
Abstract
In this study, zinc oxide nanoparticles immobilized by methylenebisacrylamide were used for anaerobic consortium application and were examined for biomass retention capacity characterized in terms of volatile solids and specific methanogenic activity. The upflow anaerobic sludge blanket reactor was operated at various hydraulic retention times and was fed with palm oil mill effluent as a carbon source. The highest methane production rate of 510 mL CH4·L−1·h−1 with a methane yield of 68.3 L CH4 g−1·CODadded was obtained at palm oil mill effluent concentration of 20 g COD·L-1 and 24 h of hydraulic retention time. The average biogas (4.5 L) showed methane content and chemical oxygen demand reduction of 84.5 and 95.7%, respectively. Rmax was 570 mL L−1·POME·h−1 at 15% of zinc oxide nanoparticles, with butyrate and acetic acid in an effluent contained when operated at a hydraulic retention time of 24 h and a palm oil mill effluent concentration of 20 g COD L−1. A CO2 reduction of 93.6% was obtained at 15% w/v loading of zinc oxide nanoparticle. Experiments demonstrated that with the granule bead size of immobilized zinc oxide nanoparticle of 3.99 mm, production of CH4 and sequester of CO2 were 650 m3·d−1 and 456 m3·d−1, respectively. At 15% zinc oxide nanoparticle, granule leakage was found to be 0.065 mg·L−1. It is significant that this is the first report on immobilized zinc oxide nanoparticle granule biomass for biogas production from wastewater.
Keywords
Introduction
As the world is heading towards a severe and critical global energy crisis due to the diminishing fossil fuel sources, the development and increased production of our global energy is needed from alternative energy sources. Alternative energy sources can meet energy demands better than finite fossil fuels and overcome dwindling fossil fuel supplies. According to literature, 1 the estimated annual production of palm oil mill effluent (POME) in Malaysia is about 50 million tons. Generally, POME is a viscous brown acidic liquid with a biochemical oxygen demand (BOD) and chemical oxygen demand (COD) of 26.3 and 65.5 g·L-1, respectively. The pH value of POME ranges between 4 and 5 and contains appreciable amounts of nutrients for granulation. 2 The pH of POME is an important parameter that has significant effects on its anaerobic digestion. Since methane-producing microorganisms require neutral to slightly alkaline environment for granulation and methanogenesis, the pH values between 6.8 and 7.8 are more suitable for the process.3,4 On the other hand, the pH values less than 4 or more than 9.5 are not tolerable by such consortium. To enhance the granulation and start-up of upflow anaerobic sludge blanket reactors (UASBR), aiding agents like organic and inorganic chemicals are gaining importance day by day.5,6
The application and feasibility of anaerobic reactor for the treatment of industrial effluent is carried out in an UASBR. The UASBR offers good performance and good results owing to which has gained popularity currently, with over 500 installations worldwide.5,7 The UASBR provides short hydraulic retention time (HRT) and inexpensive positive energy balance for the treatment of industrial wastewater. 8 The UASBR works at high COD, suspended solid (SS), and short HRT due to low energy demand.5,9 The performance of reactors is found at organic substrate concentration and HRT, and is found to have a good balance between these parameters thereby reducing the time of contact between biomass and organic substrate at short HRT. 10
The increasing use of zinc oxide nanoparticles (ZnO NPs) in cosmetic products, sunscreen formulation, paints, plastics, and industrial products packaging highlights a need to understand their potential environmental impacts. Anaerobic wastewater treatment technique using nanotechnologies (NT) have been less studied than the physico-chemical system and important studies have been performed in this direction. 11 Biological wastewater treatment was conducted using ZnO NP for the granulation and methanogenesis. 12 Methane production for the treatment of activated sludge under anaerobic digestion was done under the influence of ZnO NPs. 13 Mu et al. 14 reported that while SiO2-, TiO2-, and Al2O3 NPs did not affect methanogenesis during anaerobic digestion of activated sludge biomass, nanoparticles such as ZnO, Ag2S, and Ca(OH)2 enhanced granulation and played an important role in microbial aggregation. 15 Effectively application and fate of ZnO NP during anaerobic digestion of wastewater and post-treatment processing of sewage sludge treatment. 16
A potential approach was used to immobilize ZnO to enhance the methane production for the efficient anaerobic wastewater treatment. 17 Advanced techniques like immobilization biomass is very useful and advantageous over suspended activated sludge growth because immobilization is resistant to cell wash out in an anaerobic operation and also maintains a high biomass cell density that enhances methane production. Immobilization biomass application was used for the continuous methane production in an UASBR.17,18 In the treatment of industrial wastewater, many techniques are applied for the immobilization of biomass including solid surfaces, granules, and biofilms.14,19 However, better biomass retention is allowed at low HRTs that creates a local anaerobic environment, which is well-suited for fermentative biogas and methane production.
In this study, ZnO NP immobilization system was employed to immobilize ZnO-NP granulation for biogas production, CO2 reduction, and treatment of POME in an UASBR. The effects of immobilized biomass zinc oxide, HRT, and POME concentrations on the methane production were monitored for the UASBR and treatment capacity. The achievements of UASBR with immobilized ZnO NP for continuous methane production and treatability is expected useful systems on industrial scale application for wastewater treatment.
Materials and methods
POME sample
POME was collected from the final discharge point of an oil palm mill, Lepar Hilir Pahang, Malaysia 45 L plastic bottle and kept at 3.5°C to preserve and prevent degradation and acidification for further experiment. The physicochemical parameters of POME are presented in Table 1.
Physicochemical properties of POME.
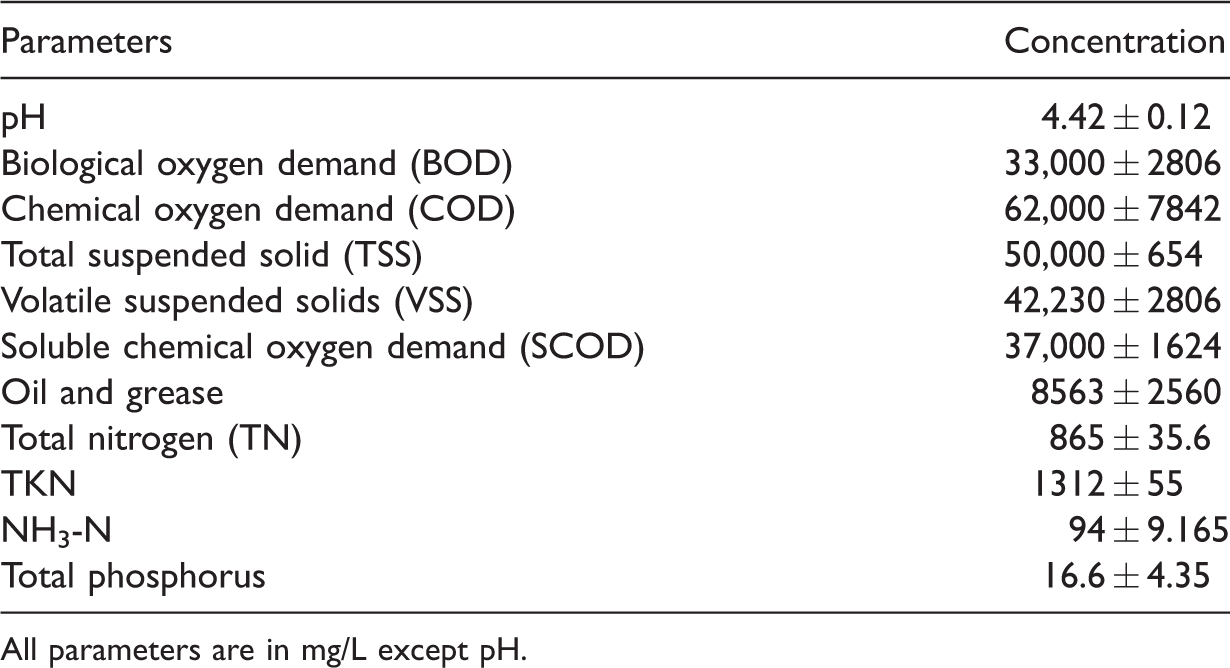
All parameters are in mg/L except pH.
Preparation of immobilized sludge
ZnO NPs were collected from the nanotechnology lab of King Saud University, Saudi Arabia. Experiments were performed using zinc acetate dehydrate (Zn(Ac)2·2H2O) and octadecylamine (CH3(CH2) 17NH2). In a typical experiment, 0.3M zinc acetate dehydrate (Zn(Ac)2·2H2O) was dissolved in 100 mL methanol with octadecylamine (3 × 10−2M). The white precipitated powder was washed with methanol several times to remove the ionic impurities and dried at room temperature.
Characterization of ZnO-NP immobilization
ZnO NPs were immobilized by entrapment in a 10 g of POME sludge, 1 g N, N-methylenebisacrylamide (MBA) cross linker and 50 mL of distilled water was carefully heated to 40°C for complete dissolution. The solution was cooled down to below 30°C. One portion of centrifuge CH4-producing POME activated sludge (100 mL) at 2000 r/min for 15 min and one portion of POME sludge (100 mL) mentioned earlier were thoroughly mixed. To start the immobilization, 0.5 g potassium persulfate initiator (K2S2O8) was mixed and the mixture was allowed to stand for about 20 min to promote immobilized cell formation. The resulting immobilized sludge granules were cut into 3 mm granule (density 1.55 g/cm3) as shown in Figure 1. The biomass content of the immobilized granule was ∼10 mg volatile suspended solid (VSS)/g granule.
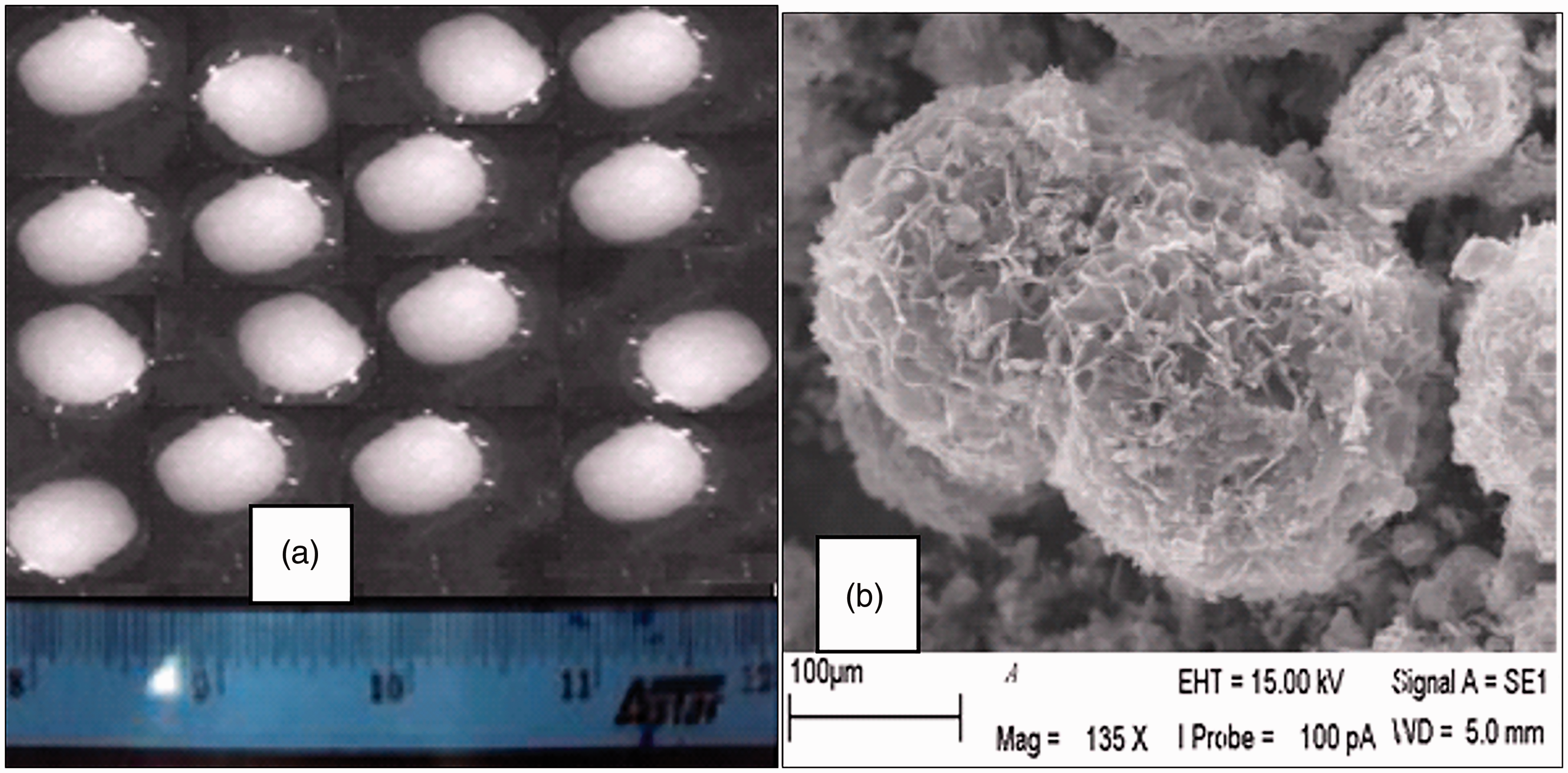
SEM images of the PEG-immobilized ZnO-NP beads: (a) size and shape of the immobilized beads; (b) peripheral surface of the immobilized beads. Scale bar: 100 mm and immobilized granules size 3.9 mm.
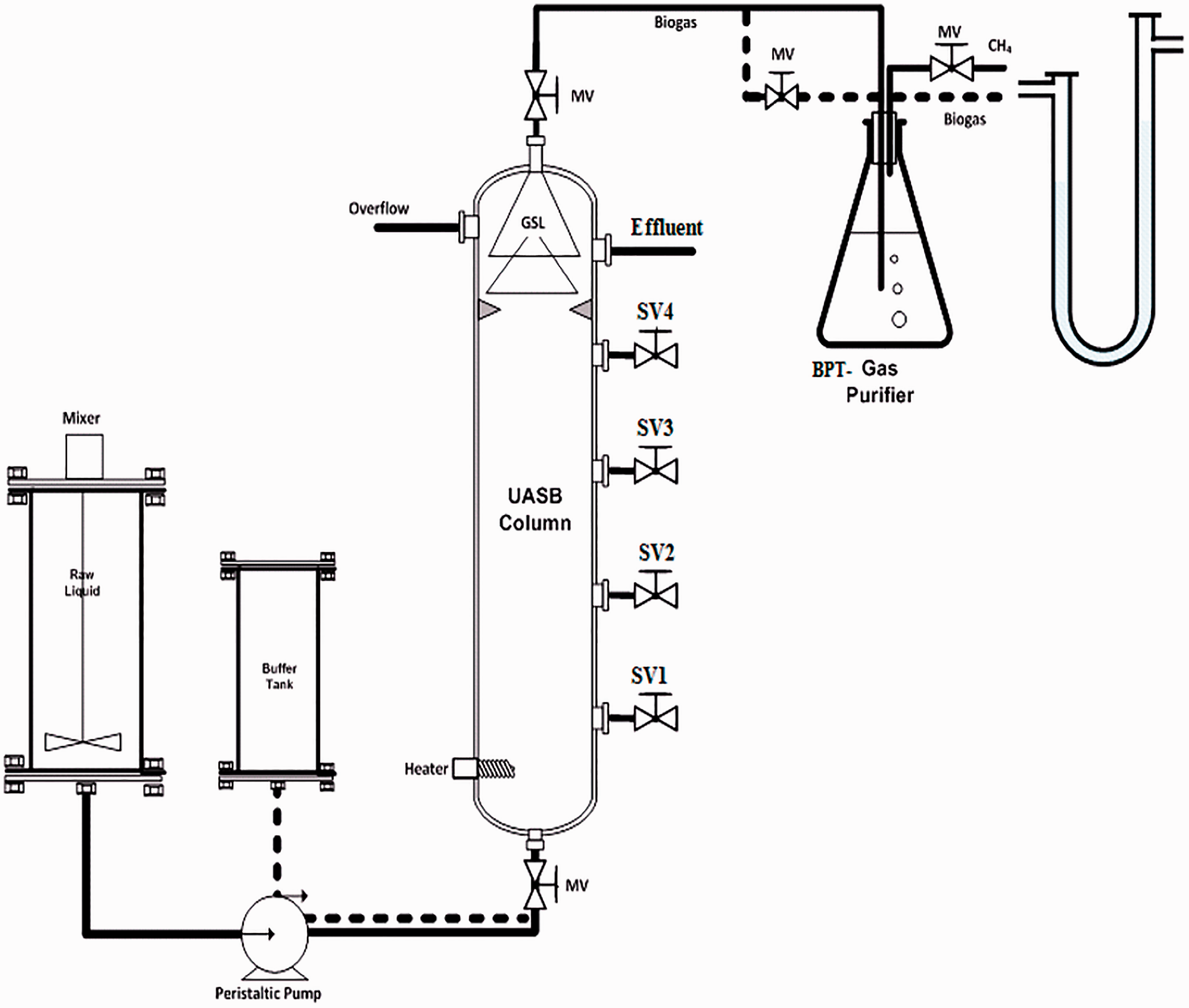
Schematic diagram of an UASB reactor. Experimental setup of UASBR: PHT: POME holding tank; PP: peristaltic pump; FM: flow meter; MV: manual valve; M: mixture; SV: sampling valve; CKD: cement kiln dust tank (slaking solution); BPT: biogas purification tank; WT: water tank; TS: temperature sensor; HP: heating probe; P: pump.
UASBR setup and operation for methane production
A stainless steel laboratory scale UASBR (5126 cm3) with 5 L working volume was used in this study as shown in Figure 2. The UASBR was operated at 37°C and the temperature was maintained by hot water circulation through the water jacket. Throughout the experiments, the pH of the reaction medium in the reactor was adjusted to around 7.6 by adding 1 M NaOH or 1 M HCl solutions. The medium was fed into the UASBR together with PEG-immobilized ZnO NP. Sampling points were introduced at appropriate heights in the reactor. A gas–liquid separator was introduced at the top of the reactor, where the biogas with specific methanogenic activity (SMA) was collected separately. The reactor was purged with nitrogen gas for 10 min to create anaerobic conditions. The UASBR was loaded with an appropriate amount of PEG-immobilized ZnO-NP cells to obtain a final solution of 4–20% (w/v). In the control experiment (without ZnO NP), 15 g COD L−1 volume of sludge was used. The UASBR was operated on the batch mode for 6 h before being switched to the continuous mode at HRT of 32–8 h and POME concentration of 10–40 g COD L−1. Further fed into the reactor, the POME was diluted to a required COD concentration. The quantity and composition of the methane in biogas, COD removal efficiency (%), POME conversion efficiency (%), volatile fatty acids (VFAs), pH, and temperature were monitored at experimental designated time intervals.
Analytical methods
Methane gas was analyzed by a gas chromatography (GC 8500 Perkin Elmer) equipped with a thermal conductivity detector. Detector was a 2-m stainless-steel SS350A column packed with a molecular sieve (80/100 mesh) using carrier gas nitrogen at a 25 mL/min flow rate. VFA contents of filtered sample (0.2 mm) were determined by gas chromatography with an FID detector (model 6890 N, Agilent Inc., glass 2 m−2 mm with column packed carbopack B-DA 80/120% CW 20 M, N2 carrier at kPa, 170°C). Analysis of methanol, 1 cm3 of acidified sample with 0.003 cm3 25% H2SO4, was carried out using GC-FID and capillary column of the GC8500 Perkin Elmer. COD, total nitrogen (TN), total solid (TS), VSS, and pH were calculated using APHA standard methods. 20 The dry weight of immobilized cell in immobilized beads was assessed by measuring the difference in dry weight between the biomass-associated beads and the beads alone.
Rmax was calculated by dividing the amount of methane produced over the amount of ZnO nanoparticles and the time period of gas collection (mL CH4/g ZnO NP) as in equation (1)

The efficient production of CH4 was calculated by using Rmax and methane yield (Y) at 15% ZnO NP. Y is defined as the amount of total volume of methane obtained over the amount of production medium applied, with the unit of mL CH4/mL medium as shown in equation (2)

Biochemical analysis using scanning electron microscopy
ZnO NP granules were gently washed with distilled water. Immobilized ZnO NPs were then treated with 2% glutaraldehyde and made to stand for 2 h. The fixed immobilized cells were dehydrated by successive passages through 50%, 60%, 70%, and 90% ethanol for 20 min and then dried. The dried samples were covered with a layer of gold under vacuum prior to being subjected to scanning electron microscopy (SEM, Zeiss EVO50, Germany).
Results and discussion
Effect of immobilized ZnO NP
To determine the effective UASBR operational conditions, POME concentrations with immobilized ZnO NP ratio and without immobilized ZnO NP (control) were evaluated. Batch tests were performed using immobilized ZnO NP in the UASBR with different ratios of 1.5, 3.0, 5.0, 10, 15, and 20% (w/v) and various POME concentrations of 5.0, 10, 15, 20, and 30 g·L-1 (Table 2). The batch test with 15% (w/v) ZnO NP at 20 g·L-1 of POME showed neutral pH 7.5 and enhanced microbial activity for continuous reduction of the initial COD concentration from 40.5% to 79.8%. Interestingly, alkalinity was increased from 1.2 to 5.5 g·L-1 with decreasing VFA and COD (Table 2). The acetate content in POME in terms of butyrate was found to be reduced from 0.93 g·L-1 to 0.31 g·L-1, VSS 5.9 g·L-1, with good conversion of POME of more than 95% compared with the control. In the present study, 15% ZnO NP was highly effective for granulation of sludge, well-developed methanogenesis to degradation of organics, and for the removal of COD. Application of higher doses of ZnO NP was found to be effective on granulation and methanogenesis activity of the POME effluent compared with the control.14,21
Effect of ZnO NP (w/v) ratios of immobilized on various parameters in POME effluent treated during batch fermentation time of 160 h.
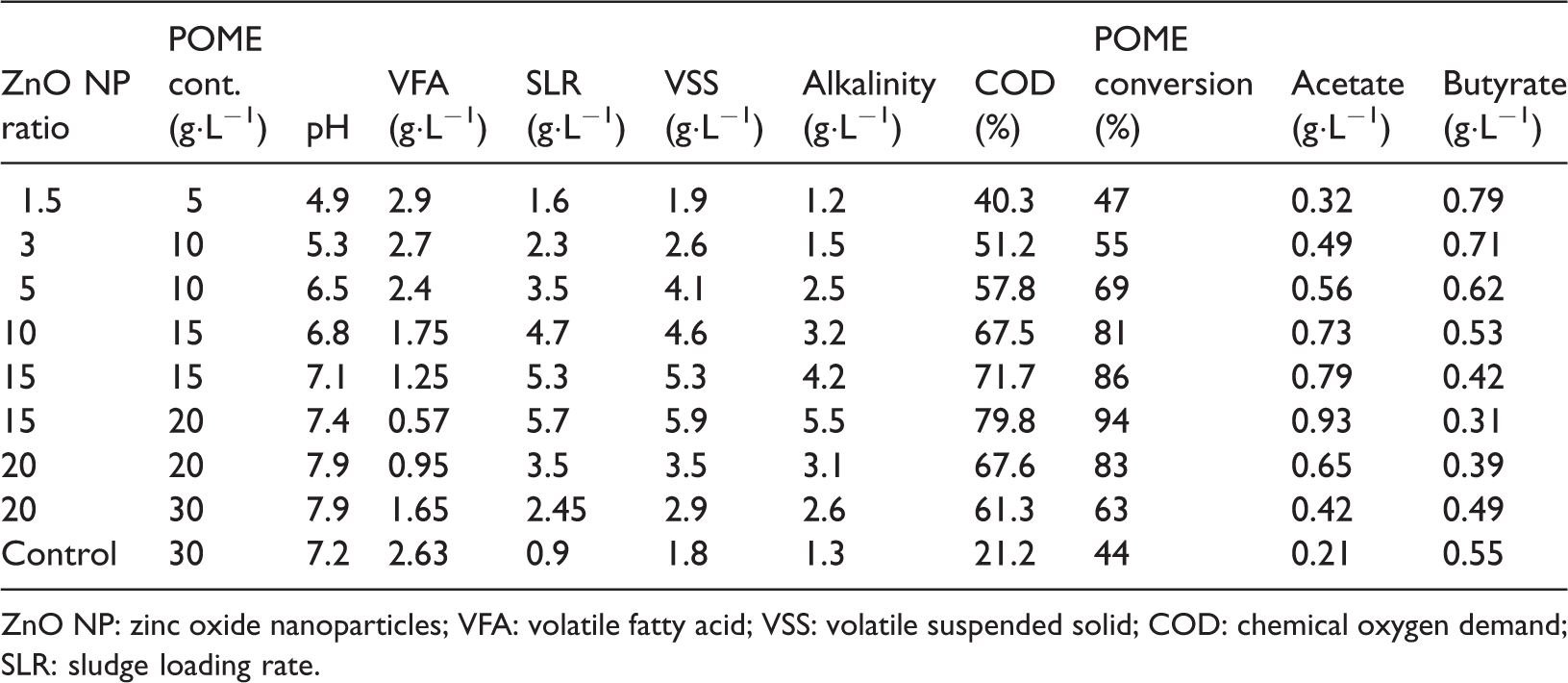
ZnO NP: zinc oxide nanoparticles; VFA: volatile fatty acid; VSS: volatile suspended solid; COD: chemical oxygen demand; SLR: sludge loading rate.
Immobilized ZnO NP granules on methane production
In this research work, immobilized granules were able to enhance granulation for biogas production rates and were repeatedly adapted with environment of POME in certain time interval. Hence, an increased CH4 production rates along with immobilized granules were repeatedly grown in POME until highest CH4 production rate was achieved. The production rate of CH4 was found with acclimated immobilized granule ZnO NP (Figure 3) compared with immobilized without acclimated granule. The CH4 production rate shown by acclimated granules was much higher than unacclimated immobilized granules. Significant differences were found in the CH4 production rates and yields with acclimated and without acclimated granule (Figure 3). Immobilized acclimated granules showed 15-to 35-fold improvement in CH4 production and 5-to 15-fold increase in the production yield compared with immobilized acclimated granules.
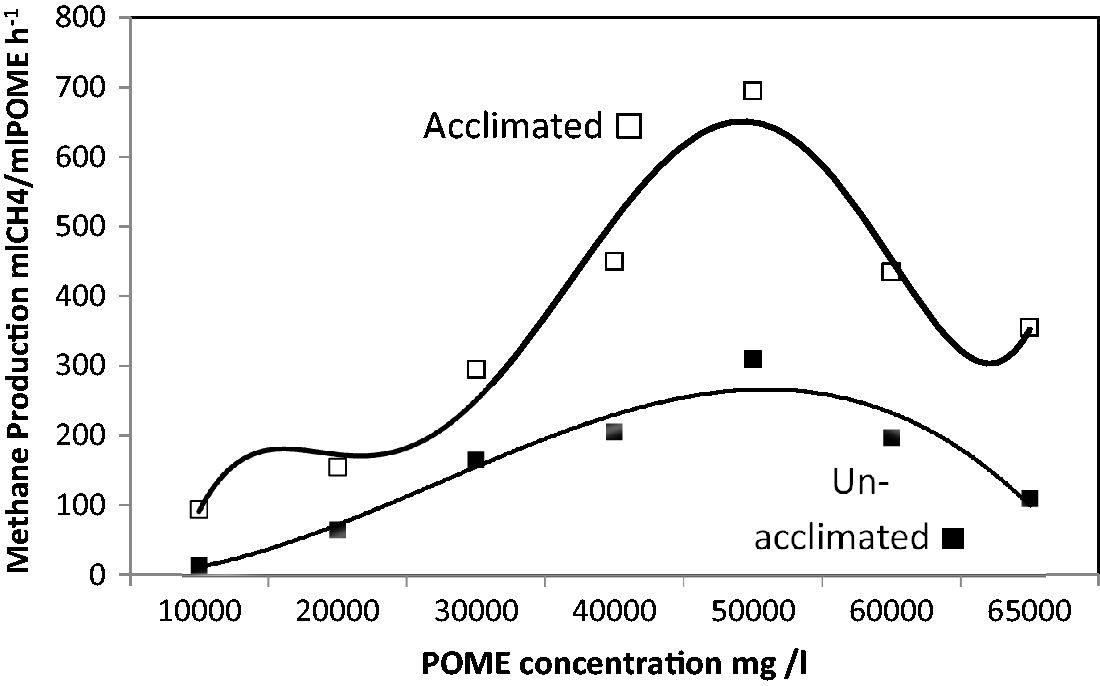
The dependence of methane production rate on different POME concentrations for immobilized cells. The initial granule biomass loading was 15% ZnO-NP of cell/l; T = 37°C; pH = 5.5.
The CH4 production rate was found to be the highest i.e. 7.9 L CH4 L−1POME h−1 when the immobilized acclimated granules were cultivated at starting POME substrate concentration of 50,000 mg COD L−1. Further with the change in the concentration of POME from 10,000 to 50,000 mg COD L−1, the CH4 yield was increased from 3.4 to 7.9 L CH4·L−1 POME h−1 (Figure 3). It was also noticed that the change in concentration of POME from 10,000 to 65,000 mg COD L−1 did not affect the microbial granule structure in the ZnO NP biomass of granule. This study showed that acclimation of POME and immobilized ZnO NP is a part of role in speeding up the CH4 production from POME. The effect of immobilized granule sizes on the production of CH4 rate was quantified by keeping the 15% ZnO NP constant. In this study, the granule size of 3.93 mm was observed at 15% ZnO NP, was well developed and distributed evenly in the reactor with the help of stirrer operation at 150 r/min. In this case, the immobilized granule in the reactor is used to provide carrier and distribution of biomass (Figure 4). Due to the criteria, highest CH4 was recovered with the size of 3.93 immobilized granule (Figure 4) such that, granule moving or colliding between cells increased the growth rate by 0.985 mg/L along with the 89% immobilized ZnO NP utilization.
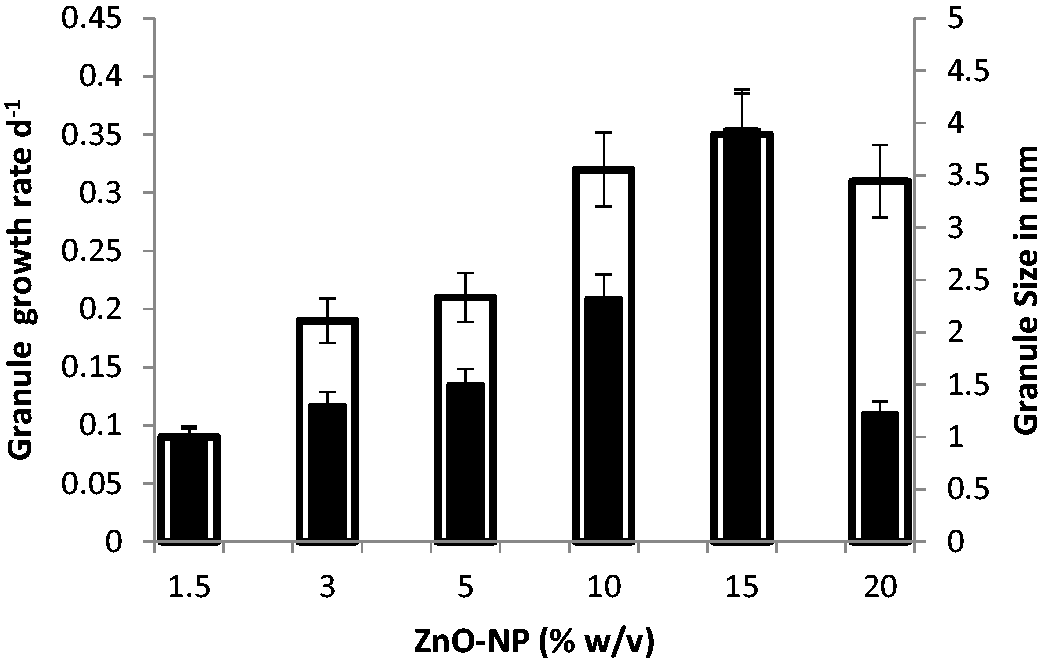
Effect of different immobilized ZnO NPs (% w/v) on reactor performance for the granule specific growth rate (d−1) and granule size (mm).
Immobilized ZnO NP on methane production and CO2 reduction
To find suitable doses of ZnO NP immobilized granule for biogas production, different doses of immobilized granules 5, 10, 15, and 20% (w/v) were applied and loaded in the UASBR. The UASBR runs the experiments, with HRT of 12 h and organic loading rate (OLR) of 4.5 g COD L−1 h−1 that were kept constant. Methane yield was increased when the ZnO NP increases from 1.5% to 15% ZnO NP and reached a maximum of 7.5 mL CH4 mL−1 POME. Further, a decrease in methane yield was observed when concentrations of ZnO NP increased from 15% to above. Methane yield of 0.79 mL CH4 mL−1 POME was found at 15% of ZnO NP. The reduction in methane yield was expected to be inhibited by the ZnO NP effect caused by the intensity of toxicity (Figure 5). The immobilized granules for the possibility of reusing for the production of biogas were studied by timely replenishing of POME (result not shown). UASBR granules were washed or not washed with adding POME. The CH4 yield and production rate was affected gradually decreases when not washed immobilized granule cells and POME addition was repeated for the operation of UASBR. The resulting CH4 production was reduced up to 19% in the first run and 49% in the second and the third run, significantly. On comparison of the results, it was found that when the immobilized granule was washed before dosing new POME, the CH4 production was reduced. Lastly, a 29% decrease was found in the second run as compared to the first run and the third consecutive run where no significant reduction was found.
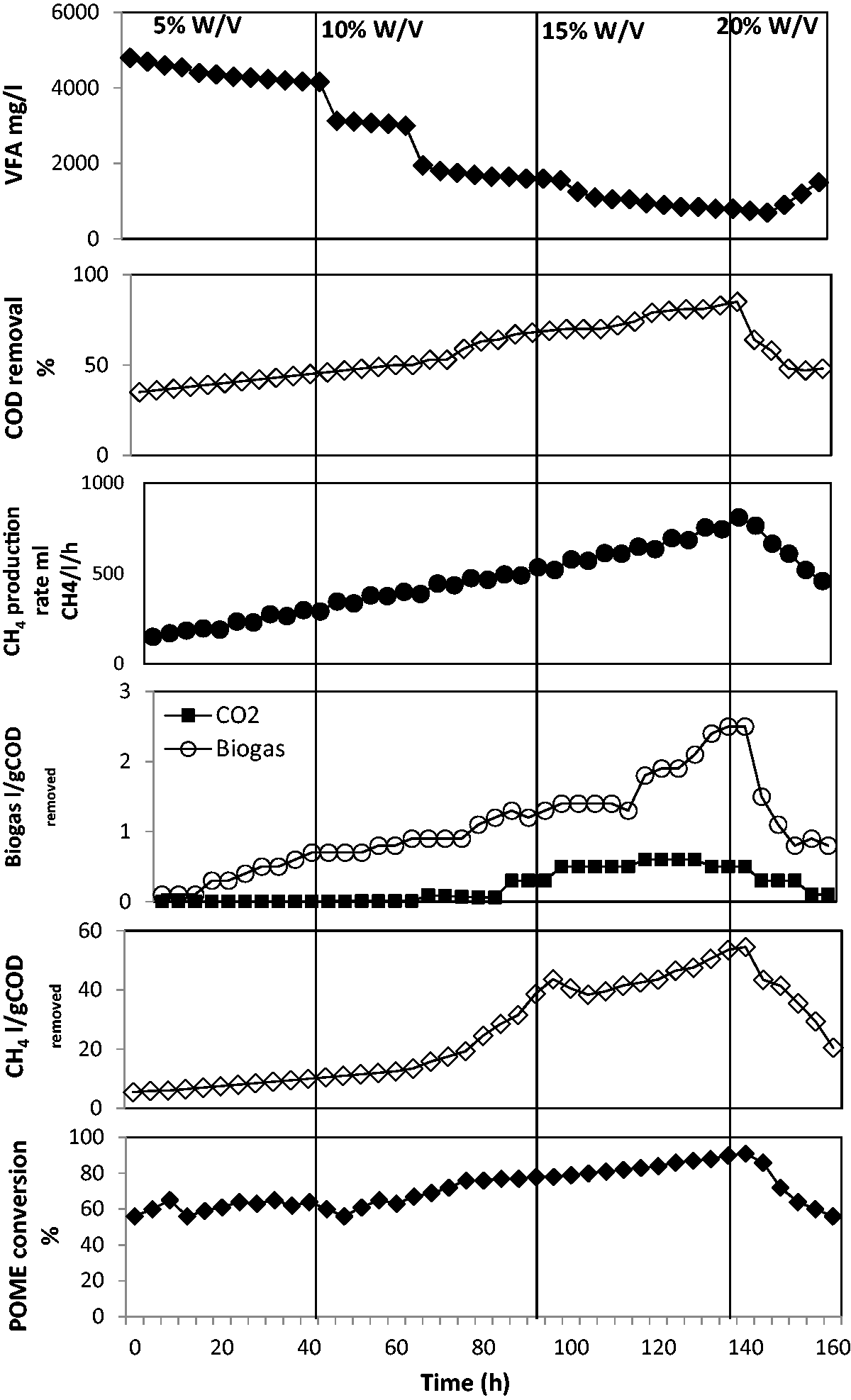
Effect of different PEG-immobilized ZnO NP ratios on the reactor performance for the VFA, COD removal, methane production rate, biogas, methane contents in biogas, and POME conversion in UASBR.
The effect of increasing dose of immobilized granules from 5% to 15% (w/v) was observed for the rate of CH4 production. 5 The CH4 production rate and yield of biogas achieved were 810 mL CH4 L−1 h−1 and 2.5 L biogas h−1 POME COD removed, which is more than that obtained at 5% to 10% (w/v), respectively. These findings prove that increased biomass loading results in an increase in the rate of CH4 production. At 5% to 15% (w/v) load, the UASBR performance for the COD removal and the CH4 content in biogas remained stable with 86% and 58% (Figure 5). However, the methane production and COD removal efficiency were negatively affected when the doses of immobilized ZnO NP granule were increased from 15% to 20% (w/v) (Figure 5). Immobilized ZnO NP granules of 15% to 20% (w/v) showed poor performance for methane production, which could de due to the improper immobilization cell dosing amount and inefficient biomass transfer. These findings were supported by the study of Mu et al., 12 when increased inefficient immobilized cell doses in the reactor resistance biomass transfer affect the methane production. Excessive doses of biomass carrier in the reactor system may affect the granule cell transfer and reduce the contact in ZnO NP cell granules with POME possibly disabling the overall performance of the reactor.13,18 From the above findings it is recommended that a sufficient dose of immobilized granule is necessary to design specifications for a desired volume methane-producing UASBR.
HRT for UASBR performance
At 15% (w/v), immobilized ZnO NPs continuously over a period of experiment at pH of 7.5, a temperature of 37°C, and concentration of POME of 20 gCOD L−1, with the effect of different HRTs (32–8 h) were evaluated in the UASBR for methane production. In order to achieve the desired performance, a dose of immobilized ZnO NP ratio of 15% (w/v) was applied in the reactor experiment. The experiment was conducted in the batch mode for 10 h, after that the reactor was in the continuous mode at a stepwise decreasing HRT from 32 h to 8 h (Figure 6). The production rate of methane increased from 254 mL CH4·L−1 h−1 to 570 mL CH4 L−1 h−1 POME from HRT 16 to 24 h. When the HRT was decreased from 32 to 8 h, the CH4 yields was increased from 0.36 L CH4 g−1 CODadded to 0.16 L g−1 CODadded. Furthermore, the production rate of methane was constantly reduced, while the HRT decreased from 16 to 8 h. This indicated that UASBR with immobilized cell secured from sludge washout could be operated at a lower HRT. Previous studies was found that the methane production rate with suspended immobilized cell reactor caused cell wash out and methane yield decreased at lower HRTs.22,23 When the reactor was run at shorter HRT to 8 h, the methane production was high but methane yields significantly decreased from 0.36 L CH4 g−1 COD to 011 L CH4 g−1 COD. Both the methane production rate and yield were reduced when the reactor was run at higher HRT of 32 h. These findings suggested that microbial activities were affected by lower concentration of substrate owing to which the bacterial population shifted to nonproducing biogas methane biomass. 24 For the UASBR operation at HRT of 24 h, the methane content ratio in the biogas and COD removal were preserved in the range of 68–75% and 95.7%. The conversion of POME attained was 91.5% at all ranges of HRT except at a lower to higher HRT of 8 to 32 h. Above findings indicated the highest utilization of the substrate in the UASBR with the biogas-producing immobilized ZnO NP granule. It was found that HRT of 8 and 32 h showed lower POME conversion. It can be attributed to lower or higher HRT, and at the same time exceeded values of food to microorganism ratio (F/M) were handled efficiently by methane producers.24,25 Consequently, more CH4 production was carried out by immobilization in the carrier of 3.93 mm granule. On the basis of these findings, it can be inferred that granules of 3.93 mm obtained minimum leakage (0.065 mg·L-1) at HRT of 20–24 h compared to the more leakage (0.011 mg·L-1) at HRT of 4–8 h (Figure 6). Over the whole range of HRT (32–8 h), butyrate and acetic acid increased from 35% to 65% significantly (Tables 3 and 4). The changes in the HRT reactor were found to be nearly stable with immobilized ZnO NP granule for methane production, while the COD removal performance had high operational stability.9,25,26
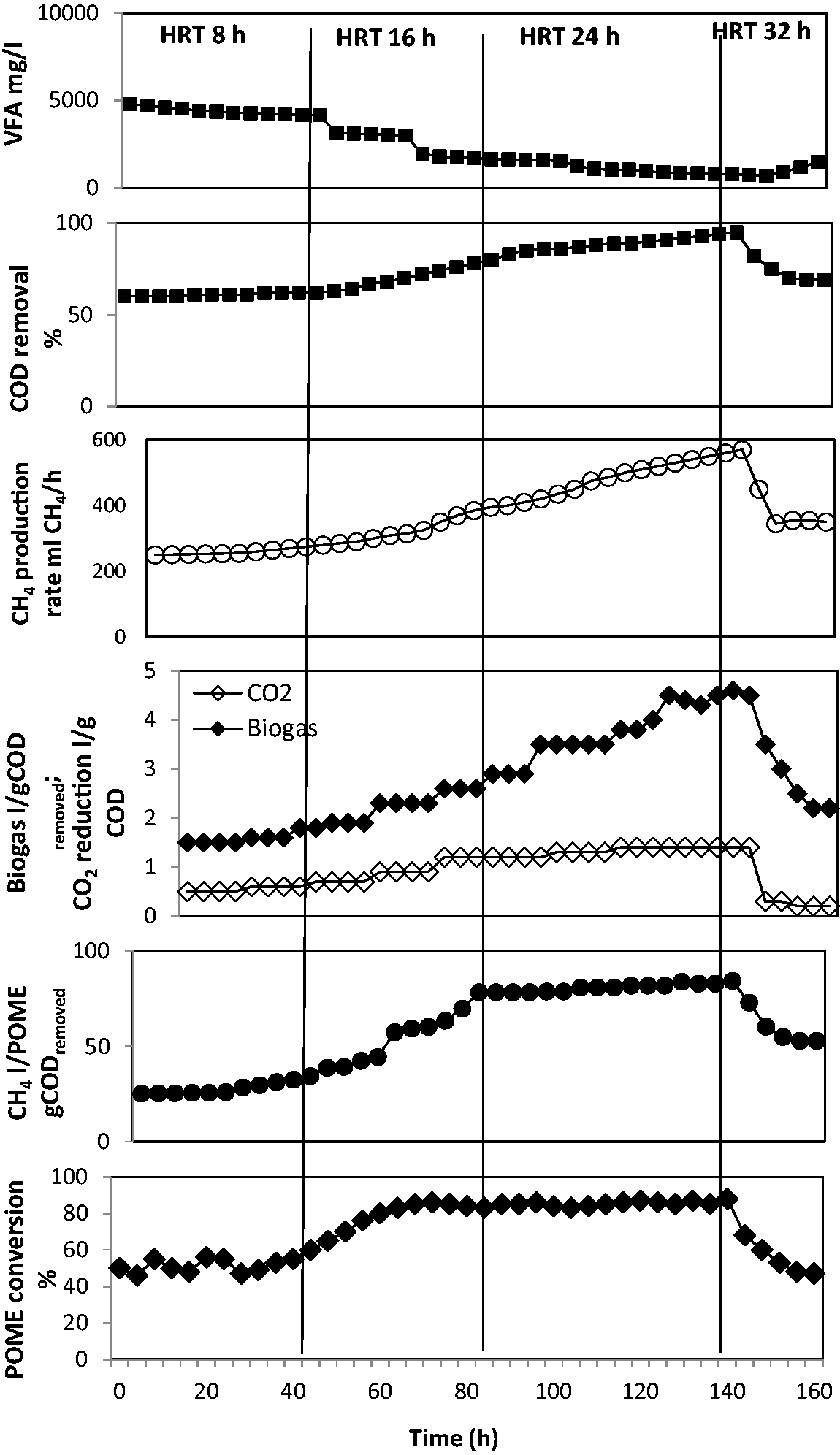
Effect of different HRTs and immobilized ZnO NPs (15% w/v) on the reactor performance for the VFA, COD removal, methane production rate, biogas, methane contents in biogas, and POME conversion in UASBR.
The effect on the maximum CH4 production performance for immobilized ZnO NP granule; the POME concentration = 20 g COD/L; T = 37°C; pH = 7.5; ZnO NP biomass loading = 15 w/v of cell/L. Summary of data for the analysis of UASB reactor experimental results at different HRTs.
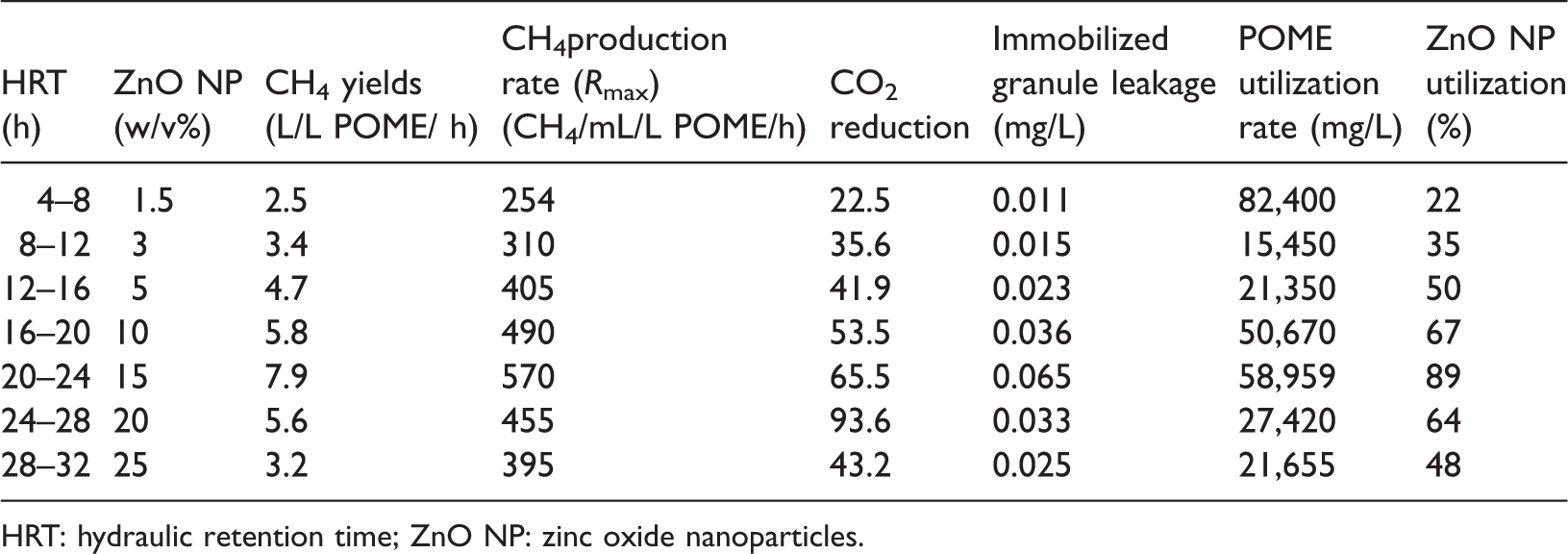
HRT: hydraulic retention time; ZnO NP: zinc oxide nanoparticles.
Effect of ZnO NP (15% w/v) ratios of immobilized various parameters with POME effluent treated in the UASB reactor operation.
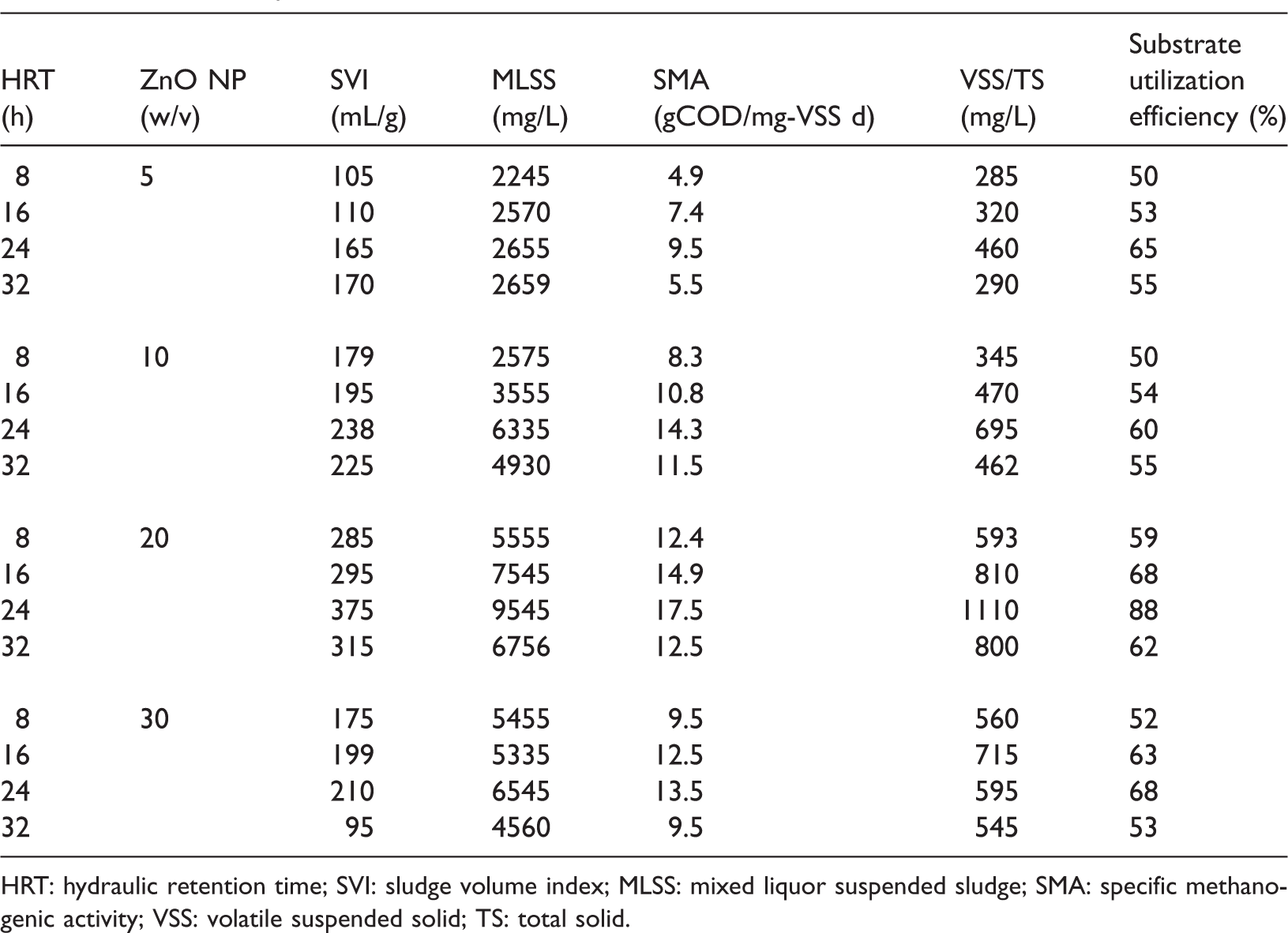
HRT: hydraulic retention time; SVI: sludge volume index; MLSS: mixed liquor suspended sludge; SMA: specific methanogenic activity; VSS: volatile suspended solid; TS: total solid.
Effect of bead size on CH4 production and CO2 sequestration
In this study, the bead size of 4.0 mm was observed in the UASBR, which was well distributed in the sludge at the stirrer operation of 150 r/min. Owing to this, the cells immobilized in the reactor work as carrier provide improved sharing of sludge biomass and affective transfer of cells with POME. Three different PEG bead sizes of 3, 4, and 5 mm were applied and the production rate of CH4 CO2 sequester was estimated at constant load of 300 g PEG bead in the reactor. The bead size of 4 mm, the maximum rate of 650 m3 CH4 d−1 L POME, and CO2 456 m3 d−1 L POME was observed as shown in Figure 7. However, the lower methane production and CO2 sequester amount was detected at the 3 and 5 mm sizes of bead. The highest CH4 production was found by immobilized cells with 4.0 mm bead size (Figure 7). Therefore, more CH4 production and CO2 sequester was found with PEG-immobilized cells at 4.0 mm of bead size. According to Chen et al., 27 the porous structure beads facilitate the transfer of nutrients and substrate for aiding the growth of granules cells for maximum methane production and CO2 sequester. Various metallic nanoparticles like ZnO granules affected the inhibition and enhanced the methanogenesis performance of digester.28,29
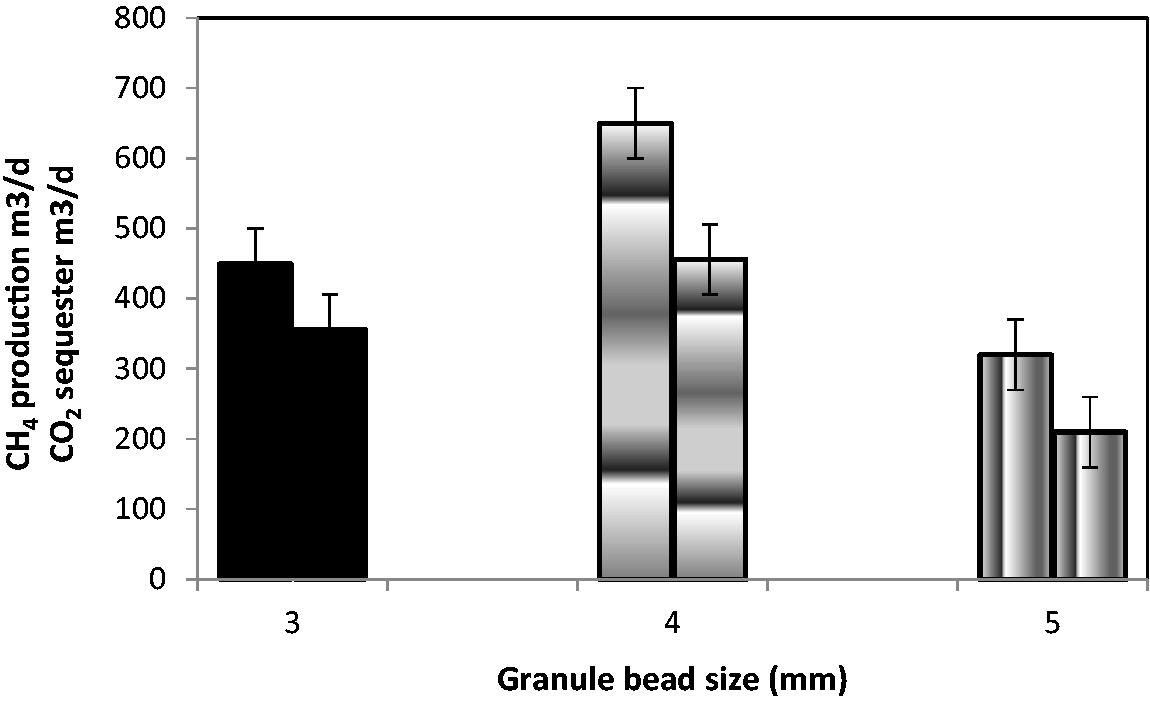
Effect of different bead sizes with immobilized ZnO NPs (15% w/v) on the reactor performance for the methane production.
SMA and VS on granulation
In Table 4, different HRTs and various concentrations of immobilized ZnO NP loads are shown. It was found that the efficiency of COD reduction in UASBR was accomplished (>85%) at POME loading of 20 g COD·L-1. Sludge volume index (SVI) production rate was increased when immobilized ZnO NP of 15% was used with a decreasing HRT from 32 to 16 h. On the other hand, mixed liquor suspended sludge (MLSS) yield was found to have a contradictory tendency as the HRT was reduced. When the POME loading rate was increased and the HRT was reduced from 24 to 8 h, the SMA activity trend increased through grant increment of 1110 mg·L−1 in the production rate of VS/TS ratio (Table 4). The VFA degradation for increasing the maximum MLSS was developed. It is seen that the SVI and MLSS regularly rise to the levels of 375 mL·g−1 and 9545 mL·g−1 at acclimatizing phase (Table 4). Optimum concentrations of immobilized ZnO NP were applied for the treatment of POME due to its efficiency and biomass granulation. 30 In the other case, lower CH4 production at SMA ratio was caused by the use of highest amount of substrate for growth, in this case substrate utilization aside from butyrate to acetate degradation in UASBR.4,31,32 When the reactor was fed with 30 gCOD L−1 POME, the methane content in biogas was found to be stable and the reduction of COD was stable at 85%. With the ZnO NP ratio of 15% in the reactor, the CH4 content in biogas and reduction of COD stand stable at 78% and 86% and show a negative impact at immobilized ZnO NP ratio of 20%, which could be initiated by the decreased VS/TS ratio or contact between granules. Therefore, the overall performance of UASBR was impaired.28,29,33 When the HRT was greater than 16 h, the conversion rate of POME was higher, and therefore with its decrease by up to 68% to 78% the HRT was shortened by 8 h. This was possibly due to the insufficient retention time for effectively grasping the carbon substrate at 8 h of HRT.
Mass balance of ZnO NP
The evaluation of transfer of biomass influenced by ZnO NP from POME had shown the effective methane production, CO2 reduction with the simultaneous VFA and COD reduction. POME biomass was converted by the enhanced share of ZnO NP with the effect of various HRTs (Table 5). With the influence of ZnO NP, no lag phase time existed and the conversion of POME biomass in methane production rate was 0.88 L g COD removed h−1. With 15% ZnO NP packing granule at 24 h of HRT, the COD reduction was 95%. In this case, the initial rate of methane production was 0.95 mL, indicating a higher production of granulation and methanogenesis and methane production. 26 With the HRT below 16 h, the time of conversion of biomass reduced to only 0.25; the rate of methane production was 0.65 mL h−1 with immobilized ZnO NP ratio of 10% and POME COD share of 41%, which was greater than that of HRT of 8 h. The methanogenic activity reduced and also methane production was mitigated below or above HRT of 16 h. The mass distributions of POME with lag time at various HRTs and consumed ZnO NP for the production of methane from POME by reduction of COD, VFA reduction pathways were evaluated. This includes the contribution of VFA/Alk (0.45) and MLVSS (37,750 mg L−1) for the formation of cell growth biomass. 34 The POME conversion and COD balances are needed to enhance the production of methane. The unutilized VFA, COD, and unused ZnO NP in sludge biomass (0.10 mg L−1) and effluent (0.005 mg L−1) were found. Theoretically, complete reduction of COD was 2.7 g COD/ZnO NP ratio for VFA degradation for the 4.9 g COD g-1 share of COD. Share of COD was 95% for the consumption of biogas when tested at 15% ZnO NP packing medium, which was found to be converted to methane (0.95 mL) and CO2 (1.45 mL) reduction (Table 5).
Mass balance of methane production, CO2 reduction, pathways COD share and ZnO NP utilization with immobilized UASB reactor.
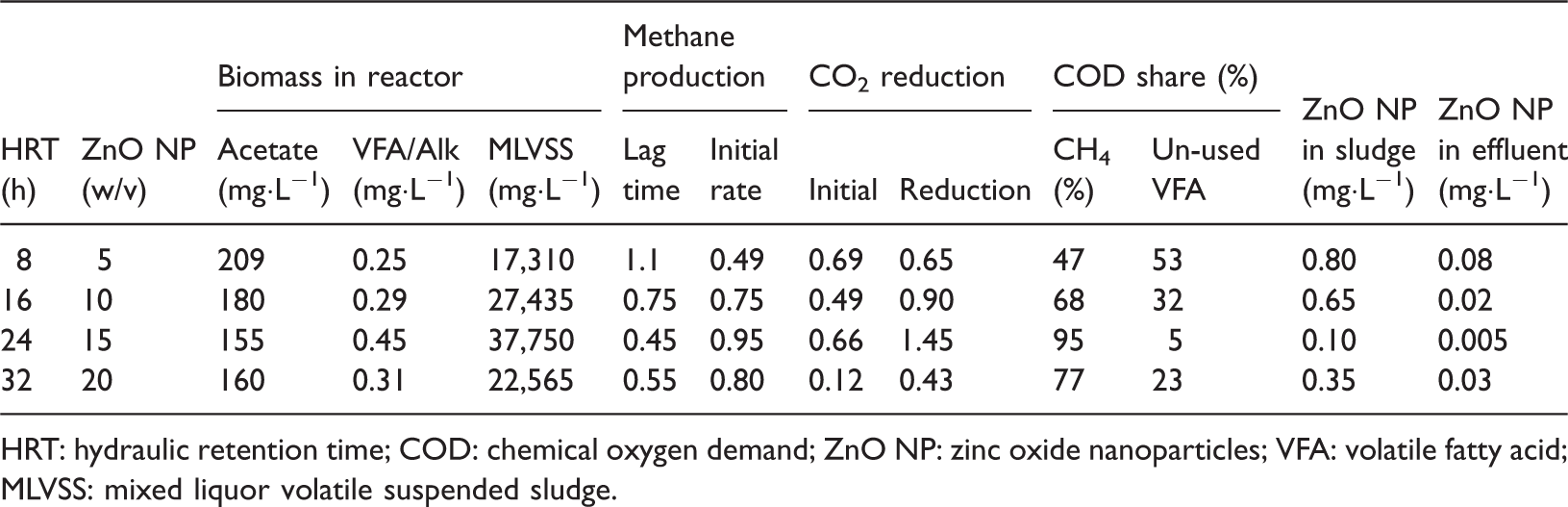
HRT: hydraulic retention time; COD: chemical oxygen demand; ZnO NP: zinc oxide nanoparticles; VFA: volatile fatty acid; MLVSS: mixed liquor volatile suspended sludge.
Conclusions
The 15% w/v immobilized ZnO NP was found to be effective for the treatment of POME using the UASBR to achieve the highest methane production. At constant POME concentration of 20 g COD L−1, methane production rate tend to increase as the HRT was shortened. Further, the methane yield did not show a trend against HRT and POME concentration, and usually decreased at lower HRT and higher POME concentrations. With 15% w/v immobilized granule cells ZnO NP in the UASBR, optimal methane production of 810 mL CH4 L−1 h−1 and methane yield of 0.54 L CH4 g−1 COD were obtained. At 15% of ZnO NP, Rmax was 570 mL L−1 POME h−1 and maximum COD removal efficiency was 95.7%. The UASBR with the use of immobilized ZnO NP granules is good practically and economically for POME wastewater treatment and industrial scale methane production.
Footnotes
Acknowledgements
The authors acknowledge Anwar Research Groups who guided with POME wastewater treatment by the help of ZnO NP nanoparticle for methane production. The authors also thank the UoN for providing facilities to complete this task.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.