR-01, JC-Ce0C and other additives were gradually added in proportion. Gradual addition ensures that each additive is fully dispersed in the rubber matrix. The entire mixing process takes approximately 40 min to ensure thorough mixing of all additives with the rubber matrix. After mixing evenly, the rubber material was thinly passed 10–15 times, rolled and sliced, and the mixed rubber was stored for later use. After leaving the mixed rubber for 24 h, vulcanization molding was performed. Then, the mixed rubber is refined in the open mill until it is smooth and free of burrs, and an appropriate amount of vulcanizing agent (DCBP) is added. After mixing evenly, it is placed in a flat vulcanizing machine for compression molding vulcanization. Generally, the vulcanization temperature of DCBP added silicone rubber is 140°C, the pressure is 10 MPa, and the molding time is 10 min. To ensure the quality stability of the sample, it was then placed in a 200°C high-temperature blast oven for two-stage vulcanization for 2 h and kept at a constant temperature for 24 h for subsequent experiments. The formula of the KE186/ATHM-x composite is shown in Table 1. Schematic diagram of the preparation process of the KE186/ATHM-x composite. Formula of the KE186/ATHM-x composite.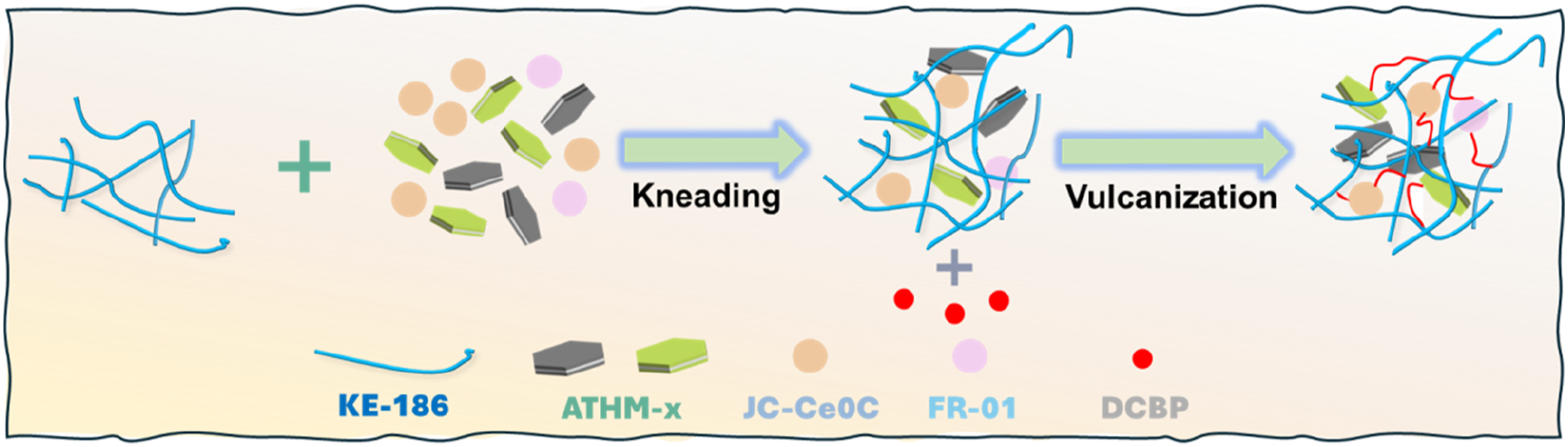

Characterization
In accordance with the GB/T 1233-2008 standard, an MZ-4010 type rotorless vulcanizing apparatus is used for vulcanization characteristic testing. The testing conditions were as follows: vulcanization temperature of 120°C and vulcanization time of 3 min.
In accordance with the GB/T 531.1-2008 standard, an LX-A Shore hardness tester (Shanghai Liuling Instrument Factory) was used for hardness testing.
In accordance with the GB/T 528-2009 standard, a CMT4104 universal tensile testing machine (MTS Systems (China) Co., Ltd) was used to conduct tensile tests. The sample is a type II dumbbell plate with a thickness of (1.0 ± 0.1) mm. At least five tests were conducted, and the average value was taken as the result.
The conduct hot air aging test was conducted according to the GB/T 3512-2014 standard, with a test temperature of (200 ± 2) °C and a time of 240 h. The sample is a type 2 sample in GB/T 528-2009, and there should be no less than five valid samples.
In accordance with the GB/T 2406.2-2009 standard, a JF-3 oxygen index meter (Nanjing Jiangning District Analytical Instrument Factory) was used for oxygen index testing. The sample size was 100 mm × 6.5 mm × 3 mm.
In accordance with the GB/T 2408-2009 standard, a JN-SLZR-UL94 horizontal and vertical combustion tester (Dongguan Jieen Testing Equipment Co., Ltd) was used for vertical combustion testing, with a sample size of 100 mm × 13 mm × 3 mm.
In accordance with the GB/T 1692-2005 standard, the volume resistivity was measured via a BC-330 DC insulation impedance tester (Beijing Beiguang Jingyi Instrument Equipment Co., Ltd). A circular plate-shaped sample with a diameter of 100 mm, a thickness of (1.0 ± 0.1) mm, and a test voltage of 1 kV was used. At least three experiments were conducted, and the average values were reported.
In accordance with the GB/T 1695-2005 standard, an ADT-5/50 kV AC dielectric strength tester (Shanghai Lanbo High Voltage Technology Equipment Co., Ltd) was used for strength testing. A circular plate-shaped sample with a diameter of 100 mm and a thickness of (1.0 ± 0.1) mm was used. The testing environment temperature was (20 ± 2)°C, and symmetrical electrodes were used with a voltage boosting rate of 600 V/s. At least three experiments were conducted, and the average values were reported.
Thermogravimetric analysis was performed on a TG2 thermogravimetric analyzer (Mettler Toledo) in an air atmosphere with a gas flow rate of 50 mL min-1, and the samples were heated from room temperature to 800°C at a rate of 10°C/min.
The morphology of the sample was observed via a PHENOM XL scanning electron microscope, and the surface of the sample was treated with gold spraying.
Using an irradiation test device (Beam Energy Irradiation Technology Co., Ltd, Shanghai Academy of Agricultural Sciences), the radiation source is a γ source (60Co source), and the radiation source intensity can reach 3.7 × 1015 Bq. Before radiation, the silicone rubber composite was prepared into 100 mm × 100 mm × 1 mm pieces. The test requires a cumulative radiation dose of 333 kGy and a dose rate not exceeding 4 kGy/h. The monitoring result has an error of no more than 5%.
The samples were tested via an LSA100 contact angle measuring instrument (Lauda Scientific). At least three experiments were conducted, and the average values were reported.
A K-Alpha X-ray photoelectron spectroscopy analyzer (Thermo Fisher) was used to obtain the photoelectron spectra of the samples.
Pyrolysis gas chromatography-mass spectrometry (Py-GC/MS) technique: The sample was first placed in an EGA/PY3030D and heated at a rate of 10°C/min from 30°C to 600°C. The pyrolyzed small molecules were subsequently measured via a QP2010Ultra gas chromatography-time-of-flight mass spectrometry. The sample is ionized via the electron impact method, and a spectrum is taken once per second. The mass scanning range was set to 10–1000 m/z.
Results and discussion
Structural characterization of modified ATH
Figure 3 shows SEM images of unmodified and modified ATH at different magnifications. ATH presents a rough hexagonal sheet-like structure with an uneven particle size distribution, ranging from several hundred nanometers to a few micrometers. After surface modification, some small granular substances appeared on the surface of the modified ATH, which not only maintained the roughness of the ATH surface but also even slightly improved the roughness. This may be because the modifier covers the surface of the ATH layer after modification, making the ATHM-x surface appear rougher than before modification. ATH showed agglomeration before modification, whereas ATHM-1 and ATHM-2 modified with DOPO-PSN and silicone resin showed slight decreases in agglomeration and a certain degree of dispersion. SEM images of ATH at different magnifications before and after modification: (a1) and (a2) ATH, (b1) and (b2) ATHM-1 and (c1) and (c2) ATHM-2.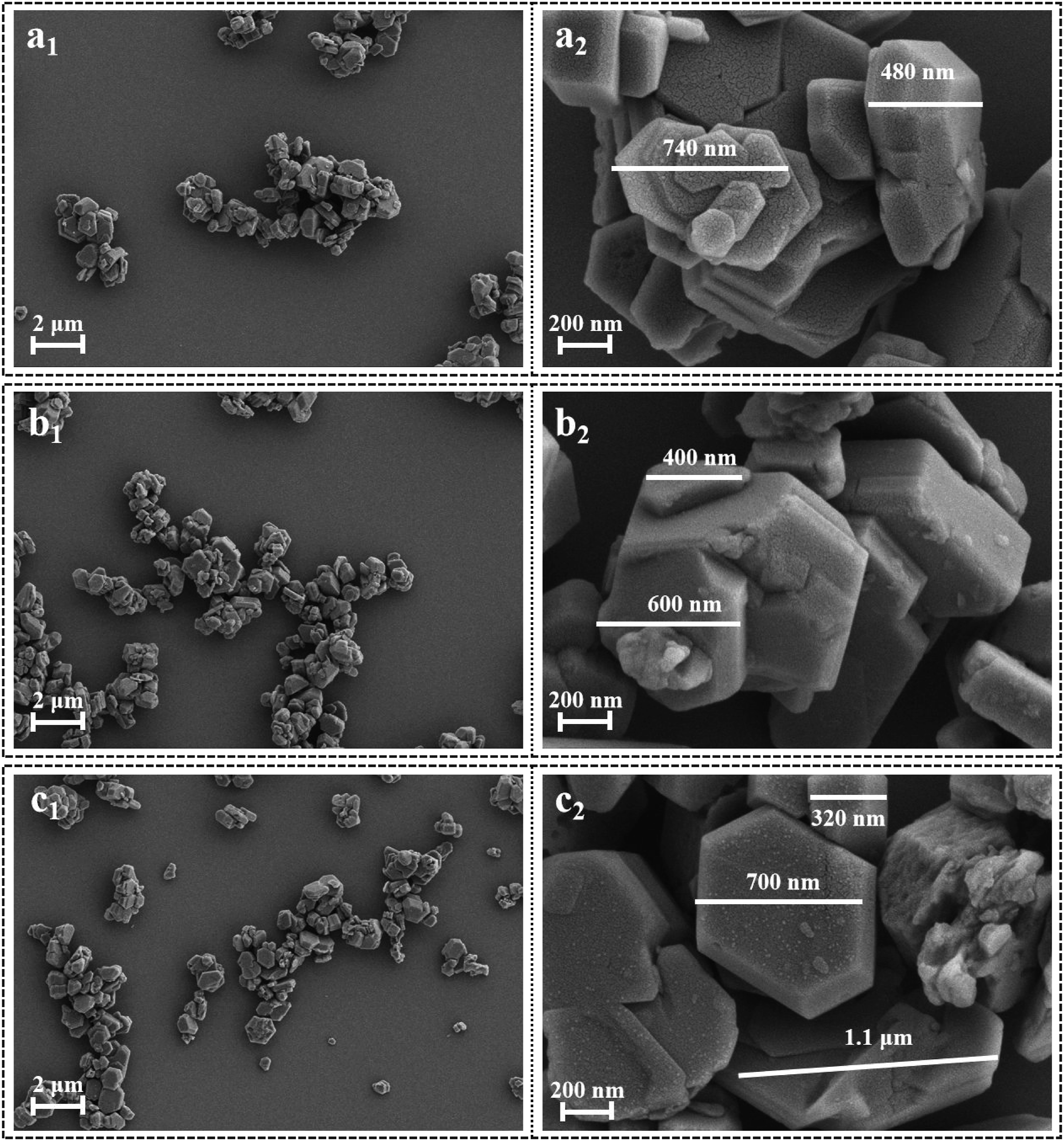
Figure 4 shows the XPS spectra of unmodified and modified ATH. Figure 4(a) shows the full-scan XPS spectra of unmodified and modified ATH. All three types of aluminum hydroxide contain C, Al, and O, which are also the main elements of aluminum hydroxide. In addition, owing to the modification of phosphorus-containing polysilazane (PSN-DOPO) and organic silicon resin, P and Si are present in ATHM-1 and ATHM-2. Figure 4(b) and (c) show the XPS spectra of Al2p and O1s of unmodified and modified ATH, respectively. In ATH, the main structure is AlOx, which corresponds to the XPS spectra of Al2p and O1s in ATH. In addition, the chemical shifts of O1s before and after modification are different, and the strength is also significantly different, which is related to the surface coating of polysilazane and organic silicon resin. Figure 4(d) and (e) show the XPS spectra of Si2p in ATHM-1 and ATHM-2, respectively. The structure containing Si mainly depends on the Si-containing structure of the polysilazane resin and organic silicon resin. Taking the XPS spectrum of Si2p in ATHM-1 as an example (Figure 4(d)), the spectrum mainly includes Si-C (101.8 eV) and Si-O (102.7 eV) structures.
26
In addition, Figure 4(f) shows the XPS spectrum of P2p in ATHM-1, where the structure of P is mainly P-O/P = O (133.3 eV), etc.
27
The results of XPS testing and analysis further demonstrate the successful modification and covering of ATH by PSN-DOPO and organic silicone resin. (a) Full scan XPS spectra, (b) Al2p and (c) O1s XPS spectra of ATH, ATHM-1, and ATHM-2; XPS spectra of Si2p in (d) ATHM-1 and (e) ATHM-2; (f) XPS spectrum of ATHM-1 P2p. Water contact angle photos of (a) ATH, (b) ATHM-1, and (c) ATHM-2; (d) Photos of the dispersability of unmodified and modified ATH in water, including (d1) ATH, (d2) ATHM-1, and (d3) ATHM-2.
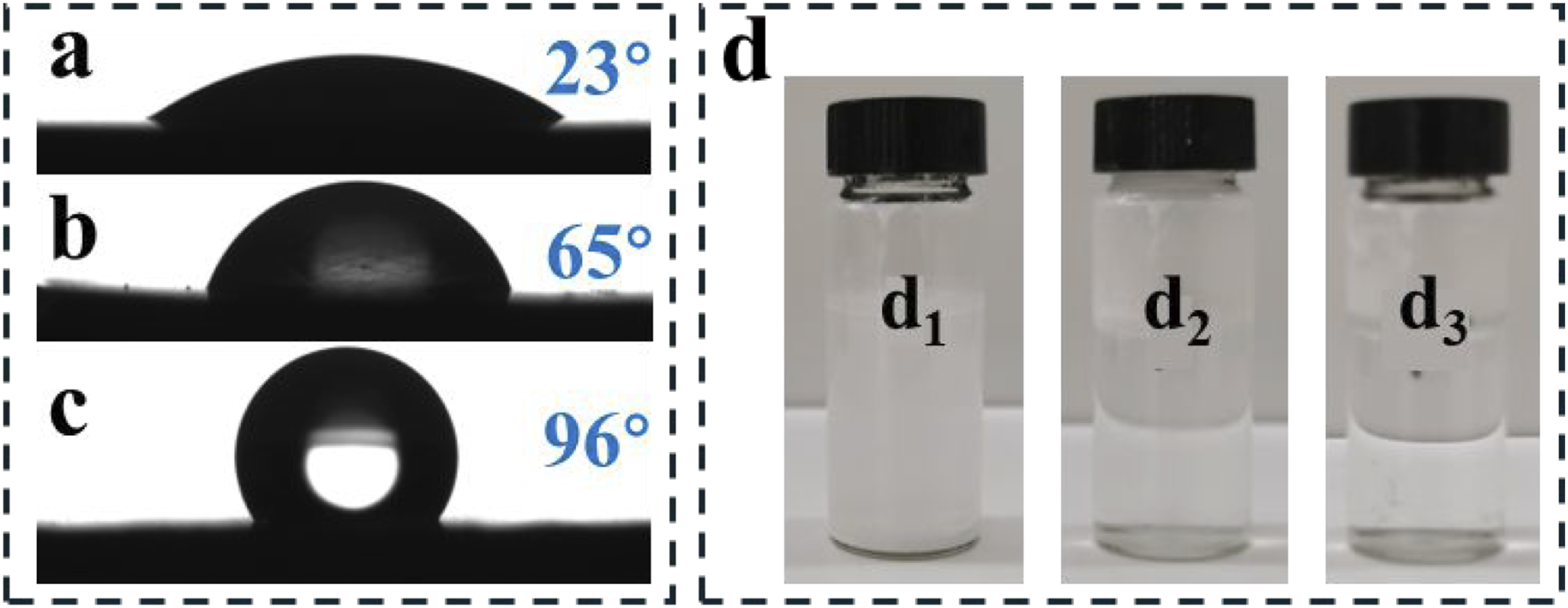
Figure 5 shows the water contact angle and dispersibility of modified and unmodified ATH in water. Figure 5(a)–(c) show the water contact angle images and contact angle degrees of ATH, ATHM-1, and ATHM-2, respectively. The unmodified ATH has good hydrophilicity, with a water contact angle of less than 30° (Figure 5(a)). After modification, the hydrophobicity and water contact angle of ATHM-x significantly improved. For example, after modification with the phosphorus-containing polysilazane (PSN-DOPO), the contact angle of ATHM-1 reached 65° (Figure 5(b)), whereas the water contact angle of ATHM-2 modified with the organic silicon resin reached 96° (Figure 5(c)), indicating excellent hydrophobicity. The test results indicate that the hydrophobicity of ATHM-x increased after surface modification; thus, ATHM-x can have better compatibility with the silicone rubber matrix KE186. 19
Figure 5(d) shows the dispersability of unmodified and modified ATH in water. However, the floating phenomenon of the sample on the water surface is primarily attributed to the combined effects of reduced effective density due to the modified layer and introduced nanoscale roughness, which stabilizes microbubbles to achieve macroscopic floating. Therefore, hydrophobicity is the combined result of “density reduction + hydrophobic roughness,” rather than solely based on contact angle standards. The introduction of an organic layer in ATHM-2 further enhances this effect, achieving a water contact angle of 96° (Figure 5(c)), indicating excellent hydrophobicity.
Vulcanization of KE186/ATHM-x composites
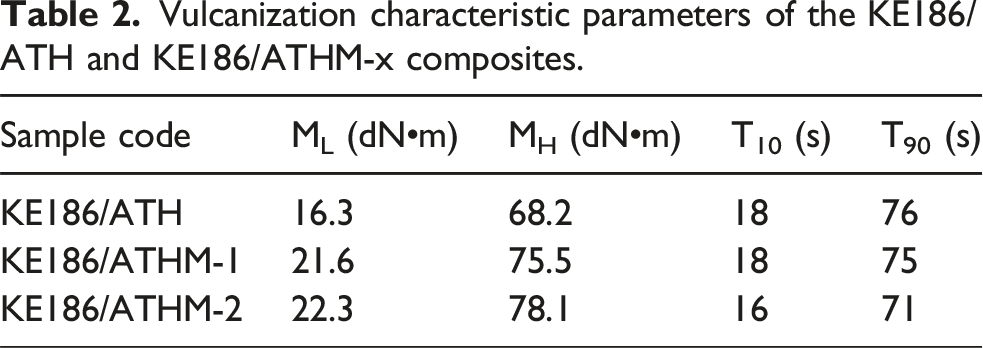
The vulcanization curves of the KE186/ATH and KE186/ATHM-x composites are shown in Figure 6, and the corresponding vulcanization characteristic parameters are listed in Table 2. According to the analysis of the vulcanization curves and parameters, it can be concluded that compared with KE186/ATH, both KE186/ATHM-x have slightly improved ML, MH, and MH-ML, but they are relatively close. In addition, there was no significant change or difference in the T10 and T90 values of the KE186/ATH and KE186/ATHM-x composites. The vulcanization curves and parameters of the three types of silicone rubber composites are very similar, indicating that ATH modified with phosphorus-containing polysilazane and organic silicon resin has no significant effect on the vulcanization of silicone rubber compared with pure ATH; that is, the vulcanization and preparation process of silicone rubber composites can be achieved via conventional processing technology. Vulcanization characteristics of the KE186/ATH and KE186/ATHM-x composites. Vulcanization characteristic parameters of the KE186/ATH and KE186/ATHM-x composites.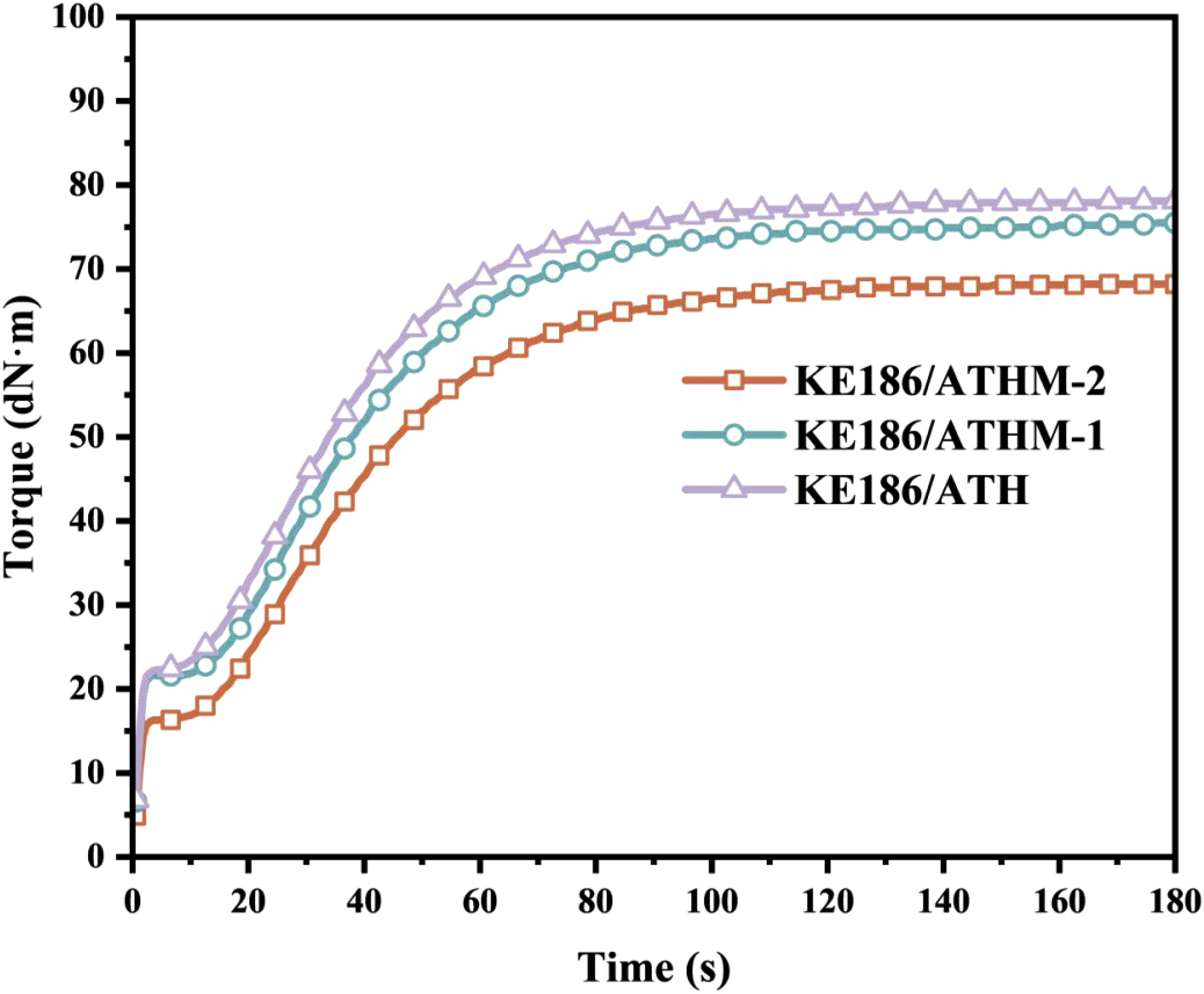
Mechanics and aging resistance performance
Mechanical properties before aging
Mechanical properties of the KE186/ATH and KE186/ATHM-x composites.

The dispersabilities of the KE186/ATH and KE186/ATHM-x composites were observed via cross-sectional SEM (Figure 7). Figure 7(a) shows SEM images of the cross-sections of KE186/ATH at different magnifications. Figure 7(a) shows that the matrix cross-section is embedded with many ATH particles. After magnification, the sheet-like appearance and size of the particles can be clearly observed, and the binding force between ATH particles and the silicone rubber matrix is weak. After modification with phosphorus containing polysilazane and organic silicon resin, the number of ATH particles embedded in the cross-section of the matrix was significantly reduced, and more ATH particles exhibited a “raised” state after being wrapped by the silicone rubber matrix (Figure 7(b) and (c)). In addition, after modification with organic silicone resin, there were basically no large-sized ATH particles in the cross-section, and these particles were mostly wrapped by the silicone rubber matrix. The cross-sectional SEM image shows that after modification with phosphorus-containing polysilazane and organic silicon resin, ATHM-1 and ATHM-2 have good compatibility with the matrix KE186, which is also favorable for improving the mechanical properties of silicone rubber composites.
28
SEM images of cross-sections of the KE186/ATH and KE186/ATHM-x composites: (a1) and (a2) KE186/ATH, (b1) and (b2) KE186/ATHM-1 and (c1) and (c2) KE186/ATHM-2.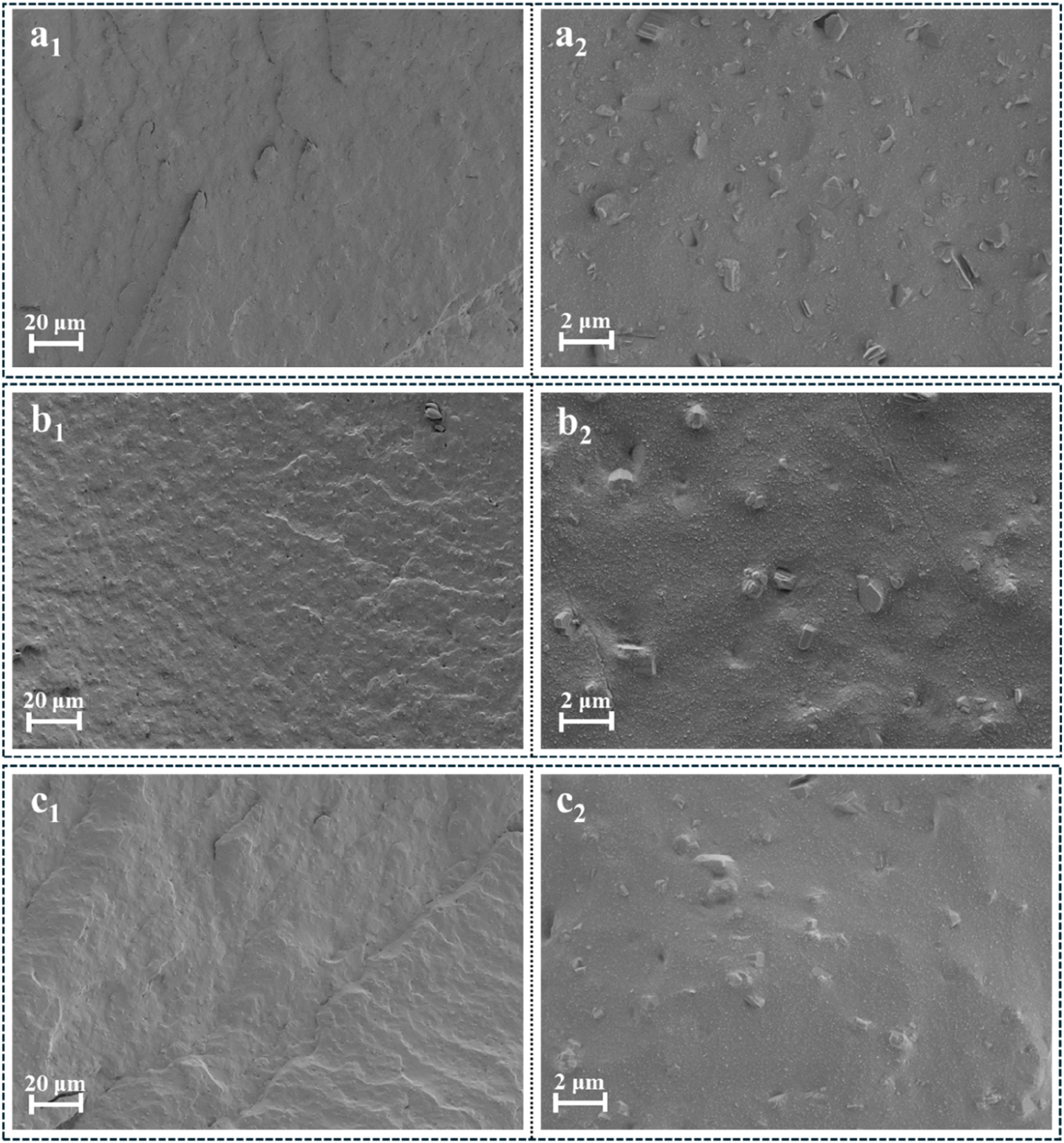
Mechanical properties (after thermal aging)
Mechanical properties of the KE186/ATH and KE186/ATHM-x composites after thermal aging.

Mechanical properties after irradiation aging
Mechanical properties of the KE186/ATH and KE186/ATHM-x composites after irradiation aging.

Thermal stability
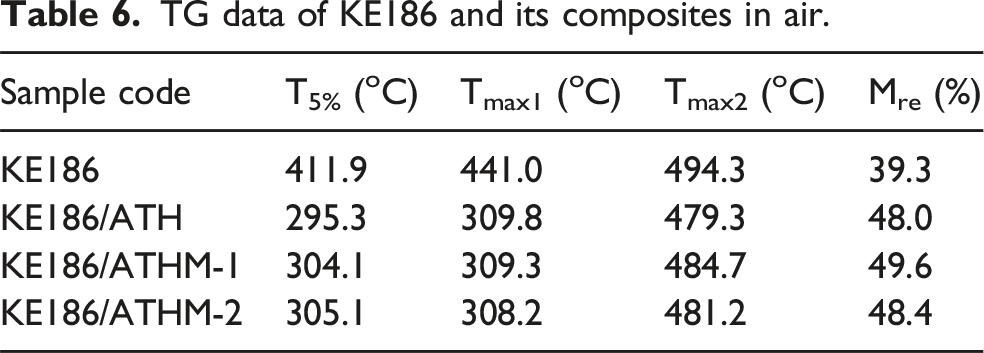
Figure 8 presents the TG curves of KE186 and its composites in air, with the corresponding data listed in Table 6. It can be seen that the T5%, Tmax1 and Tmax2 of the pure KE186 are higher than those of KE186/ATH and KE186/ATHM-x composites, the residual char is lower. That is because ATH is not thermally stable which begins to decompose quickly at above 300°C. Compared to KE186/ATH, almost all the parameters of KE186/ATHM-x are higher, especially the T5% is delayed to about 9°C. This shows that PSN-DOPO and 11–100 modification further improve the stability of ATH, that is why the KE186/ATHM-x composites perform better during the thermal aging test. TGA curves of KE186 and its composites in air. TG data of KE186 and its composites in air.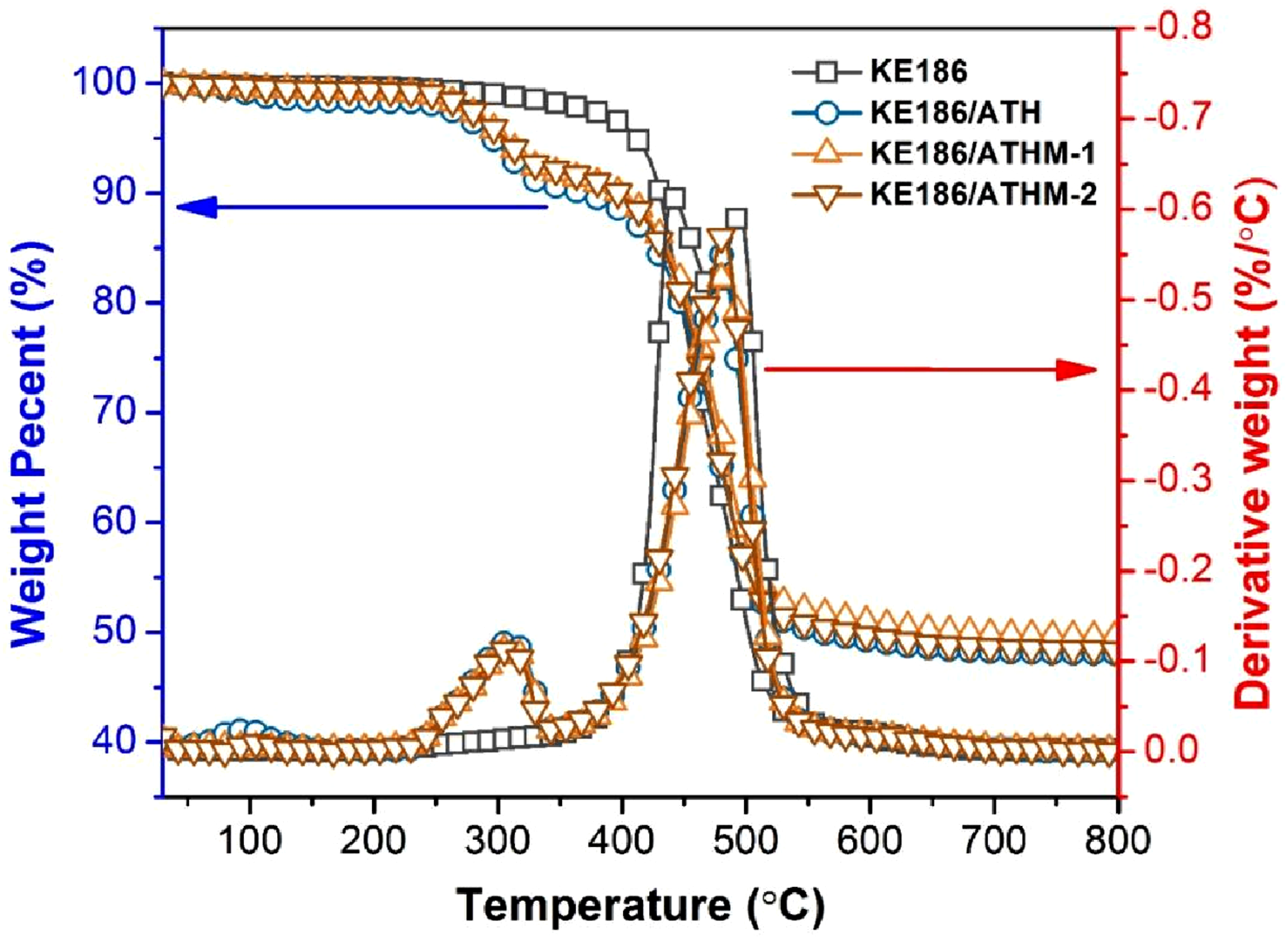
Flame-retardant properties
LOI and UL94 data of the KE186/MCM-x composites.

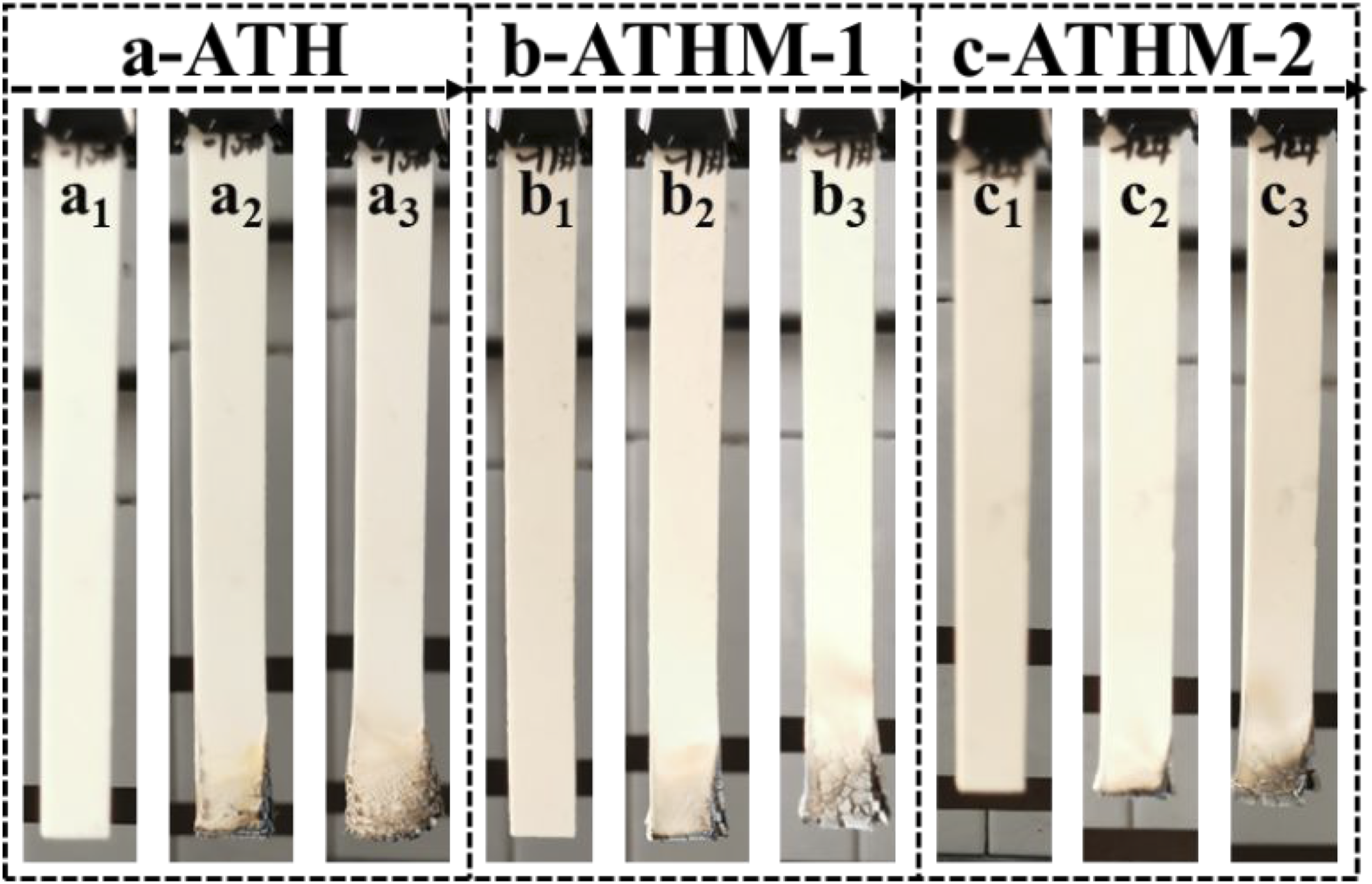
Photos of the KE186 and KE186/MCM-x composites before and after the UL-94 vertical combustion test: (a1–a3) KE186/ATH, (b1–b3) KE186/ATHM-1, and (c1–c3) KE186/ATHM-2. (Numbers 1, 2, and three represent the self-extinguishing time after the first and second ignitions, respectively).
Analysis of the flame retardant mechanism
Analysis of the gas-phase flame retardant mechanism
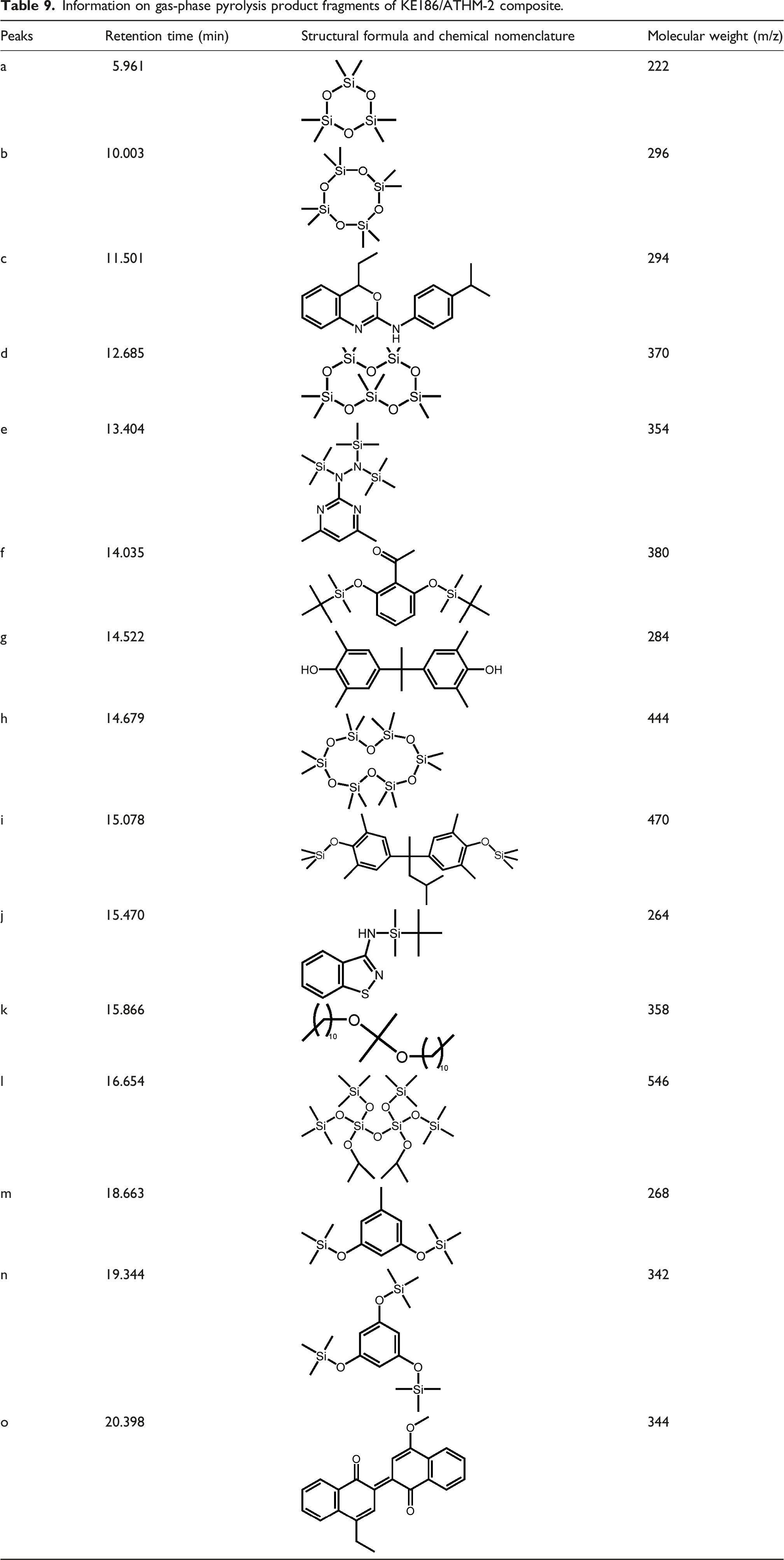
To analyze the gas-phase flame retardant mechanism of different silicone rubber composites, the Py-GC/MS method was used to analyze the gas-phase products produced during the cracking process of different silicone rubber samples, and to explore and compare the flame retardant mechanism of silicone rubber composites. Figure 10 shows the high-performance gas chromatograms (TICs) of the KE186, KE186/ATH, and KE186/ATHM-2 composites during the experimental process. For KE186 and KE186/ATH, their TIC spectra are very similar, and the chromatographic peaks and corresponding retention times are essentially the same. Therefore, they have similar gaseous pyrolysis products. The relevant information of their gaseous pyrolysis products (chromatographic peaks marked by numbers, retention times, possible structures, and mass to charge ratios) is shown in Table 8. In addition, compared with those of KE186 and KE186/ATH, there are significant differences in the TIC spectra of KE186/ATHM-2, manifested in an increase in the number and intensity of chromatographic peaks, as well as a lag in retention time. For the KE186/ATHM-2 composites, the relevant information concerning their gaseous pyrolysis products (chromatographic peaks marked by letters, retention time, possible structures, and mass to charge ratios) is shown in Table 9. TIC spectra during Py GC/MS testing of the KE186, KE186/ATH, and KE186/ATHM-2 composite. Information on gas-phase pyrolysis product fragments of KE186 and KE186/ATHM-2 composite. Information on gas-phase pyrolysis product fragments of KE186/ATHM-2 composite.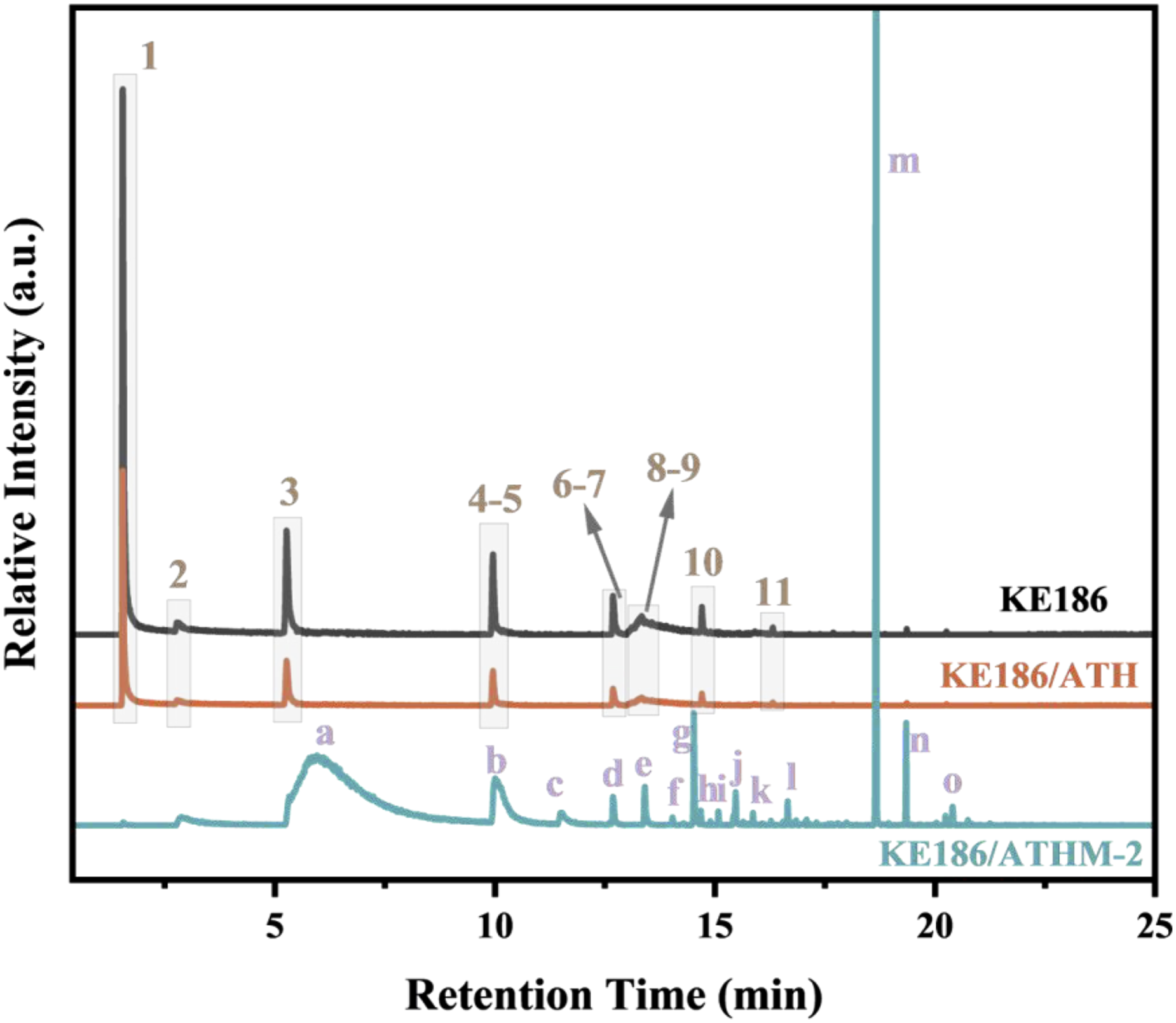
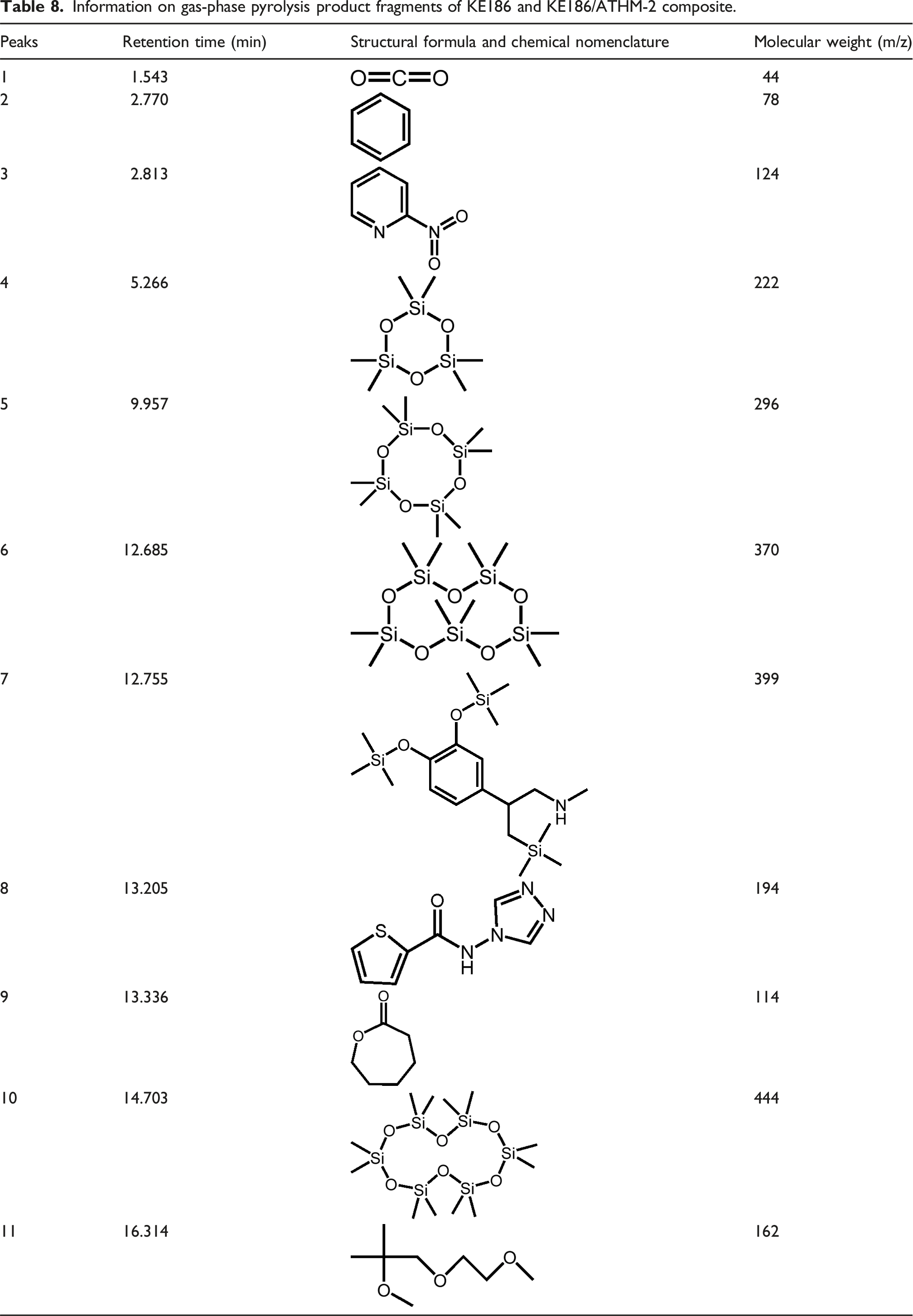
After matching with the database, it was found that the main cracking products of different silicone rubber composites are generated by the KE186 matrix, including higher molecular weight siloxane cyclic polymers such as octamethylcyclotetrasiloxane, decamethylcyclopentasiloxane, and dodecylcyclohexasiloxane, as well as nitrogen-containing species such as triazoles, triazines, and phenylene. The introduction of nitrogen based flame retardants modified with phosphorus nitrogen silicone resin inhibited the thermal degradation process of silicone rubber materials and played a flame retardant role.31,32
Analysis of the condensed-phase flame retardant mechanism
To investigate the char layer of silicone rubber materials after combustion, SEM was further used to observe the microstructures of the residual char surfaces of the KE186, KE186/ATH, and KE186/ATHM-x composites after combustion (Figure 11). Figure 11 a1 and 11 a2 show that the surface of the char layer after KE186 combustion is relatively dense, with almost no pores appearing. This is because the Si-O structure of silicone rubber has good heat resistance and does not decompose when heated, thus serving as a component of residual char to maintain its stability. In contrast, owing to the unstable heating of ATH, it is prone to decompose and produce water vapor while absorbing heat, mainly through a gas-phase flame retardant mechanism. Therefore, the thermal decomposition of ATH leads to the formation of pores in the char layer structure. A small number of pores appeared on the surface of KE186/ATH (Figure 11 b1 and 11b2), whereas for KE186/ATHM-1 (Figure 11 c1 and 11 c2), the pores on the residual char surface were particularly obvious, and many pores and discontinuities could even be observed at different magnifications. Perhaps due to the synergistic flame retardant effect of P groups and ATH in the gas phase, the number of pores in the char layer increases significantly. Therefore, the residual char of KE186/ATHM-1 does not fully cover the surface of the material, and cannot effectively isolate oxygen and control the diffusion of flammable gases, which means that it cannot effectively flame retard in the condensed phase (reflected in the increase in self-extinguishing time in UL-94 testing). After modification with organic silicone rubber, the pores in the combustion char layer of KE186/ATHM-2 (Figure 11 d1 and 11 d2) flame-retardant silicone rubber are reduced, which can serve as a flame-retardant protective layer during combustion, effectively isolating air and preventing the diffusion of flammable gases generated by polymer cracking.
33
SEM images of combustion residual char in the KE186, KE186/ATH, and KE186/ATHM-x composites: (a1) and (a2) KE186, (b1) and (b2) KE186/ATH, (c1) and (c2) KE186/ATHM-1 and (d1) and (d2) KE186/ATHM-2.
Flame-retardant mechanism
Figure 12 shows a schematic diagram of the flame retardant mechanism of the KE186/ATHM-x composite. After being modified with phosphorus-containing polysilazane resin (PSN-DOPO) and organosilicon resin, ATHM-x can exhibit synergistic flame retardant effects in both the gas and condensed phases. Owing to its unique structure, ATH can absorb a large amount of heat and release water vapor during the decomposition process. The water vapor generated during the decomposition process can serve as a gas source and inert gas, participating in gas-phase flame retardancy and playing a major role in flame retardancy.
34
In addition, the aluminum oxide formed by ATH during pyrolysis can also serve as a component of residual char in silicone rubber composites, acting as a barrier and exerting flame retardant functions in condensed phases. In addition to ATH, the modifier PSN-DOPO and silicone resin have good flame retardancy and the ability to promote dehydration into char, thereby promoting the formation of a dense and stable char layer in silicone rubber materials after combustion. They can serve as a flame retardant protective layer to isolate air effectively and prevent the diffusion of flammable gases produced by polymer cracking during combustion.35,36 Notably, the free radicals formed by the P in PSN-DOPO can also exert a certain quenching effect in the gas phase, which is also a representative process of gas-phase flame retardancy. Schematic diagram of the flame retardant mechanism of the KE186/ATHM-x composite.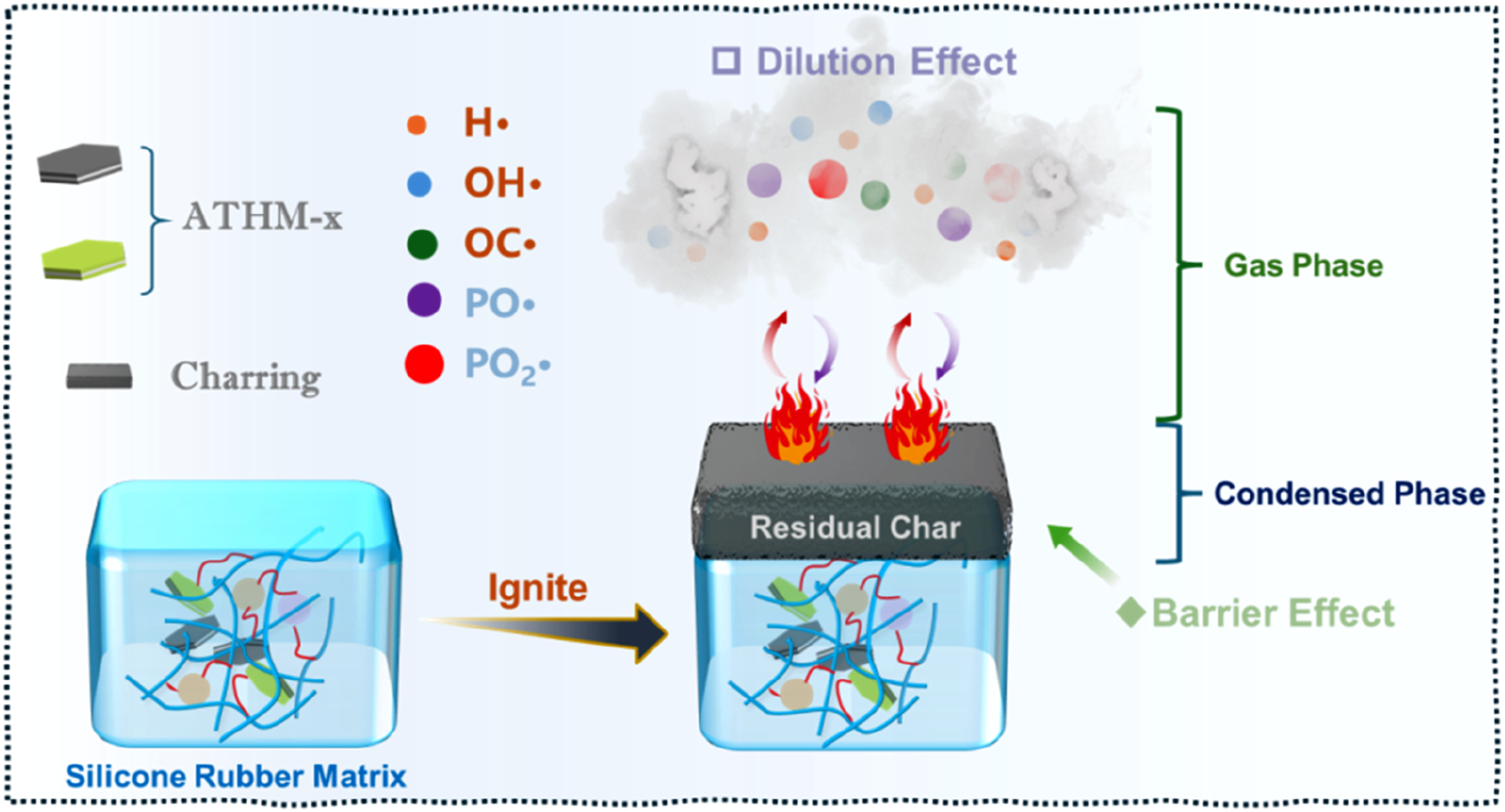
Conclusion
Two surface modified aluminum hydroxides (ATHM-1 and ATHM-2) were prepared and applied as a new flame retardant system in commercially available silicone rubber (KE186). The effects of modified ATH on the vulcanization, mechanical, and flame retardant properties of silicone rubber, as well as its effects on the mechanical properties before and after thermal aging or irradiation aging, were studied. Surface modified ATH had little effect on the vulcanization performance of silicone rubber, and the modified ATH was well dispersed in the silicone rubber matrix. Phosphorus-containing polysilazane-modified ATH and organic silicone resin-modified ATH improved the mechanical properties of silicone rubber materials after thermal aging and irradiation aging and maintained the inherent high flame retardancy of ATH. The Py-GC/MS and SEM results indicate that modified ATH can exert a synergistic flame retardant effect: the water vapor generated by ATH decomposition and the absorbed heat participate in gas-phase flame retardancy and play a major role, whereas phosphorus containing polysilazane and organosilicon resin promote the formation of a dense char layer in silicone rubber materials after combustion, which reduces the flammability of silicone rubber.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: Shanghai Rising-Star Program; Grant No: 21QB1401200.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data sharing not applicable to this article as no datasets were generated or analyzed during the current study.