
Abstract
In the present study, the effect of thermal cycling and stacking sequence on the tensile behavior of fiber metal laminate (FML) composites containing glass and basalt fibers was investigated. To fabricate the FML samples, fibers reinforced epoxy composite were sandwiched between two layers of 2024-T3 aluminum alloy sheet. 55 thermal cycles were implemented at a temperature range of 25–115°C for 6 min. The tensile tests were carried out after the thermal cycling procedure, and the results were compared with non-thermal cycling specimens. Scanning electron microscopy (SEM) was employed for the characterization of the damage mechanisms. The FMLs containing four basalt fibers’ layers showed higher values of tensile strength, modulus, and energy absorption. On the other hand, the lowest strength and fracture energy were found in the asymmetrically stacked sample containing basalt and glass fibers, due to weak adhesion between composite components (basalt and glass fibers). The lowest tensile modulus was found in the sample containing glass fibers that was due to the low modulus of the glass fibers compared to basalt fibers. In the case of the samples exposed to thermal cycling, the highest and the lowest thermal stabilities were observed in basalt fibers samples and asymmetrically stacked samples, respectively. In accordance with the experimental results, a non-linear damage model using the Weibull function and tensile modulus was employed to predict the stress-strain relationship. The simulated strain–strain curves presented an appropriate agreement with the experimental results.
Keywords
Introduction
Fiber metal laminates (FMLs) hybrid composites consisting of metal sheets and fiber-reinforced polymers layers. FMLs have the advantages of both metals and polymers such as high wear strength, impact resistance, high corrosion resistance, etc. (Asundi and Choi, 1997; Bahari-Sambran et al., 2018a, 2018b, 2019; Farsani et al., 2014; Zhang et al., 2020). In this regard, Evancho (2001) has declared that the puncture resistance of glass-reinforced aluminum laminate (GLARE) is 50% higher than the aluminum alloy layer with the same thickness. The high melting point of the fibers in FML prevents penetration of the fire to the inner layers. Hence, the fire resistance of FMLs is much better than monolithic aluminum alloys depending on their fiber melting point (Sinmazçelik et al., 2011). Thanks to the superior properties of FMLs, they are attractive materials for many applications, such as aircraft structural components. For example, GLAREs have been utilized to produce the airplane structures, for instance, the upper fuselage of the A380 Airbus (Liu et al., 2012).
In FMLs, metals, including aluminum, titanium, magnesium alloys, and steel, can be used as metallic layers. Magnesium alloys offer several advantages, including low density, excellent corrosion resistance, and superior electromagnetic shielding ability compared to other metal alloys (Cortes and Cantwell, 2004). Nonetheless, the static and fatigue properties of magnesium alloys are lower than those of other metal alloys used in FMLs (Azghan and Eslami-Farsani, 2018).
Titanium alloys have good mechanical properties at elevated and room temperatures. However, due to their drawbacks, such as low ductility and high density, its usage is limited in FMLs (Azghan and Eslami-Farsani, 2018; Sadighi et al., 2012a). In practice, the Al2024-T3 and Al7075-T6 are the most widely used aluminum alloys in FMLs. Al7075-T6 is stronger and more brittle, while the Al2024-T3 is more ductile and slightly stiffer (Sadighi et al., 2012b). Accordingly, due to its ductility and stiffness, it can be deduced that Al2024-T3 is the best candidate among different kinds of alloys (Sadighi et al., 2012a).
Basalt fibers, known as mineral fibers, have higher tensile strength than the E-glass fibers and higher failure strain than carbon fibers. Also, basalt fibers have good resistance to chemical attack, impact load, and fire with less poisonous fumes, and good adhesion to metals compared to glass fibers (Kazemi-Khasragh et al., 2018, 2019; Sim et al., 2005).
Generally, the interface between metal and polymer layers plays an important role in the mechanical characteristics of FMLs. Various pre-treatment methods on the metal layers are used to enhance the adhesion between the polymer core and aluminum layers (Khalili et al., 2017). For example, mechanical (grinding), chemical (etching), electrochemical (anodizing), coupling agent, and dry surface treatments are used to increase the adhesion between the composite core and aluminum layer (Sinmazçelik et al., 2011). Bjørgum et al. (2003) investigated the effect of various environmental conditions on the tensile strength of lap shear joints. Before preparing the samples, they used different surface treatment methods on the aluminum sheets. In all environmental conditions, they observed that the tensile strength of the FMLs joints with anodized aluminum was higher than that of the FMLs with etched-aluminum.
Polymer composites are sensitive to temperature changes that can result in the increase of internal stresses and degradation of polymer properties (Jean-St-Laurent et al., 2017; Kazemi-Khasragh et al., 2020; Ogihara et al., 2002). In the thermal cycling process, cross-linking chain scission and micro-cracking leads to degradation of the polymeric matrix. The variance between the thermal expansion coefficients of metals and polymers plays an important role in the mechanical characteristics of the FMLs (Azghan and Eslami-Farsani, 2018).
The effect of stacking sequence and fibers orientation is investigated on mechanical behaviors of the FMLs such as impact (Asaee and Taheri, 2016; Yaghoubi and Liaw, 2013; 2014), tensile (Chandrasekar et al., 2019; Zareei et al., 2019), and flexural behavior (Azghan and Eslami-Farsani, 2018; Chandrasekar et al., 2019; Sharma et al., 2017). Also, several studies have reported the thermal cycling effects on mechanical properties of the FMLs (da Costa et al., 2012; Khalili et al., 2017; Noor et al., 2017). However, there are limited cases, studying the thermal cycling influence on different stacking sequences of the FMLs. Costa et al. (2012) studied the effect of thermal cycles on the mechanical properties of Glass laminate aluminum reinforced epoxy and compared the mechanical properties of samples with different cycle numbers. They observed that the thermal shock cycles did not result in significant micro-structural changes in the FML. Farhan Noor et al. (2017) carried out experimental research regarding the effect of thermal cycling on the tensile properties of aluminum- epoxy/carbon fibers. They observed that the tensile strength was increased after 10 thermal cycles. However, it was slightly decreased after 30 and 50 thermal cycles. The tensile modulus also showed similar behavior to the tensile strength. According to the study by Najafi et al. (2018), although the addition of nanoclay to both glass/epoxy composites and FMLs increases water absorption, it reduces diffusivity as compared with the neat specimens. Flexural properties and impact properties of glass/epoxy and FML composites were negatively affected by hygrothermal aging. But these reductions of mechanical properties for the glass/epoxy composites were more than FMLs. In another study, Abdollahi Azghan and Eslami-Farsani (2017) studied the effect of different surface treatments on the flexural properties of FML composites in environmental conditions. They observed that the mechanical properties of anodized samples were higher than that of etched samples.
Various methods can be used to analyze and mechanical modeling of FMLs (Bhat and Patibandla, 2013; Kashfi et al., 2019; Majzoobi et al., 2018; Sharma et al., 2017). Moussavi-Torshizi et al. (2010) employed analytical modeling and finite element simulation to predict the stress-strain relationship of glass/Kevlar fibers reinforced FMLs. They obtained good agreement between the experimental results and model predictions. The Weibull statistics are widely used to model and predict the mechanical behavior of materials such as fibers (-Al-Mobarak et al., 2020; Guo et al., 2014; Roy et al., 2012), fiber-reinforced composites(Behera et al., 2019; Sakin and Ay, 2008; Swolfs et al., 2015), aluminum matrix composite (Babu and Jayabalan, 2009), and nanocomposites (Pervin et al., 2005; Zainuddin et al., 2010). The researches on bending properties of epoxy-based nanocomposites (Zainuddin et al., 2010) and tensile strength of fiber-reinforced composites (Naresh et al., 2018) employing two-parameter Weibull distribution have shown a good agreement between experimental and modeling results.
In the past research carried out by the present authors (Azghan and Eslami-Farsani, 2018), the effects of stacking sequence and thermal cycling on the flexural properties of FMLs were studied. The results showed that the flexural strength, modulus, and energy absorption were highest for the basalt fibers based FML. In the case of the hybrid basalt/glass fibers samples, the FMLs with outer basalt fibers showed a higher flexural strength and energy absorption. Due to the fact that the different failure mechanisms are predominant in variant loading conditions, studying the tensile behavior of the FMLs can complement the previous work.
Corresponding to previous researches, present study focuses on developing and characterizing the laminated hybrid composite of aluminum-epoxy/glass/basalt fibers after thermal cycling. To achieve these objectives, the tensile tests were carried out on the FML samples with different stacking sequence. Also, a non-linear constitutive model based on experimental results was employed to predict the stress-strain behavior of FMLs. The results can help to increase the usage of FMLs in different applications and various temperature conditions.
Experimental
Materials
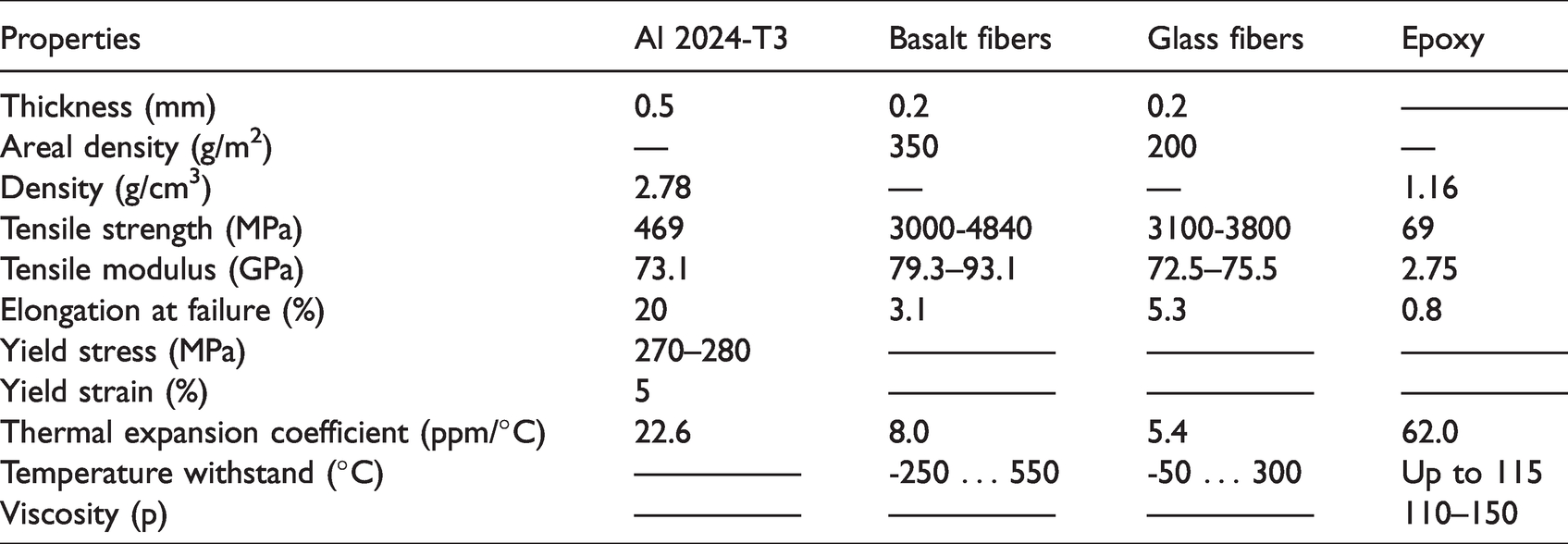
Epon 828 epoxy resin, amine hardener, and the plain-woven glass fibers with an areal density of 200 g/m2 purchased from Afsoonshimi Co., Iran. Plain-woven basalt fibers (BAS 350.1270.A) provided by Basaltex Co., Belgium. 2024-T3 Aluminum alloy sheets were used as the metallic layers of FMLs. The properties of the used materials are given in Table 1.
. Physical and mechanical properties of materials used to fabricate the FML samples.
Surface treatment of Al 2024-T3
In order to improve the adhesion between the polymeric composite and metal, the aluminum sheets at first were etched for 2 min in 4 wt.% Sodium hydroxide solution at 50 °C and then immersed in nitric acid. Finally, the anodizing treatment was conducted on the de-oxidized aluminum at 55 °C in 0.3 wt.% chromic acid with the current density of 0.7 A/dm2 for 45 min.
Composite fabrication
To prepare the FMLs, two aluminum sheets and four layers of woven fibers with constant orientation and different stacking sequences were considered. At first, resin and hardener were mixed with a weight ratio of 100:10, and FMLs were fabricated with the hand lay-up method and, subsequently, sandwiched between aluminum layers. The prepared specimens with a dimension of 250 mm × 25 mm were placed under the pressure of 0.5 MPa at room temperature for a day. The FML specimen's codes and the related information are presented in Table 2. Moreover, Figure 1 displays the stacking sequences of aluminum and woven fibers.
Information about the samples.
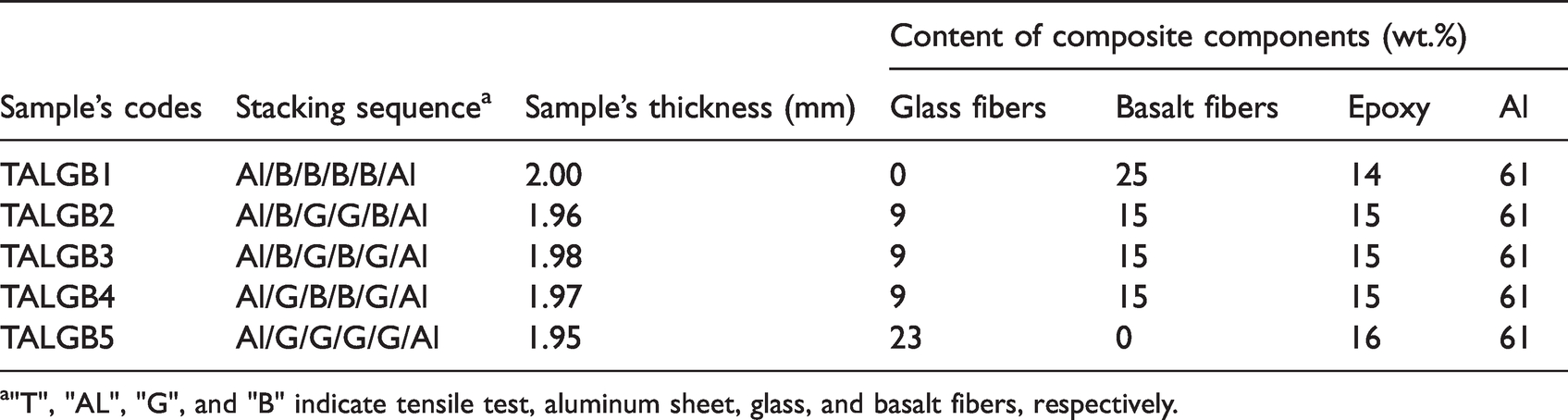
a"T", "AL", "G", and "B" indicate tensile test, aluminum sheet, glass, and basalt fibers, respectively.
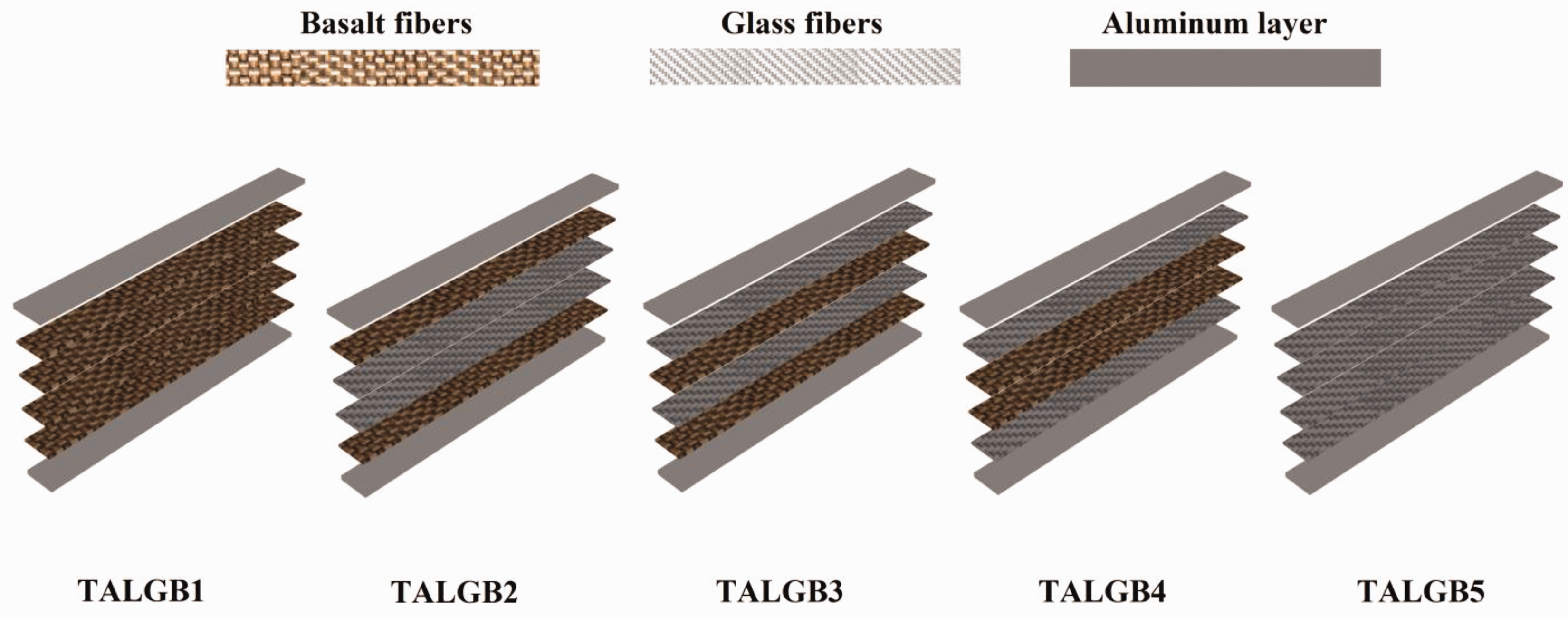
Stacking sequences of aluminum (Al), glass fibers (G), and basalt fibers (B) laminates.
Thermal cycling
The thermal cycles were applied by ATM 7004-37 oven. The USB-4718 thermocouple was connected to the specimens to measure the temperature variations. The overall temperature profile for a cycle is displayed in Figure 2.
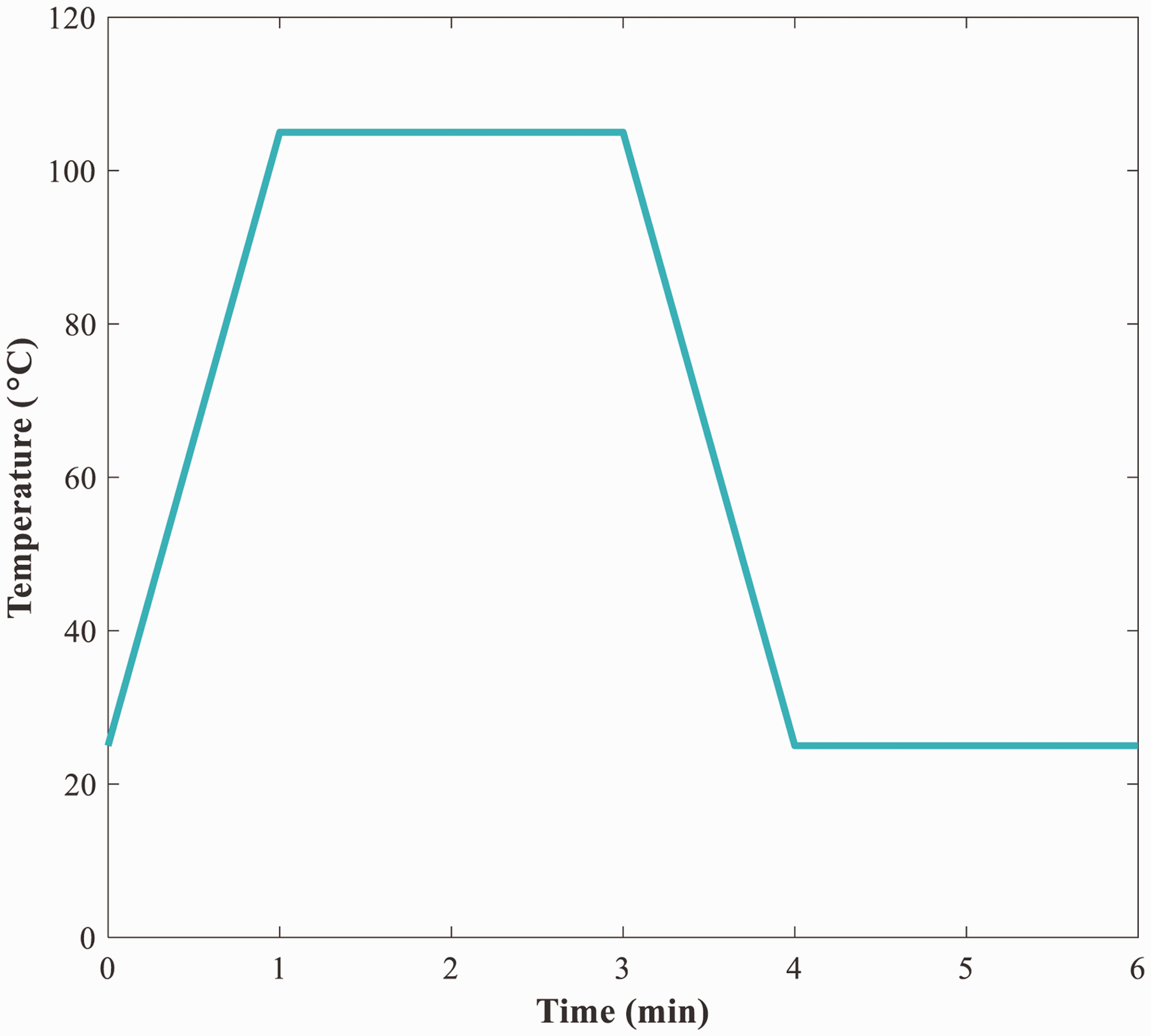
The overall temperature evolution applied to the FML samples in a cycle.
Figure 3 shows delamination between the metallic layer and the polymer composite in the etched samples after 65 cycles (Abdollahi Azghan and Eslami-Farsani, 2017). This research was performed following our previous work to investigate all the affecting parameters on the mechanical properties of the FML composites under different loading and environmental conditions. Also, according to the results of previous studies (Abdollahi Azghan and Eslami-Farsani, 2017), the number of thermal cycles was selected 55. Due to the fact that the metal/polymer interface was significantly weakened and the delamination occurred for the FMLs after 55 cycles, performing the mechanical testing was impossible.
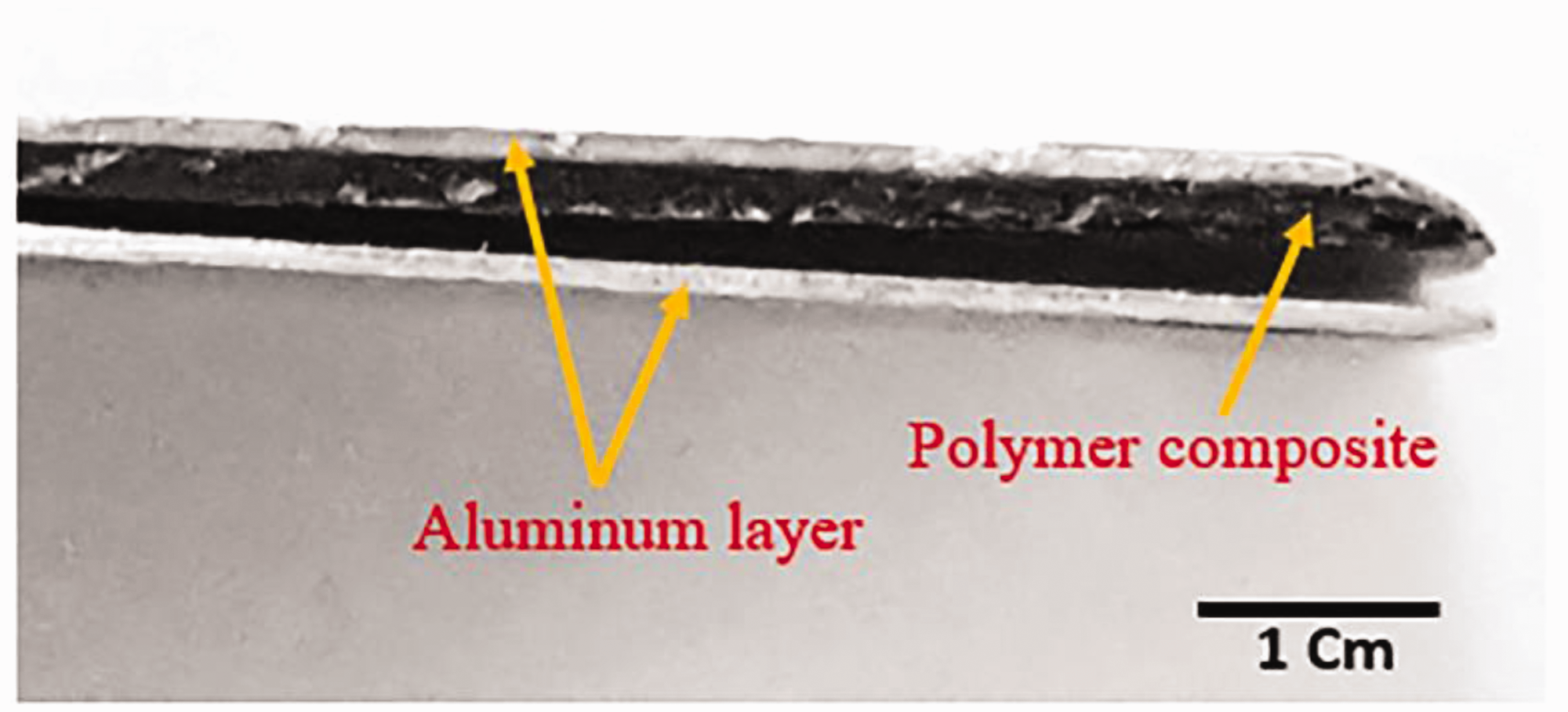
The delamination between the metallic layer and the polymer composite in the etched samples after 65 thermal cycles (Abdollahi Azghan and Eslami-Farsani, 2017).
Tensile testing
The tensile tests were carried out at room temperature by the Hounsfield H25KS testing machine, according to the ASTM D3039 standard (ASTM D3039/D3039M-07, 2008). The loading speed of tensile tests was considered 2 mm/min, and the strain was measured using an extensometer with a gage length of 50 mm. The results of the test were as the stress-strain curves, which were used to calculate the tensile properties. At least five samples of all categories were tested, and the average values were reported.
Microscopy study
Scanning electron microscopy (SEM) model VEGA\TESCAN-LMU was used to study the surface-modified aluminum and the fracture surface of the tensile samples to determine the failure mechanisms. Moreover, the interfaces of the Aluminum layer and composite core were analyzed by optical microscopy (Meiji Techno OM).
Statistical analysis with Weibull distribution
This model expresses the stress-strain behavior of the FMLs. In this model, it was assumed that the probability of the damage in FMLs could be described by a two-parameter Weibull distribution function. Beside the stress-strain curve, the Weibull distribution can be utilized to model the failure time and fatigue life. In this study, based on experimental stress-strain curves of the FML samples, equation (1) was employed to predict their non-linear stress-strain curve.



By taking double logarithms on both sides of equation (3), equation (4) can be obtained:

Equation (4) is the equation of a straight line when plotted on the Weibull coordinate system. Therefore,
The curve fitting was implemented by MATLAB software, and the Weibull shape parameter and Weibull scale parameter were determined.
Results and discussion
Surface analysis of aluminum layer
As can be observed in Figure 4(a), the porosities of the etched aluminum are not significant. Figure 4(b) displays the porosities of the anodized aluminum, which are enhanced after the electrochemical procedure. Typically, chemical treatment is an intermediate production step between degreasing and electrochemical treatment. Thus, this step should be compatible with post-treatments, i.e., an anodizing process. Anodizing produces a thin oxide film, again with a high degree of micro-roughness and an oxide form, which is highly resistant to hydration (Park et al., 2010).
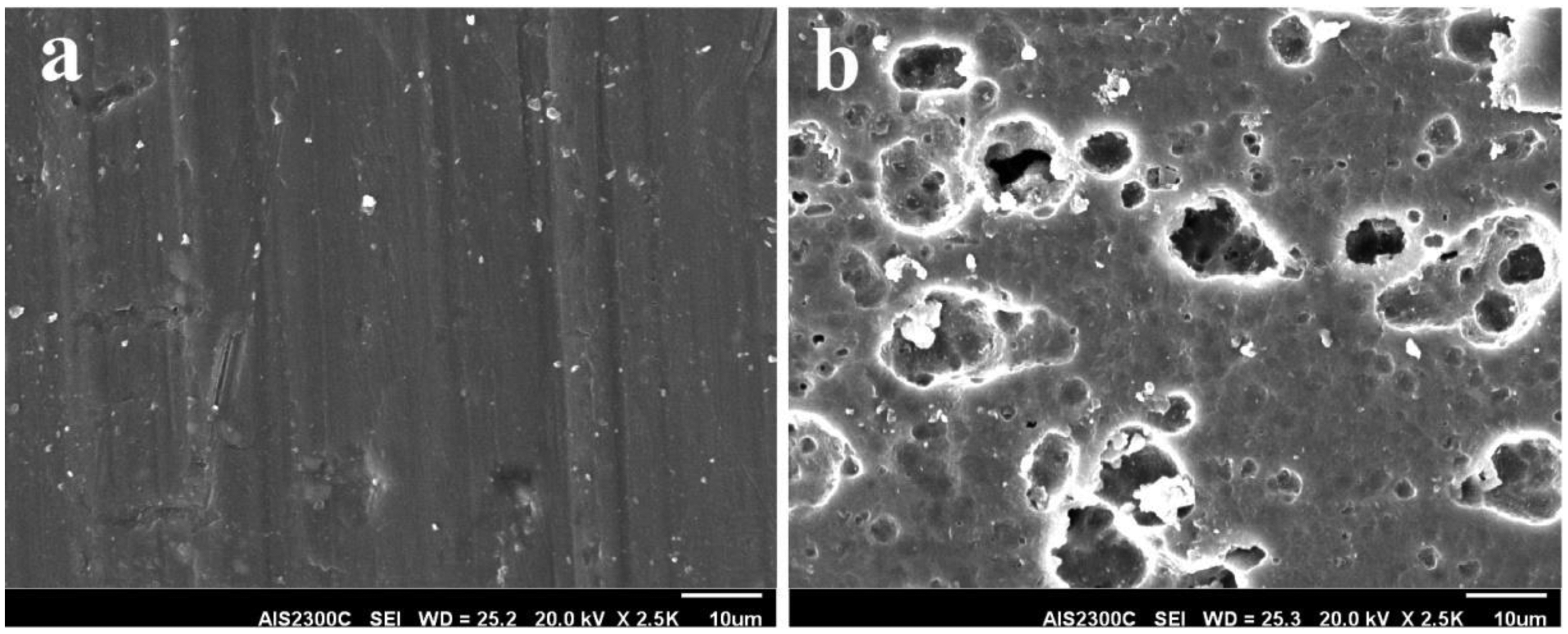
SEM micrographs of the surface of (a) etched aluminum, (b) anodized aluminum.
Figure 5 shows the difference between the interfaces of FMLs with different surface treatment methods. The large number and deep pits on the anodized aluminum create mechanical interaction and interlocking between aluminum and polymer. This interaction increases the adhesion between the aluminum and composite core.
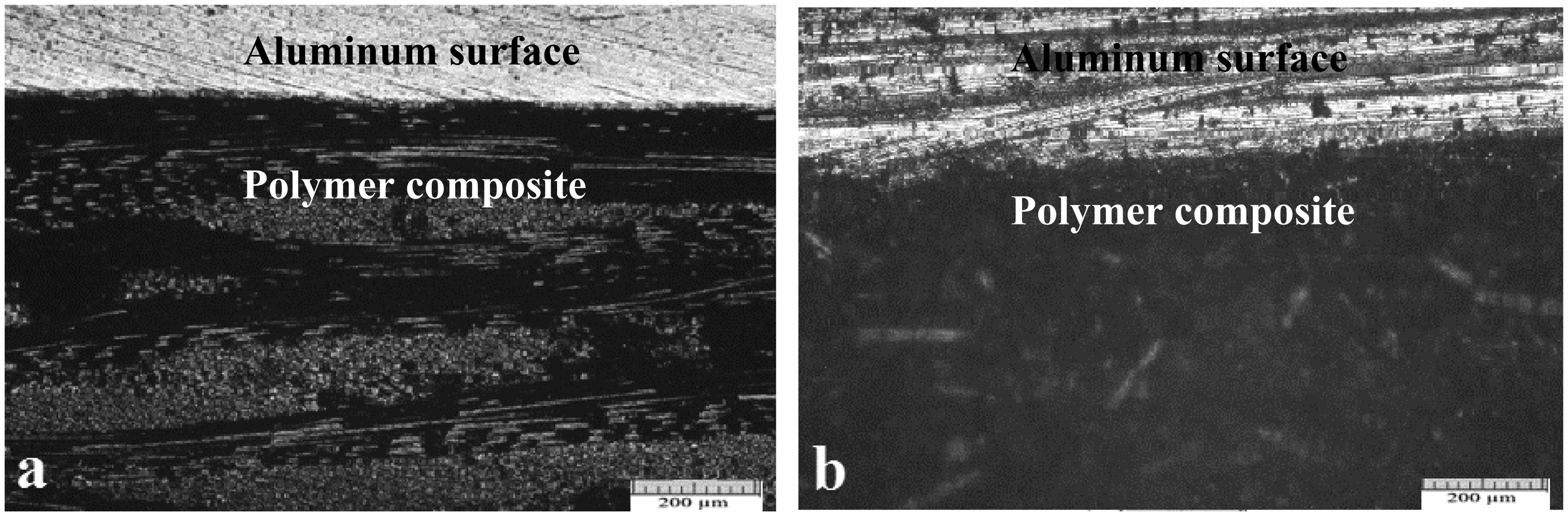
Optical microscope micrographs of the FMLs cross-section, (a) etched aluminum, (b) anodized aluminum.
In the previous work (Abdollahi Azghan and Eslami-Farsani, 2017), the effect of various surface treatments of aluminum (anodizing and etching) on the polymer/aluminum adhesion has been investigated. The results have indicated the proper mechanical properties of the anodized composites compared with the etched composites.
Tensile properties before thermal cycling
The tensile properties of the non-exposed FML samples and those exposed to thermal cycling are summarized in Table 3. As can be realized from Figures 6 and 7 and also Table 3, the tensile strength and modulus of the TALGB1 sample are about 20% and 24% higher than those of TALGB5, respectively. The TALGB1 sample exhibited higher tensile modulus and strength as compared with other samples. This can be result of the high tensile strength and modulus (Amuthakkannan et al., 2014; Lopresto et al., 2011), and excellent interfacial adhesion (Lopresto et al., 2011) of basalt fibers compared to glass fibers.
Tensile test results of FMLs.
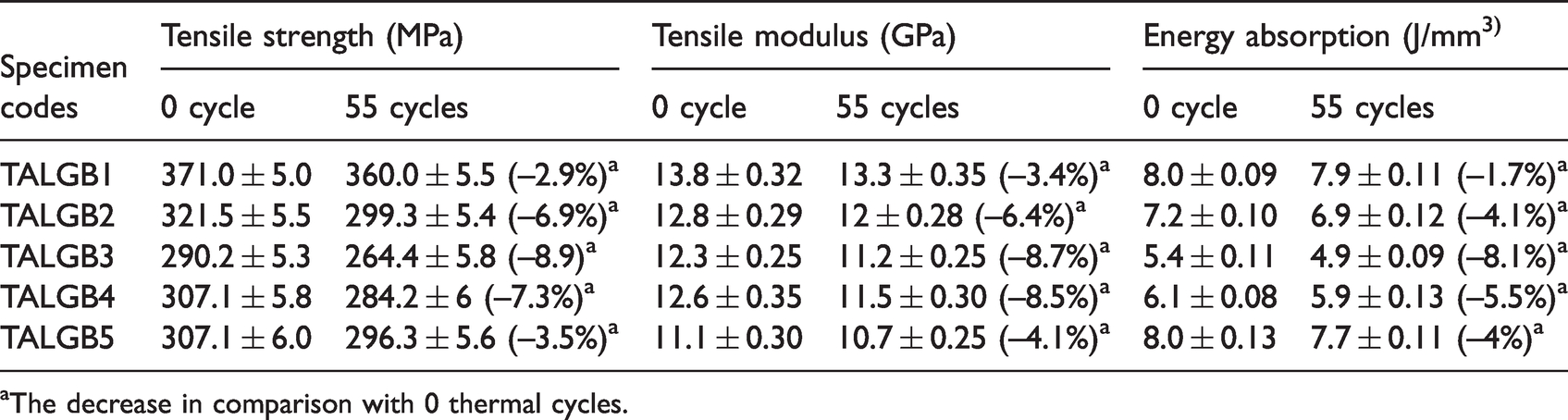
aThe decrease in comparison with 0 thermal cycles.
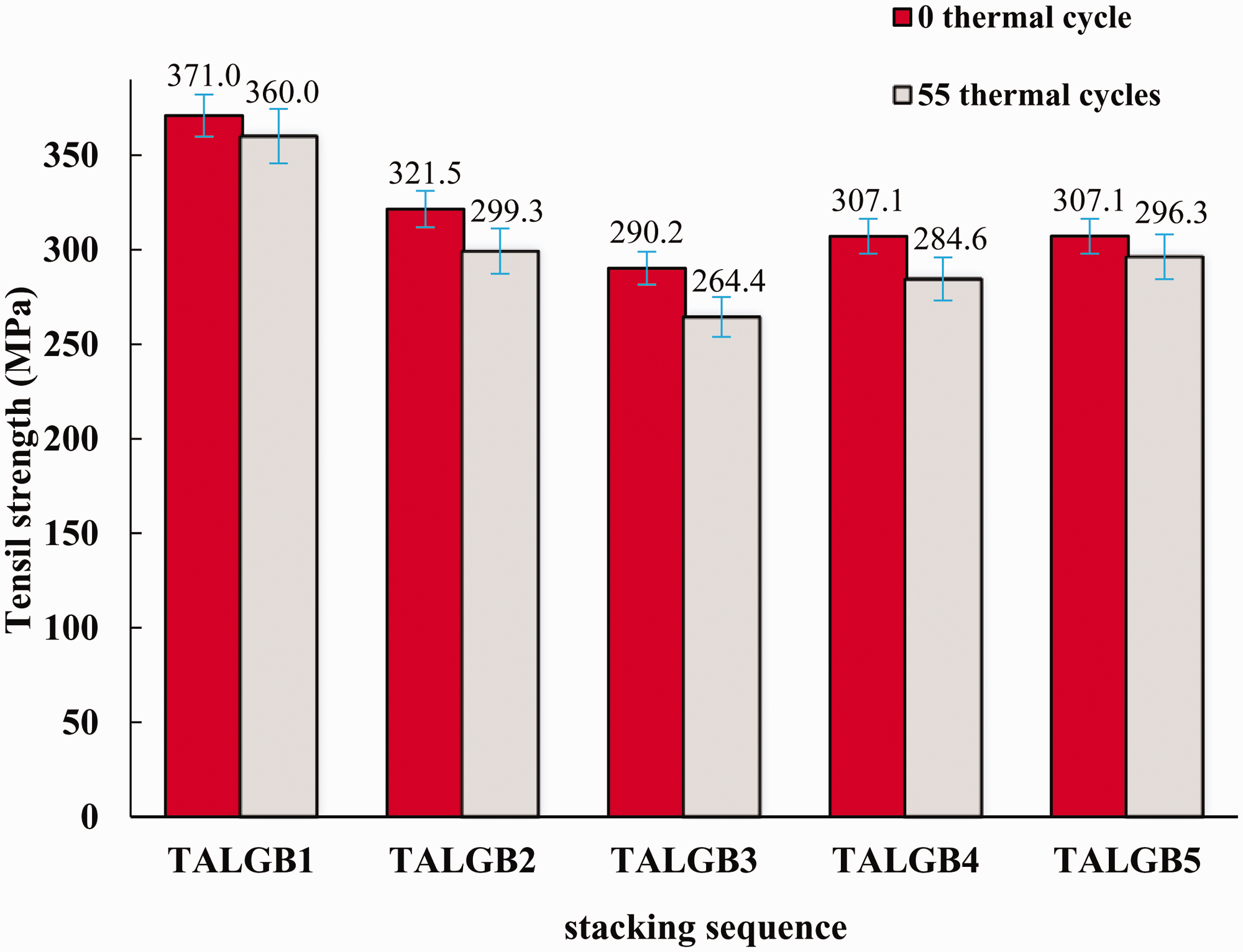
The thermal cycling and stacking sequence effect on the tensile strength of the FMLs.
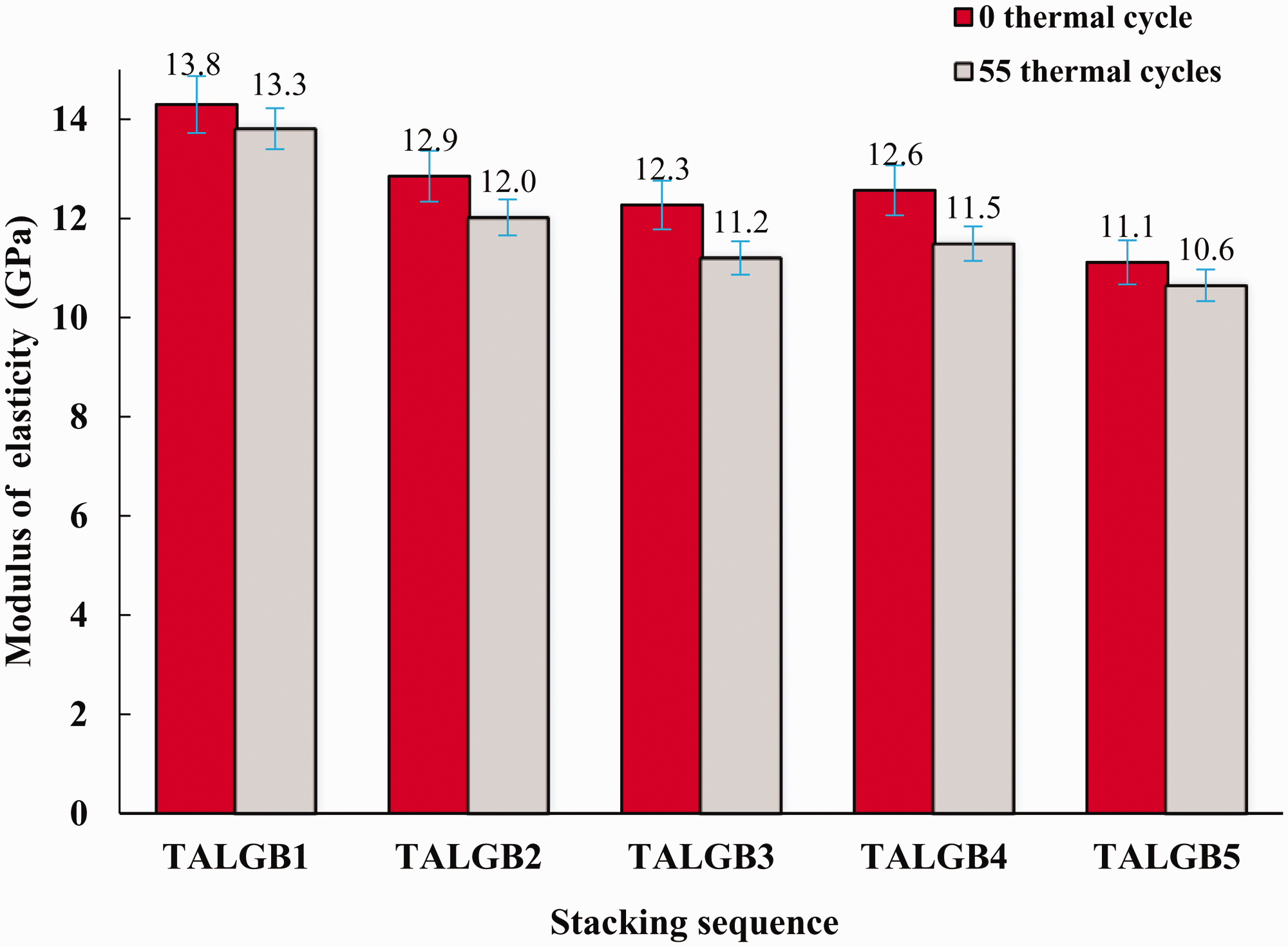
The thermal cycling and stacking sequence effect on tensile modulus of the FMLs.
In the polymer composites reinforced with fibers, the tensile strength and tensile modulus values are obtained using mixtures, equation (5).
According to Table 3, the tensile strength and modulus values of the TALGB1 sample are respectively 15.4% and 7.8% higher than the TALGB2 sample. Also, due to good wettability and good adhesion of basalt fibers to metals (Singha, 2012), tensile strength and modulus values of the TALGB2 sample are about 4.9% and 2.3% greater than those of the TALGB4 sample. Fiore et al. (2011) studied the effect of the stacking sequence of basalt/glass fibers on the mechanical properties of the polymer composites. Tensile tests revealed that the existence of two external layers of basalt fibers leads to an increase in the mechanical characteristics of hybrid composites compared to glass fibers metal laminates.
Due to the low tensile modulus of glass fibers, the minimum tensile modulus is attained when glass fibers are utilized individually to fabricate the FMLs. However, owing to the premature separation of the glass fibers layer from the basalt and aluminum sheet, the minimum tensile strength was attained for the TALGB3 sample.
Generally, the fracture in FMLs occurs mainly at the metal/polymer interface. Owing to this fact, improving the adhesion strength of the interface can result in increasing the tensile properties of samples. In hybrid samples (containing both glass and basalt fibers), when basalt fibers are placed in outer layers, the tensile properties are better than those of other samples. It could be due to the proper adhesion of the basalt fibers to the aluminum sheets (TALGB2). Therefore, the TALGB3 sample shows lower tensile properties because of its stacking sequence. In another word, the poor adhesion of glass fiber to the aluminum is the main reason for its lower tensile properties.
Through the tensile testing, at first, the delamination occurs between the aluminum and the polymer composite layers and then the polymer composite began to fail. Figure 8 displays the fracture surface of different FML types with focusing on the interfacial properties of the composite. As can be observed, basalt fibers exhibit high adhesion to the polymer matrix after the tensile test (Figure 8(a)). On the other hand, the destruction of the polymer composite containing glass fibers is visible (Figure 8(b)). The dominant failure mechanism in the glass fibers reinforced composite is the brittle fracture of the fibers and the fibers/matrix separation. Instead, the dominant failure mechanism in the basalt fibers reinforced composite is fiber pull-out. The brittle fracture of the glass fibers and glass fiber/matrix debonding can be attributed to the lower tensile strength of glass and poor fibers/matrix interfacial properties, respectively. Also, the proper adhesion of the basalt fibers to the polymer matrix compared to the glass fiber can improve the load transfer and accordingly enhance the mechanical properties of the composite material.

SEM images of the fracture surface of polymer composite (a) fracture in basalt fibers, (b) fracture in glass fibers, (c and d) debonding in basalt/epoxy/aluminum, and (e and f) debonding in glass/epoxy/aluminum.
Figure 8(c) and (e) show the debonding area of aluminum/basalt fibers and aluminum/glass fibers, respectively. The basalt fibers adhered to the matrix (Figure 8(d)) is a result of the adequate interfacial properties between basalt fibers and epoxy. Therefore, using the basalt fibers instead of glass fibers leads to changing the failure mechanism of the polymer composite and consequently increases the tensile properties of the samples (Najafi et al., 2014).
By calculating the area under the stress-strain curve, the energy absorption parameter was measured. Figure 9 displays the thermal cycling and stacking sequence effect on the energy absorption of FML samples. Regarding Figure 9 and Table 3, the absorbed energy by the TALGB1 sample is about 8.0 J/mm3 that is not different from glass fibers based FML (TALGB5). Figure 10 shows the stress-strain curves of FMLs before thermal cycling. According to Figure 10, although the ultimate tensile strength of TALGB5 is lower than TALGB1, the area under the force-displacement curve of the TALGB5 sample is higher due to the high strain of glass fibers compared to basalt fibers. Accordingly, the energy absorption of TALGB5 is as same as of TALGB1. TALGB2 and TALGB4 show energy absorption of 7.2 and 6.1 J/mm3, respectively. Due to the premature separation of components of FML (Figure 10), the TALGB3 shows the least energy absorption value (5.4 J/mm3) compared to other FMLs. The lower fracture energy of the TALGB3 sample can be the result of poor adhesion of the glass fiber to the aluminum. Also, from Figures 6 and 9, a similar trend in energy absorption of the specimens and tensile strength is visible.
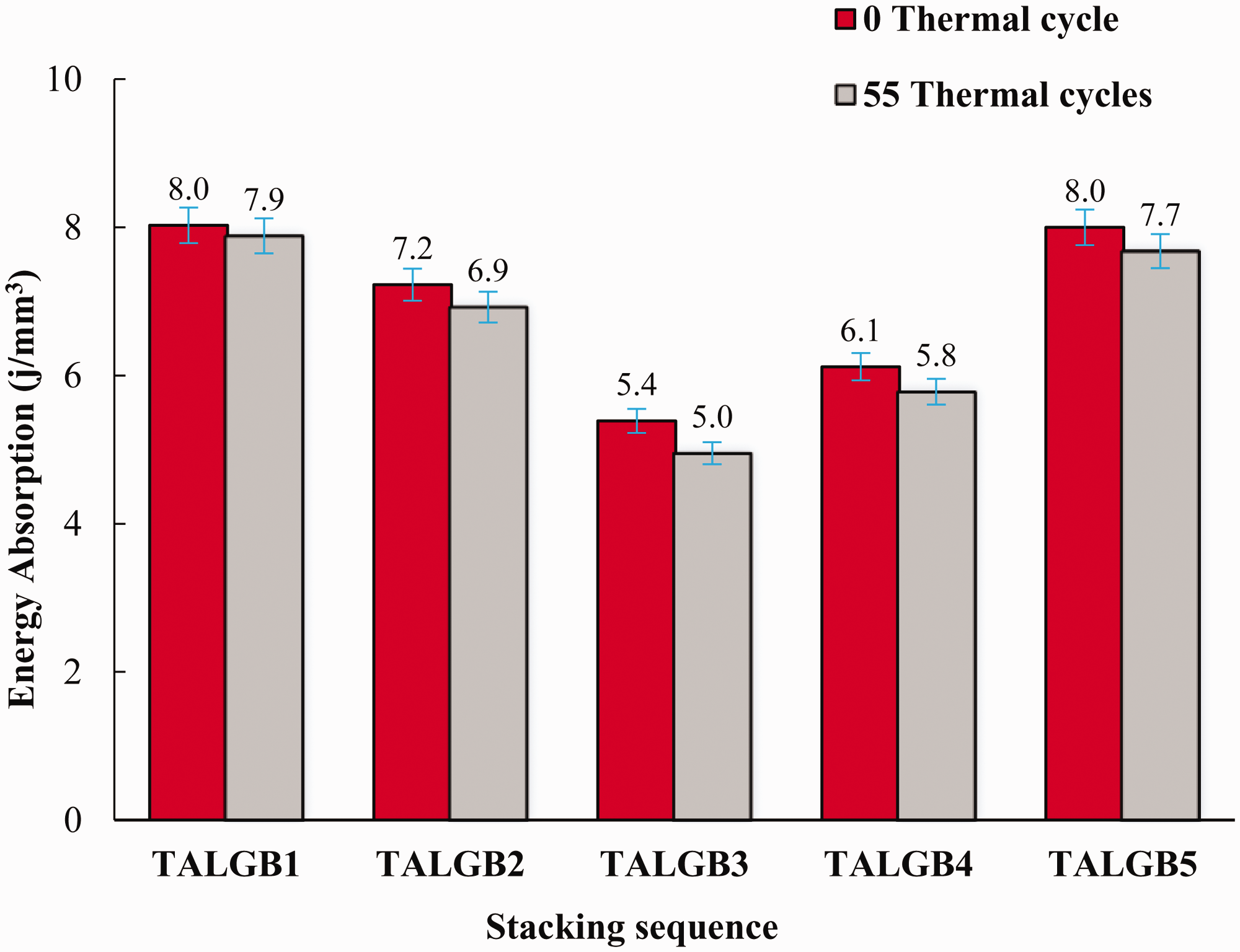
Thermal cycling and stacking sequence effect on energy absorption of the FMLs.
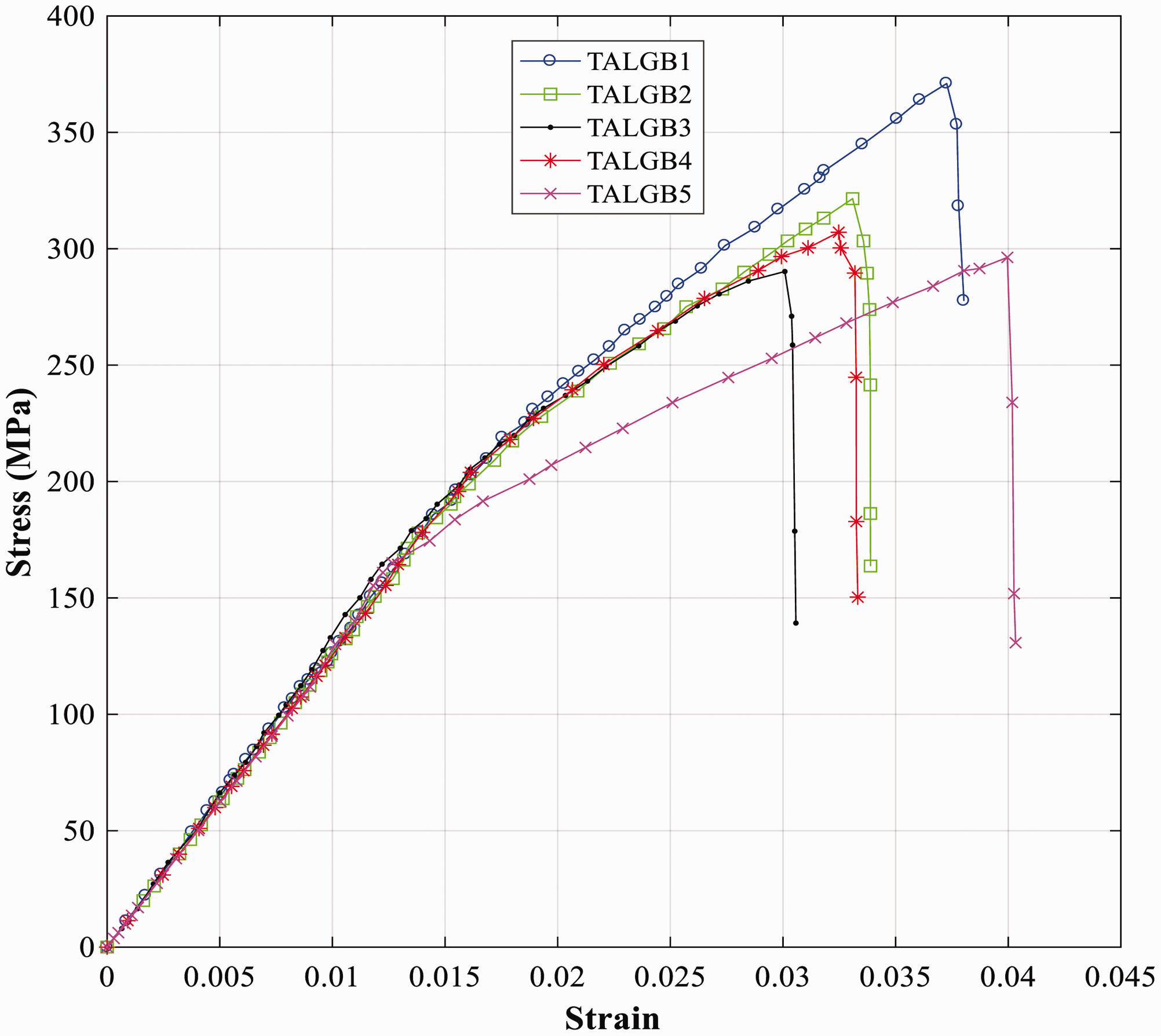
Stress-strain curve of the FMLs before thermal cycling.
Tensile properties after thermal cycling
The thermal cycling effect on elastic modulus and tensile strength of FMLs has been shown in Figures 6 and 7. It is clear that the thermal conditioning has various effects on the tensile properties of glass, basalt, and basalt/glass fibers reinforced FMLs. Tensile strength and elastic modulus of the basalt fibers reinforced FMLs after thermal cycling (TALGB1) are about 360 MPa and 13.3 GPa, respectively, which are 2.9% and 3.6% lower than those of the similar non-exposed sample. In the case of the TALGB5 sample, the tensile strength and elastic modulus of the glass fibers reinforced FML (TALGB5) are 296.3 MPa and 10.6 GPa, respectively, which are 3.5% and 4.1% lower than those of the TALGB5 sample without thermal cycling. Basalt fibers own higher thermal stability as compared with glass fibers. Moreover, the difference in the thermal expansion coefficient of aluminum and basalt fibers is lower than that for glass fibers and aluminum (Singha, 2012). Therefore, the tensile strength and modulus reduction of TALGB1 are lower than the TALGB5 sample.
In basalt/glass fibers reinforced FMLs, the tensile strength and elastic modulus of TALGB2 are 299.3 MPa and 12 GPa, respectively, which are 6.9% and 6.4% lower as compared with those of TALGB2 without thermal cycling. Comparing the results of TALGB4 samples reveals that the tensile strength and elastic modulus of the exposed samples are 284.6 MPa and 11.5 GPa, respectively. These values are about 7.3% and 8.5% lower than those of non-exposed ones. Moreover, the results of tensile tests on TALGB3 specimens illustrate that the tensile strength and modulus of the samples exposed to thermal cycling decreased by 8.9% and 8.6%, respectively, as compared with the non-exposed specimens. It is clear that the tensile strength and elastic modulus of TALGB3 samples are more vulnerable by thermal cycling, compared with the other basalt/glass fibers reinforced FMLs. The mechanical attribute of the polymer-based composites depends on the interfacial properties of the components. Hence, the principal cause for the significant reduction in the tensile properties of TALGB3 is probably the unsymmetrical structure that there are three glass/basalt interfaces. The difference in the thermal expansion of glass and basalt fibers in TALGB3 with three glass/basalt interfaces makes it more vulnerable than symmetric samples.
The energy absorption of TALGB1 and TALGB5 exposed to thermal cycling are 7.9 J/mm3 and 7.7 J/mm3, respectively, that these values are about 1.7% and 4% lower than those for similar non-exposed samples. In basalt/glass fibers reinforced FMLs, TALGB2 and TALGB4 samples exposed to thermal cycling illustrate absorbed energy of 6.9 J/mm3 and 5.8 J/mm3, respectively. These values are about 4.1% and 5.5% lower than those of similar non-exposed samples. Because of the hasty delamination in the glass fibers interfaces, the absorbed energy by the TALGB3 sample is lower as compared to other composites after thermal cycling. Figure 11 shows the polymer composites’ separation from the aluminum sheets in TALGB3 and TALGB2 samples after thermal cycling and tensile test. As mentioned, the proper adhesion of the basalt fiber to aluminum and the low difference between the thermal expansion coefficients of them are the main reasons for lower degradation of the sample with basalt fiber/aluminum interfaces. However, in samples with glass fiber/aluminum interfaces, the delamination occurred because of the poor adhesion of the glass fiber to aluminum and the low coefficient of thermal expansion of the glass fibers.
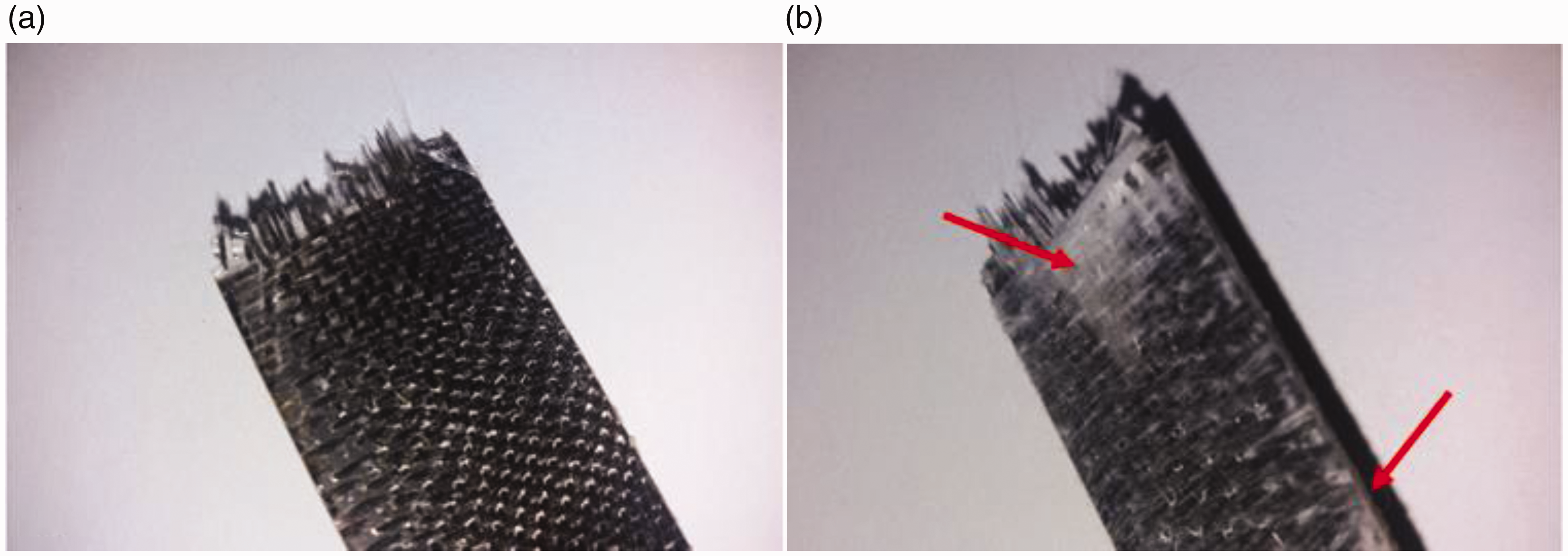
The difference between the adhesion of the glass and basalt fibers after thermal cycling and tensile testing, (a) TALGB2 and (b) TALGB3.
Generally, debonding between components and post-curing are the main events through the thermal cycling of the FMLs. In fact, temperature increase can prompt post-curing and increase the cross-linking degree of the polymer. Unlike, the variation among thermal expansion of fibers, polymer matrix, and aluminum sheet causes a higher interfacial strain through the thermal cycling procedure. The stresses triggered by strain can result in interfacial debonding and consequently decrease the tensile properties of the FML. Hence, it could be deduced that there is a comparative mechanism between the debonding of elements and post-curing.
The polymer/fibers’ interface was investigated to identify the degradation reasons of tensile properties. Figure 12 depicts the SEM images of polymer composite containing basalt fibers before and after thermal cycling and glass fibers after thermal cycling. Figure 12(a) shows a good adhesion between epoxy and basalt fibers, and there is no sign of micro-cracking at their interface. As shown in Figure 12(b), after 55 thermal cycles, some micro-cracks can be observed at the interface of the polymer and basalt fibers. Therefore, due to the decreasing of the adhesion between basalt fibers and the polymer matrix after thermal cycling, the mechanical properties of basalt fibers based FML decrease. Figure 12(c) shows the interface of glass fibers and polymer matrix after 55 thermal cycles. The crack growth in the glass fibers based FML is more than basalt fibers based FML. This is one of the most probable issues that causes the rapid decline in the mechanical attribute of glass fibers based FML compared to basalt fiber based FML.

SEM images of polymer composite, (a) reinforced with basalt fibers without thermal cycling, (b) reinforced with basalt fibers after thermal cycling, and (c) reinforced with glass fibers after thermal cycling.
The results revealed the effect of thermal cycling on the tensile behavior of the FMLs. Also, with a comparison of the tensile properties, it was concluded that the fibers type has an important influence on the mechanical behavior of the FMLs used in variable thermal conditions.
Weibull modeling
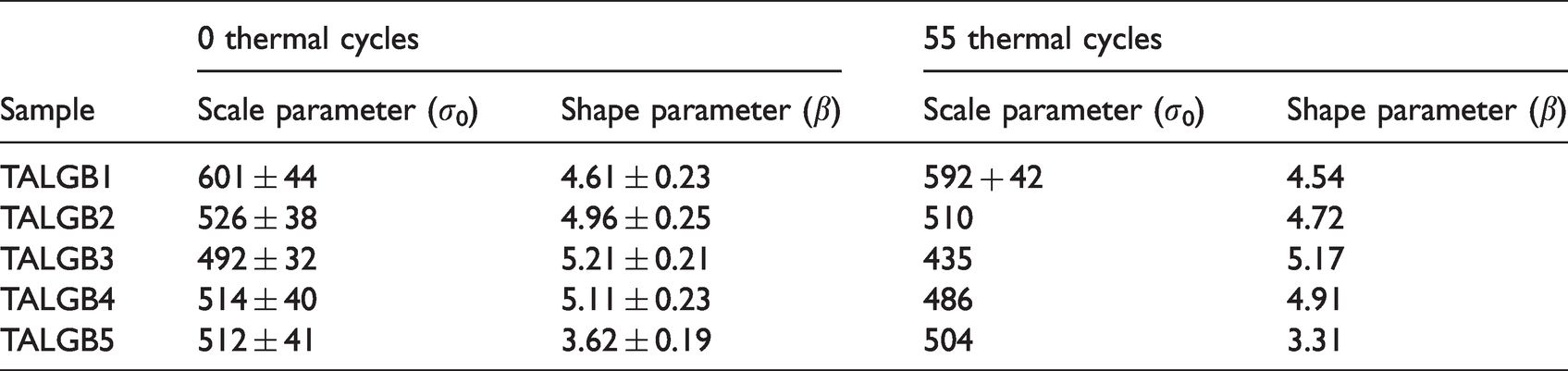
Regarding the stress-strain behavior of the FMLs obtained from experimental results, the Weibull plots of the exposed and non-exposed FMLs are presented in Figure 13. The Weibull shape parameter and Weibull scale parameter determined from the plots in Figure 13 are given in Table 4.
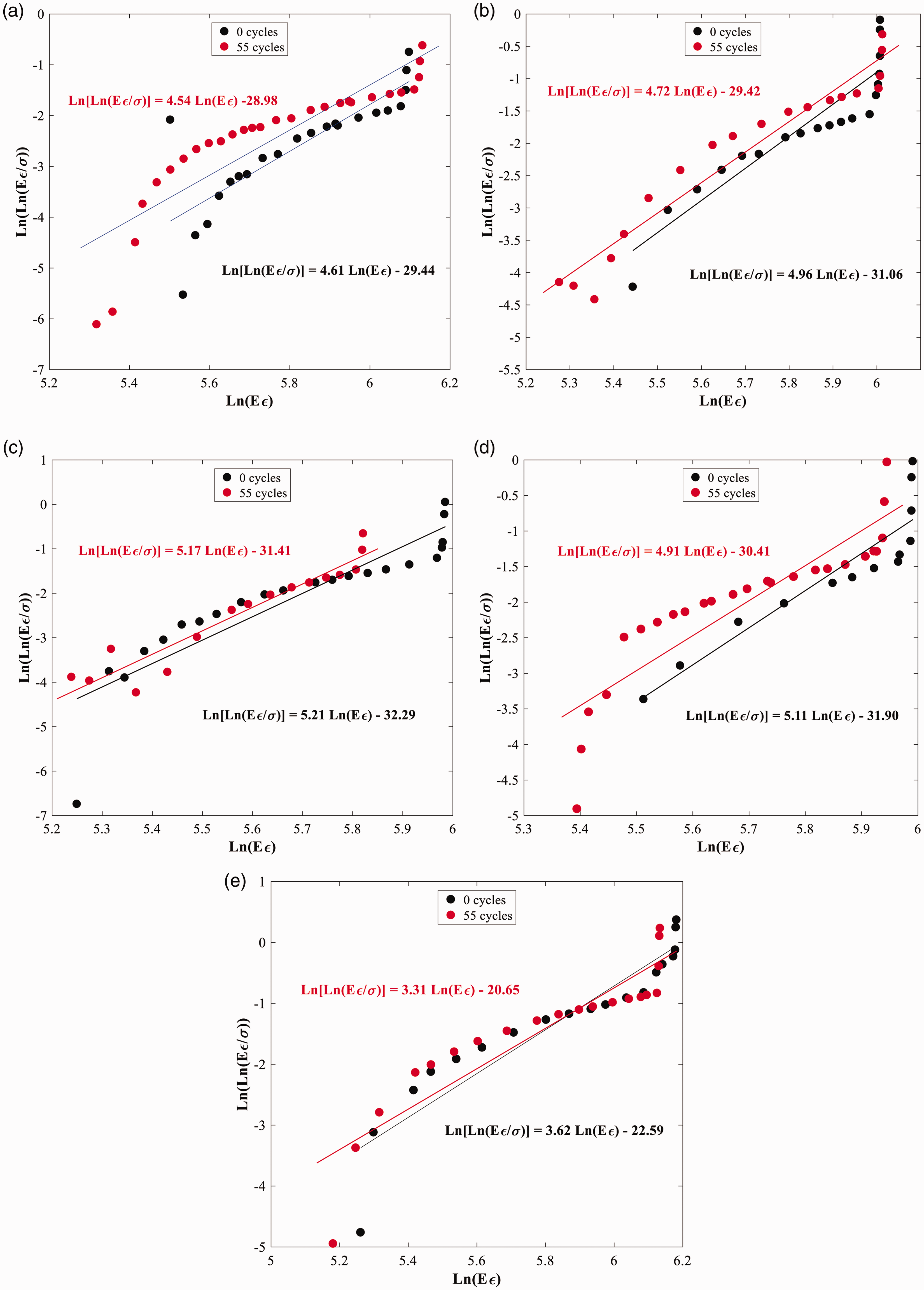
Weibull plots of the FMLs, (a) TALGB1, (b) TALGB2, (c) TALGB3, (d) TALGB4, and (e) TALGB5.
The Weibull shape and scale parameters for non-exposed to thermal cycling FML samples.
By substituting m and
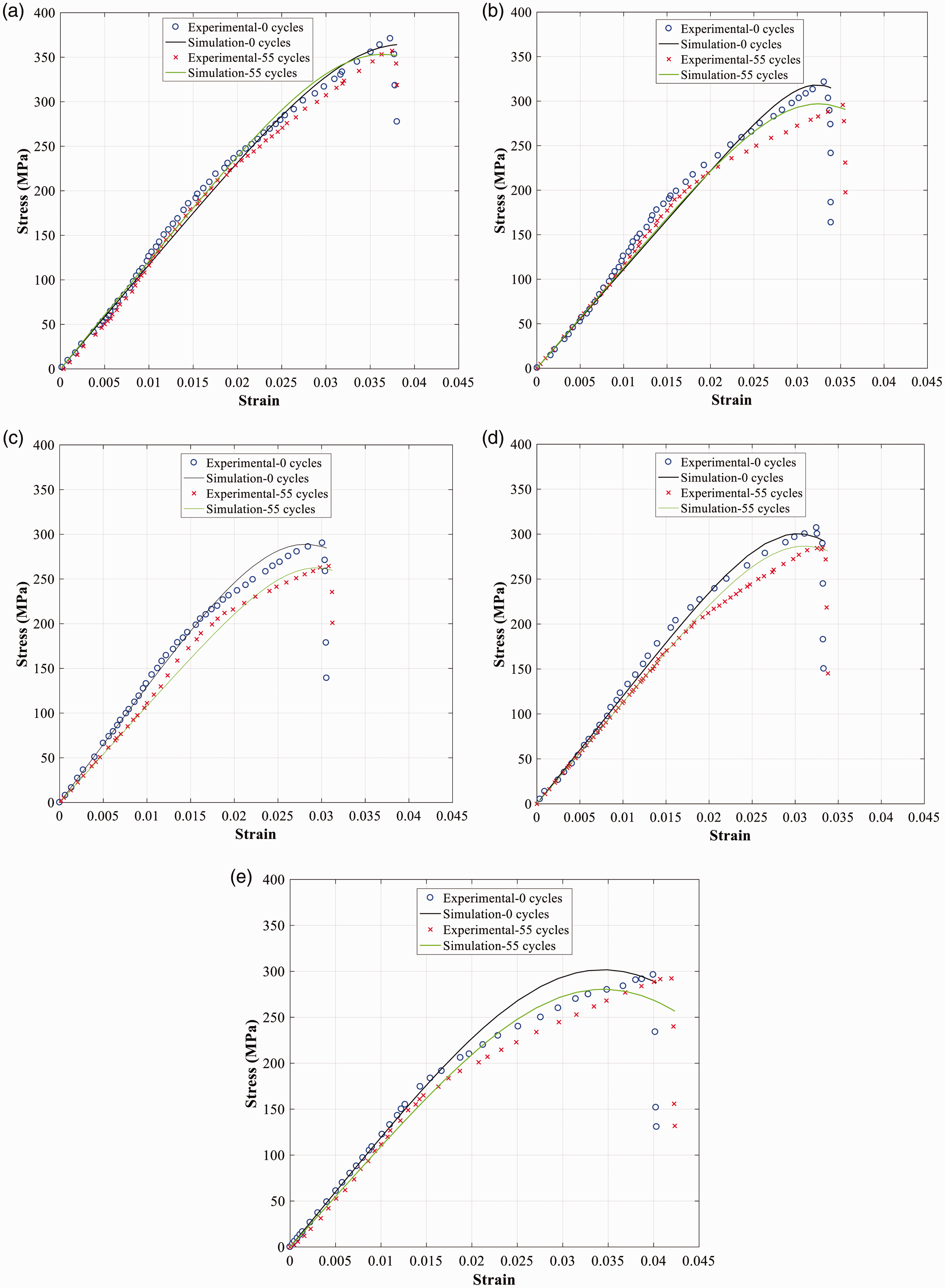
Experimental and simulated stress-strain curves of FMLs, (a) TALGB1, (b) TALGB2, (c) TALGB3, (d) TALGB4, and (e) TALGB5.
Furthermore, as could be discovered from Table 4 and Figure 10, the Weibull shape parameter decreases with increasing the failure strain. Also, the Weibull scale parameter rises with increasing tensile strength. In the case of the samples exposed to thermal cycling, both the Weibull scale parameter and shape parameter are lower than those of similar samples.
Conclusion
The thermal cycling and stacking sequence influence on the tensile behavior of the FML composites of aluminum/epoxy/basalt-glass fibers were studied. Moreover, the two-parameter Weibull distribution was employed to predict the stress-strain curves of the FMLs. The results are as follows:
The highest elastic modulus, tensile strength, and absorbed energy were obtained for the basalt fibers reinforced FML. In the case of the asymmetric stacking sequence, the absorbed energy and tensile strength were the minimum. Basalt/glass fibers reinforced FMLs showed the highest tensile strength and elastic modulus, where the basalt fibers were at the outer layers and adhered to aluminum. After thermal cycling, the tensile strength, elastic modulus, and energy absorption of basalt fibers reinforced FML decreased by 2.9%, 3.4%, and 1.8%, respectively. Also, these values for glass fibers reinforced FML decreased by 3.5%, 4.1%, and 4%, respectively, as compared with the non-exposed samples. The simulated strain-strain curves attained from the Weibull function presented a good agreement with the experimental results. The Weibull shape parameter decreased with increasing the failure strain. Also, the Weibull scale parameter rose by increasing tensile strength.
Supplemental Material
sj-pdf-1-ijd-10.1177_1056789521998731 - Supplemental material for Modeling and experimental study on the mechanical behavior of glass/basalt fiber metal laminates after thermal cycling
Supplemental material, sj-pdf-1-ijd-10.1177_1056789521998731 for Modeling and experimental study on the mechanical behavior of glass/basalt fiber metal laminates after thermal cycling by Mehdi Abdollahi Azghan, F Bahari-Sambran and Reza Eslami-Farsani in International Journal of Damage Mechanics
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.