
Abstract
In this work, an experimental study on compression properties of two E-glass 3D woven fabrics, known as integrally woven sandwich fabrics, has been presented. Compression properties of 2D face fabrics and the core, as structural parts of integrally woven sandwich fabric, have also been investigated. Compression behavior of the samples (compressibility, compression work, and compressive resilience) was analyzed from the aspect of the weave design of face fabrics and the core structure (shape and density of the pile yarns). Results of the investigation showed that “8” shaped core structure, the greater surface density of the pile yarns, and the less compact structure of face fabrics ensure better compression properties of 3D fabrics. Specific weave design of face fabrics and the structure of the core significantly influence the behavior of 3D fabrics during successive increases, followed by a gradual decrease of pressure. During the loading of 3D woven structures, three regions of curves can clearly be seen compared to two regions which are registered at 2D face fabrics. Concerning 3D woven fabrics, the first region represents compression of the core, the second region is prolonged core compression and the third region refers to the simultaneous compression of pile yarns in the core and face fabrics. The density of pile yarns plays an important role in the region 1. In region 2, both the shape and density of the pile yarns are significant. Influence of the weave of face fabrics on compression behavior of 3D fabric can be noticed to a lesser extent in the region 2 and, especially in the region 3, where highly packed yarns assemblies are created.
Keywords
Introduction
According to the features of the fabric, 3D woven fabrics can be classified into 3D solid, 3D hollow, 3D shell, and 3D nodal, all of which can be woven using conventional weaving technology [1]. The 3D solid fabrics can be made from the multilayer, angle-interlock and orthogonal constructions. Until recently angle-interlock and orthogonal types of 3D solid fabrics are considered as major classes of 3D woven fabrics suitable as preforms for textile composites. Orthogonal structure contains three sets of straight yarns (warp yarn, weft yarn and z-binder yarn) placed in three principal orthogonal directions [2]. Warp and weft yarns are interlaced with z-binder yarn which passes through the entire thickness of the fabric in square-wave manner [3]. Angle-interlock structures contain a set of straight weft yarns, set of straight warp yarns (non-interlocking warp ends), and a set of warp yarns known as interlocking warp ends [4] or Z-binder yarns [3] that weave with the weft in a diagonal direction in the thickness. In most cases, they bind diagonally from the top to the bottom (through-the-thickness angle-interlock) or can bind one or more than one layer of weft yarns (layer to layer angle-interlock) [2,5]. A lot of scientific works are devoted to the investigation of the geometry [4–6] and properties [7–9] of angle-interlock and orthogonal woven composites. One of the common conclusions drawn by these investigations is that the in-plane mechanical properties of 3D woven composites are generally compromised due to the existence of fiber crimping introduced by the weaving process [10,11].
The need to combine the excellent in-plane behavior of the composites made from unidirectional layers of pre-impregnated tapes with the lower cost and better out-of-plane behavior of the woven fabric composites led to the appearance of the non-crimp fabric (NCF) composites. This type of advanced composites attracted the attention of many researchers offering lower operating costs and improved through-thickness properties with no significant drop in the in-plane performances [12].
Composites fabricated by VARTM technology with the use of single-ply non-crimp 3D orthogonal woven preforms 3WEAVE® having practically straight in-plane fibers show significantly better in-plane stiffness and strength properties than respective properties of a “conventional” type 3D interlock weave composites usually produced on traditional 2D weaving machines [13]. Ferreira et al. [14] studied behavior of a [0,90] NCF laminate under an in-plane compressive load using 3D finite element models with fiber crimped tows. Obtained results point to the conclusion that the mechanism of failure of a [0,90]n NCF laminate under a pure compressive load is controlled by the shear strains that appear in the crimp part of the 0° tows. Heß and Himmel [15] investigated the influence of stitching parameters (direction of stitching, thread diameter, spacing and pitch length as well as the direction of loading) on in-plane and out-of-plane properties of NCF carbon fiber/epoxy laminates (shear modulus and strength as well as compression after impact strength and mode I energy release rate). Larger thread diameters and increased stitch densities result in enhanced CAI strengths and energy release rates but deteriorate the in-plane properties of the laminate. On the other hand, a good compromise between both effects can be found with a proper selection of the stitching configurations. Riccio et al. [12] presented a novel finite-element tool (based on the stiffness averaging method on the modified virtual crack closure technique and on the penalty method) for the simulation of the mechanical behavior, including delamination growth, of NCF composites. Petriccione et al. [16] developed a stiffness averaging based model to evaluate the mechanical performance of NCF composites.
NCF composites are primarily used in aerospace and automotive sectors. Despite the low manufacturing costs, processing advantages, and final mechanical performances, NCF usage is still limited for aeronautics and space applications due to degraded in-plane tension and compression performance caused by the presence of the crimp threads [16] and formation of resin-filled pockets after infusion [15].
For a certain period of time 3D hollow fabrics are increasingly used in various industrial domains where there was a need for high strength materials. In some areas, integrally woven sandwich structures play an essential role because of some outstanding physical and mechanical performances, particularly lightweight, high stiffness and strength to weight ratios, very high delamination resistance, good impact damage resistance, and easy-processing [17, 18].
Innovative concept of stitched composite sandwich structures has been evaluated in recent years for structural applications, including stiffened wing structures for commercial aircraft. Through-the-thickness stitched sandwich structures are designed to achieve high damage tolerance from the stitching while maintaining the high stiffness to weight ratio of the sandwich structure. Stitching of sandwich panels significantly increases the maximum failure loads under flexure, core shear, flatwise tensile, and edgewise compression loading and provides significant increases in compression after impact strength as much as 63%. However, significant new challenges must be addressed before this innovative concept of stitched sandwich structures can be considered a viable technology. First, an affordable methodology must be developed for manufacturing a stitched sandwich structure that maintains the traditional attractive properties of composite sandwich structures, including high flexural stiffness, high flexural strength, and minimal weight. Second, the stitched sandwich structures must show significantly enhanced damage tolerance and interlaminar strength as compared to unstitched sandwich structures [19]. Until then, traditionally integrally woven sandwich composites will be employed in high-technology applications.
Integrally woven sandwich structure [20–22], can be obtained by using glass fibers [17, 22–25], as well as carbon fiber [17, 26], basalt fiber [17, 27, 28], or hybrid yarns [17]. This kind of 3D woven fabric is made by the velvet carpet weaving technique, where two parallel 2D fabrics (top and bottom face fabrics) are woven together using pile yarns, keeping a defined distance between the face fabrics to form a core [20, 25]. The warp and weft yarns constitute the face fabrics and while the pile yarns create the hollow core section. Top and bottom face fabrics are integrally woven together with the core section and this ensures a stronger binding between the layers [25]. The space between face fabrics is filled up with a polymer or syntactic foam using several molding technologies, such as hand lay-up, vacuum-assisted molding, dipping, injection molding in order to produce a 3D woven sandwich composite of the defined height and mechanical properties [29]. Due to improved mechanical performance [21, 22], integrally woven sandwich composites are widely used in various industrial domains such as marine, railway, automotive industry, sports and leisure (skis, snowboards, kayaks, bats and much more), the corrosion industry (double wall storage tanks) as well as in the building construction and transport industry [17, 30].
Compression behavior of integrally woven sandwich composites is largely investigated for a certain period of time [22, 31–33]. Compression may be defined as a decrease in intrinsic thickness with an appropriate increase in pressure. Intrinsic thickness is the thickness of the space occupied by a fabric subjected to barely perceptible pressure [34]. Fabric’s compression is strongly related to its geometry and the compressibility and surface properties of the fibers and yarns from which it is constructed [35]. The compression property of 3D woven sandwich structures is different from the conventional 2D textiles as they have a thickness in the third dimension [36]. The relatively high compression resistance offered by 3D fabrics ensures the stability of the product in the third direction (perpendicular to its surface), preventing deformation of the outer layers [37].
Depending on the weave structure, pile yarns can make patterns like “X” shape or “XX” shape. Because of the fiber stiffness and fabric structure, pile yarns do not stand up to form an “X” shape but buckle between face fabrics to form an “8” and “88” shape. This bent configuration of the pile yarn along with its tilt angle plays an important role in the stability of the sandwich composite, especially during flatwise compression [30].
Research at the Katholieke Universiteit Leuven has shown that the mechanical properties of 3D woven sandwich fabric are strongly influenced by the core parameters such as pile length, pile density, woven angles of the piles, the degree of stretching of the piles [18]. van Vuure et al. concluded that the compression resistance of the core of 3D woven sandwich fabric was good while the shear resistance could be brought to an acceptable level by weaving part of the piles under angles of 45°, by creating networks of piles at lower degrees of pile stretching in conjunction with a sufficient pile density [38].
Investigation of Li et al. [17] confirmed that piles have an important role in the flatwise compression and shear test of 3D spacer fabric composites. The low piles with big distribution density provide better flatwise compression and shear strength. The maximum edgewise compression strength could be achieved at the pile height about 6 mm. Karahan et al. [39] investigated the effect of the thickness and the foam density in 3D integrated woven sandwich composites on quasi-static properties under compression loading. They stated that compression peak stress decreases with the increase in pile yarn length. They also found that 3D integrated sandwich composites have better compression properties and due to the fact that the pile yarns in the core and the foam support each other. Fan et al. [23] explored the failure mechanisms of the composites with 3 mm, 8 mm, 12 mm, and 20 mm core thickness under quasi-static compression load. Their results showed that compression induces shear deformation due to the tilting of fiber piles within the core. Besides, the material possesses a long stable deformation plateau and densification after initial buckling failure and is ideal to serve as an energy absorbing core.
The core thickness is also a significant factor of the quality of 3D woven sandwich composites. According to Yu et al. the flatwise compression strength of 3D woven sandwich fabric composite decreased with an increase in the core thickness [30]. Wang et al. have reached the same conclusion while investigated flat compression, shear, and flexure properties of two types of the 3D fabric composite with the core height of 10 mm and 20 mm [40]. The results showed that the flexure properties of the 3D fabric composites increased with the increase of core height, while the flat compression and shear properties decreased.
From the survey of the literature, it is evident that the compression behavior of 3D woven sandwich structure is mostly examined from the aspect of the geometry of the core. Much less attention has been paid to the role of face fabrics in the mechanical characterization of 3D integrally woven sandwich composite. Experimental results of Li et al. [17] indicated that the flatwise compression and shear properties are mainly decided by the piles, and for flexural, edgewise compression and in-plane tensile tests the face fabrics are the weak point. Face fabrics are usually used to carry loads in a sandwich composite. They are often exposed to dimpling or wrinkling, either away from or into the core, under edgewise compression. These are frequent modes of failure that may occur in 3D sandwich composite under edgewise compression load, in addition to buckling and shear crimping, which are associated with the core [41]. Proper processing of 3D woven sandwich fabric, as a preform of woven composite, can help to avoid undesirable modes of failure of woven sandwich composites in a great extent. Uniform distribution of the foam on the surface of the face fabric using lay-up technique or uniform penetration of the foam into the core by vacuum-assisted molding and injection molding depends on the structural design of 3D woven sandwich fabric. The right choice of structural parameters for face fabrics and the core enables to obtain high-quality 3D woven sandwich fabric which is a base for production of high-quality 3D woven sandwich composite.
For these reasons, the aim of this work was to investigate the compression behavior of integrally woven sandwich structures in a function of their structural parameters such as the type of the weave of 2D face fabrics, density, and the shape of pile yarns in a core. Compression behavior of 3D samples was studied through the compressibility, compression work, and compressive resilience of 2D face fabrics as well as of the core by using the equations that are given within the work.
Materials
Two commercially produced Parabeam® 3D glass fabrics known as Paraglass 3 and Paraglass 5 are used as experimental material. These fabrics are woven out of a 100% E-glass multifilament yarn. Top and bottom face fabrics are woven integrally and mechanically bonded together by pile yarns to the core thickness of 3 mm (Paraglass 3) and 5 mm (Paraglass 5). In Paraglass 3 fabric, warp and weft yarns of face fabrics were interlaced in such way to produce plain weave construction while the combination of plain and rib weave was used for face fabrics of Paraglass 5 fabric. Photos of 2D face fabrics recorded using handheld USB digital microscope at 65x magnification are shown in Figure 1.
An appearance of 2D face fabrics in: (a) Paraglass 3; (b) Paraglass 5.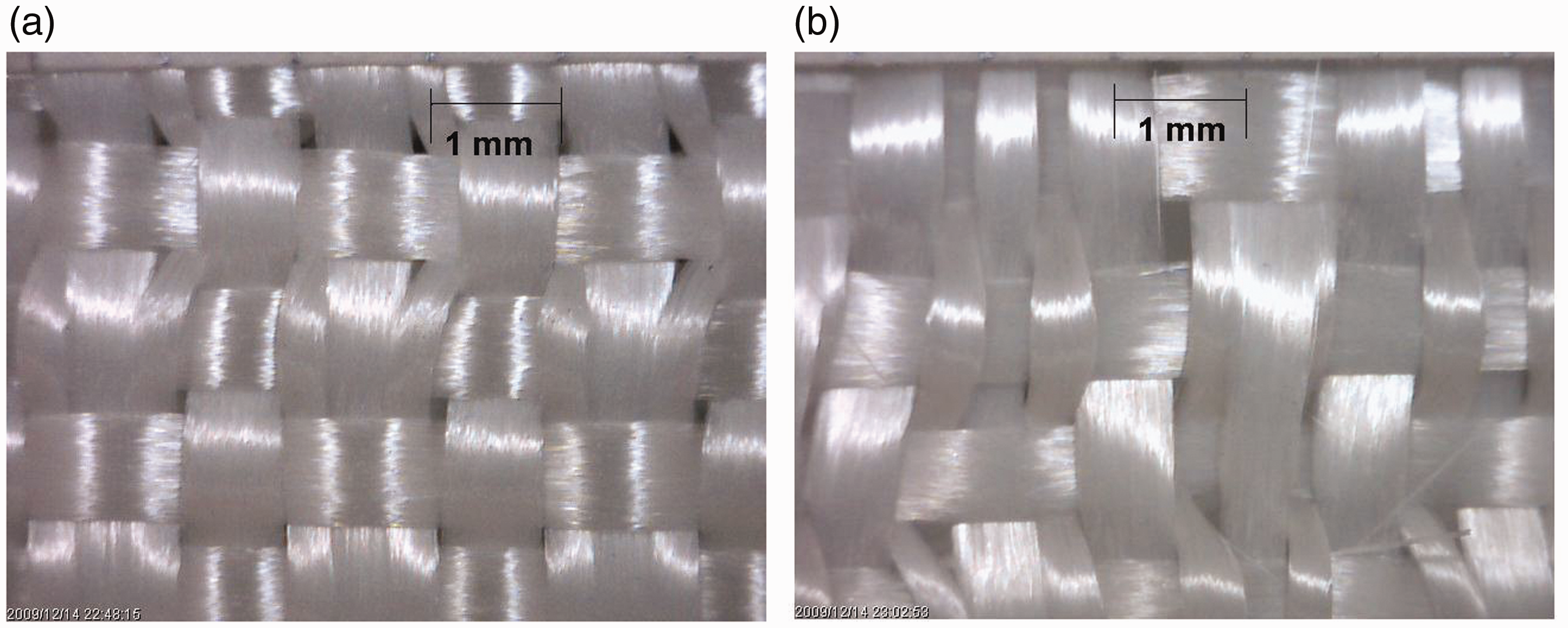
Weave architecture of Paraglass 3 fabric was designed so that the pile yarns made “X” shaped core while Paraglass 5 fabric was with “8” shaped core structure. The scheme of the core structure of Paraglass 3 and Paraglass 5 is shown in Figure 2.
The scheme of the core structure of investigated 3D woven sandwich fabrics: (a) Paraglass 3 (“X” shaped core); (b) Paraglass 5 (“8” shaped core).
Both 3D fabrics were made from the same warp and weft yarn fineness. Fineness of warp yarns was 135 tex, fineness of weft yarns was 140 tex, and the fineness of pile yarns was 70 tex. Also, both 3D fabrics had the same warp and weft weave density, which was 10 yarns/cm. In Paraglass 3, there were 16 piles/cm2; the number of pile yarns in Paraglass 5 was 24 piles/cm2. Weight per unit area of Paraglass 3 was 780 g/m2 and for Paraglass 5 it was 834 g/m2.
Methods
A thickness tester (AMES, type 414-10, USA) was used for the investigation of compression properties (compressibility, compression work, compressive resilience) of both 3D and 2D woven fabrics. The pressure foot area of the thickness tester was 64 mm2. By using this thickness tester, it was possible to measure the fabric thickness at different pressures. The samples were compressed starting with the initial pressure of 10 kPa, through the progressively increased pressure in steps of 17.5, 32.8, 48.2, 74.2, 103.5, 143.2, and 181.5 kPa. After attaining the maximum pressure, the test was reversed in the same way till the recovery of the complete sample. Measurements were carried out on the samples of Paraglass 3 and Paraglass 5 3D woven fabrics (Figure 3(a)), as well as on their 2D face fabrics (Figure 3(b)). Isolated face fabrics were obtained by cutting off the pile yarns in the core near the surface of the upper and lower face fabric. In doing so, pile yarns are not additionally pulled out but remained as an integral part of the structure of face fabrics. In this way, it is only disturbed a continuous stream of pile yarns, but retained an appearance and the structure of face fabrics shown in Figure 1.
Measurement of the thickness of investigated woven samples: (a) 3D sandwich fabric; (b) 2D face fabric.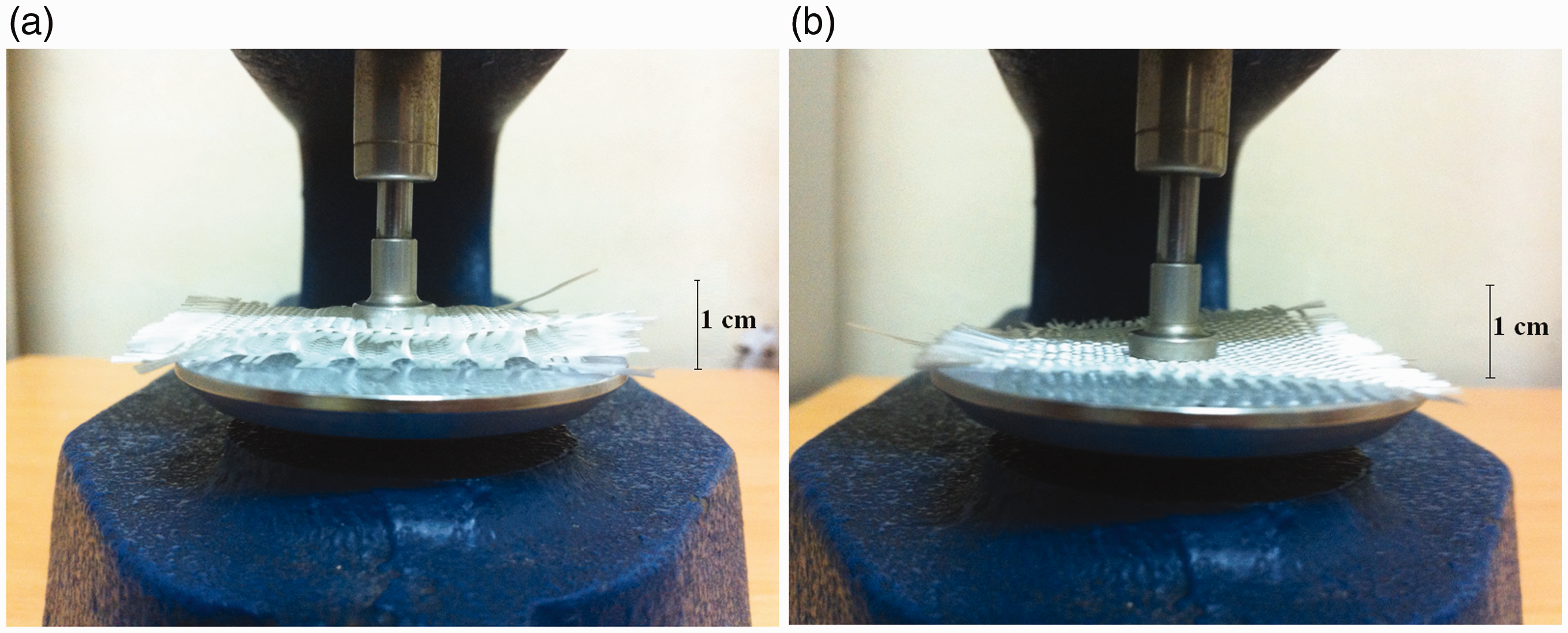
Compressibility (C, %) of Paraglass 3 and Paraglass 5 woven sandwich fabrics, as well as their face fabrics, was determined using the following equation [42, 43]:
Compressibility of the core (Ccore) of investigated 3D fabrics was determined in the following manner:
The volume of the tested samples was changed during the experiment, both in compression and decompression phase. The total and elastic compression work of the tested 3D glass fabrics, as well as their face fabrics, was investigated through the change in the fabrics’ volume.
Total compression work (Wt, mJ) of Paraglass 3 and Paraglass 5 woven sandwich fabrics, as well as their face fabrics, was calculated according to the equation [44]:
Elastic component of the compression work (We, mJ) of 3D woven sandwich fabrics and their face fabrics was calculated using the following equation [44]:
Total compression work of the core (
Elastic component of compression work of the core (
Compressive resilience (RC, %) of Paraglass 3 and Paraglass 5 woven sandwich fabrics, their face fabrics, and their cores was found from the equation:
Compression properties of the investigated fabrics were determined at room temperature (21℃). The average of five readings from different places for each sample was considered.
Results and discussion
Results of the compressibility of Paraglass 3 and Paraglss 5 woven sandwich fabrics and their face fabrics are presented in Figure 4.
Compressibility of the investigated woven samples: (a) 2D face fabric; (b) 3D sandwich fabric.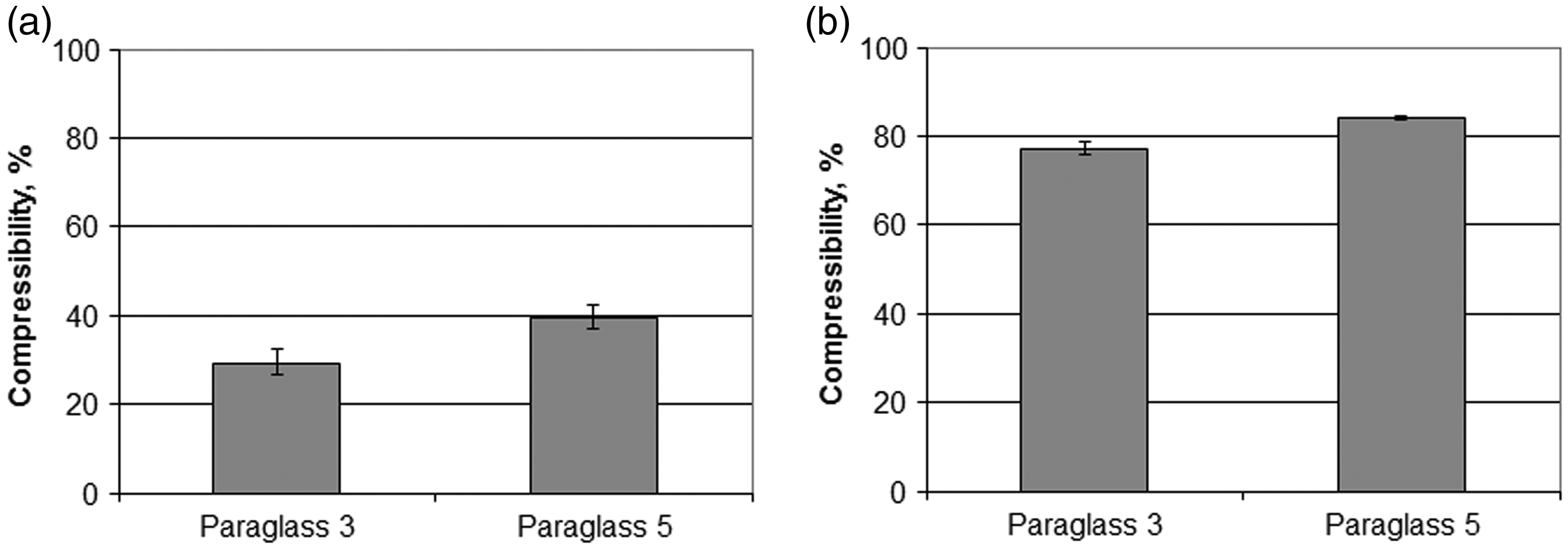
Figure 4(a) shows that the face fabric of Paraglass 5 has greater compressibility compared to the compressibility of the face fabric of Paraglass 3, which is brought into connection with their weaves. Namely, face fabrics of Paraglass 3 are made in plain weave, which is exceptionally compact, since it has the maximum possible number of interlacings within the weave repeat unit among the other woven structures [45]. On the contrary, the structure of face fabrics of Paraglass 5 consists of a fewer number of interlacing compared to plain weave. Because of that, the fabric structure is in a large extent open and loose and hence, it allows more freedom of the movement of both filaments and yarns under pressure loading. As compression force increases, yarns will become flattened easier, causing an increase in compressibility of Paraglass 5.
Statistical analysis using t test shows a statistically significant difference between the compressibility of face fabrics of Paraglass 3 and Paraglass 5 (t2D = 5.30) at the level of significance of 0.05. Also, test results showed that Paraglass 5 has a greater compressibility than Paraglass 3 (Figure 4(b)). By the application of t test, it was ascertained a statistically significant difference between the compressibility of 3D woven samples (t3D = 8.82) at a significance level of 0.05. The greater compressibility of Paraglass 5 fabric could be attributed to the greater compressibility of its face fabrics.
Figure 5 shows the core compressibility of the investigated 3D fabrics determined using equation (2).
Compressibility of the core of investigated 3D woven sandwich fabrics.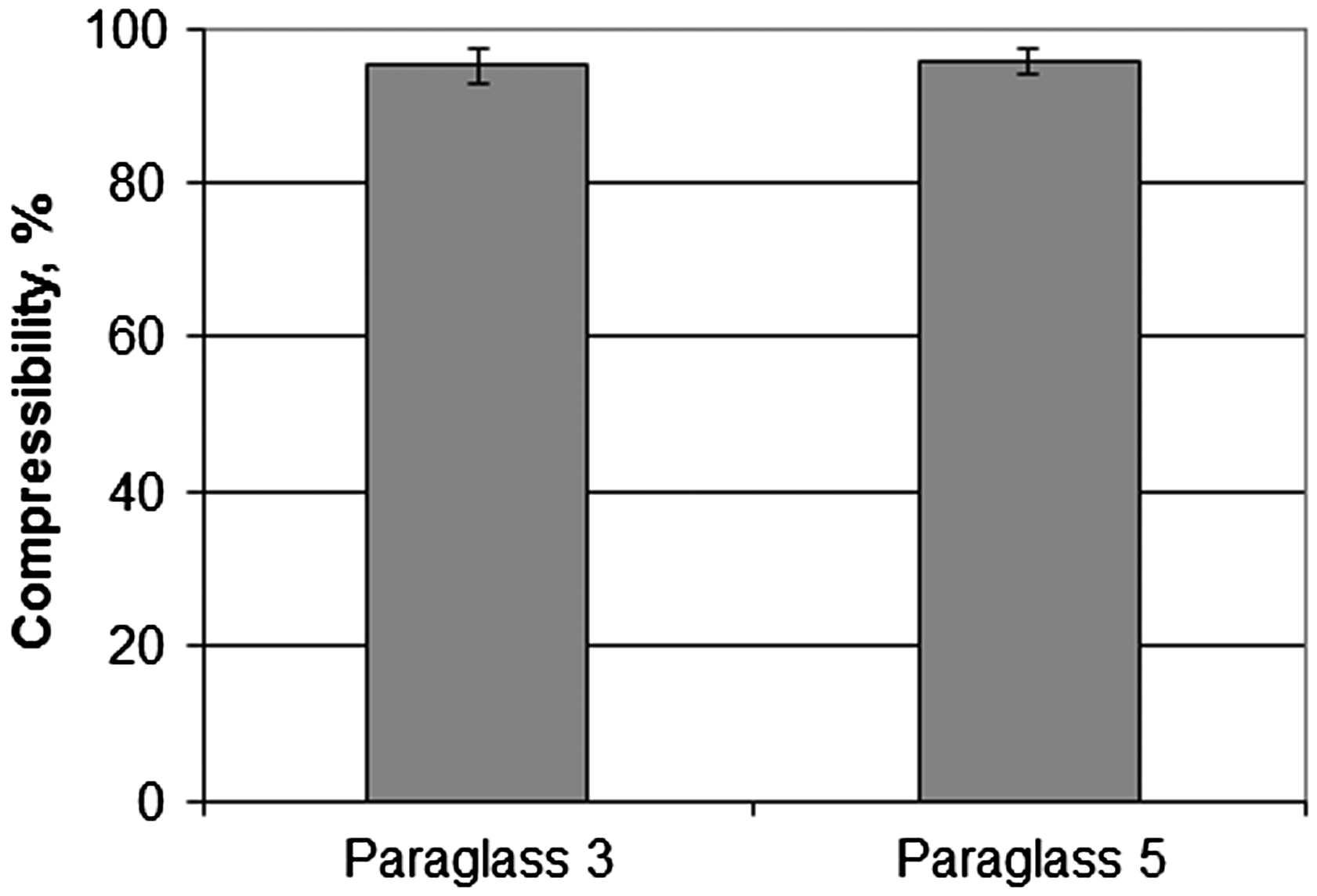
Results presented in Figure 5 show that the core compressibility of Paraglass 5 is slightly greater than in the case of Paraglass 3. Obtained results are little bit surprising. Paraglass 5 fabric, with the thicker core, should have noticeably greater core compressibility. But it did not happen. Such unexpected behavior of the core can be explained by different shape and density of the pile yarns. Namely, core is a hole placed between the top and bottom face fabrics and filled with the air as well as a large number of pile yarns. Under the compression load, the air is easily pressed out from the core. So it could be said that only pile yarns resist to the action of the applied pressure. In that case, density and the shape of pile yarns play an important role in core compression. The greater number of pile yarns in a core of Paraglass 5, the less difference in core compressibility between Paraglass 5 and Paraglass 3 is expected. A different way of the flow of pile yarns could be the reason for the additional reduction of the difference in core compressibility of Paraglass 3 and Paraglass 5. Because of the bending and forming an “8” shaped core, pile yarns in Paraglass 5 act like springs and have a better opportunity of resisting the pressure load in relation to the “X” shaped and rectilinear pile yarns of Paraglass 3. The greater compressibility of Paraglass 5 3D fabric is a result of greater compressibility of face fabrics, as already mentioned, as well as slightly greater core compressibility.
On the basis of the woven fabric samples’ behavior during successive increases, followed by a gradual decrease of pressure, hysteresis was obtained as seen in Figure 6.
Compression hysteresis: (a) 2D face fabrics; (b) 3D woven sandwich fabrics.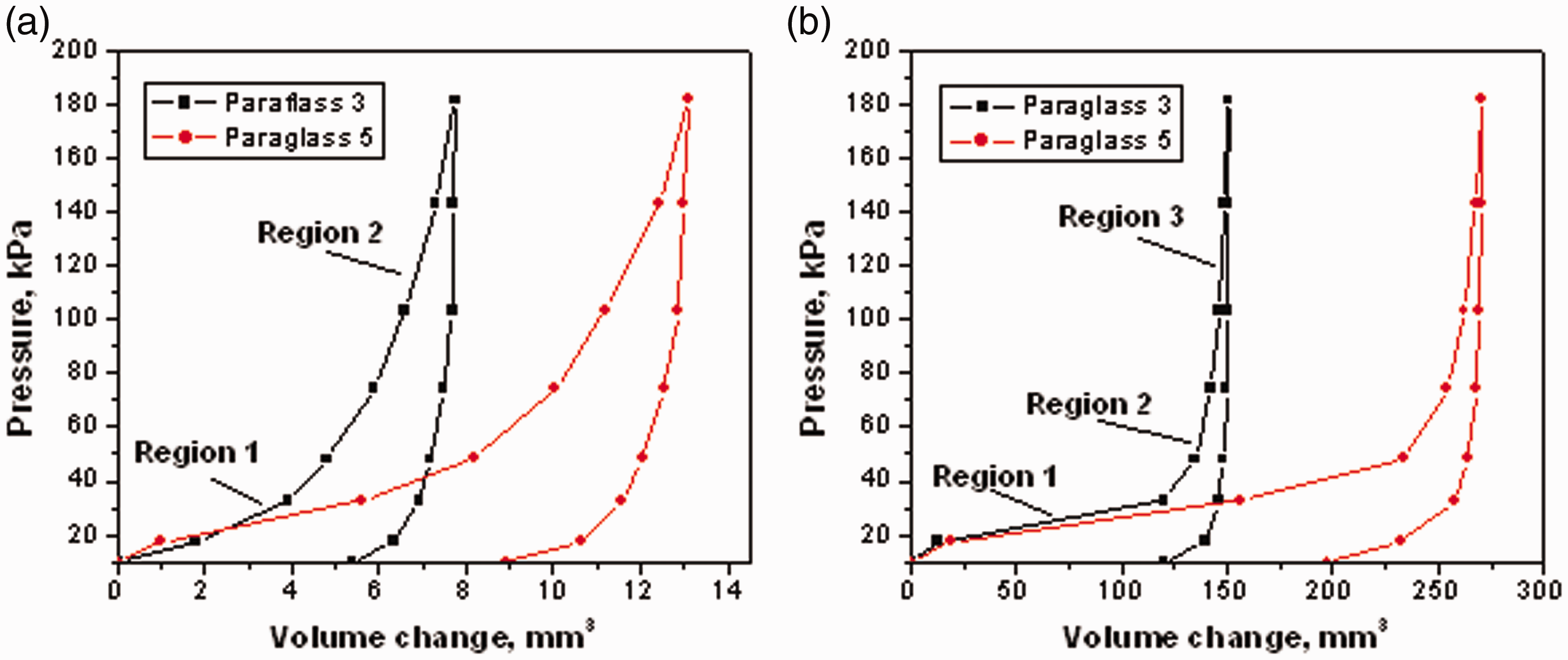
During the loading of the 2D face fabrics (Figure 6(a)), two regions of curves can clearly be seen: barely curved, non-linear (region 1), and practical linear (region 2), which is also registered in the case of two-dimensional textile structure obtained from multifilament yarn [44]. The increase of loading leads to a decrease of the sample’s thickness, that is, an increase in its volume change. In the process of face fabric compression, the air space between filaments is significantly reduced. This space is determined by internal stress and the frictional force between filaments. Volume change increases nonlinearly with the increase of loading (region 1). In region 2, further increase of compression load causes small changes in thickness (volume) of the face fabric. Region 2, which is practically linear, implies lateral compression of the filaments themselves [35, 44, 46].
From the diagrams in Figure 6(b), during the loading of the 3D woven sandwich fabrics, three regions of curves are noticed: barely curved, non-linear (region 2), and two practical linear (region 1 and region 3). Region 1 represents compression of the core, region 2 is prolonged core compression, and region 3 refers to the simultaneous compression of pile yarns in the core and face fabrics.
In region 1, mutual approaching of two face fabrics under the action of compression load causes visible reduction of the core air space. As a result, a significant reduction of the thickness and volume of the core occurs. In this region, although under pressure, pile yarns are not yet compressed. At a pressure of 32.8 kPa, the upper face fabric touches pile yarns and begins to compress them. At that moment, region 1 ends and region 2 starts. In fact, in region 2, compression of pile yarns occurs due to the simultaneous action of the compression load and the weight of the top face fabric. Region 2 practically represents a “prolonged” compression of the core. Region 2 ends at a pressure of 74.2 kPa for both 3D samples. Under such pressure, pile yarns are so compressed and flattened that the thickness of 3D woven sandwich fabric is approximately equal to twice the thickness of 2D face fabric.
However, within the region 2, 3D structures of Paraglass 3 and Paraglass 5 fabrics do not behave in the same way. Increase in load leads to small volume changes of Paraglass 3 3D fabric (first at 48.2 kPa, and then to 74.2 kPa) because the pressure of 32.8 kPa was quite enough to overcome the friction forces between pile yarns of Paraglass 3 fabric. At the same time, the 3D structure of Paraglass 5 fabric manifests a significant volume change at a pressure of 48.2 kPa compared with the pressure of 32.8 kPa and significantly less change in the volume for the next measuring pressure of 74.2 kPa. Due to a greater pile yarn density as well as “8” shaped pile yarn of Paraglass 5 fabric, it was necessary to apply greater compressive load than in the case of Paraglass 3, which led to a different compression behavior of these two samples.
In the region 3, the compression of pile yarns together with the compression of the upper and lower face fabric continues. Increasing the pressure even further compresses the yarns laterally, so the pressure rises greatly for a considerably small reduction in volume compared to the changes in the region 2, and this region can be considered as a highly packed yarns assembly (Figure 6(b)).
The hysteresis shown in Figure 6 enabled the calculation of total compression work and elastic compression work. The surface below the compression curve designates the work necessary for deformation of the sample, and the surface below the decompression curve represents the energy that the sample returns in a single cycle during unloading. Total compression work, as well as elastic compression work of 3D woven sandwich fabrics and their face fabrics, was calculated using equations (3) and (4), and equations (5) and (6) for the core. The compressive resilience of 3D woven sandwich fabrics (Paraglass 3 and Paraglass 5), their face fabrics, and their cores was calculated using equation (7) and presented in Figure 7.
Compressive resilience of investigated woven fabrics.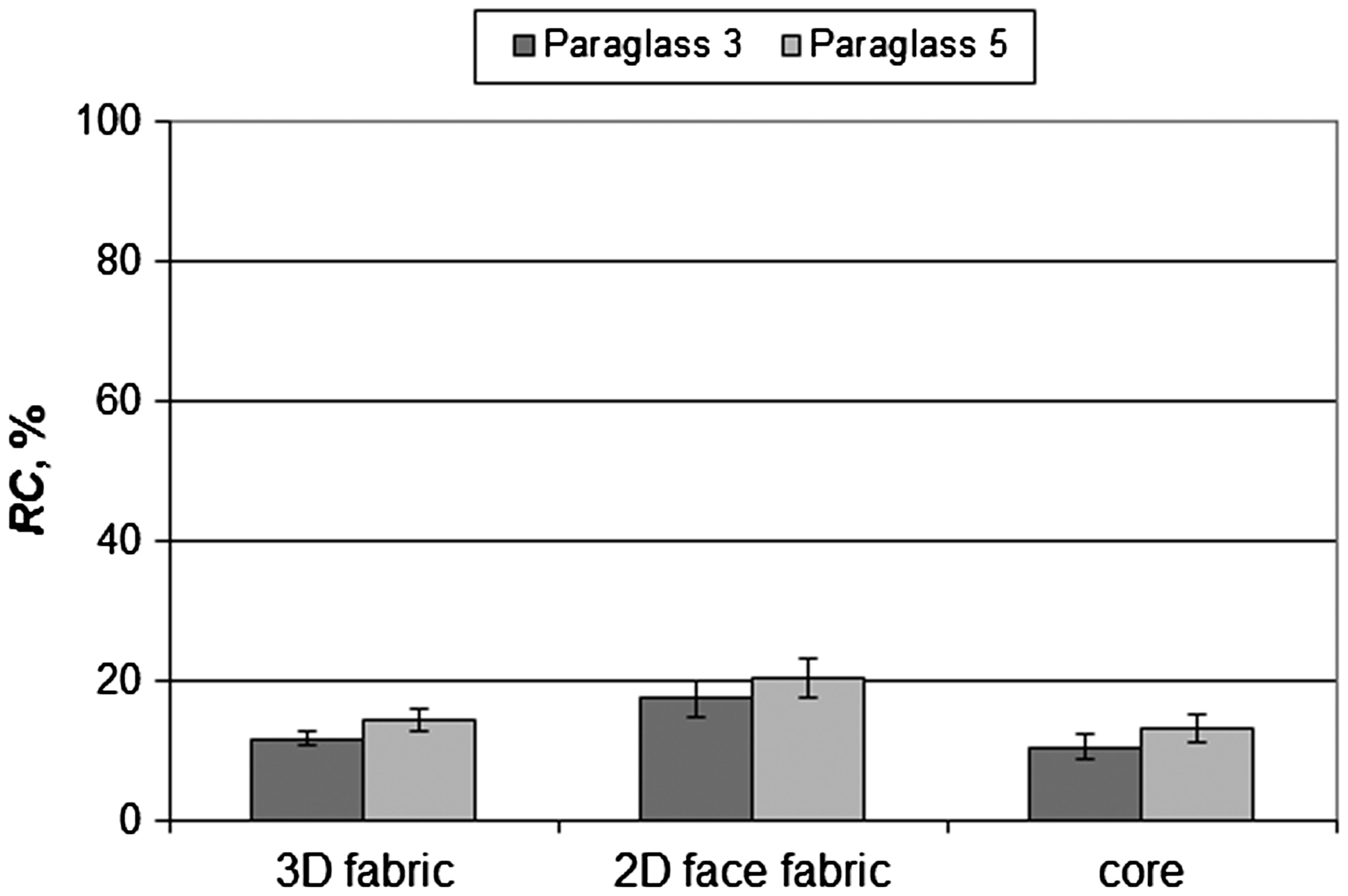
Results in Figure 7 show that compressive resilience of Paraglass 5 3D fabric is greater in regard to Paraglass 3 3D fabric. The same observation is valid for their 2D fabrics as well as for their cores. A greater compressive resilience indicates better recovery after the cessation of the compression load [43, 47]. Better recovery of Paraglass 5 compared to Paraglass 3 can be explained by easier recovery of its face fabrics of the less compact structure as well as by better core recovery due to a greater number of pile yarns. Besides better recovery of Paraglass 5 fabric can be attributed to the “8” shaped core structure where bending pile yarns under pressure accumulate significantly more energy than the rectilinear pile yarns in “X” shaped core. This process leads to the greater internal stress of “8” shaped pile yarns in regard to “X” shaped yarns. After the cessation of pressure load, bending pile yarns tend to straighten themselves and take a steady state, i.e. the state of minimum potential energy, due to which the “8” shaped pile yarns act like springs that aspire to return face fabrics to their original distance. The application of the Student’s t test at the level of significance of 0.05 showed a statistically significant difference between the compressive resilience of Paraglass 3 and Paraglass 5 3D fabrics (t3D = 3.34). However, based on the same statistical analysis, a statistically significant difference between the compressive resilience of 2D face fabrics of Paraglass 3 and Paraglass 5 was not found (t2D = 1.43). Obtained results point to the conclusion that the compressive resilience of the core has a greater impact on the compressive resilience of 3D woven sandwich fabrics compared to the compressive resilience of 2D face fabrics.
Conclusion
Results of this investigation showed a strong relationship between weave construction (the type of the weave of face fabrics, shape and density of pile yarns in a core) and compression properties of 3D woven sandwich fabric. Paraglass 5 3D woven sandwich fabric has greater compressibility and compressive resilience compared to Paraglass 3. Perceived differences are statistically significant at the significance level of 0.05, which was confirmed by using Student’s t test. Better compression behavior of Paraglass 5 is the result of greater compressibility and better elastic recovery of its face fabrics of the less compact structure as well as the core. Core compressibility of 3D fabrics is associated with a number and the shape of pile yarns. The greater surface density of pile yarns and “8” shaped core structure caused the reduction of the expected differences in core compressibility. Hence, Paraglass 5 fabric expressed, not greater, but slightly better core compressibility compared to Paraglass 3.
It was also ascertained that compressive resilience of the core has a greater influence on the compressive resilience of 3D fabric in regard to the compressive resilience of 2D face fabrics. Statistical processing of the results showed there was no statistically significant difference between the compressive resilience of face fabrics. Based on the mentioned above, it could be concluded that core structure (shape and density of pile yarns) has a greater impact on compression behavior of woven sandwich fabric than the type of the weave of face fabrics.
Due to the presence of the core in a structure of the 3D fabric, compression hysteresis curves of 3D fabric and 2D fabric, made from multifilament yarn, differ from each other. During the loading of 2D face fabrics, two regions of compression hysteresis curves appeared. Mutual friction and slipping of filaments accompanied with the decrease in the amount of air occurs in the non-linear region 1. Region 2, which is practically linear, indicates compression of the filaments themselves.
Compression hysteresis curve of 3D woven sandwich fabric has three regions. Region 1 represents compression of the core, region 2 is prolonged core compression and region 3 refers to the simultaneous compression of core pile yarns and face fabrics. Because of the air extruding in the space between the upper and lower face fabric under the action of compression load, the density of pile yarns plays an important role in the region 1. In region 2, both the shape and density of the pile yarns are significant. The greater number of pile yarns and specific “8” shaped core structure of Paraglass 5 fabric are the reasons for its better resistance to the applied load in the range of 32.8–48.2 kPa compared to Paraglass 3 fabric. Influence of the weave of face fabrics on compression behavior of 3D fabric can be noticed to a lesser extent in the region 2 and, especially in the region 3, where highly packed yarns assemblies are created.
Further experimental work is needed to evaluate the mechanical performance of the 3D woven sandwich composites obtained from investigated 3D woven sandwich fabrics, in particular, flatwise compression, edgewise compression, and failure mechanism of the sandwich composites. The focus of the interest will be investigation of the effect of core thickness on flatwise and edgewise compression behavior of the 3D woven sandwich composites and microscopic observations of the damage in core and face fabrics under applied load. The results of future tests along with the results presented in this paper would be able to give a comprehensive picture of the compression behavior of 3D woven composite under specific technical application. They also can answer to the question whether the quality of the composite is good enough to satisfy the specific requirements of the textile market in terms of required compression properties.
Footnotes
Acknowledgements
The authors are grateful to Ms Ágota Velkei (Parabeam B.V.) and Mr Vladimir Dojcilovic (Fluks Trade RV) for providing Parabeam® 3D Glass Fabrics for this investigation.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.