
Abstract
Wheat straw pellets can be easily handled, transported and stored with reduced costs as compared with the raw material. The effect of pelletization process and densification parameters on the properties of the mixture of wheat straw powder and 40% epoxy 1092 as a binder was investigated. The samples were compressed into pellets using the lab-scale hydraulic press under various compacting pressures of 10, 12 and 15 bars and different die shapes and sizes (two cylindrical dies with diameters 10 and 18 mm (S1, S2), respectively, and a new hexagonal die of side length (s) = 6 mm (S3)). It was found that the pelleting process increased the fixed carbon content from 7.14% to 17.36%, the heating value from 15,600 kJ kg−1 to 27,800 kJ kg−1 and the bulk density 10 times when compared to a raw wheat straw powder. It was also found that type S2 at pressure 15 bar is the densest pellet and it had the maximum compression stress that reached 2798.54 kg m−3 and 70.02 MPa, respectively. The cylindrical pellet (type S1) of D = 18 mm at a pressure of 15 bar had the lowest water permeability of 2.35%. Pelletizing process had improved combustion characteristic parameters compared to raw biomass where combustion temperature ranges became higher, maximum weight loss rates and residues became lower that led to a higher combustion efficiency. Thermogravimetric analysis of wheat straw before and after pelleting process was analyzed to evaluate the combustion properties. Scanning electron microscopy images showed that the particle bonding was formed mainly from solid bridges, areas of cohesive failure due to lignin flow, and inter-diffusion between neighboring biomass particles. Images were investigated to explore the importance of compaction process. The images also showed that as the pressure decreases, the gap between the particles increases and produces the less durable pellet. It was found that the slagging index equals 0.38, which indicates that the pellet has a medium slagging inclination and for the fouling inclination (1.79), the wheat straw pellet has a relatively high fouling inclination.
Keywords
Introduction
Biomass is a fuel that is developed from organic materials. It is considered as a renewable and sustainable source of energy which can be used in different applications. Over 27 million tons of crop residues were produced in the year 2003; the wheat straw is the most plentiful residue followed by maize, rice straw, and sugarcane residues. 1 About 52% of agricultural residues is burned directly in the fields or in inactive furnaces with efficiency lower than 10% in small villages. 2 These methods cause a loss of energy and also have a destructive impact on the environment. Moreover, traditional storage in farms and on roofs provides a big chance for insects and other disease transporters to grow and attack humans, animals, or new crops. 3 Wheat straw is used as a basic feed for animals and producing energy and heat. 2 Due to the problems of the low density of the different biomass types, the transportation, and safe storage have stated the need to find biomass fuels with larger density and better mechanical properties, known as pellets. 4
Compression can increase the volumetric heating value and physical properties of the pellets, creating clean and steady energy biomass. 5 During densification of biomass, particles rearrange themselves to form a closely packed mass where most of the particles retain their properties. The particles are forced against each other and undergo plastic and elastic deformation, and finally a significant reduction in volume at higher pressure results in the density of the pellet reaching the true density of the component ingredients. 6 To assure pellet quality, there are different standards, such as the standard values established for straw pellets in the non-woody pellet norm published in UNE-EN IS0 17225–6, 7 to determine any possible limitations on the use of the biomass pellets. The sulfur and chlorine in pellets create problems of corrosion in combustors and emission of greenhouse gases. 8 The composition of a wide range of selected biomass fuels is given in Jenkins et al. 9 and John. 10 Disturbing elements such as K and Cl can be removed before combustion using a leaching process, which is often done either by rainfall or by washing the straw. 11
One of the most significant indicators of pellet quality is the pellet density as shown in Kaliyan and Morey. 12 Different parameters such as compression strength, particle volume, and moisture content affect the density of pellet. The mechanical strength of the pellets is affected by compression force, temperature, particle size, and chemical composition of biomass feedstocks as shown in Nielsen et al. 13 and Mani et al. 14 With regard to the pelletizing process, small particles have a larger surface which produces stronger pellets and more moisture addition. Furthermore, large particles have a trend to be cavity items which lead to cracks, fracture, and reduction in the pellet durability. Therefore, the suitable particle size ranges between 0.5 and 0.7 mm as suggested in Franke and Rey. 15 In fact, a mixture of different particle size provides an optimum durability of the pellet as they have an improved inter-particle bonding with less interspaces. 16 The moisture in biomass works as a binder and a lubricant. Different researchers have discovered that the optimum moisture content for compression of biomass is different for each individual feedstock and operating conditions. The moisture contents of wheat straws were in the range of 5.02–7.79% as given in Zhang et al. 17 As shown in Colley et al., 18 a minor increase of durability of switchgrass pellets from 95 to 96.65% is noticed when the moisture content rises from 5 to 8 w.b.%.
It is shown in O’Dogherty and Wheeler 19 that the durability of wheat-straw wafers (50-mm diameter) was about 97% of the initial moisture contents of 10 to 20% (w.b.). Increasing the initial moisture content from 20 to 35% (w.b.) reduced the wafer durability from 97 to 85%. The optimum moisture content was recommended to be approximately 8% for making densified products. 20 As the moisture content increases, the density of the pellet decreases as shown in Gustafson and Kjelgaard 21 and Rehkugler and Buchele. 22 The biomass pelleting process and the effect of various process parameters on pellet density and durability were reviewed in Kaliyan and Morey 12 and Mani et al. 23 The physical properties of pellets made from different materials such as sorghum stalk, corn, wheat straw, and big Bluestem were evaluated as shown in Theerarattananoon et al. 24 The moisture content of pellets had some effect on their physical properties. As the moisture content of pellets increased, the bulk density and true density values decreased. More durable pellets were obtained when a larger hammer mill screen size was used during biomass (feed) grinding step. 24 Understanding the compression properties of biomass particles, sizes, shapes, chemical compositions, bulk and particle densities are the basic to optimize these processes.25,26
The pelleting pressure, which plays an important role in pellet quality, should be selected at an optimum value that affects the pellets strength via increasing plastic deformation. 27 It was shown in Briggs et al. 28 that protein and starch plasticize and act as a binder during the compression with high temperature, which aids in raising the pellets’ strength. Additives or binders may be added to improve the pellet’s mechanical properties, i.e. increase density and strength, improve the pelletizing process, or improve moisture resistance. Other reasons for additive addition are to improve the combustion properties such as ash melting point, slagging, and corrosion. Binder selection mainly depends on cost and environmental kindness of the binders. 29 Thermogravimetric analysis (TGA) is used to predict the thermal stability and give information about the kinetics decomposition of biomass. 30 It measures the amount and rate of change in the mass of a material as a function of temperature or time in a controlled atmosphere. 31 More studies at a micro level using techniques like scanning electron microscopy and TEM will be useful in understanding the interaction of feedstock and process variables on the quality of densified biomass. 32
The mechanical properties and combustion characteristics of densified wheat straw pellets under different operating conditions have been investigated. Different mold sizes and shapes were used in this study. A new hexagonal shape and new chemical binder were used, and the main objectives of this study are planned as: (1) to investigate the physical properties (moisture content, particle size distribution, bulk density) of raw wheat straw powder and pellets, (2) to investigate the effects of compression on the structure of biomass particles during densification process, (3) to study the effect of pelleting process variables (die size and compression load) on bulk density, unit density, impact resistance, water resistance, and durability of the pellets, (4) to study the effect of pelleting process on combustion characteristics and ash analysis of the produced biomass pellets, and finally (5) to study the effect of the chemical binder used on the mechanical and combustion properties of the pellets. Due to the high potential of wheat straw, it gained focus as a source of renewable energy in Egypt.
Materials and methods
Crop residues and material preparation
Wheat straw samples were collected from the local farms in Al-Sharkia Governate in Egypt. Al-Sharkia is considered as one of the major regions of wheat production because of fertile soils in the Nile Delta. Nile water is the main source of irrigation. Also, there is no effective rainfall in this area, a few diseases and pests, high intensity of sunlight, and warm weather. The pesticide types used in the farms are dicamba, diflufemican, glyphosate, prochloraz, and propiconazole and the main fertilizer types used are nitrogen, phosphate, and potash. The wheat (MISR 1) was harvested on May 2014 and the material was sun dried for three days to reduce the moisture, stored in plastic bags, and kept at room temperature for two months in the laboratory. The reduction in the size of straws was performed in two stages. In the first stage, the samples were milled in a grain milling equipment and changed into small, elongated pieces such as a needle-shaped powder in size about 1 cm. Then, the samples entered the next stage of the milling machine to produce the fine powder that is used in this work. The second stage of the milling equipment has cutting teeth (CT) and grinding screen (GS) with small opening holes as shown in Figure 1. The hammer mill has three hammer knives, single phase electric motor, 1.84 kW, 220 V, and 1450 r/min.
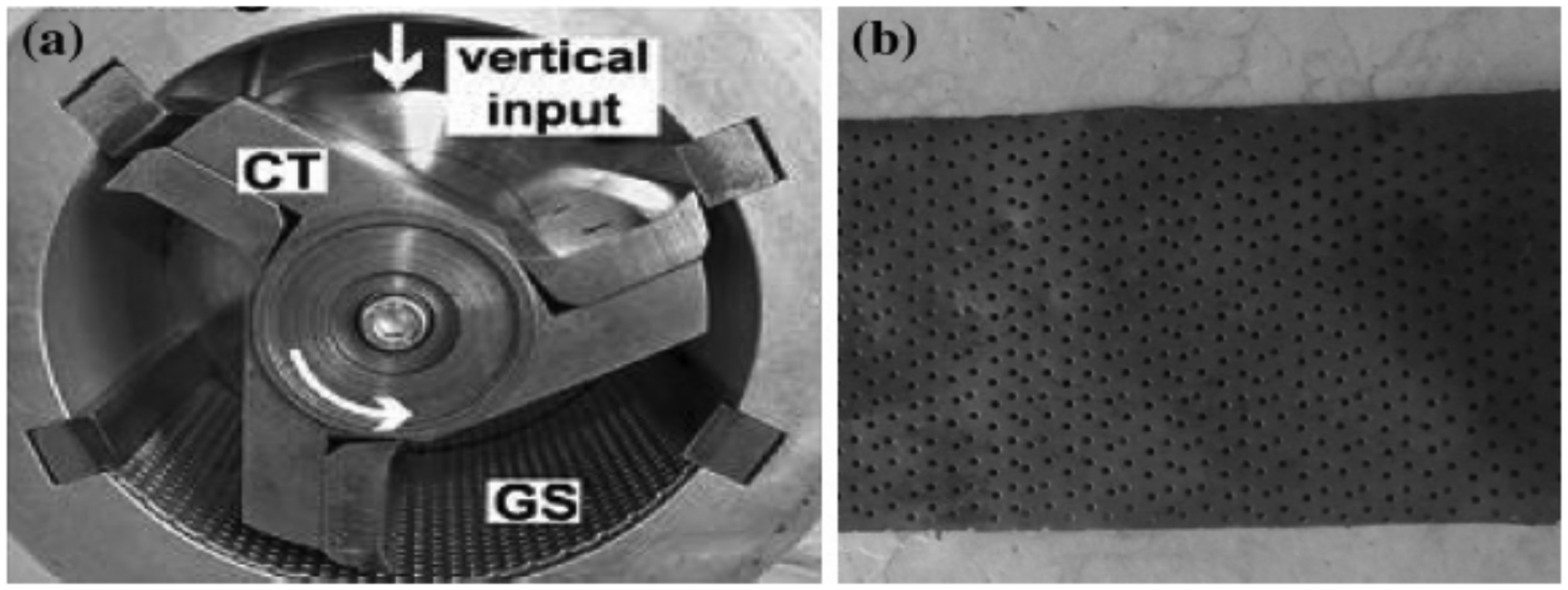
(a) The milling machine. (b) The grinding screen GS.
Binder
Some biomass materials need to be agglomerated with a binder. Epoxy 1092 has been used as a binder in the densification process. Epoxy 1092 consists of two components that react with each other, forming a hard and inert material. Part A consists of an epoxy resin Araldite PY 1092–1 (100 part by weight) and part B is the epoxy curing agent that sometimes called hardener HY, 1092 (50 part by weight). Viscosity of epoxy (A and B) is 0.4 Pa.s at 25°C, density (g cm−3) at 25°C is 1.15 for part A and 1.0 for part B, static flexural strength = 60.33 MPa, static flexural modulus = 2.118 GPa, Vol. shrinkage = 4–5%, and failure strain = 4.16%. 33 The advantages of epoxy 1092 are excellent mechanical properties, thermal stabilities, low cost, excellent chemical resistance, very good processing properties, and low viscosity which facilitates its manual application and long working life.
Particle size distribution
Mechanical sieving is the most common, cheap, and simple technique used for deducing the particle-size distribution of powdered materials. The standard procedures that are followed for sieving a dry sample using the mechanical sieving technique are The American Society for Testing and Materials (ASTM) C 136,
34
the American Association and State Highway and Transportation Officials (AASHTO) T 27
35
and ASTM D 422-Standard Test Method for Particle-Size Analysis of Soils. It observed that the particle size of biomass feedstock (especially for non-fibrous type biomass) had a large influence on the stability of the formed pellet as shown in the literature review. Prior to densification experiments, the geometric mean particle diameter (
Production and analysis processes of pellets
Before pelleting, raw wheat straw is mixed well with 40% binder (Epoxy 1092). Then, the mixture is poured into a mold and compressed by the hydraulic pressing unit at different pressures of 10, 12, and 15 bars. A single pelleting unit used in this process is shown in Mani et al. 14 and Yaman et al. 27 This unit consists of a hydraulic pump and a plunger connected to the upper moving crosshead of the hydraulic pressing unit. Molds and plungers were manufactured to form the pellets as shown in Figure 2(a) and (b). Cylindrical molds of 42 mm long and 18, and 10 mm in diameter (S1, S2), respectively, and a hexagonal die with side length, s = 6 mm and 42 mm long (S3) were used in this study. The dies were slipped fit into a stainless steel base with a hole matching the outer diameter of the die. This steel base supported the whole assembly and allowed the plunger to move straight down with no lateral movement during the compression process. The plunger was attached to the upper moving crosshead of the testing machine. After compression and achieving the preset load, the plunger was stopped and held in position for 60 s, constituting the relaxation.36,37 After the pellet extruded from the mold, the pellet diameter and length were measured using a caliper (±1 mm) to calculate the volume. Pellet mass was also measured by using a digital scale (1 kg ± 0.01 g). The single pellet density was determined according to UNE-EN 15150. 38 The volume and the weight of the pellet samples were measured according to UNE-EN 15103 39 using a laboratory balance and graduated cylinder to determine the bulk density.
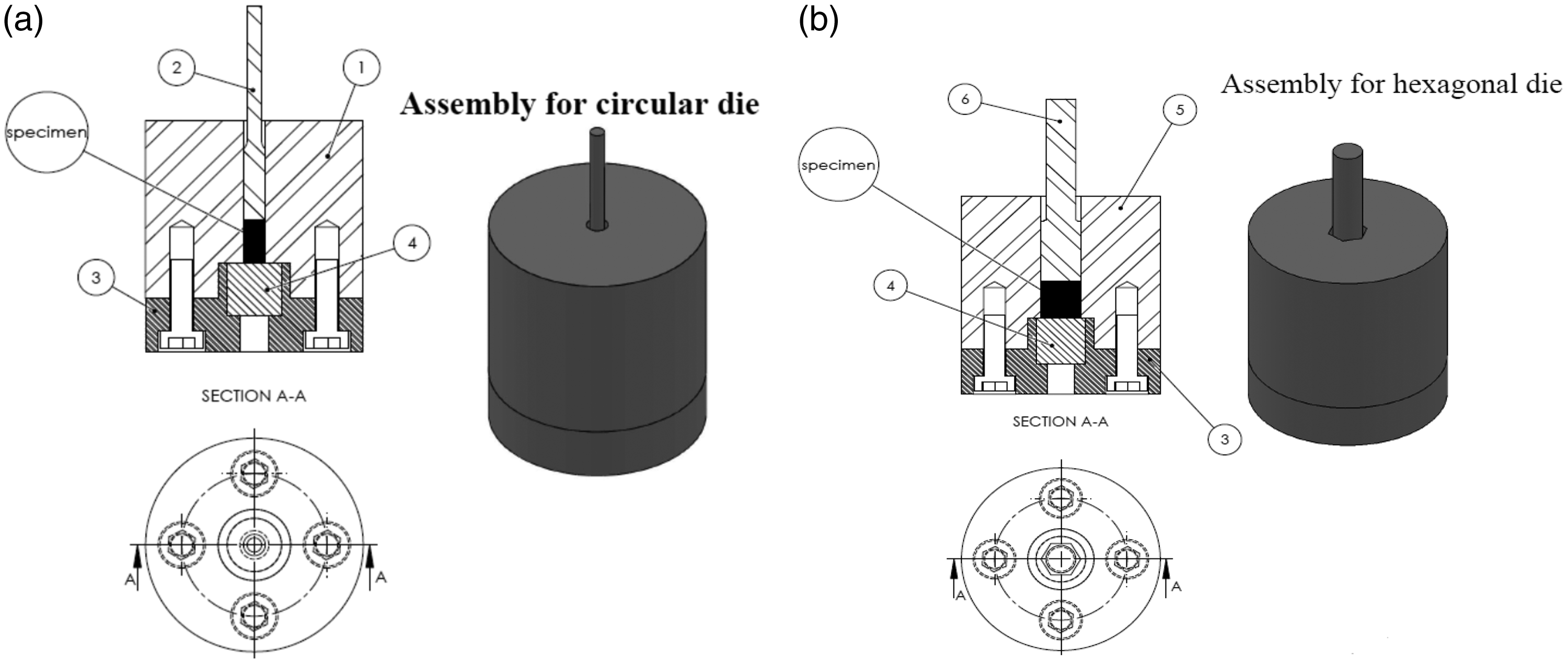
(a) Assembly of circular die. (b) Assembly of a hexagonal die.
Compression or impact resistance of the pellets is determined using a diametral compression test. To determine the relationship between the pressing force and deformation, the compression device (Avery – Denison – England {EN79004 –71040C} with capacity, 1000 kN, 1 hp, 440 V, 3 phase, AC supply, manual control and maximum speed 20 mm min−1) as shown in Figure 3 was used. The samples were compressed radially between two parallel horizontal plates which moved together and have facial areas greater than the projected area of the pellet. The load is applied and increased gradually with a constant rate, till the test specimen fails due to cracking or braking. The experiment was repeated three times for each pellet at different pressures for different shapes, and the average value was taken to determine the maximum compression force and the maximum deformation at maximum load. Then, the maximum compression stress and strain can be calculated. Different researchers have utilized the term “durability” to represent the impact resistance.
40
Drop tests can be utilized to define the safe height of pellets production.
41
The ASTM method [D440–86] of drop shatter tests designed for coal is used in ASTM D440-86
42
to estimate the impact resistance of biomass logs. Also, one of the parameters which affect the quality of the compacted pellets is called water gain. It is defined as a percentage of water absorbed by a pellet when it is immersed in water. The pellet was immersed in 150 mm of water column at 27°C for 30 s. The water gained percent was determined using the following formula
43


Compression testing machine.
Each run was repeated three times and the average value is taken. The results were compared with the standard values established for the non-woody pellet 7 to determine any possible restrictions on the use of the wheat straw pellets.
Fuel characterization
Proximate analysis is a standardized procedure that attempts to determine the main components of the investigated material such as moisture content, volatile matter (VM), ash, and fixed carbon (FC). The moisture content is determined using ASTM D 4442–07 as given in American Society for Testing and Materials. 44 VM and FC were determined using TGA. Also, the dried samples were heated in a muffle furnace to determine ash contents as stated in ASTM Standard E 1755–01 for biomass. The ultimate analysis is done using a CHNOS elemental analyzer (Model Vario EL III) to determine the most important chemical elements such as carbon, hydrogen, oxygen, nitrogen, and sulfur. Oxygen content was then calculated by difference. This analysis helps to determine the quantity of air required for complete combustion, the volume and composition of combustion gases, and heat of combustion of biomass which mainly depends on its carbon and hydrogen content. Higher heating value (HHV) of the materials was measured using a Barr oxygen bomb calorimeter (Model 1341EE).
Statistical analysis
In order to evaluate the test results, the effect of different compacting pressures and die sizes on the bulk density, compression force, and displacement of wheat straw pellets was determined using the analysis of variance (ANOVA). Significant differences of means were compared during the Duncan’s multiple range test at the 5% significance level using the SPSS software 20.0 (IBM Corp., Armonk, New York, NY, USA). For quality assurance of measurement results, evaluation of measurement performance is especially important, because the measurement results depend on the measurement method. When conducting a study, the recommended procedure is to use three compacting pressures, three die sizes and three trials, for a total of 27 measurements which they used in this study.
Scanning electron microscopy
Scanning electron microscopy (SEM) images were carried out on a raw material powder sample and a crushed part of the pellet. SEM model Quanta 250 FEG (Field Emission Gun) attached to EDX unit (Energy Dispersive X-ray Analyses), with accelerating voltage of 30 KV, magnification of 14× up to 1,000,000 and resolutions for Gun.1n, FEI company, Netherlands was used for this purpose.
TGA
Thermal characterization of the raw material, pellet and binder was carried out using TGA and derivative thermogravimetry (DTG). All experiments were carried out on a TG analyzer (Shimadzu TGA-50), at atmospheric pressure and temperature ranged from ambient to 1000°C with a heating rate of 30 K min−1
Results and discussion
Particle size distribution
The particle size distribution of wheat straw powder using a histogram is shown in Figure 4. The columns of the histogram have a width proportional to the size range of sample grains. The height of the column will be proportional to the percent retained on the respective screen (sieve). The tallest column points out the mode of the particle size distribution. The particle size is plotted on the horizontal axis and the percentage mass retained on the vertical axis. The histogram is important because it easily shows the relative proportions of each size class and the model class of the size distribution (the size class with the largest frequency). By neglecting the data in both trials, it appeared that the histogram of wheat straw sample tends to skew towards left (i.e. lower diameter). Figure 4 shows that the cumulative retained oversize curve is concave and the cumulative retained undersize is convex because the mass retained over the intermediate sieves (i.e. 0.8 and 0.6 mm) is nearly low. This makes the cumulative retained oversize low in this range of sizes, and the cumulative retained undersize high. Furthermore, the slope of the cumulative retained oversize curve increases starting from 0.8 mm sieve until the pan because the mass retained within this range is high when compared to that retained on the sieves of 1.8 to 0.8 mm. The geometric mean particle diameter and geometric standard deviation of particle diameter equal 0.54 mm and 0.29 mm, respectively, from the statistical analysis. These values can be accepted for producing the densified pellets according to the standard.
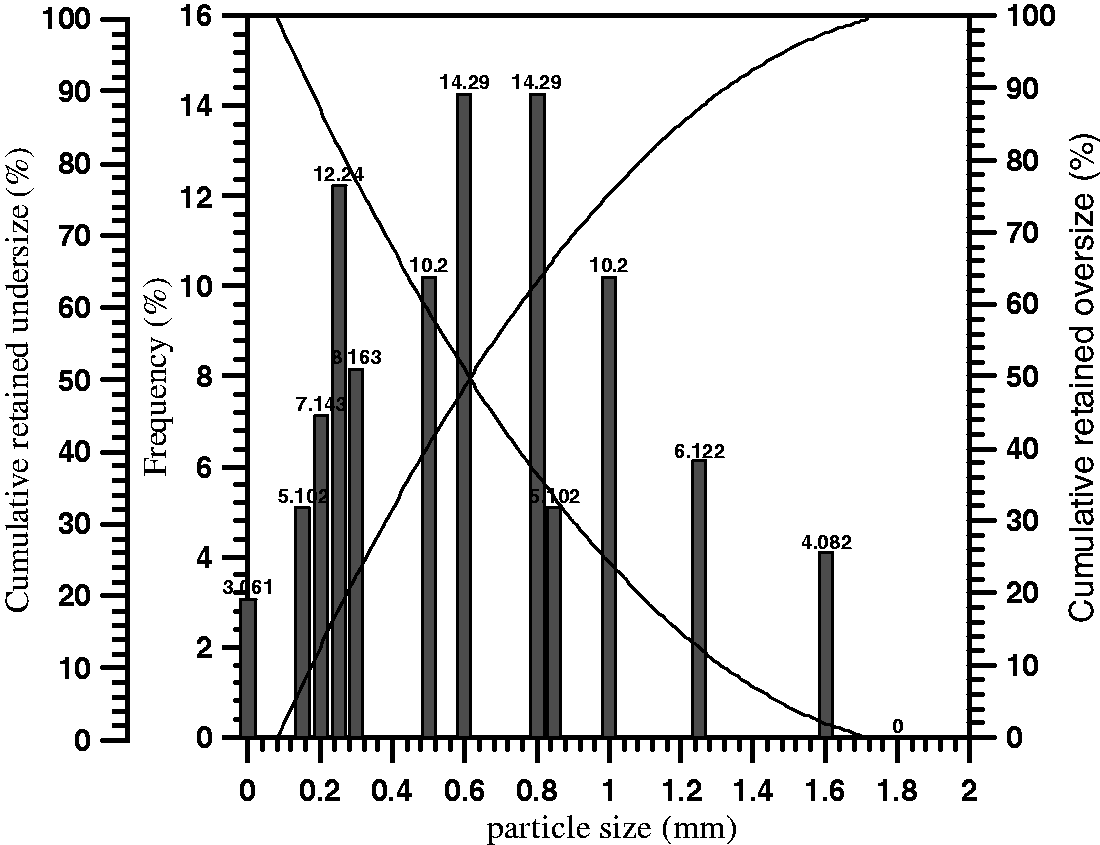
Histogram of cumulative retained oversize %, under size and frequency versus grain size of the wheat straw powder.
Analysis of material properties based on proximate and ultimate analyses
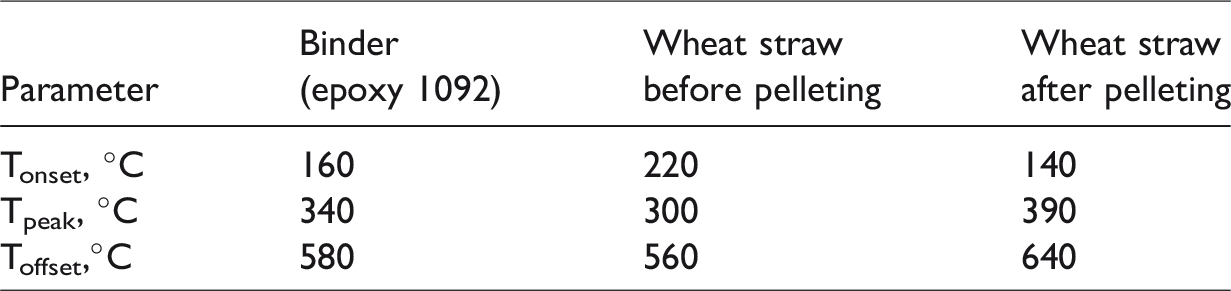
The proximate and ultimate analyses of wheat straw, binder, and pellets are given in Table 1. The raw biomass, the binder, and pellets contain a high amount of VMs which has a positive influence on the sustainability of combustion. This indicates that the residues are easier to ignite and burn, although the combustion is expected to be rapid and difficult to control. The results show that the VMs decreased from 75% for raw material to 68.88% for pellet due to pelletization process, but the amount of VMs of epoxy, 1092 that reached 87.61% has no effect. The results obtained were similar to those obtained in other studies.45,46 More importantly, by pelletization, the fuel quality was further enhanced over raw biomass: decreased moisture content, increased FC content, reduced ash content, and elevated HHV. The FC content is the portion of carbon available for the char combustion after all the VM has been expelled. From the results, the FC in a raw material was 7.14%, which increased to 17.36% for the pellet. This only due to the densification process because epoxy 1092 contains a low amount of FC that reaches 8.31%. The results obtained were similar to those obtained in other studies. 45
Proximate and ultimate analysis of binder, wheat straw before and after pelleting.
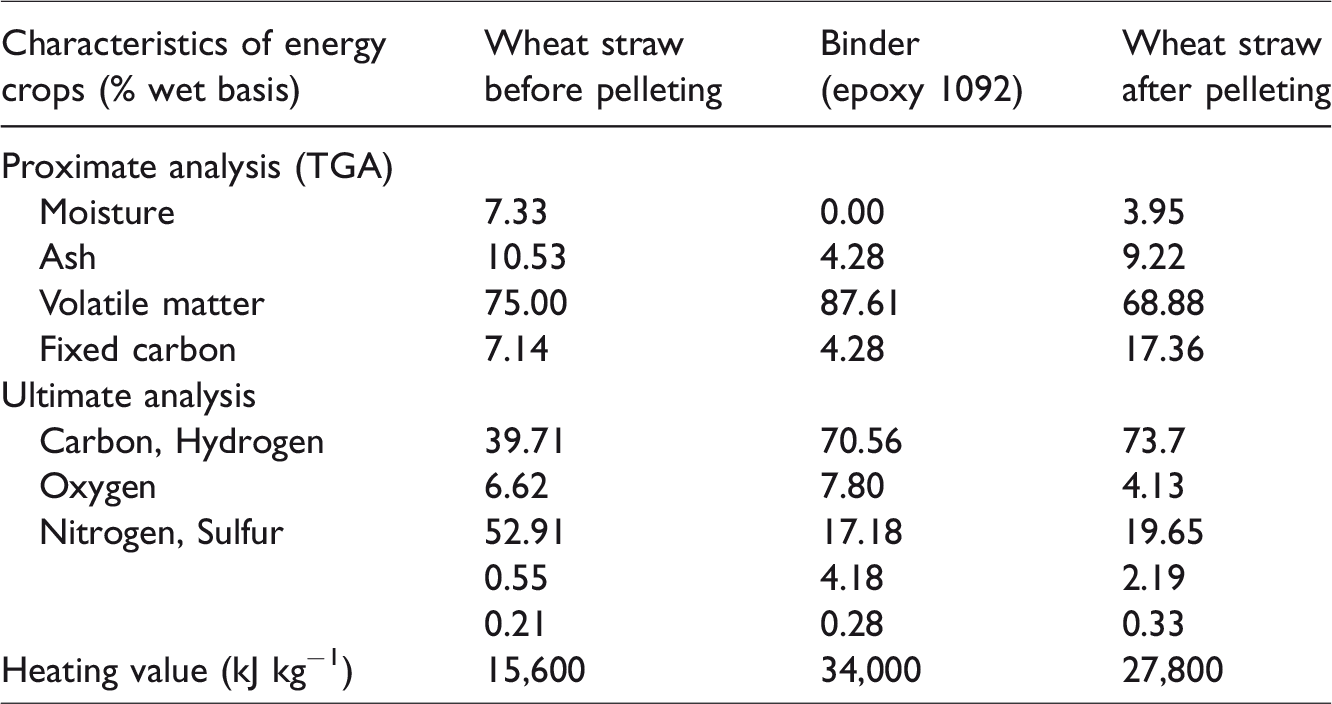
FC acts as the main energy generator during combustion. 47 Due to the increased in the FC ratio and adding binder that has HHV of 34,000 kJ kg−1, the HHV of the pellet also increased from 15,600 kJ kg−1 to 27,800 kJ kg−1 as this value fulfills the guidelines established for the non-woody pellet. 7 In addition, a notable decrease of the ash content was also observed by pelletization from 10.53% for raw material to 9.223% for pellet, which is possibly associated with the increase in the combustion temperature of the pellets compared to that of powder fuel and the low amount of ash for the binder that reach to 4.28%. The moisture content of raw wheat straw is 7.33% and it decreases to 3.95% after pelleting and this value matches with the standard value guidelines established for the non-woody pellet as shown in UNE-EN IS0. 7 It was found that if the moisture content is so high, there is a decrease in pellet density and stability. 19 In Pickard et al. 48 for very high moisture, water trapped through the particles may prevent complete flattening and release the natural binders from the particles. The expansion of pellets or briquettes was generally accelerated by an increase in the nominal moisture content of the grinds. Since pellets or briquettes are made at the higher nominal moisture contents, they have higher residual stresses in them after ejection from the die.49,50
The ultimate analysis determines the chemical elements of the biomass as carbon, hydrogen, oxygen, nitrogen, and sulfur. Through the analysis of biomass using gas analysis procedures, it was found that the carbon increased from 39.71% to 73.7%. This is mainly due to the addition of the combustible binder that has a carbon content of 70.56% and due to densification process. Oxygen emitted during the thermal decomposition covers a part of overall oxygen that is required for the combustion, which decreases from 52.91% for raw wheat straw to 19.65% for the pellet. Nitrogen and sulfur mainly contribute to the formation of harmful emissions. From the analysis of biomass, nitrogen increased from 0.55% for raw wheat straw to 2.19% for pellet and a value of 0.6% N2 is given in Obernberger et al. 51 above which emission-related problems could occur. Also, sulfur increased from 0.21% for raw material to 0.33% for pellet and a value of 0.2% by weight is given in Obernberger et al. 51 above which sulfur can have a very damaging effect.
Quality of pellet properties
Pellet density is very important in evaluating product properties. Higher bulk density leads to a greater transport efficiency and lower storage space requirements. It has been stated that bulk density of biomass pellets depends on the density of the original biomass. As expected, the mass density was further increased significantly for both raw materials and pellets. A similar observation was reported in the literature.52,53 From Table 2 it can be seen that the most dense pellet was prepared from the cylindrical die with D = 10 mm (named S2) at a pressure of 15 bar, whereas the pellet that was prepared from the hexagonal die of side length, s = 6 mm (named S3) at a pressure of 10 bar was the loosest product. As the pressure increased from 10 bar to 15 bar, the density of the cylindrical pellet with D = 10 mm (named S2) increased from 2271.5 to 2798.5 kg m−3. This might be explained that the pellet needs lower compression energy to fill the inter-particle spaces during the compression process. In addition, the increase of pellet density will increase the bulk density and the volumetric energy density, which makes the pellets easier in handling, transportation, and storage. The hexagonal pellet of s = 6 mm (named S3) at a compression pressure of 15 bar gives the maximum bulk density. The compacting pressure effects on the density of the pellets; at low pressures the particles rearrange and maintain their original physical properties. Increasing the compression force results in plastic deformation of ground materials and consequently creates pellets with higher densities.
The unit and bulk density of all biomass pellets.

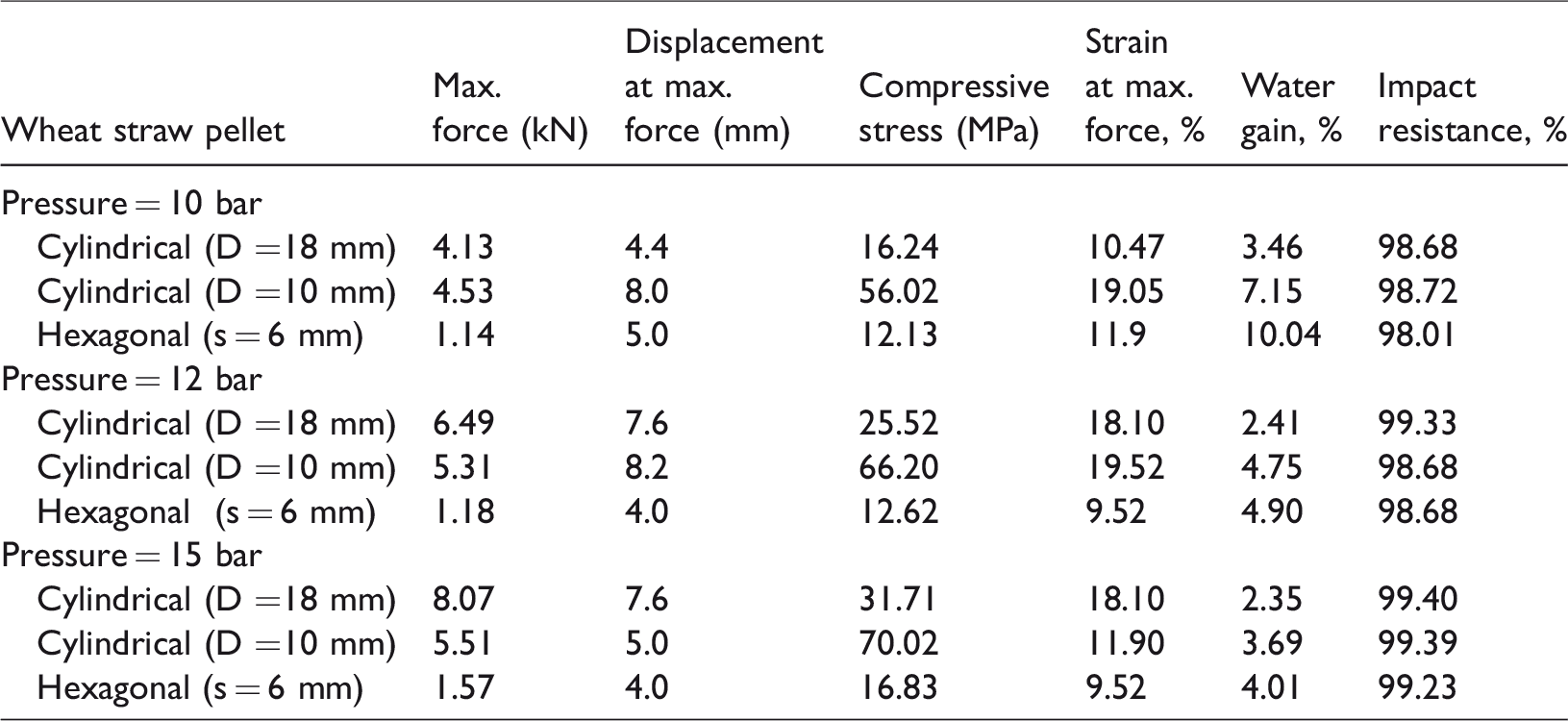
Figure 5(a) to (c) shows the compression force (load) against displacement profiles of all pellets. The maximum compression forces, compression strengths, and strains at maximum load for all pellets are given in Table 3. The compression force increases gradually until the rupture point was identified, then pressing process was stopped, and the first rupture peak was taken as a breaking load. From Table 3 it can be seen that the cylindrical pellet of D = 10 mm (named S2) at a pressure of 15 bar has the maximum compression stress and the cylindrical pellet of D = 10 mm (named S2) at a pressure of 10 bar has the maximum strain. For all samples, as the compaction pressure increases, the maximum force that the samples can withstand increases and the displacement at maximum force decreases, because as the compaction pressure increases, void spaces between particles decrease. These spaces can reduce the pellet resistance to the deformation and promote the relative movement of the particles within the pellet matrix, leading to weak mechanical durability. The mechanical properties of the studied wheat straw pellets are matched with those obtained in literature.54,55 Pellets with satisfied quality should have low water impermeability in order to be stored for a long period without water absorption. The level of compaction pressure has effected on water impermeability of biomass pellets as seen in Table 3. By increasing the pressure level from 12 to 15 bar, water impermeability of pellet decreases reaching a minimum value, and then increases slightly at a higher pressure. The lowest water permeability of 2.35% was obtained for the cylindrical pellet of D = 18 mm (named S1) at a pressure of 15 bar.
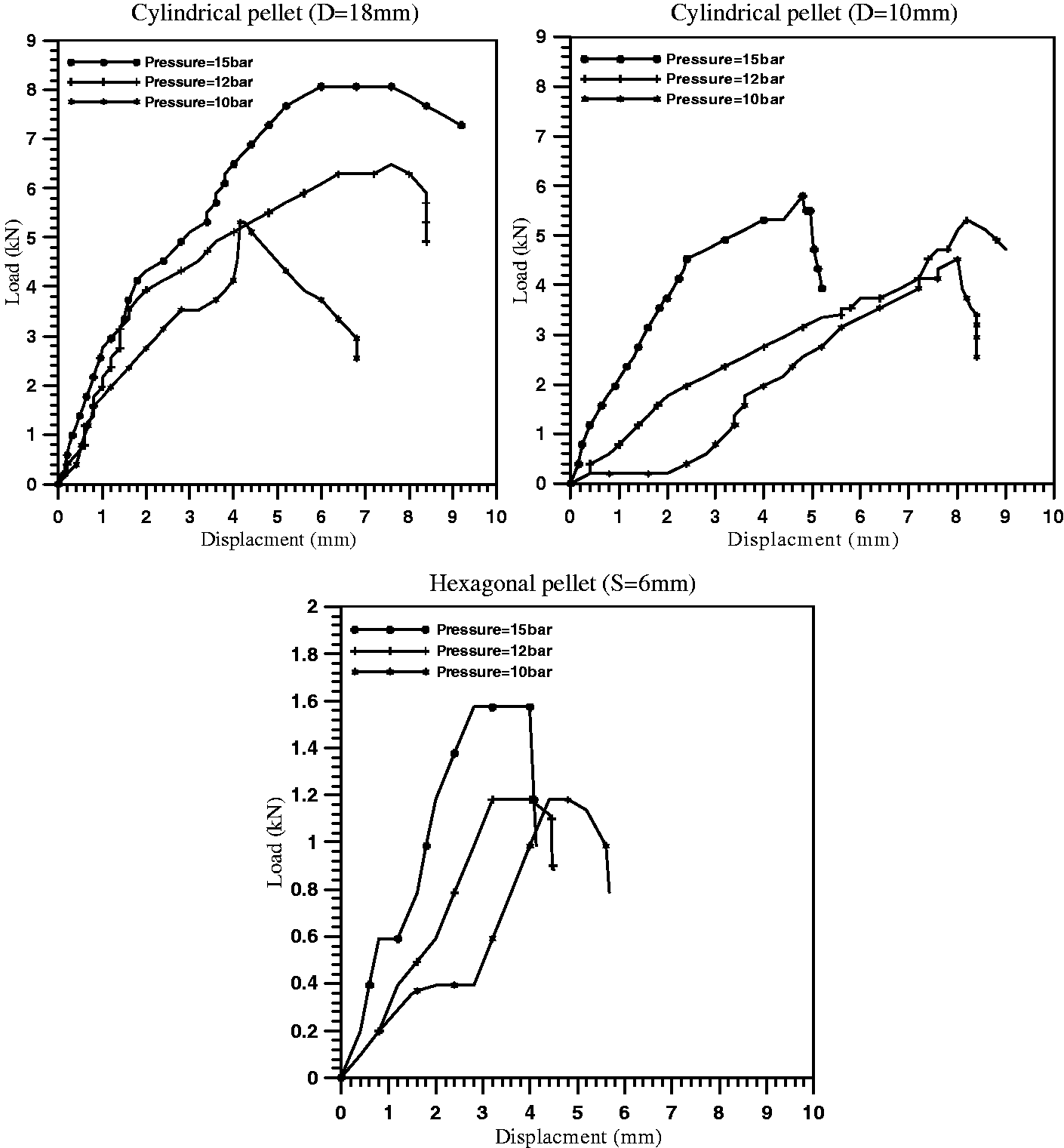
(a) Load–displacement for cylindrical (D = 18 mm). (b) Load–displacement for cylindrical pellet (D =10 mm). (c) Load–displacement for hexagonal pellet (s = 6 mm).
Mechanical properties of wheat straw pellet.
ANOVA results
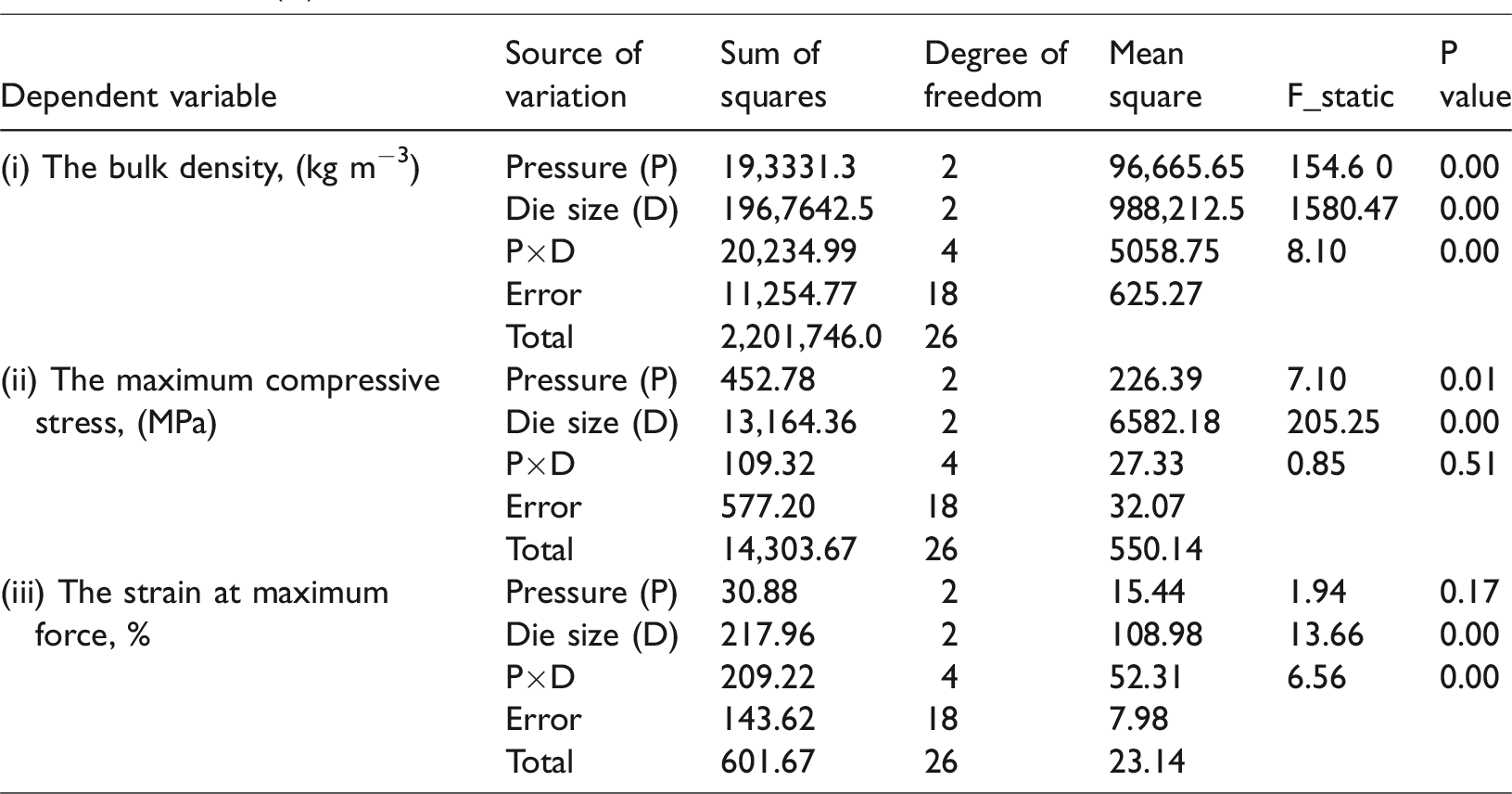
In Table 4, the ANOVA results show that the compacting pressures (P), die sizes (D), and the interaction of the two factors (P × D) significantly affect the bulk density, and these results are matched with those given in Mani et al. 14 According to the statistical results, the die size effects on the bulk density and the most effect appeared at an F-value = 1580.47, whereas the F-value of compacting pressure = 154.6. At larger pressures, elastic and plastic deformations occur which make the particles flow into void spaces and increase the contact area between particles and produce pellets with higher densities. At low pressures, the particles rearrange and maintain their original physical properties. In Table 4, the ANOVA results show that the compacting pressures (P), die sizes (D) significantly affect the maximum compressing stress, but the interaction of the two factors (P × D) did not significantly affect the maximum compressing stress, which indicates that, even if the pressure varies and the die size is kept constant, the maximum compressing stress does not significantly change. According to the statistical results, the die size effects on the maximum compressing stress and the most effect appeared at an F-value = 205.25, whereas the F-value of the compacting pressure = 7.06. These results are matched with those given in Mani et al. 14 In Table 4, the ANOVA results show that the die sizes (D) and the interaction of the two factors (P × D) significantly affect the strain at maximum force except for the compacting pressure which did not significantly affect the maximum strain at maximum force. According to the statistical results, the die size affects the strain at maximum force and the most effect appeared at an F-value = 13.66, whereas the F-value of compacting pressure = 1.93. This indicates that the die size (D) was an important factor for producing pellets with good durability.
ANOVA results: Dependent variables, bulk density (kg m−3), Compressive stress (MPa) and strain at maximum force (%).
SEM
SEM images illustrate the layout structure of wheat straw particles before and after the pelleting process. Images were taken at the same magnification of the same sample as shown in Figures 6 and 7. From the scanned images shown in Figure 6(a) and (b), it can be noted that the wheat straw particles exhibited an elongated shape due to the natural construction of wheat straw with length around 0.647 mm. The length of the particle differs from the geometric mean diameter value calculated from sieving because the images of SEM use a very small sample that cannot really represent the whole sample. From the scanned images shown in Figure 6, it can be noted that there is a mixture of different particle sizes, which give the optimum durability of the pellet as they have a better inter-particle bonding with fewer interspaces. Since microscopy is only capable of capturing small portions of the distribution of particles and bonds between particles, additional figures are chosen to represent a wide range of observed shapes and surface characteristics of wheat straw pellets.
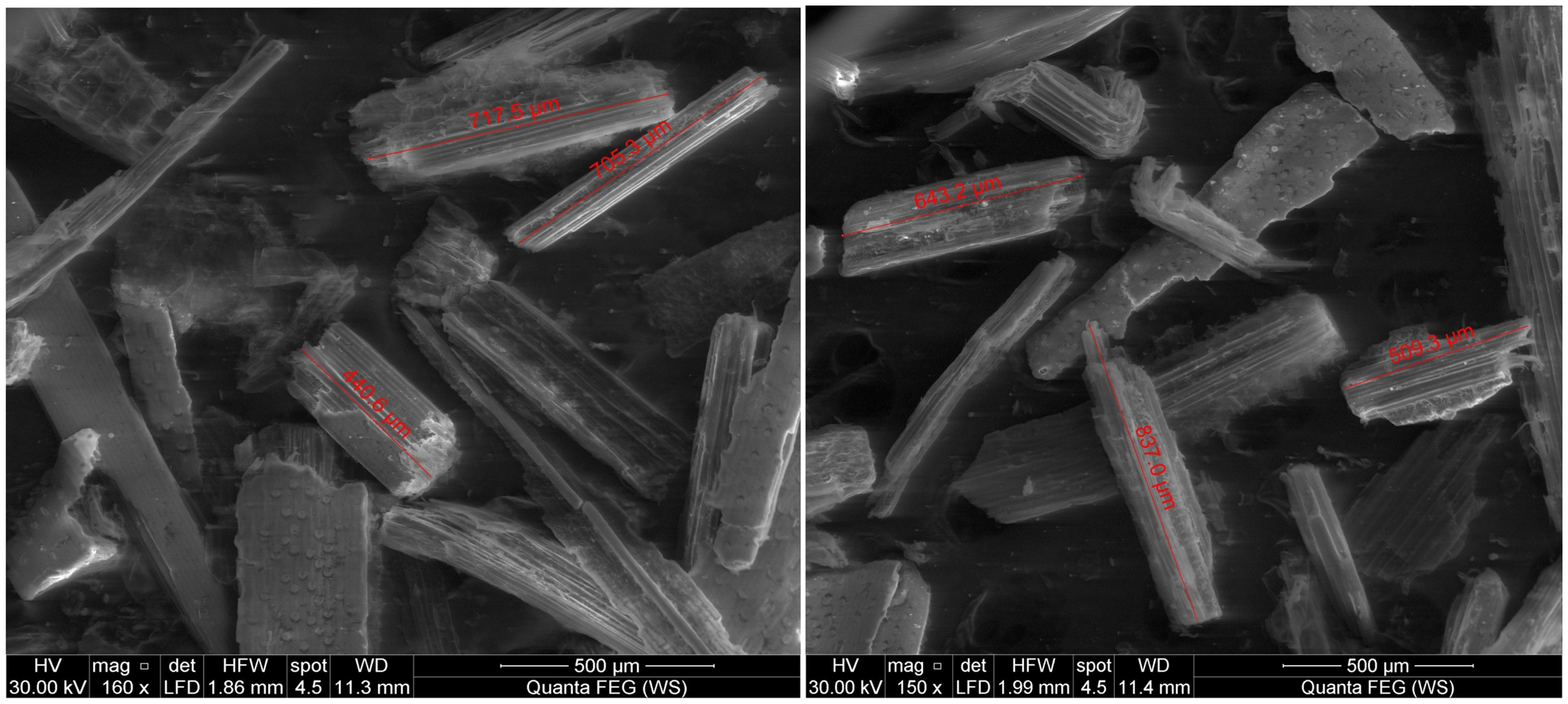
(a, b) Scanned images of the wheat straw powder sample.
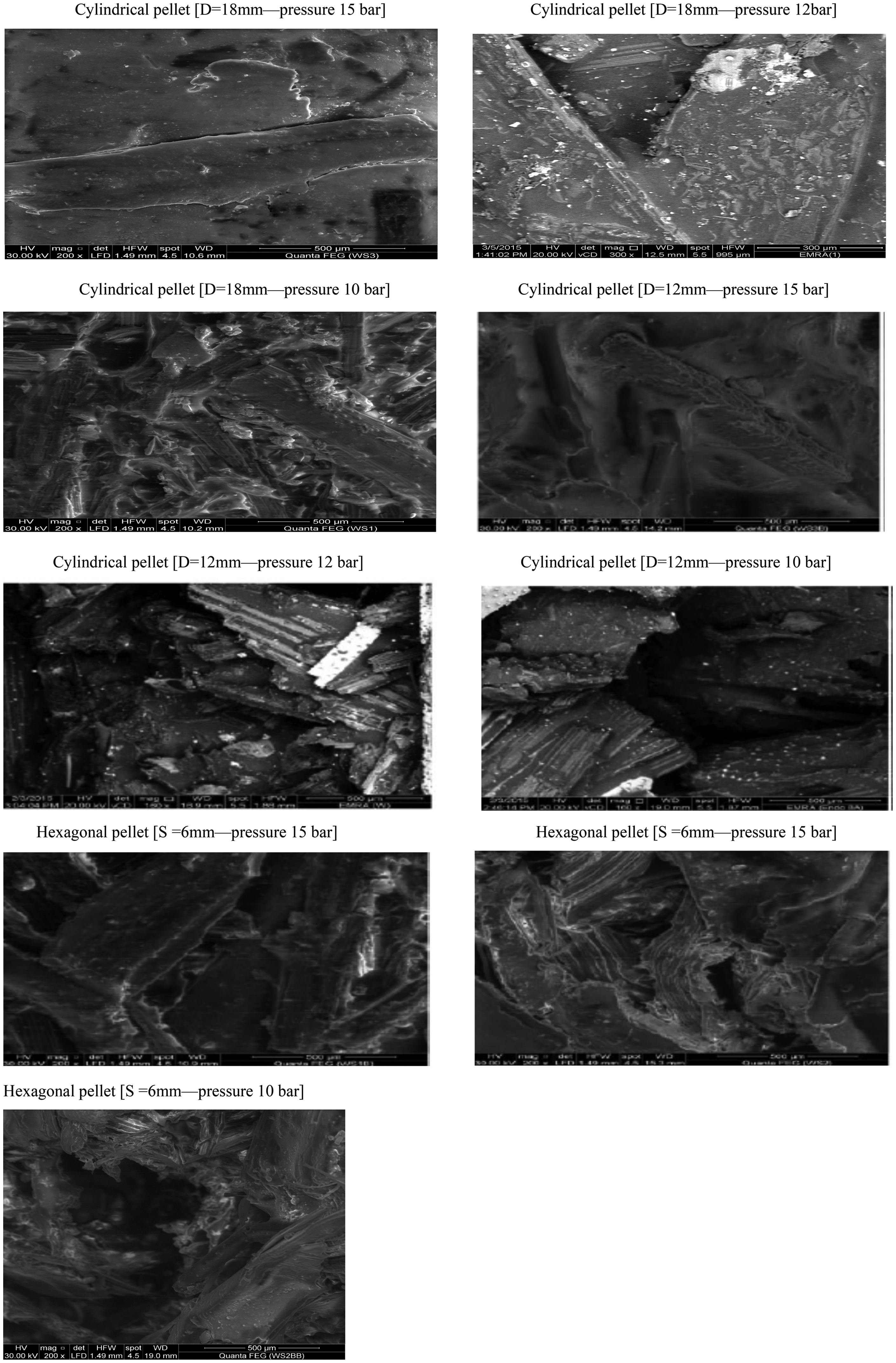
(a to i) Scanning electron microscopic images of the outer surface of wheat straw for (a) Cylindrical pellet with D = 18 mm (S1)—pressure 15 bar, (b) cylindrical pellet with D = 18 mm (S1)—pressure 12 bar), (c) cylindrical pellet with D = 18 mm (S1)—pressure 10 bar), (d) cylindrical pellet with D = 10 mm (S2)—pressure 15 bar), (e) cylindrical pellet with D = 10 mm (S2)—pressure 12 bar), (f) cylindrical pellet with D = 10 mm (12)—pressure 10 bar), (g) hexagonal pellet with S = 6 mm (S3)—pressure 15 bar), (h) hexagonal pellet with S = 6 mm (S3)—pressure 12 bar), (i) hexagonal pellet with S = 6 mm (S3)—pressure 10 bar.
From scanned images shown in Figure 7(a) to (i), it is noted that the binding mechanism for a cylindrical pellet of D = 18 mm at a pressure 15 bar is the best one because there are more bonds between particles which results in a more durable pellet. In contrast, it is noted that the binding mechanism for the hexagonal pellet of s = 6 mm at a pressure of 10 bar is the worst one because there are more gaps between particles which result in less durable pellet. Also, from scanned images shown in Figures 7, it is noted that as the pressure decreases, the gap between the particles increases resulting in less durable pellet. The formation of solid bridge, attraction forces between solid particles, and mechanical interlocking bonds are important binding mechanisms in the biomass densification process56,57 as seen in Figure 7. The larger number of solid bridges between wheat straw particles created may have improved the binding of particles, and thus, the higher compression strength. Due to the application of pressure herein, solid bridges may be developed by diffusion of molecules from one particle to another at the points of contact. Further, during the compression process, flat-shaped particles and particles of binder may interlock each other, resulting in interlocking bonds that can be seen in Figure 7. SEM images were also used to understand the state of lignin in the biomass pellet. Lignin in its normal shape looks alike droplet or agglomerated small spheres on the surface as shown in Figure 7, which match with that mentioned in Tumuluru et al. 58 In addition, more bonds between wheat straw particles are formed resulting in more durable pellets. Commonly, the more irregular and angular in shape particle, the greater the mechanical overlapping effect. The surface cracks observed represent the openings in between the compacted layers of the pellets as seen in Figure 8(a) and (b).
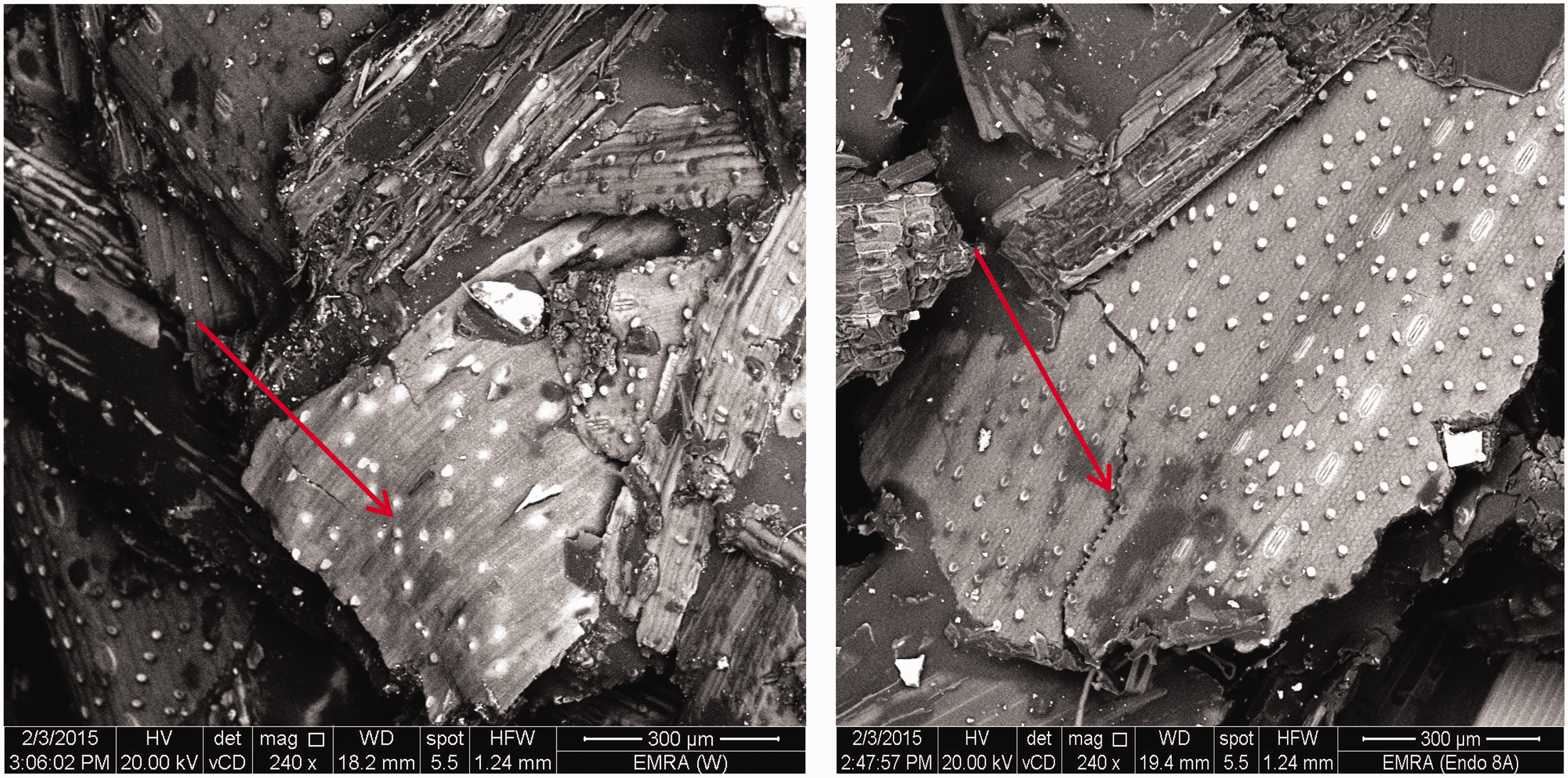
(a, b) Scanning electron microscopic images of the outer surface cracks of wheat straw pellets.
Combustion characteristics using TG/DTG data
The pyrolysis and combustion characteristics of the raw wheat straw powder, epoxy 1092 and the pellets are shown in Figure 9(a) to (c). The pyrolysis process can be divided into different stages as follows: (i) A drying stage under 200°C, where moisture evaporated from the fuel sample and simple volatiles are released. (ii) A devolatilization stage, where most of the VMs were evolved, the thermal decomposition of cellulose and hemicelluloses occurred, and the rate of devolatilization reached its maximum at this stage (dm/dt)max. (iii) A combustion stage, where loss of complex hydrocarbons and lignin occurred and the reaction rate decreased with increasing the temperature. In this stage, there is a combustion of VMs in the gas phase and because of the exothermic nature of this process, the extra heat allows emission of the remaining VMs. (iv) A residual combustion stage, where the combustion process ends early (dm/dt becomes fixed).59–62 The characteristic temperatures and peak points of the thermal decomposition process are shown in Figure 9.
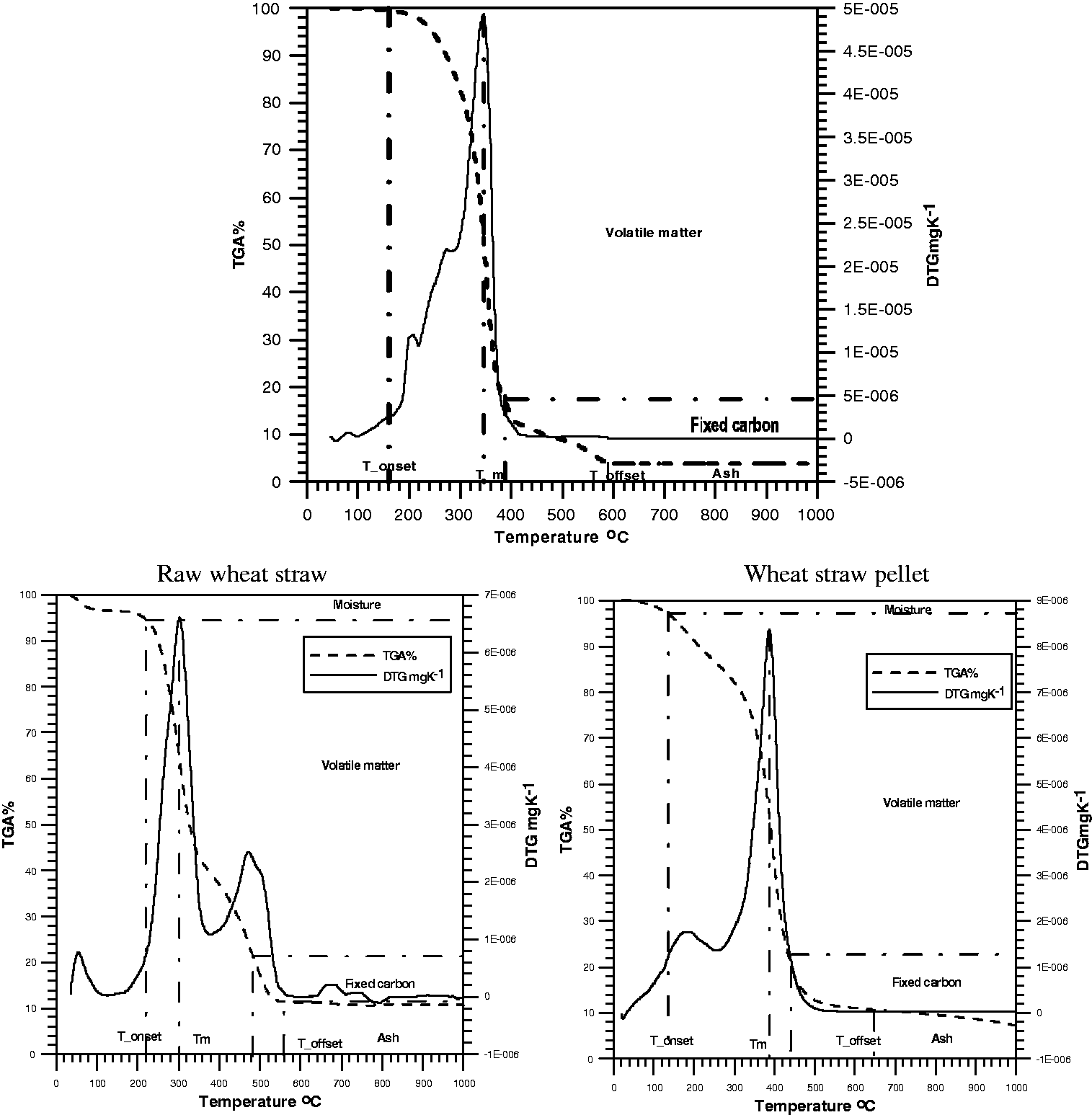
(a–c) TG% and DTG (mg.K−1) for binder (epoxy1092), wheat straw before and after pelleting at 30 K min−1.
Onset temperature (Tonset), peak temperature (Tm), and offset temperature (Toffset) were important parameters for characterizing the combustion performance analysis in biomass combustors which can be extracted from the DTG data. There is a difference in the combustion of raw straw and pellets because the properties of the materials are different due to the densification process and addition of a combustible binder. Onset temperature (Tonset) defined how easily a special fuel ignited and it is defined as the temperature at which a sudden decrease in weight loss on the DTG curves can be noticed. As can be seen in Table 5, this temperature equals 220°C and 140°C before and after pelleting, respectively. This reduction in the temperature is due to the densification process and adding the combustible binder that has an onset temperature lower than that of the raw wheat straw that reaches 160°C. Peak temperature is the temperature which corresponds to the maximum rate of mass loss (dm/dt)max. Peak temperature and its corresponding rate of mass loss are a measure of combustibility and reactivity of the pellets. Lower peak temperature means that the fuel is easier to ignite. As can be seen in Table 5, it equals 300°C and 390°C before and after pelleting, respectively. This increasing in the temperature may be due to the densification process and the epoxy material that has a peak temperature higher than that of the raw wheat straw which reaches 340°C. Offset temperature (Toffest) was identified as the temperature at which the mass of the sample remains fixed. As shownin Table 5, it equals 580°C for epoxy, 560°C and 640°C before and after the pelleting process. From TG profiles, it was clearly seen that the residues of wheat straw pellets had decreased after combustion than the residue of the raw biomass material. Considering that the temperature value at the maximum mass loss rate is inversely proportional to the reaction rate, wheat straw pellets had lower reactivity compared with a raw biomass which is matched with that given in Obernberger and Thek. 62
Combustion characteristics of binder, wheat straw before and after pelleting.
The combustion of wheat straw pellets switched to higher temperature ranges, and the final combustion temperatures clearly increased compared with a raw biomass. The increase in the final temperatures and the decrease in the maximum mass loss rates proved that the wheat straw pellets burned in a more moderate way than raw biomass. The combustion temperature ranges connected with the remarkable increased in the final combustion temperatures showed that the higher combustion efficiency can be obtained for combustion of wheat straw pellets compared with the raw material powder. Furthermore, the lower combustion temperatures of biomass materials are leading to high pollutant emissions.
Ash analysis
Scanning electron micrographs of a single wheat straw pellet combustion ash in a furnace at a temperature of 400°C and air velocity equals 0.21 m s−1 were obtained. During the combustion of a solid when devolatilize action is occurring, the outflow of volatile gases has been shown to prevent the oxygen diffusion to the char (solid) surface, limiting char combustion. A char matrix is released as pyrolysis occurs, and VMs are released from the compact biomass material. Char reaction is supposed to occur on the outer surface of the particle (heterogeneous reaction) and proceed to the un-reacted solid (char). As this happens, an inert solid is dropped out behind, known as ash. After reaction occurs, the combustion products diffuse back through the ash layer to the surface of the solid and then, through the gas film into the fluid bulk. An ash-related problem usually experienced during the combustion of some types of agricultural residues is the lower melting temperature of the ash. The particular problems attributed to these low melting temperatures of the ashes are fouling, slagging, and corrosion of the heat transfer surfaces in furnaces,
63
which are due to the existence of very high contents of mineral oxides in some biomass materials. In this study, the fouling and slagging indices of wheat straw pellets were calculated using the modified method suggested by Pronobis.
64
The corresponding indices were determined using the following equations


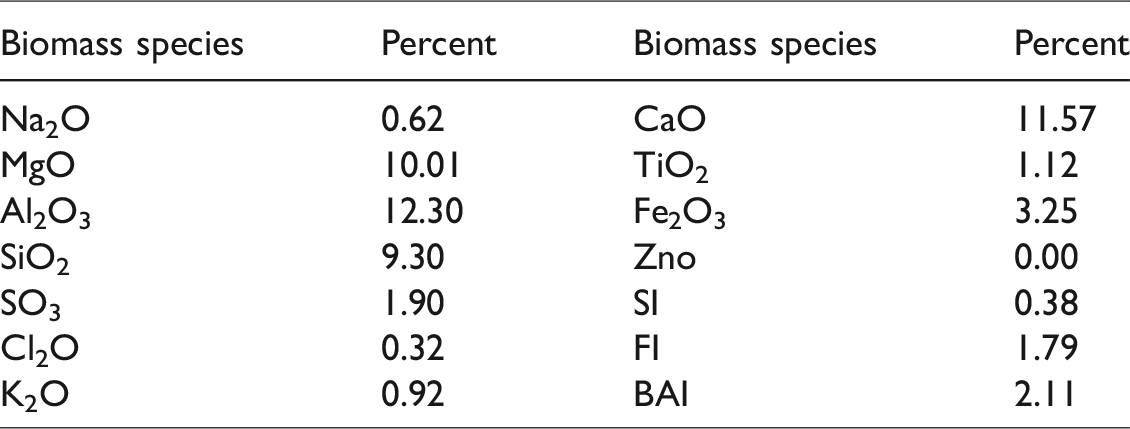
As shown in Table 6, the (SI) value of wheat straw pellets is 0.383 that indicates this material has a medium slagging tendency. With regard to the fouling inclination (FI), wheat straw pellet can be classified as a relatively high FI fuel. Different agglomeration indices exist; for example, BAI that is equal to the ratio of Fe2O3 to (K2O + Na2O). Bed agglomeration occurs when the BAI value is lower than 0.15.65 The photo of ash residues by scanning electron microscopy is shown in Figure 10.
Chemical composition of ash of wheat straw pellet combustion.
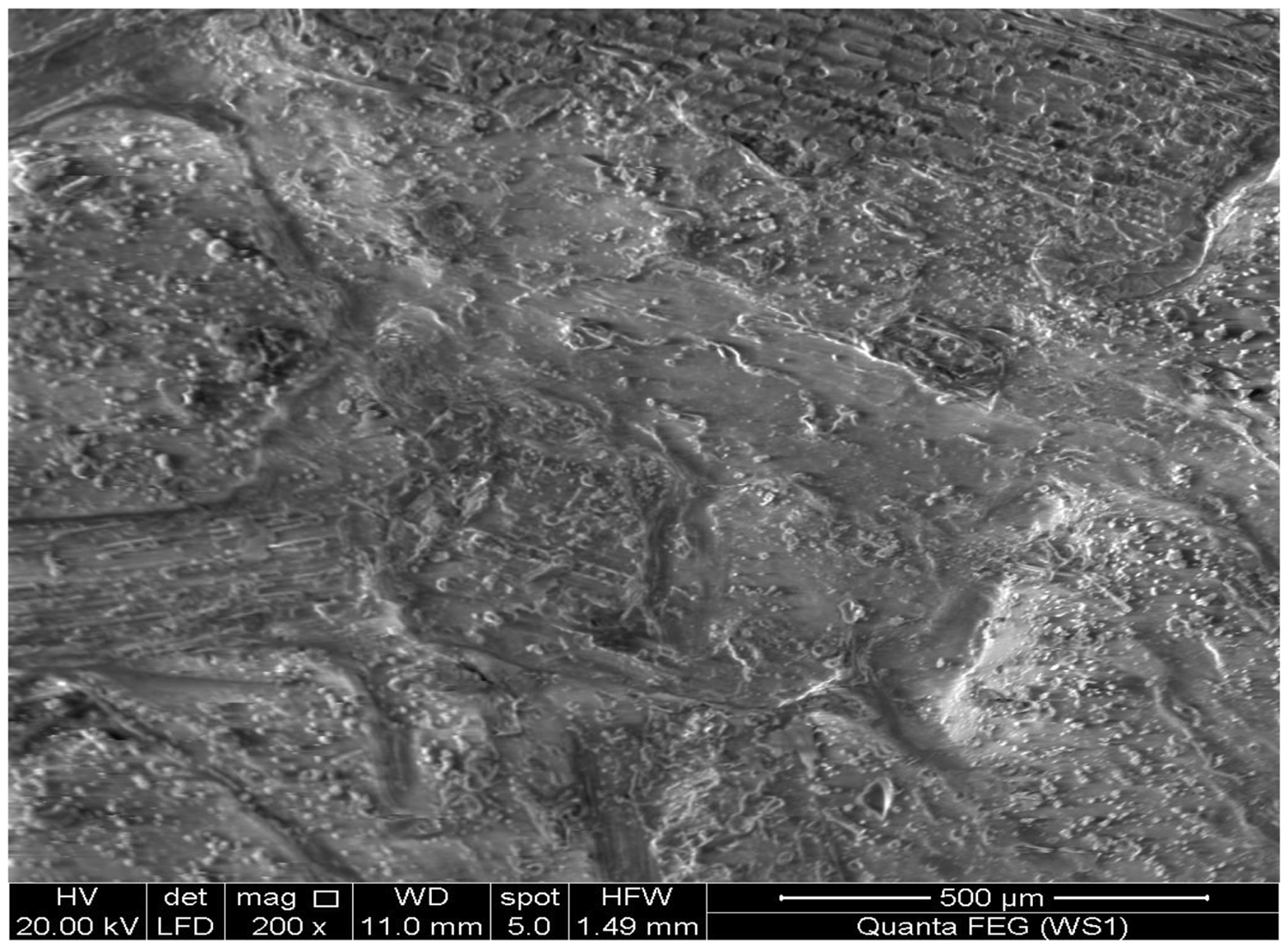
Scanning electron micrographs of residual ash from single pellet combustion of wheat straw pellets.
Conclusions
This study focuses on the mechanical properties and combustion characteristics of the densified wheat straw with 40% binder pellets and the following conclusions can be derived as follows.
The results obtained from the densification process of the pellets showed that the densest pellet was prepared from the cylindrical pellet of D = 10 mm (named S2) at a pressure of 15 bar, whereas the pellet prepared from the hexagonal pellet of s = 6 mm (named S3) at a pressure of 10 bar was the most loosest pellet. It was also found that at a pressure of 15 bar, the hexagonal pellet gives the highest bulk density.
Due to pelletization, the fuel quality was further enhanced over a raw biomass. The analysis of biomass using gas analysis procedures showed that carbon increased from 39.71% to 73.7% and oxygen decreased from 52.91% to 19.65% due to pelletization. The increased in mechanical durability and significantly improved combustion characteristics suggested that wheat straw pellets are more suitable as solid fuels for combustion in comparison with raw biomass powder.
The ANOVA results showed that the compacting pressures (P) and die sizes (D) effect significantly the bulk density and the maximum compression stress, but the interaction of the two factors (P × D) did not significantly affect the maximum compression stress. Also, the die sizes (D) and the interaction of the two factors (P × D) significantly affect the strain at maximum force except for the compacting pressure which did not significantly affect the maximum strain at maximum force.
The combustion characteristics of wheat straw pellets had improved compared to raw biomass as the elevated combustion temperature ranges increased, the maximum weight loss rates decreased, and residues decreased. Therefore, high combustion efficiency and low pollutant emissions can be obtained by using wheat straw pellets.
The SI value for wheat straw pellets (0.38) indicates that this material has a medium slagging inclination. But for the FI (1.79), the wheat straw pellet has a relatively high fouling inclination.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.