
Abstract
This article presents an experimental investigation into the mode I delamination fatigue properties and fatigue crack healing mechanism of a self-healing carbon fibre–epoxy composite containing mendable thermoplastic stitches. Mode I interlaminar fatigue tests using double cantilever bending specimens show that through-the-thickness reinforcement of the composite with mendable poly(ethylene-co-(methacrylic acid)) stitches is highly effective in healing delamination cracks and restoring the fatigue properties. Aided by a pressure delivery mechanism unique to this type of mendable thermoplastic, the healing agent stored in an interconnected network of stitches is able to flow into narrow delamination cracks. The mode I interlaminar fatigue resistance as well as the fracture toughness of the composite was fully restored by poly(ethylene-co-(methacrylic acid)) stitches. Transverse tension tests were performed to determine the traction law of the healing agent, which controls the healing efficiency and interlaminar toughening mechanism under static and fatigue mode I interlaminar loading.
Introduction
Carbon fibre–reinforced epoxy composites used in aircraft structures are susceptible to delamination cracking due to bird strike, hail stones and other impact events. Various materials and techniques have been developed to increase the interlaminar fracture toughness and interlaminar fatigue resistance of composites to reduce their susceptibility to delamination cracking. This includes the use of high toughness polymers, thermoplastic interleaving and through-the-thickness reinforcement with stitching, z-pinning and orthogonal weaving. Through-the-thickness reinforcement of composites with high-strength fibres or rods is an effective method for increasing the interlaminar fracture toughness resistance under static (e.g. Dransfield et al., 1994; Mouritz, 2007; Mouritz et al., 1999) or cyclic fatigue (Cartié et al., 2009; Su, 1989) load conditions. Cartié et al. (2009) and Su (1989) measured improvements to the delamination fatigue toughness of carbon–epoxy composite when reinforced with z-pins or stitches, respectively. The fatigue crack growth rate was slowed by the z-pins or stitches forming a large-scale bridging zone along the delamination. The bridging z-pins or stitches generate traction loads that lower the stress applied to the crack tip, thereby increasing the delamination toughness and slowing the interlaminar fatigue crack growth rate. While through-the-thickness reinforcement of composites is effective at resisting delamination growth, the cracks must be repaired using conventional processes such as resin infusion or scarf repairs due to their inability to self-heal.
Self-healing is emerging as an alternate repair method for composites, which does not require the need to cut out damaged material and replace with pristine material (Wu et al., 2008). Various self-healing methods have been developed, including the microcapsule and microvasculate techniques, which release liquid polymer healing agent into delamination cracks when the capsules or vasculates are ruptured in the damage process (e.g. Knipprath et al., 2011; Norris et al., 2011; Patel et al., 2010; Trask and Bond, 2006). The healing agent cures within the cracks, often resulting in a high recovery to the mechanical properties.
This article investigates a stitched composite that combines high delamination toughness and interlaminar fatigue resistance with excellent self-healing properties. The composite is different to microcapsule and microvasculate self-healing materials because it uses a second-phase thermoplastic, which is insoluble and solid at room temperature, to induce healing. Another distinct property of the stitched composite is that it has high interlaminar fracture toughness and fatigue resistance, which are important material properties in combating the problem of delamination cracking in aerospace composite laminates. Yang et al. (2012) recently developed a high toughness, self-healing composite material that is reinforced in the through-the-thickness direction with mendable polymer stitches. The stitches consist of poly(ethylene-co-(methacrylic acid)) (EMAA) filament, which is a mendable thermoplastic that can heal cracks in epoxy-based materials (Hargou et al., 2013; Meure et al., 2009, 2010a, 2012; Pingkarawat et al., 2012a, 2012b, 2013a, 2013b; Varley and van der Zwaag, 2008; Wu et al., 2008). Healing is activated at elevated temperature via a condensation reaction between the EMAA stitches and epoxy matrix phase, which generates high-pressure microbubbles that force the mendable thermoplastic into open cracks. Yang et al. (2012) showed that the mendable stitches provide the composite with the synergistic combination of high mode I interlaminar fracture toughness (which resists delamination growth) and healing properties (for in situ repair of delamination cracks). The present study extends the study by Yang et al. (2012) by assessing the interlaminar toughening and healing properties of fatigue-induced delaminations using mendable EMAA stitches. The mode I delamination fatigue properties and fatigue crack healing mechanism are determined for composites containing a low- or high-volume content of stitches. This study assesses the capability of EMAA stitches to heal delamination fatigue cracks and restore the interlaminar fatigue properties over multiple healing cycles. EMAA was selected as the stitch material because recent studies by Varley et al. (2013) and Pingkarawat et al. (2013a) have shown it has excellent healing properties for epoxies compared to other types of thermoplastics.
Composite material and experimental techniques
Mendable stitched carbon fibre–epoxy composites
Mode I delamination tests were performed on unstitched and stitched carbon fibre–epoxy composites made from unidirectional T700 prepreg tape (Variable Temperature Moulding (VTM) 264 supplied by Advanced Composites Group). The ply stacking pattern of the composites was (02/(90/0)4)s. The uncured prepreg stack was manually stitched through-the-thickness with EMAA filament. The filament was produced by the elevated temperature extrusion of Nucrel® 2940 (DuPont Packaging & Industrial Polymers), which is an ethylene acid copolymer containing 19% by weight of methacrylic acid randomly distributed along the EMAA chains. The methacrylic acid groups react with hydroxyl groups in the epoxy matrix of the carbon fibre composite at elevated temperature (about 150°C) in the presence of tertiary amine groups, which activates the healing reaction process of the stitches (Meure et al., 2009, 2010b, 2012).
The EMAA filaments were rectangular in cross section (1.1 × 2.0 mm), and they were stitched in straight, parallel rows into the uncured prepreg composite. The stitches were spaced 20 or 5 mm apart, which is equivalent to a stitch areal density along the laminate mid-plane of 0.25 and 4 stitches/cm2, and are referred to as low and high stitch densities, respectively. The architecture of the EMAA filaments in the composite material was the same for the low and high stitch densities and is illustrated in Figure 1. Further details on the stitching process and architecture of the stitches are given by Yang et al. (2012).
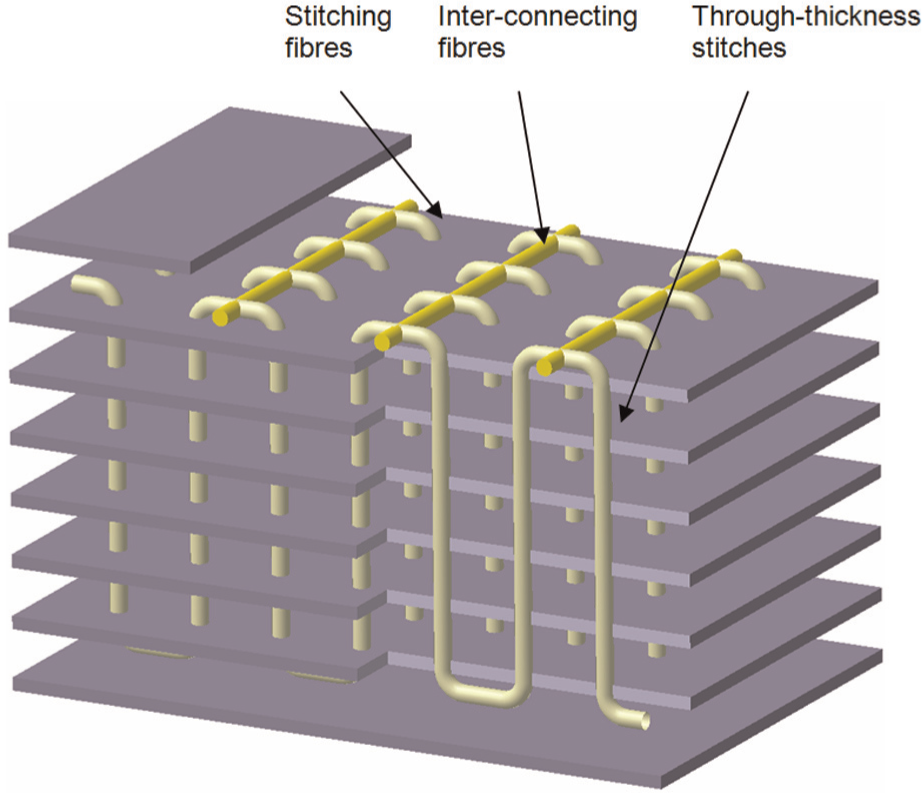
Architecture of the EMAA stitches in the carbon–epoxy composite.
A carbon fibre–epoxy laminate without stitches, but with the same (02/(90/0)4)s ply stacking pattern to the stitched composites, was produced as the control material. The unstitched and stitched composites were cured and consolidated inside an autoclave at 120°C and 620 kPa for 1 h, as recommended by the prepreg supplier. The carbon fibre, epoxy matrix and stitch contents as well as the thickness of the test materials are provided in Table 1. Stitching causes a large reduction to the carbon fibre content, particularly at the higher stitch density, which reduces the in-plane mechanical properties of the composite. Furthermore, stitching causes microstructural damage including fibre waviness and fibre crimp, which also lowers the in-plane properties. This is a critical disadvantage of the stitching technique, although it is expected (based on the work on non-mendable stitched laminates) that reducing the stitch diameter and using a one-sided stitching method may minimise any adverse effect on properties (Mouritz and Cox, 2000, 2010). Research is in progress to determine the effect of EMAA stitching on the mechanical properties of the composite.
Physical properties of unstitched and stitched carbon–epoxy composite specimens.
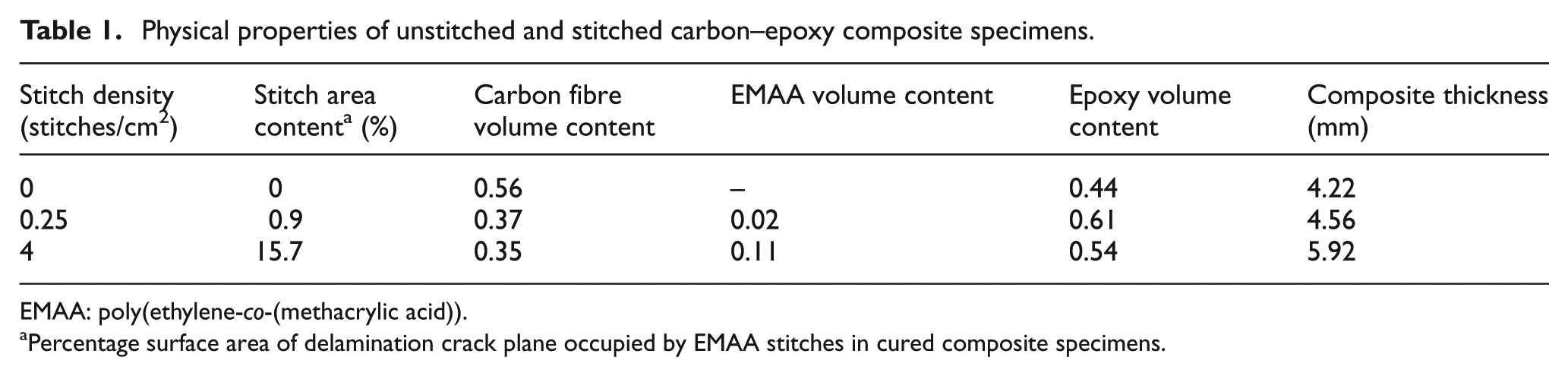
EMAA: poly(ethylene-co-(methacrylic acid)).
Percentage surface area of delamination crack plane occupied by EMAA stitches in cured composite specimens.
Mode I static and fatigue delamination toughness testing
The interlaminar fracture toughness properties of the unstitched and stitched composites under mode I static and fatigue loading were measured using the double cantilever beam (DCB) test. The test specimens were 170 mm long and 20 mm wide. Non-stick polytetrafluoroethylene (PTFE) film was placed along the specimen mid-plane to create a 50-mm-long pre-crack to initiate delamination growth. The mode I interlaminar fracture toughness under static loading was measured by applying a monotonically increasing crack opening displacement rate of 2 mm/min to the pre-cracked end of the DCB specimen. The delamination crack was grown along the specimen mid-plane in short increments (of 2–10 mm), and at each increment, the applied load (P), crack opening displacement (δ) and crack length (a) values were measured. Using these data, the mode I interlaminar fracture toughness was calculated using
where b is the width of the DCB specimen, and
Mode I interlaminar fatigue testing was performed by applying a cyclic load to the DCB specimens at a frequency of 10 Hz. The stress ratio, defined as the ratio between the minimum crack opening displacement and the maximum crack opening displacement in one load cycle, was kept constant at 0.1 over the entire stress intensity range. Delamination growth was measured over a short propagation length (~2–10 mm) under a near-constant cyclic stress intensity range (ΔG) to determine the average crack growth length per load cycle (da/dN). The range of the cyclic stress intensity was varied from about 30 to 2000 J/m2 to measure the fatigue crack growth rate over eight orders of magnitude (i.e. da/dN from 10−8 to 1 mm/cycle). These data provide the fatigue crack growth curves plotted against the cyclic stress intensity range for the unstitched and stitched composites.
After static and fatigue testing, the stitched DCB specimens were healed by heating at 150°C for 1 h under a pressure of 10 kPa. The delamination was closed during the healing process in order to minimise the amount of EMAA needed to fill the crack. Partial healing can occur without fully closing the crack; however, the healing efficiency is not as high as for the closed crack. The melting temperature of EMAA is 88°C, and therefore, the stitches are molten during the healing operation performed at 150°C. Melting is essential to aid flow of EMAA into cracks via the pressure delivery mechanism. The healing efficiency is improved by compacting the delaminated composite to minimise the open volume of crack that must be infiltrated with EMAA. After healing, the stitched DCB specimens were cooled to room temperature and retested under static and fatigue loading according to the test procedures described above. The healing and repeated delamination testing was performed up to five times on the composite specimens to assess the multiple repair efficiency of the mendable stitches.
Transverse tension testing for bridging traction properties
Transverse tension tests were performed on the stitched composite to determine the crack bridging traction properties of the EMAA stitches before and after healing. The test was performed using rectangular-shaped specimens that consisted of two halves of the carbon–epoxy composite separated at the mid-plane by PTFE film, as illustrated in Figure 2. The specimen contained 21 stitches (three rows containing seven stitches per row), which were equally spaced 5 mm apart. A through-the-thickness tensile force was applied to the specimen to measure the traction load generated by the EMAA stitches that bridged the two halves of the composite. The stitches were loaded to failure at a constant crack opening displacement rate of 1 mm/min, and then the specimens were healed by heating at 150°C for 1 h and consolidation at 20 kPa for 10 min. After healing, the specimen was reloaded in transverse tension to determine the recovery in the bridging load, stiffness and fracture energy of healing agent. Five samples of the stitched composite were tested under identical conditions to assess the variability in the bridging traction properties.
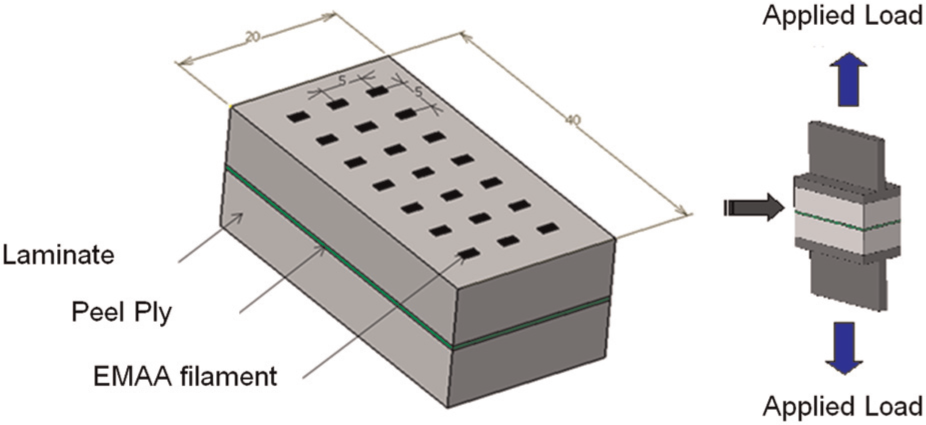
Schematic representation of the transverse tensile stress relaxation and fatigue test of the EMAA stitches.
Transverse tension tests were also performed on the stitched composite under static (creep-type) loading. Specimens were loaded in transverse tension to different crack opening displacement values (0.11, 0.22 and 0.44 mm) and then held for 1000 s to measure the time-dependent relaxation to the traction load generated by the stitches. Transverse tension specimens were also fatigue tested under displacement control at maximum crack opening values of 0.12, 0.18, 0.26, 0.35 and 0.44 mm. These tests were performed under a load ratio of 0.1, defined by the minimum normalised by the maximum crack opening displacement, and a load frequency of 10 Hz.
Results and discussion
Static delamination fracture properties of mendable stitched composites
Through-the-thickness reinforcement of the carbon–epoxy composite with mendable EMAA stitches increased the mode I interlaminar fracture toughness. Figure 3 shows the critical strain energy release rate (GIc) for delamination crack growth in the unstitched and stitched composites when in their original condition. The interlaminar fracture toughness was increased by an average of 68% at the low stitch density and over 600% at the high stitch density. This agrees with recent study by Yang et al. (2012) that stitching using EMAA filament is an effective toughening method for increasing the delamination resistance of mendable composites. The increase to the interlaminar fracture toughness was due to the stitches forming a large-scale bridging zone along the delamination crack (Figure 4). The bridging zone in the lightly and heavily stitched composites extended for a length of about 10 and 25 mm behind the delamination crack front, respectively. The bridging stitches generated traction loads, which resisted crack opening under the applied load, and this increased the interlaminar fracture toughness. The bridging traction load generated by stitches increases with their volume content (Dransfield et al., 1994), and this accounts for the heavily stitched composite having higher interlaminar fracture toughness.
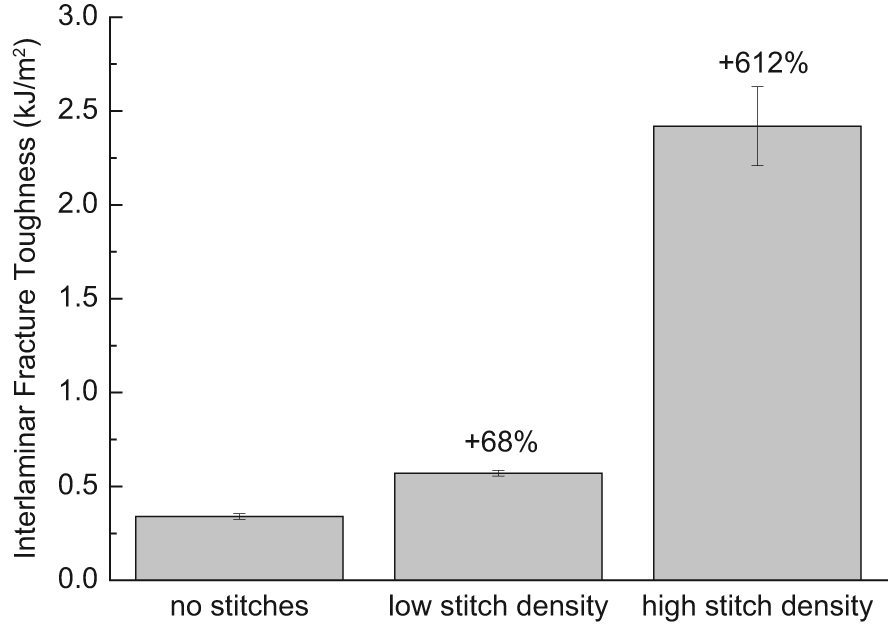
Mode I interlaminar fracture toughness values of the unstitched and stitched composites in their original condition (i.e. before healing). The percentages values are the increase in fracture toughness of the stitched composites compared to the unstitched material.
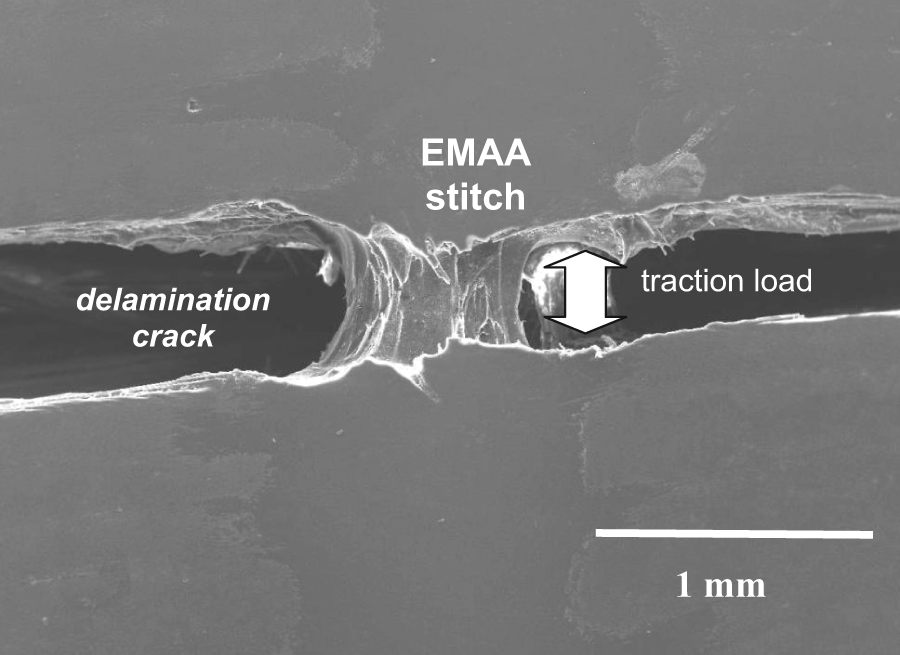
EMAA stitch bridging the delamination crack in the original composite (before healing).
The healing efficiency of the EMAA stitches was determined by heating the delaminated DCB specimens (at 150°C) to activate the healing process and then remeasuring the mode I interlaminar fracture toughness. This process of healing and measuring the recovery in fracture toughness was repeated five times to assess the capacity of the stitches to perform multiple repairs. (Similar tests were not performed on the unstitched material because healing was not possible.) Figure 5 shows the original and recovered GIc values for the stitched composites after each of the five healing operations. The interlaminar fracture toughness of the lightly stitched composite was more than fully restored with the first healing operation (240% increase compared to the original toughness value). The lightly stitched material retained this high percentage recovery in fracture toughness over multiple healing operations. Full recovery to the fracture toughness of the heavily stitched composite was achieved in the first healing process, and again the toughness was retained for multiple healing.
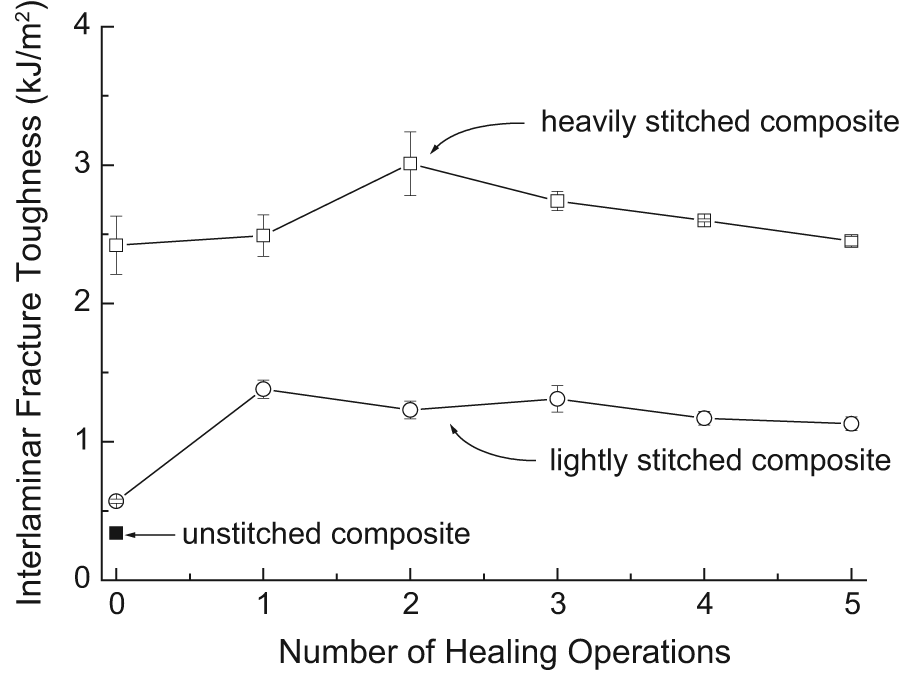
Effect of number of healing operations on the interlaminar fracture toughness of the stitched composites.
Recovery to the interlaminar fracture toughness was achieved by the EMAA flowing from the stitches into the delamination crack during the healing process. Healing was activated by heating the stitched composites (at 150°C), which caused acid functional groups along the EMAA polymer chains to react with hydroxyl groups in the epoxy matrix phase of the composite. Tertiary amine groups acted as the catalyst for this reaction process. Meure et al. (2009, 2010b), Varley and van der Zwaag (2008) and Wu et al. (2008) found that the acid–hydroxyl reaction generates volatiles (mostly water) that phase separate into high-pressure microbubbles within the EMAA, which is a molten insoluble phase at the healing temperature of 150°C. Figure 6 shows that the EMAA stitches transformed into a highly porous material due to the dense concentration of microbubbles created by the reaction process. The high pressure of the bubbles squeezed EMAA from the stitches into the delamination where it flowed along the gap created by the crack, as shown schematically in Figure 7. Recent study by Hargou et al. (2013) has shown that EMAA can flow distances many times greater than its original size due to the high pressure exerted by the gas-filled bubbles combined with its low viscosity at the healing temperature. Upon cooling, the EMAA within the delamination solidified and bonded strongly to the epoxy matrix resulting in high interfacial adhesion. It is via this sequence of processes that the EMAA stitches healed the delamination crack within the carbon–epoxy composite.
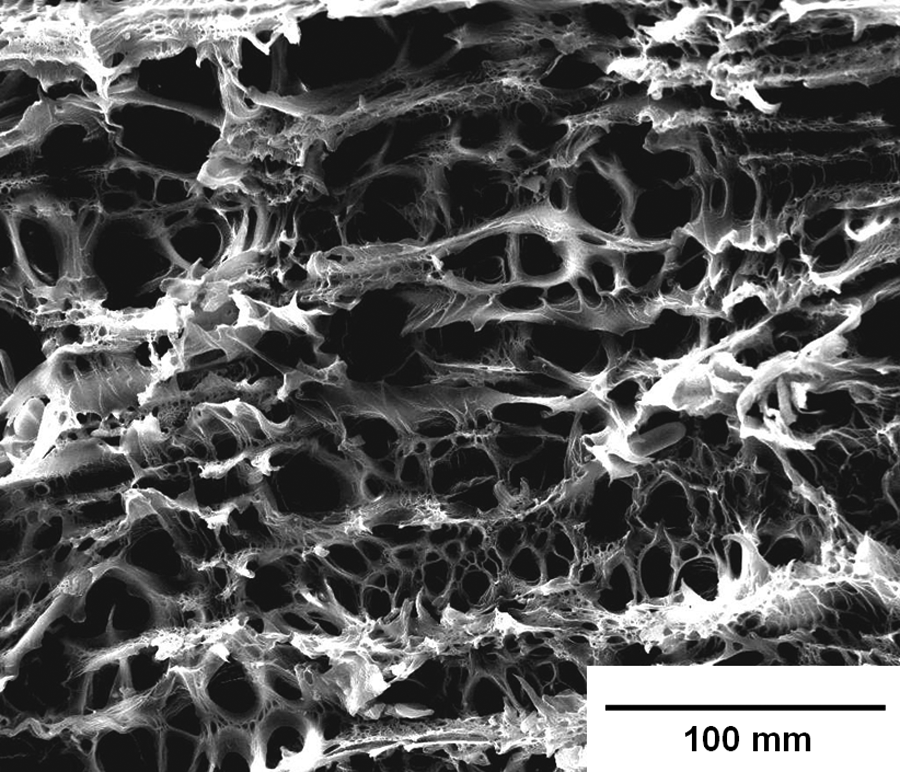
Porous microstructure of EMAA stitch after healing.
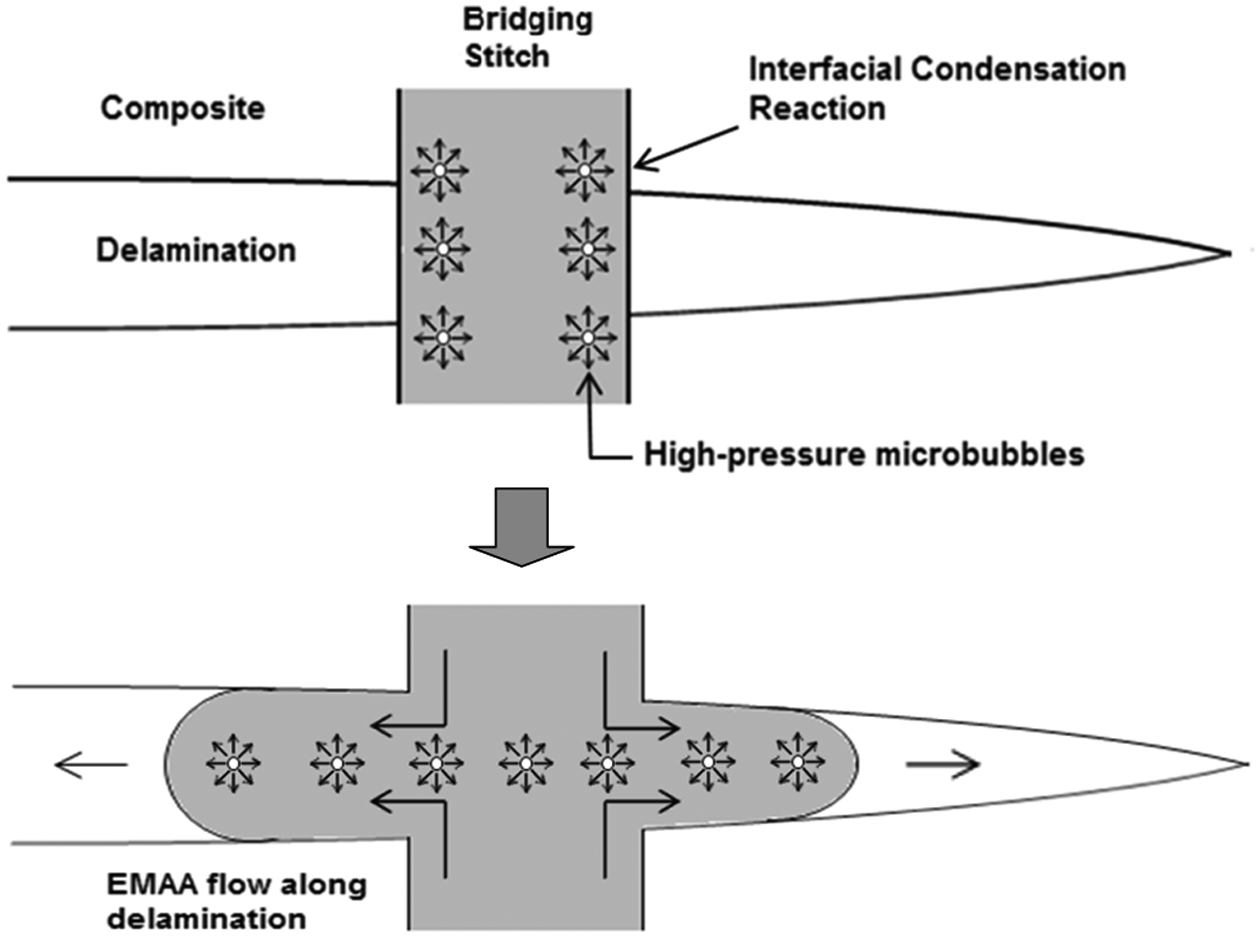
Schematic representation of the healing process involving flow of molten EMAA from the stitches along the delamination crack under the pressure exerted by the gas-filled microbubbles.
Retesting of the stitched DCB specimens after one or more healing operations showed that the EMAA was capable of repeated high recoveries to the mode I interlaminar fracture toughness (Figure 5). Toughness was restored by the EMAA healing agent forming a bridging traction zone consisting of a dense network of thin ligaments and refused stitches during delamination crack extension, as shown in Figure 8. The morphology of this crack bridging zone within the healed composites was different to that within the original stitched materials (before healing), which consisted of discrete filaments of the EMAA (Figure 4). During the first healing operation, the stitch architecture transformed from discrete EMAA filaments aligned orthogonal to the delamination crack (as illustrated in Figure 1) to a combination of orthogonal stitches and a thin planar film of EMAA along the delamination crack. The broken stitches fused back together during the healing operation. The thin film of EMAA between the stitches deformed under crack opening into a high density of thin ligaments, which bridged the delamination during DCB testing of the healed composites. This film together with the refused stitches resulted in the high recovery to the interlaminar fracture toughness. Both the stitches and thin film of EMAA were able to reform during repeated healing of the delamination crack, and consequently, the stitched composites retained high fracture toughness properties for multiple healing operations.
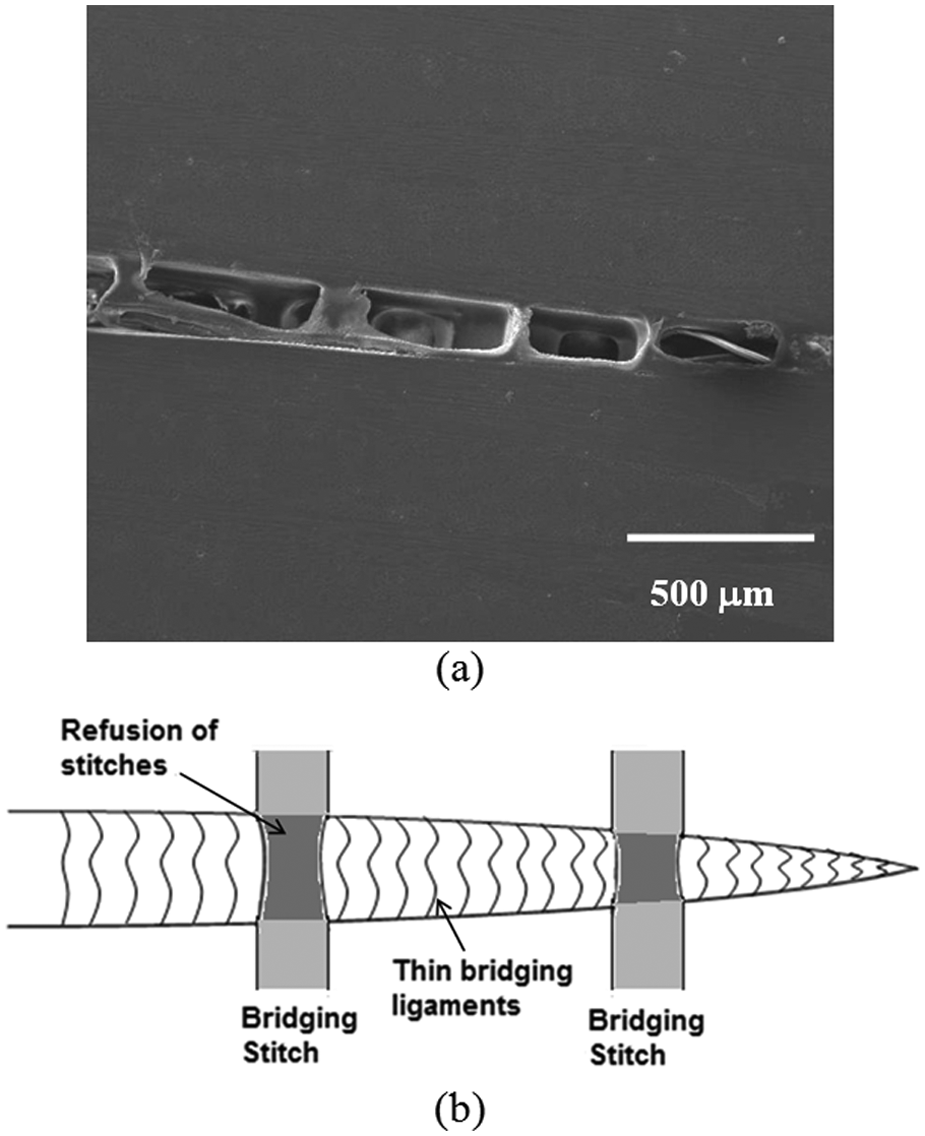
Crack bridging zone to the healed stitched composite: (a) network of thin EMAA ligaments between the stitches and (b) general schematic representation of the bridging zone consisting of refused stitches and thin ligaments between the stitches.
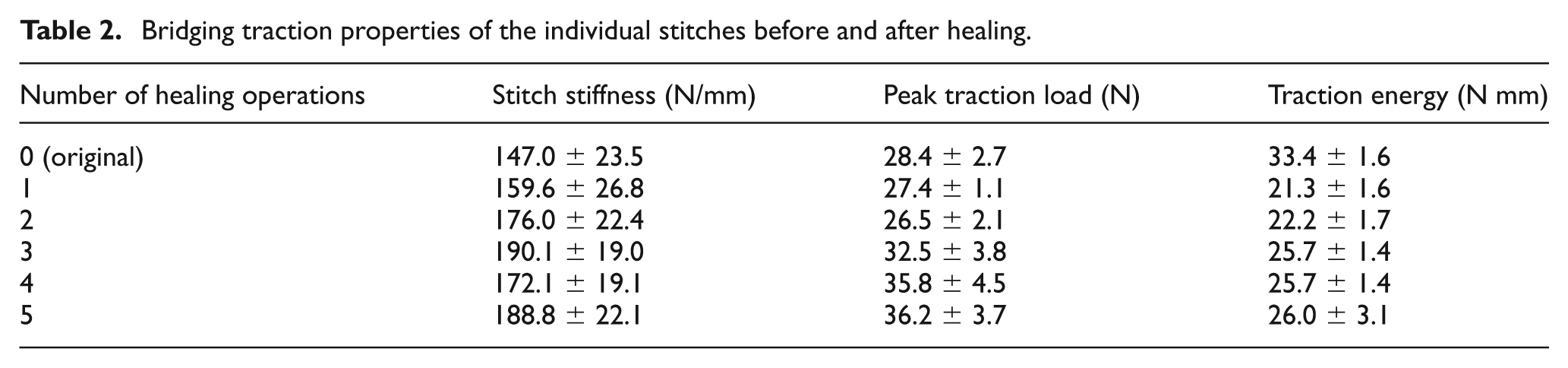
Recovery to the interlaminar fracture toughness due to the formation of a bridging zone having refused stitches and thin ligaments (formed from the thin layer of EMAA along the crack plane) was investigated further by transverse tension testing of the stitched composite (Figure 2). Figure 9 shows the effect of increasing crack opening displacement on the traction load generated by the stitches before and after healing. The traction load-crack opening displacement curves show an initial linear region due to elastic deformation of the stitches bridging the two halves of the test specimen. The gradient of the linear portion of the curve defines the stiffness of the bridging stitches (in the original condition) and refused stitches and thin ligaments (in the healed condition). The stiffness of the bridging zone was increased after healing, most likely due to the additional stiffening from the thin ligaments (as shown in Table 2). The traction load curves reach a maximum bridging traction load at a crack opening displacement of about 0.5 mm. The maximum traction load is the tensile force needed to induce plastic yielding of EMAA bridging the two laminates. Beyond the maximum load, Figure 9 shows that the bridging traction load decreased with increasing crack opening displacement due to thinning and necking of the bridging stitches and ligaments until they broke at about 4 mm. The traction load during plastic deformation of the EMAA in its original condition was higher than after healing. The total area under the load–displacement curve defines the bridging traction energy generated by the stitches. Table 2 shows that the traction energy of the stitches in their original condition was slightly higher (by about 30%) than after healing. This was due to the higher traction energy generated during plastic yielding of the bridging EMAA stitches in their original condition. The results presented in Figure 9 and Table 2 show that the bridging traction properties of the EMAA were restored by healing, and this accounts for the high recovery to the mode I interlaminar fracture toughness of the lightly and heavily stitched composites following healing once or multiple times.
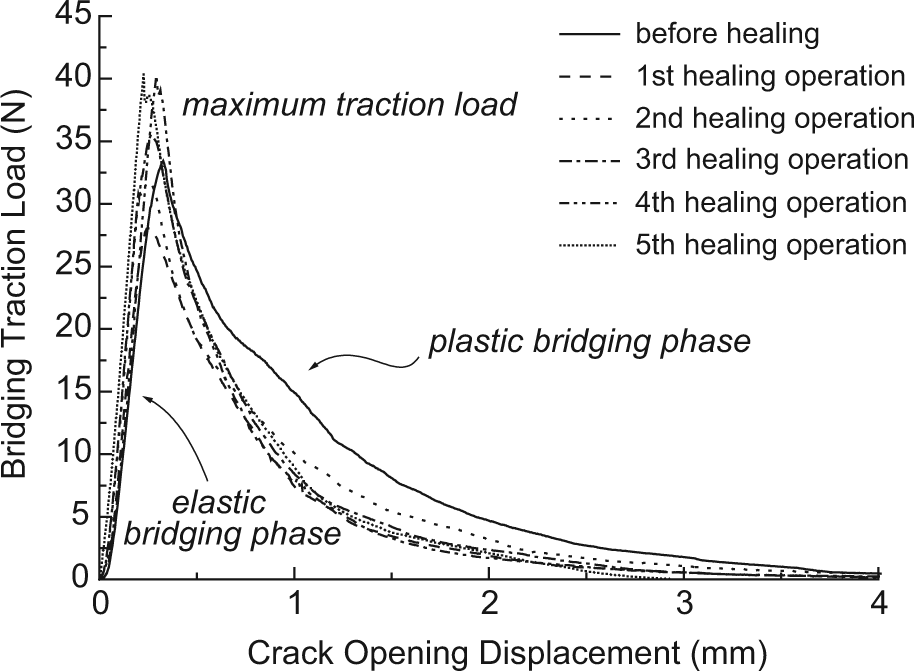
Effect of crack opening displacement on the mode I traction load generated by the EMAA stitch in the original condition and after healing.
Bridging traction properties of the individual stitches before and after healing.
Fatigue delamination properties of mendable stitched composites
Figure 10 presents Paris curve plots showing the effect of the mode I cyclic stress intensity range (ΔGI) on the growth rate of delamination fatigue cracks in the unstitched and stitched composites when in their original condition. The fatigue crack growth rate (da/dN) is the distance of delamination growth per load cycle. There is large scatter in the crack growth rate data for both the unstitched and stitched composites because the delaminations displayed unstable slip (crack extension)–stick (crack arrest) behaviour. Studies of fatigue cracking in carbon–epoxy laminates and other types of brittle matrix polymer composites (without healing agent) also report scatter in delamination growth rates due to the unstable nature of slip–stick cracking (Argüelles et al., 2008; Hojo et al., 2006; Masaki et al., 1994; Sjogren et al., 2001). Figure 10 shows that low-density stitching did not change the delamination fatigue resistance of the carbon–epoxy composite over most of the cyclic stress intensity range. The crack growth rates for the unstitched and lightly stitched composites were the same (within the scatter range) at all cyclic stress intensity values below ~300 J/m2, which is the critical strain energy release rate (GIc) for rapid crack growth in the unstitched material. In comparison, the heavily stitched composite showed a large improvement in fatigue resistance; with the delamination growth rate being (on average) about one order of magnitude slower than the unstitched material. Furthermore, fatigue-induced crack growth in the heavily stitched composite occurred at much higher cyclic strain energy release rate values (up to ΔGI= 1500 J/m2). This reveals that high-density stitching with EMAA has the dual benefits of increasing the delamination fatigue resistance and introducing healing agent into the composite.
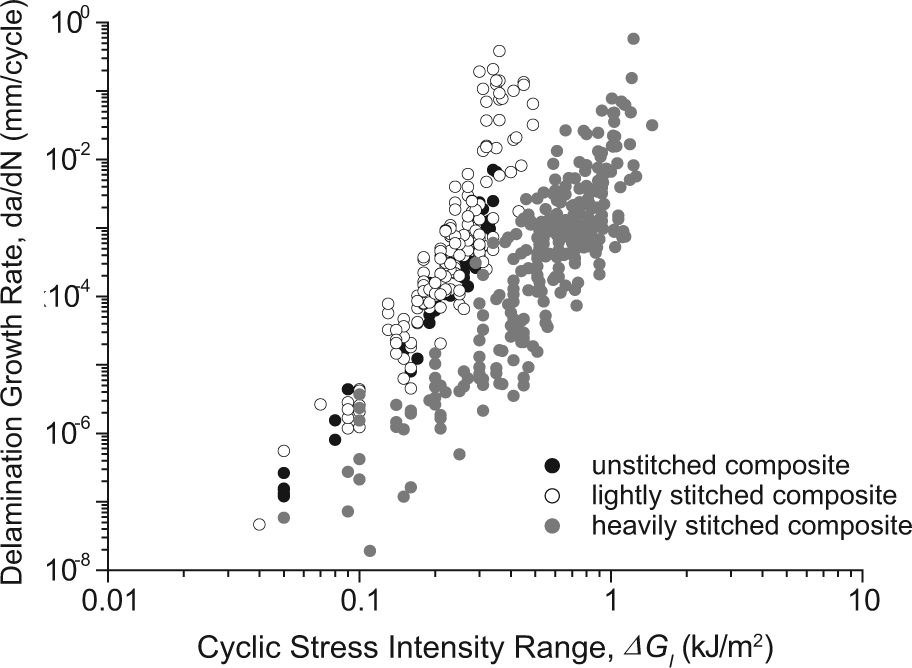
Plots of fatigue crack growth rate against cyclic stress intensity range for the unstitched and stitched composites in their original condition (i.e. before healing).
Fatigue cracks in the lightly and heavily stitched composites were healed (at 150°C), and the crack growth rates were then remeasured. (It is not possible to heal fatigue cracks in the unstitched composite by heating.) Figure 11 shows the effect of number of healing operations on the fatigue crack growth rates for the lightly and heavily stitched composites, and the fatigue resistance (defined by the Paris curves) was fully restored. There was no significant loss in healing efficiency for multiple operations. The stitches restored the interlaminar fatigue resistance by flowing into the delamination crack during healing (via the same healing process illustrated in Figure 7) and then forming a bridging traction zone during repeated fatigue crack growth. The stitches, which were refused during healing of the fatigue crack, and thin ligaments between the stitches, which were formed from healing agent released by the stitches into the delamination, generated crack bridging traction loads that restored the fatigue properties. The refused stitches and thin ligaments bridged the fatigue crack in the same manner observed for the static delamination crack (as illustrated in Figure 8(b)), although the length of the fatigue bridging zone was much shorter and the density of bridging ligaments along the crack was much lesser than observed for static cracking. The differences in length between the bridging zones for static and fatigue crack growth in the healed stitched composites are shown schematically in Figure 12.
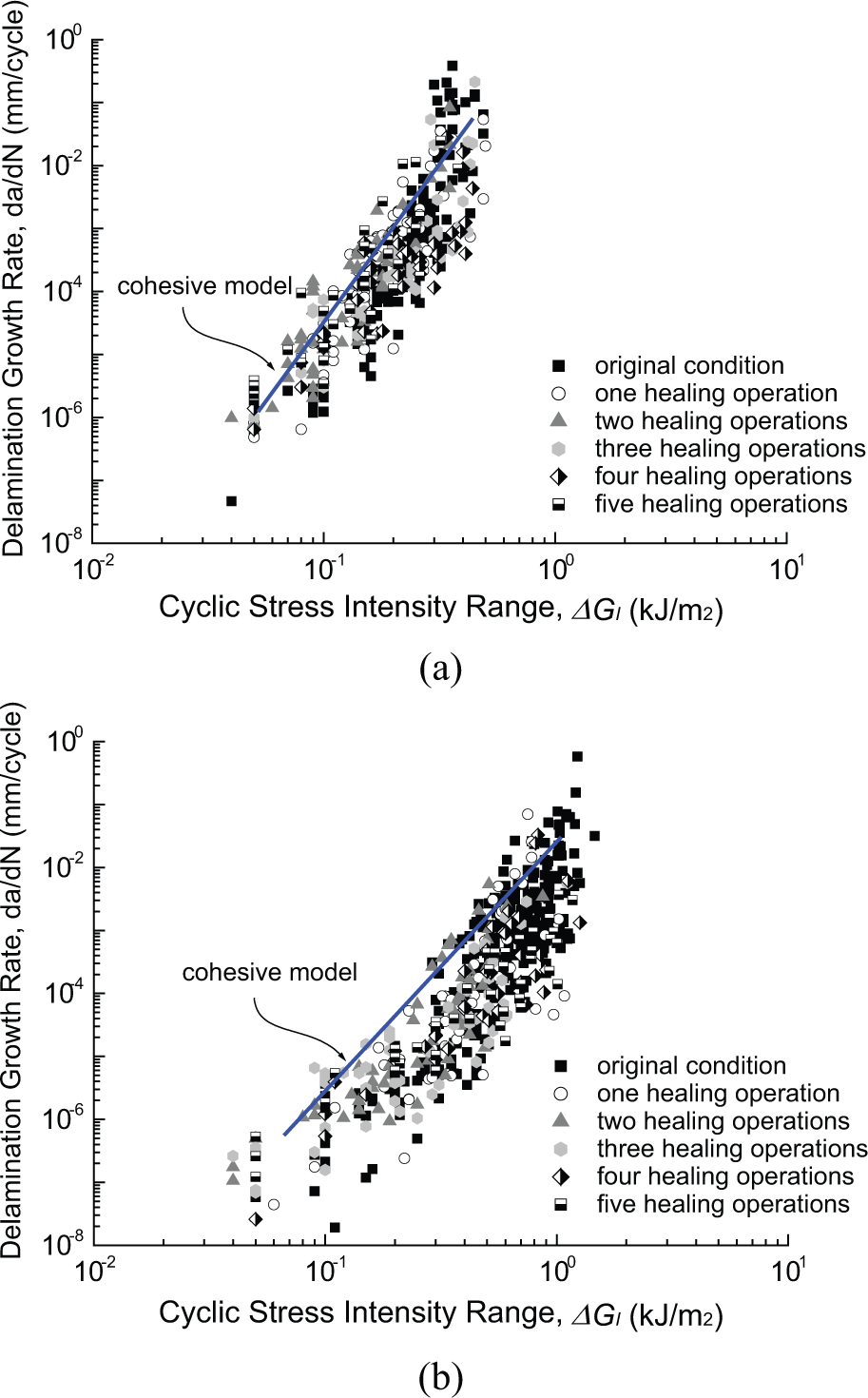
Effect of number of healing operations on the fatigue crack growth rate of the (a) lightly stitched and (b) heavily stitched composites.
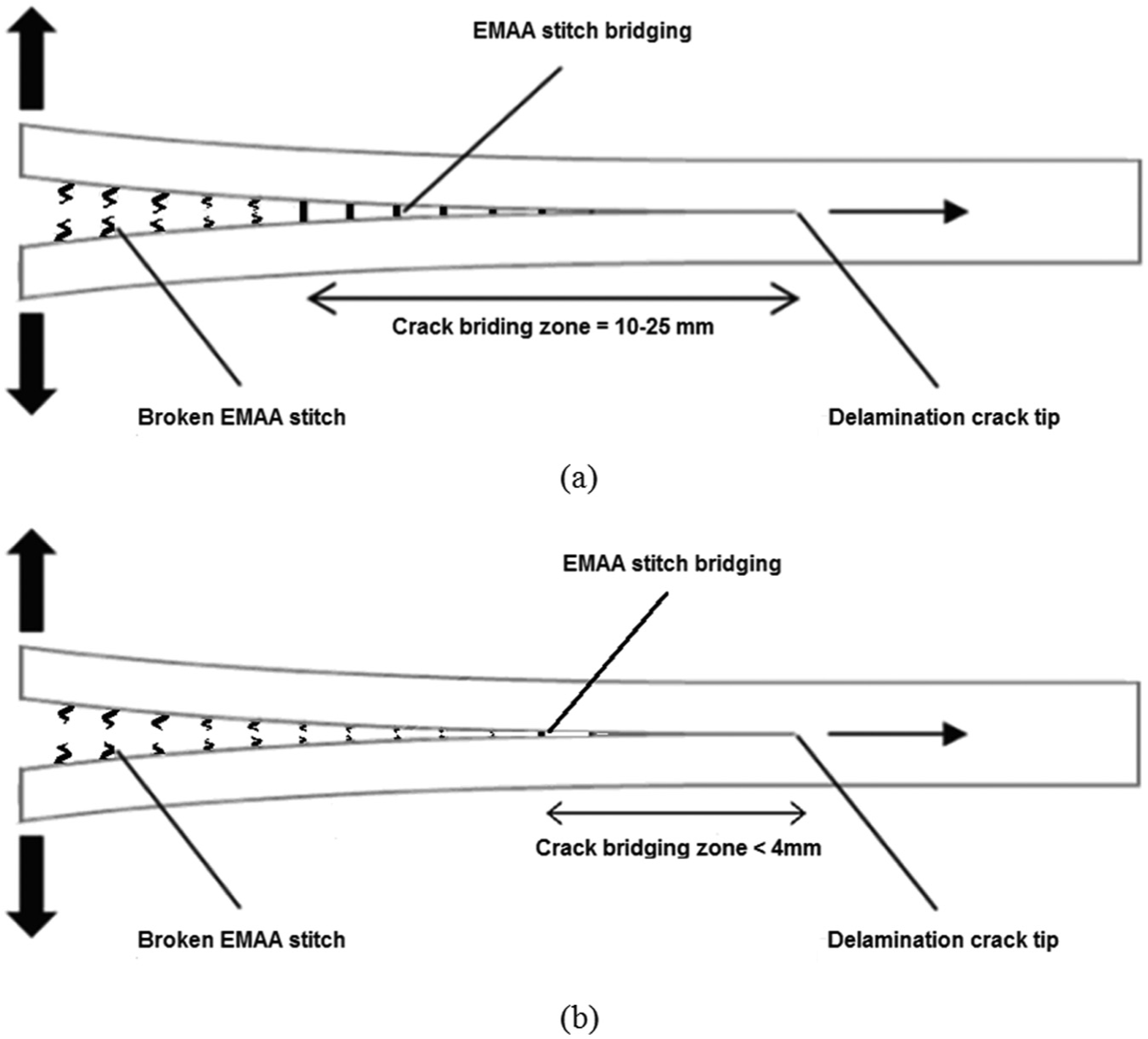
Schematic illustrations comparing the typical length of the delamination bridging zone in the composite subjected to (a) static and (b) fatigue interlaminar loading.
The cause for the differences in the bridging zone length and density of bridging ligaments under static and fatigue loading was investigated by transverse tension testing of the stitched material under static and fatigue loading conditions. Test specimens in the original and healed conditions were loaded in transverse tension to constant crack opening displacement values within the elastic region of the traction load–displacement curve. These values were 0.11, 0.22 and 0.44 mm, which represent applied elastic loads of about 20%, 40% and 80% of the peak traction load. The loads generated by the bridging stitches were measured while the specimens were held at these constant crack opening values for 1000 s. Figure 13 shows the effects of crack opening displacement (δ) and loading time (t) on the relaxation of the bridging traction loads before and after healing. The loads relax rapidly due to viscoelastic creep deformation of the EMAA filaments bridging the delamination crack. In other words, the traction load generated by the stitches was not constant, but was dependent on the loading time and the initial applied load. The relaxation time (τ) of the bridging loads due to viscoelastic flow is related to the loading time (t) and the initial applied load (Fo) via the expression
where F is the traction load at a defined time t. Values for τ are given in Figure 13, and it was found that the relaxation times for the stitched composites were approximately the same before and after healing. As expected, τ decreased with increasing applied load for the stitches in both the original and healed conditions.
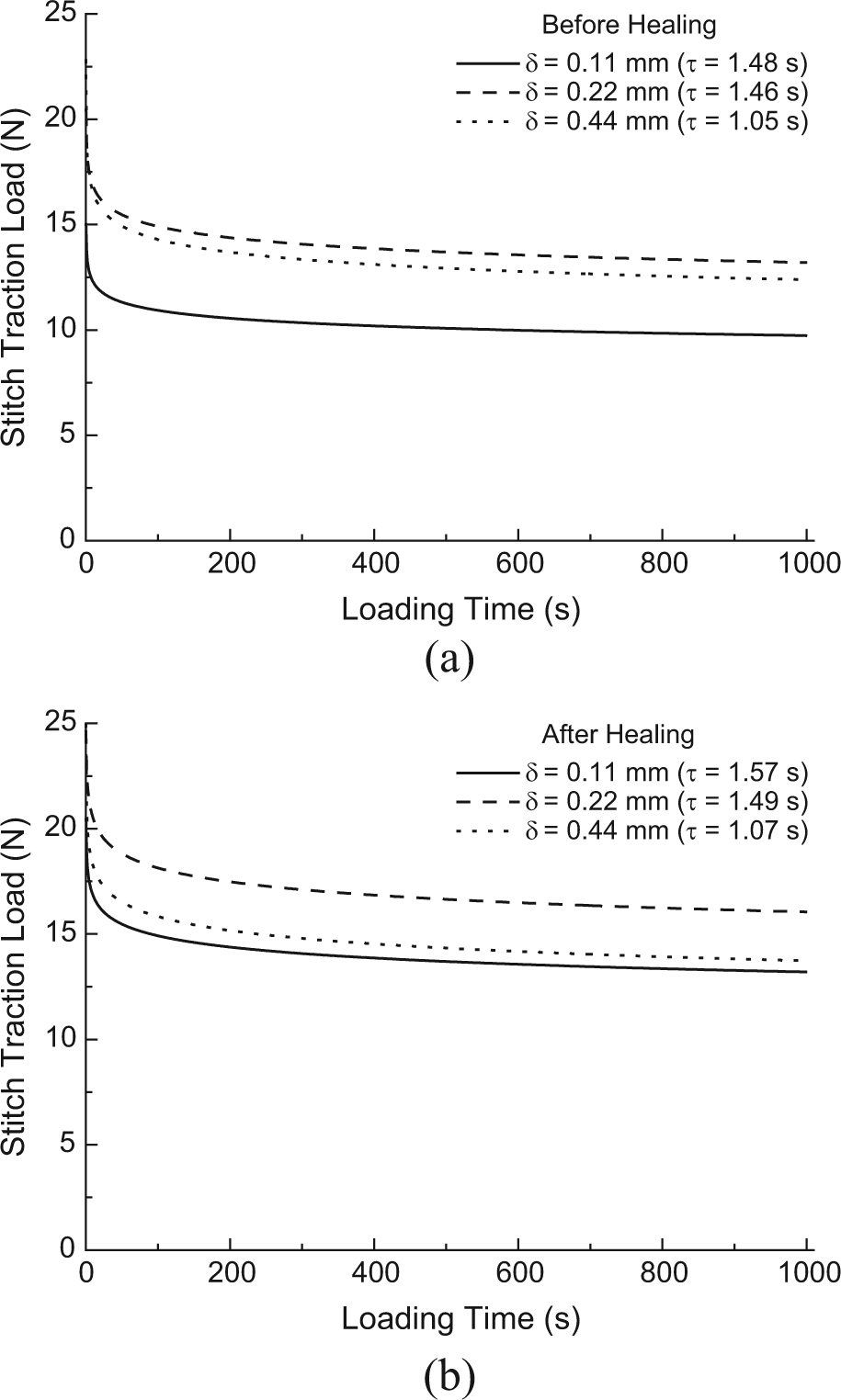
Stress relaxation curves of EMAA stitches (a) before and (b) after healing.
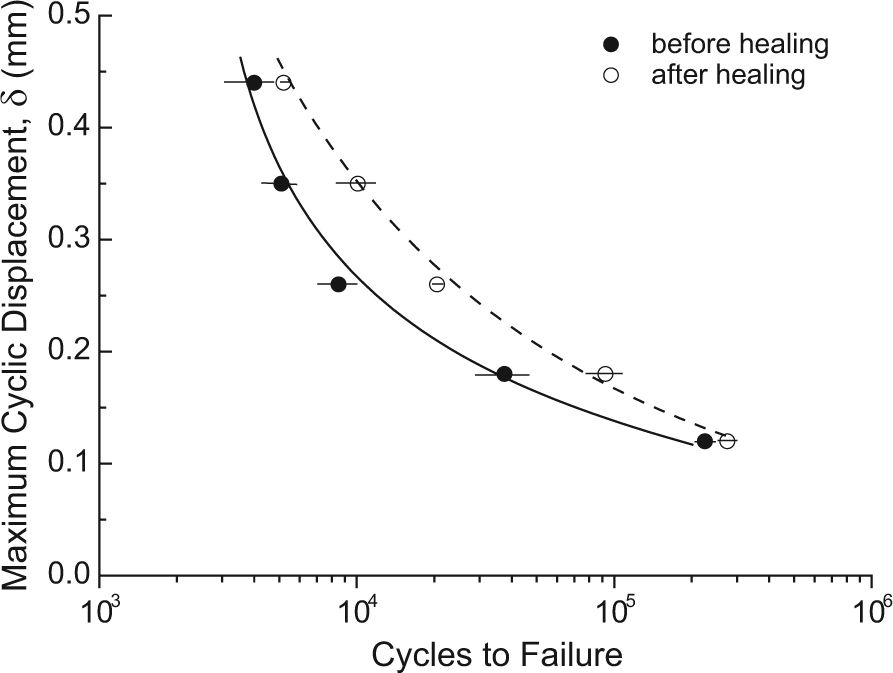
The mode I fatigue life of the EMAA stitches was also assessed using the transverse tensile test. Specimens were fatigued in displacement control at crack opening displacement values of 0.12, 0.18, 0.26, 0.35 and 0.44 mm at a frequency of 10 Hz. The traction load generated by the stitches decreased with increasing number of loading cycles, as shown in Figure 14. The traction load decreased rapidly over the initial 100–1000 load cycles at the highest crack opening displacement. Reducing the opening displacement increased the number of load cycles required to significantly reduce the stitch traction load. This behaviour is also attributed to viscoelastic deformation of the stitches with each load cycle, causing a progressive reduction in their residual strength. The relationship between the traction load and number of load cycles can be expressed as
where Po and P(N) denote the traction stress at beginning and after N loading cycles. Parameters δo and δch are the crack opening displacement at first loading cycle and the characteristic crack opening displacement (Nguyen et al., 2001).
Traction load-number of loading cycle curves for the EMAA stitches (a) before and (b) after healing.
By curve fitting the experimental data, the characteristic crack opening displacement, δch, was found to depend on δo by the following relation
where C equals to 2.407 mm−1. The number of load cycles to fully degrade the bridging traction load before and after healing was measured for the different crack opening displacement values, and the results are presented in Figure 15. There is an improvement in the fatigue response of the stitches after healing, and presumably, this is due to the contribution of the thin ligaments in carrying the applied interlaminar fatigue stress.
Fatigue life curve of EMAA stitches before and after thermally activated self-healing.
Fatigue delamination growth prediction using cohesive model
The fatigue delamination growth of the stitched composites after thermally activated self-healing can be predicted using cohesive model. According to cohesive model (Turon et al., 2007), the crack growth rate, da/dN, is the sum of the damage area growth rate of all cohesive elements in the crack
where ACZ, Ae and dAd/dN are the cohesive zone area, cohesive element area and mean damage area growth rate, respectively. The damage area, Ad, is defined as (Turon et al., 2007)
where D, δ and δu are scalar damage variable, traction displacement and ultimate displacement, respectively. The scalar damage variable can be determined by, initially, defining the traction stress as
where
From fatigue transverse tension tests, the cyclic loading tests were conducted under displacement control; hence, the traction displacement at first loading, δo, in equations (3) and (4) will be equal to traction displacement, δ. Also, assuming no local damage (i.e. softening behaviour) occurred to the EMAA ligaments and refused stitches during the first reloading; hence
In the constitutive model, the maximum strain energy release rate, GI,max, and cyclic stress intensity range, ΔGI, under displacement control in the Paris regime can be calculated using (Turon et al., 2007)
where σo and δf are the peak traction stress and the ultimate displacement respectively. In the modified beam theory
where P, a, b, t, I and E are the applied load, crack length, DCB test specimen width, DCB test specimen thickness, second moment of inertia and Young’s modulus, respectively. Combining, equations (9) to (12), the traction displacement, δ, can be written as
Using the above analysis, the delamination fatigue growth rate, da/dN, can be determined. The solid curve in Figure 10 shows the Paris curve for the stitched composites after healing calculated using the cohesive model. The calculated curves compare favourably with the measured data. This reveals that the delamination growth rate in the self-healing stitched composites can be accurately predicted using cohesive modelling.
Conclusion
Through-the-thickness stitching of carbon–epoxy composite material with mendable EMAA filament provides the synergistic combination of high interlaminar fracture toughness and fatigue resistance, together with healing properties for the in situ repair of delamination cracks. The fracture toughness and fatigue resistance were increased by the mendable stitches exerting closure loads on the delamination via a crack bridging traction zone. The toughness and fatigue properties increased with the stitch density because more stitches bridge the delamination resulting in higher crack closure loads.
In situ repair of static and fatigue delaminations occurred by the healing agent flowing from the stitches into open cracks under a pressure delivery mechanism unique to EMAA. High-pressure microbubbles created from volatile by-products of the condensation reaction between methacrylic acid in the EMAA stitches and hydroxyl groups in the epoxy matrix squeezes molten healing agent from the stitches into delamination cracks. This healing process restores or more than completely recovers the static interlaminar fracture toughness and delamination fatigue resistance of the stitched composites. These interlaminar properties are recovered by the fusion of broken stitches as well as the presence of a thin film of healing agent along the crack plane. The refused stitches and thin film generate a bridging traction zone that restores the interlaminar fracture toughness and fatigue properties during delamination crack growth. The healing process is repeatable with high recovery of the delamination toughness and fatigue properties for multiple repair operations. The traction loads generated by the stitches and ligaments relax rapidly under constant or cyclic loading for a sustained period of time, and this controls the length and structure of the bridging zone, which restores the interlaminar fracture toughness and fatigue resistance of the mendable composites. The delamination growth rates of the stitched composites after thermally activated self-healing stitch composite can be accurately predicting using cohesive modelling. Prediction by cohesive model matched with the test results throughout five healing cycles.
Footnotes
Acknowledgements
The authors thank P. Tkaytck (RMIT) for technical assistance with the interlaminar fracture toughness testing and L. Temporal (RMIT) for performing some of the transverse tension tests.
Declaration of conflicting interests
The authors declare that there is no conflict of interest.
Funding
This study was supported in part by an Australian Research Council (ARC) Linkage project (LP100200328).