
Abstract
Biodiesel is a non-toxic and renewable fuel produced by a transesterification reaction between alcohol and vegetable oil. The objective of this paper is to optimize the ultrasound-assisted production of biodiesel. The central composite design method was used to optimize the transesterification reaction conditions of biodiesel production from peanut oil. The independent variables investigated in the course of the experiment include the catalyst concentration, the reaction time, and the ultrasonic amplitude. The reaction was done by employing ultrasound under set conditions of atmospheric pressure and ambient temperature. A statistical model predicted the optimum conversion yield of peanut biodiesel to be 100.00% under the following optimum experimental conditions: ultrasonic amplitude equals 69.7%, catalyst concentration equals 0.88% weight percent catalyst, and reaction time of 39.38 s. Also, such conditions led to obtaining the linear equation for predicting the conversion yield of biodiesel production.
Keywords
Introduction
Rapid population growth, together with industrial and technological development, has led to the reduction of fossil fuel resources across the world. The shortage of crude oil reserves, because of excessive use and strict rules for exhaust emissions of vehicles, helps produce less polluting fuels, and it is essential to provide easy access to renewable fuels for use in internal-combustion engines. Due to the high consumption of fossil fuels, governments have imposed laws to reduce air pollution. In recent years, considerable research has focused on the suitable supplies of alternative fuels in different countries. Among the renewable resources for the production of alternative fuels, triglycerides have attracted special attention as an alternative to diesel fuels.1–3
One of the most desirable alternatives is presented in the form of biofuels (biodiesel and bioethanol).
Vegetable oils have been considered as alternative fuels for diesel engines. However, vegetable oils are unsuitable for direct use because of their high viscosity and low volatility and cetane number, which pose problems like the poor atomization of fuel and vaporization by the injectors.
These, in turn, lead to incomplete combustion with heavy smoke emission inside the combustion chamber and injector chocking. 4
The viscosity of vegetable oils increases when the carbon chain length is increased. 5 These problems can be eliminated or reduced by the transesterification of the vegetable oils to alkyl ester.6,7
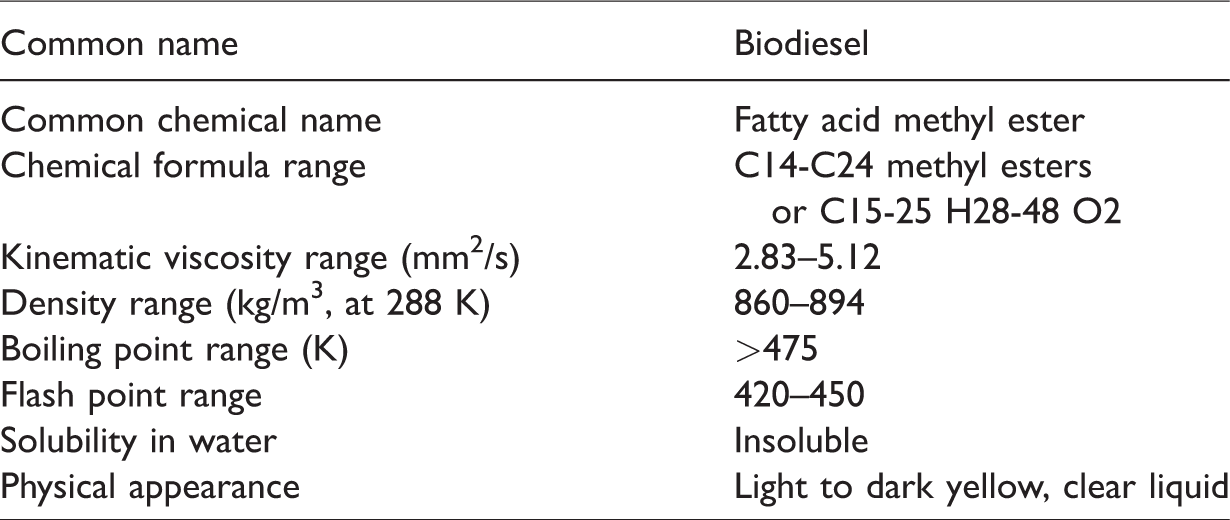
Biodiesel can be produced by the transesterification of the triglycerides with alcohol, using an alkali or acid catalyst.4,8–10 Biodiesel is better than diesel fuels since it reduces air pollution caused by pollutants like carbon monoxide, hydrocarbons, particulate matter, sulfur dioxide, aldehydes, aromatic content, and carcinogens. 11 Biodiesel is a non-toxic, renewable, biodegradable, non-flammable, environmental-friendly, and has a higher cetane number, good lubrication, and high flash point.11–13 The technical properties of biodiesel are shown in Table 1.
Technical properties of biodiesel.
The alternatives to diesel fuels are made from renewable, natural sources, such as edible vegetable oils and waste cooking or frying oil. 13 Biodiesel is usually produced from conventional vegetable oils like soybean, sunflower, coconut, palm, rapeseed, and cottonseed oil, although other oils are also used, including peanut, canola, linseed, Jatropha, as well as used animal fats. The main concern in the commercialization of biodiesel production is its high material price. Thus, non-edible oils are preferred as the low-priced source for biodiesel production.14,15
Animal fats have not been used as much as vegetable oils because of differences in their natural property. Animal fats contain a higher level of saturated fatty acids; therefore, they are solid at room temperature. 11
The most common method for biodiesel production is to use the batch reactor that works at a temperature close to the boiling point of alcohol. 16 Vegetable oil, a catalyst, and alcohol are exposed to extreme agitation and heated to achieve a temperature between 50°C and the boiling point of alcohol. 17 The reaction requires a long time to complete.18,19 Due to the immiscible nature of the sample and the different densities of the reactants (alcohol and vegetable oil), a weak interaction between them leads to reduced reaction rates and increased reaction time.20,21
The use of ultrasonic technology is an effective method to solve the problems that are created by the conventional methods of biodiesel production. 22 Ultrasonic energy can produce a homogenous mixture in a short time, which causes an increase in the biodiesel yield. Ultrasonic irradiation causes the phenomenon of cavitation in the liquid–liquid immiscible reaction between the oil and alcohol.23,24 The effect of cavitation increases the reaction speed and yield by increasing the mass transfer and heat. 25
Sound waves like ultrasound waves compress and stretch the molecular spacing of the medium through which they pass, causing a series of cycle compression and rarefaction cycles. 26 If a negative pressure gradient is applied to the liquid (expansion), it will break down and cavities will be formed. A small cavity may grow rapidly through the inertial effects at high ultrasonic intensities. Thus, the bubbles formed by a cavitation phenomenon grow from the nuclei and some bubbles undergo a sudden expansion. When they reach a critical size, they collapse. 6 The collapse of the cavitation bubbles disrupts the boundary layer between alcohol and oil and causes an increase in the mass transfer. Low-frequency ultrasonic energy is useful for the transesterification of the triglycerides with alcohol. 6 The ultrasonic-assisted transesterification has numerous advantages like a shorter reaction time, a high yield, less amount of catalyst consumption, and less energy consumption than the conventional mechanical stirring method.27–29
Stavarache et al. 30 investigated the yield of biodiesel production from vegetable oils by using both conventional and ultrasound methods. 31 They used KOH and NaOH as the alkaline catalysts. The resulting reaction showed that the ultrasonic effect reduces the reaction time and saves energy in the production of biodiesel.
Santos et al. 18 studied the effect of ultrasonication on biodiesel production from soybean oil. They reported that ultrasonic had a positive effect on the enhancement of biodiesel yield.
Chand et al. 32 studied the effects of mechanical stirring and the ultrasound method on biodiesel production from soybean oil. They deduced that the use of ultrasound reduces the reaction time for biodiesel production.
Ji et al. 33 compared the effect of mechanical stirring and ultrasonic methods on the methyl ester yield in biodiesel production from soybean oil. They reported that ultrasonic gave the highest yield of methyl ester at the shortest reaction time, compared to the mechanical stirring.
In the present study, peanut oil has been used for biodiesel production by transesterification, with methanol as a solvent. The seed contains a high amount of oil that forms 40–50% of the mass of the dried nut seed. 34 Peanut oil is a cheap source of triglycerides for the production of biodiesel. 35 Peanut seed is an annual crop widely cultivated in warm climates. Crude peanut oil about 8.3% and its methyl ester about 6% have a less heating value than that of petroleum diesel oil. 36
The production of biodiesel from peanut oil has been studied by few researchers. The synthesis of biodiesel from peanut oil was previously done by the conventional method and alkali homogenous catalysts were used.36–38
The optimization of the experimental parameters is very important in the transesterification process. The response surface methodology (RSM) is a suitable statistical method for the design of the experiments, the modeling, and the evaluation of complex processes. The use of this method can help reduce the number of experiments and saves time and the cost. The objective of this study is to find the optimum condition for ultrasonic-assisted production of biodiesel from peanut oil. The central composite design (CCD) in the RSM was used to investigate the effect of the independent parameters on the conversion of peanut oil to biodiesel and the optimization of the reaction conditions. The independent variables selected were ultrasonic amplitude, catalyst concentration, and reaction time.
Material and methodology
Materials and reagents
The peanut seeds used in the research were obtained from a market in Tehran. The peanut seeds were dried in indirect sunlight for two days to reduce the moisture content to about 5%.
NaOH, used as a catalyst, was obtained from Merck. The reactants for the experiment included liquid methanol (Merck), and the solvent n-hexane.
Oil extraction
The Soxhlet apparatus and n-hexane as a solvent were used for the oil extraction. In this experiment, the amount of peanut seed used was 1500 g and the amount of solvent used was 3650 cc. Raw peanut seeds were purchased from the local market. Thereafter, the seeds were milled to reduce the diameter and were put in the shade to dry in indirect sunlight for two days to reduce the moisture. Peanut oil was extracted in the Soxhlet device with the n-hexane solvent at 80°C. The extraction of peanut oil took about 10 h. A flask containing the peanut oil and solvent was put in the rotary at 60°C for half an hour until the hexane solvent was removed. Then, the moisture content in the extracted oil was removed by heating at 60°C for 2 h. Subsequently, this oil was filtered through a filter paper. The obtained peanut oil was analyzed with the GC-MS technique.
Peanut oil biodiesel production procedure
In a transesterification reaction, the reactant contains alcohol and oil which are immiscible. Certain techniques are used for biodiesel production to improve the speed and the extent of the transesterification reaction. One of these methods is the use of the ultrasonic technique or the use of ultrasonic waves with a frequency of 20 kHz to 100 kHz. In this synthesis, the ultrasound machine model UP 200H (Hielscher Ultrasonics, Teltow, Germany) was used. In this experiment, the temperature and the cycle were kept constant at 25°C and 1, respectively. The molar ratio of methanol to oil was considered to be 6:1. Methanol was used as the alcohol and NaOH as the catalyst in this experiment.
The catalyst (NaOH) was first dissolved in methanol, then added to oil, and finally poured into a glass container. The ultrasonic irradiation was immediately started. After the desired reaction time, the mixture was poured into a decanter and was allowed to stay for 20 min until two phases were formed. Then, the excess methanol was washed four times with warm distilled water. In each wash, the lower layer was discarded. The mixture was then centrifuged. After the centrifugation, the top layer comprised fatty acid methyl esters, and the lower layer contained glycerol, which was discarded. Then, the fatty acid methyl esters were transferred into a refrigerator.
The GC-MS analysis of peanut oil
The sample mixture of peanut oil after methyl esterification was dissolved in normal hexane. The fatty acid composition of the peanut oil was analyzed by gas chromatography-mass spectrometry (GC-MS).39–41 The gas chromatography model VARIAN CP-3800 was equipped with a VARIAN capillary column (VF-5 MS; WCOT fused silica) with an inside diameter of 0.25 mm, outside diameter of 0.39 mm, a film thickness of 0.25 µm, and a length of 30 m. Helium was used as the carrier phase. The column temperature progress was adjusted as follows: the column temperature was first set at 150°C and kept for 4 min; finally, at the rate of 3°C min−1, it reached 280°C, where it remained constant for 10 min.
The GC-MS model VARIAN CP-3800 was linked to a mass spectrometer (model Varian; Saturn 2200) for the analysis. The temperature progress mass spectrometer was set at a trap temperature of 250°C, manifold temperature of 40°C, and a transfer line temperature of 250°C. The area under the peak was used to determine the amount (percentage) chemical composition in biodiesel production from peanut oil.
1H NMR analysis
The conversion of the fatty acids present in the methyl ester produced from peanut oil in a standard sample of biodiesel was calculated by the 1H NMR spectrometry.39,42 In order to calculate the conversion rate of the peanut oil to fatty acid methyl esters, the following formula was used.
43

RSM and statistical analysis
The data for peanut biodiesel production were optimized and analyzed statistically by using the RSM. 45
The RSM is used as an important optimization tool for biodiesel production.46,47 The RSM, based on the combination of actuarial and mathematical instruments, is considered to be a useful technique for the development, modification, and the optimization of the reaction conditions.48,49
In this study, the Box-Wilson CCD was used to optimize the ultrasound-assisted synthesis (UAS) of the biodiesel obtained from peanut oil, with three independent variables of time (s), amount of catalyst (wt. %), and resonance amplitude, at five levels, three center points, and a dependent variable (conversion yield %). It was used to predict 16 experiments. Table 2 shows the uncoded and coded levels of the independent variables.
Coded and uncoded levels of independent variable s for CCD.

The Design-Expert software (7.0.0.0 trials, ESTAT-EASE Inc., Minneapolis, USA) was used for the design of the experiments, condition optimization, modeling, and the statistical analysis of the data for the UAS of biodiesel obtained from peanut oil. In order to model the relationship between the response (Y) factor (the content of fatty acid methyl esters) and the independent factors (xi, xj, xk……), the Design-Expert software proposed the following quadratic polynomial equation

Peanut oil and the biodiesel properties
The saponification value (SV) and the moisture content, the acid value, the iodine value of peanut oil, and the refraction index at 23°C of both peanut oil and biodiesel were determined according to the standard methods.
Result and discussion
Peanut oil characteristics
The SV is defined as the amount of KOH in milligram required to saponify 1 g of oil. 18 The method for deriving the saponification value is based on the saponification of the oil sample by refluxing with alcoholic KOH solution. Five grams of the oil sample were added to a flask with 50 ml of alcoholic KOH and were then attached to the condenser for 30 min. The solution was heated under reflux for 30 to 40 min until complete saponification. After it cooled, three to four drops of phenolphthalein were added to the sample and titrated with 0.1N HCl until the pink end point was reached. The blank solution was prepared without the oil sample.
The SV of the oil sample was calculated by the following equation.

S: Volume of used HCl for blank
B: Volume of used HCl for sample
N: Normality of HCl acid used
W: Weight of oil used (5 g)
The SV of peanut oil was found to be 188 mg KOH/g oil, which is in the range found in the existing literature (188–196 mg KOH/g oil). 54
The molecular weight of peanut oil was calculated from its SV. The acid value and iodine value were found to be 2 mg KOH/g and 87 mg I2/100 g oil, respectively.
The moisture content of peanut oil was measured by the gravimetric method and its value was approximately 3%.
The refractive index was measured by the refractometer at 23°C. The refractive index of a substance is the ratio of the speed of light in vacuum to the speed of light in the substance. 55 The refractive index is also used as a measure of purity and a means for the identification of fats and oils.20,56 The refractive index for peanut oil was found to be 1.466 and reduced to 1.456 after the transesterification.
The GC-MS examination of peanut oil
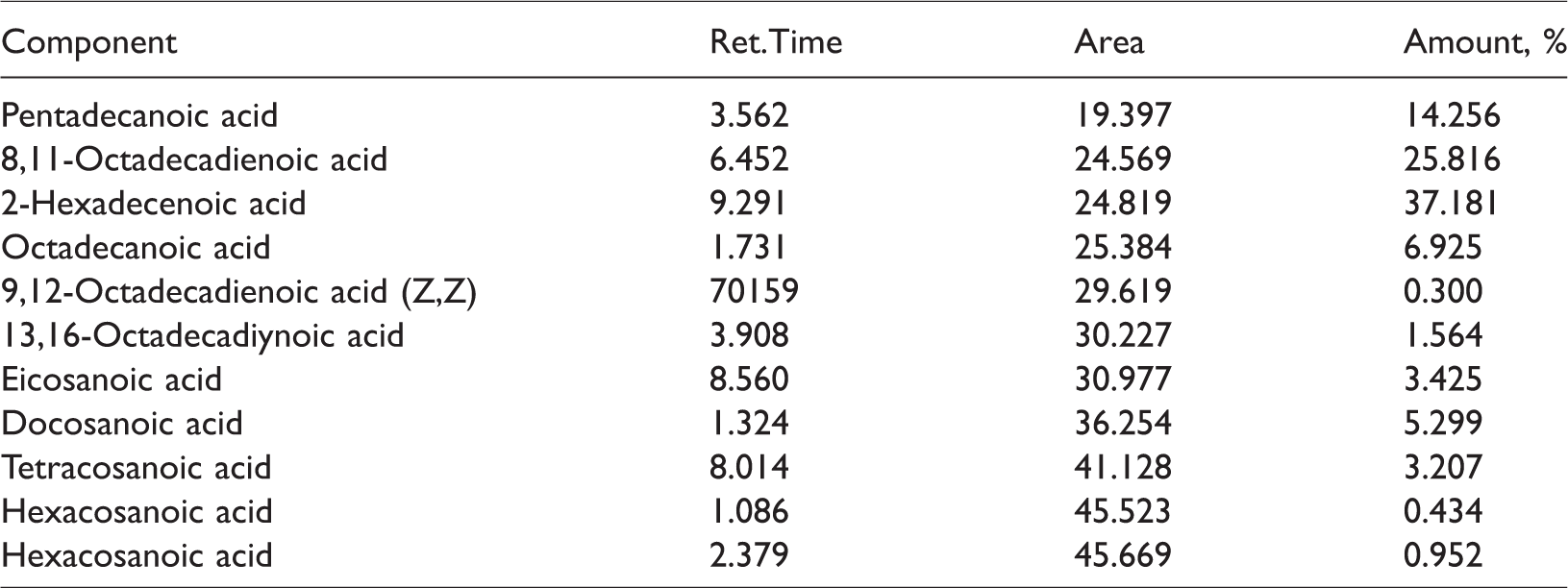
The fatty acids profile of peanut oil was identified by the GC-MS analysis. The qualitative identification of sample oil is done using retention time of compounds, mass spectrum, with the information contained in the library computer system GC-MS after sample injection to the device. The GC-MS chromatogram for peanut oil is shown in Figure 1 and the percentage values are shown in Table 3. As can be seen, there is 37.181% of 2-Hexadecenoic acid and 25.816% of 8,11-Octadecadienoic acid, these being the predominant fatty acids.
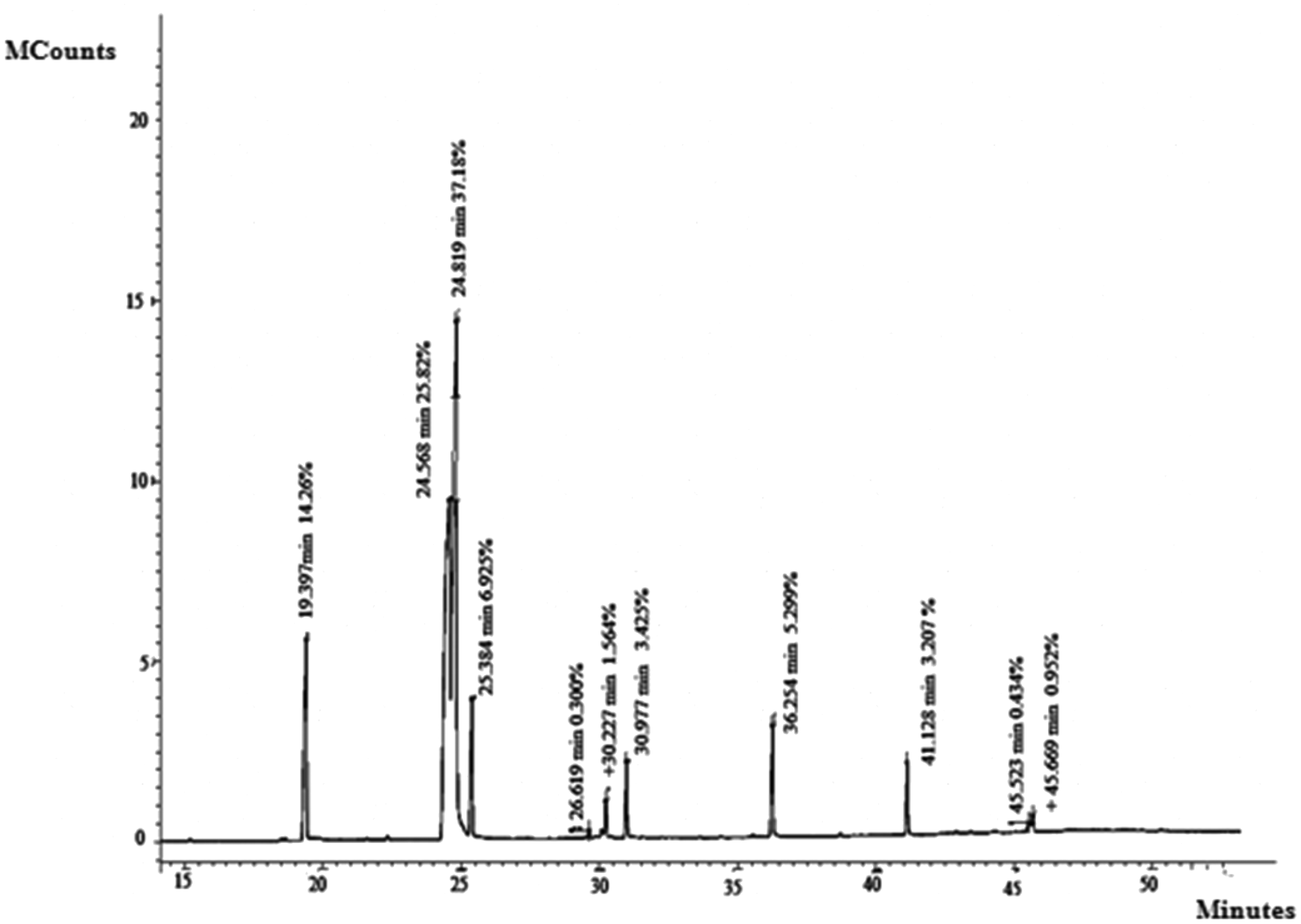
Gas chromatogram of peanut oil.
Fatty acid composition of peanut oil.
The preparation of a standard sample biodiesel
A standard sample of biodiesel was required for drawing the calibration curve. The standard sample of biodiesel was synthesized by the conventional method with a molar ratio of methanol to oil being 9:1, 1.5% weight percentage catalyst under reaction conditions of 70°C for 8 h. In the past, the synthesis of biodiesel from peanut oil was done with the conventional method to obtain high, conventional rates of biodiesel. Therefore, we used the batch reactor for the production of the standard sample biodiesel. The conversion rate of peanut oil to biodiesel was determined by the 1H NMR. 57
The 1H NMR spectrum of the standard synthesized sample of biodiesel from peanut oil is shown in Figure 2.
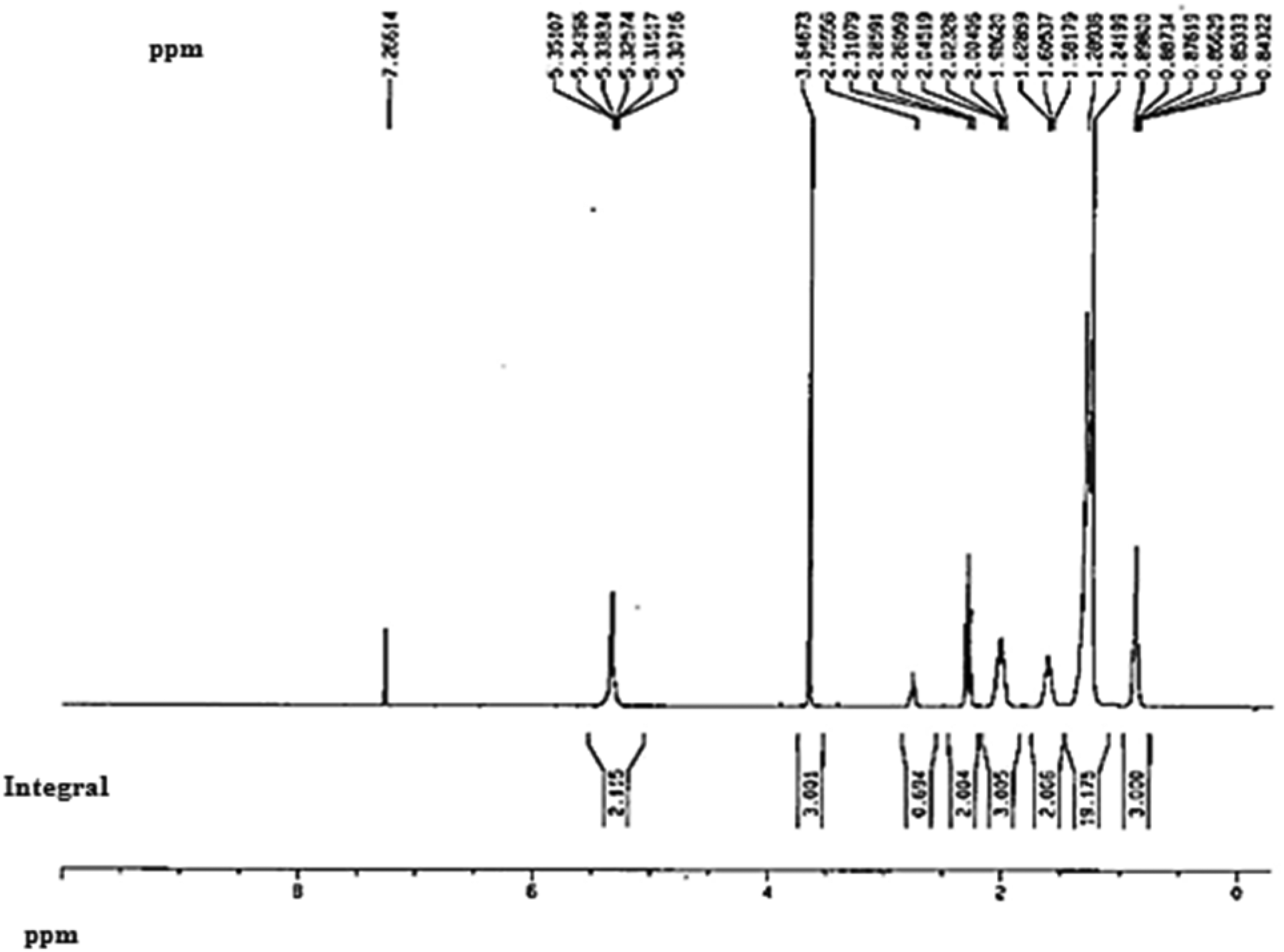
1HNMR spectrum of biodiesel produced by traditional method.
The strong singlet at 3.6 ppm in the 1H NMR spectrum represents the methyl ester proton (–Co2CH3). The α-methylene protons to methyl ester (–CH2 –COOMe) appear at 2.3 ppm. According to the conversion rate obtained by using the 1H NMR, biodiesel production was used as a standard sample of biodiesel 100%. The standard biodiesel samples with the conversion rate of 20, 40, 60, and 80 were prepared by mixing biodiesel (100%) with peanut oil in certain weight ratios. Then, the calibration curve was plotted according to the refractive index and the percentage of standard samples as shown in Figure 3. The refractive index was measured with the refractometer at an ambient temperature. The results are shown in Table 4.
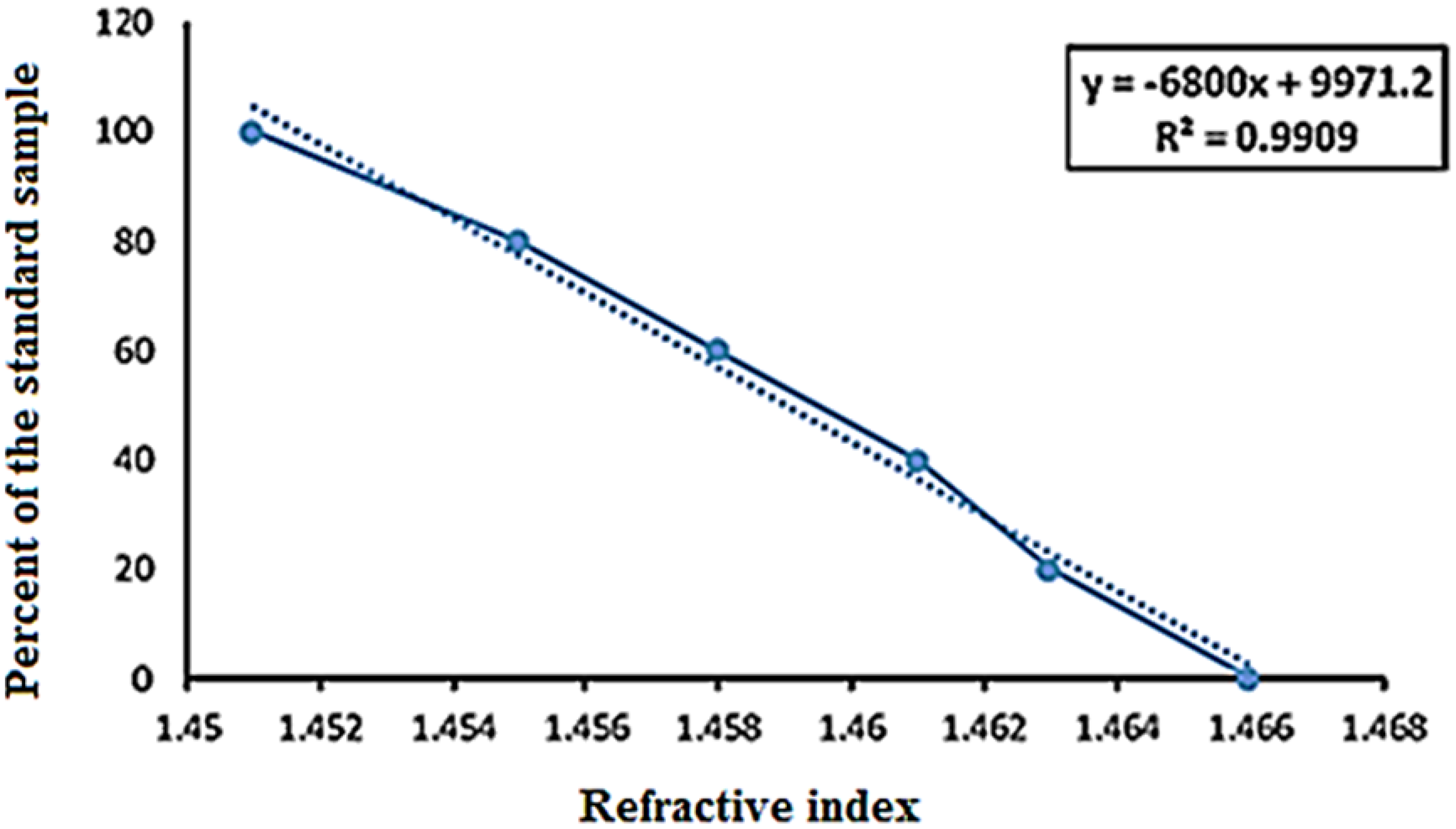
Calibration curve of conversion biodiesel according to refractive index.
Refractive index measurement for the standard solutions.

The 1H NMR spectrum of the standard sample biodiesel 40% and 60% are shown in Figures 4 and 5. The conversion rates for the biodiesel samples were obtained by using equation (1).
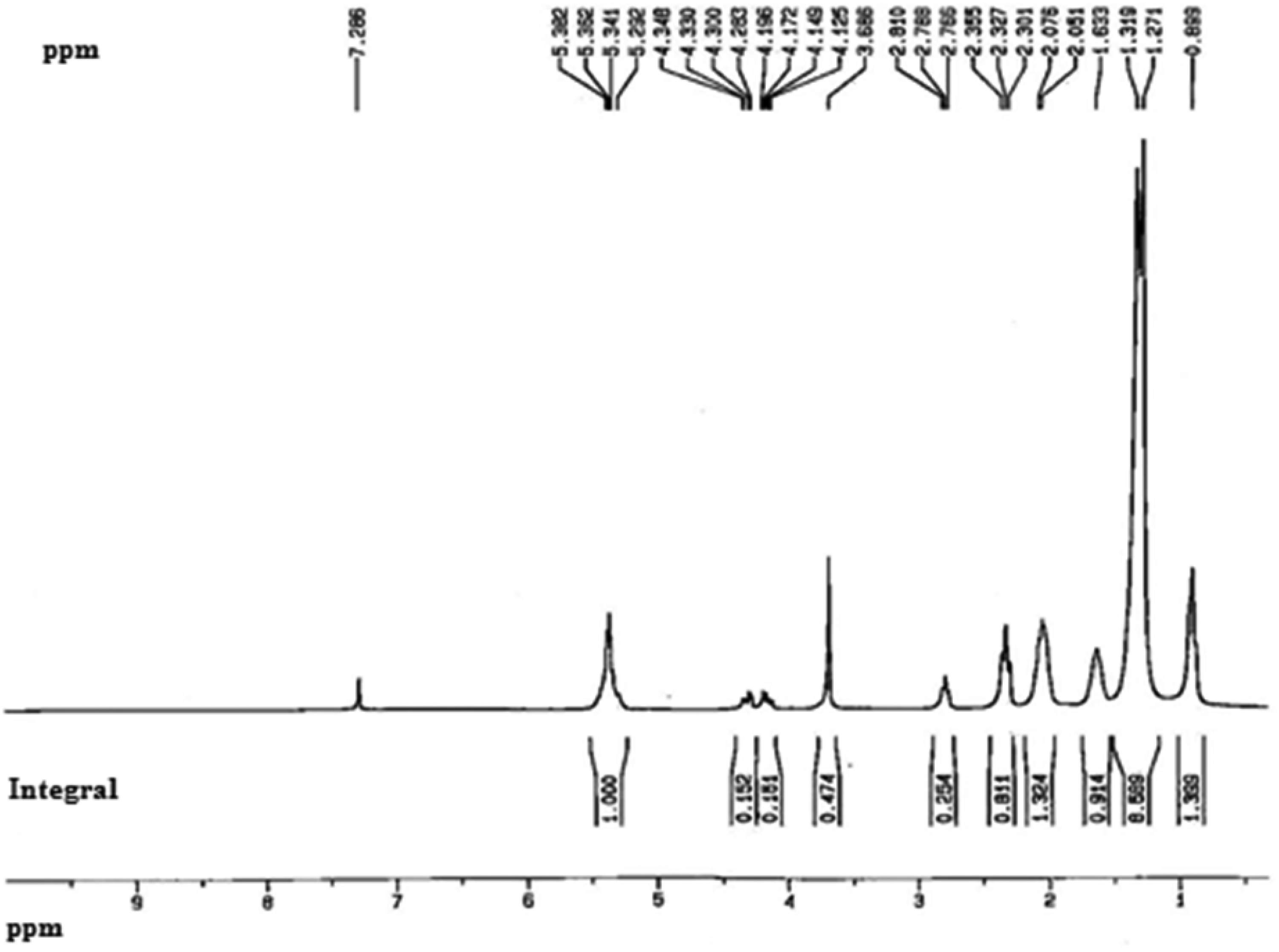
1H NMR spectrum of biodiesel 40% produced by traditional method.
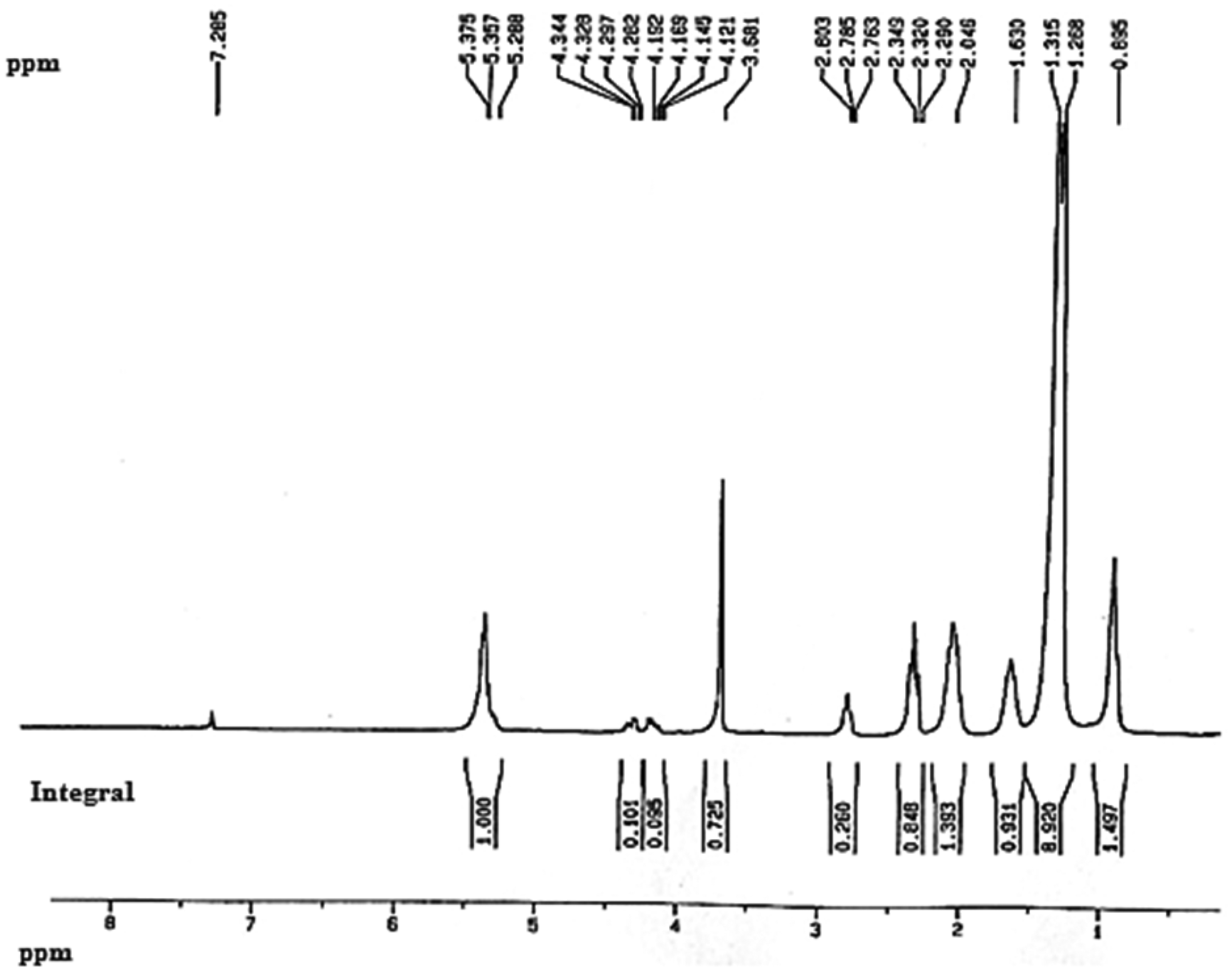
1H NMR spectrum of biodiesel 60% produced by traditional method.
By using the linear equation obtained from the drawn calibration curve with the Excel software, one can estimate the conversion rate of each synthesized sample of biodiesel produced by the conventional or the ultrasonic method by measuring the refractive index and putting it in the linear equation.
The experimental design of biodiesel production
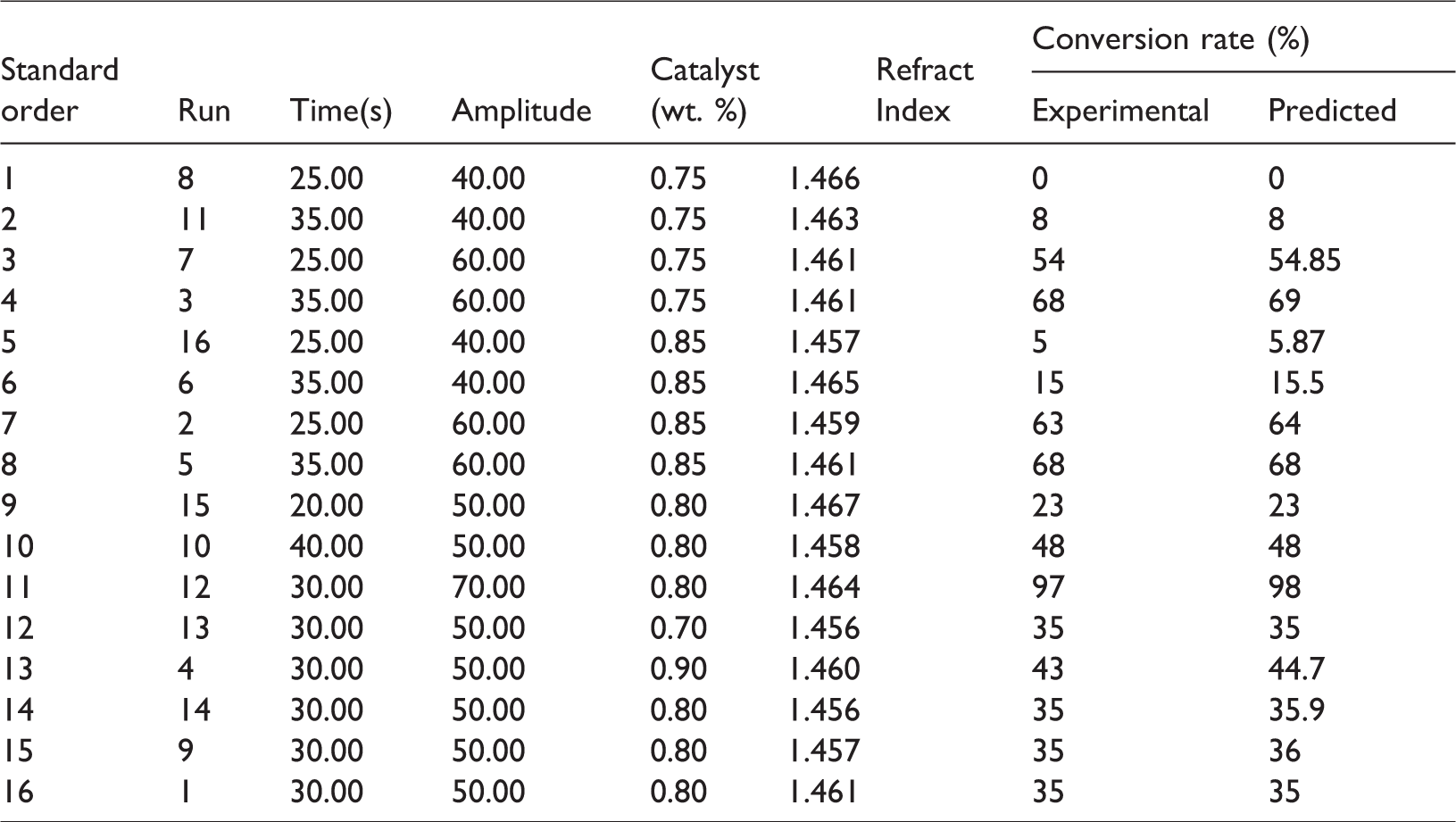
The CCD was used to optimize the transesterification of peanut oil to biodiesel with five levels and three factors including time reaction, catalyst, and amplitude. 57 According to the reaction conditions designed by the RSM, all 16 of the designed experiments were performed, and the results were obtained through a multivariate regression analysis. Table 5 shows the experimental parameters and the obtained experimental results. As shown in Table 5, the conversion rate is variable between 0 as the lowest conversion rate for test number 9 and 97% as the highest conversion rate for test number 12.
Experimental design for three variables with CCD method.
The results of the analysis of variance (ANOVA) are summarized for the selection of the linear model in Table 6. As seen in Table 6, among the three individual variables studied, amplitude (B) has the largest effect on the fatty acid methyl ester (FAME) conversion rate of peanut oil due to the high F-value and is followed by time reaction (A) and catalyst(C). The model F-value of 148.16 implies that the model is significant. According to Table 6, P-value is less than 0.0001 and shows meaningful predicted response values and the suitability of the model. The coefficient of variation of 7.08 is a small amount; this value indicates the reliability of the fitted model.
ANOVA for response surface linear model on conversion rate of the independent variables.
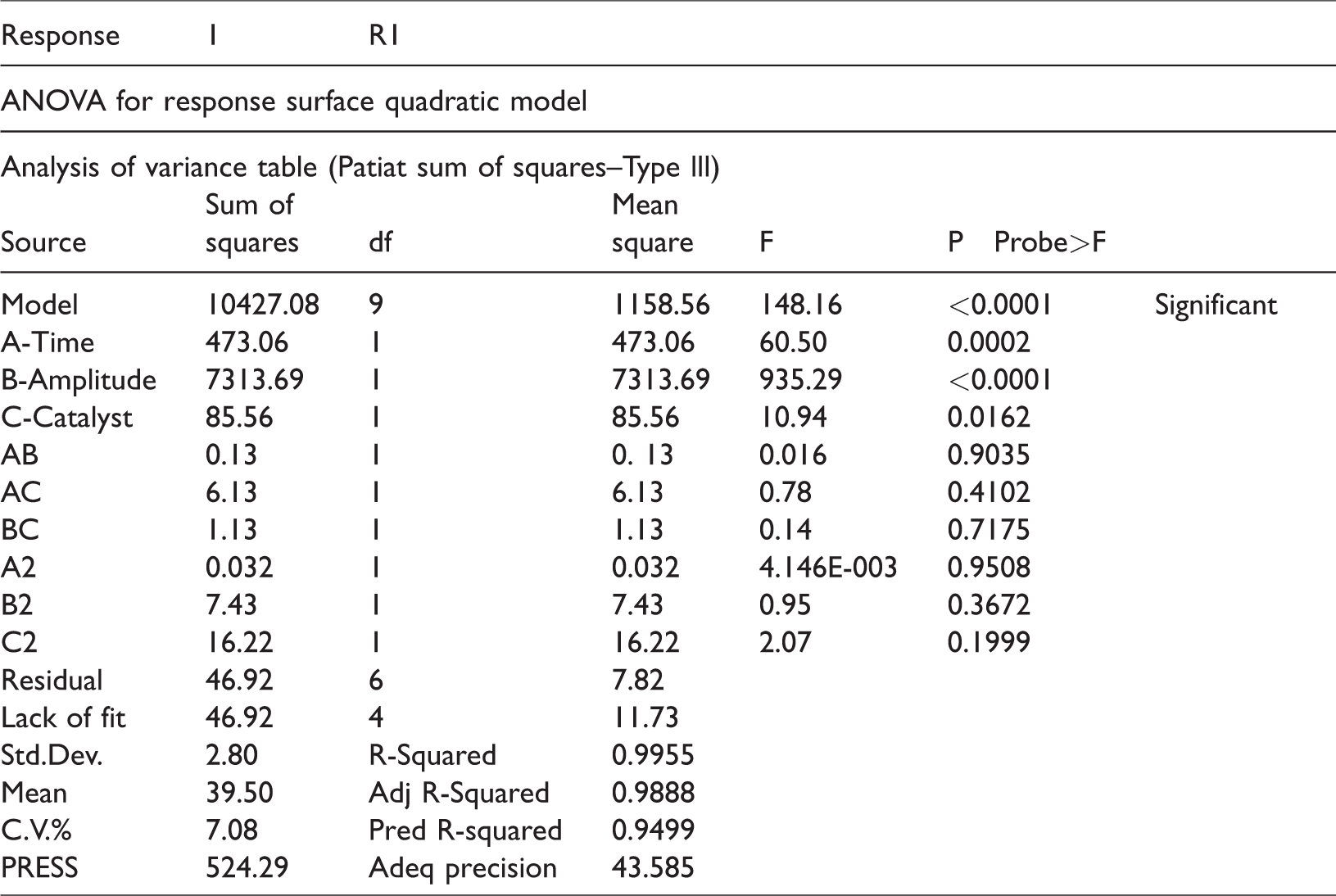
The coefficient of determination (R2) was found to be 0.9955, which indicates that approximately 99.55% of the data obtained from the experiment corresponded to the data predicted by the model.
The value of the adjusted determination coefficient (R2 adj) is equal to 0.9888, which confirms that the model is significant, and this value is less than coefficient of determination (R2).
Adeq precision, which measures the ratio of signal to noise, should be greater than 4. The value of Adeq precision is equal to 43.585, indicating the appropriateness and the distinction of the model.
By applying the RSM, the following regression equation, which is an empirical relationship between the conversion rate of biodiesel and the test variables in the coded unit, is obtained.
58

The positive and negative sign in each part show the increasing and decreasing effects of the parameters on each response, respectively.
Figure 6 shows a satisfactory correlation between the actual and the predicted values of the peanut biodiesel yield. The linear relationship between these values indicates a good correlation between the results obtained with the experimental method and the values predicted by the statistical methods.
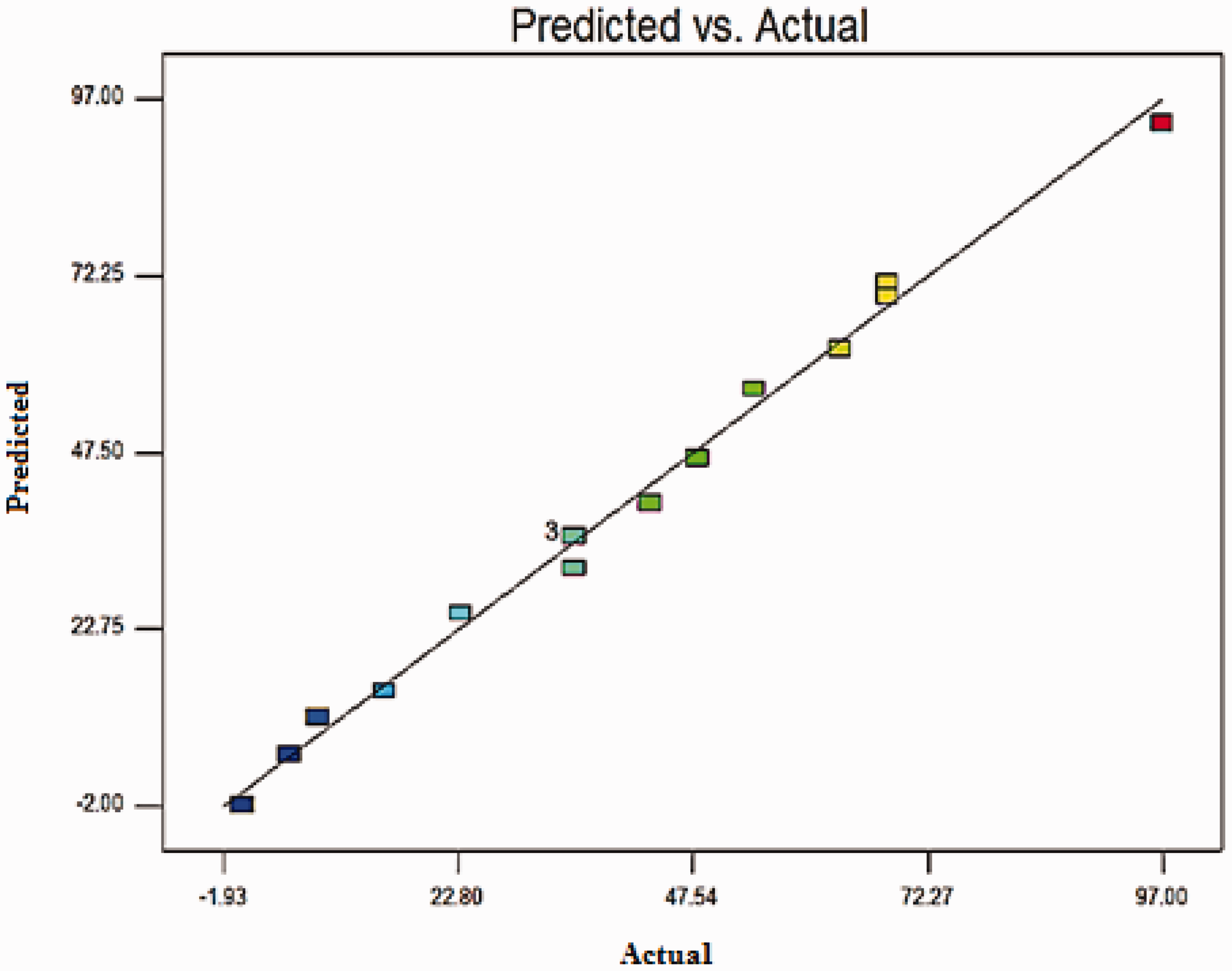
Comparing the efficiency of observed values with the efficiency of predicted values.
The effect of the variables on the conversion of peanut oil to biodiesel
The diagram of the dependent variable (yield of biodiesel) for all independent variables is shown in Figures 7 to 9, on a three-dimensional response surface (3D) and two-dimensional plots.
Figure 7 represents the effect of the interaction between the reaction time and the ultrasonic amplitude on the conversion of biodiesel at constant concentration catalyst of 0.8 in three-dimensional and two-dimensional plots. Figure 7 shows that decreasing the time and amplitude causes the conversion of biodiesel to decrease, but with higher reaction time and higher amplitude, the yield of the biodiesel increases.
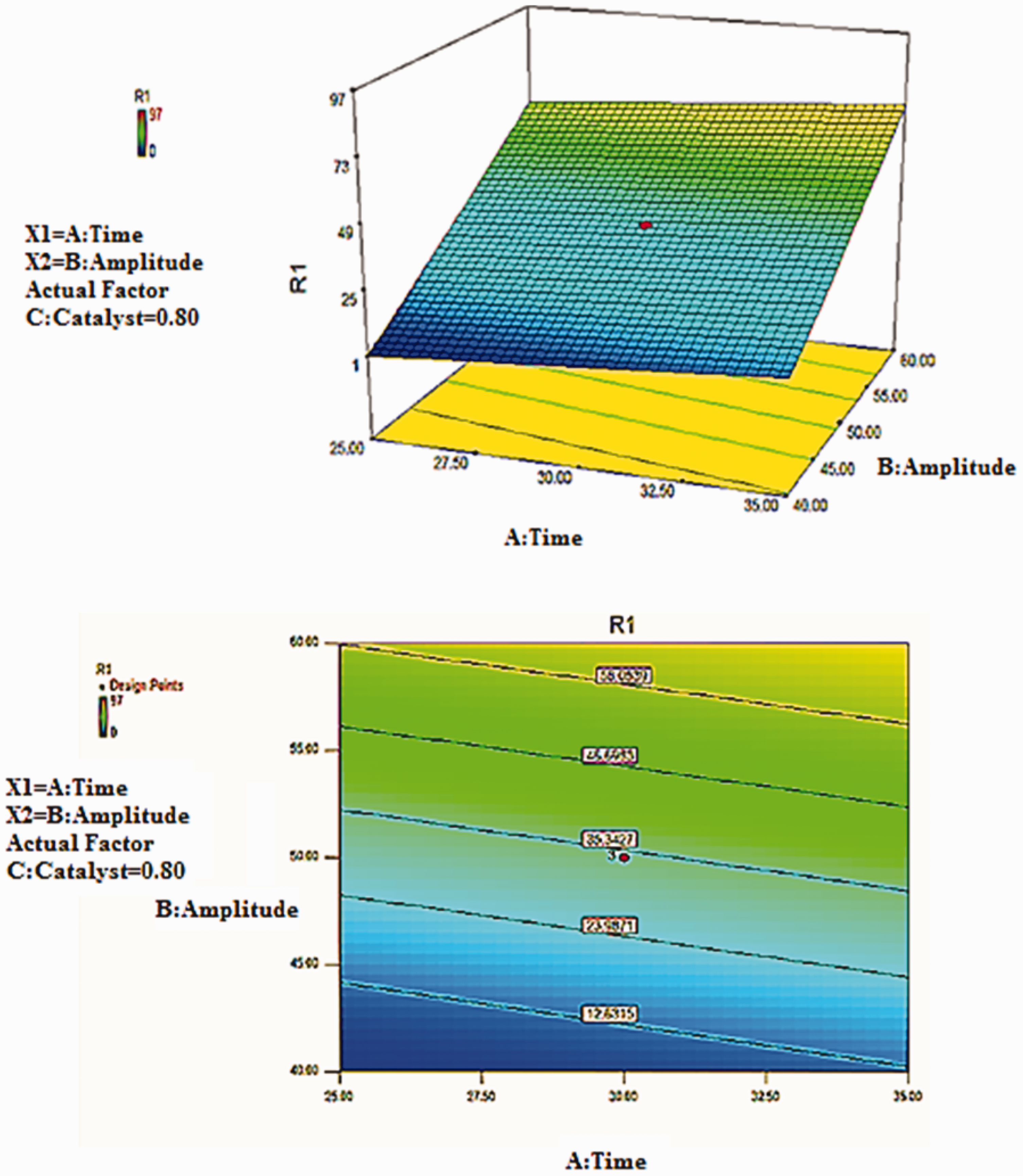
The effect of reaction time and ultrasonic amplitude on the yield of biodiesel in three-dimensional response surface and contour plots.
The effects of the reaction time and concentration catalyst on the yield of biodiesel are shown in Figure 8. As shown in Figure 8, the conversion of biodiesel increased with a higher reaction time and higher concentrations of catalyst. The highest yield of biodiesel is observed at 35 s reaction time and 0.85 wt.% concentration catalyst. According to Table 6, the influence of the variable reaction time on the conversion of biodiesel is higher than the effect of catalyst concentration.
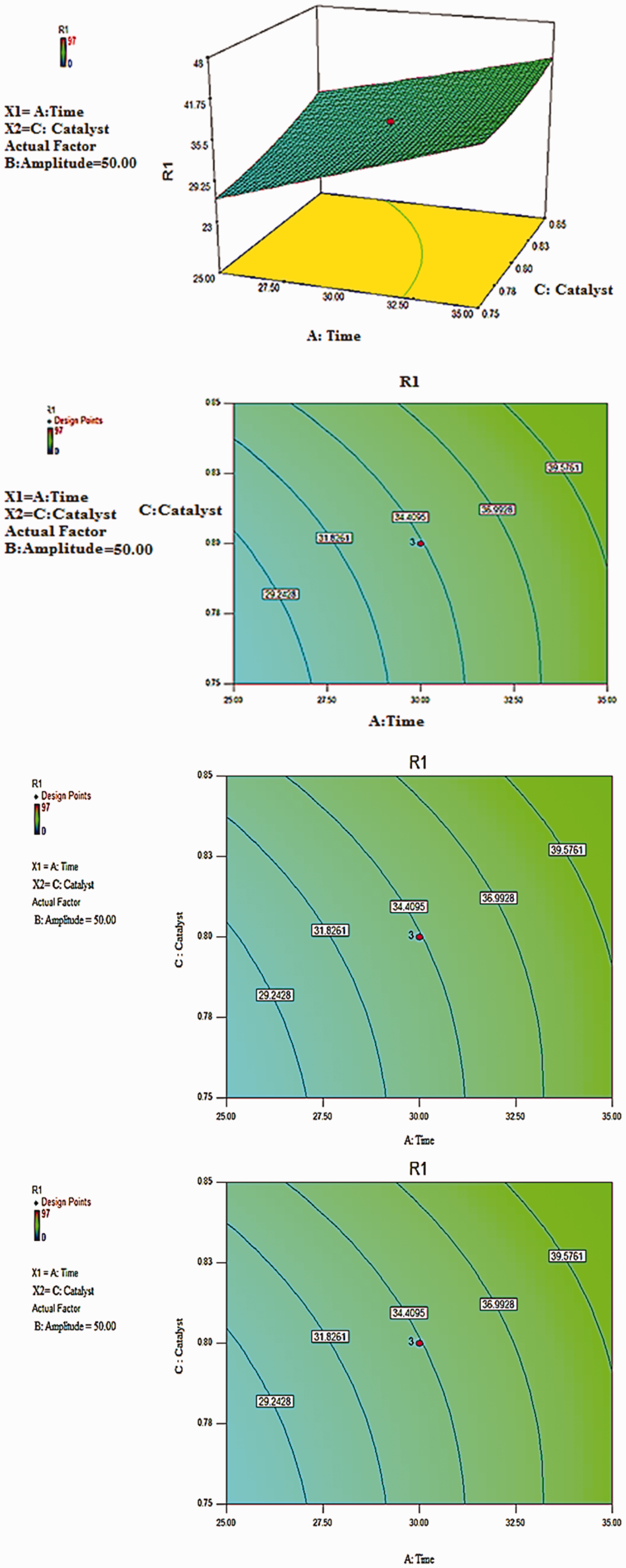
The effect of reaction time and catalyst concentration on the yield of biodiesel in three-dimensional response surface and contour plots.
Figure 9 shows the effects of the ultrasonic amplitude and concentration catalyst on the conversion of biodiesel in 3D and 2D plots. According to Table 6, the amplitude enhanced the reaction rate of transesterification and the yield of biodiesel. The effect of the catalyst is low on the yield of biodiesel.
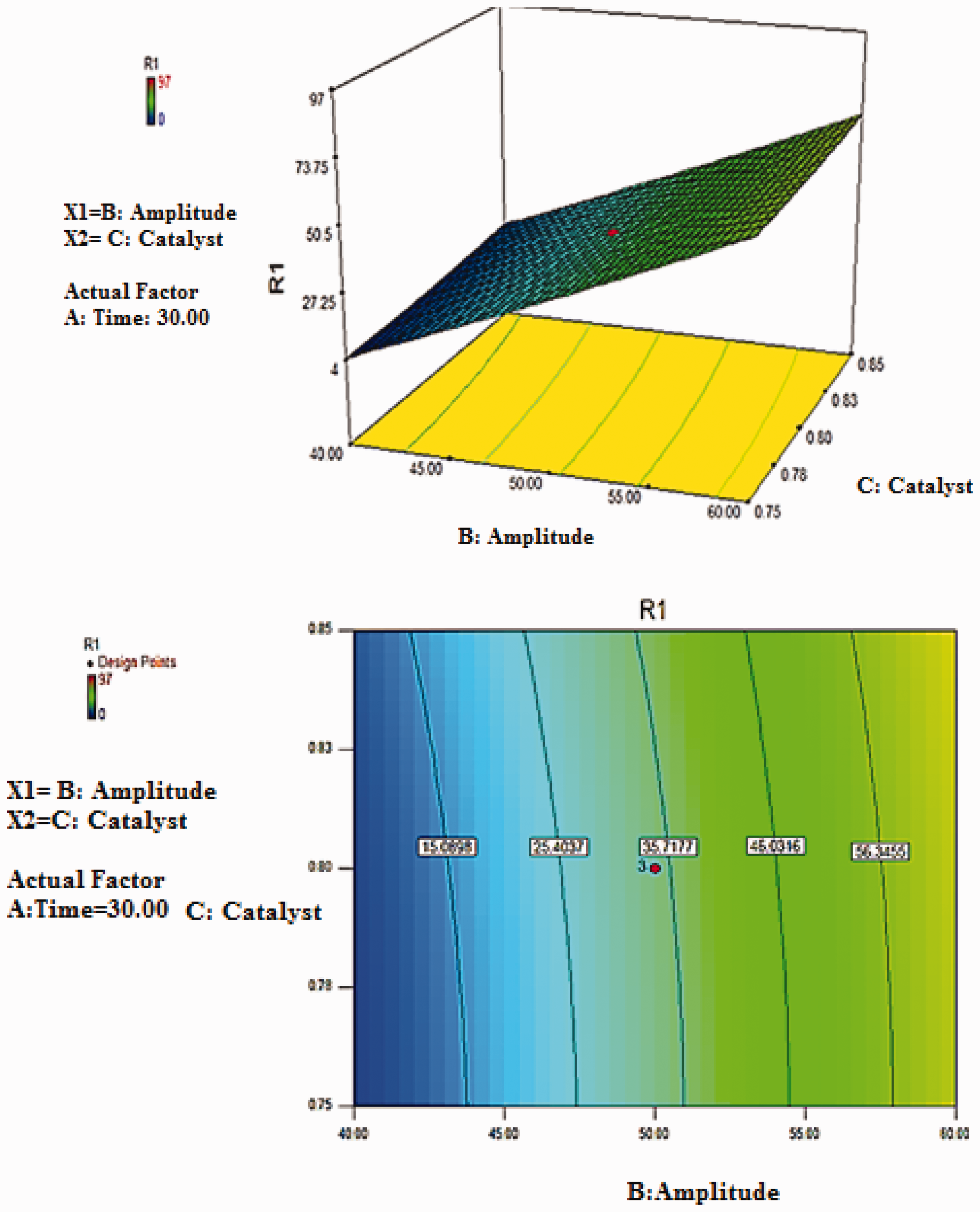
The effect of ultrasonic amplitude and concentration catalyst on the yield of biodiesel in three-dimensional response surface and contour plot.
The optimization of peanut biodiesel production
The optimum values of the selected variables were obtained by solving the regression equation with the Design Expert software. This model was selected to optimize the basic transesterification reaction parameters for the maximum biodiesel conversion rate. The optimal predicted values for the reaction parameters are the following: reaction time of 39.38 s, the ultrasonic amplitude of 69.7, and catalyst concentration of 0.88 wt.%. The largest conversion rate predicted by the model is 100.04% with the mentioned optimal conditions. In order to confirm the predicted model, the experimental test was performed with the same optimum conditions, and the average conversion rate of biodiesel production obtained was 99.83%. The results show that the conversion rate is close to the value predicted by the model, and also there is a good comparison between the experimental values and the values predicted by the model.
Conclusion
In this paper, the RSM could successfully predict the method for the optimum transesterification reaction conditions for biodiesel production from peanut oil by an alkali catalyst, with the highest conversion rate, by using the ultrasonic method. The CCD was employed for the optimization of the transesterification reaction variables. We investigated the effects of reaction time, the ultrasonic amplitude, and catalyst concentration on the yield of biodiesel production reaction by using the CCD. The ultrasonic amplitude has a very large effect on the yield of biodiesel.
A statistical model predicted that the conversion rate of 100.00% can be obtained for peanut oil under the following optimum reaction conditions: reaction time of 39.38s, the catalyst concentration of 0.88wt.%, and ultrasonic amplitude of 69.69%.
Thus, these results showed the importance of RSM for the optimum conversion rate of peanut oil to biodiesel and suggest that peanut oil could be used as a suitable feedstock for biodiesel production.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Chemical Technology Department in the Iranian Research Organization for Science and Technology (IROST).