
Abstract
Natural fibre reinforced polymer composites (NFRPCs) have emerged as sustainable, recyclable, and lighter alternatives to conventional mineral-reinforced materials. This development is largely driven by global sustainability requirements. Despite this potential, the widespread industrial adoption of natural fibres is limited. By their inherent hydrophilicity, which causes extremely weak interfacial adhesion and poor micromechanical stress transfer when paired with non-polar, hydrophobic polymer matrices. This review examines engineering strategies overcome these thermodynamic and mechanical barriers. Chemical, physical, and biological surface modification protocols are discussed in detail These approaches mitigate fibre hydrophilicity, remove non-cellulosic impurities, and facilitate strong interfacial bonding. Furthermore, research on the engineering of the nanometric fibre/matrix boundary through hierarchical architectures, such as cellulose nanocrystals and Layer-by-Layer assembly, is reviewed, highlighting how a functionally graded transition zone drastically enhances mechanical interlocking and interfacial shear strength. The use of pyrolysed biochar is explored as a scalable carbon-negative structural reinforcement Material. Biochar can replace highly emissive inorganic fillers while enhancing micromechanical interlocking via its macroporous cellular architecture. The performance gains from interphase engineering and biochar integration are validated through multi-scale characterization techniques and coupled with advanced computational frameworks, including Molecular Dynamics (MD) and the Phase Field Method, to accurately predict non-linear fracture mechanics. Together hierarchical interphase engineering, scalable biochar integration, and high-fidelity predictive modelling provides a foundation for the immediate deployment of highly durable and sustainable advanced composite materials.
Keywords
1. Introduction
The United Nations’ Division for Sustainable Development Goals (SDG) has published a set of interconnected goals aimed at fostering prosperity while addressing climate change and environment preservation. 1 The interconnected nature of these goals results in cross-disciplinary benefits. For instance, Goal 14 focuses on reducing marine plastic waste, thereby contributing to the achievement of Goal 12, which pertains to sustainable consumption and production.
Historically, the advanced composites industry has relied almost exclusively on mineral reinforcements such as E-glass fibres, carbon black, synthetic carbon nanotubes (CNTs), and highly crystalline aramid structures. While these conventional engineering materials exhibit exceptional thermomechanical properties that have driven advancements in aerospace, automotive, and civil infrastructure applications, their continued use carries a substantial environmental burden. The high greenhouse gas (GHG) emissions associated with their high-temperature synthesis, end-of-life recycling challenges, and substantial accumulation in global landfills directly conflict with global sustainability objectives, particularly the United Nations’ Sustainable Development Goal 12 regarding sustainable consumption and production. 1
Simultaneously, sweeping legislative changes are accelerating the global transition towards more sustainable material systems. The European Commission has mandated stringent, fleet-wide CO2 emission targets for the automotive sector, aiming for a 100% reduction (amounting to 0g CO2/km) for new vehicles by 2035. 2 In addition to exhaust emission targets, the Commission has proposed that at least 25% of the plastics utilized in new vehicles be sourced directly from recycled or sustainable materials. To meet these highly ambitious lightweighting and circular economy targets, engineers are increasingly substituting traditional heavy metal structural components and dense glass-fibre reinforced plastics (GFRP) with natural fibre reinforced polymer composites (NFRPCs) and advanced nano-biocomposites. Research has demonstrated that a 10% reduction in overall vehicle weight yields a 5% to 6% decrease in internal combustion fuel consumption, or a 14% increase in the driving range of electric vehicles. 3 NFRPCs boast lower specific gravities, reduced manufacturing energy consumption, and superior end-of-life incineration behaviour compared to GFRPs, which are known to release toxic fumes and leave highly abrasive slag residues upon thermal disposal.
Despite their environmental and economic advantages, the widespread industrial adoption of natural fibres and bio-based fillers is constrained by their inherent physical, chemical, and thermodynamic limitations. 4 Plant-derived technical fibres, composed of crystalline cellulose microfibrils embedded in an amorphous, compliant matrix of hemicellulose, lignin, and pectins, are hydrophilic due to the abundance of highly polar hydroxyl (-OH) groups distributed continuously along their chains. 5 Conversely, the majority of commercially viable thermoplastic and thermosetting polymers (polymer matrices possess distinctly non-polar hydrophobic properties. 6
This difference in polarity between natural fibres and hydrophobic polymer matrices results in extremely weak interfacial adhesion, insufficient micromechanical stress transfer across the fibre-matrix interphase, and a heightened susceptibility to Fickian moisture diffusion. 7 The absorption of atmospheric or environmental moisture induces localised fibre swelling, which in turn generates internal shear stresses within the interphase. These stresses, trigger interfacial debonding, and accelerate the propagation of microcracks within the bulk of the composite, ultimately compromising its structural integrity, fatigue endurance, and impact resistance over time.
To overcome these fundamental thermodynamic and mechanical limitations, sophisticated surface engineering techniques and advanced nano-to micro-scale reinforcements must be employed. This paper presents a detailed review into the fundamental mechanics, chemical surface engineering, interphase nanostructuration, and multi-scale computational modelling of these sustainable structural composites.
2. Surface engineering and treatment methodologies for natural fibres
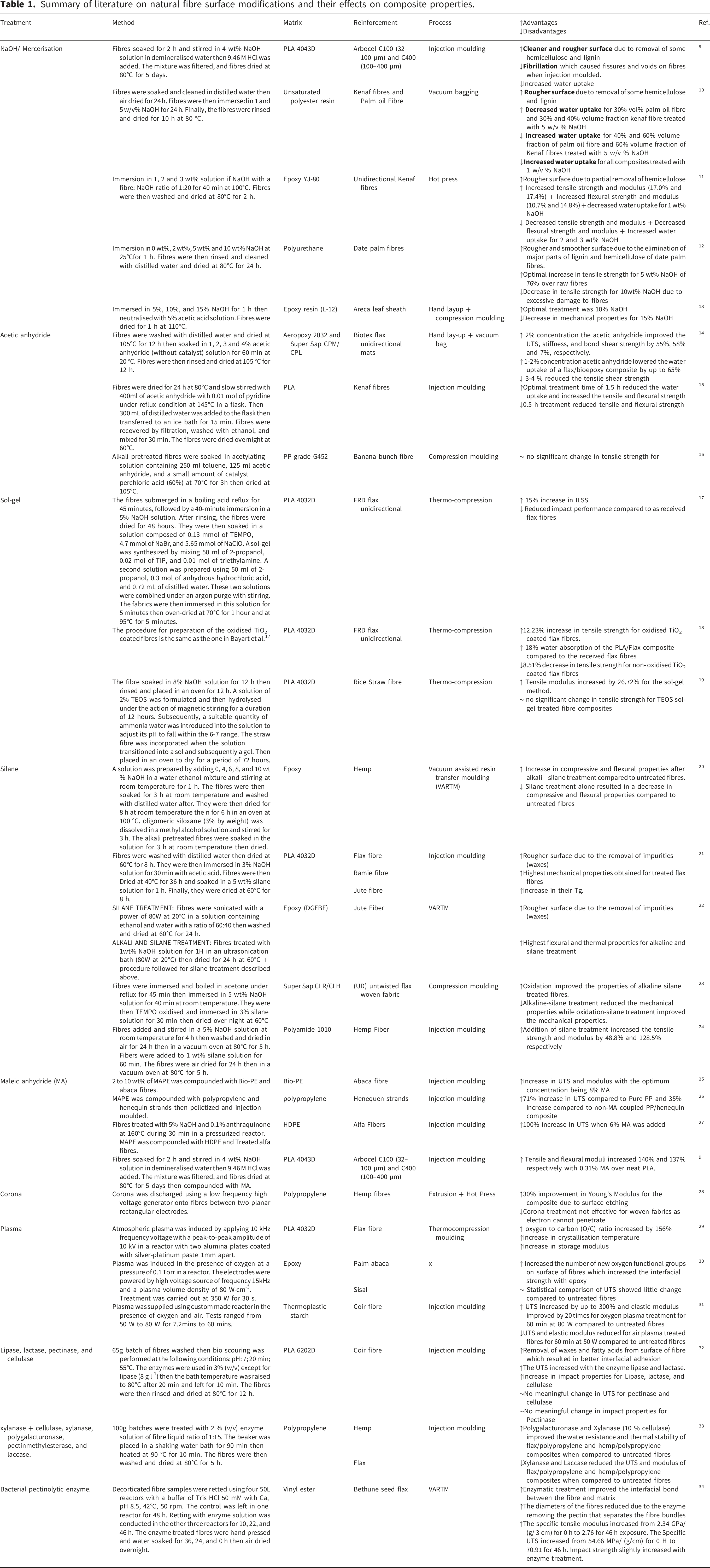
Summary of literature on natural fibre surface modifications and their effects on composite properties.
2.1. Wet-chemical modifications and compatibilisation
Chemical treatments represent the most industrially scalable approach to fibre modification, employing wet chemistry to fundamentally alter the surface topography and chemical reactivity of the lignocellulosic structure. Alkaline treatment, commonly referred to as mercerisation, uses sodium hydroxide (NaOH) to saponify superficial waxes and dissolve the amorphous hemicellulose and lignin that bind the technical fibre bundles. This process induces a morphological transformation in the cellulose structure, causing the fibres to fibrillate, unpack, and increase their effective aspect ratio and microscopic surface roughness. This roughness improves the mechanical wetting characteristics of the resin.16,35
However, Cosse et al. 9 investigated the effects of alkaline treatment on wood fibres in injection-moulded polylactic acid (PLA) composites and found that while hemicellulose and lignin were successfully removed, harsh treatments such as 4 wt% NaOH applied for 2 hours resulted excessive fibrillation. This over-treatment created detrimental void spaces during high-shear injection moulding, which unexpectedly increased water uptake and reduced the mechanical performance compared to raw, untreated fibres.
Alternatively, acetylation operates via a direct substitution pathway. Acetic anhydride (CH3CO)2O is commonly used to modify the surface of NFs by acetylating hydroxyl groups (OH) on the fibre surface. This conversion of hydroxyl group into ester groups reduces hydroxyl group concentration. Consequently, the fibres become more hydrophobic and less prone to shrinkage or swelling. Any acetic acid generated as a byproduct of the reaction is eliminated by rinsing and drying the fibres before their use in composite materials. 36 Acetylation can be performed with or without a catalyst. Loong & Cree 14 Investigated the effects of acetylation on unidirectional flax fibre composites embedded in a bioepoxy matrix via vacuum bagging found that an optimal fibre treatment of 2% acetic anhydride concentration improved the ultimate tensile strength (UTS) by 55% while simultaneously reducing water uptake by 65%.
The sol-gel process has been used in natural fibre reinforcement involving the absorption of inorganic nanoparticles into the cell walls of natural fibres. The process allows control of the amount of the inorganic content and the extent of cross-linking, enabling fine-tuning of the flexibility and hardness of the sol-gel composite. The porous nature of natural fibres provides an optimal environment for nanoparticle deposition.37,38 Tetraethyl orthosilicate (TEOS) is a common precursor used for the sol-gel process. In the presence of water and a catalyst, TEOS undergoes hydrolysis to form silanol groups and ethanol. These silanol groups then undergo condensation reactions to form Si-O-Si linkages, ultimately creating a colloidal solution or “sol”. 19
Bayart et al. 17 employed the sol-gel method to apply a thin film of oxidised TiO2 onto flax fibres and observed a 15% increase in interlaminar shear strength (ILSS) compared to untreated flax fibres when used to reinforce PLA. The addition of both flax fibres and TiO2 coated flax fibres increased the Tg of PLA. These results suggest strong interfacial adhesion between the coated flax fibres and the PLA matrix.
Molecular coupling agents provide another way to bridging the phase boundary. Silane coupling agents are bi-functional organosilicon molecules. They feature a hydrophilic head that undergoes rapid condensation reactions with the available hydroxyl groups of the natural fibre to form rigid, covalent siloxane bridges. Simultaneously, the molecule’s long hydrophobic hydrocarbon tail penetrates and entangles with the polymer matrix, effectively locking the two continuous phases together via covalent linkages and secondary van der Waals forces. To maximize the thermodynamic efficacy of silane treatments, they need to be preceded by a mild alkaline wash to expose the reactive hydroxyl sites that are otherwise covered by surface waxes. Dilfi et al. 22 investigated the combined effects of alkaline and silane treatments on jute/epoxy composites and demonstrated that a sequential treatment of 1 wt% NaOH followed by 1 wt% silane increased the flexural strength by 47.6% and the flexural modulus by 90.6%, proving that removing surface impurities prior to silane application is critical for maximizing covalent bridging.
Similarly, maleic anhydride (MA) acts as a highly potent coupling agent, particularly for polyolefin matrices like polyethylene (PE) and polypropylene (PP). MA acts as a bridge between the OH groups of the NF and the PP. The effectiveness of the treatment can be determined by the existence of –OCO–CH=CH–COOH groups on fibres using FITR. This method is mainly used for thermoplastics matrices like PE and HDPE. Tarrés et al. 26 reported that incorporating 4 wt% maleic anhydride-grafted polypropylene (MAPP) into henequen strand-reinforced PP composites increased the UTS by 71% compared to neat PP and 35% compared to uncoupled composites, highlighting its efficacy in preventing interfacial slip.
2.2. Physical and biological surface engineering
In manufacturing contexts where wet-chemical processes pose environmental, economic, or effluent disposal constraints, physical treatments offer rapid, solvent-free alternatives. Surface functionalization of flax fibres using 10 kHz plasma treatments at atmospheric pressure increased the surface oxygen-to-carbon ratio by 156%. 29 This high surface oxidation significantly enhanced the storage modulus and interfacial bonding with the PLA matrix without generating a single drop of wet-chemical waste. However, the efficacy of physical treatments is fundamentally constrained by geometry, they are highly effective for 2D planar surfaces and continuous unidirectional yarns, but reactive plasma environment, consisting of short-lived ionized gases, free electrons, and radicals, lacks the penetrative depth required to uniformly treat dense, 3D woven preforms.
Biological surface treatments exploit the highly selective catalytic action of specific microorganisms or isolated enzymes, such as pectinases, lipases, cellulases, and laccases, to target and degrade specific non-cellulosic binding agents under extremely mild, ambient conditions. This biocatalytic approach ensures the complete preservation of the highly ordered cellulose microfibril integrity while effectively stripping away the waxy, pectic interface. While enzymatic treatments yield fibres with exceptional purity and preserved mechanical strength, the process requires prolonged incubation times (frequently up to 46 hours), precise pH/temperature controls, and stringent management of microbial growth, making it more difficult to scale up for high-throughput industrial manufacturing compared to chemical methods. 8
George et al. 33 reported that treatment of flax and hemp fibres with polygalacturonase and xylanase (with 10% cellulase content) improved the water resistance and thermal stability of flax/polypropylene and hemp/polypropylene composites relative to untreated fibres. They suggested that these improvements were due to the enzymes removing pectic and hemicellulosic contents from the fibre. In addition, they stated that the removal of these components had no significant influence on the mechanical properties of the composite. Overall, enzymatic treatment shows promise for modifying flax and hemp fibres for use in polypropylene matrices, as they can be recycled, require less energy, and are likely to become less expensive as more research is conducted.
3. Organic nanoparticles
3.1. Molecular architecture
Fibre-matrix interactions occur at two distinct boundaries: the interface, which is the direct 2D surface boundary marked by an abrupt discontinuity in properties, and the interphase, a 3D transition zone extending from nanometers to millimeters into both materials. The interphase dictates the composite’s overall mechanical performance and is governed by fibre characteristics (such as roughness and aspect ratio) alongside matrix-fibre synergies like cross-linking density, chemisorption, and physisorption. Ultimately, this crucial transition region is sustained by a complex network of strong covalent bonds, weaker hydrogen bonds, and van der Waals forces. These diverse phenomena are illustrated in Figure 1. The interphase is pivotal in NFRPCs as it serves as the preferential region where the matrix transfers the applied load to the fibre.
39
Schematic of the expected reactions between silane-alkali treated natural fibre, epoxy matrix, and bio nanofillers in the interphase zone. In addition, the loop structures formed by adsorption of polymer chains on nanoparticles with strong covalent and weak hydrogen bonds are shown. Chain entanglement that causes restrictions in polymer chain mobility are also illustrated. R and R2 refers to CH2O(CH2)3.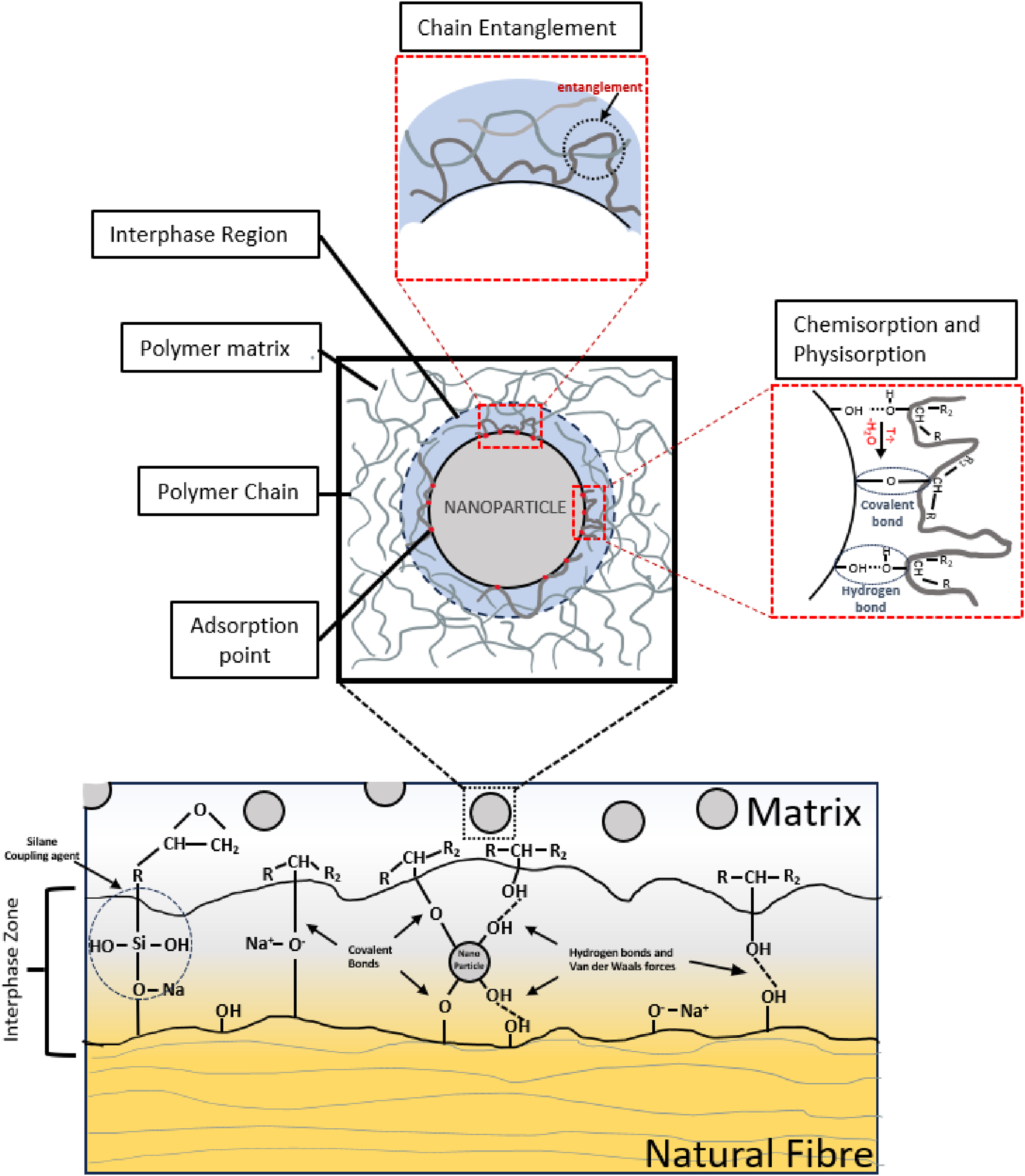
When fillers are added to a polymer matrix, the resulting composite properties depend on the efficiency of load transfer at the fibre/polymer interface. The interaction between the polymer and filler is influenced by the relative size of the polymer chain, represented by the ratio 2Rg/D, where Rg is the radius of gyration and D is the diameter of a cylindrical filler. The radius of gyration is the square root of the average squared distance of any point in the chain from its centre of mass. 40 When the relative size satisfies 2Rg/D < 1, Mu et al. 41 found that the polymer chains did not fully surround the nanofiller, resulting in poor load transfer efficiency at the interface. Conversely, if the filler diameter (D) is smaller than twice the polymer’s radius of gyration (i.e. 2Rg/D >1), polymer chains can effectively surround the fillers, enhancing load transfer and thereby improving mechanical properties. 41
Near the fillers, the dynamics of the polymer chains are perturbed due to the formation of network-like polymer structures around the nanofillers. These arise when polymer chains adsorbed on the surface of the filler form loop structures, which can entangle with surrounding polymer chains and restrict their mobility. This entanglement and reduced polymer chain mobility increases packing density and reduces the free volume between polymer chains. 42 Consequently, there are more bonds per unit volume, leading to an increase in density of the region around the fillers. 43 This phenomenon occurs in the filler’s interphase, as depicted in Figure 1. The filler’s interphase region extends only a few nanometres or approximately (3-11)×Rg from the filler surface, beyond which the properties are similar to the bulk polymer.44–46
There exists a critical distance between fillers where the interphases overlap, maximising the micromechanical properties of the composite. However, if the distance between fillers is less than the critical distance, the loop structures cannot entangle with polymer chains but instead interact with loop structures around other fillers, weakening the filler’s interphase. Consequently, when undesirable agglomeration of filler particles occurs, it results in phase separation and weak interfaces, thereby decreasing strain at failure as well as the Tg of the matrix. 46 Additionally trace water contents on the surface of bio nanoparticles can promote strong covalent bonds through chemisorption when heat is applied during composite processing, as hydroxyl groups from the epoxy polymer react with those on the bio-nanoparticle, 47 as illustrated in Figure 1.
3.2. Types of organic nanoparticles
Organic nanoparticles such as nanocellulose (NC) have garnered significant interest from researchers due to their availability, biodegradability, and unique mechanical and physical properties. NCs are derived from cellulose with at least one dimension within the nanoscale. 48 Cellulose nanofibres (CNF) are typically produced using homogenisers, microfluidizers, or grinders to disintegrate the cellulose fibres along their long axis while retaining the length and crystalline form of fibrils. CNF typically have lengths in the microscale and widths in the nanoscale. 49
NC can be isolated from lignocellulosic biomass by removing the amorphous region through acid/alkali hydrolysis to produce cellulose nanocrystals (CNC). 50 The high pH of acid treatment or the low pH of alkali treatment disrupt the hydrogen bonds between cellulose and hemicellulose, as well as the cinnamate acid ester linkages between hemicellulose and lignin. 51 CNCs are rod-like and have lengths around 200-350 nm and diameters around 10-50 nm.52,53 Another method to obtain CNC is enzymatic treatment, which utilises enzymes like cellulase to break down the bonds between cellulose, hemicellulose, and lignin. 54
Planetary ball milling, high energy ball milling, and sonication are techniques used to produce nanoparticles from microparticles. Nanobiochar, nano palm oil and nano eggshell can be synthesized using these methods. Guo et al. 55 reported that treatment biochar HNO3 and H2SO4 in a hydrothermal reactor at room temperature gave smaller nanoparticles and a higher yield milling or sonication.
Achieving uniform distribution of nanoparticles in a polymer matrix is challenging due to their tendency to agglomerate, primarily because of the strong intermolecular hydrogen bonding interactions and high surface charges, especially for spherical-shaped ones. 56 Agglomeration leads to larger particles and reduced surface area, which can diminish the performance of the composite, as discussed earlier regarding the ratio 2Rg/D. Therefore, proper distribution of nanoparticles is crucial. Furthermore, the addition of nanoparticles may affect the curing behaviour and processability of some thermoset resins, such as epoxy. They cause a base viscosity buildup due to physical obstruction by the particles, as well as shear-thinning behaviour, where the resin’s viscosity temporarily decreases under mechanical mixing or injection forces as the nanoparticles align with the flow. 57
Increasing the surface charge density of NC through carboxylation, sulfonation, phosphorylation, or quaternary ammonium salination can enhance repulsion between particles. 58 Functionalisation of BC with (3-mercaptopropyl) trimethoxysilane has been found to improve its dispersion in PLA. 59 Sonication is also an effective method for the dispersing of BC in a polymer matrix. 60
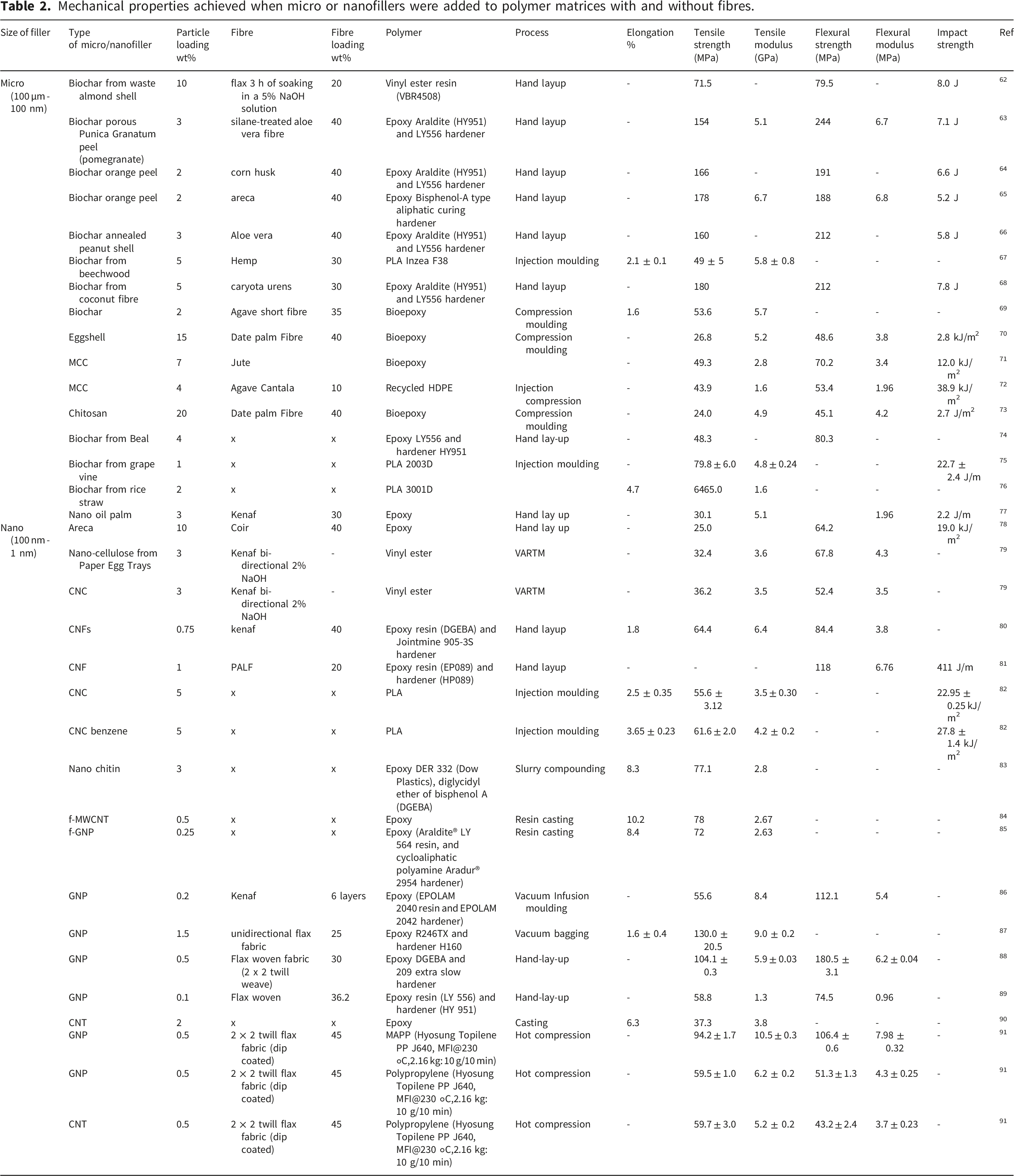
Mechanical properties achieved when micro or nanofillers were added to polymer matrices with and without fibres.
3.2.1. Cellulose nanofiber
Cellulose nanofibers (CNFs) I are nanoscale fibrous materials extracted from plant-derived cellulose, making it is a sustainable material with low environmental impact in its production and end-of-life disposal. It weighs one fifth as much as steel but possess five times its strength, along with an elastic modulus as high as that of high-strength aramid fibre. CNF exhibits a coefficient of thermal expansion like that of glass. The conversion of wood cellulose fibres into CNF can be seen in Figure 2. Conversion of wood cellulose fibres into TEMPO-oxidized cellulose nanofibers ∼3 nm in width through TEMPO-mediated oxidation and subsequent gentle mechanical disintegration of oxidized cellulose in water. Reproduced with permission.
92
Copyright 2018, Elsevier.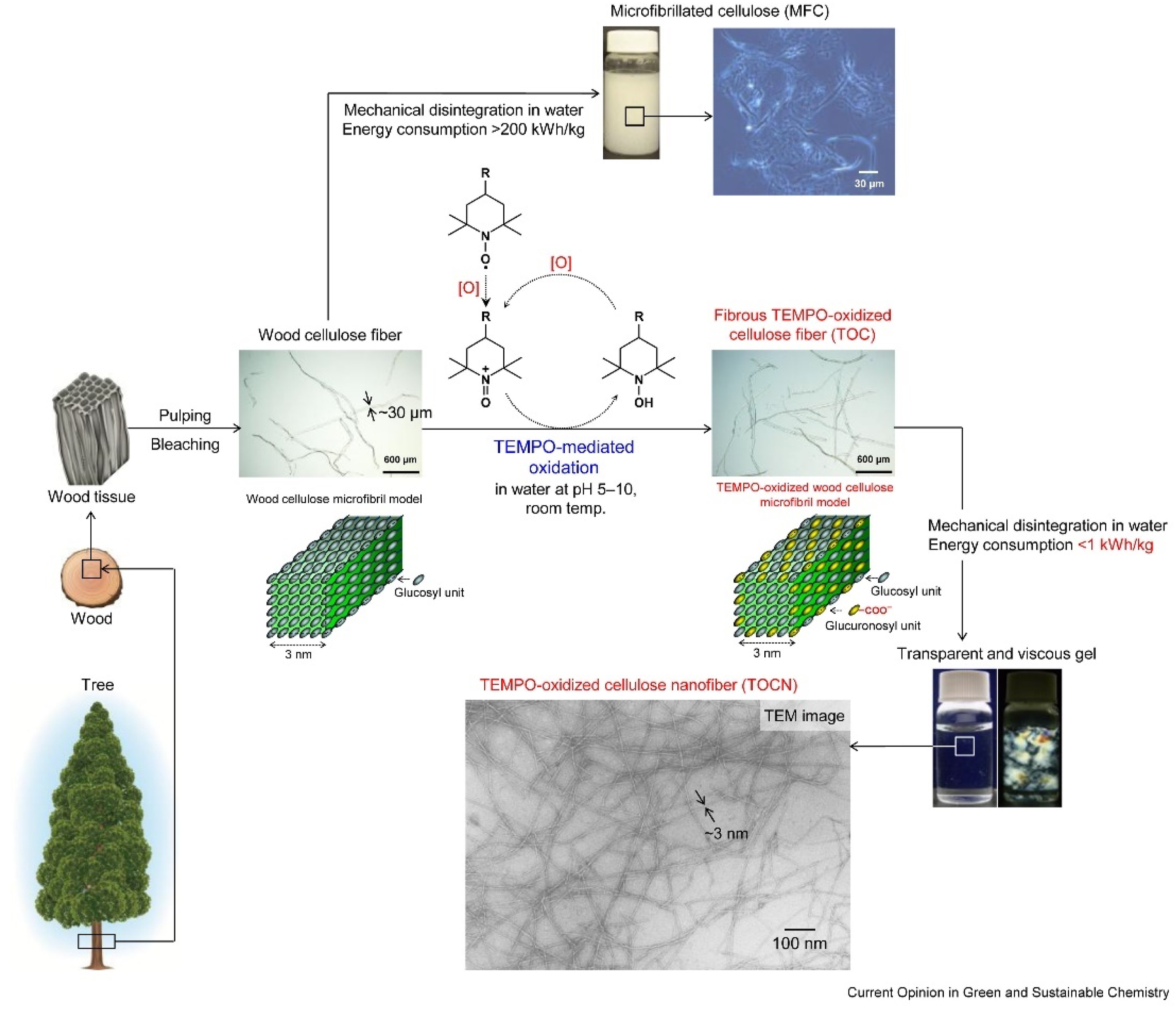
Roszowska-Jarosz et al. 93 incorporated various percentages of CNF (0.5 wt%, 1 wt%, and 1.5 wt%) into epoxy resin to assess their effect on impact strength and resistance to three-point bending, as determined by the critical stress intensity factor, Kc. The impact strength increased by 66.7% to 111% and the Kc increased by 53.3% to 73.3%. The addition of 1.5 wt% CNF exhibited the highest impact strength, and the addition of 0.5 wt% showed the highest Kc value.
Raharjo et al. 72 reported comparable results when 4% MCC was added to agave cantala fibre/recycled HDPE composites. They noted a 50.7% increase in tensile strength, a 31% increase in flexural strength, and a 37.7% increase in impact strengths compared to agave cantala fibre/recycled HDPE composites without MCC.
Shojaeiarani et al. 82 conducted a comparison between the addition of modified and unmodified CNC to PLA. The modified CNC was prepared using benzoic acid through a green esterification process, resulting in a reduction in the aspect ratio. The storage modulus of the PLA composites was improved by 38% and 48% for CNC and modified CNC, respectively. Moreover, the Young’s modulus, UTS, elongation at break, and impact strength were increased by 27%, 10.9%, 4.2%, and 32.8%, respectively, for 1 wt% modified CNC over neat PLA. However, unmodified CNC showed a slight decrease in UTS and elongation at break. Similarly, Yin et al. 94 observed comparable enhancements with 1 wt% CNC modified with a hydrophobic triazine derivative. The UTS increased by 99.4% and 85% for modified CNC and unmodified CNC, respectively. In addition, the thermal stability of the modified CNC was significantly improved, with the onset degradation temperature increasing by 100 °C, alongside a decrease in hydrophilicity.
Khan et al.
80
studied the effect of adding CNF, organically modified montmorillonite nanoclay (OMMT), and montmorillonite nanoclay (MMT) to kenaf/epoxy composites. When 0.75 wt% freeze-dried CNF was added to kenaf/epoxy composite, the UTS and modulus increased by 109% and 83%, respectively. In addition, the flexural strength increased by 22.8% and modulus by 60.7%. The increase in tensile properties was higher than that with OMMT and MMT addition, but the increase in flexural properties was lower than with OMMT addition. The thermal stability of the CNF modified composites was high due to the cross-linked CNF fillers creating high heat resistibility and the restricting molecular motion in the epoxy matrix. OMMT modified nanocomposites showed improved char residue compared to CNF due to its branched macromolecule chain having a greater retarding effect, which concurred with the research done by Wang et al.
95
OMMT exhibited a higher storage modulus than CNF due to the polymeric chain being intercalated between the phyllosilicate layers of OMMT. The storage modulus was also highest for the OMMT, modified composite. Comparable results were obtained by Saba et al.
96
A considerable decrease in SEM images of fracture surface of Kenaf/epoxy a(i), Nano OPEFB filled kenaf/epoxy a(ii), and OMMT filled Kenaf/epoxy a(iii). Reproduced with permission.
77
Copyright 2016, Elsevier . SEM images the fracture surface of kenaf/epoxy b(i), MMT/kenaf/epoxy b(ii), CNFs/kenaf/epoxy b(iii) and b(iv) OMMT/kenaf/epoxy showing voids, air bubbles, and crack lines. Reproduced with permission.
80
Copyright 2020, Elsevier.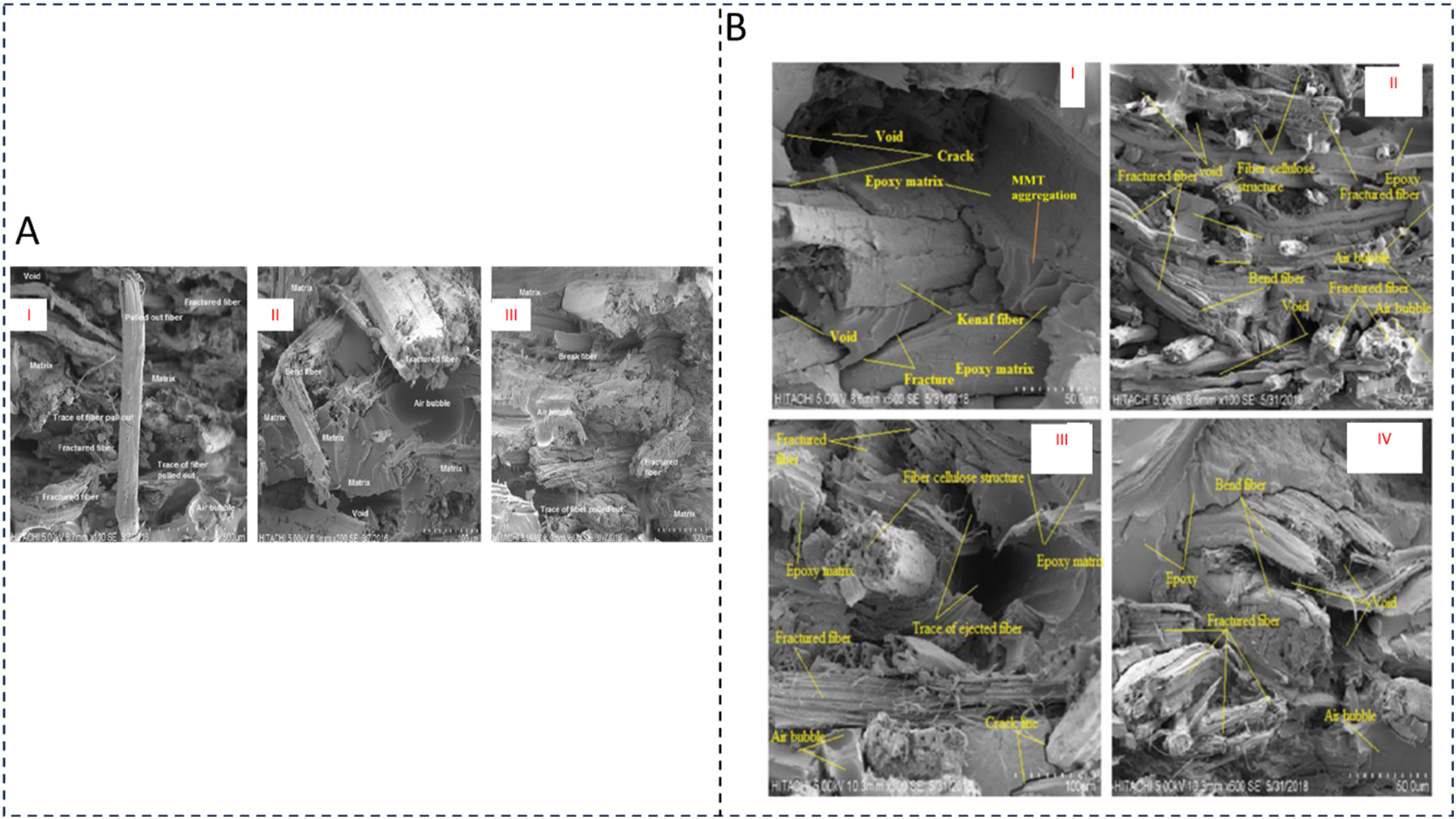
Yu et al. 79 extracted nanocellulose from paper egg trays and added them at 3 wt% as reinforcement to kenaf/vinyl ester composites. The addition improved the tensile, flexural, and impact strengths by approximately 73%, 25% and 110%, respectively. They also assessed the addition of 3 wt% commercial nanocellulose and obtained a 94% increase in the UTS, but the impact and flexural strength decreased by 18% and 17%, respectively.
Klinthoopthamrong et al. 81 investigated the effect of CNF addition on the mechanical properties of long pineapple leaf fibre (PALF)/epoxy composites. The concentration of the CNF was varied at 1, 3, and 5 wt%, while PALF was kept at a constant 20 wt%. At lower concentrations of CNF, there was minimal change in the flexural modulus and strength from neat epoxy, but at 1 wt%, the impact strength increased by 115%, which decreased with 3 and 5 wt% CNF. With the addition of 20 wt% PALF to the epoxy matrix containing 1 wt% CNF, the impact strength increased to 220% compared to PALF/epoxy and 1520% compared to neat epoxy.
3.2.2. Nanochitin
Bie et al. 97 found that adding 0.3 wt% chitin nanocrystals to bimodal polyethylene increased the tensile modulus by 11.6%. Wang et al. 83 employed a slurry compounding technique to disperse chitin nano whiskers in an epoxy DGEBA matrix. A 2.5% addition of chitin nanowhiskers increased the UTS and modulus by 49% and 16%, respectively. Moreover, toughness and elongation at break also increased by 457% and 250%, respectively. The authors suggested that the free amine groups in chitin acted as a macromolecular polyamine hardener, in epoxy curing in addition to serving as a nanofiller.
3.2.3. Oil palm empty fruit bunch nanofibre
Saba et al. 77 conducted a comparative analysis of the mechanical properties kenaf/epoxy composite modified by the addition of 3 wt% oil palm empty fruit bunch (OPEFB) nanofibre, 3 wt% MMT nanoclay, or 3 wt% OMMT nanoclay. The inclusion of OMMT led to 56% higher UTS and 17.7% higher tensile modulus compared to nano OPEFB addition. A similar trend was observed for elongation at break, with OMMT resulting in a 27.3% increase over nano OPEFB. This enhancement stemmed from the large surface areas of the nanoparticles, which facilitated a stronger connection between the fibres and matrix, thereby improving adhesion. Furthermore, the nanoparticles restricted the chain mobility of the matrix, which influenced elongation and consequently enhanced stiffness.
OMMT modified composite exhibited the superior behaviour due to its lower hydrophilicity compared to MMT and nano OPEFB, enhancing its compatibility with the matrix and promoting more efficient force transfer between fibre and matrix. Despite their hydrophilicity, the addition of nano OPEFB and MMT resulted in enhanced properties, such as impact strength, compared to unmodified kenaf/epoxy. The nanofillers played a role in absorbing the initial impact energy and mitigating crack propagation within the composite under stress. This was corroborated by SEM images depicted in Figure 3(a), illustrating a reduction in voids and a higher incidence of fibre breakage rather than fibre pull-out for OMMT and nano OPEFB when compared to unmodified kenaf/epoxy.
A separate study by Saba et al. 98 using the same nanofillers, reported that nano oil palm empty fruit bunch (OPEFB)/kenaf/epoxy hybrid nanocomposites exhibited reduced density and improved thermomechanical properties compared to kenaf/epoxy composites, even without the use of any coupling agent for fibre treatment. The addition of nanoparticles was also found to enhance the dynamic mechanical properties of kenaf/epoxy composites. This enhancement was attributed to the stiffness of the nanoparticles, leading to improvement in the storage modulus (E′) and loss modulus (E″) values. Moreover, a noticeable decrease in damping was observed due to the restriction imposed by the nanoparticles on the free segmental movement of epoxy molecular chain. 96
In a related study by Lakshmaiya et al. 99 nano oil palm fibre shells (OPS) were added to flax/epoxy hybrid composites, resulting in comparable trends in the outcomes. Various loadings, ranging from 0 to 6 wt.% were evaluated at a constant 40 wt% flax fibre content. At 4 wt% nano OPS, both the storage and loss modulus increased compared to flax/epoxy without nanoparticles. Furthermore, damping decreased noticeably due to the nanoparticles restricting the movement of the epoxy molecular chains. Cryogenic treatment of the nanoparticles let to the highest interlaminar shear strength attributed to cryogenic straining, causing lingering tension in the compression interaction of the composite material.
Vishwas et al. 78 discovered that the addition of Areca nanofiller, resulted in an increase in void percentage and microhardness, along with a reduction in the density of the composite. The flexural strength increased by 12.4% for 5 wt% nanofiller loading, but no significant enhancement was seen for the sample with 10 wt% nanofiller loading. Wear resistance was significantly enhanced with the addition of nanofiller, with Areca nanofillers at 10 wt% exhibiting lower wear loss compared to those at 5 wt%.
3.2.4. Graphene nanoparticles and carbon nanotubes
In the seminal review paper by Domun et al., 100 the effects of adding CNT, GNP, nanoclay and nanosilica on the fracture toughness, strength and stiffness of the epoxy matrix are discussed. Domun et al. 85 demonstrated that the fracture properties of epoxy nanocomposites can be improved using plasma functionalized graphene nanoplatelets (f-GNP) at low filler content without compromising the UTS and thermal properties of the nanocomposites. They observed that the fracture toughness of neat epoxy resin increased by over 50% with 0.25 wt% f-GNP loading, while the glass transition temperature and coefficient of thermal expansion (CTE) showed slight increases. In the work published in 2017, Domun et al. 84 also enhanced the fracture toughness of epoxy resin by adding low loading of single-part and hybrid nanofiller materials. Functionalised multi-walled carbon nanotubes (f-MWCNTs) were used as a single filler, increasing the critical strain energy release rate, GIC, by 57% compared to the neat epoxy, at only 0.1 wt.% filler loading. Moreover, no decline in the UTS or thermal properties of the nanocomposite were observed. Upon adding 2D boron nitride nanosheets (BNNS) along with the 1D f-MWCNTs, the fracture toughness further increased to 71.6%. Subsequent experiments demonstrated that when 2D f-GNPs and 1D boron nitride nanotubes (BNNTs) were used as hybrid fillers, the fracture toughness of the epoxy improved 91.9%. The tensile properties remained unchanged in both hybrid filler systems; however, the nanocomposites containing boron nitride exhibited a slight reduction in thermal performance These findings indicate that functionalised GNP and CNT improve adhesion with the matrix.
Yusuf et al. 101 introduced GNP into a bioepoxy matrix and observed similar improvements to UTS. The highest UTS was achieved with 0.1 wt% GNP, resulting in a 6.5% increase. They observed a significantly higher increase in tensile Young’s modulus of 87.7% when 0.25 wt% GNP was added to the bioepoxy, possibly due to better dispersion of nanoparticles.
Malik et al. 86 fabricated GNP/kenaf/epoxy composites using vacuum infusion moulding. The kenaf/epoxy composites containing 0.2% GNP improved the UTS and modulus by 61.5% and 17.6%. In addition, the flexural strength and modulus increased by 22.7% and 35.1%, respectively, while the water absorption decreased by 7%.
Awwad et al. 87 incorporated flax fibres and GNP into a bioepoxy matrix and evaluated the mechanical performance of the resulting composite. The highest UTS was 132.0 ± 4.5 MPa for flax/epoxy composite, representing a 116% increase compared to the neat epoxy. However, the addition of 1.5 and 3 wt% GNP to the bioepoxy, resulted in UTS values of 130.0 ± 20.5 MPa and 108 ± 18.7 MPa, respectively, both of which were lower than flax/epoxy.
Alipour et al. 88 incorporated GNP into flax/epoxy composites and found that at a loading of 0.5 wt%, edge-to-edge contacts among the GNPs were dominant, leading to a uniform dispersion. As a result, addition of 0.5 wt% GNP increased the UTS and Young’s modulus by 43.6% and 19.2%, respectively, compared with neat flax/epoxy. The flexural strength and modulus also increased by 47.8% and 17.0%, respectively. In contrast increasing the GNP loading to 0.7 wt% resulted in plane-to-plane contacts between GNPs were dominant, which caused a reduction in the UTS as well as the flexural strength and modulus.
Kamaraj et al. 89 also investigated the effect of varying GNP loadings (0.025, 0.1, and 0.2 wt%) on the tensile and flexural properties of flax/epoxy composites. They found that a loading of 0.1 wt% GNP increased the UTS and modulus by 61.3% and 16.8%, respectively, and enhancements of 71% and 54.4% in flexural strength and modulus, respectively. In addition to improving the mechanical properties, GNPs delay polymer chain relaxation by restricting the mobility of the surrounding epoxy, thereby reducing the diffusion of small molecules through the composite. This mechanism enhances the water barrier capabilities of the composite. At GNP loadings of 0.1 wt% and 0.2 wt%, the variation in water absorption was very low.
Wang et al. 90 compared the addition of CNT from waste plastics (pCNT) with commercial CNT (cCNT) as fillers in an epoxy matrix. The pCNT modified with a metal catalyst (m-pCNT) retained 60 wt% metal crystals, resulting in a substantially lower carbon content than cCNT, which facilitated better dispersion in the epoxy matrix. As a result of this enhanced dispersion, composites containing 2 wt% M-pCNT exhibited the best mechanical performance, with UTS and modulus increases of 36.7% and 99% compared with neat epoxy. Thus, pCNTs represent a promising, sustainable alternative to cCNT for use as polymer fillers.
Bassyouni et al. 102 demonstrated that the incorporation of MWCNT improves the thermomechanical properties of jute fibre/vinyl ester composites. Specifically, the addition of 0.5 wt% MWCNT increased the glass transition temperature by 112.4°C and yielded significant improvements in storage modulus. Li et al. 103 reported that adding 2 wt% CNT to flax/epoxy composite led to reduction in UTS and modulus by 25% and 6.25%, respectively, due to the formation of agglomerates.
Karim et al. 104 incorporated 5 wt% reduced Graphene Oxide (rGO)in to a jute/epoxy composite, achieving a 119.8% increase in UTS and a 99.2% increase in tensile modulus. These improvements were attributed to effective interfacial bonding between residual oxygen-containing functional groups on rGO and the hydroxyl groups on the jute fibres. Russo et al. 91 investigated the effects of various fibre treatments), on the mechanical properties of flax/PP composites These comprised chemical treatment using stearic acid, addition of 0.5 wt% of GNP and CNT, and use of malleated polypropylene (MAPP. The addition of CNT led to reductions tensile and flexural strength and modulus, as poor dispersion caused the nanotubes to agglomerate and act as stress concentrators. A similar but less pronounced decline was observed with GNP incorporation, which was attributed to nanoparticles agglomeration.
Natural fibres possess surface hydroxyl groups that can interact with nanostructures. Sarker et al. 105 used graphene oxide (GO) to modify jute fibres. The oxygen containing functional groups in GO reacted with the fibre hydroxyl group, leading to uniform distribution of graphene on the flax fibre. When GNP was added to MAPP/flax composites the UTS and tensile modulus increased by 42.5% and 55.0%, respectively, while flexural strength and modulus improved by 115.0% and 47.2%, relative to untreated flax/PP composites. The presence of MAPP enhanced chemical compatibility between the PP matrix and the polar groups of the GNPs, leading to improved dispersion and anchoring of the nanofillers within the polymer matrix.
3.2.5. Environmental impact
There are environmental concerns associated with the use of nanoparticles, particularly regarding their potential dispersion in air when handled or processed. Certain types of CNTs have been shown, under laboratory conditions, to cause DNA damage and inflammatory responses, both of which are precursors to cancer. Consequently, safe handling and controlled manufacturing practices are essential when working with nanoparticles. 106 A risk assessment conducted by Stoudmann et al. 107 regarding the environmental impact of nanocellulose, concluded that there were no risks associated with nanocellulose in surface water, even when considering a 19% growth in production. Nano biochar offers environmental benefits as it can be used to improve soil and crop productivity. The small size, high aspect ratio, and porous nature of nano biochar increase its potential to absorb organic and inorganic contaminants, thereby improving soil quality and crop performance. 108
4. The integration of biochar as a multi-functional structural reinforcement
While nanoscale CNCs excel at interphase modification, the rapid decarbonization of the bulk plastics industry requires massively scalable, high-volume reinforcements capable of replacing highly emissive inorganic fillers such as glass fibres, synthetic carbon nanotubes, and energy-intensive carbon black. Biochar has emerged as a highly sustainable, multi-functional structural reinforcement.
Biochar is a highly porous, carbon-rich solid residue generated exclusively through the pyrolysis of lignocellulosic biomass in an oxygen-deprived environment. Unlike raw, untreated agricultural fillers, which suffer from intrinsic thermal instability and high hydrophilicity, high-temperature pyrolytic conversion strips the biomass of its volatile aliphatic compounds. This high-energy thermochemical process leaves behind a highly crystalline, polyaromatic carbon material characterised by a large specific surface area, inherent thermal stability, and highly tuneable electrical and thermal conductivity.
4.1. Pyrolysis thermodynamics and feedstock dependencies
The structural efficacy and ultimate properties of the biochar are dictated by two critical processing parameters: the peak pyrolysis temperature and the original biochemical composition of the biomass feedstock.
As the pyrolysis temperature is raised from 300 °C to 900 °C, the fixed carbon content of the resulting biochar rises from approximately 45-55% to a highly graphitic 80-90%. Concurrently, the highly polar oxygen-containing surface functional groups (hydroxyls, carboxyls) are progressively destroyed, and the material rapidly transitions from an amorphous mass to a highly ordered aromatic structure. Crucially, the specific surface area undergoes a logarithmic expansion, growing from under 3 m2/g at 300 °C to exceeding 300 m2/g at temperatures above 700 °C. Therefore, high-temperature biochars (>600 °C) exhibit hydrophobicity and exceptional phase compatibility with non-polar polyolefins (PP, PE), while lower-temperature biochars (300-500 °C) retain sufficient polar functional groups to bond effectively with thermosetting polar matrices such as epoxies and PLA.109,110
Feedstock selection introduces a secondary dimension of microstructural variation. Coconut shell biochar naturally yields a low ash content (0-2%) combined with a high fixed carbon content (45-51%), rendering it structurally ideal for pure mechanical reinforcement. Conversely, rice husk biochar contains an intrinsic loading of silica-rich ash (21-33%), which acts as a naturally occurring flame retardant when integrated into highly flammable thermoplastic matrices. Biochars derived from agricultural residues, such as wheat straw and oilseed rape, produce highly expansive, mesoporous honeycomb structures that serve as physical anchoring sites for infiltrating resins. 111
4.2. Reinforcement mechanics and interfacial stiffness gradients
The mechanism by which biochar improves composite performance differs from the classical carbon black reinforcement. Instead of relying purely on nano-scale molecular entanglement, biochar’s primary mode of reinforcement relies heavily on micromechanical interlocking facilitated by its highly retained macroporous and mesoporous cellular architecture.
During high-temperature melt compounding or low-viscosity resin infusion, the liquid polymer infiltrates the microscopic pores of the biochar particle. Upon solidification, this creates a strong mechanical interlock between the matrix and the filler.
Minugu et al. 74 investigated the incorporation of biochar at different weight fractions (2 wt%, 4 wt% and 6 wt%) filler in an epoxy matrix. Two different biochars were derived from arhar stalks and bael shells via pyrolysis at 800 °C. 4wt% Bael shell derived biochar increased the tensile and flexural strength by 183% and 91%, respectively. These increases were greater than those seen when arhar stalk derived biochar was used. This was attributed to the more amorphous nature of the Bael biochar and its high elemental carbon content.
Giorcelli et al.
112
pyrolyzed marble tree blocks at 600 °C to produce biochar and subsequently heat-treated it at 1000 °C to obtain thermally modified BC, as illustrated in Figure 4. These biochars were then incorporated as fillers in an epoxy matrix. SEM images BC [a(i) and a(iii)] and heat-treated BC [a(ii) and a(iv)] fillers. Reproduced with permission.
112
Copyright 2019, Elsevier.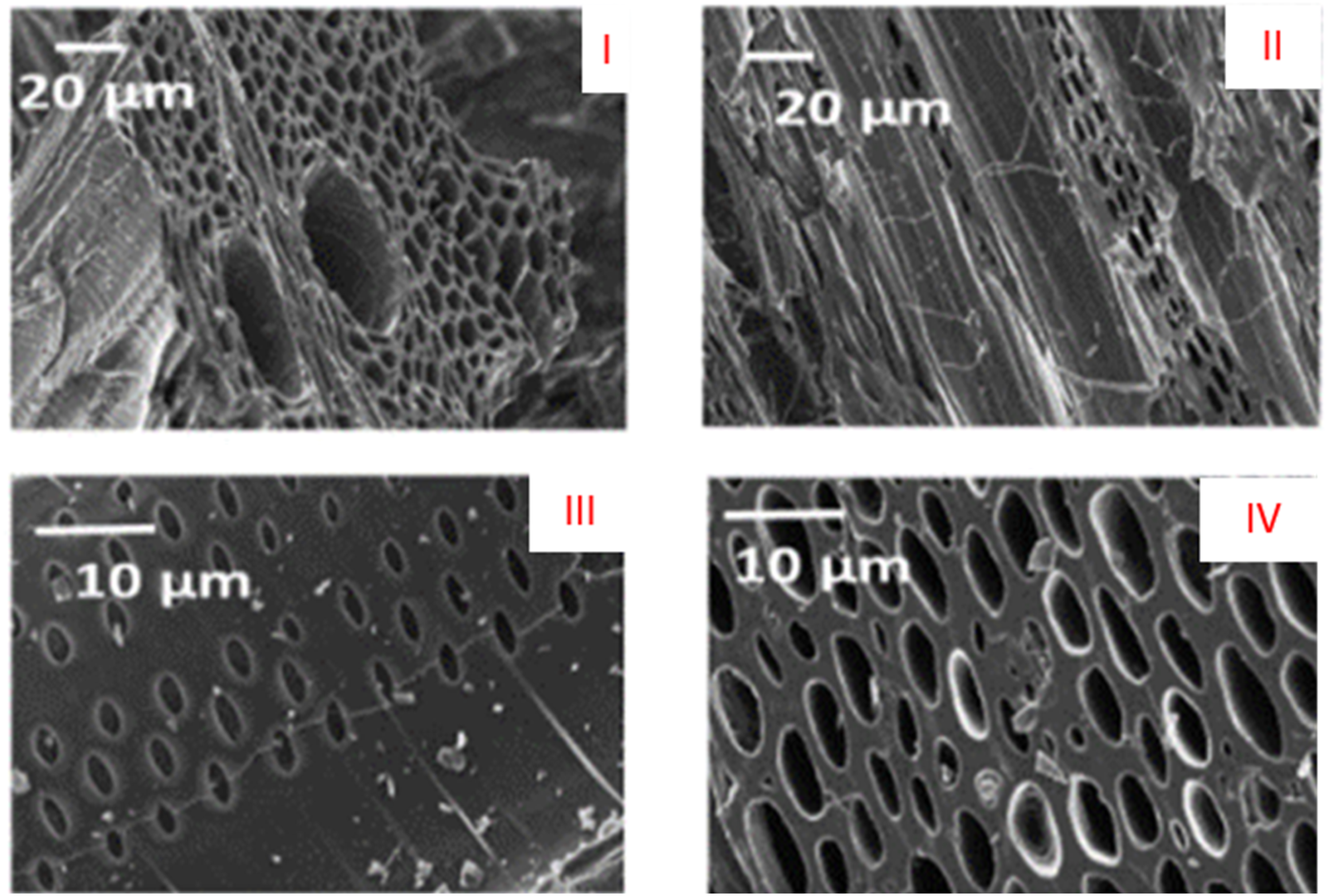
The addition of 1 wt% biochar pyrolysed at 600 °C resulted in a 63% increase in both ultimate tensile strength (UTS) and Young’s modulus. The resilience (energy per unit volume that a material can absorb before it starts to experience plastic deformation) of the epoxy composite was double when heat-treated biochar was used.
Khan et al. 113 Khan et al. 74 explored the use of biochar as a low-cost alternative to multi-walled carbon nanotubes (MWCNTs) in epoxy composites. Annealed biochar added at low loadings (2–4 wt%) produced epoxy composites with higher UTS and greater strain at break than those reinforced with MWCNTs, demonstrating the potential of biochar as an effective and economical nanofiller.
The properties of biochar depend on the biomass source and the morphology of the resulting biochar. Bartoli et al. 114 investigated the effects of biochar produced by the pyrolysis at 550 °C of a variety of biomass sources, such as wheat straw, Miscanthus straw, rice husk, mixed softwoods, and oilseed rape, on the mechanical properties of epoxy resin. Biochar with smooth surfaces derived from Miscanthus and softwood gave the greatest increase (up to 40%) in elongation at break, compared to neat resin. Conversely, biochar with rough surfaces from wheat straw, rice husk, and oilseed rape induced brittleness, resulting in an increase in Young’s modulus and UTS.
In another study by Bartoli et al. 115 CNC and waste cotton fibres (WCF) were carbonised to produce biochar and added to an epoxy matrix. Deformed carbon spheres of average diameter ranging from 2 μm to 10 μm were created from WCF, while carbon rods with average lengths of 30–50 μm and average diameter around 2-5 μm were created from CNC. The deformed carbon sphere exhibited the highest improvement in UTS and elongation, with 57% and 100%, respectively. The difference in mechanical properties was attributed to the spheres promoting more complex fracture mechanisms, while the rods tended to align themselves with the direction of deformation.
Huang et al. 75 investigated the effect of biochar (BC) particle size on the mechanical properties of polylactic acid (PLA) composites by sieving grapevine-derived BC through 200- and 120-mesh sieves and incorporating it into PLA at 1 wt% and 10 wt% loadings. The BC passing through the 120-sieve mesh showed the larger increase in PLA UTS, compared to 17% for the 200-mesh sieve. At a low loading of 1 wt%, both particle sizes improved the mechanical properties of PLA; however, at 10 wt%, the properties deteriorated due to biochar agglomeration.
Zhang et al. 76 produced BC microspheres with an average diameter of 5 µm, which improved the UTS and modulus of PLA films by 74% to 65 MPa and 30% to 1.6 GPa, respectively. This increase was higher than what Lamm et al. 116 reported for the addition of rod-like high aspect ratio nanocellulose to PLA, which was 58.30 MPa, but lower than the modulus of 3.0 GPa found.
The incorporation of BC in combination with natural fibres results in superior composite performance compared with biochar reinforcement alone. Zouari et al. 67 investigated adding BC derived from beechwood pyrolysed at 550 °C to PLA and Hemp/PLA. In comparison to neat PLA, the addition of 5% BC increased the tensile modulus by 38% but reduced the UTS by 5%. When 30 wt% hemp fibres were added to PLA through injection moulding, the UTS and modulus increased by 113 and 13%, respectfully. Furthermore, the addition of 5% BC to hemp/PLA further increased the UTS and modulus by 13.2% and 11.6%, respectively.
Kumar et al. 117 observed similar improvements in bamboo/polypropylene (PP) composites reinforced with biochar (1.5 wt %) derived from coconut shells pyrolysed at 300 °C and 400 °C.
In contrast BC produced at the higher temperatures of 600 °C and 900 °C did not yield any improvements in mechanical properties. This was attributed to the excessive removal of carboxyl and hydroxyl surface functional groups at these elevated temperatures, leading to reduced compatibility and adhesion between the filler and the matrix.
Ramraji et al. 62 incorporated micro BC filler (derived from waste almond shells), with an average size of 80 μm, , into mercerized flax/vinyl ester composites at weight percentages ranging from 0% to 15%.They investigated the effect of biochar content and fibre surface treatment on the properties of the composite. The composite with alkaline-treated flax fibres and 10% BC (ALTBC10C) exhibited the highest tensile, flexural, and impact strengths, measuring 71.5 MPa, 79.5 MPa, and 7.99 J, respectively. Alkaline treatment resulted in a36.5% increase in UTS compared with the composite containing untreated fibres and 10% BC (UTBC10C). This was attributed to the enhanced interfacial strength between the alkali-treated fibres and matrix. The thermomechanical properties also improved, with ALTBC10C showing the highest storage modulus (6907 MPa), and loss modulus (768 MPa). The composite with untreated fibres and 10% BC (UTBC10C) exhibited the highest damping value of 0.941, while the lowest damping value of 0.54 was observed in the alkali-treated fibre composite without BC. The alkali treatment increased the fibre stiffness, thereby reducing the damping. The incorporation of 15 wt% BC increased the tan δ value to 0.85, suggesting that the porous structure of biochar enhances energy dissipation and vibration damping within the composite.
At BC addition, Ramraji et al. 62 observed that BC additions exceeding 10 wt% led to a deterioration in mechanical properties due to a lack of interaction between the filler and matrix. Similarly, Dahal et al. 118 reported a similar trend when they incorporated 20 and 50 wt% spruce wood-derived BC d into hemp/epoxy composite. Zouari et al. 67 also noted less uniform dispersion of BC at concentrations of 10 and 20 wt%.
At elevated filler concentrations, the resin’s viscosity increases significantly, which hinders proper fibre impregnation (wet-out) and increases void content, ultimately reducing the tensile properties of the composite. Also, agglomeration becomes a significant factor at high filler concentration, contributing to the formation of microcracks.
In Sureshkumar et al. 63 study, pomegranate peel was dried, powdered, and then pyrolyzed at 400 °C to produce BC with an average particle size of approximately 3 μm. This BC was subsequently added to a woven Aloe vera/epoxy composite. Both the Aloe vera fibres and BC were treated with silane, and the composite containing 40 wt% fibre and 3 wt% BC exhibited the best mechanical performance. The maximum UTS and modulus reached 154 MPa and 5.12 GPa, respectively, while the flexural modulus and UTS were 6.7 GPa and 244 MPa, respectively.
Alshahrani and Prakash 65 employed silane treatment on areca fibres and BC derived from orange peels. They observed a significant enhancement in tensile, flexural, and impact strengths, with improvements of 64%, 50%, and 93%, respectively, over neat epoxy for composites containing 2 wt% BC and 40 wt% areca fibre. These enhancements were attributed to improved interfacial adhesion resulting from silane treatment.
Although mechanical properties declined when BC loading exceeded 2 wt% the composite containing 4 wt% BC exhibited the highest thermal conductivity (0.426 W/m.K), attributed to the formation of an effective BC network in the epoxy matrix capable of conducting heat. Moreover, the dielectric properties were improved due to the presence of hydrocarbons in the areca fibre and enhanced interfacial polarization between the BC particles and the epoxy matrix.
Balaji et al. 66 also investigated the thermal conductivity of BC-reinforced Aloe vera fibre/epoxy composites. The highest thermal conductivity recorded was 0.54 W/m.K for composite containing 5 wt% BC. Jayabalakrishnan et al. 68 utilised BC derived from coconut shell to reinforce caryota urens/epoxy composite. It was found that 5 vol% BC yielded the best UTS and flexural strength, while 7 vol% BC resulted in the best thermal conductivity and dielectric properties.
Zuccarello et al. 69 discovered that the addition of 2 wt% BC to agave/bioepoxy composite increased the UTS and modulus by 54.6% and 5.4%, respectively.
In another study by Alshahrani and Prakash, 64 BC derived from pyrolysis of orange peel was incorporated into high-content cellulosic corn husk fibre/epoxy composite. The composite containing 2 vol% BC and 40 vol% corn husk fibre exhibited the highest tensile and flexural strengths of 166 MPa, 191 MPa, respectively. The presence of BC also helped prevent crack propagation, thereby improving the impact properties of the composite. The inclusion of corn husk fibre in the epoxy matrix contributed to regulating the stress intensity factor, thereby enhancing the fatigue life. BC further improved the fatigue life by reducing the propagation of microcracks, stress intensity factor and interfacial delamination. However, at higher BC concentrations, agglomeration occurred, leading to stress build-up that weakened the interfacial forces between the fibre and matrix, consequently reducing the mechanical properties.
The pyrolysis process used to produce BC removes the -OH group from the biomass, resulting in a hydrophobic material. Consequently, the addition of BC lowers the water absorption of the resulting composite. Dahal et al. 118 observed that the addition of 20 and 50 wt% BC to hemp/epoxy composite limited the water absorption after 1 week to 2.5 and 2 wt%, respectively. In contract, hemp/epoxy exhibited 4 wt% water absorption during the same time interval.
The wetting behaviour of BC-filled hemp/PLA composite, was investigated using water contact angle (WCA) analysis, by Zouari et al. 67 The addition of 20 wt% BC to neat PLA changed the nature of the composite from hydrophobic (WCA > 90°) to hydrophilic (WCA < 90°), according to Law’s definitions. Also, the addition of hemp fibres lowered the WCA by 10.7% compared to neat PLA due to the presence of hydroxyl groups on hemp fibre surface. Jayabalakrishnan et al. 68 also found that the addition of BC pyrolyzed from coconut shell waste at 800 °C and natural fibre significantly reduced the contact angles. The contact angle decreased from 115° to 92° for 3 vol% BC and 30 vol% caryota urens fibre. At 3 vol% BC addition, the composite remained hydrophobic, but at 5 and 7 vol%, the WCA was below 90°.
When 5 wt% BC was incorporated into hemp/PLA composites in the study by Zouari et al., 67 the WCA increased modestly by 4.6%, indicating that low BC loadings increased the hydrophobicity of the composite. At Low concentrations, BC stabilised the interaction between the PLA and hemp fibre polymer chains, resulting in a more compact structure and reduced availability of polar functional groups at the composite surface. However, despite this increase in surface hydrophobicity the addition of BC increased the water absorption due to its porous structure.
The wettability of BC is determined by the pyrolysis temperature and the biomass source. Kinney et al. 119 pyrolyzed three different biomasses (Magnolia leaf, corn stover, and applewood) at temperatures ranging from 300 °C to 700 °C. The results indicated that BC’s hydrophobicity decreased as the pyrolysis temperature increased, with temperatures between 400 °C and 600 °C producing BC with the best hydrophobicity. In the study conducted by Zouari et al., 67 beechwood was pyrolyzed at 550 °C, so a 20% addition changed the surface of PLA to be more hydrophilic. Using more hydrophobic, less porous BC produced at lower temperatures can improve water resistance.
4.2.1. Nanobiochar
Mayakrishnan et al. 120 incorporated NBC into thermoplastic polyurethane (TPU) films to improve their properties. The contact angle increased from 88° to 113° with the addition of 10 wt% NBC, indicating that the NBC imparted hydrophobicity to the TPU film. Consequently, water absorption decreased due to the increased hydrophobicity. The incorporation of 10 wt% NBC led to substantial mechanical enhancements, with tensile strength and tear strength increasing by 111% and 54.5%, respectively, compared to neat TPU.
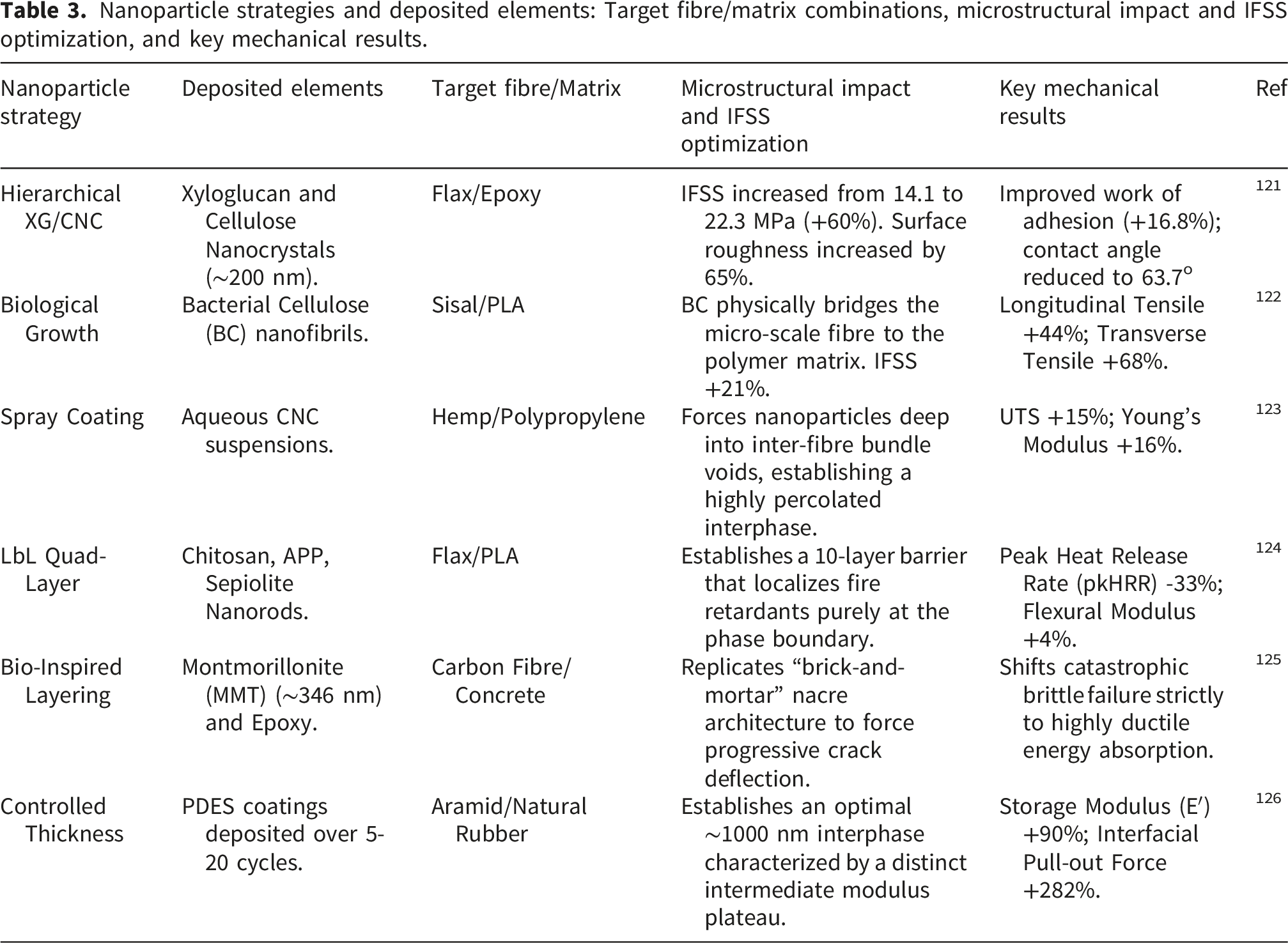
5. Nanoparticle-engineered interphases and hierarchical structuration
Nanoparticle strategies and deposited elements: Target fibre/matrix combinations, microstructural impact and IFSS optimization, and key mechanical results.
5.1. Hierarchical fibre nanostructuration and layer-by-layer assembly
Hierarchical composites are fabricated by depositing or growing nano-scale structures directly onto the surface reinforcing fibres prior to composite infusion. This produces a nanostructured interphase that logarithmically increases the effective surface area for chemical bonding, substantially enhances mechanical interlocking, and creates a smooth, graded transition in modulus between the stiff lignocellulosic fibre and the highly compliant polymer matrix.
Cellulose nanocrystals (CNC) and cellulose nanofibrils (CNF) are particularly attractive for hierarchical structuration because they are inherently bio-based, fully biodegradable, and chemically identical to the underlying natural fibre. Doineau et al.
121
investigated the multiscale analysis of hierarchical flax-epoxy biocomposites and successfully adsorbed xyloglucan (XG) and CNCs directly onto woven flax fabrics. At the individual fibre scale, the sequential XG and CNC treatments increased the surface roughness of the flax fibres by 65%. This texturization vastly improved the interfacial adhesion with the epoxy resin, with the median Interfacial Shear Strength (IFSS), measured via highly precise micro bond pull-out tests, increasing from 14.1 MPa to 22.3 MPa, representing a 60% enhancement in shear load transfer.
121
Furthermore, the contact angle decreased from 65.2o to 63.7o, confirming superior thermodynamic wetting of the engineered fibres. SEM images can be seen in Figure 5. SEM micrographs of hemp fibre surfaces: a(i) untreated hemp fibre; a(ii) hemp fibre modified with bacterial cellulose. Reproduced with permission.
127
Copyright 2019, ACS Publications. SEM images shown to the left of the black boxes correspond to extracted yarns from b(i) raw and b(ii) control flax fabrics, while those shown to the right present cross-sectional SEM images of the corresponding (b(i)) raw and b(ii) control flax/epoxy laminates. Flax bundles and elementary fibres appear in light grey, the epoxy matrix in dark grey, and porosities in black. Reproduced with permission
121
Copyright 2024, Elsevier. SEM images of c(i) neat flax fibre and c(ii) flax fibre spray-coated with 3 wt% CNC, showing increased surface roughness due to locally deposited CNCs. Reproduced with permission
123
Copyright 2024, Elsevier.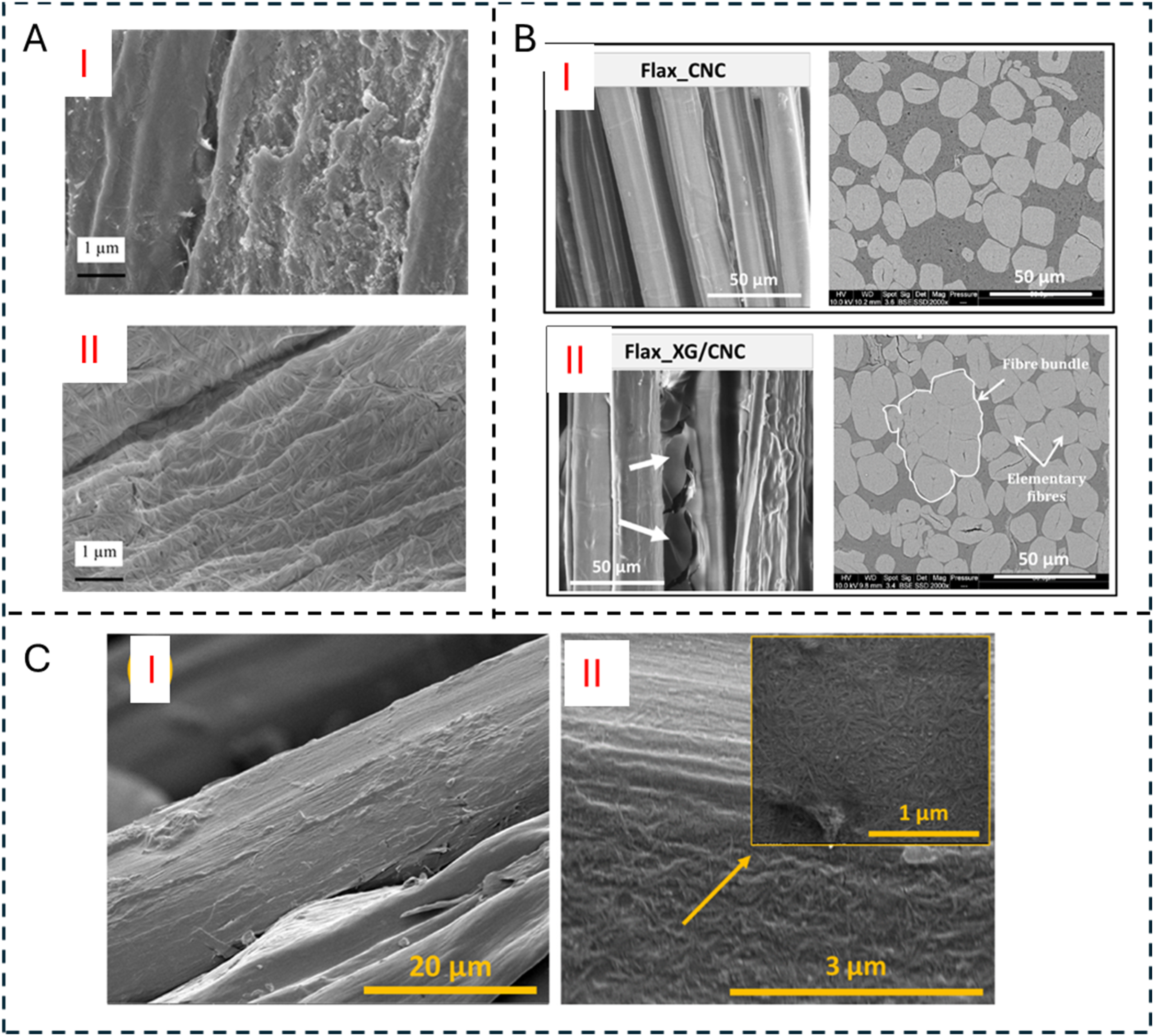
The drive for fully sustainable and biodegradable composites has accelerated the use of nanocellulose as a primary interfacial modifier. Nanocellulose is broadly categorized into bacterial cellulose (BC), cellulose nanocrystals (CNCs), and cellulose nanofibers (CNFs), each possessing distinct characteristics that influence composite mechanics in highly unique ways.
Bacterial cellulose provides a biologically driven approach to modifying macroscopic fibres. Unlike plant-derived cellulose, which typically requires harsh chemical extraction processes, BC is synthesized extracellularly by specific bacterial strains. The bacterium Gluconacetobacter xylinus is widely used to for the large scale synthesis of cellulose microfibrils. 122 The resulting product is an ultra-fine, highly pure nanofibrillar network free of the structural interference caused by lignin and hemicellulose.
In a pioneering study aiming to build entirely eco-friendly hierarchical composites, Juntaro et al. 122 successfully integrated bacterial cellulose as a nanoscale bridge on unidirectional natural fibres. By culturing cellulose-producing bacteria directly with hemp and sisal fibre, the researchers eliminated the need for complex external coating steps. This direct fermentation process produced a hierarchical surface topography before infusing the fibres with biodegradable matrices like cellulose acetate butyrate (CAB) and poly-L-lactic acid (PLLA). The biological modification resulted in macroscopic natural fibres being intricately enmeshed within a dense web of bacterial nanocellulose. Mechanical testing showed that BC-modified sisal and hemp fibres achieved tensile strength improvements. For BC-grafted sisal fibres embedded in PLLA, parallel tensile strength increased by 44%, and the critical off-axis transverse strength increased by 68%. Inverse Gas Chromatography and X-ray Photoelectron Spectroscopy confirmed that the BC network altered the intrinsic polarity and chemical reactivity of the primary fibres. Scanning Electron Microscopy further demonstrated that the BC web improved physicochemical interactions and effectively eliminated interfacial voids typically seen in unmodified natural fibre composites.
Building upon this fermentation concept, Pommet et al. 127 utilised a controlled fermentation process to selectively deposit BC onto sisal and hemp surfaces. Following the biological treatment, a chemical purification step using concentrated sodium hydroxide was required to remove residual organic culture medium and dead microorganisms. Depositing the BC network improved the IFSS (Interfacial Shear Strength) for both PLLA and CAB polymer matrices by 46% and 20% respectively, confirming enhanced physical interlocking and thermodynamic compatibility.
However, an apparent trade-off emerged during single-fibre testing. Although macroscopic composite properties improved significantly, the intrinsic baseline tensile strength and elastic modulus of the individual modified natural fibres deteriorated, with a slightly more pronounced drop for hemp fibres. This decline suggests that extended fermentation or harsh purification processes may induce slight hydrolytic degradation of the primary load-bearing macro-cell walls. However, the gains in interfacial shear stress transfer efficiency outweighed these reductions when evaluating the overall composite performance SEM images of the neat and spray coated flax fibres can be seen in Figure 5(a(i) and (ii)).
Sunny and Pickering 128 demonstrated the effectiveness of highly crystalline CNCs in improving the damage tolerance and mechanical performance of aligned short hemp fibre mats fully embedded within a semi-crystalline polypropylene thermoplastic matrix. Using a scalable industrial spray-coating technique, controlled aqueous CNC suspensions were atomised directly onto alkali-treated hemp fibres prior to high-temperature compression moulding.
Detailed SEM analysis revealed that a uniform nanoscopic CNC layer completely blanketed the rough hemp fibres. This secondary nanostructure drastically improved interfacial physical bonding with the flowing polymer matrix. The incorporation of a 2 wt% CNC coating onto composites containing a hemp fibre loading of 15% led to a 15% increase in ultimate tensile strength and a 16% improvement in Young’s modulus.
However, a constraint on the maximum achievable fibre volume fraction was identified. At high macro-fibre loadings, dense CNC films formed on the hemp surfaces acting as semi-permeable physical barriers. During high-temperature compression moulding, these barriers severely restricted the rheological flow of the molten polypropylene thermoplastic. This restriction led to incomplete macro-fibre wetting, increased void content, and a deterioration in tensile strength and stiffness. Despite this load-dependent reduction, the presence of the CNC network contributed to enhanced bulk thermal stability profiles.
In an alternative chemical approach, Dai et al. 129 extracted reactive nanocellulose directly from raw hemp fibres using a stringent oxidation-hydrolysis combined with ultrasonic cavitation. The extracted nanocellulose was repurposed as an auto-coupling agent for hemp fibres previously treated with dodecyltrimethylammonium bromide. By soaking the treated hemp substrates in a concentrated 2% nanocellulose suspension, the researchers achieved mechanical improvements specifically at the single-fibre level. The structural modulus, ultimate tensile strength, and critical tensile strain of the chemically modified individual hemp fibres increased by 36%, 72%, and 68%, respectively. This enhancement was attributed to morphological healing, where the nanocellulose penetrated deep surface striae and bonded adjacent inter-fibrils. As a result, the bulk crystallinity of the primary hemp from 55% to 76%, simultaneously augmenting subsequent matrix resin adsorption capacity by 50%.
Aggressive alkali pre-treatments have frequently been reported to act synergistically with secondary CNC nanoscale modifications. Zhang et al. 130 modified natural sisal fibres using electrophoretic deposition to drive CNCs onto the fibre surface following a 5 wt% sodium hydroxide treatment.
The alkali treatment increased baseline tensile strength and elastic modulus by 31% and 38%, respectively, primarily through the removal of amorphous organic impurities and enabling realignment of cellulosic micro-fibrils. CNC deposition without chemical pre-treatment produced negligible improvements in macroscopic tensile properties. Combining alkali pre-treatment with field-driven CNC coating increased the tensile modulus by 62%, reaching an absolute value of 22 GPa.
The alkali chemical treatment alone increased the baseline IFSS by approximately 35%. While adding the CNC layer did not markedly alter the base IFSS when tested at standard room temperature, it provided exceptional thermo-mechanical structural stability under extreme environmental conditions. During testing at elevated temperatures, the dual-modified composite fibres exhibited a 47% reduction in IFSS, compared with a high 77% reduction for untreated control fibres. This thermal resilience underscores the ability of the densely packed CNC network to maintain interfacial integrity under thermal stress.
The deposition methodology itself remains an important processing parameter. Ekbatani et al. 123 employed a chemical-free high-pressure ultrasonic spray-coating methodology to deposit CNCs onto natural flax fibres at concentrations of 1, 3, and 5 wt%. The highly polar CNCs functioned as effective wetting agents, the dynamic epoxy contact angle on the flax substrate by 40% at an optimal loading of 3 wt% CNC loading. At this loading, the interlaminar shear strength jumped by 60%, from 22.7 MPa to 36.4 MPa. However, overloading the interphase by increasing the CNC loading to 5 wt% caused a decline in all measured macroscopic mechanical properties. This deterioration was attributed to nanoscale particle agglomeration, which generate stress-concentrating defect sites that promoted crack initiation and propagation under mechanical loading. SEM images of the neat and spray coated flax fibres can be seen in Figure 5(c(i) and c(ii)).
In a cross disciplinary approach combining natural lignocellulosic fibres with advanced carbon nanomaterials, Xia et al. 131 investigated the active chemical grafting of Multi-Walled Carbon Nanotubes directly onto flax fibres. Employing a highly reactive silane chemical coupling agent in combination with ultrasonic dispersion, the treated flax fibres were processed directly into aligned composite structures via a continuous filament winding protocol. Immediate single-fibre mechanical tensile testing revealed a 22% increase in strength, which translated to a 14.2% improvement in tensile strength of the composite. While the macroscopic tensile modulus remained largely unchanged, the critical localised ISS was increased by 38.3%. The silane-assisted grafting process the formation of a continuous multi-walled carbon nanotube coating of the raw flax fibre. This layer acted as an interfacial bridging phase, increasing both the surface roughness and surface energy of the fibres. Consequently, fibre wetting and mechanical interaction with the epoxy matrix were substantially enhanced during filament winding.
The Layer-by-Layer (LbL) assembly technique offers an even more versatile and highly controlled approach interphase engineering. In LbL assembly, oppositely charged polyelectrolytes and nanoparticles are sequentially deposited onto the fibre epidermis from aqueous solutions, driven electrostatic interactions. Battegazzore et al. 124 applied LbL assembly to modify flax fabric surfaces using a quad-layer (QL) architecture consisting of cationic chitosan, ammonium polyphosphate (APP), and sepiolite nanorods prior to resin infusion. The application of 2.5 quad-layers (amounting to 10 individual nanoscale depositions) produced simultaneous improvements in both fire safety and micromechanical performance. The peak heat release rate (pkHRR) decreased by 33%, the limiting oxygen index (LOI) increased by 25.3%, and the flexural modulus improved by 4%. By confining the highly reactive APP flame retardant within the nanostructured interphase, the LbL architecture prevented the direct, thermal degradation of the bulk PLA matrix during high-temperature composite processing.
5.2. Bio-inspired architectures and controlled thickness thermodynamics
Drawing mechanical inspiration from highly resilient biological materials, modern interphase engineering increasingly takes inspiration from the “brick-and-mortar” structure of molluscan nacre and the complex concentric layering found in deep-sea glass sponges. Utech et al. 125 successfully replicated these bio-inspired organic/inorganic layered interphases utilizing montmorillonite (MMT) nanoclay with an average dispersed size of 346 nm. Micromechanical pull-out tests demonstrated that these complex, layered interphase architectures enhanced composite fracture toughness, successfully shifting the macroscopic failure mode from catastrophic brittle shattering to ductile energy absorption through mechanisms such as massive crack deflection and crack bridging.
6. Multi-scale interphase characterisation methodologies
The direct empirical characterisation of a functionally graded interphase is difficult due to optical and physical resolution limits. Therefore, the validation of interphase engineering relies upon a complementary suite of experimental approaches spanning different scales Figure 6. Interphase characterisation techniques across length scales: Experimental techniques and numerical modelling approaches.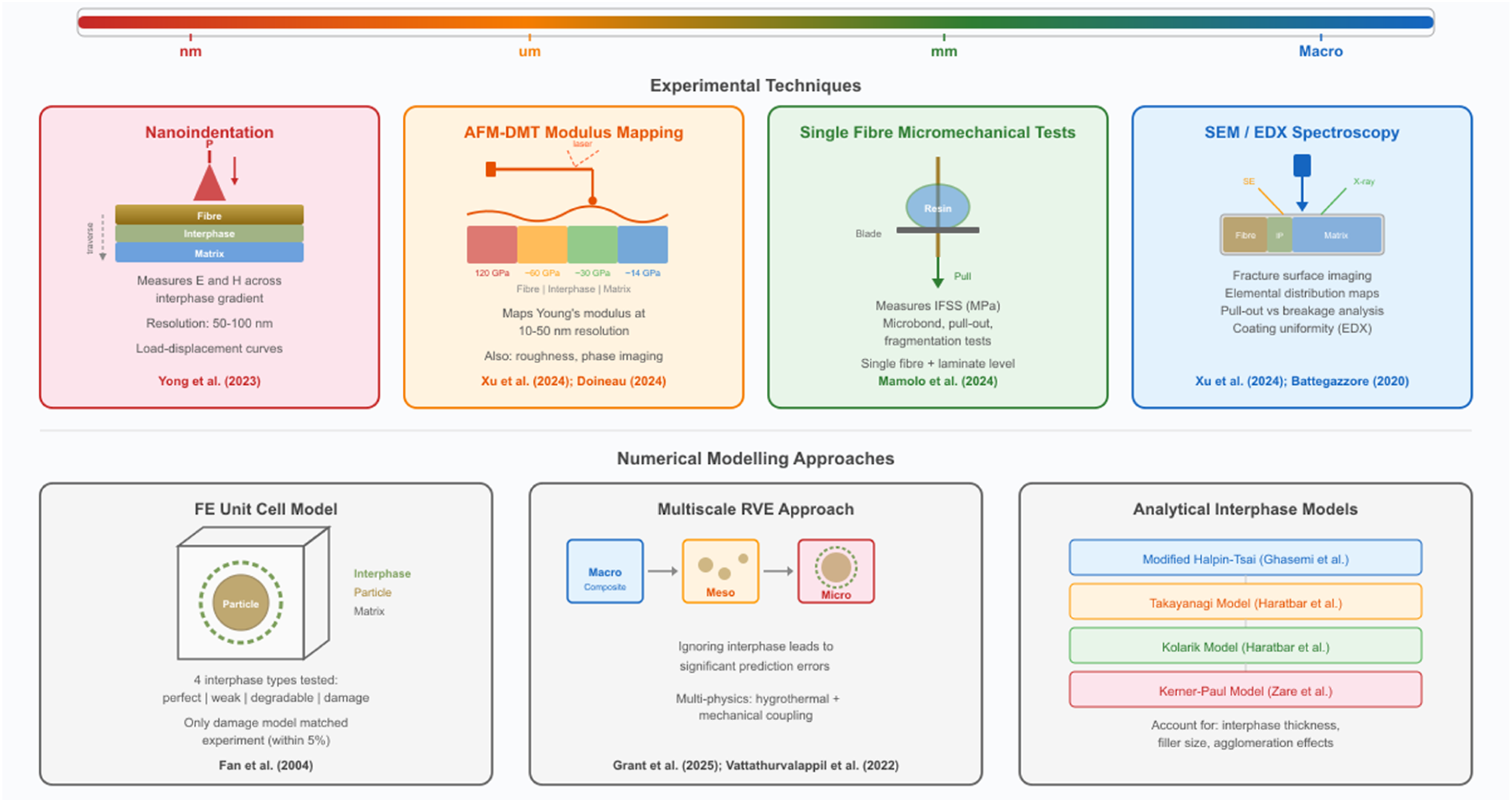
Finally,
7. Interphase-inclusive predictive modelling
As interphase engineering dictates the macroscopic performance limits of modern biocomposites, the accurate prediction of component mechanical properties requires complex computational methodologies that explicitly incorporate the nanometric interphase. The classical foundational theories of composite micromechanics, encompassing the Voigt and Reuss limits, the standard Rule of Mixtures, and the traditional Mori-Tanaka methods, are limited by their assumption of zero-thickness interfaces and perfectly uniform elastic stress distributions. Because they are entirely incapable of recognising the loop morphology, these standard models overpredict dynamic stiffness at elevated volume fractions, assuming infinite, frictionless load transfer.
7.1. Analytical hierarchy and finite domain homogenization
To overcome the limitations of classical micromechanical models that neglect the interphase region, a hierarchy of increasingly sophisticated analytical models has been developed seen in Figure 7. Early advances include semi-empirical models, such as the Modified Halpin-Tsai
134
and the nested geometric Ji Model,
133
which adapt traditional empirical shape parameters into flexible variables that explicitly account for interphase stiffness and topological volume. Progression from analytical models to discrete computational frameworks for nanocomposites, highlighting multiscale integration.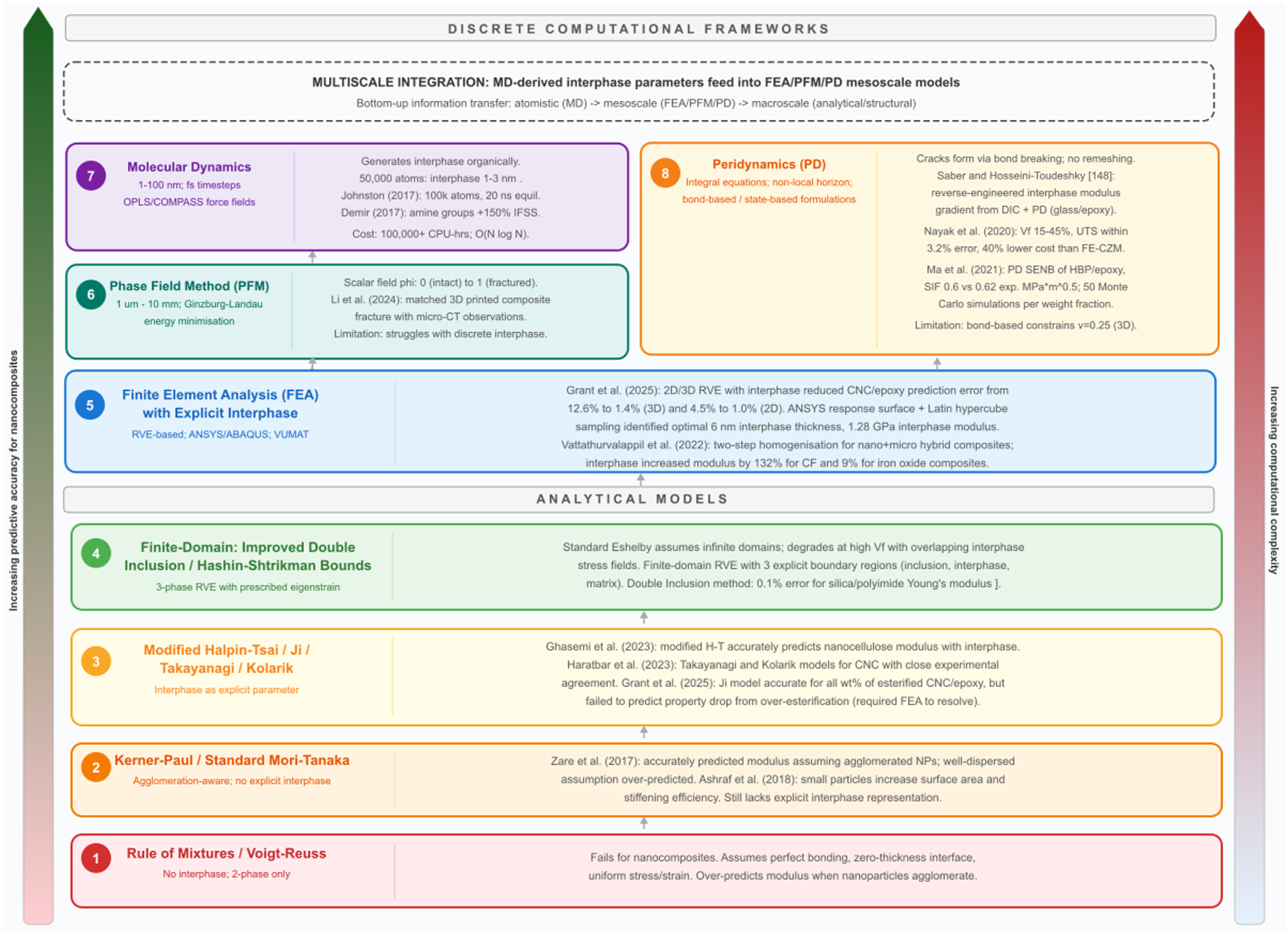
Several studies have investigated the interface/interphase in nanocomposites. Zare et al. 135 reported on the effects of aggregation/agglomeration on the interface/interphase and tensile properties of polymers. They used the Kerner and Paul model to demonstrate that particle aggregation/agglomeration decreases interfacial properties, diminishes the interfacial area between polymer matrix and nanoparticles, and restricts the formation of a good interface/interphase between the particles/matrix and fibre/matrix in polymer nanocomposites. Their findings indicated that nanoparticle aggregation/agglomeration reduces the effective volume fraction of nanoparticles, resulting in only a minor improvement in mechanical properties. The Kerner and Paul model accurately predicted the experimental data by assuming agglomerated nanoparticles in the polymer matrix, whereas assuming well-dispersed nanoparticles over-predicted the modulus.
Ashraf et al. 136 examined the effects of filler size, density, and interphase thickness on the characteristics of the interface/interphase properties. In their study, they treated aggregates/agglomerates of nanoparticles as large particles and investigated their influences on the interphase parameters and the UTS of nanocomposites. They found that small particles and low particle density resulted in a significant increase in, surface area, stiffening efficiency, and specific surface area of nanoparticles.
A modified Halpin–Tsai model developed by Ghasemi et al., 134 accurately predicted the tensile modulus of nanocellulose composites (NC) when the interphase parameters are incorporated in the Halpin–Tsai model. They showed that thick and small NC adversely affected the modulus, whereas thin NC reinforcements enhanced the modulus. Haratbar et al. 137 used the Takayanagi model to determine the modulus of CNC nanocomposites, considering the interphase and the size of CNCs. They demonstrated close agreement between the model and the experimental data.
Haratbar et al. 138 employed the Kolarik model to predict the modulus of a nanocomposite containing dispersed CNCs, while considering the role of the interphase region. The validity of the model was verified by comparing the model results with experimental data from the literature. The model was used to examine the effects of thickness and volume fraction of interphase, the densities of the nanofiller and polymer matrix, and the radius and weight fraction of CNCs on the relative modulus of nanocomposite. They showed that the nanocomposite modulus and interphase thickness are proportional, and the interphase concentration directly affects the nanocomposite modulus.
Grant et al. 133 used the Ji model, an extension of the Takayanagi model, to predict the elastic modulus of esterified CNC/Epoxy composites. The Ji model was accurate across a range of CNC loadings for esterified and untreated CNC/Epoxy composites. However, the analytical models failed to predict the reduction in properties associated with excessive esterification. Over-esterification reduced CNC crystallinity, promoting swelling and lowering the aspect ratio. FEA models were needed to get accurate predictions of the reduction in properties due to over-esterification.
Finite-Domain models, including the Improved Double Inclusion method and advanced Hashin-Shtrikman bounds provide some of the most accurate models. Standard Eshelby analytical solutions assume infinite spatial domains, an assumption that becomes inaccurate at high filler volume fractions and adjacent interphase stress fields overlap. Finite-domain approaches utilize strictly defined Representative Volume Elements (RVEs) containing three explicitly defined boundary regions: the inner inclusion, the interphase, and the outer matrix. By subjecting the internal core-shell boundary to prescribed mathematical eigenstrains, the Double Inclusion method achieved a predictive error margin of an astonishing 0.1% when calculating the Young’s modulus of complex silica/polyimide nanocomposites. 139
7.2. Discrete computational frameworks: MD, FEA, PFM, and PD
While analytical models provide rapid continuum-level estimations, real-world biocomposites feature chaotic, highly stochastic micro-morphologies that cannot be captured by pure mathematical tensor calculus. Consequently, advanced computational frameworks such as: Molecular Dynamics (MD), the Phase Field Method (PFM), and Peridynamics (PD) have emerges as powerful tools for modelling interphase behaviour.
Landmark MD simulations encompassing 50,000 discrete atoms successfully tracked the behaviour of a silica nanoparticle embedded within an oligomeric matrix, proving that the interphase thickness dynamically ranges from 1 to 3 nanometres. 140 Parallel simulations utilizing 100,000 atoms to model the carbon fibre/polymer interface required up to 20 nanoseconds of supercomputer equilibration time to map the cross-linked epoxy network was done by Johnston et al. 141 Through localised in silico traction-separation testing, Demir et al. 142 successfully conducted MD simulations that derived the exact cohesive zone laws, precisely demonstrating that introducing specific amine functional groups onto carbon fibre surfaces increases the mathematically derived interfacial shear strength by 150%. However, MD’s processing cost is high, frequently scaling at O (N log N) or even O (N2), requiring upwards of 100,000 CPU-hours to simulate a microscopic fraction of a millisecond, inhibiting its use for macroscopic fracture analysis.
7.2.1. Finite element analysis (FEA)
Grant et al. 133 investigated the interphase elastic properties of esterified cellulose nanocrystal (CNC) and epoxy bio-nanocomposites using analytical models and finite element analysis (FEA). The study aimed to improve the prediction of the macroscopic elastic modulus of nanocomposites by incorporating an interphase region. To achieve this, the authors evaluated untreated and esterified CNC composites utilizing modified Takayanagi and Ji analytical models alongside two-dimensional (2D) and three-dimensional (3D) Representative Volume Elements (RVEs) to simulate random particle distributions and behaviour under load. The researchers determined that incorporating the interphase significantly improved the accuracy of both analytical and numerical predictions. For untreated composites, adding the interphase in 3D FEA reduced the discrepancy between the simulated and experimental modulus values from 5.3% to 0.8% at a 2.5 wt% CNC loading and from 3.3% to 1.2% at a 5 wt% loading. When evaluating moderately treated fillers, specifically those lightly modified via esterification to a degree of substitution (DS) of 0.2, the Ji analytical model proved highly accurate for the 2.5 wt% loading example. Furthermore, incorporating the interphase in FEA models for these 0.2 DS composites dramatically reduced the prediction error for the 5 wt% loading example from 12.6% to 1.4% for 3D models and from 4.5% to 1.0% for 2D models. While the analytical models successfully predicted the modulus for untreated, 0.2 DS, and 0.8 DS esterified CNCs, they failed to accurately capture the significant reduction in the non-linear modulus caused by the excessive 2.4 DS esterification treatment, which disrupted the inherent crystalline structure of the CNCs. To overcome this limitation, the authors employed ANSYS response surface optimization paired with Latin hypercube sampling to explore the design space numerically. This parametric analysis identified the optimal microstructural configuration for the highly treated composites, with a 6 nm interphase thickness, a CNC aspect ratio of 10, a CNC modulus of 0.66 MPa, and an interphase modulus of 1.28 GPa.
Vattathurvalappil et al. 143 developed an experimentally validated computational framework to predict the tensile modulus of hybrid polymer nanocomposites comprising an acrylonitrile butadiene styrene matrix reinforced with nanoscale iron oxide particles and micro-scale short carbon fibres. To manage the significant size disparity between the nano and micro reinforcements, the researchers utilized a two-step homogenization strategy for their finite element Representative Volume Element models. Experimental tensile testing revealed that reinforcing the polymer with 15 wt.% short carbon fibres improved the tensile modulus by 36%, whereas the addition of iron oxide nanoparticles yielded only a maximum 8% increase. The computational models successfully predicted the experimental tensile modulus with a less than 5% error margin, even without incorporating an interphase region. However, analytical equations demonstrated that the interphase modulus for the carbon fibre composite was approximately 33% higher than that of the iron oxide composite. Incorporating this interphase into the finite element models revealed that increasing the interphase thickness boosted the effective tensile modulus by 9% for the iron oxide composites and by 132% for the carbon fibre composites. While iron oxide particles exhibited clustering with a mean radius of 300 nm, finite element models indicated this clustering had an insignificant effect on the overall tensile modulus unless an interphase was present, which subsequently increased the modulus by over 100%. Finally, the study quantified the substantial impact of particle alignment, showing that aligning carbon fibres parallel to the loading direction increased the tensile modulus by 1.8 times compared to random orientations and resulted in a 164% increase in modulus at 16 wt.% fibre loading.
Operating strictly upon advanced Ginzburg-Landau energy minimization principles, PFM captures multiple interacting, chaotic failure mechanisms, including matrix cracking, interface debonding, and structural crack bridging, without requiring any predefined crack paths. The crack path simply emerges organically from the energy minimization. Li et al. 144 successfully utilised an extended phase field model to map 3D printed composites, matching simulation fracture patterns with experimental X-ray micro-CT observations. However, Phase field is limited when trying to model a discrete interphase.
This allows cracks to autonomously initiate, drastically branch, and coalesce without topological constraints or computationally disastrous mesh modification. By assigning distinctly unique mechanical bonds to the matrix, the fibre, and the intermediate interphase, PD accurately models the complex interaction between static loading and extreme cyclic fatigue. This successfully predicts how an advancing crack will physically deflect around a dense reinforcing fibre precisely because of the weakened structural bonds defining the specific interface. However, bond-based PD constrains the physical Poisson ratio to exactly 0.25 in 3D systems, necessitating computationally heavier state-based formulations to model highly anisotropic composite phenomena.
In a recent advancement in multiscale composite modelling, Saber and Hosseini-Toudeshky 146 introduced a novel hybrid method to characterise the continuous elastic modulus gradient across the fibre-matrix interphase in glass/epoxy composites. Recognizing that traditional nanoscale methods like AFM yield highly localized data that struggles to represent the entire phase boundary, the authors bypassed these physical limitations by pairing single-fibre micro-tensile testing, measured via Digital Image Correlation (DIC), with non-local PD computational analysis. By inputting the experimental DIC displacement data into their PD model as target variables, they successfully reverse-engineered the continuous macro-scale variation of the interphase’s elastic modulus. This work provides a vital framework for future research, proving that advanced numerical methods calibrated with accessible micro-scale data can effectively replace expensive, highly localised nanoscale testing when mapping the multiscale mechanics of fibre-reinforced polymers.
Traditional continuum mechanics frameworks frequently struggle to accurately capture the complex damage mechanisms of random heterogeneous structural materials because spatial discontinuities introduce mathematical singularities. To overcome these inherent limitations, Nayak et al. 147 introduced a novel micromechanical modelling approach grounded in peridynamics to evaluate the mechanical response and fracture evolution of these complex materials. By using non-local integral equations rather than partial differential equations, the proposed model naturally accommodates spontaneous crack initiation, branching, and coalescence within randomly distributed microstructures spanning volume fractions of 15% to 45% without requiring supplemental crack-tracking algorithms. The framework explicitly represents distinct microstructural phases and their intricate interfacial transition zones to simulate realistic local interactions under macroscopic loading. Numerical validation demonstrates that this peridynamics-based methodology effectively predicts global structural degradation with an error margin of less than 5% compared to experimental quasi-static tension tests, and it captures ultimate tensile strength within a 3.2% deviation. Furthermore, optimised integration schemes within the model yield a 40% reduction in computational overhead relative to traditional finite element cohesive zone models, providing a highly robust analytical tool for the optimized design and performance assessment of advanced heterogeneous materials.
Ma et al.
148
presented a numerical investigation into the fracture properties of epoxy resin reinforced by hyperbranched polyester (HBP) nanoparticles using a phenomenological modified peridynamics method implemented in LS-DYNA. To avoid complex microscale geometric modelling, the method constrains specific material nodes within the pure epoxy resin model to replicate the perfect bond interface between the HBP and the matrix. To accurately represent the random local dispersion of these nanoparticles, at least 50 Monte Carlo simulations were conducted for each weight fraction. Validated against single-edge-notched bending (SENB) fracture tests, the simulated stress intensity factor (SIF) of 0.6 MPa·
8. Conclusion
Currently, over 95% of the raw materials used in fibre-reinforced polymer (FRP) production derive from fossil fuels, with 98% of polymer and 95% of fibre feedstocks originating from non-renewable sources. At their end of life, only 15% of FRP waste is recycled and a mere 6% is reused. To combat global plastic pollution and carbon emissions, establishing a circular economy based on the ISO definition of sustainability is critical. Natural fibres offer a cost-effective, lower-impact alternative to conventional materials, provided their end-of-life recycling methods are carefully managed to mitigate impacts like eutrophication. To maximize the performance of these sustainable biocomposites, researchers must deliberately engineer the fibre and matrix interphase through nanoparticle deposition rather than relying on inefficient macroscopic bulk matrix modifications.
The success of this interphase engineering relies on the train-loop-tail molecular topology. Load transfer is optimized when polymer chains surround the nanofiller, a condition by the relationship 2Rg/D <1 where Rg is the radius of gyration and D is the filler diameter. Under these conditions chain entanglement restricts mobility and increases localized packing density. Hierarchical structuration builds on this by depositing nanoscale reinforcements such as cellulose nanocrystals directly onto natural fibres, increasing the surface area for chemical bonding. However, exceeding optimal nanoparticle loadings can lead to agglomeration, which creates macroscopic defects that degrade bulk mechanical properties. Validation of these functionally graded interphases requires multiscale characterization, ranging from nanoscale atomic force microscopy to macroscopic thermal analyses and single-fibre testing. Because the nanometric interphase dictates the absolute macroscopic limits of these biocomposites, classical micromechanics models that assume zero-thickness interfaces are inadequate. Consequently, advanced discrete computational frameworks like peridynamics are increasingly employed. By replacing conventional spatial differential equations with non-local integral operators, peridynamics allows cracks to autonomously initiate and branch around hierarchical interphases. This computational advancement is essential for the fully optimised design of high-performance, sustainable biocomposites.
One of the primary challenges in natural fibre production is the extraction and treatment of the fibres. Numerous studies have addressed this challenge, as summarised in Figure 8, illustrating the variation in strength and modulus resulting from various fibre treatments. These findings demonstrate that treatments such as silane coupling, alkylation, and alkali treatment can improve fibre strength and modulus, when applied under optimised processing conditions. Excessive NaOH concentrations had a detrimental effect on the mechanical properties of NFRPC. Tensile strength versus Young’s modulus for various NFRPCs with fibres treated by chemically, physically, and biologically as well as by coupling agents. Values taken from Cosse (2023),
9
Ren (2019),
11
Fiore (2015),
149
Sepe (2018),
150
Kabir (2021),
20
Saringon (2018),
151
Loong (2018),
14
Zaman (2021),
16
Dilfi (2018),
22
Fathi (2019),
23
Chunhong (2016),
152
Seculi (2022),
25
Ragoubi (2010),
28
Coskun (2021),
32
Foruzanmehr (2016),
18
Yang (2023).
19
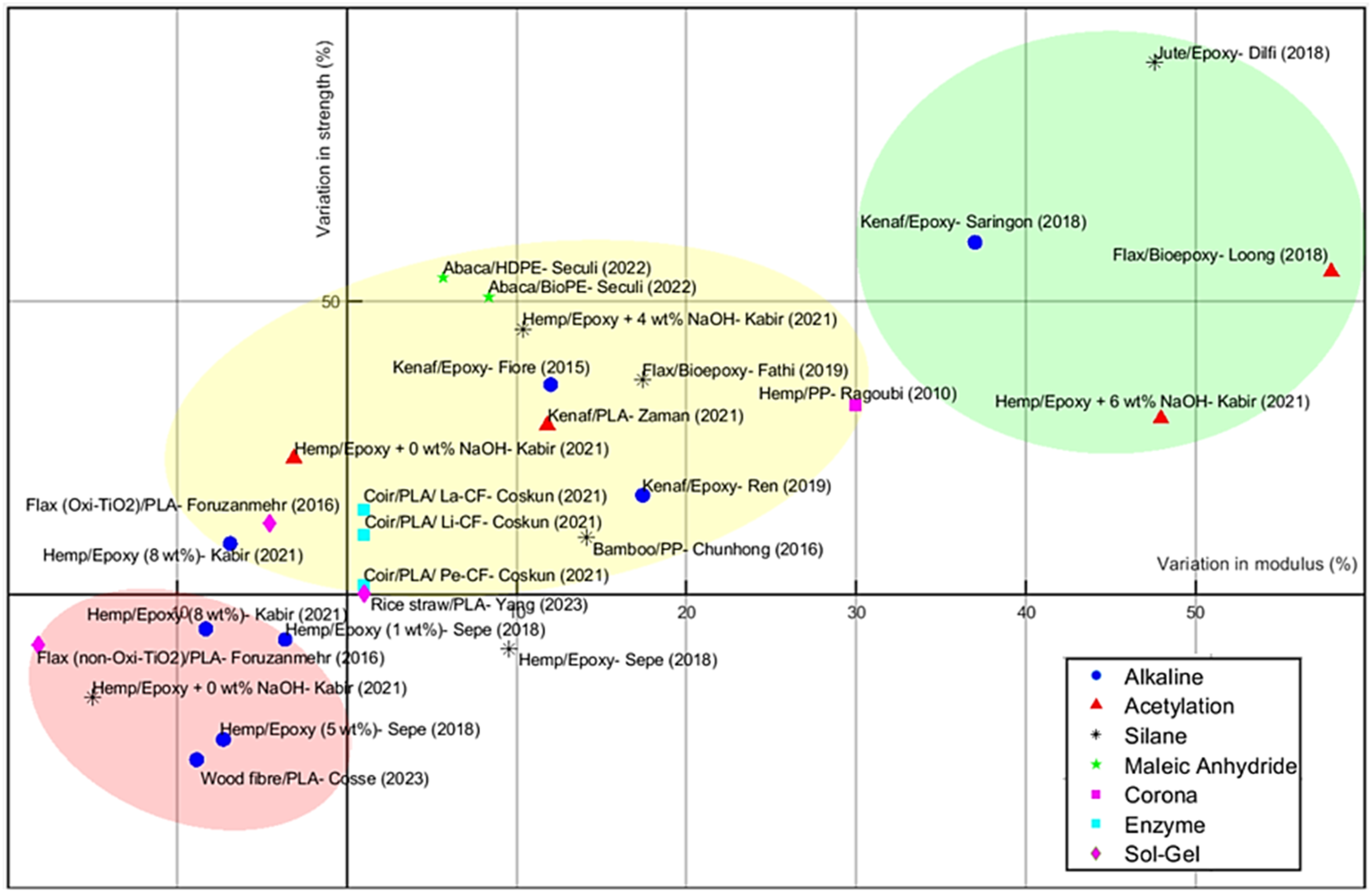
Another major area of research focuses on enhancing the mechanical performance and long-term durability of fibre composites, enabling their transition from non-critical components (secondary structures) to critical, load-bearing applications (primary structures). In this context, incorporating micro or nanofillers additives into the polymer matrix to strengthen the interface and interphase interaction is crucial. Previous research is summarised in Figure 9, illustrating the variation of strength and modulus as a function of additive loading for various fibre/matrix/filler systems. Micro-sized biochar outperforms other micro and nanofillers when added to a pure matrix. The improvement achieved by using various modified resins in NFPRC is illustrated in Figure 10, indicating that only nanocellulose and graphene outperform micro biochar. It is conceivable that by reducing the size of biochar to the nano scale, the performance of resins modified with graphene can be achieved at the fraction of the cost. Variation in tensile strength (a) and Young’s modulus (b) at different nano and micro filler loading to matrix only. MSP (Miscanthus straw), WSP (Wheat straw), RH (Rice husk), and OSR (Oil seed rape) are different types of biochar from Bartoli (2019).
114
Information extracted from Baskaran (2023),
153
Hassan (2020),
154
Bie (2019),
97
Wang (2017),
83
Bartoli (2019),
114
Giorcelli (2019),
112
Minugu (2021),
74
Khan (2017),
113
Bartoli (2020),
115
Huang (2023),
75
Zhang (2023),
76
Zourari (2023),
67
Mayakrishnan (2023),
120
Yin (2017),
94
Shojaeiarani (2018),
82
Yusuf (2023),
101
Wang (2022).
90
Variation in Tensile strength (a) and Young’s modulus (b) at different nano and micro filler loading to NFRPC. Information taken from Raharjo (2023),
72
Rehman (2019),
71
SarminA (2023),
70
SarminB (2023),
73
Sureshkumar (2023),
63
Alshahrani (2022),
64
Alshahrani (2022),
65
Zuccarello (2021),
69
Zouari (2022),
67
khan (2020),
80
Yu (2022),
79
Klinthoopthamrong (2023),
81
Saba (2016),
77
Malik (2023),
86
Awwad (2021),
155
Alipour (2021),
88
Kamaraj (2020),
89
Russo (2020).
91
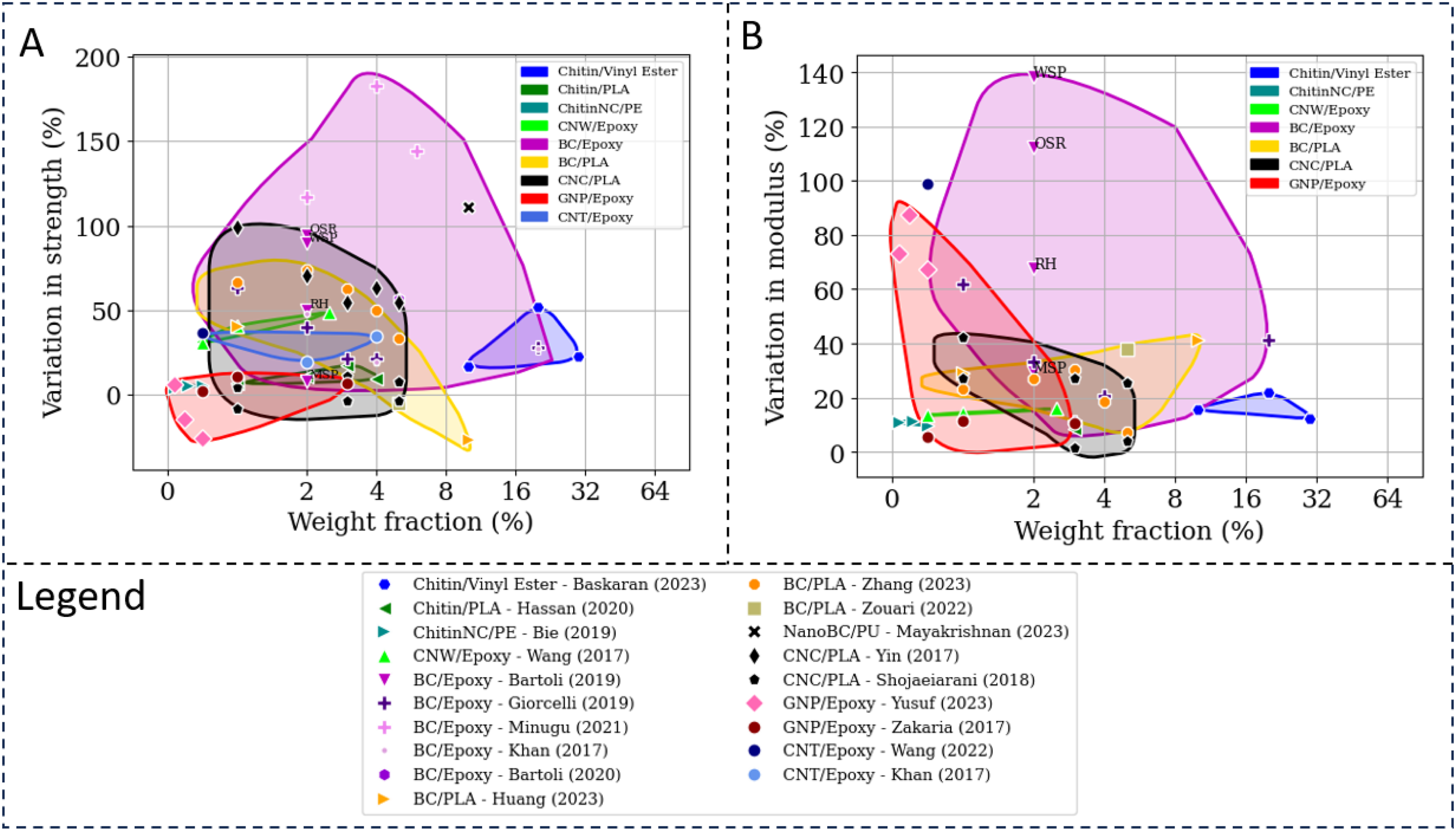
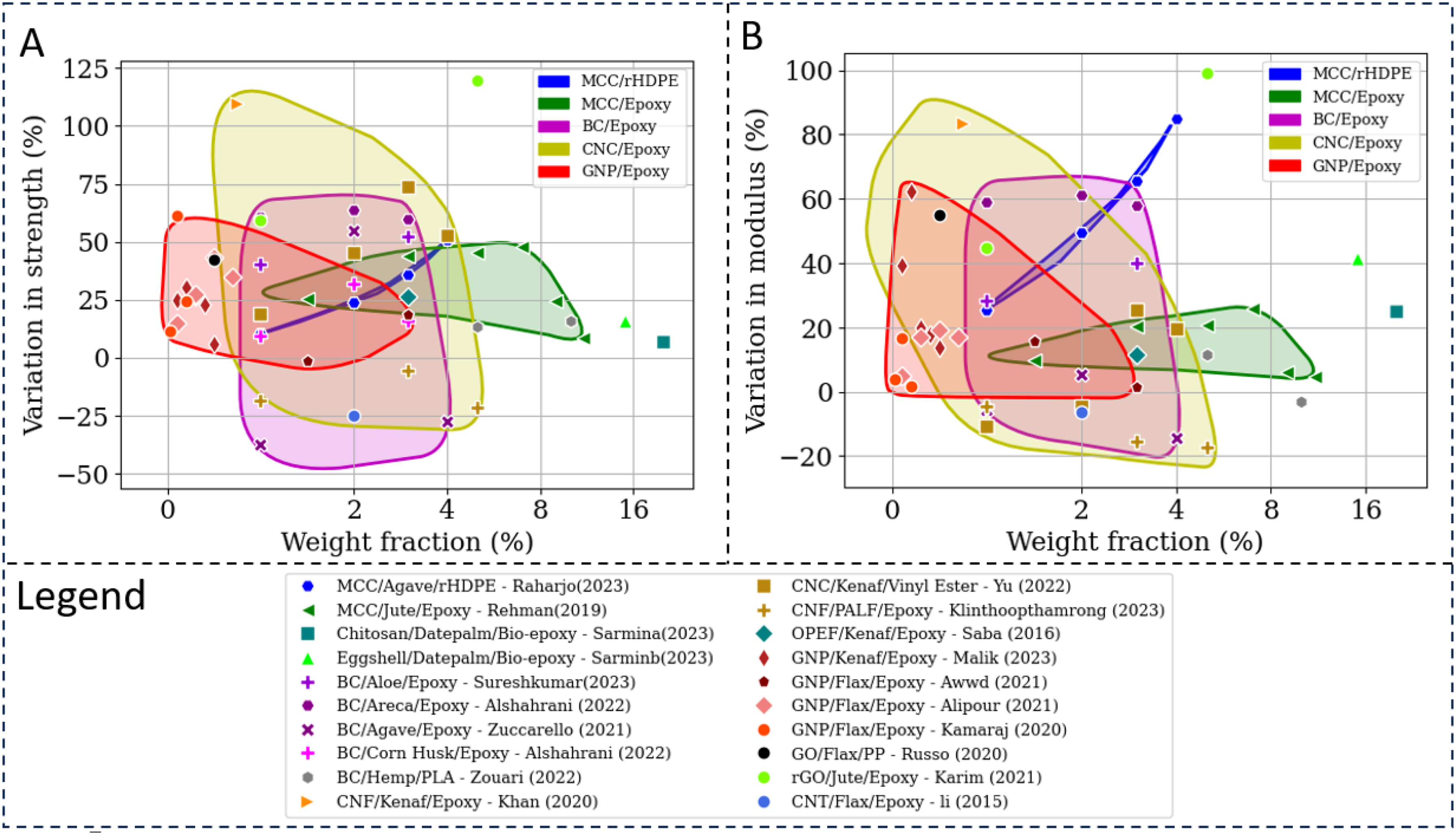
To fully exploit the capabilities of advanced carbonaceous fillers and bio-nanoparticles, multi-scale predictive computational modelling frameworks are needed. These approaches span multiple length scales, ranging from atomistic Molecular Dynamics simulations that model individual polymer chains, to mesoscale Phase Field models tracking diffuse crack topology, and finally to macroscopic Representative Volume Elements (RVEs) that predict overall bulk failure. By accurately capturing the complex stress transfer mechanisms at the nanoscale interphase, these integrated, multi-physics algorithms enable the precise prediction of the composite’s non-linear fracture behaviour. The integration of advanced hierarchical nanoparticle interphase engineering, carbon-negative fillers such as biochar, and a predictive modelling provides a solid foundation for the development of durable, high performance, and sustainable advanced composite materials for aerospace, automotive, and civil infrastructure applications.
The near-term outlook for bio-composites is favourable from an economic perspective. Increasing price volatility in fossil-derived feedstocks, required to produce conventional fibre-reinforced polymer composites makes bio-based alternatives more attractive. In addition, carbon taxes and stricter environmental regulations, will encourage investing in the transition to lower carbon footprint materials.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.