
Abstract
This study investigates the enhancement of the mechanical performance of aluminum sandwich panels by integrating an aluminum-foam-filled, square-corrugated carbon-fiber/epoxy core, fabricated using the friction stir welding (FSW) technique. The aluminum foam was bonded to the top and bottom aluminum face sheets through FSW, while the carbon-fiber/epoxy core was adhesively bonded to the face sheets. The combined interlocking effect of the corrugated carbon-fiber core and the metallic foam filling was designed to improve structural strength and energy absorption. The influence of key FSW parameters—tool rotational speed, traverse speed, tool tilt angle, and tool penetration depth—was also examined. Mechanical performance was evaluated through three-point flexural and compression tests, and fracture morphology was analyzed using scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS). The FSW-fabricated sandwich panels exhibited a flexural strength of 44.6 MPa, compared with 39.8 MPa for non-welded specimens. Similarly, the compressive strength reached 98.7 MPa, demonstrating the effectiveness of combining carbon-fiber reinforcement with aluminum foam filling and FSW bonding. These findings highlight the potential of this hybrid core configuration for lightweight, high-strength structural applications.
Keywords
Introduction
Sandwich structures are extensively used in aerospace, automotive, marine, and defense sectors due to their exceptional stiffness to weight ratio, high energy absorption, and favorable thermal and acoustic insulation properties.1–3 A typical sandwich panel consists of two dense face sheets bonded to a lightweight core, which enhances bending stiffness and structural rigidity without significantly increasing the overall weight. 4 Optimizing the core geometry, material, and bonding method is essential to achieve superior mechanical performance in lightweight structural applications.5,6
Aluminum foam has emerged as a promising core material in sandwich panels because of its low density, excellent energy absorption capability, and advantageous thermal and acoustic properties.7–9 In most configurations, aluminum foam is sandwiched between dense aluminum sheets. Various bonding techniques have been developed to attach the foam to the face sheets, including adhesive bonding, brazing, diffusion bonding, and precursor foaming.10–13 However, these conventional methods face several drawbacks. Adhesive bonding can degrade at elevated temperatures, leading to interface weakening and structural failure. 14 Brazing and diffusion bonding often require high temperatures and may cause brittle intermetallic layer formation.15,16 Precursor foaming can also induce defects or grain coarsening in the face sheets if not carefully controlled. 17
Friction stir welding (FSW) is a solid-state joining process that has recently been employed to overcome these limitations.18,19 Because FSW does not involve melting, it minimizes problems associated with solidification defects, intermetallic phases, and residual thermal stresses. This makes it particularly suitable for aluminum alloys and for joining dissimilar materials.20,21 Several studies have shown that FSW can produce metallurgical bonds in aluminum foam sandwich panels with superior mechanical performance compared to adhesive or brazing techniques.22,23 For example, Mirza et al. demonstrated that hybrid aluminum foam–CFRP sandwich panels exhibited significantly higher flexural strength and improved damage tolerance compared with conventional configurations. 24 Similarly, Miyagawa et al. reported that hybrid foam–honeycomb cores enhanced the flexural stiffness and delayed failure initiation under three-point bending. 25
In modern structural engineering, carbon-fiber-reinforced polymer (CFRP) composites are increasingly employed due to their outstanding specific stiffness, high tensile strength, and excellent fatigue and corrosion resistance. 26 Unlike metallic materials, CFRP offers the ability to tailor anisotropic properties to meet specific design requirements, making it ideal for lightweight yet strong structures in aerospace, automotive, and defense industries. 27 CFRP materials also maintain their mechanical performance under cyclic loading and harsh environments, contributing to longer service life and reduced maintenance. Advances in manufacturing processes, such as vacuum-assisted resin transfer molding and automated fiber placement, have lowered costs and improved the consistency of large structural components. 28 Recent studies have increasingly investigated hybrid sandwich structures that combine metallic foams with composite cores to harness the unique advantages of both material systems. Wang et al. showed that hybrid panels with CFRP face sheets and aluminum foam cores exhibit significantly enhanced bending resistance and energy absorption compared to conventional aluminum foam sandwiches. 5 Similarly, other researchers have demonstrated that corrugated CFRP cores filled with lightweight foams can improve both compressive strength and damping capacity.25,27 The potential of friction stir welding as a metallurgical bonding technique in such hybrid core configurations has not been systematically examined. This is a critical gap, since the quality of the bond at the foam–core–face sheet interfaces is decisive for structural integrity under demanding service conditions. 26 Specific bending stiffness and failure maps of hybrid sandwich structures with CFRP face sheets and aluminum foam cores have been established, highlighting how material combination and manufacturing processes affect structural performance metrics such as flexural stiffness and damage initiation. 29
Despite advancements in aluminum foam sandwich structures and CFRP core technologies, limited research has focused on combining aluminum foam filling with square-corrugated CFRP cores using FSW. Most previous studies have examined either FSW bonding of aluminum foam cores22,23,30,31 or CFRP-reinforced core designs24–27 separately. Investigations into progressive failure mechanisms of composite sandwich panels with elastomeric or foam cores have provided insights into load transfer and deformation behavior under concentrated loading conditions, illustrating the importance of core morphology and interface quality for sandwich structures. 32 The potential synergistic effects of simultaneously employing a square-corrugated CFRP core and aluminum foam filling, bonded through FSW, have not been systematically investigated. This research gap is particularly relevant for high-performance applications, such as aerospace and defense structures, where achieving high stiffness, strength, and energy absorption at minimal weight is crucial.1,3,27 The novelty of the present study lies in the development of a square-corrugated carbon-fiber/epoxy (CFRP) core filled with aluminum foam for sandwich panel applications. The square-corrugated CFRP architecture provides high specific stiffness and improved load path efficiency, while the aluminum foam filling enhances out-of-plane load redistribution and energy absorption. The synergistic combination of these two components leads to delayed collapse behavior and improved mechanical stability compared to conventional CFRP corrugated cores or foam-only sandwich structures. The objective of the present study is to address this gap by experimentally investigating the mechanical performance of aluminum sandwich panels incorporating an aluminum-foam-filled, square-corrugated CFRP core fabricated using the FSW technique. FSW was employed to join the aluminum foam to the face sheets, while adhesive bonding was used for the CFRP components. Key FSW parameters—rotational speed, traverse speed, tilt angle, and penetration depth—were varied to evaluate their influence on joint integrity. Mechanical performance was characterized through three-point bending and compression tests, while fracture morphology and bonding quality were analyzed using scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS). The results provide new insights into the design of multifunctional sandwich panels that exploit the complementary advantages of aluminum foam and CFRP cores for advanced lightweight structural applications.
Experimental methods
Materials
The core of the sandwich structure was composed of a square-corrugated carbon-fiber-reinforced polymer (CFRP) sheet and closed-cell aluminum foam (AF). The CFRP core was fabricated using a vacuum-assisted epoxy resin injection process. Bidirectional carbon fiber fabrics (ARALDITE, Germany) and Epon LR660 epoxy resin with its corresponding hardener (Shell, USA) were used. The resin-to-hardener ratio was maintained at 100:20 by weight, following the manufacturer’s recommendation to ensure optimal curing and mechanical performance.
The corrugated CFRP sheet consisted of four plies arranged to form a square wave geometry with 90° corners, which improves core rigidity and enhances mechanical interlocking with the foam. The nominal thickness of the CFRP sheet was 3 mm, and the overall height of the corrugated core was 15 mm (Figure 1). The corrugated carbon-fiber/epoxy sheet in a vacuum mold.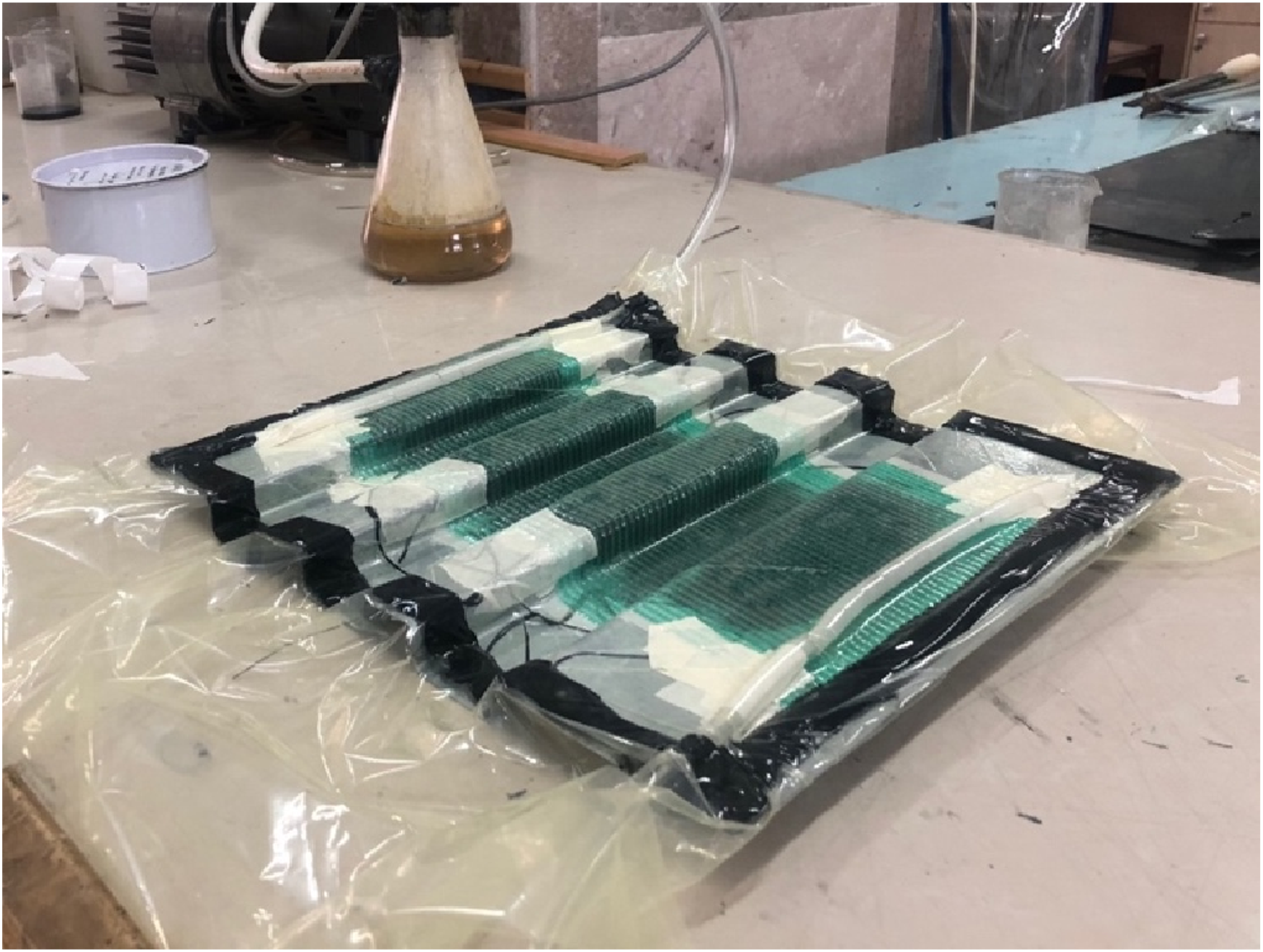
The aluminum foam used as the filling material was a closed-cell type with a nominal thickness of 15 mm, a density of 600 kg/cm3, and average pore sizes ranging from 4 to 8 mm. This foam was selected to enhance energy absorption while maintaining low weight. Aluminum alloy AA 6061 sheets with a thickness of 2 mm were used as the top and bottom face sheets of the sandwich panel due to their good weldability and balanced strength to weight ratio. All materials were carefully prepared prior to fabrication. The aluminum foam and face sheet surfaces were abraded using 400-grit silicon carbide sandpaper and subsequently cleaned in an ultrasonic bath with acetone to remove surface contaminants and improve bonding quality. This surface preparation step is essential for achieving reliable joints in both adhesive bonding and FSW processes.
Preparation
The fabrication of the sandwich panel specimens consisted of three main stages: (i) preparation of the CFRP corrugated core, (ii) bonding of the aluminum foam and CFRP core, and (iii) joining of the aluminum face sheets by friction stir welding (FSW). A schematic of the fabrication procedure and the core geometry is shown in (Figure 2). (i) Schematic of the fabrication (ii) Schematic of Adhesion bonding process (iii) Schematic of FSW Process (iv) dimensions of the square corrugated carbon-fiber core (mm).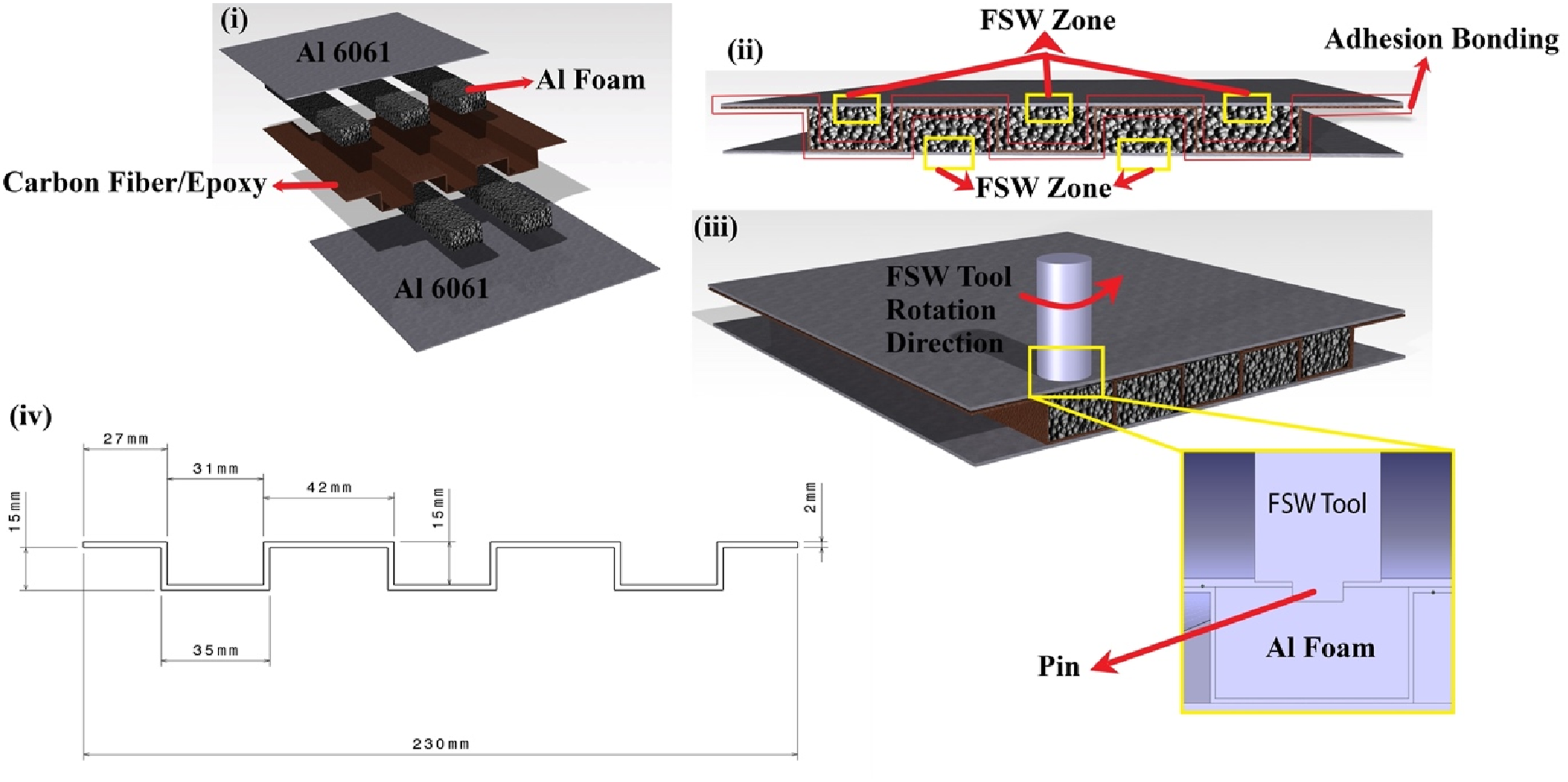
The square-corrugated CFRP cores were manufactured by vacuum-assisted epoxy resin injection molding. Four carbon fiber plies were laid over a square-wave mold with 90° corner angles, designed to achieve high bending stiffness and efficient mechanical interlocking with the foam. The CFRP corrugated core consisted of four plies with a [0/90/0/90] layup. The epoxy resin was cured at 60°C for 6 h with a ramp rate of 2°C/min under vacuum. The cured CFRP corrugated sheets were then trimmed to the desired panel dimensions of 230 mm × 150 mm × 21 mm for compression testing and 230 mm × 100 mm × 21 mm for flexural testing. The aluminum foam filling was cut to match the inner geometry of the corrugated CFRP core. The foam blocks were carefully inserted into the cavities of the corrugated sheet to ensure complete filling and minimize gaps. The target sandwich panels consist of aluminum face sheets and a square-corrugated carbon-fiber/epoxy core filled with aluminum foam. The CFRP corrugated core was first fabricated according to the designed geometry and subsequently filled with aluminum foam to enhance out-of-plane stiffness and load distribution. Adhesive bonding (Epoxy Epon LR660) was applied to ensure stable interfacial contact between the CFRP core and the aluminum components. The assembled core was placed under uniform compression at room temperature for 24 h to ensure proper adhesive curing and minimize void formation. Finally, friction stir welding was employed to achieve a reliable metallurgical joint between the aluminum face sheets and the aluminum foam, while minimizing thermal and mechanical effects on the adjacent CFRP layers. This combined fabrication strategy ensures structural integrity and provides a consistent basis for the subsequent mechanical testing.
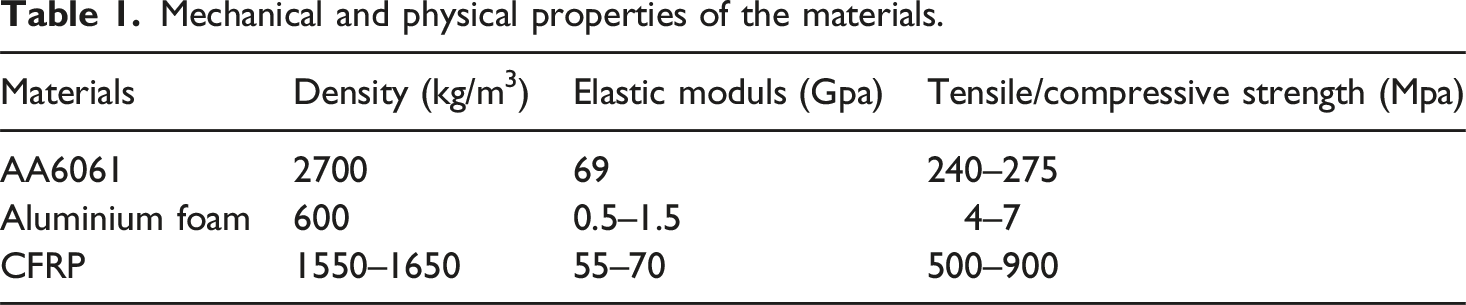
Mechanical and physical properties of the materials.
Testing and characterization
The fabricated sandwich panel specimens were evaluated through mechanical testing and microstructural characterization to examine the effects of the hybrid CFRP–aluminum foam core and the FSW bonding on structural performance. Two types of mechanical tests were conducted: three-point bending tests to determine flexural strength and stiffness, and quasi-static compression tests to evaluate compressive behavior and energy absorption capacity. Additionally, scanning electron microscopy (SEM) and energy-dispersive spectroscopy (EDS) were employed to examine interfacial bonding and fracture morphology. Three-point bending tests were carried out on specimens with dimensions of 230 mm × 100 mm × 21 mm according to ASTM C393 standard procedures. The tests were performed using a SANTAM universal testing machine equipped with a 600 kN load cell. The span length between the supports was set to 150 mm, and the loading rate was maintained at 2 mm/min to ensure quasi-static conditions. Load–displacement data were recorded continuously during the tests. The flexural strength was calculated using the standard bending equations, and the stiffness was determined from the initial slope of the load–displacement curves. Quasi-static compression tests were conducted on specimens with dimensions of 230 mm × 150 mm × 21 mm, following the ASTM C365 standard. The tests were performed on the same universal testing machine, with the crosshead displacement rate set at 2 mm/min. Compressive stress–strain curves were obtained for all specimens. Special attention was given to identifying characteristic deformation stages, including initial linear elasticity, plastic collapse, and densification, as well as failure mechanisms related to the CFRP core, foam filling, and welded interfaces. The peak compressive strength was determined from the maximum stress on the curves.
After mechanical testing, selected specimens were sectioned to observe the failure regions and bonding interfaces. A scanning electron microscope (SEC-SNE-4500, Korea) was used to examine the microstructural features of the foam–sheet interface, CFRP–foam bonding regions, and fracture surfaces. SEM imaging was performed at various magnifications to identify fracture modes such as fiber pull-out, interfacial debonding, and foam collapse. In addition, EDS analysis was carried out to characterize elemental distributions across the welded interfaces, providing insight into the metallurgical bonding achieved during FSW. All tests were conducted at room temperature (25 ± 2°C) and each data point represents the average of three independent measurements to ensure repeatability and statistical reliability. The combined mechanical and microstructural characterization allowed a comprehensive evaluation of the structural performance of the hybrid sandwich panels.
Results
Flexural testing
For each testing condition, three specimens were tested, and the reported values represent the average of the measured results. The flexural performance of the hybrid sandwich panels was evaluated through three-point bending tests to examine the effect of FSW bonding and CFRP–foam core reinforcement on bending strength and stiffness (Figure 3) shows a typical specimen under flexural loading. The corresponding load–displacement curves for the different panel configurations are illustrated in (Figure 4). Sandwich panel specimen in three-point flexural loading. Comparing the AF/CFRP specimen prepared with FSW with the specimen joined with adhesive.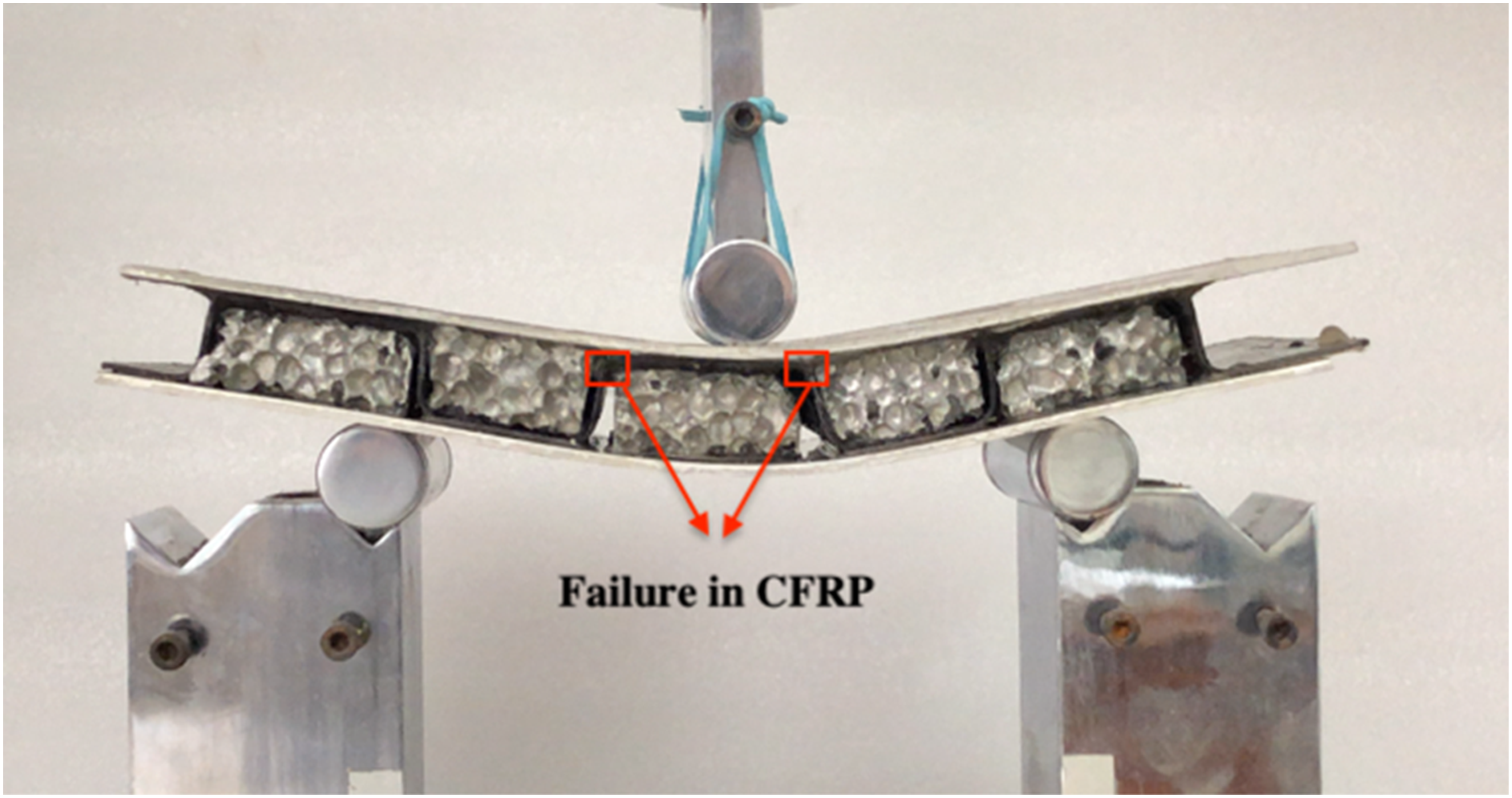
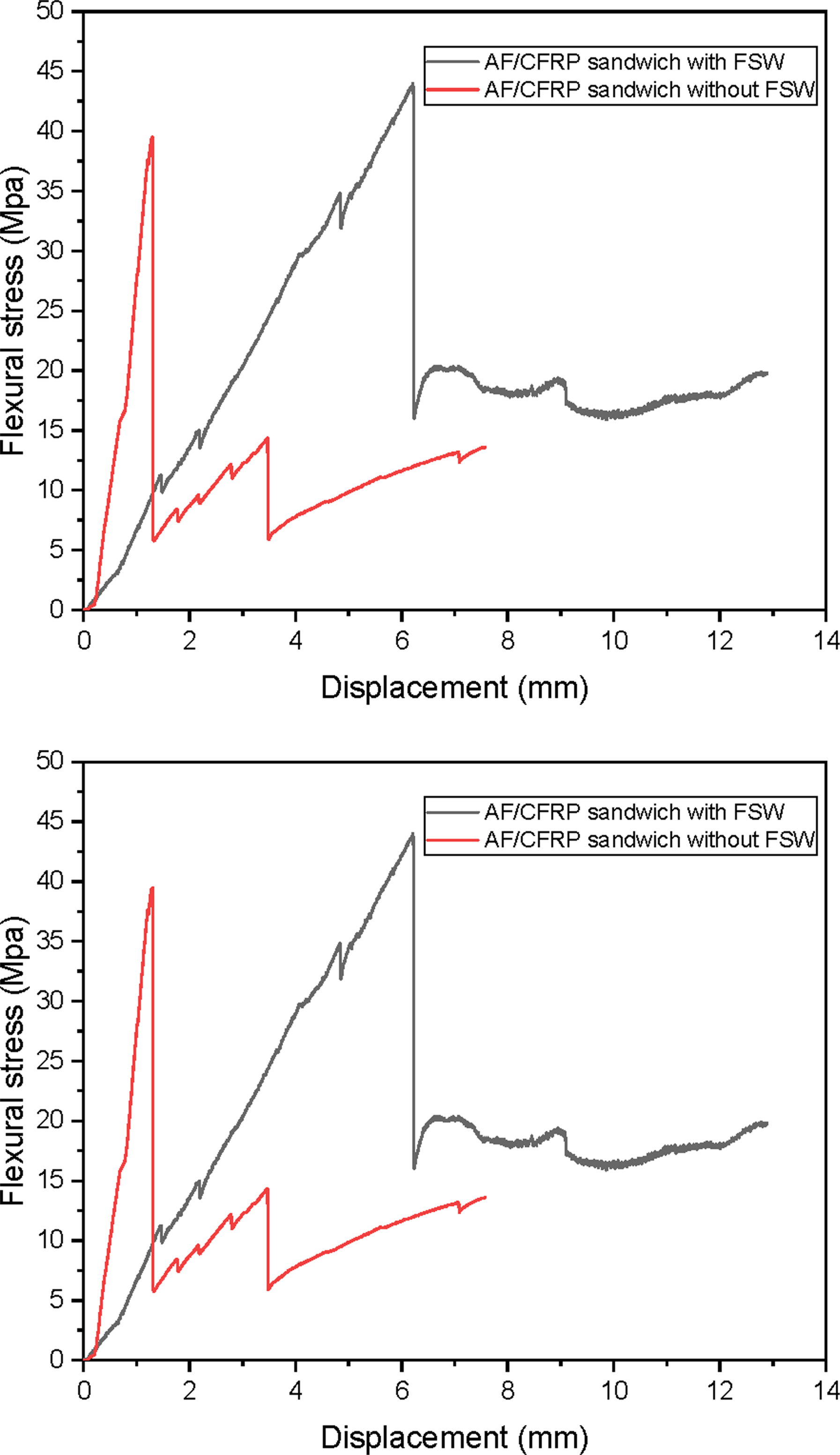
The increase in flexural stiffness and strength can be attributed to the efficient load transfer enabled by the square-corrugated CFRP core, which stabilizes the aluminum face sheets and delays local buckling. In addition, the aluminum foam filling contributes to stress redistribution within the core region, resulting in a more uniform deformation pattern and improved bending resistance compared to conventional sandwich configurations.
The FSW-fabricated panels exhibited a maximum flexural strength of 44.6 MPa, whereas the non-FSW (adhesively bonded) panels reached 39.8 MPa. This represents an improvement of approximately 12% in flexural strength due to the metallurgical bonding between the aluminum foam core and face sheets produced by FSW. The flexural stiffness, calculated from the initial slope of the load–displacement curve, was also higher for the FSW specimens, indicating enhanced load transfer at the foam–sheet interfaces.
The flexural behavior of both panel types showed a characteristic three-stage response: (i) an initial linear elastic stage dominated by face sheet bending, (ii) a nonlinear stage associated with core deformation and localized debonding, and (iii) a post-peak stage reflecting progressive core collapse and CFRP fracture. In FSW specimens, the transition between these stages was smoother and occurred at higher loads compared to adhesive-bonded panels, highlighting the improved interfacial integrity of the FSW joints.
The flexural response curve of the FSW panels displayed a distinct plateau region following the peak load, reflecting the ability of the aluminum foam to redistribute loads after localized CFRP damage. This behavior differs from conventional aluminum foam sandwich panels, which typically show abrupt load drops after core cracking.1–3 Similar ductile plateau regions have been reported in other hybrid core systems, where the interaction between foam and fiber-reinforced components provides enhanced damage tolerance. 4
A comparison with previously published data highlights the effectiveness of the present hybrid configuration (Figure 5). For instance, adhesive-bonded aluminum foam sandwich panels typically exhibit flexural strengths in the range of 24–28 MPa,30,33 and brazed panels reach around 27 MPa.31,34 Even the non-FSW specimens in this study (39.8 MPa) outperformed many of these conventional configurations, owing to the mechanical interlocking of the square-corrugated CFRP core. The highest flexural strength (44.6 MPa) was achieved by combining CFRP reinforcement, foam filling, and FSW bonding, demonstrating a clear synergistic effect between these design features. The enhancement in flexural performance can be attributed to the synergistic interaction between the square-corrugated CFRP core and the aluminum foam filling. The corrugated CFRP core provides high specific stiffness and stabilizes the face sheets against premature buckling, while the aluminum foam contributes to load redistribution and energy absorption. This combined mechanism results in increased flexural strength and a more gradual failure process compared to conventional sandwich configurations. Comparing the strength of AFs prepared by different methods.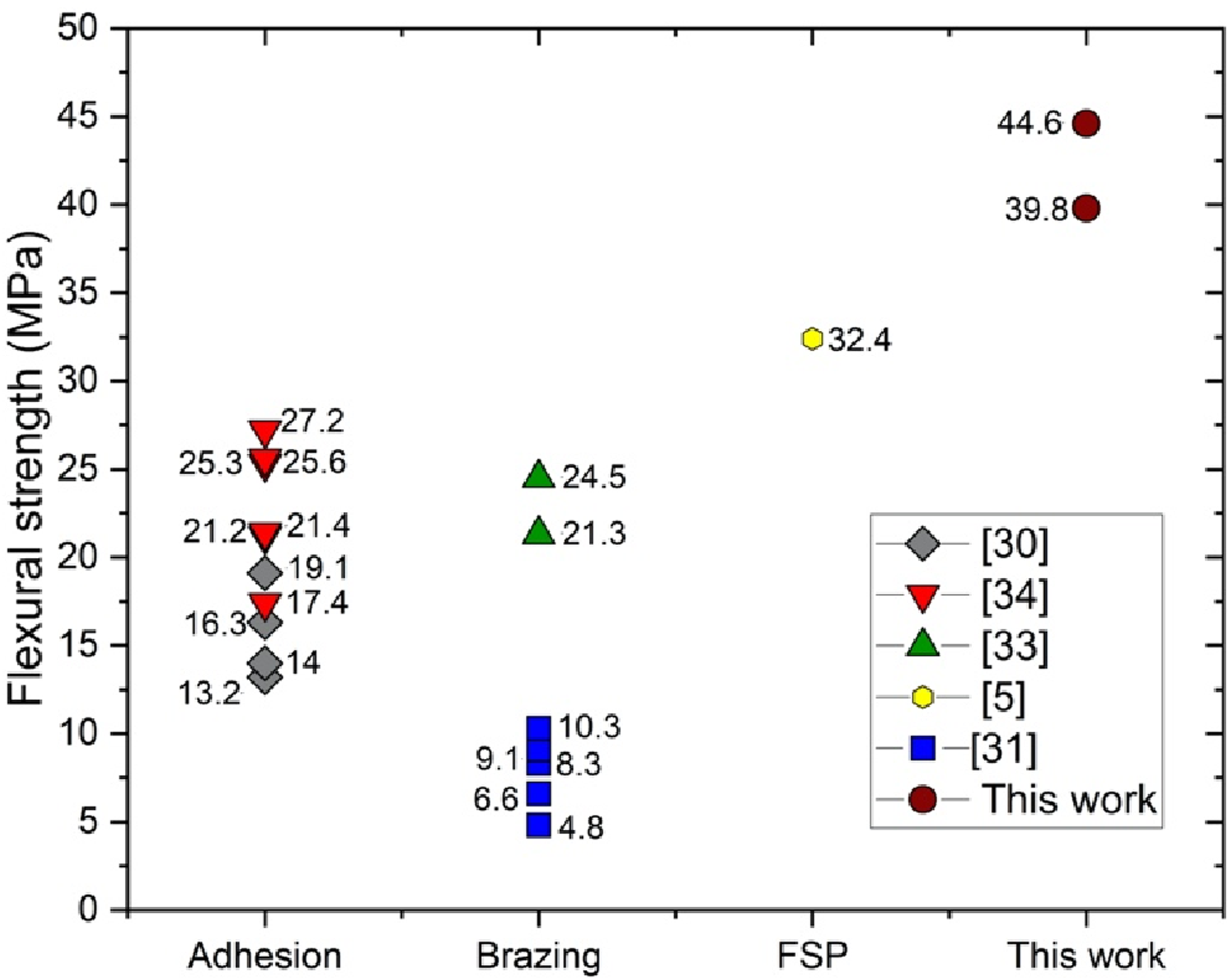
The term “delayed collapse” is supported by the quantitative load–displacement response. In the FSW specimens, the onset of core collapse occurred at a displacement of approximately 6.8–7.2 mm, compared to 5.9–6.1 mm in the non-FSW panels. This corresponds to an increase of nearly 15% in the strain at which the first significant load drop was observed. Furthermore, the plateau region following peak load was more stable in the FSW specimens, with a plateau stress approximately 8–10% higher than that of the adhesively bonded panels. SEM observations confirmed that failure initiated through matrix cracking and fiber splitting at the corrugation corners, followed by progressive foam crushing, rather than sudden debonding at the interface.
Compression testing
The out-of-plane compressive behavior of the sandwich panels was evaluated to assess the effectiveness of the CFRP–foam hybrid core and FSW bonding in enhancing load-bearing capacity and structural stability. (Figure 6) illustrates typical deformation patterns and failure mechanisms observed during the tests. The corresponding compressive stress–strain curves are presented in (Figure 7). The FSW-fabricated sandwich panels exhibited a maximum compressive strength of 98.7 MPa, whereas the non-FSW (adhesively bonded) panels reached 85.8 MPa. Failure of square corrugated carbon-fiber/epoxy. Comparing the compression strength of the panels.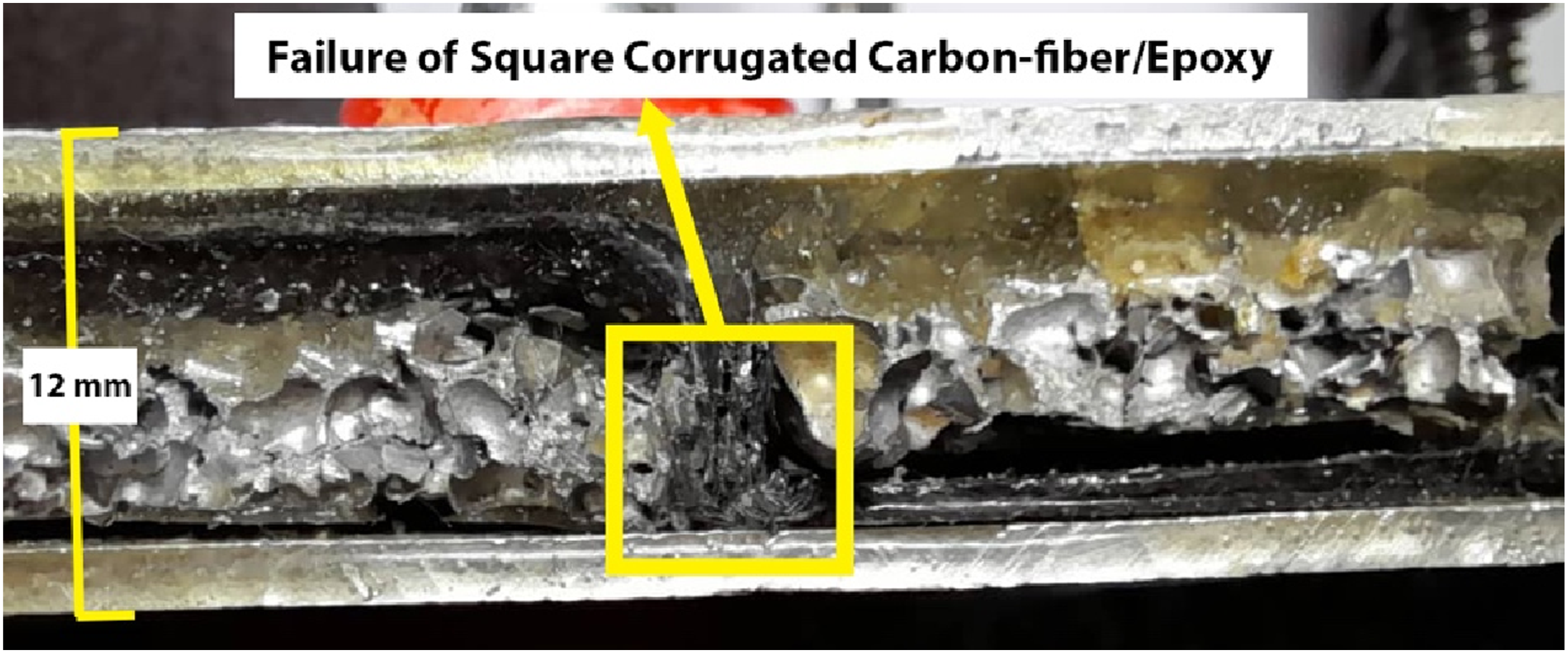
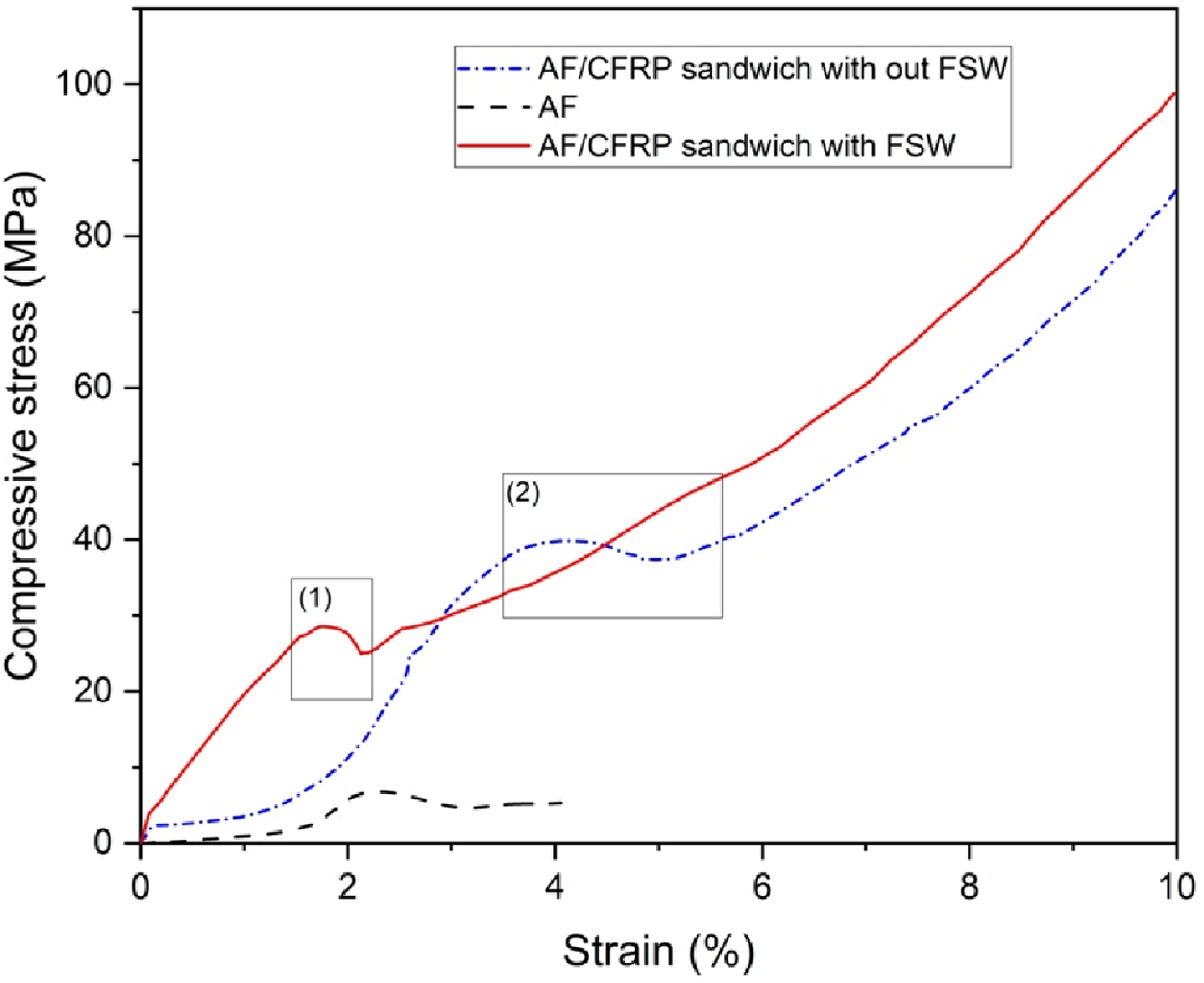
Under compressive loading, the hybrid core structure exhibits a progressive deformation mechanism rather than abrupt collapse. The corrugated CFRP walls provide initial load-bearing capacity, while the aluminum foam restricts local instability and supports the CFRP structure at higher strain levels. This synergistic interaction leads to delayed collapse behavior and enhanced compressive performance. This improvement of approximately 15% demonstrates the critical role of metallurgical bonding at the foam–face sheet interface in sustaining higher compressive loads. Both panel types displayed characteristic foam-like stress–strain responses, consisting of three distinct stages: (i) linear elastic deformation, (ii) plastic collapse, and (iii) densification.
During the initial elastic stage, the load was mainly carried by the aluminum face sheets and the square-corrugated CFRP core, resulting in a linear increase in stress with strain. As shown by labels 1 and 2 in (Figure 7), the stiffness of the panels was governed by the effective modulus of the core–face sheet system. As the load increased, the structure transitioned into the plastic collapse stage, where localized buckling of the CFRP corrugations and progressive deformation of the aluminum foam cells occurred (Figure 8). This stage is associated with a relatively stable stress plateau, during which the core undergoes significant deformation while maintaining load-bearing capacity. Aluminuim Foam after test.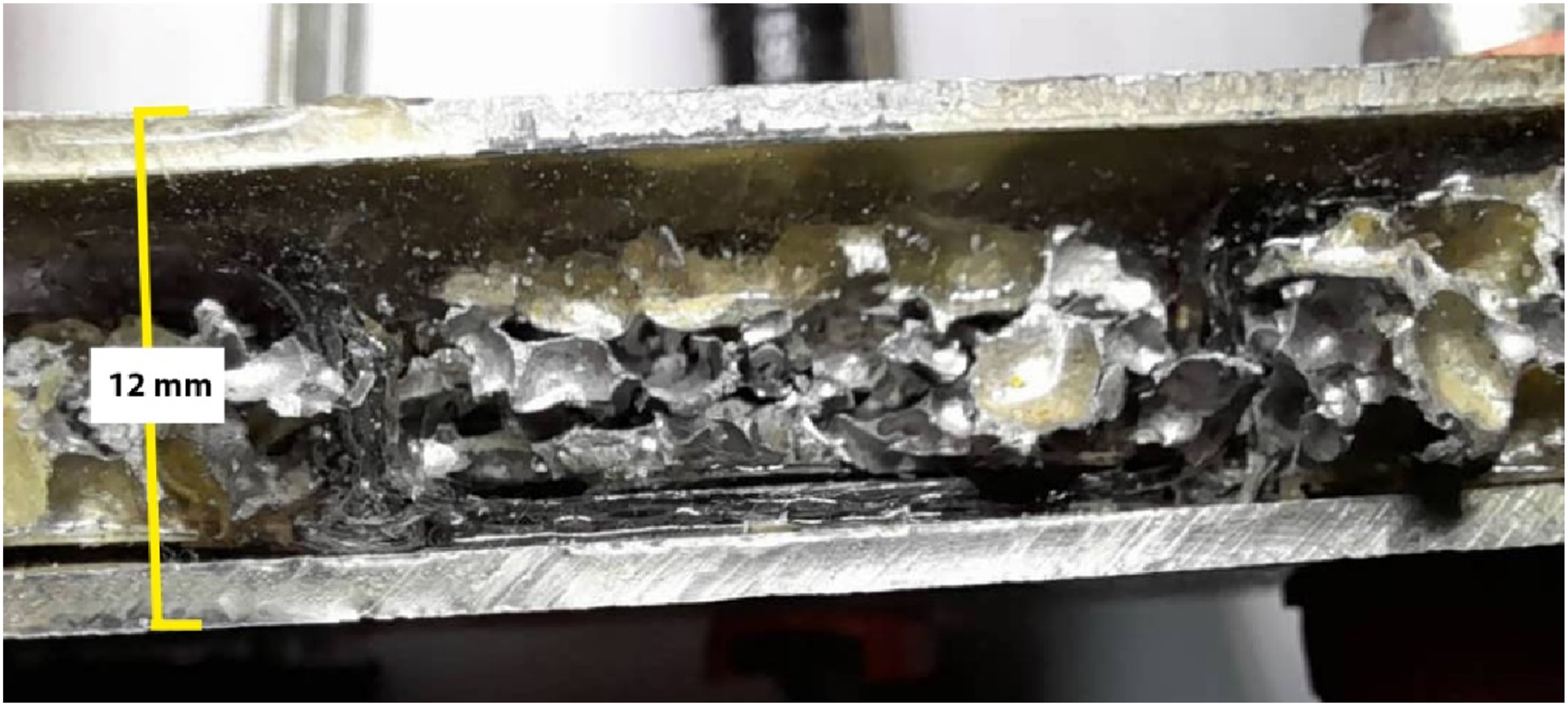
The onset of plastic collapse was delayed in the FSW specimens compared to the non-FSW panels, reflecting their improved interfacial integrity and more uniform load transfer. This behavior is attributed to the metallurgical bond created during FSW, which prevents premature debonding between the foam and face sheets and ensures effective constraint of the CFRP core.
The improved stability of the compressive response is reflected in the plateau-stress behavior. The FSW specimens exhibited a plateau stress of approximately 52–55 MPa, compared to 46–48 MPa in the non-FSW panels. The strain at the onset of plastic collapse increased from ∼4.5% in the non-FSW samples to ∼5.2% in the FSW samples, confirming the “delayed collapse” behavior. The dominant failure modes included local buckling of the CFRP corrugation walls, progressive collapse of aluminum-foam cells, and eventual densification. In contrast, the non-FSW specimens showed early interfacial debonding, leading to localized crushing and abrupt load drops. These observations support the conclusion that metallurgical bonding significantly improves load transfer and stabilizes the deformation process.
In the densification stage, the foam cells collapsed completely, leading to a rapid increase in stress. Failure in both panel types typically initiated at the CFRP corrugation corners, where stress concentrations were highest. In non-FSW specimens, interfacial debonding between the foam and aluminum sheets occurred early, leading to localized core crushing and unstable load drops. In contrast, the FSW specimens maintained structural integrity for longer, and failure occurred through progressive crushing of the foam and fiber breakage within the CFRP core rather than interface delamination. These observations are consistent with prior studies on hybrid sandwich structures, where interfacial bonding quality strongly affects compressive behavior.1,4,7,10 For example, Duan et al. reported that honeycomb–foam hybrid cores exhibited delayed collapse and higher plateau stresses compared to conventional foam cores when interfacial bonding was improved. 16 Similarly, Wang et al. observed that metallurgical bonding in aluminum foam sandwiches enhanced peak compressive strength by 10–20% relative to adhesively bonded panels. 7 The present results align with these findings, confirming that the combination of CFRP reinforcement and FSW bonding significantly improves the out-of-plane load-bearing capacity of sandwich structures. Under compressive loading, the hybrid core configuration exhibits a delayed collapse behavior due to progressive engagement of the corrugated CFRP walls and the aluminum foam. The foam restricts local instability of the CFRP core and promotes a more uniform stress distribution, thereby enhancing compressive strength and post-peak load-carrying capability.
In addition to higher peak strength, the FSW specimens exhibited smoother stress–strain curves with fewer abrupt load drops, indicating more stable deformation behavior. This characteristic is advantageous for energy-absorbing structures, as it implies greater damage tolerance and predictable collapse mechanisms under compressive loading. To better understand the deformation mechanisms and bonding behavior in the hybrid sandwich panels, detailed microstructural and fracture analyses were performed on representative specimens after mechanical testing. SEM imaging and EDS analysis were used to examine the foam–face sheet interfaces, CFRP core regions, and failure surfaces.
During the FSW process, the rotating tool generated localized plastic deformation and frictional heat, which caused partial softening of the aluminum sheet and foam surface. This led to the formation of plasticized material that infiltrated the surface pores of the foam, creating a strong mechanical interlock combined with metallurgical bonding. No voids, cracks, or incomplete bonding zones were observed along the weld line, confirming the effectiveness of the selected process parameters. EDS point analysis in this region showed a homogeneous elemental distribution of aluminum (Figure 9), indicating intimate contact and bonding at the interface. This strong interfacial integrity explains the improved flexural and compressive performance observed in the FSW specimens. Due to the limited number of specimens, the focus of the present study is placed on comparative performance trends rather than detailed statistical dispersion. Nevertheless, the observed trends were consistent across repeated tests, indicating acceptable experimental repeatability. EDS analysis result at FSW Joint.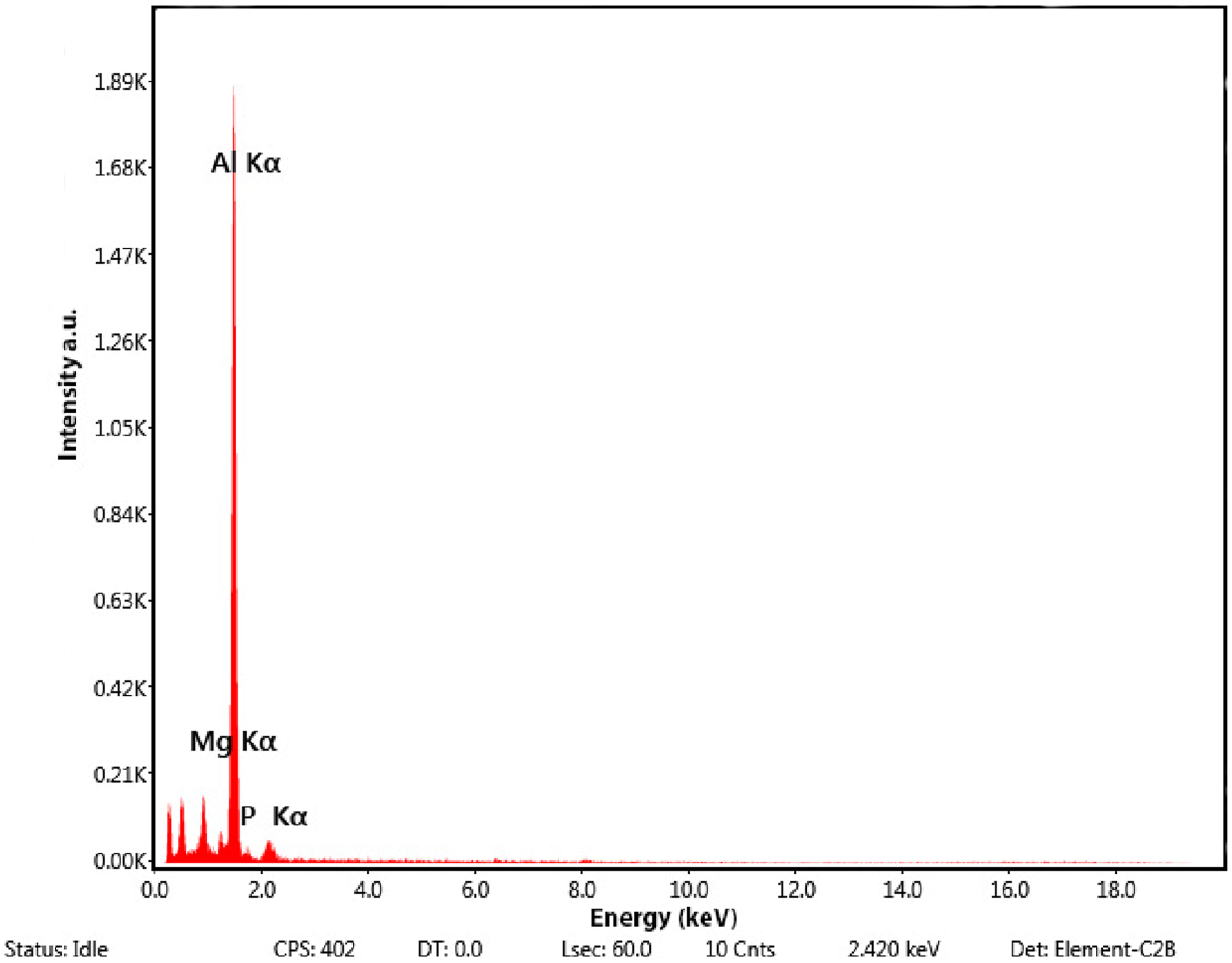
In the CFRP corrugated core, fracture typically initiated at the sharp corner regions of the corrugation geometry, where local stress concentrations were the highest. SEM images (Figure 10(a)) revealed progressive fiber splitting, matrix cracking, and interfacial debonding along the fiber–matrix boundaries. These failure modes developed gradually during loading and were more pronounced under bending than compression, consistent with the localized deformation observed in flexural tests. Interestingly, in the FSW specimens, the surrounding aluminum foam acted as a lateral constraint, preventing excessive lateral deformation of the CFRP core and delaying catastrophic failure. This behavior explains the extended plateau region and smoother post-peak response seen in the flexural curves of the FSW panels. (a) SEM image of a corner of the square corrugated carbon-fiber/epoxy panel after testing. (b) SEM image of CFRP wall in core after compression.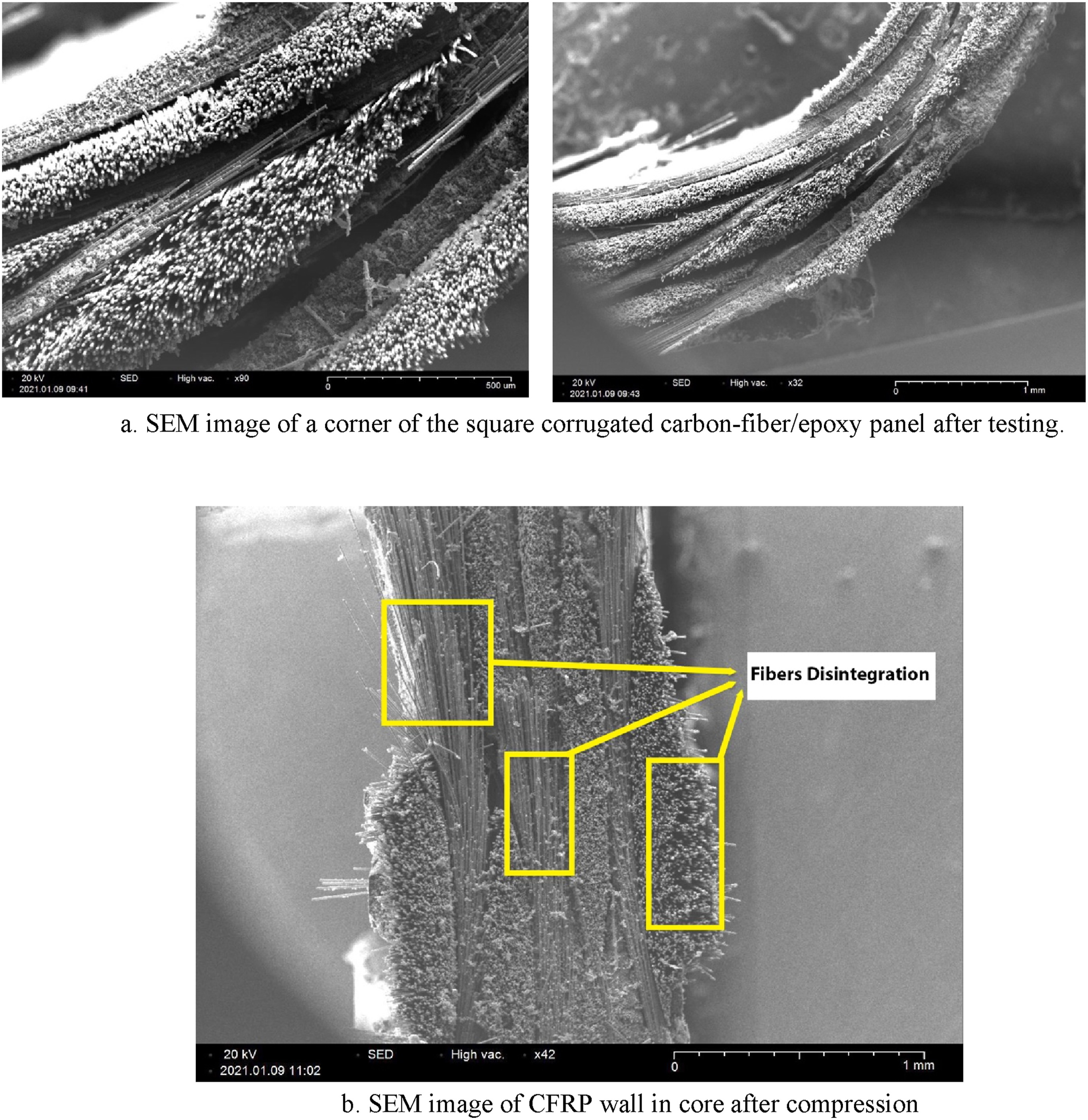
Post-compression SEM observations of the aluminum foam core (Figure 10(b)) revealed typical cell wall bending, buckling, and collapse associated with closed-cell foams under loading. In non-FSW specimens, interfacial debonding between the foam and face sheets led to non-uniform deformation and localized crushing beneath the debonded regions. In contrast, the FSW specimens exhibited uniform deformation patterns throughout the foam, indicating improved load transfer and constraint from the bonded interfaces. This difference is consistent with the higher plateau stress and peak strength observed in compression tests.
The SEM and EDS observations strongly support the mechanical test results. The continuous metallurgical bonding at the foam–sheet interface prevents premature debonding and promotes stable load transfer, which explains the improved stiffness, peak loads, and energy absorption capacity of FSW specimens. Similarly, the CFRP core contributes additional load-bearing capacity but fails progressively through fiber and matrix damage, leading to ductile-like post-peak behavior rather than sudden brittle failure. These mechanisms collectively contribute to the superior overall structural performance of the hybrid FSW-fabricated sandwich panels. Although analytical or finite element modeling could provide further quantitative insight into stiffness prediction and failure evolution, the present study focuses on experimental validation of the proposed hybrid sandwich concept. Numerical modeling will be considered in future work to complement the experimental findings.
Conclusion
This study investigated the flexural and compressive behavior of aluminum sandwich panels incorporating a square-corrugated CFRP core filled with closed-cell aluminum foam, joined to aluminum face sheets using the friction stir welding (FSW) technique. The main findings can be summarized as follows: 1. A combined fabrication method involving adhesive bonding for the CFRP–foam interface and FSW for the foam–face sheet interface was developed. SEM and EDS analyses confirmed that FSW produced a defect-free metallurgical bond between the aluminum foam and face sheets, ensuring strong interfacial integrity without voids or cracks. 2. The hybrid panels fabricated using FSW exhibited a 12% increase in flexural strength compared to non-FSW (adhesively bonded) panels. The presence of the CFRP corrugated core and foam filling created a synergistic reinforcement effect, resulting in higher stiffness and a smoother post-peak response. 3. Under out-of-plane compression, the FSW specimens achieved a peak compressive strength of 98.7 MPa, approximately 15% higher than non-FSW panels. The improved interfacial bonding delayed the onset of plastic collapse and stabilized the stress–strain response, leading to more uniform deformation and increased energy absorption. 4. Flexural failure was governed by progressive fiber splitting and matrix cracking in the CFRP core, while compressive failure involved foam cell collapse and local CFRP buckling. The FSW metallurgical interface prevented premature debonding, contributing to stable load transfer and enhanced structural integrity. 5. The combination of CFRP corrugated cores, aluminum foam filling, and FSW bonding offers a promising strategy for producing high-performance, lightweight sandwich structures with superior bending strength, compressive capacity, and damage tolerance. Such hybrid configurations are particularly suitable for aerospace, defense, and transportation applications where weight efficiency and structural reliability are critical.
In summary, this research demonstrates that integrating FSW bonding with CFRP–foam hybrid cores leads to significant improvements in both flexural and compressive performance of aluminum sandwich panels. Future work will focus on fatigue behavior, impact resistance, and numerical modeling to further optimize the design and predict long-term structural performance.
Footnotes
Author contributions
Mahyar Motamedi Kouchaksarai and Yasser Rostamiyan contributed to the design and implementation of the research, to the analysis of the results and to the writing of the manuscript. Both authors read and approved the final version of the manuscript.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
Data available upon reasonable request.