
Abstract
Persistent plastic packaging waste demands sustainable alternatives; bioplastics from accessible resources offer a promising solution. Using a straightforward solution casting technique, a bioplastic film based on polyvinyl alcohol (PVA), corn starch, acetic acid (vinegar), glycerol, and a commercial antibacterial agent was created and systematically characterized. Structure-property interactions were examined by systematically varying the PVA-to-starch ratio. Scanning electron microscopy (SEM) showed a transition from a smooth, continuous PVA-rich matrix to a heterogeneous morphology with increasing starch content, while Fourier transform infrared (FTIR) spectroscopy verified successful component integration. Higher PVA content resulted in better mechanical strength (up to 3.61 MPa) and thermal stability (residual mass of 36.62% at 316°C). Antibacterial activity assessed against Staphylococcus aureus and Escherichia coli showed zone of inhibition (ZOI) of 12 mm and 10 mm, respectively. Overall, this work demonstrates that a balanced combination of mechanical, thermal, and antibacterial properties can be achieved using readily available ingredients, offering a practical framework for inexpensive bioplastic materials for flexible packaging applications.
Highlights
• Bioplastic was developed using PVA, corn starch, vinegar and glycerol. • The film shows enhanced flexibility and sufficient strength. • It provides an antibacterial and eco-friendly packaging solution.
1. Introduction
The pervasive environmental burden of persistent petroleum-based plastics has intensified the search for sustainable alternatives, with biodegradable polymers emerging as a critical focus for packaging applications.1–3 Rice straw and other agricultural waste have been used to produce several sustainable bioplastics, demonstrating the potential of biomass-derived materials to reduce environmental impact. 4 Starch extracted from non-conventional sources such as jackfruit seeds has also been successfully used in biocomposite applications, indicating that starch-based materials need not compete with food resources.5,6 Similar approaches have been explored to develop functional packaging materials from renewable resources.7–9 Among these, blends of PVA and starch represent a prominent model system, leveraging PVA’s superior film-forming ability and starch’s natural abundance and compostability.10–12 Foundational studies have detailed the intrinsic trade-offs in these composites, where increasing PVA content enhances tensile strength but often at the expense of reduced elongation and increased water solubility, while high starch levels introduce brittleness and moisture sensitivity.13,14 To overcome these limitations, advanced strategies have pursued high performance through material complexity, such as incorporating nanocrystalline cellulose or multi-crosslinked networks.15,16 However, these approaches often require specialized reagents and complex formulations, which increase costs and the environmental footprint.17,18 Recent studies have explored simplified, low-cost bioplastic systems using waste-derived materials; however, the role of acetic acid within PVA-starch matrices remains insufficiently understood. Notable works have successfully transformed waste streams like fish scales, grocery waste, and feathers into functional bioplastics.19,20 Particularly relevant is the study by Ashari et al. (2026), 21 which employed common vinegar with tamarind starch, demonstrating its utility in tuning biodegradation profiles. However, the fundamental role of acetic acid as a structural modifier within a PVA-starch matrix was not deeply investigated. 22 This presents a clear scientific opportunity to systematically explore a simple, green formulation to derive fundamental structure-property insights.23–25 Therefore, although extensive research exists on advanced bioplastic composites, practical application is often limited by complex formulations and multi-step processing.2,26,27 In contrast, this study adopts a simple, readily available material-based approach, using PVA, corn starch, acetic acid (vinegar), and glycerol, processed via a simple solution-casting method. The novelty of this study lies not in introducing new materials but in establishing clear structure-property relationships in a low-complexity system. In particular, this study shows that the formation of a continuous PVA network controls mechanical strength and thermal stability, thereby setting the material’s performance limit. Here, corn starch primarily acts as a dispersed filler, while acetic acid may improve interfacial compatibility and matrix homogeneity. By systematically varying the PVA-to-starch ratio, this study demonstrates how composition controls microstructure and performance in a simplified bioplastic system, providing a practical framework for low-cost, biodegradable materials for flexible packaging applications.
2. Materials and methods
2.1. Materials
2.1.1. Synthetic polymer
The primary film-forming polymer was PVA supplied as white granules (Mack GmbH, Germany). The material specifications, as provided by the manufacturer, were: average molecular weight (Mn) 115,000 g/mol; degree of hydrolysis ≥ 99%; viscosity of a 4% (w/v) aqueous solution at 20°C: 26–32 cP; ash content ≤ 0.7%.
2.1.2. Biopolymer filler
The reinforcing bio-filler used in this study was food-grade corn starch (Zea mays), which was collected from a local market in Gazipur, Bangladesh. The starch was a fine, off-white powder used in its native state, without any additional purification or gelatinization pretreatment. Before mixing with the PVA solution, the starch was stirred in distilled water to form a homogeneous suspension. This suspension was then slowly added to the previously prepared PVA solution. After addition, the mixture was heated and stirred for 15 min to ensure uniform mixing of the components and enhance mutual interaction. No separate gelatinization process was applied; however, partial swelling or limited gelatinization of the starch particles may occur due to heating and mixing. As a result, the starch mainly acted as a dispersed phase within the PVA matrix.
2.1.3. Plasticizer
Glycerol (propane-1,2,3-triol, CAS No. 56-81-5), a common polyol plasticizer, was of technical grade with a minimum purity of 99% and a density of 1.26 g/cm3 at 20°C.
2.1.4. Organic acid additive
Acetic acid (CH3COOH) was introduced via commercially available white distilled vinegar (Heinz or equivalent), which is a clear, colorless solution containing 5% ± 0.5% (w/v) acetic acid in water.
2.1.5. Antimicrobial agent
The antibacterial functionality was imparted using a commercial silver-based antimicrobial concentrate (exemplified by Dow’s SILVADUR™ 930 FLEX technology). This agent is a formulated, aqueous polymeric dispersion designed to provide a controlled release of bioactive silver ions (Ag+). The product datasheet indicates it contains approximately 3.8% silver by weight. In this study, it was used as received from the textile chemical supplier.
2.1.6. Solvent
All solutions and dispersions were prepared using laboratory-grade deionized water (resistivity > 1 MΩ·cm at 25°C).
2.2. Bioplastic fabrication
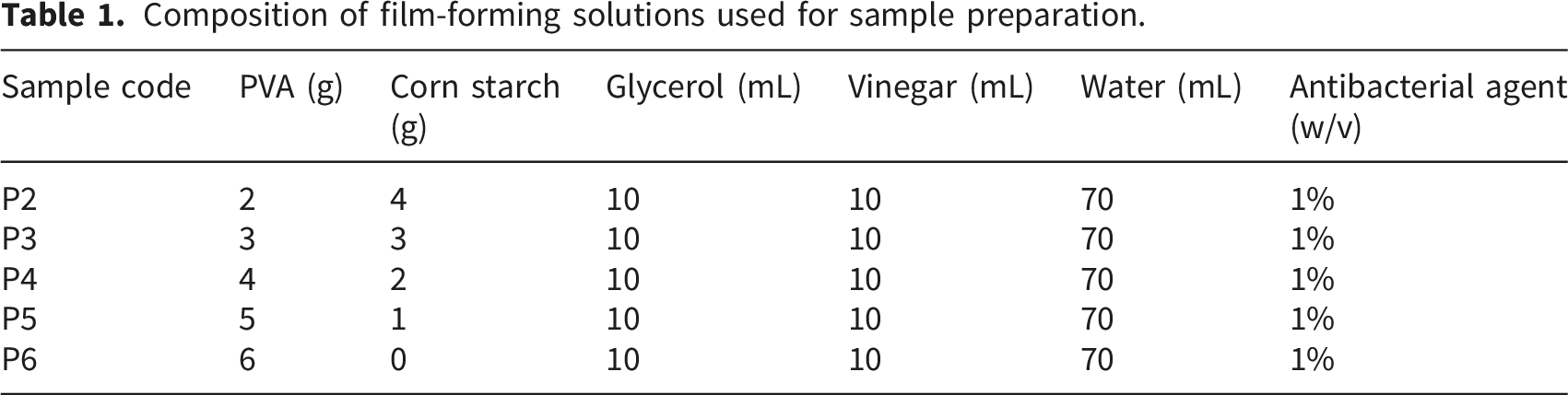
Bioplastic films were fabricated by solution casting, as shown in Figure 1. The compositions of the five samples with varying PVA-to-starch ratios are detailed in Table 1. For a representative sample (P6), the fabrication procedure was as follows: First, 6 g of PVA was dissolved in 70 ml of distilled water at 85°C with magnetic stirring at 500 rpm for 1 h to obtain a clear, viscous solution. Separately, corn starch (1 g for P5, see Table 1) was dispersed in 10 ml of cold distilled water under vigorous stirring for 30 min. After the PVA solution cooled down to approximately 50°C, the starch dispersion was added gradually. Subsequently, glycerol (10 ml) and vinegar (10 ml) were added sequentially under continuous stirring. Finally, the antimicrobial agent was added to the film-forming solution to achieve a final concentration of 1% w/v (of the commercial dispersion), followed by stirring for an additional 30 min to ensure homogeneity. The final homogeneous solution was poured onto a clean, leveled 15 cm x 15 cm acrylic sheet. The casting volume was calculated based on the total solids content and casting area to target a consistent dry film thickness of approximately 0.3 mm. The cast solutions were dried in a forced-air convection oven at 45°C for 48 h. After drying, the films were carefully peeled off and stored in a desiccator at room temperature for further characterization. A control film with identical base composition (PVA, corn starch, glycerol, vinegar, and water) but without any silver-based antimicrobial agent was prepared. Schematic diagram of bioplastic fabrication using the solution casting method. Composition of film-forming solutions used for sample preparation.
2.3. Characterization
2.3.1. Film thickness measurement
The thickness of each conditioned bioplastic film was measured using a digital thickness gauge (JOUYI 3X Portable Precise Digital Thickness Gauge, range 0-12.7 mm, resolution 0.01 mm) following the ASTM D1777 standard. For each sample formulation, measurements were taken at five random locations away from the edges. The mean value and standard deviation were calculated from these five measurements (n=5), and the mean thickness was used to calculate cross-sectional areas in subsequent tensile testing. The measured mean thickness for the P6 to P2 formulations was 0.36, 0.30, 0.30, 0.31, and 0.34 mm, respectively.
2.3.2. Surface morphological analysis
The surface topography, homogeneity, and phase distribution of the films were examined to assess film quality and filler dispersion. Imaging was performed using a portable digital optical microscope (3-in-1 Digital Microscope Camera) under reflected LED illumination. Films were placed flat on the microscope stage, and images were captured at multiple magnifications. Surface roughness and particle distribution were quantitatively analyzed from these images using ImageJ software (National Institutes of Health, USA). The optical micrographs are presented with scale bars to provide dimensional reference; therefore, the scale bar rather than the nominal digital magnification was used for image interpretation.
2.3.3. Scanning electron microscopy (SEM)
The surface morphology and phase distribution of the PVA/corn starch films were examined using a scanning electron microscope (SU 1510, Hitachi, Japan). Film samples were mounted on aluminum stubs using conductive carbon tape and sputter-coated with a thin layer of gold to prevent charging. Images were captured at an accelerating voltage of 5 kV with a scale bar of 100 μm.
2.3.4. Fourier transform infrared (FTIR) spectroscopy
Chemical structure and molecular interactions within the composite films were investigated using FTIR spectroscopy (FTIR-4700, JASCO, Japan). Spectra were acquired in attenuated total reflectance (ATR) mode over the wavenumber range of 4000-500 cm-1 with a resolution of 4 cm-1 and 32 scans per sample, following ASTM E168 guidelines. Spectra were obtained for all raw materials (PVA, corn starch, glycerol, vinegar) and for each composite film to identify functional groups and analyze potential shifts indicative of hydrogen bonding or other interactions.
2.3.5. Thermogravimetric analysis (TGA)
The thermal stability and decomposition behavior of the bioplastic films were evaluated using a thermogravimetric analyzer (Eltra Thermostep, Germany) in accordance with ASTM E1131. Samples weighing approximately 5-10 mg were placed in an alumina crucible and heated from 30°C to 600°C at a constant heating rate of 10°C/min under a dynamic nitrogen atmosphere (flow rate: 50 mL/min). The sample’s weight loss was recorded as a function of temperature to determine degradation onset temperatures and residual char content.
2.3.6. Mechanical tensile testing
The mechanical properties, tensile strength, elongation at break, and Young’s modulus, were determined using a universal testing machine (UTM) equipped with a 500 N load cell, following the grab test procedure outlined in ASTM D5035. Specimens were precisely cut into 100 mm-long, 25 mm-wide strips. Tests were conducted with a gauge length of 75 mm and a constant crosshead speed of 300 ± 10 mm/min. For each of the five sample formulations (P6-P2), five replicate specimens (n=5) were tested. Stress-strain curves were generated, and the Young’s modulus was calculated from the slope of the initial linear elastic region.
2.3.7. Antibacterial activity assay
A preliminary qualitative evaluation of antibacterial activity was conducted using a modified Kirby-Bauer disc diffusion method against both Gram-positive (S. aureus) and Gram-negative (E. coli) bacteria. Bioplastic films were cut into uniform circular discs, with diameters of 10 mm for S. aureus and 8 mm for E. coli, corresponding to the experimental setup. Mueller-Hinton agar plates were uniformly inoculated with bacterial suspensions adjusted to a 0.5 McFarland standard (approximately 1.5 × 108 CFU/mL). The prepared film discs, including a control disc fabricated from a film of identical base composition but without any silver-based antimicrobial agent, were carefully placed on the inoculated agar surface. The plates were incubated at 37°C for 24 h under aerobic conditions. Antibacterial activity was assessed by measuring the diameter of the clear ZOI surrounding each disc, including the disc diameter.
3. Results and discussion
3.1. Surface morphology
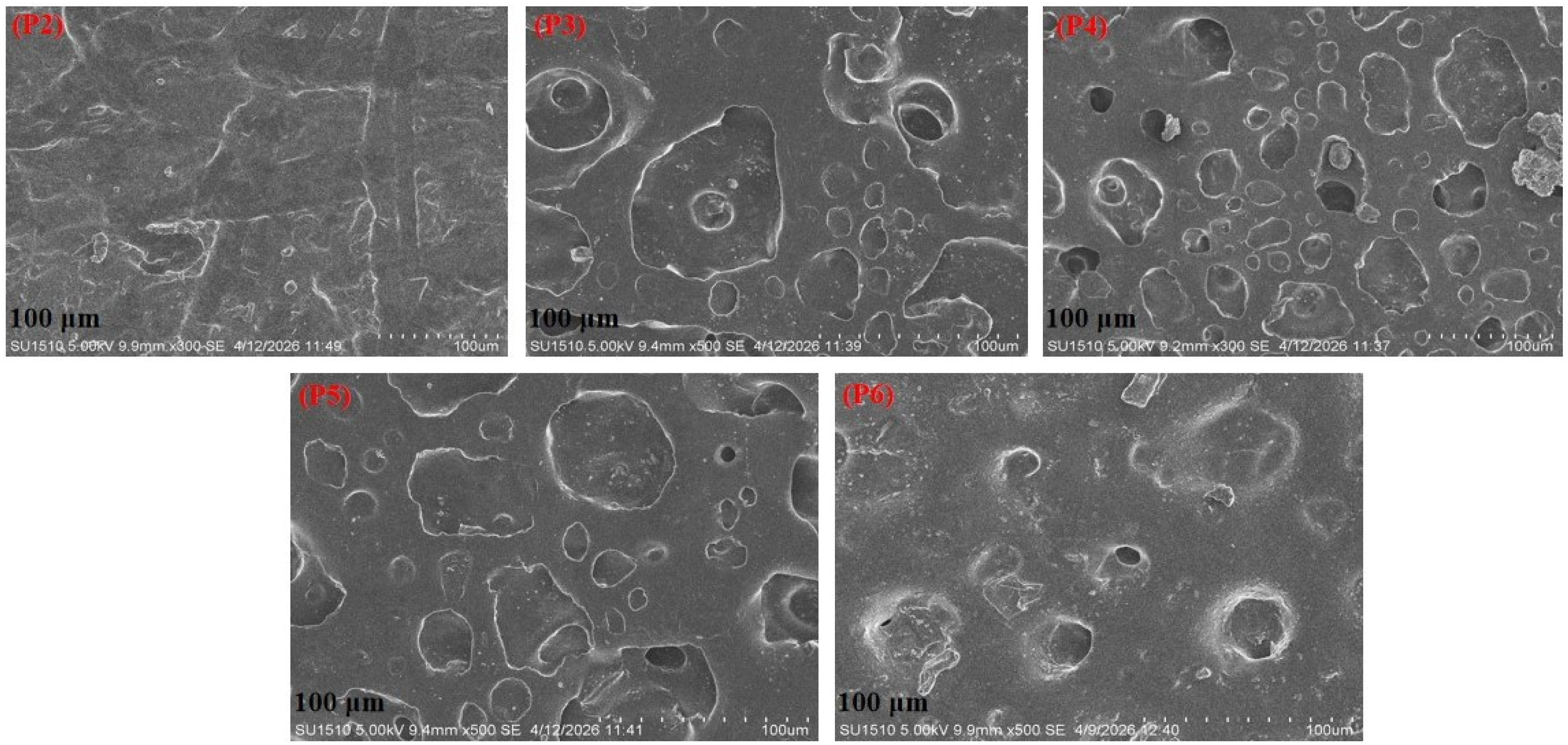
Optical microscopy analysis, together with surface plot and profile assessments, provides clear insight into how the PVA-to-corn starch ratio governs the surface morphology of solution-cast bioplastic films (Figure 2). Qualitatively, P3, with a 3% PVA and 3 % starch ratio, shows a relatively uniform surface (Figure 2 d1, d2, d3), which may be attributed to improved phase compatibility. However, quantitative roughness analysis from the line profiles reveals a more nuanced trend. The calculated average roughness (Ra) in relative units indicates that surfaces become progressively smoother as PVA content increases. The starch-rich P2 film (2% PVA, 4% starch) exhibits the highest Ra value of 11.95, corresponding to its highly irregular surface with prominent lumps (Figure 2 e1, e2, e3), indicating poor polymer-starch miscibility and inadequate inter-molecular interaction. PVA, being a hydrophilic synthetic polymer with excellent film-forming properties, facilitates the encapsulation of starch granules and contributes to matrix continuity. Consequently, in samples with higher PVA content, such as P4 and P6, the surfaces appear significantly smoother, with Ra values decreasing to 11.61 and 8.94, respectively. This quantitative trend confirms that improved polymer chain entanglement and compatibility at higher PVA concentrations enhance dispersion, reduce granule agglomeration, and minimize surface defects. The surface plots adjacent to each plot profile offer a three-dimensional perspective of these variations, visually corroborating that a PVA-dominated matrix stabilizes the film structure and controls starch particle distribution. The gradual improvement in surface uniformity with increasing PVA content is attributed to sufficient film-forming polymer available to cover and bind the granular starch phase, preventing exposed domains and micro-structural defects. These morphological characteristics, now quantified, directly influence the films’ functional performance, aligning with the observed thermal and mechanical behaviors and underscoring the critical role of composition in determining the physical integrity of the biodegradable matrix (Figure 3). Optical microscopy images of PVA/starch bioplastic films shown with a 500 µm scale bar, along with plot profile and surface plot (a1-a3) for P6, (b1-b3) for P5, (c1-c3) for P4, (d1-d3) for P3, and (e1-e3) for P2, respectively. SEM images of PVA/corn starch films (P2-P6) illustrate the effect of starch content on the surface.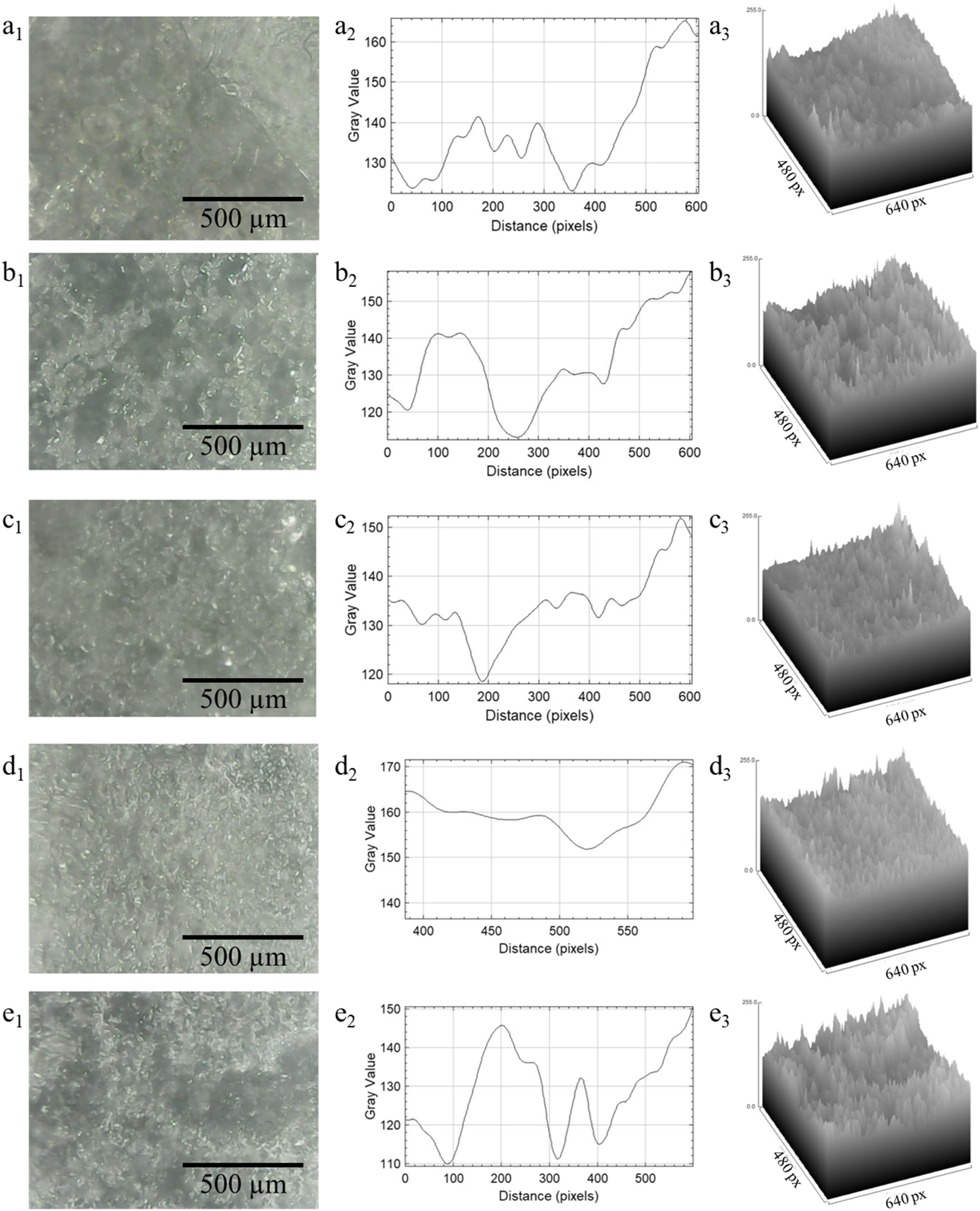
3.2. SEM analysis
The micro-structure of the PVA/corn starch films was observed in detail using SEM. A relatively smooth and homogeneous surface was observed in the P6 sample, indicating the formation of a continuous PVA matrix. No visible particles or phase separation were observed, which is consistent with its high tensile strength. In the P5 sample, the addition of a small amount of corn starch resulted in the formation of small circular domains, which were evenly distributed and maintained the matrix’s continuity. This structure is consistent with the high elongation at break observed for this formulation. In the P4 and P3 samples, the particle size and non-uniformity increased with the increase in the corn starch content. In some cases, agglomeration and phase separation were observed, disrupting the matrix’s continuity and reducing mechanical strength. The P2 sample with the highest corn starch content exhibits large agglomerates, voids, and irregular structures, indicating a weak and brittle micro-structure. Overall, the SEM results demonstrate that corn starch acts as a discrete filler phase, disrupting the continuous PVA network. Consequently, the integrity of the PVA matrix is a key determinant of the mechanical performance of this composite system.
3.3. FTIR analysis
The FTIR spectra of the individual components and the composite bioplastic film (P6 formulation) are presented in Figure 4, providing insights into the functional groups present and the molecular interactions within the composite matrix. The spectrum of the bioplastic film is a superposition of its constituents, confirming their successful incorporation. FTIR spectra of PVA, corn starch, glycerol, vinegar, antimicrobial agent, and the composite bioplastic film.
The primary components exhibited characteristic peaks: corn starch showed key bands at 1024 cm-1 (C-O stretching of glycosidic linkages) and a minor feature at 2350 cm-1. Glycerol displayed a broad band at 3300 cm-1 (O-H stretching) and peaks at 1024 cm-1 (C-O) and 2920 cm-1 (C-H stretching). PVA presented a strong, broad O-H stretching band at 3300 cm-1 and a C-O stretching band at 1024 cm-1. Vinegar (acetic acid) contributed peaks associated with carboxylic acid groups, including O-H stretching (3300 cm-1) and C=O stretching (1730 cm-1). The commercial silver-based antimicrobial agent showed a complex spectrum with a distinct peak at 535 cm-1 (potentially Ag-O or other metal-oxygen vibrations), confirming its organic-inorganic hybrid nature.
The spectrum of the composite bioplastic film contained all major bands of its constituents, indicating successful blending. However, critical spectral changes suggest physicochemical interactions rather than mere physical mixing. The broad O-H stretching band (3300 cm-1) in the composite was notably broader and showed a subtle shift compared to pure PVA, which is indicative of an enhanced and altered hydrogen bonding network between the hydroxyl groups of PVA, starch, and glycerol. This extensive hydrogen bonding is a key factor in promoting miscibility and improving the mechanical cohesion of the film. Furthermore, the appearance of a new, distinct peak at 1250 cm-1 in the bioplastic spectrum, absent in the raw materials, suggests the possible formation of new linkages, potentially due to acid-mediated interactions. This peak can be attributed to C-O-C stretching vibrations of ester or ether bonds, likely resulting from an acid-catalyzed cross-linking reaction between the hydroxyl groups of PVA/starch and the acetic acid from vinegar during film processing. The presence of the 535 cm-1 peak from the antimicrobial agent in the composite spectrum confirms its stable integration into the polymer matrix.
In summary, the FTIR analysis confirms the successful fabrication of a composite material and provides direct spectroscopic evidence for both physical (hydrogen bonding) and potential chemical (cross-linking) interactions between the components. These interactions are crucial for forming a homogeneous, integrated matrix with enhanced structural integrity, thereby directly supporting the observed improvements in mechanical and thermal properties.
3.4. Antibacterial assessment
The antibacterial activity of the PVA/corn starch bioplastic film was evaluated against both Gram-positive (S. aureus, ATCC 6538) and Gram-negative (E. coli) bacteria. After 24 h of incubation, clear inhibition zones were observed around the films containing the silver-based antimicrobial agent (Figure 5). The measured total diameters of the inhibition zones, including the disc, diameter were obtained as 12 mm for S. aureus and 10 mm for E. coli. This corresponds to a relatively narrow inhibition halo beyond the film edge, indicating moderate antibacterial activity. No inhibition zone was observed for the control film with identical base composition but without any silver-based antimicrobial agent, confirming that the antibacterial effect originates solely from the incorporated antimicrobial component rather than the PVA/corn starch matrix. This also indicates that the solution casting process did not deactivate the antimicrobial functionality and that bioactive silver ions remain available at the film surface. The antibacterial mechanism is likely associated with the release of silver ions (Ag+), which interact with thiol groups in bacterial proteins, disrupt enzymatic systems, compromise membrane integrity, and ultimately lead to cell death. The slightly larger inhibition zone observed for S. aureus compared to E. coli may be attributed to differences in cell wall structure, as Gram-negative bacteria possess an additional outer membrane that can limit the penetration of antimicrobial agents. Direct comparison between the two bacterial strains should be interpreted cautiously due to differences in disc diameter. This suggests potential applicability in active packaging, where even limited surface inhibition can contribute to reducing microbial contamination. However, the long-term stability and sustained release behavior of the antimicrobial agent were not investigated in this study. Further work is required to evaluate durability, release kinetics, and performance under real storage conditions. Overall, the findings indicate that incorporating a silver-based antimicrobial agent into a simple PVA/corn starch system can impart measurable antibacterial activity while maintaining material simplicity. Antibacterial activity of bioplastic film against (a) S. aureus, (b) E. coli.
3.5. Thermal stability analysis
The thermal stability and decomposition pathways of the bioplastic films were evaluated using TGA. While derivative thermogravimetry was not employed to precisely resolve individual decomposition peaks, the obtained weight-loss curves (Figure 6) clearly delineate a multi-stage degradation profile and allow for a comparative assessment of thermal resilience as a function of composition. All formulations exhibited a three-stage degradation profile characteristic of plasticized starch/PVA blends. The initial minor weight loss (<10%) below 150°C corresponds to the evaporation of physically adsorbed and bound water, as well as volatile components from vinegar. The onset of the first major decomposition occurred between 200°C and 250°C. This region is primarily attributed to the thermal degradation of the corn starch component and the glycerol plasticizer, which possesses lower thermal stability than the synthetic PVA matrix. The extent of weight loss in this region increased with higher starch content, with samples P2 and P3 being affected more visibly. The principal and most substantial degradation event occurred between 290°C and 340°C, corresponding to depolymerization and backbone chain scission in PVA. The film’s composition exerted a profound influence here. Sample P6, with the highest PVA content (6% PVA, 0% starch), demonstrated the greatest resistance, retaining 36.62% of its mass at 316°C. In contrast, sample P5 (5% PVA, 1% starch) showed a markedly lower residual mass of 26.13% at the same temperature. This distinct difference quantifies the role of PVA as the primary thermal stabilizer; as a continuous, cohesive PVA network provides a higher energy barrier to decomposition. The introduction of starch granules disrupts this network integrity, creating sites for earlier thermal breakdown and effectively reducing the composite’s overall thermal stability. The final residues (char) at 550°C further reflect the composite’s composition, increasing from 1.21% for the starch-rich P2 film to 2.21% for the PVA-rich P6 film. This trend suggests that PVA contributes to the formation of a more stable carbonaceous char, potentially via a different decomposition pathway than starch. In summary, the TGA analysis provides quantitative evidence that thermal stability is a tunable property in this system, directly governed by the PVA content. The P6 formulation, with its superior thermal resilience (major decomposition >290°C, highest char residue), indicates sufficient stability for potential use in environments requiring brief thermal exposure. This structure-property relationship is fundamental for material selection in applications with defined thermal constraints. TGA curves of bioplastic samples P2 to P6, showing weight loss as a function of temperature under a nitrogen atmosphere.
3.6. Tensile property
The tensile properties, fundamental for packaging materials, were characterized to evaluate the structural integrity and flexibility of the PVA/corn starch films. The films had an average thickness in the range of 0.30-0.36 mm, as detailed in Section 2.3. The mechanical performance was intrinsically linked to the material composition, specifically the PVA-to-starch ratio, which governs the film’s micro-structure. Representative stress-strain curves reveal a transition from ductile to brittle behavior as starch content increases. Quantitatively, the tensile strength decreased from 3.61 ± 0.18 MPa for the P6 film (6% PVA, 0% starch) to 0.79 ± 0.04 MPa for P2 (2% PVA, 4% starch), directly correlating with the reduction of the continuous, cohesive PVA matrix that provides primary load-bearing capacity. The incorporation of starch granules introduces discontinuities and stress concentration points, compromising strength. Conversely, ductility, measured by elongation at break, showed an optimal peak of approximately 294% for the P5 formulation (5% PVA, 1% starch), indicating that a minor starch content combined with glycerol plasticizer maximizes polymer chain mobility before excessive starch reintroduces brittleness, as seen in P3 (44% elongation). The material’s stiffness, as measured by Young’s modulus, showed a complex relationship with composition. While the highest modulus was observed for P6 (178 ± 9 MPa), the P4 sample (4% PVA, 2% starch) exhibited a higher modulus (162 ± 8 MPa) than P5 (142 ± 7 MPa), suggesting that at specific intermediate filler loadings, the dispersed starch phase can restrict polymer chain movement and enhance rigidity, a phenomenon observed in particulate-filled composites. This structure-property analysis enables strategic tuning of film mechanics: P6 offers the best balance of strength and stiffness, whereas P5 provides superior flexibility. To contextualize these properties within materials engineering for packaging, the achieved tensile strength and exceptional elongation are competitive with other bioplastic blends designed for flexibility, such as chitosan/PVA films (0.21-0.24 MPa) and tamarind starch/glycerol films (0.21 MPa). A direct comparison with starch-based systems highlights the role of the PVA matrix; the tensile strength of the present P6 film (3.61 MPa) is markedly higher than that of a simple tamarind starch-glycerol film (0.21 MPa) and compares favorably to more complex, cross-linked corn starch composites (5.62-6.93 MPa). This result indicates that, in simplified formulations, the presence of a synthetic polymer such as PVA and its continuous network formation are the main determinants of mechanical performance, rather than the botanical source of starch. The tensile strength obtained in this study (up to 3.61 MPa) falls within the range reported for typical starch-based bioplastics (approximately 2-5 MPa), which varies depending on formulation and processing conditions. Similar mechanical behavior patterns have been seen in PVA/starch-based films, where a higher starch content results in a lower tensile strength because the polymer matrix is disrupted.
Compared with typical starch-glycerol systems, where tensile strength is typically very low (approximately 0.2-1 MPa), the results of the present study demonstrate significant improvements resulting from the formation of a continuous PVA matrix. On the other hand, tensile strengths above 5 MPa are usually achieved through chemical cross-linking, the addition of nanofillers (e.g., nanocellulose), or complex multi-component systems, which increase the material’s complexity and cost.
In this context, the PVA/corn starch/vinegar system, especially the P6 and P5 samples, can be considered as a potential material for producing flexible packaging (e.g., bags or wrapping materials), where high ductility is more important than high strength. In particular, the elongation at break of about 294% in the P5 sample further demonstrates its suitability for such applications.
The interpretation of the mechanical data is based on the well-established material properties. PVA forms strong, continuous films, whereas starch typically yields brittle, less cohesive structures. The progressive reduction in tensile strength with increasing starch content (Figure 7(c)) can therefore be attributed to the disruption of the continuous PVA matrix, with starch acting as a dispersed phase that introduces structural discontinuities and stress concentration sites. Mechanical properties of the solution-cast PVA/corn starch bioplastic films. (a) Representative force-extension curves obtained from the grab tensile test (ASTM D5035). (b) Corresponding engineering stress-strain curves derived from the data in (a). (c) Tensile strength at break and elongation at break (%) for samples P6 to P2. (d) Tensile (Young’s) modulus for samples P6 to P2.
These findings suggest that the PVA network’s continuity is the dominant factor governing mechanical performance in this simplified composite system. Further enhancement may be achieved through green cross-linking strategies or the incorporation of bio-based nano reinforcement.
4. Conclusion
This study successfully fabricated a uniform anti-microbial bioplastic using PVA and corn starch, offering a promising sustainable alternative to conventional petroleum-based packaging materials. The incorporation of corn starch improved the bio-biodegradability and eco-friendly nature, while PVA provided desired film-forming ability, flexibility, and mechanical integrity. The findings establish that the continuous PVA network is the primary determinant of mechanical strength and thermal stability in this bioplastic system. Higher PVA content produces higher tensile strength (3.61 MPa) and thermal resilience (36.62% residual mass at 316°C), while increasing starch content progressively disrupts matrix continuity and degrades overall performance. Acetic acid, present in common vinegar, promotes matrix homogeneity by enhancing inter-molecular interactions, as confirmed by FTIR analysis. The incorporated silver-based antimicrobial agent remained active within the PVA/corn starch matrix, producing measurable ZOI of 12 mm against S. aureus and 10 mm against E. coli. These results demonstrate that careful balancing of composition in a low-complexity, accessible material system can produce functional bioplastics with tunable properties that are potential for flexible packaging applications (bags, wrapping materials). Future research may focus on water vapor permeability, moisture absorption, and long-term barrier performance investigation to facilitate the commercial application in sustainable packaging fields.
Footnotes
Acknowledgements
This study was self-funded by the authors of the manuscript. The authors express their sincere gratitude to the Textile Workshop Laboratory and the department for providing essential facilities and continuous support throughout the project.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declare no conflict of interests.
Data Availability Statement
The data supporting the findings of this study are available from the corresponding author upon reasonable request.
Declaration of AI use
During the preparation of this work, the authors used an AI-assisted tool (DeepSeek) for language polishing and refinement. After using this tool, the authors reviewed and edited the content as needed and took full responsibility for the content of the publication.