
Abstract
Heavy crude oils contain elevated concentrations of vanadium and nickel, which severely impair refining efficiency, accelerate catalyst deactivation, and increase environmental burdens during petroleum processing. Although nanoparticle-assisted and ultrasonic-based demetallization methods have been widely reported, the influence of nanofluid preparation route on metal removal efficiency has not been systematically isolated or quantified. This study presents a direct and controlled comparison between two alumina-based treatment routes for ultrasonic-assisted demetallization of East Baghdad heavy crude oil: a pre-prepared alumina nanofluid and a directly mixed nanoparticle–kerosene–surfactant system. Both systems were evaluated under identical ultrasonic conditions (40 kHz, 60 min) across a temperature range of 20–75 °C, enabling independent assessment of preparation methodology effects. The pre-prepared alumina nanofluid exhibited markedly superior demetallization performance, achieving vanadium and nickel removal efficiencies of 92% and 85%, respectively, compared with 83% and 72% obtained using the directly mixed system. This improvement is attributed to the formation of a stable and uniformly dispersed nanofluid, which ensures sustained accessibility of γ-Al₂O₃ active sites and enhances adsorption of metal–porphyrin complexes under ultrasonic cavitation. Comprehensive physicochemical characterization using TEM, XRD, TGA, AFM, and BET analyses confirmed that the pre-preparation route preserves nanoparticle structural integrity while maximizing surface activity and mesoporosity. The principal novelty of this work is the experimental demonstration that nanofluid preparation route, rather than nanoparticle chemistry alone, constitutes a governing parameter in heavy crude oil demetallization efficiency. By decoupling formulation effects from operational conditions, this study establishes a design principle for sustainable nanofluid-based upgrading systems.
Keywords
Introduction
The remaining reserves of petroleum in the world are composed of heavy crude oils which are so far not utilized in much quantity because of their high viscosity, low API gravity and high levels of sulfur, heavy metals like vanadium (V) and nickel (Ni).1,2 These metals are normally attached to asphaltene and resin fractions in the shape of complexes of metalloporphylin which pose a major challenge during the refining process. 3 They contaminate catalysts and decrease conversion efficiency and cause the generation of undesirable emissions, so their elimination is an imperative phase in upgrading. Conventional demetallization methods such as acid leaching and hydroprocessing normally involve harsh operating conditions, costly catalysts, and reagents that are not environmental friendly. 4 Therefore, the desire to adopt alternative approaches that are efficient and sustainable is on the rise. 5 The nanotechnology provides a good avenue using metal oxide nanoparticles that have a high surface area, tunable surface chemistry, and high adsorption affinity with polar organometallic species. 6 One of these materials is alumina (γ-Al2O3) which has been observed to be chemically stable, reactive to surfaces and is compatible with hydrocarbon media. 7 Alumina nanoparticles can form complexes with heavy crude components when dispersed in light solvents, including kerosene and selectively adsorb molecules that contain metals. 8 Surfactants like sodium dodecylbenzenesulfonate (SDBS) are added to improve the dispersion stability to avoid agglomeration, and to keep the surface sites active.9,10 The effectiveness of these treatments based on nanofluid, however, is highly dependent on the preparation of the system. 11 A ready-made nanofluid, in which nanoparticles and surfactant are ultrasonically dispersed in continuous solvent phase before being combined with crude oil, could have a better adsorption behavior than a system made by mixing the components directly, where all components are mixed together.12,13 The pre-dispersion process is also giving the possibility of better distribution of particles and higher surfactant-particle, which can play a key role in the effectiveness of removing metals. 14 Thus, the given research is expected to compare the results of these two preparation routes: pre-prepared alumina nanofluid and the one that is directly mixed with the nanoparticle and kerosene and surfactant when it comes to removing vanadium and nickel in East Baghdad heavy crude oil. 15 The study will give new insights on the influence of nanofluid formulation on demetallization behavior, and this will lead to the creation of feasible, cost effective, and sustainable technologies of upgrading Iraqi heavy oil deposits.
Despite the extensive body of research on nanoparticle-assisted and ultrasonic-based upgrading of heavy crude oils, most previous studies have primarily focused on nanoparticle type, concentration, or operational parameters, while the role of nanofluid preparation route itself has remained largely unexplored. Unlike previous studies that focused primarily on nanoparticle type, concentration, or operational conditions, the present work specifically isolates the effect of nanofluid preparation route under controlled ultrasonic conditions.
In particular, the fundamental question of whether pre-dispersion of nanoparticles in a solvent–surfactant medium prior to crude oil contact can independently govern demetallization efficiency has not been systematically addressed. Accordingly, this study aims to isolate and quantify the influence of nanofluid preparation methodology by conducting a direct and controlled comparison between a pre-prepared alumina nanofluid and a directly mixed nanoparticle–kerosene–surfactant system under identical ultrasonic conditions. By decoupling formulation effects from operational variables, this work provides mechanistic insight into how dispersion stability, surface accessibility, and nanoparticle–metal interactions collectively determine vanadium and nickel removal efficiency. The outcomes establish a clear design framework for nanofluid-based demetallization processes and offer a potentially cost-effective upgrading strategy for heavy crude oils, although further evaluation of scalability is required, with particular relevance to Iraqi heavy oil resources.
To the best of our knowledge, this is the first study that systematically isolates the effect of nanofluid preparation route under controlled ultrasonic conditions for heavy crude oil demetallization. In addition, recent studies on corrosion inhibition, demulsification, and asphaltene control highlight the importance of integrated chemical treatment strategies in heavy oil processing.
Materials and methods
Materials
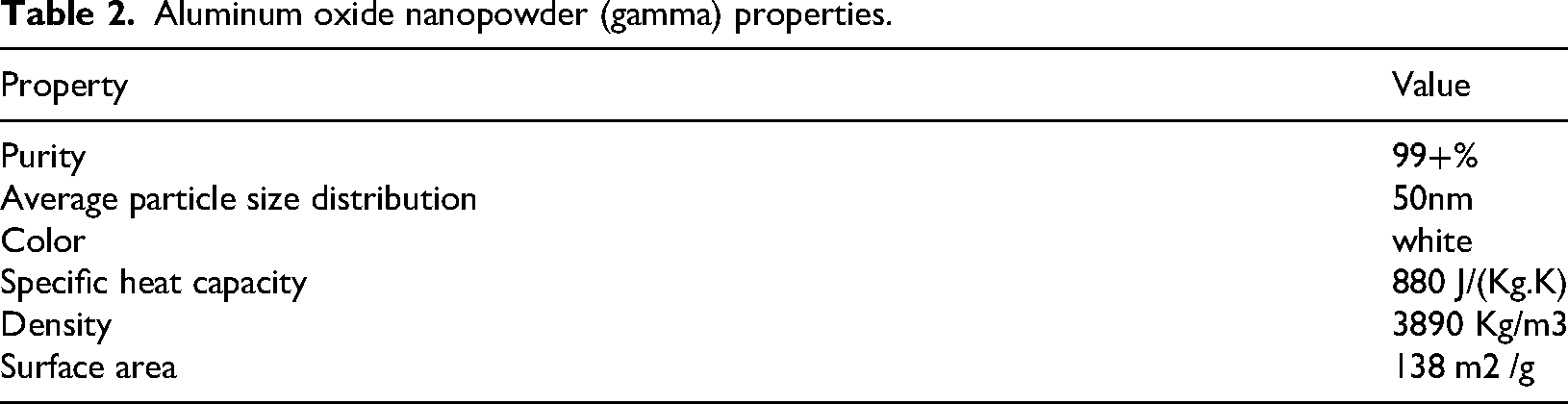
The samples of the heavy crude oil used were sampled in the East Baghdad field which is a typical heavy and metal-rich feedstock. The initial examination confirmed 109.6 ppm vanadium content, 42.65 ppm nickel content, which is connected with asphaltene-bound metalloporphyrins. The solvent was made of analytical-grade kerosene because it was moderately polar and could be mixed with the elements of crude oil, which contributes to the dispersion of the nanoparticles and increases the metal extraction. Alumina nanoparticles (γ-Al2O3) of size 50 nm on average and a purity of above 99% were provided by Skyspring Nanomaterials, Inc., USA. To enhance the stability of dispersion of the nanoparticles and prevent agglomeration by electrostatic repulsion, the anionic surfactant SDBS (≥98% purity, Sigma-Aldrich, USA) was used (see Tables 1 and 2). The chemicals were not purified and deionized water was utilized in all the cleaning and dilution processes.
Analysis of nanoparticles gamma-alumina.

Aluminum oxide nanopowder (gamma) properties.
The crude oil used in this study is classified as heavy crude oil, with an API gravity of 19.63° and a viscosity of 58.15 cP at 25 °C. In contrast, the kerosene used as the dispersing solvent exhibits a significantly lower viscosity of 1.65 cP and a higher API gravity of 47.6°, facilitating improved nanoparticle dispersion and interaction with the crude oil matrix. These properties confirm the heavy nature of the crude oil and justify the need for efficient upgrading techniques.
Preparation of the nanofluid and directly mixed systems
Two distinct preparation routes were employed to examine the effect of formulation on metal removal efficiency:
Pre-prepared alumina nanofluid:
Alumina nanoparticles (2000 ppm) and SDBS (200 ppm) were first dispersed in kerosene using ultrasonic irradiation (40 kHz, 60 min) to produce a stable and homogeneous nanofluid. The prepared nanofluid was then added to the crude oil at a ratio of 18% v/v. Subsequently, the crude oil–nanofluid mixture was subjected to ultrasonic treatment under controlled conditions (40 kHz, 60 min) at different temperatures and treatment times.
Directly mixed system:
In this approach, alumina nanoparticles, kerosene, and SDBS were directly added to the crude oil at the same proportions used in the pre-prepared system. The entire mixture was then subjected to ultrasonic treatment under identical operating conditions (40 kHz, 60 min) at different temperatures and treatment times.
Thus, in both preparation routes, the crude oil–nanoparticle system was exposed to identical ultrasonic treatment conditions. The only difference between the two approaches lies in whether the nanofluid was pre-dispersed prior to mixing or formed in situ within the crude oil matrix.
The pre-prepared nanofluid exhibited good stability with no visible sedimentation observed over the storage period prior to mixing with crude oil.
Analytical techniques
Vanadium and nickel levels in the pre- and post-treatment samples were analyzed with the help of Rotating Disc Electrode Optical Emission Spectrometer (RDE-OES, SpectrOil 120, Spectro). Scientific (AMETEK, USA) in accordance with ASTM D6595. According to ASTM D4294, total sulfur was analyzed using energy-dispersive X-ray fluorescence (EDXRF, PETRA 4294, XOS, USA). The value of density and API gravity was determined with the help of an automatic density meter (DDM 2911 PLUS,). Rudolph Research Analytical, USA). All the measurements were done thrice to provide a measure of reproducibility in reporting the mean values.
Performance evaluation
The metal removal efficiency (η) was calculated using:
Results and discussion
Characterization of alumina nanoparticles and nanofluid
An extensive characterization of the alumina nanoparticles and the nanofluid formed was done, to explain the relationship between their physicochemical characteristics and the performance observed in terms of upgrading. The used methods -TEM, XRD, TGA, and AFM offered complementary information on the particle size, morphology, crystallinity, thermal stability, and surface topology.16,17 Electron transmission microscopy showed that the alumina nanoparticles had a morphology that is almost uniform with an approximate diameter of around 50 nm as depicted in Figure 1. The micrographs were of the type which showed mainly spherical and well dispersed particles with slight aggregation. The rounded edges of the particles and clear lines were the results of the structural stability of the γ-phase alumina. The nanoparticles were homogeneously dispersed in kerosene with SDBS and this proved that the surfactant prevented agglomeration and preserved the nanoscale dispersion of the ultrasonic processed nanoparticles. 18
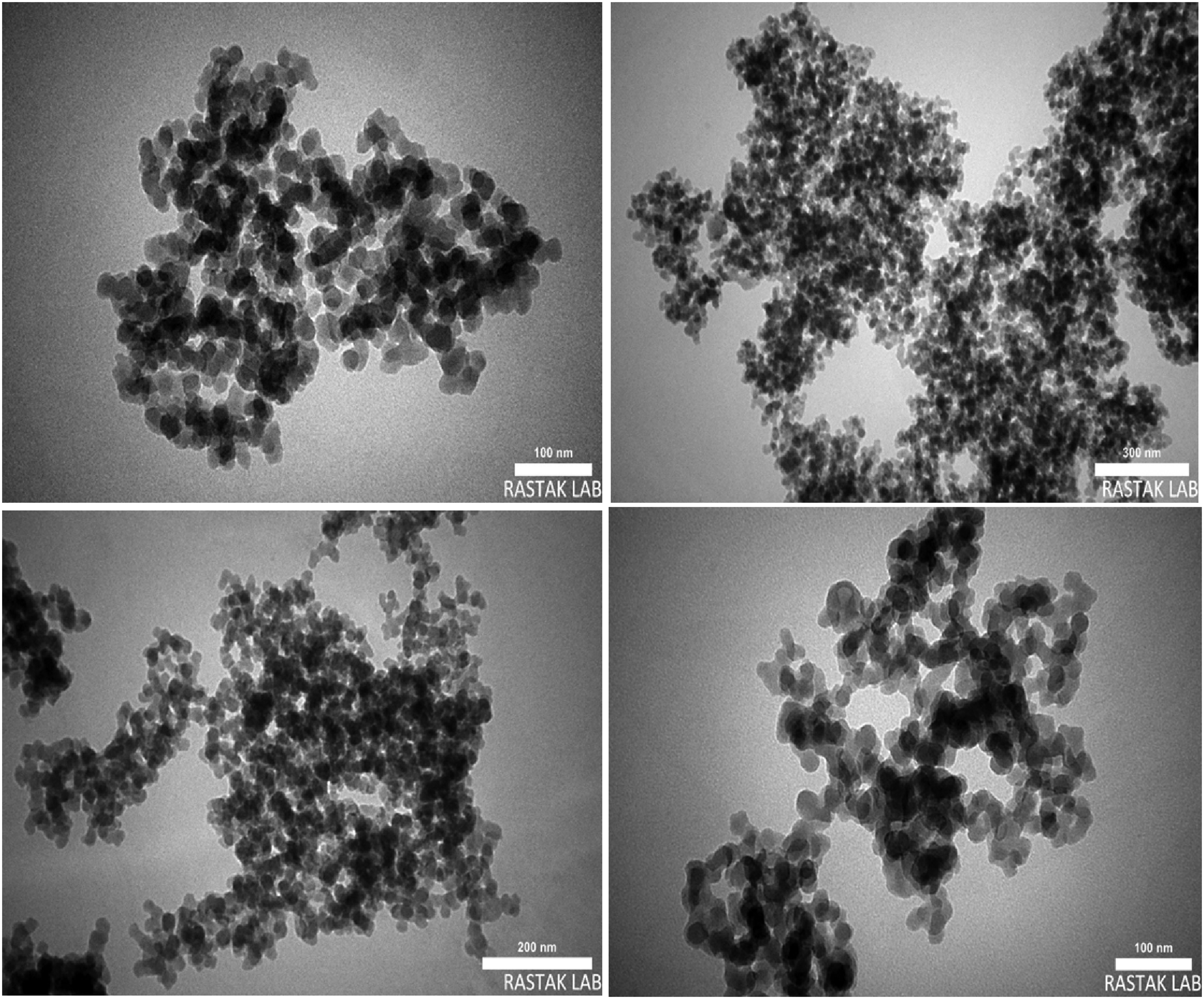
TEM image of the Al2O3/kerosene nanofluid.
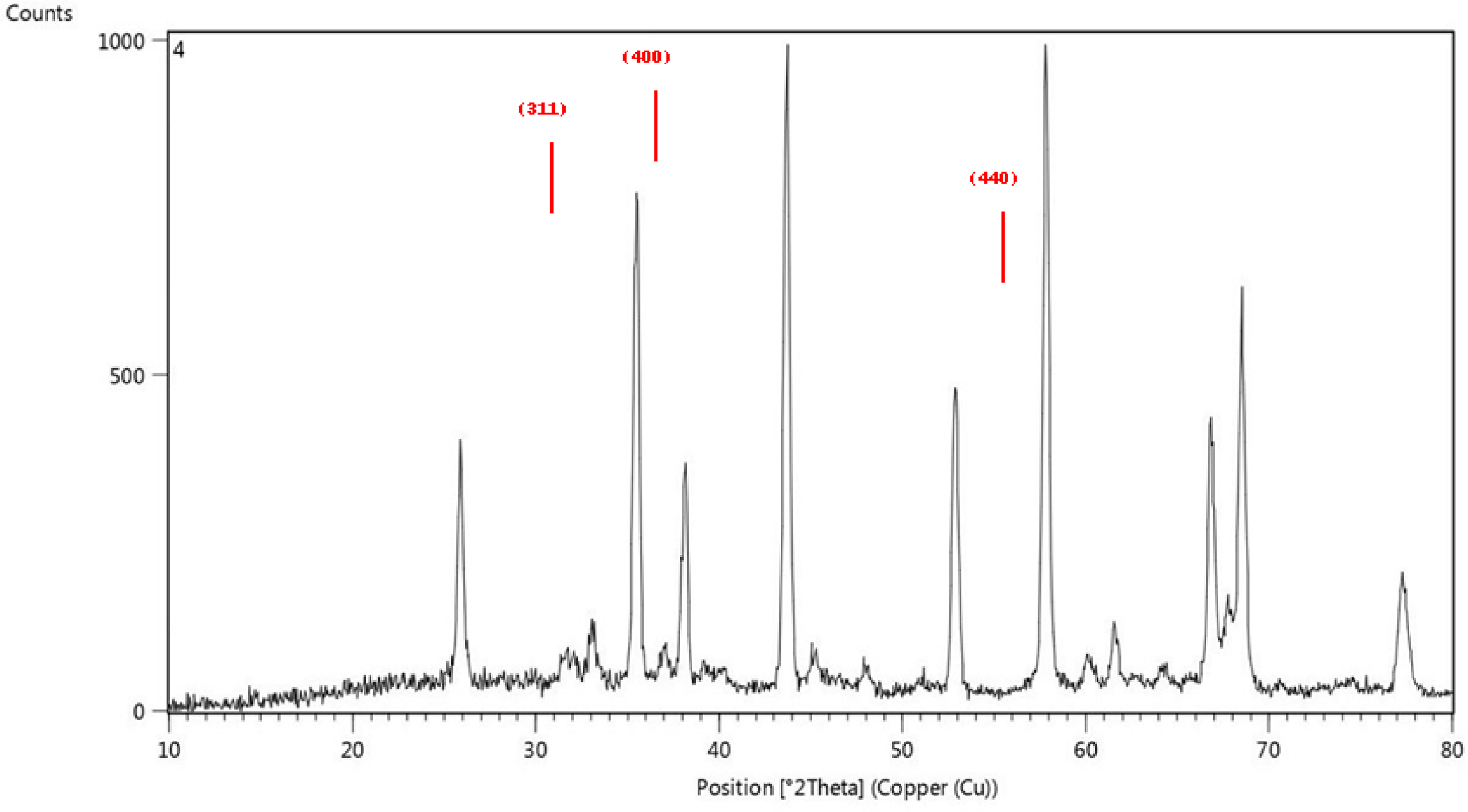
The XRD diffraction pattern had strong and clear peaks of crystalline 7-Al2O3, and reflections were at about 2- theta = 37.5 o, 45.8 o, and 67.1 o, that is, (311), (400), and (440) lattice planes, respectively. These considerations are fairly aligned with the standard reference of JCPDS of γ-phase alumina, that justifies the purity of the phase and also the high degree of crystallinity of the material, which is obtained. Additional peaks of connection to secondary and impurity phases were not found. To add, no apparent broadening was seen following the preparation of the nanofluid and therefore, not only the surfactant addition but also the ultrasonic dispersion procedure did not affect the intrinsic crystal structure of alumina.19,20
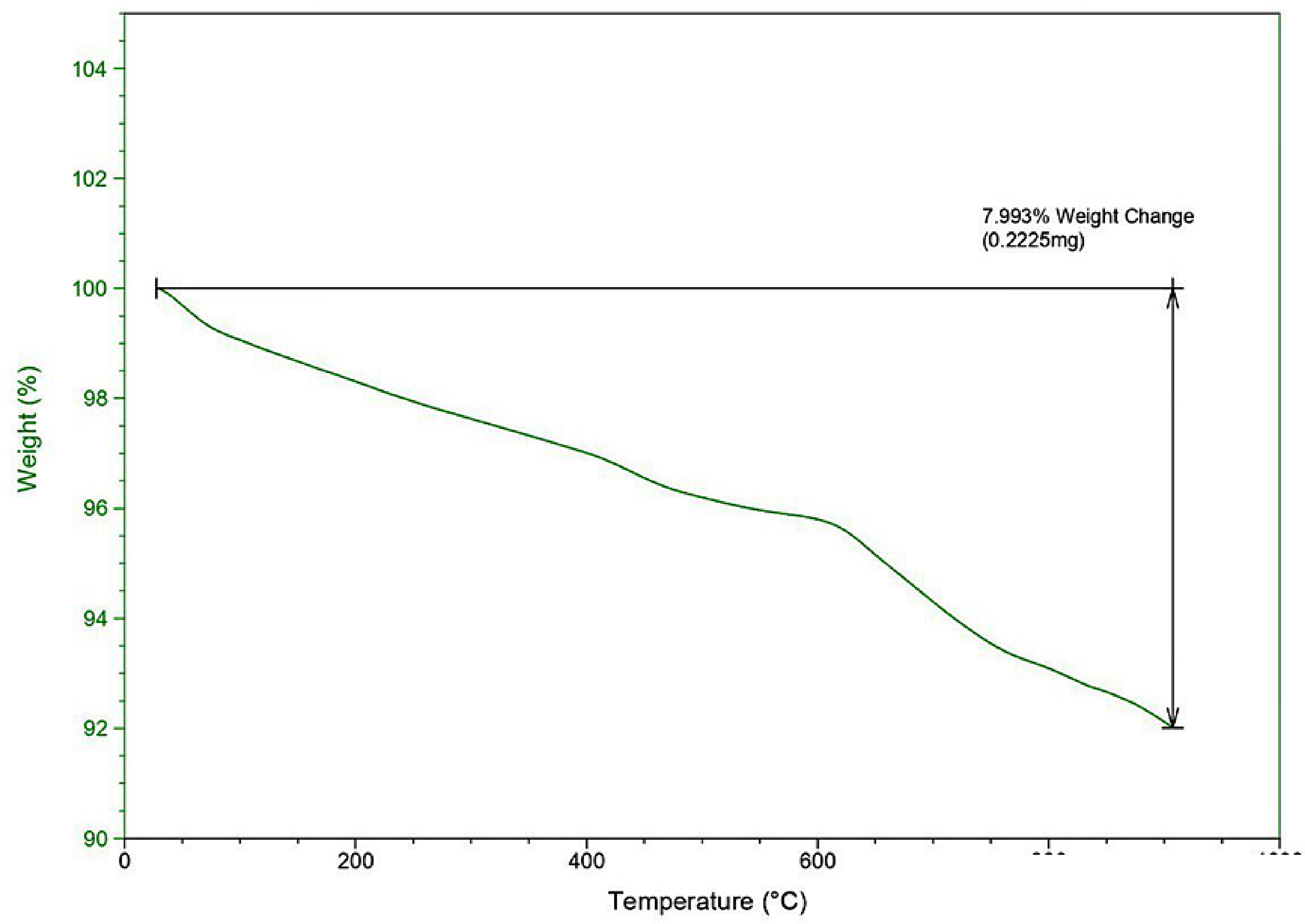
Figure 2. XRD diffraction pattern of γ-Al2O3 nanoparticles with clear peaks at 2 −37.5, 45.8, and 67.1, which represent (311), (400), and (440) planes of the eight phase of alumina (JCPDS 29-0063). The bright and clear reflections prove the high crystallinity and phase purity of the nanoparticles, which means that the ultrasonic dispersion and nanofluid preparation procedure did not affect its structural clearness. Through thermogravimetric analysis (TGA), it was identified that the alumina nanoparticles had a great thermal stability in a wide temperature scale. Minor loss in weight which was below 150 °C was mainly due to desorption of the physically adsorbed moisture. Mass loss did not exceed 2% to 800 °C, which indicates the strong thermal capacity of the γ-Al2O3 phase. Conversely, the nanofluid sample has shown a small incremental loss in the low temperatures that are attributed to the evaporation of kerosene and the partial breakdown of the remaining surfactant molecules. This thermal performance confirms that the structural framework of the nanoparticles can resist destruction in any of the processing conditions, and thus maintain constant performance in the crude oil upgrading process..21,22
X-ray analyzer analysis (XRD) of alumina (Al2O3).
Figure 3. TGA curve of γ-Al2O3 nanoparticles that were thermally very stable with a cumulative weight loss of about 8% to high temperatures of 1000 °C. A slight decrease at temperatures below 150 °C is ascribed to the removal of physically adsorbed moisture, and the slow decrease in 200–800 °C is that of the surface hydroxyl groups and the traces of organic substances. The fact that there were no acute degradation stages also proves the high thermal stability and structural integrity of the γ-phase alumina nanoparticles, thus suitable for upgrading crude oil at high temperature. The AFM description above also sheds more light on the morphology of the surface of the alumina nanoparticles, which is a smooth texture with a medium level of roughness with an average surface roughness of between 25 and 35 nm, as shown in Figure 4. This topography on the surface enhances the effective contact area of the particle of alumina to the polar components of the heavy crude oil, especially asphaltenes and resins. The uninterrupted distribution pattern of the height between the scanned sections is in correspondence with the observations of the TEM, indicating that the nanoparticles were neither agglomerated nor destabilized in the nanofluid matrix. Collectively, the above characterization findings indicate that the γ-Al2O3 nanoparticles employed in this paper have the targeted structural and chemical properties of effective dispersion and interfacial reactivity. Their high specific surface area, crystal structure and their high agglomeration resistance ensure an effective interaction with polar heavy fractions of crude oil. All these properties justify the intense decrease in viscosity and increase in the API gravity in the treated samples.23,24
Thermal weighing analysis (TGA) of alumina (Al2O3).
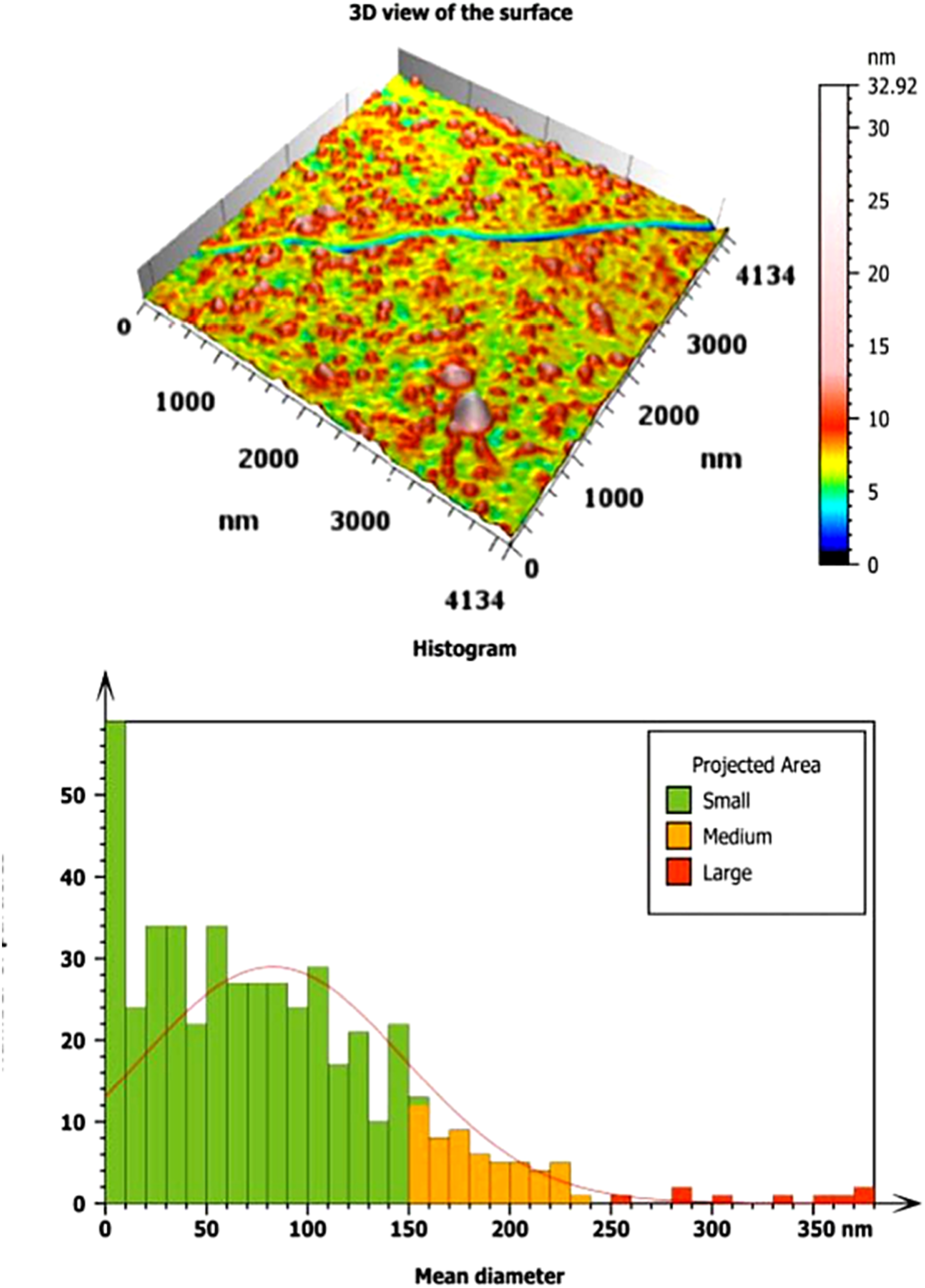
Atomic force microscopy (AFM) analysis of alumina (Al2O3).
Brunauer–Emmett–Teller (BET) analysis
Nitrogen adsorption–desorption (BET) data for the alumina particles and the remaining synthesized materials were obtained to evaluate their textural properties. The specific surface area was determined using the BET method, while the pore volume and pore size distribution were assessed through the Barrett–Joyner–Halenda (BJH) analysis. The combined application of BET and BJH provides a comprehensive characterization of the materials’ porous structure, including surface area, pore architecture, and overall porosity, thereby offering essential insight into their suitability for catalytic and adsorption-related applications.
Figure 5 presents the N₂ adsorption–desorption isotherm measured at 77 K. The plot exhibits a typical Type IV isotherm with a noticeable hysteresis loop at intermediate to high relative pressures (p/p° ≈ 0.4–1.0), which is characteristic of mesoporous materials. At low relative pressures, the adsorption branch shows a gradual increase, indicating monolayer–multilayer adsorption on the surface. A sharp rise in the adsorbed volume near p/p° ≈ 0.9–1.0 corresponds to capillary condensation within mesopores. The evident hysteresis between the adsorption and desorption branches further confirms the presence of well-developed mesoporosity and a relatively uniform pore structure within the synthesized particles.
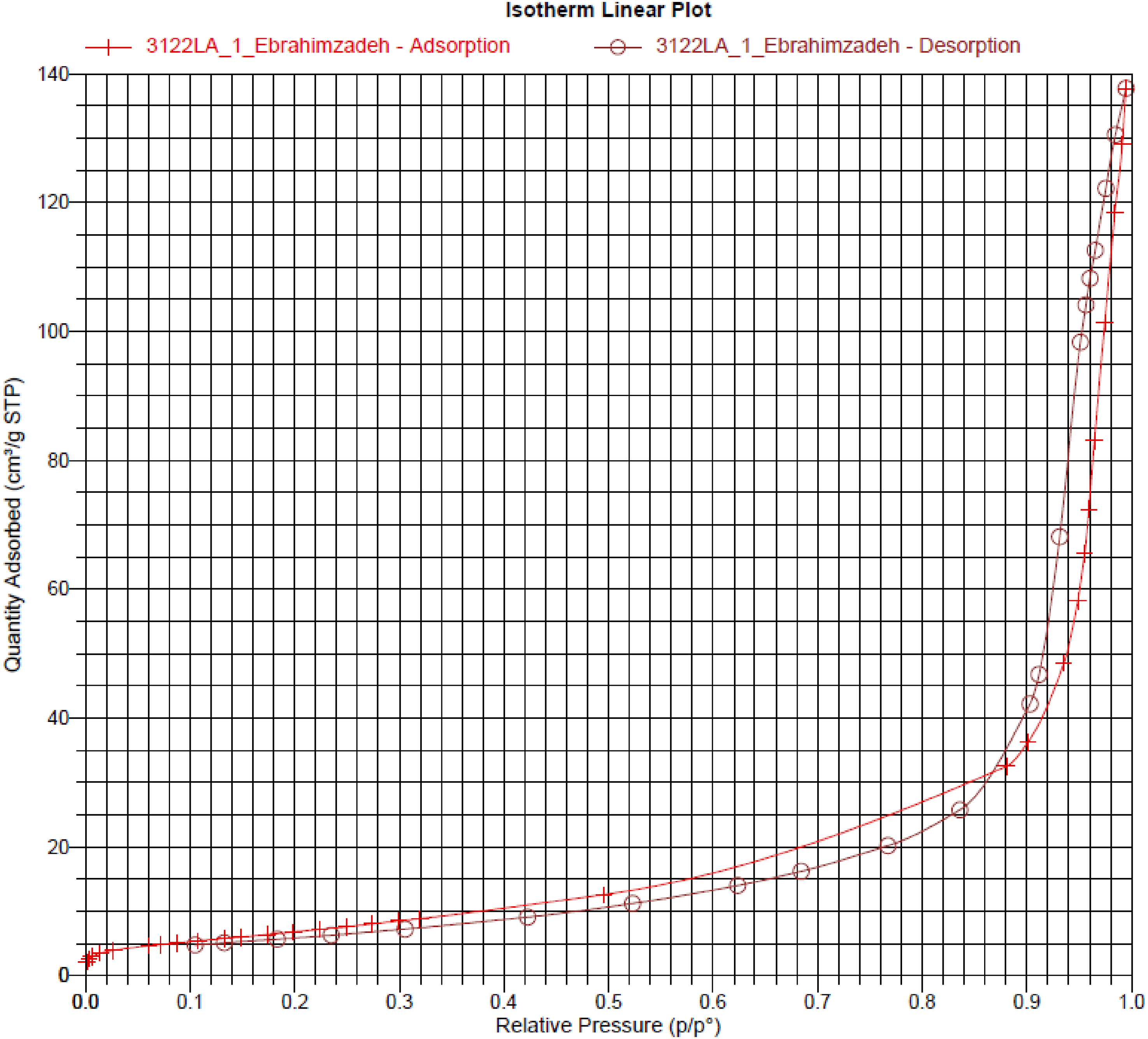
Nitrogen adsorption–desorption isotherm of the alumina-based sample.
Figure 6 presents the nitrogen adsorption–desorption isotherm plotted on a logarithmic scale of relative pressure. Using the log scale highlights the adsorption behavior at very low
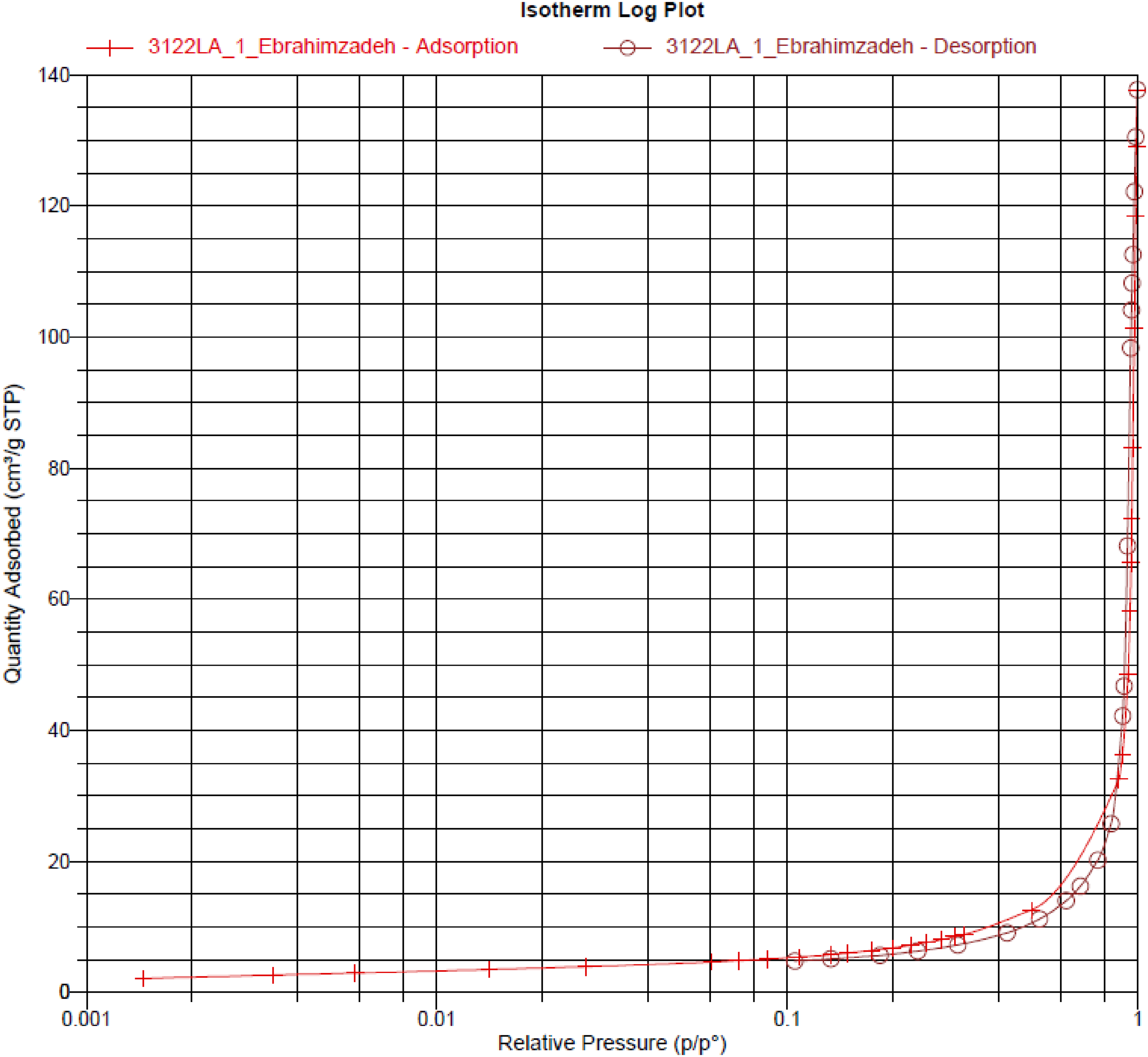
Nitrogen adsorption–desorption isotherm (log-scale) for the alumina-based sample.
Figure 7 shows the BET linear plot obtained from nitrogen adsorption data within the relative pressure range
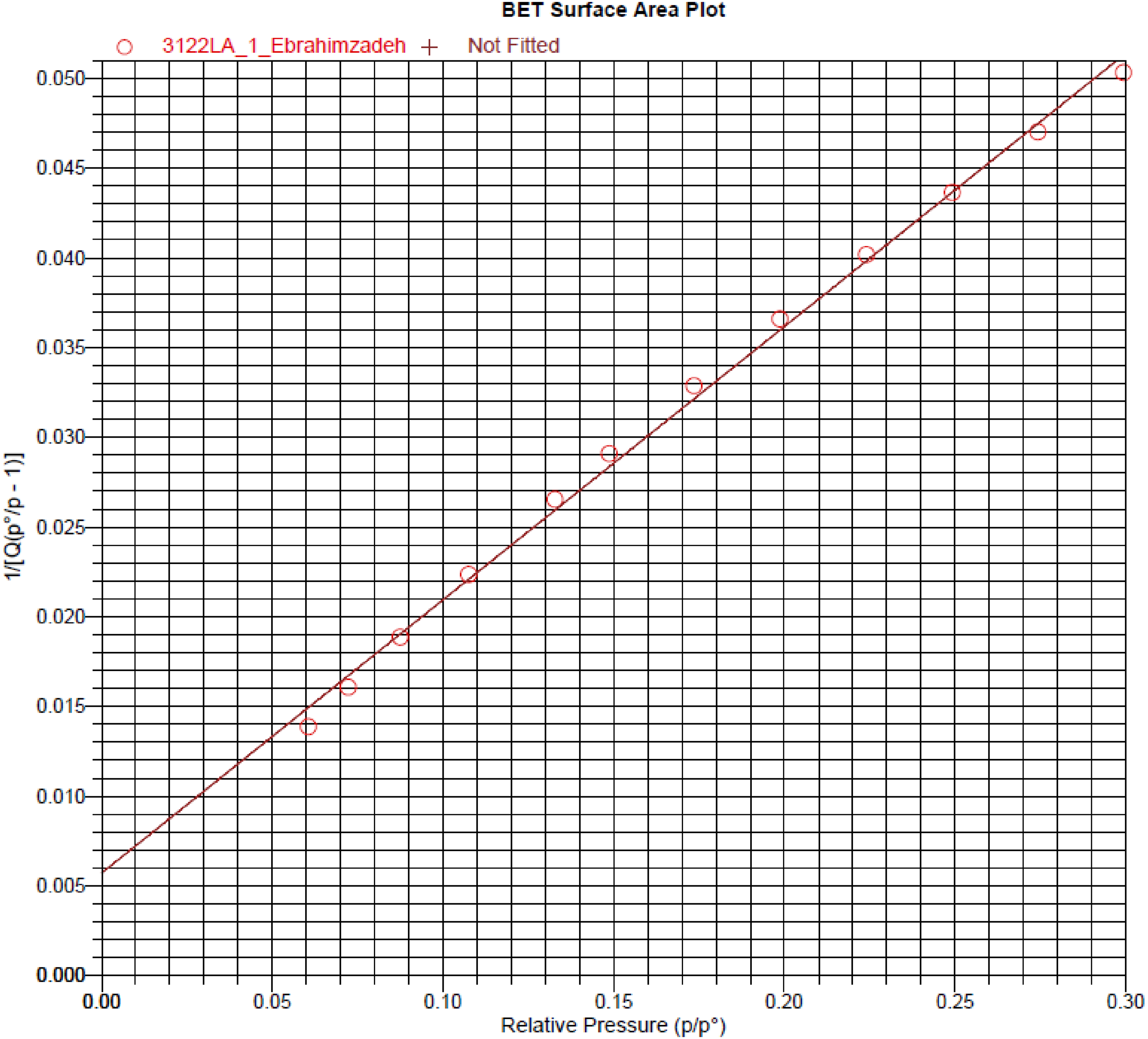
BET surface area plot for the alumina-based sample.
Figure 8 illustrates the cumulative pore-volume curve obtained using the BJH adsorption method. The plot shows how the cumulative pore volume decreases as the pore width increases, indicating that most of the accessible pore volume is concentrated within the smaller mesopore range. The gradual decline from approximately 0.22 cm3/g toward larger pore widths reflects the progressive filling of mesopores during the adsorption process. The shape of the curve confirms that the material predominantly contains mesopores with a relatively broad size distribution, extending from around 5 nm to over 100 nm. This behavior is characteristic of mesoporous structures and is consistent with the textural properties expected for alumina-based materials.
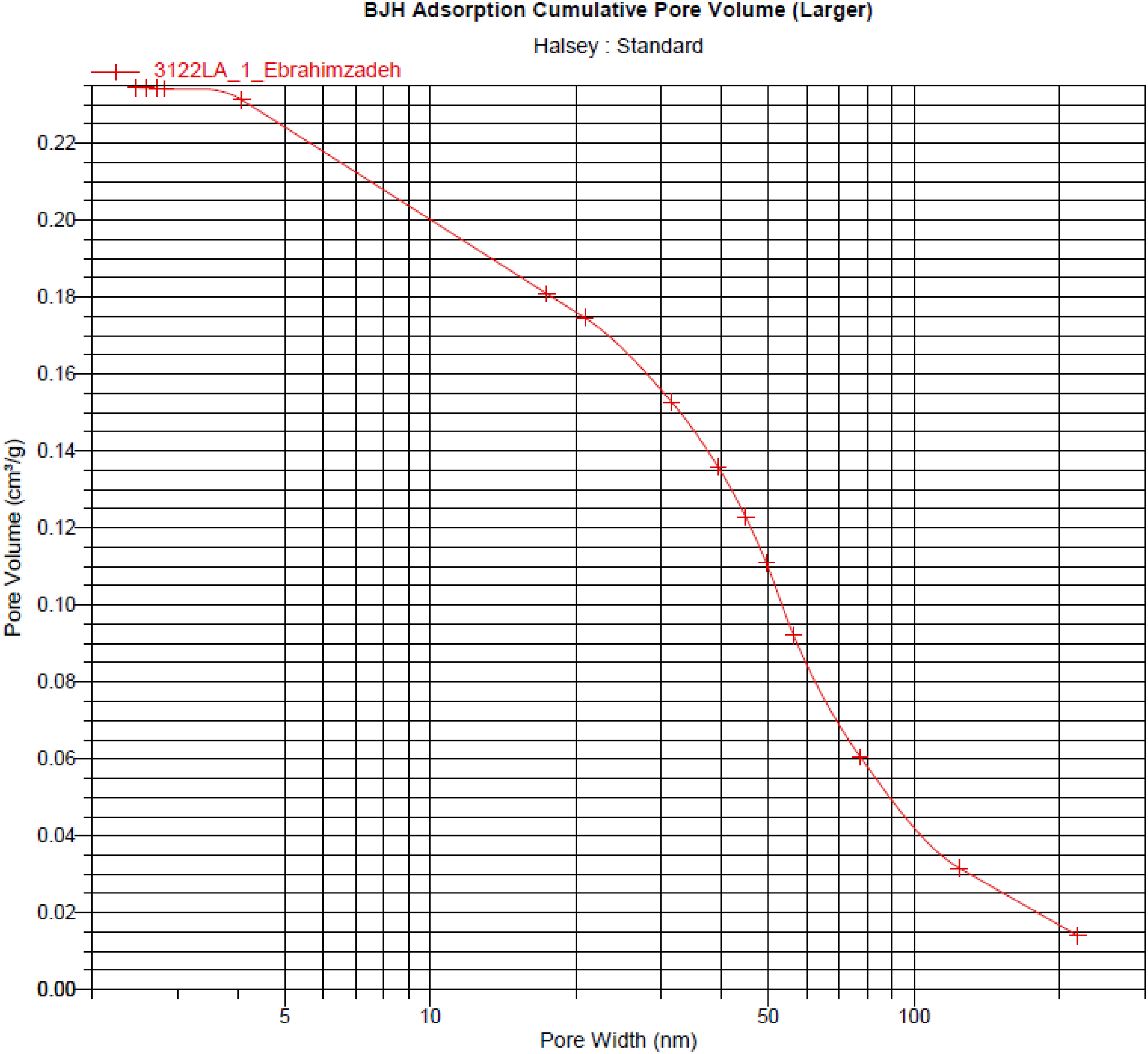
BJH adsorption cumulative pore-volume distribution for the alumina-based sample.
Scientific interpretation of textural properties of the synthesized particles
Collectively provides a clear and coherent picture of the textural quality of the synthesized alumina-based particles. The adsorption–desorption isotherms exhibit a typical Type IV profile with a pronounced hysteresis loop at medium to high relative pressures
The BET surface-area plot shows excellent linearity within the standard BET region
Furthermore, the BJH cumulative pore-volume curve reveals that most of the pore volume is concentrated within the mesopore range (approximately 5–50 nm), with a gradual decrease toward larger pore widths. This distribution demonstrates that the material contains a broad yet well-organized hierarchical mesoporous network. The presence of such a pore structure ensures efficient mass transport, enhanced diffusion of reactants, and improved accessibility of active sites.
Overall, the combined textural analysis confirms that the synthesized alumina-based particles exhibit high surface area, well-developed mesoporosity, and a stable, uniform pore system. These characteristics strongly indicate that the particles are of high quality and are suitable for applications that rely on large accessible surface areas and controlled porosity, such as catalysis, adsorption, and support materials.
These textural properties directly contribute to enhanced demetallization performance by increasing the accessibility of metal–porphyrin complexes to active adsorption sites on the alumina surface.
Effect of preparation route on viscosity reduction
The initial concentration of vanadium (109.6 ppm) and nickel (42.65 ppm) corresponds to untreated crude oil, while the values presented in the figures represent concentrations measured after the first treatment interval.
Therefore, the reported values at 15 min represent the first measured data point rather than the initial untreated concentration.
Figure 9 shows how the concentration of vanadium changes with the treatment time in various temperatures using pre-prepared alumina nanofluid. The trend towards reduced vanadium content was steady with rise in temperature and treatment time, which is indicative of the combined influence of increased diffusion, penetration of solvent as well as activity of nanoparticles. The reduction at 20 °C was slow; it proceeded slowly to 62 ppm at 15 min and then gradually to 40 ppm at 60 min whereas at 75 °C, the vanadium concentration decreased from the initial value (109.6 ppm) to 46 ppm at early treatment stages, and further to 9 ppm after 60 min. The trend is more plausibly attributed to temperature-induced structural rearrangement of asphaltenes rather than simple dissolution of metal complexes. At elevated temperatures, asphaltene aggregates undergo conformational changes that enhance the accessibility of metal–porphyrin species. In addition, ultrasonic cavitation promotes disaggregation of these structures and facilitates the release of metal species, thereby improving their adsorption onto alumina nanoparticles. Furthermore, cavitation enhances mass transfer within the system. The efficiency enhancement at the high temperatures indicates that the pre-prepared nanofluid is stable and highly reactive on its surface to allow the demetallization under comparatively mild conditions.
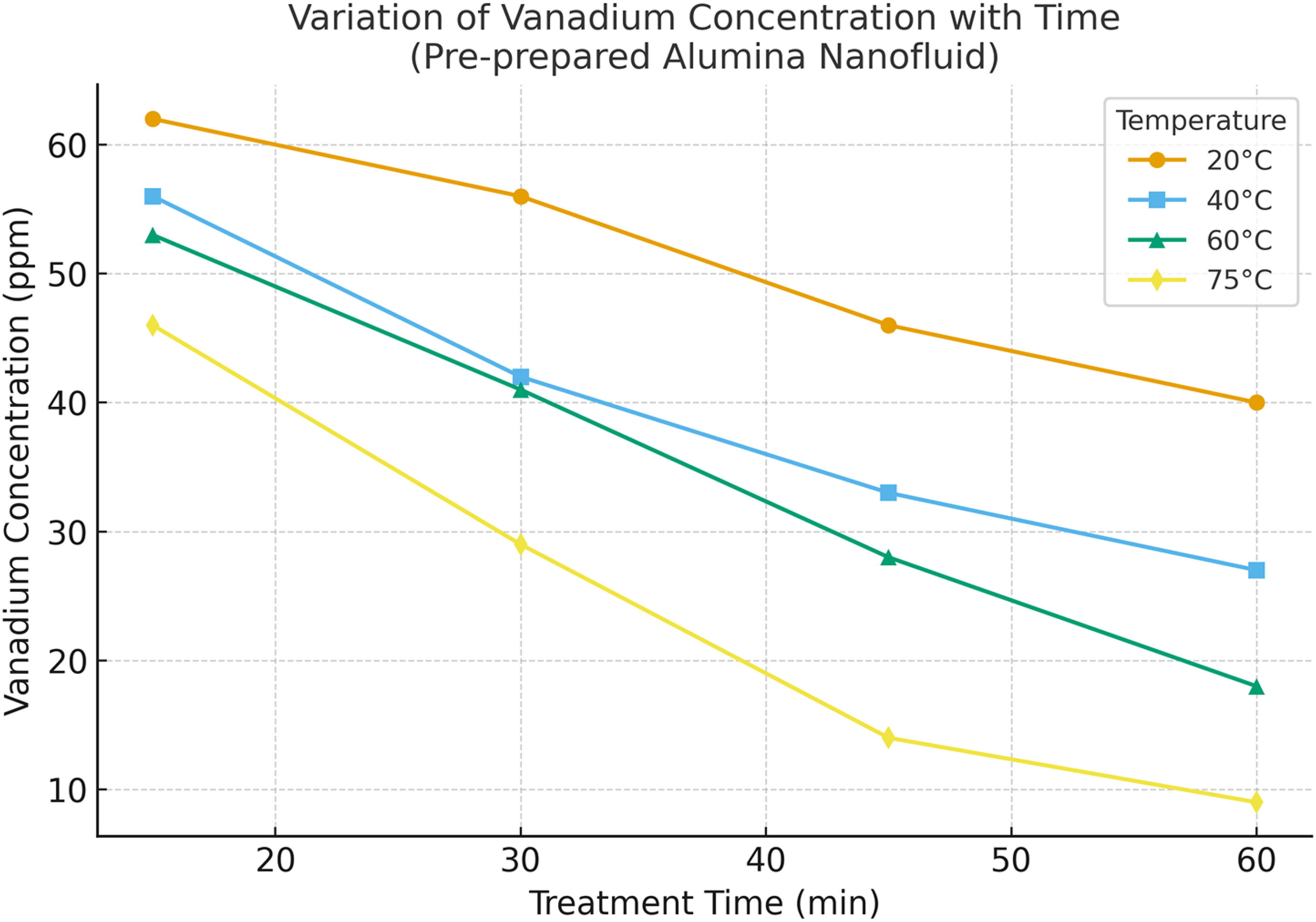
Variation of vanadium concentration with treatment time at different temperatures using the pre-prepared alumina nanofluid.
Figure 10 shows how the vanadium concentration changed with treatment time in the various temperatures of the direct mixed nanoparticle-kerosene-surfactant system. These findings generate a steady albeit decreasing vanadium rate of decrease in contrast to the prepared nanofluid. The concentration was also slightly lower at 20 °C at 15 min and at 75 °C at 60 min, with a substantial difference between 53 ppm and 12 ppm, respectively. Despite the trend upholding the fact that increase in temperature and treatment time increase the rate of demetallization, the overall performance was poorer compared to the pre-prepared nanofluid. This difference is mainly given by the fact that alumina nanoparticles were not fully dispersed when all the components were added into the crude oil at the same time. The effective surface area on which adsorption of vanadium-bearing complexes can be conducted is minimized by particle clustering and small interfacial contacts. In addition, surfactant molecules do not remain evenly spread in the oil phase, leading to a reduced capacity to stabilize nanoparticles as well as to preserve active binding sites. To recap it all, the directly mixed system has some positive correlation between temperature and time but does not have uniformity and stability as required to achieve the most effective metal removal. This observation indicates the relevance of pre-dispersion in obtaining an efficient and reproducible reduction of vanadium.
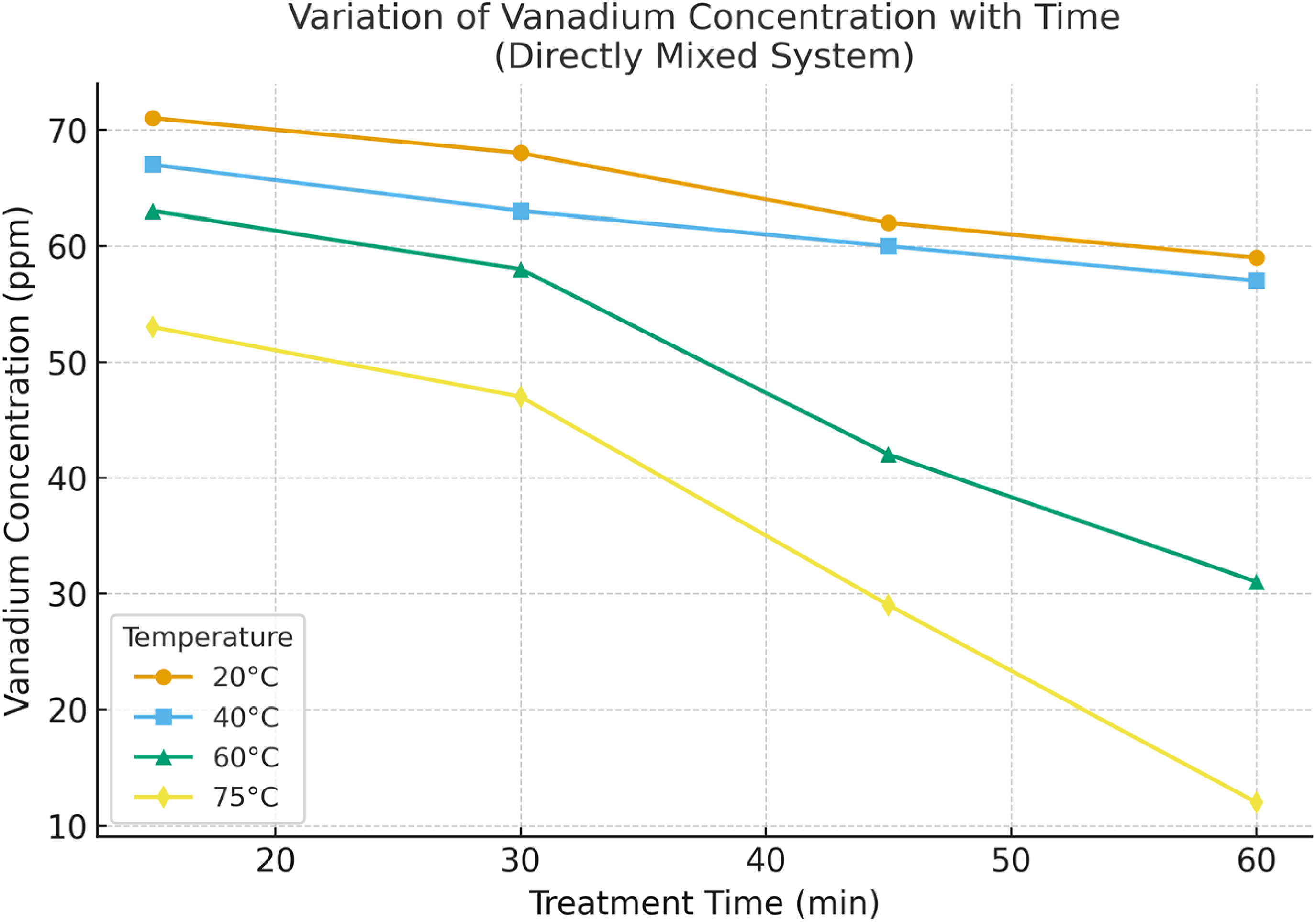
Variation of vanadium concentration with treatment time at different temperatures using the directly mixed nanoparticle–kerosene–surfactant system.
Figure 11 presents the change in nickel concentration with time in the event of varying temperatures of the pre-prepared alumina nanofluid. Through an upward trend, it was noted that temperature and time gave a clear downward trend, which showed a higher removal of nickel species under higher thermal and acoustic conditions. The concentration of the nickel at 20 °C initially started with 20.23 ppm and it steadily reduced with time to 13.12 ppm at 60 min. At 75 °C, the nickel concentration began with 12.92 ppm and reduced sharply to 6.58 ppm at 60 min. Such behavior can be explained by the higher diffusion rate and better interaction of the alumina nanoparticles with the nickel compounds in higher temperature. Localized turbulence and microjet development were favored through ultrasonic cavitation, which broke asphaltene-nickel complexes free, releasing metal ions that could be adsorbed onto the surface of the nanoparticles. The stability and uniform dispersion of γ-Al2O3 were maintained by the presence of SDBS and avoided agglomeration and maintained high surface activity during the treatment process. In general, it can be affirmed that the pre-prepared nanofluid has a better removal efficiency especially at high temperatures due to stabilized dispersion and productive nanoparticle-metal interaction processes
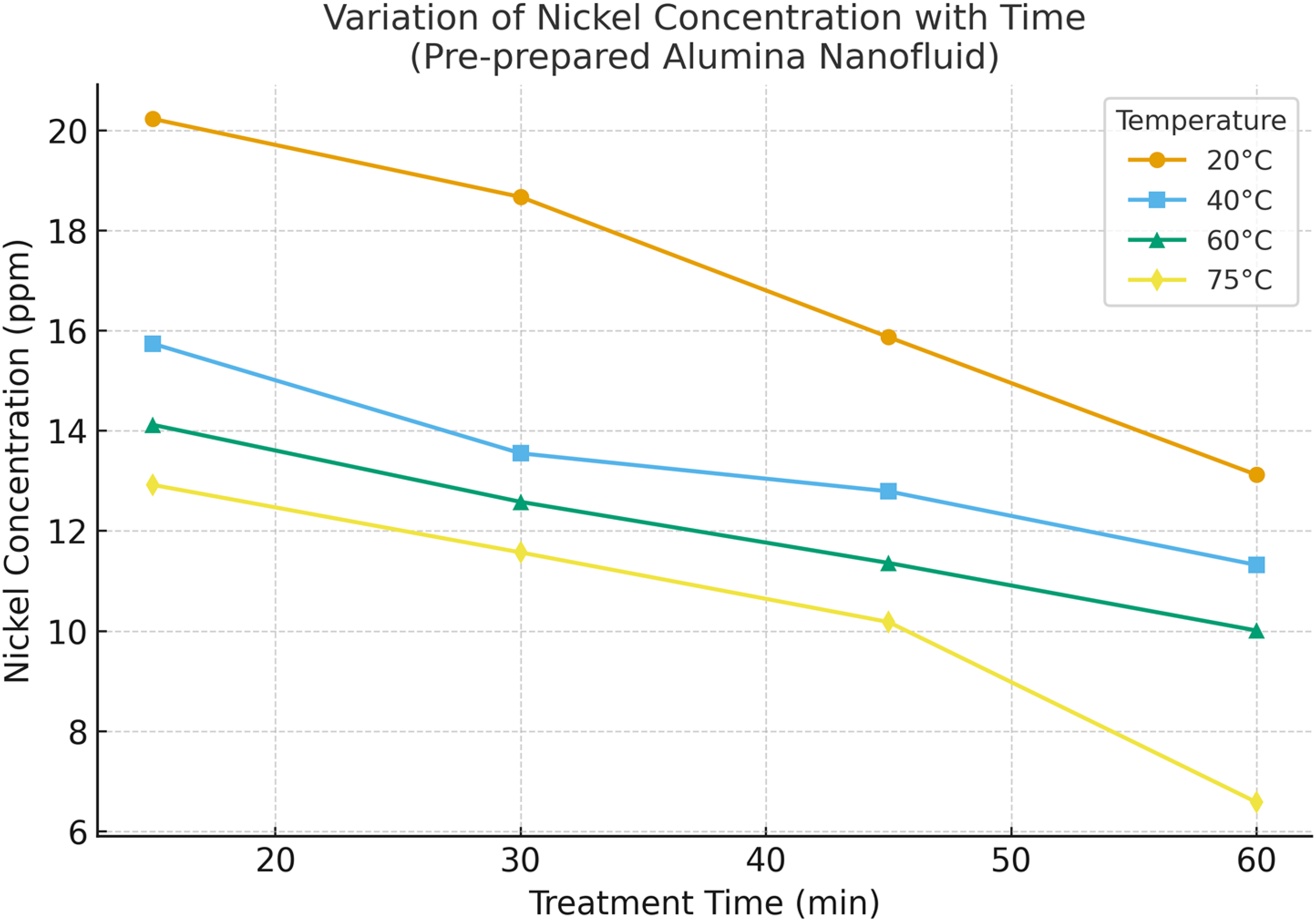
Variation of nickel concentration with treatment time at different temperatures using the pre-prepared alumina nanofluid.
Figure 12 shows the change in nickel concentration with the treatment under different temperatures in the directly mixed nanoparticle–kerosene–surfactant system. It was observed that nickel content decreased gradually with an increase in temperature and exposure time which proved that both variables are positively correlated to the removal efficiency. The concentration at 2 °C changed to 40.37 ppm after 60 min whereas at 75 °C, the change was higher by reducing by 29.46 to 15.19 ppm within the same period. However, although this was better, the performance of the directly mixed system was still worse than that of the pre-prepared nanofluid. The small scattering of alumina nanoparticles and the partial aggregation of the particles in the matrix of crude oil limited the number of active adsorption sites. In addition, due to the asymmetrical arrangement of the surfactant molecules, the stabilization of the nanoparticles was not sufficient which caused the decrease in the total interaction between alumina and nickel-porphyrins complex. These findings indicate that though ultrasonic energy enhances partial demetallization in the direct mixing method, the pre-dispersion of the nanoparticles in kerosene before mixing is necessary in order to remove all the nickel in heavy crude oil in a reproducible manner. Although sulfur removal was not the primary focus of this study, the disruption of asphaltene structures and associated metal complexes suggests a potential influence on sulfur-containing fractions, which warrants further investigation.
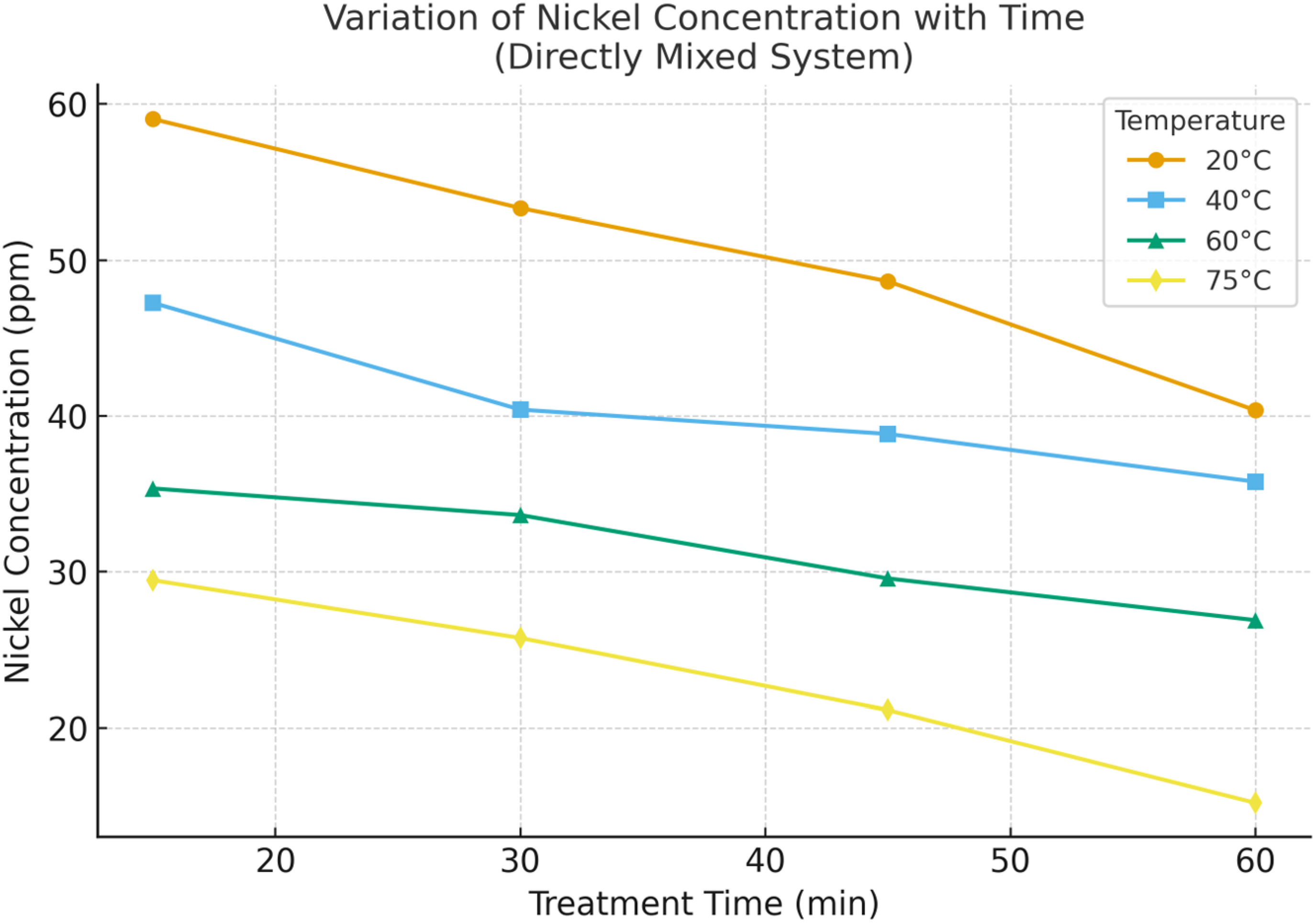
Variation of nickel concentration with treatment time at different temperatures using the directly mixed nanoparticle–kerosene–surfactant system.
The overall demetallization efficiencies of the two preparation routes; pre-prepared alumina nanofluid and a direct mixture of nanoparticle-kerosene-surfactant system were compared in the removal of vanadium and nickel in Figure 13. The pre-prepared nanofluid was found to be better and reached 92% and 85% vanadium removal and nickel removal, respectively, whereas the directly mixed system only reached 83% and 72% efficiencies, respectively. The increased performance of the pre-prepared nanofluid is explained by the highly dispersed form of alumina nanoparticles, guaranteeing the increased access of active surface sites within the pre-prepared nanoparticles to adsorption as well as the interaction with metal-porphyrin complexes. A stable colloidal system is also formed with the help of ultrasonic-assisted pre-dispersion that allows the active phase to be evenly distributed in the kerosene medium and allows better accessibility to metal species. By comparison, the directly mixed system has a disadvantage of partial agglomeration of nanoparticles and low distribution of surfactants, which lowers the overall adsorption of the system. The obvious distinction made between the two preparation options supports the significance of the stability of nanofluids and the homogeneity of dispersion in the attainment of effective heavy metals elimination in crude oil. These findings validate the concept that prior preparation of nanofluids is a conclusive variability towards enhancing performances of demetallization as well as the operation reliability in oil upgrading of heavies
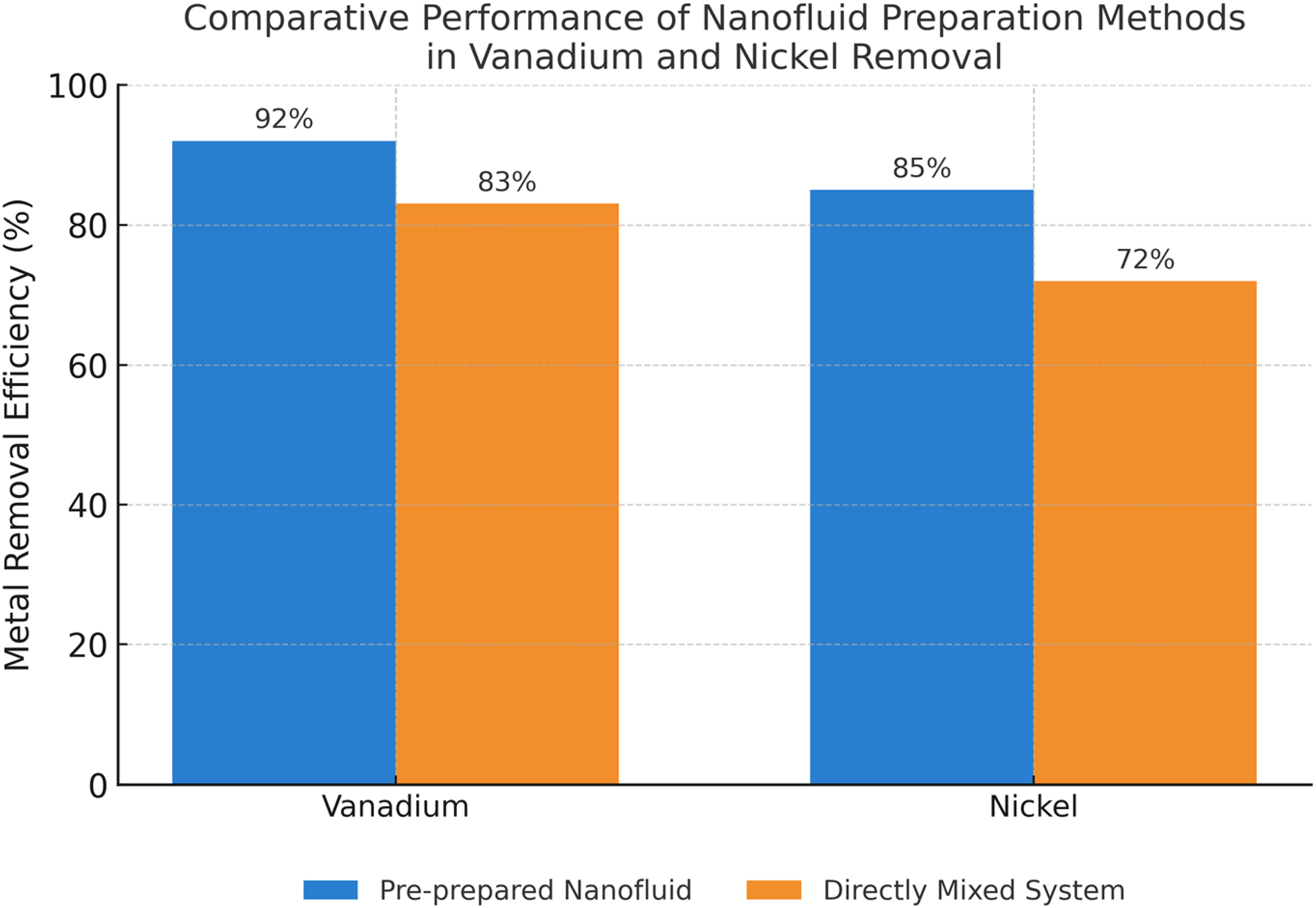
Comparative performance of pre-prepared nanofluid and directly mixed system in vanadium and nickel removal.
Mechanism of metal removal
The demetallization behavior of East Baghdad heavy crude oil using alumina-based nanofluids is governed by a synergistic mechanism that integrates adsorption, dispersion, and cavitation-assisted disintegration of metal–organic complexes. 25 The key stages of the mechanism are illustrated conceptually in Figure 14. When the pre-prepared alumina nanofluid is introduced into the crude oil, the kerosene phase serves as a light solvent that penetrates the viscous matrix and partially dissolves the maltenes surrounding asphaltene aggregates.26,27 This solvent action facilitates the diffusion of γ-Al₂O₃ nanoparticles into the heavy molecular clusters, enabling close contact with vanadium- and nickel-bearing porphyrins. 28 The surface of alumina, rich in hydroxyl groups, exhibits a strong affinity for these polar organometallic complexes through Lewis acid–base interactions and electrostatic attraction. 29 Simultaneously, the ultrasonic cavitation process plays a crucial role by generating localized microbubbles that collapse violently, producing microjets and shock waves. 30 These transient events disrupt the dense asphaltene–resin network and liberate entrapped metal species. The increased surface area and turbulence enhance mass transfer, allowing the dispersed nanoparticles to adsorb and immobilize the released vanadium and nickel compounds.31,32 In the pre-prepared nanofluid, the prior ultrasonic dispersion of nanoparticles in kerosene and stabilization by SDBS create a highly uniform and stable suspension. This configuration maximizes the availability of active sites and ensures sustained contact between nanoparticles and metal species during treatment. 33 In contrast, the directly mixed system suffers from particle agglomeration and poor surfactant distribution, which hinder adsorption efficiency and reduce metal removal performance. Overall, the mechanism involves a combined physical–chemical process in which (1) kerosene reduces oil viscosity and facilitates penetration, (2) surfactant-stabilized alumina nanoparticles provide active adsorption sites for metal ions, and (3) ultrasonic cavitation accelerates mass transfer and bond cleavage.34,35 The cooperative action of these factors explains the superior demetallization achieved by the pre-prepared nanofluid, confirming that the stability and dispersion quality of nanoparticles are critical to achieving high-efficiency metal removal from heavy crude oils.
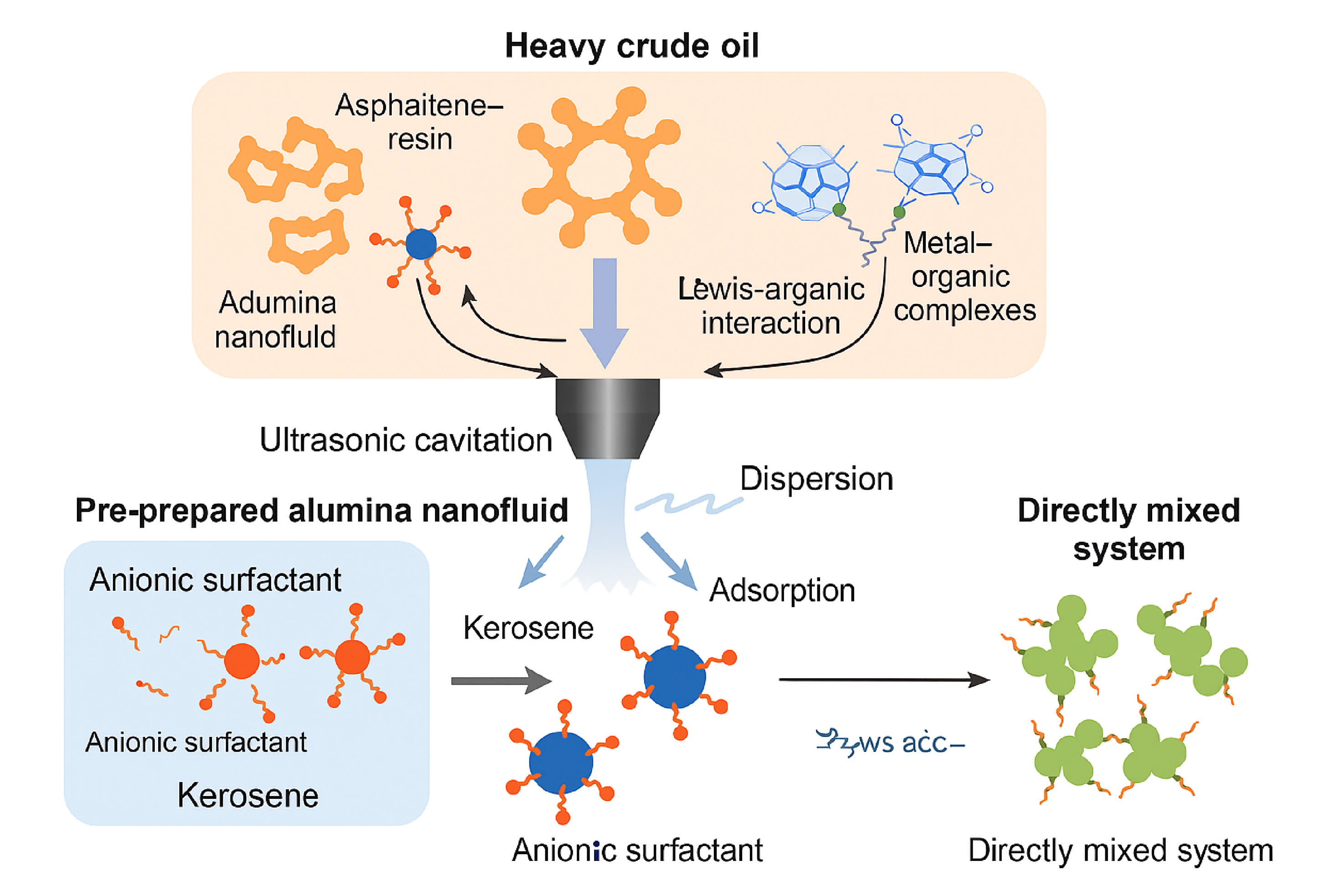
Proposed mechanism of vanadium and nickel removal from east Baghdad crude oil using pre-prepared alumina nanofluid under ultrasonic treatment.
Conclusions
This study demonstrates that the preparation route of alumina-based nanofluids is a decisive governing factor in the efficiency of vanadium and nickel removal from heavy crude oil. Under identical ultrasonic conditions, the pre-prepared alumina nanofluid consistently outperformed the directly mixed nanoparticle–kerosene–surfactant system, confirming that demetallization efficiency is strongly dependent on formulation methodology rather than nanoparticle composition alone. Ultrasonic pre-dispersion enabled uniform distribution and effective stabilization of γ-Al₂O₃ nanoparticles within the kerosene phase by SDBS, thereby maximizing surface accessibility and minimizing agglomeration during treatment. Consequently, substantial metal removal was achieved, with vanadium reduced from 109.6 to 9.0 ppm (92%) and nickel from 42.65 to 6.4 ppm (85%). In contrast, the directly mixed system exhibited inferior performance due to incomplete nanoparticle dispersion and limited interfacial contact with the crude oil matrix. The enhanced efficiency of the pre-prepared nanofluid arises from the synergistic interaction of solvent penetration, ultrasonic cavitation, and nanoparticle adsorption, which collectively disrupt metal–porphyrin complexes and promote their extraction. In addition to effective demetallization, the treatment improved crude oil flow characteristics by reducing viscosity, indicating tangible benefits for pipeline transportation and downstream processing. Overall, the findings demonstrate the potential of nanofluid pre-preparation as an effective strategy for heavy crude oil upgrading; however, further evaluation of energy consumption and scalability is required for industrial implementation. This approach offers a practical pathway for field-level and refinery pretreatment of Iraqi heavy oils and contributes to more sustainable petroleum refining operations.
Footnotes
Acknowledgment
This research is supported by the Department of Petroleum Engineering, College of Engineering, University of Baghdad, Iraq, and the Department of Petroleum and Gas Refining Engineering, College of Petroleum Process Engineering, University of Tikrit, Iraq.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.