
Abstract
Sandwich composite structures (SWCs) are extensively used in structural, aerospace, marine, and automotive applications due to their high specific stiffness and specific strength, along with superior energy absorption capabilities. The ability to integrate diverse materials and geometric configurations enables the development of tailored, multifunctional engineering systems. This review examines the influence of geometric design parameters on the energy absorption (EA) response and overall mechanical performance of SWCs. Key parameters identified from the literature include core density, core thickness, number of core layers, foam-filled versus unfilled cores, cell size, and inter-core spacing. The selection of suitable core materials, combined with optimal core topology, is shown to significantly govern the synergistic structural behavior of SWCs. A comprehensive comparison of various core architectures—such as honeycomb (HC), modified honeycomb, resin-impregnated honeycomb, foam, corrugated, lattice, auxetic, and bio-inspired configurations—is presented, emphasizing the relative advantages and challenges. Furthermore, the effects of geometric variations, loading conditions, and material density on impact performance are systematically discussed. The findings provide consolidated insights and design guidelines for the development of high-performance SWCs in advanced engineering applications.
Keywords
Introduction
The increasing demand for lightweight, high-performance structural materials has accelerated the adoption of sandwich composites (SWCs) in aviation, marine, civil infrastructure, and automotive applications. The widespread use of SWCs, as highlighted by Al-Khazraji et al.
1
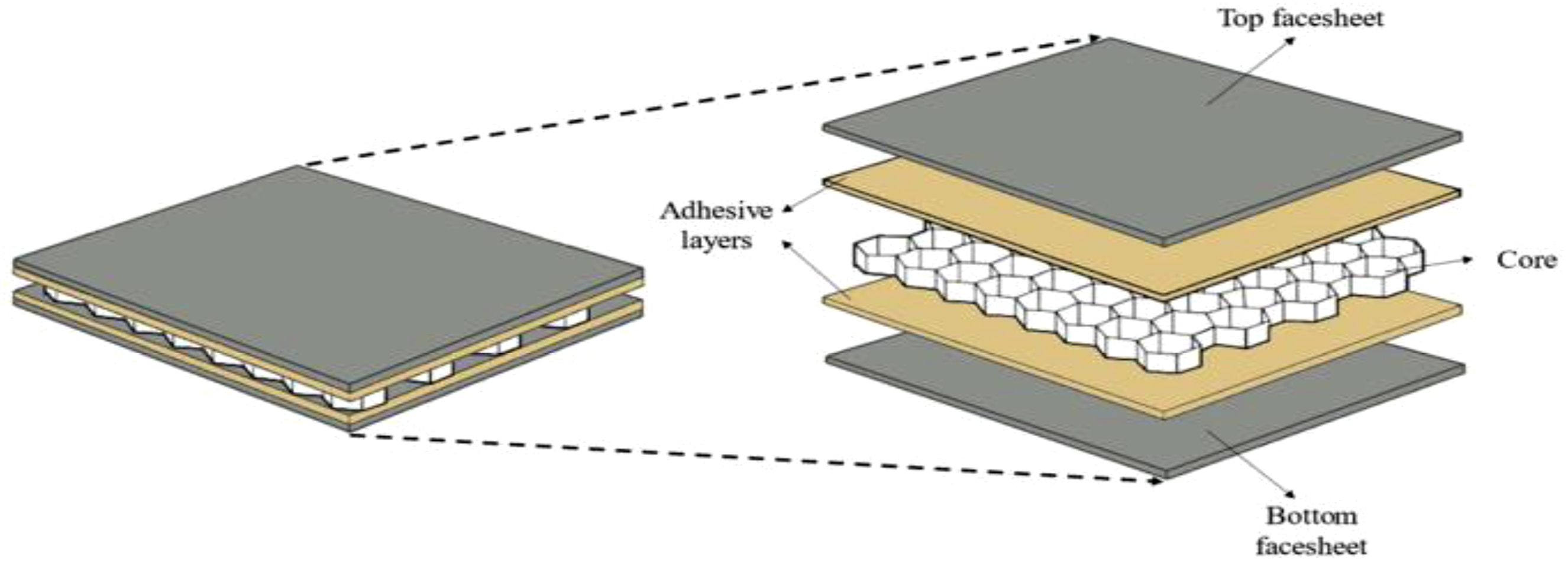
is largely attributed to their outstanding mechanical characteristics, including a high strength-to-weight ratio, superior stiffness, rigidity, and excellent bending resistance, as schematically illustrated in Figure 1. SWC’s possess many configurations, geometries and materials. Modification of configurations will provide desirable properties for a specific application. In England during world war -II, they first coined the SWC’s for use in Mosquito Night bombers. From then, significant efforts were made by many researchers and conducted numerous studies for optimal core structure design, methods of manufacturing and material selection for specific driven application.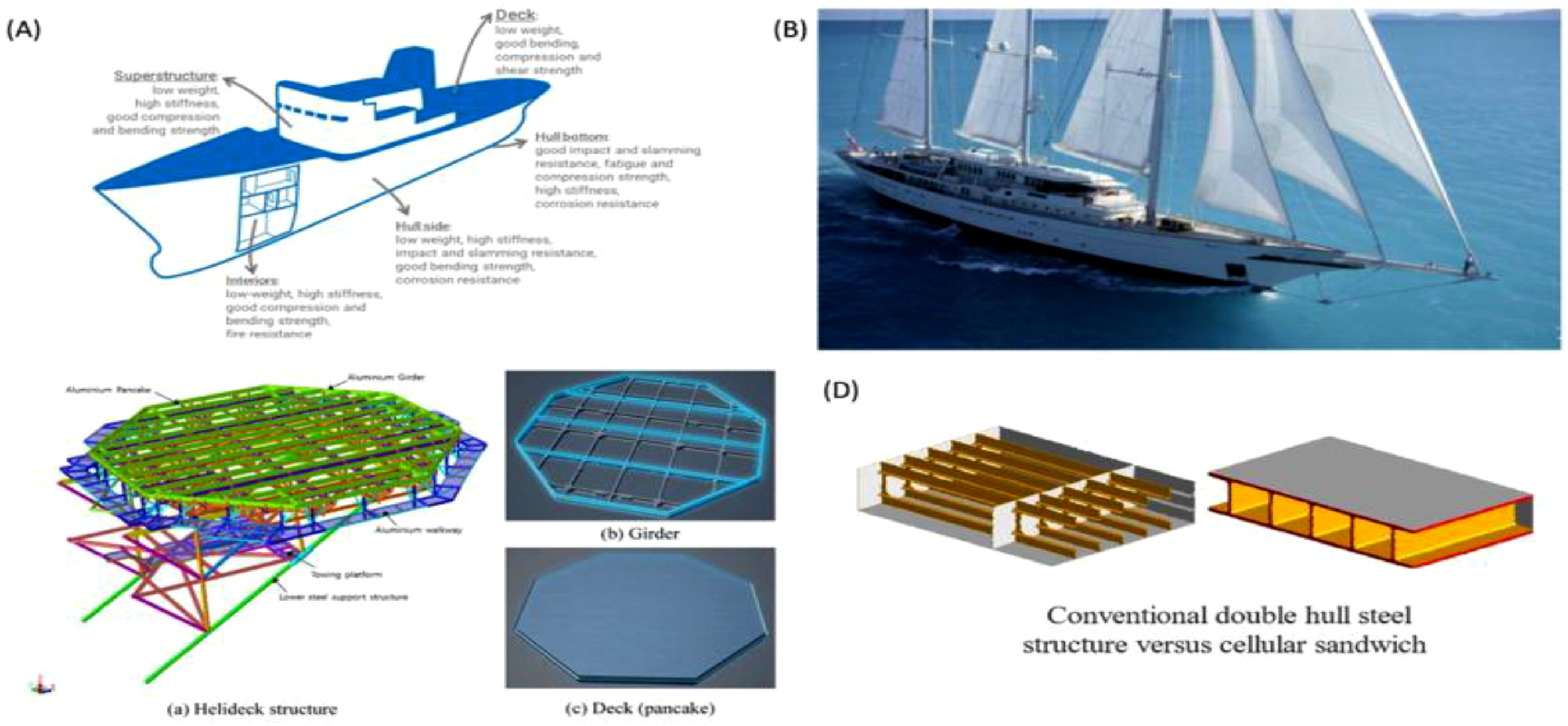
Tarlochan Faris
2
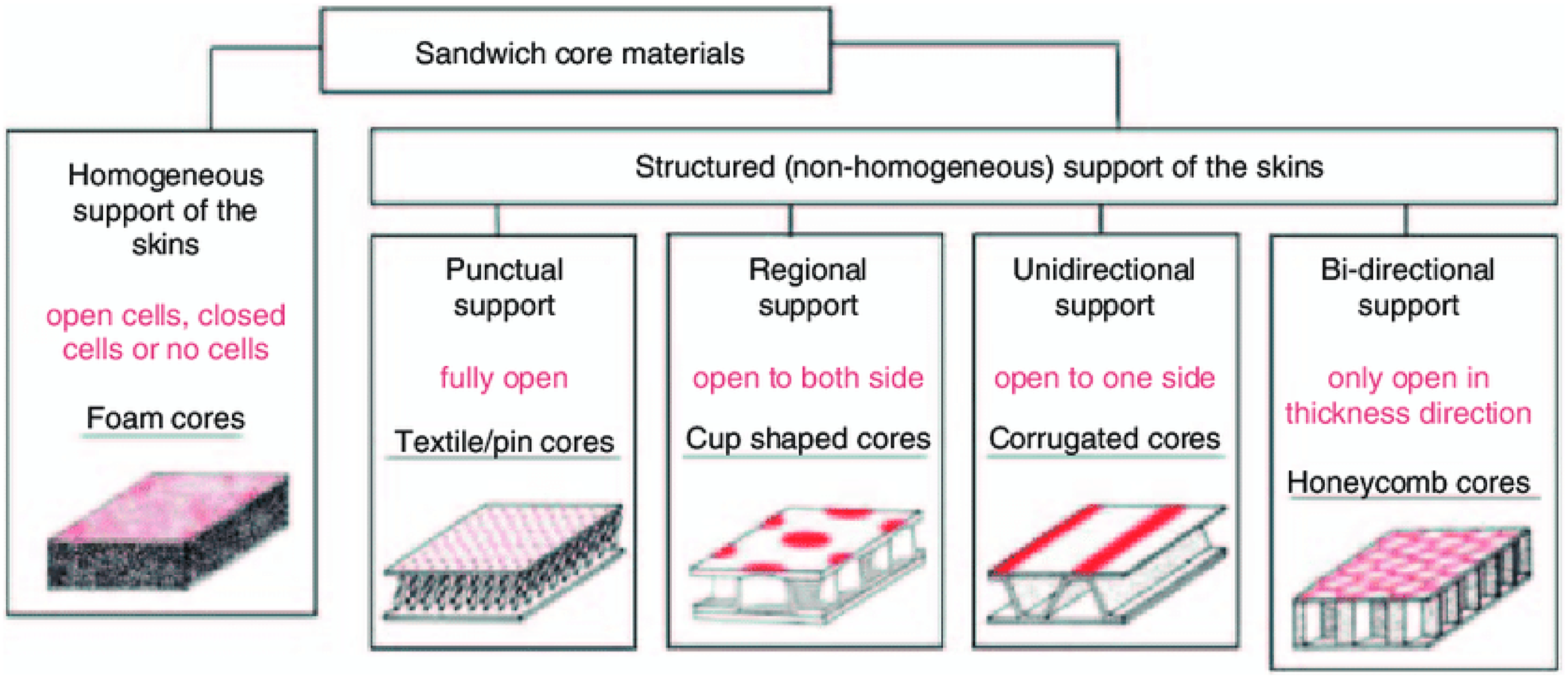
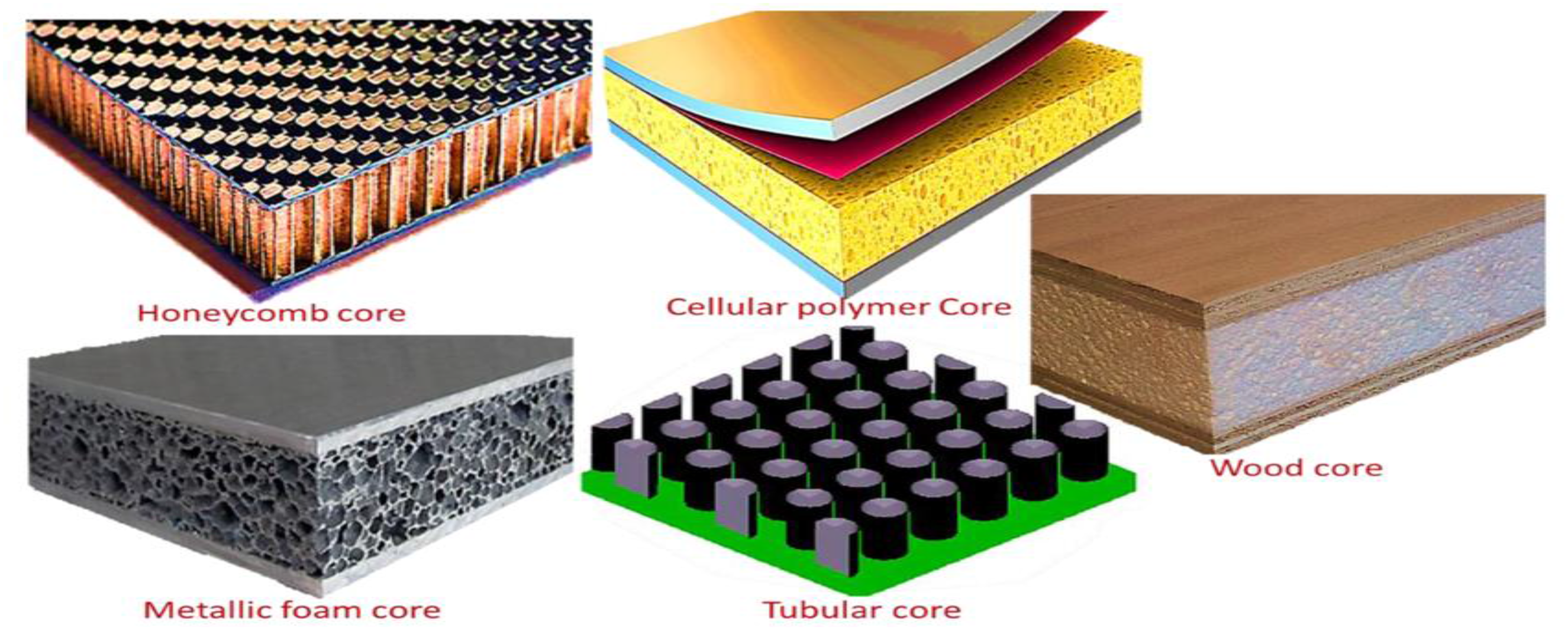
reported the principle behind the formation of SWC’s is separation of inflexible facesheets top and bottom with a low-weight flexible core to improve bending stiffness and moment of inertia without proportional increase in the weight of member. The latest research reviews have setup the development of core structures as shown in Figures 2 and 3 and their affinity towards energy absorption behavior of SWC’s.The survey of recent trends laid the pathway for evolution of different SWC’s configurations over laminate composites. The researchers mainly emphasized on experimental, numerical and theoretical analysis exploring different core configurations such as truss cores, metal and polymer foams, uniform and graded honey combs, corrugated cores and auxetic honeycombs with different shapes such as square, rectangular, circular, trapezoidal and triangular. Double Core Architecture Concept is the modification of traditional sandwich structure by inserting an intermediate face sheet which generates a nested sandwich structure. Different types of core materials.
52
Different types of core structures.
92
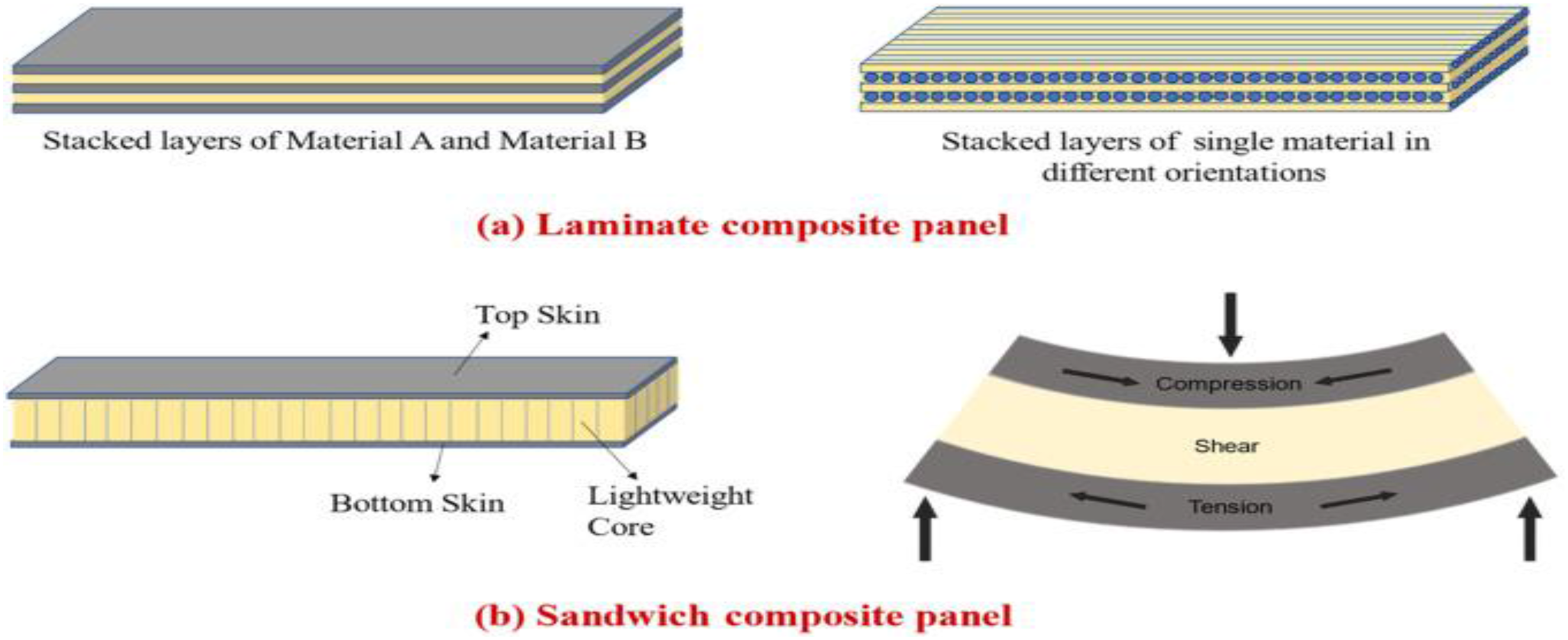
Without addition of weight, the principle of separation of facesheets by light weight core enhances the moment of inertia of sandwich panels (SWP’s) which is advantageous over laminated composites as shown in Figures 4 and 5. Following are the advantages of SWP’s over laminated composites. • Improved moment of inertia without weight addition. • Highly durable under bending and buckling loads. • High energy absorption at minimum deflection. • Better flexural rigidity at minimum weight. (a) Distinct sandwich composite laminates (b) Mechanism of loading in SWC’s.
52
Sectional view of Sandwich composites.
52
Even though the SWP’s exhibit advantages over laminated composites, the constituent components and process of manufacturing greatly affect their mechanical performance.
The intermediate face sheet provides additional load bearing capacity and behaves as barrier of damage propagation that enables multi-phase energy absorption (EA). Double core-SWC’s offers superior tailorability, energy absorption (EA) and damage tolerance when compared with Single Core-SWC’s. As the stiffness properties distribute appropriately due to the double core architecture, optimal energy absorption (EA) will take place. Different core topologies were investigated by researchers to fine tune the properties of SWC’s under both quasi-static and dynamic loading conditions. Different configurations Xiong et al. 3 can be achieved by optimal design of topology parameters like material, thickness, density, structure of core and core configurations.
Hwalah et al., 4 Bozkurt et al. 5 investigated the significant effect of core geometry on impact strength and damage mechanisms of SWC’s with egg box, lattice and square plate geometries experimentally and numerically. Results revealed rebouncing of impactor from square plate core; perforation of egg box core and complete damage of lattice core. From the comparative analysis egg box structure sustained maximum contact force when compared with other two geometries. Charkaoui A et al. 6 achieved optimal core design by variation in core shape, density, number of layers and thickness. After 160 simulations, and experimental validation the interaction among the design variables were verified using regression models. The results showed that the X-frame core shaped structure had excellent energy absorption when compared with other structures. J Mirzaei et al. 7 experimentally investigated the effect of core geometry on energy absorption (EA) behaviour of fused deposition modeling (FDM) manufactured polylactic acid (PLA) honeycomb cores under quasi-static loading. Comparative analysis exhibited excellent specific energy absorption (SEA) and energy absorption (EA) behaviour for vertical cores incorporated with carbon fiber reinforced polymer (CFRP) face sheets. On the other hand the horizontal core geometry provided stable crushing behaviour.
Identified research gaps motivated towards the energy absorption (EA) behaviour, damage modes and tolerances with an emphasis on core geometry optimization to enhance industrial applications. Florence et al. 8 reported that metals, polymers and smart materials break through gained significance among the scholar group towards architectured material applications Komorek et al. 9 reported that polymers such as thermoplastic polyurethane (TPU), poly vinyl chloride (PVC), poly urethane (PU), polystyrene (PS), poly ethylene (PE) have been used as foam core and elastomers like Acrylonitrile Butadiene Styrene (ABS), silicone and natural rubber.
Present work encompasses the outreach of SWC’s for better performance in terms of EA behaviour, failure mechanisms with different core topologies. The effects of core layer thickness, height, structures, density and topology are discussed. Emphasis starts by examining various single core structures (cellular, honey comb, foam core, corrugated core, auxetic/re-entrant core, hybrid cores and triply pyramidal minimal surface (TPMS) core structures) with further discussion on Double core sandwich composite structures (DC-SWC’s), Impact testing methodologies, key findings on EA and impact strength, comparative analysis of single core and double core SWC’s and specific driven applications. The review concludes with future scope and recommendations of SWC’s.
Single core configurations
Cellular metals with stochastic and periodic microstructures are suitable for sandwich structures due to their energy absorption (EA) capabilities. Over the last two decades noteworthy research efforts have guided towards development of low weight SWC’s that provides improved stiffness, mechanical performance and specific energy absorption (SEA). Primary focus was on the optimal design of core. Many researchers rigorously worked into a wide spread of cellular core geometries, to attain optimal weight configurations. There are multiple interacting factors that govern the mechanical characterization of SWC’s such as constituent material intrinsic properties, core geometry and relative density of core. In view of this complexity different cellular core configurations are presented mainly falling into two categories. Firstly, the stochastic structures such as metal and polymer foams (open cell/closed cell). These structures have lack of repeating or regular arrangement. Secondly the periodic structures which have a systematic and repeating cell in an array giving birth to both two dimensional and three dimensional core structures. In recent years much focus is carried on hierarchical cellular structures which are offering superior structural integrity. Different types of cellular cores used in SWC’s are as shown in Figure 6.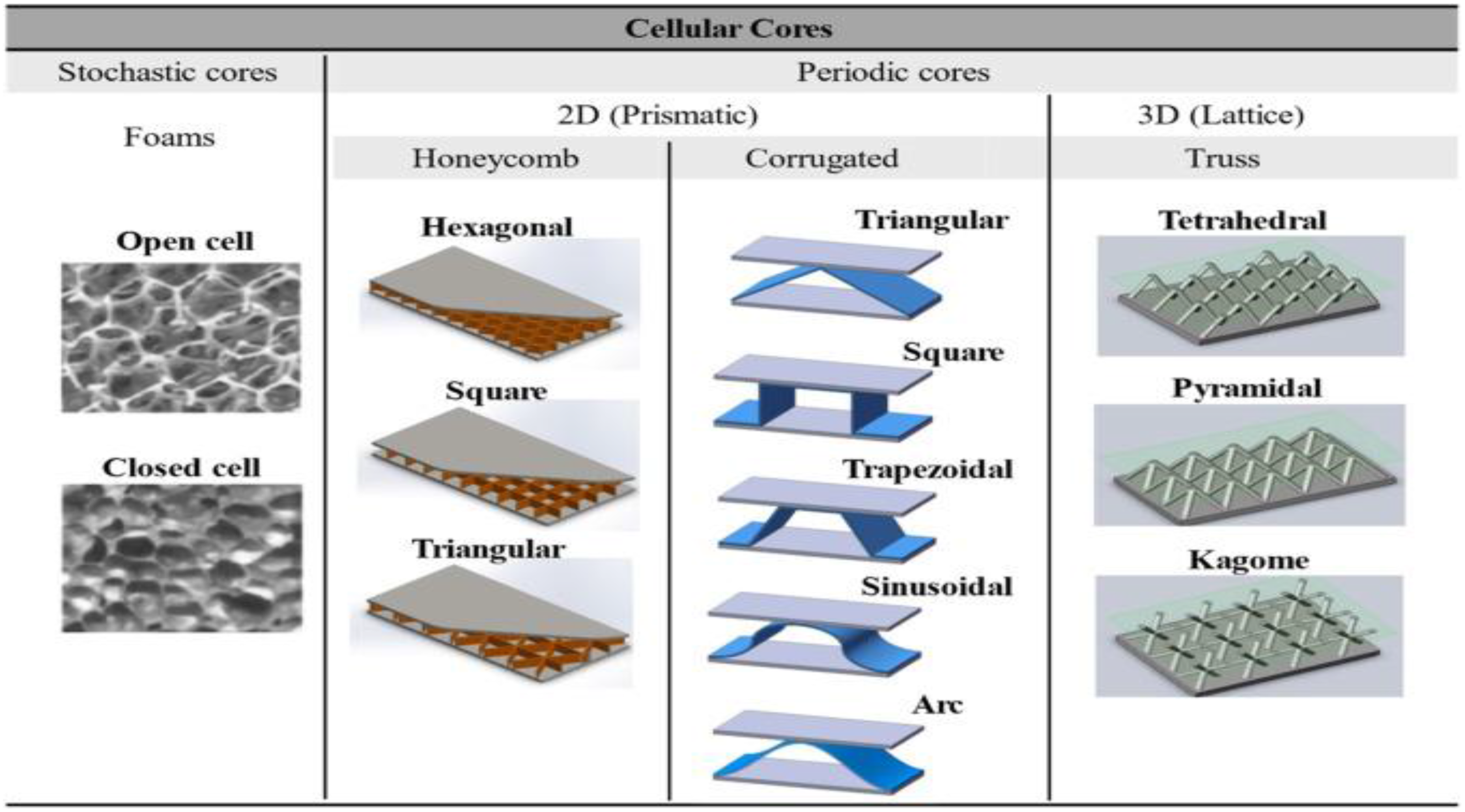
Honeycomb core systems
B Hichem et al.
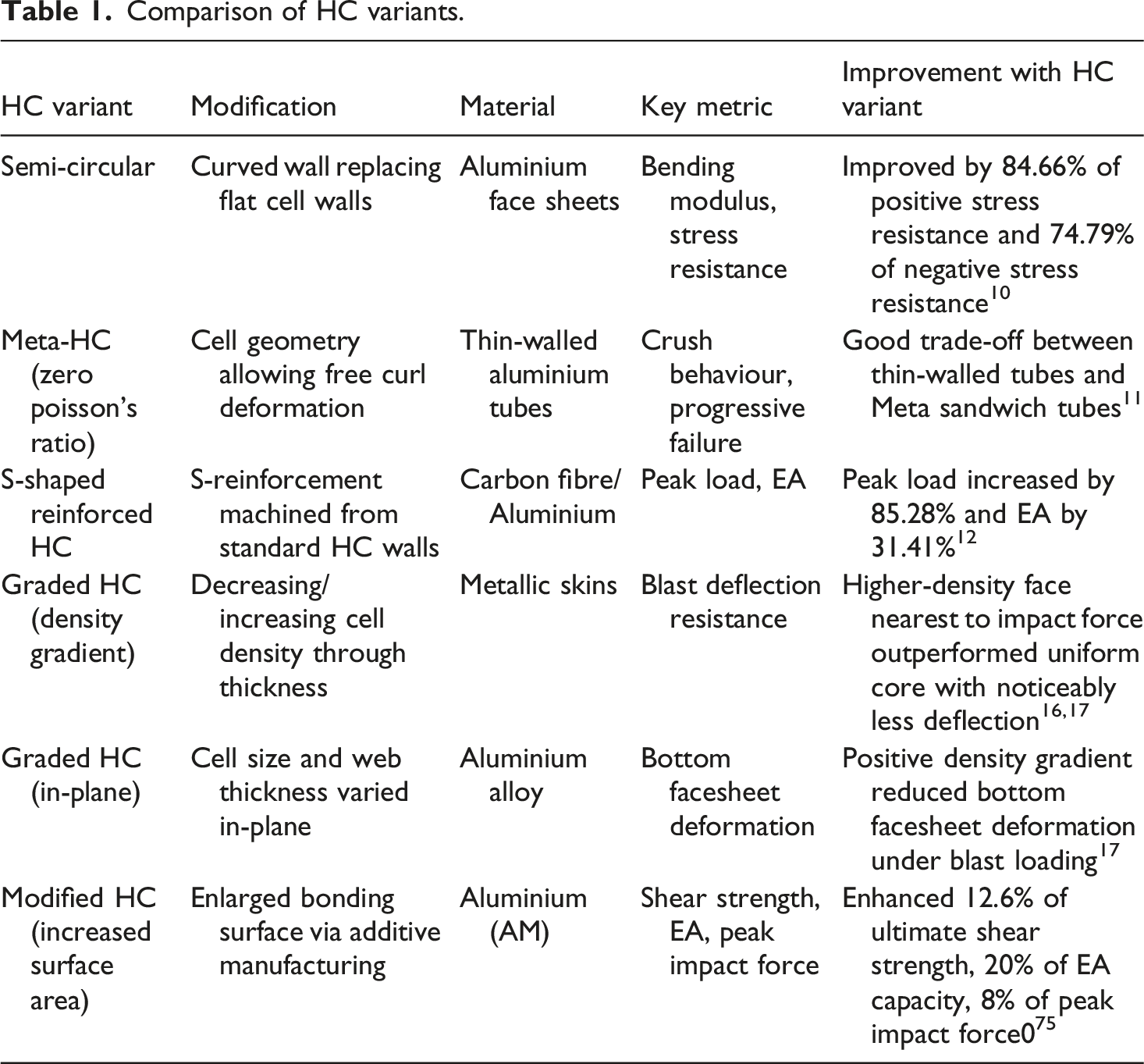
10
revealed that semi-circular core geometry showed higher mechanical performances of 84.66% and 74.79% in terms of positive and negative stress resistance respectively in comparison with traditional honeycomb (HC) core. Aluminium face sheets also affected the mechanical performance in term of bending modulus. Optimal stress distribution patterns enhanced the load bearing capacity of semi-circular core sandwich composites. Wu et al.
11
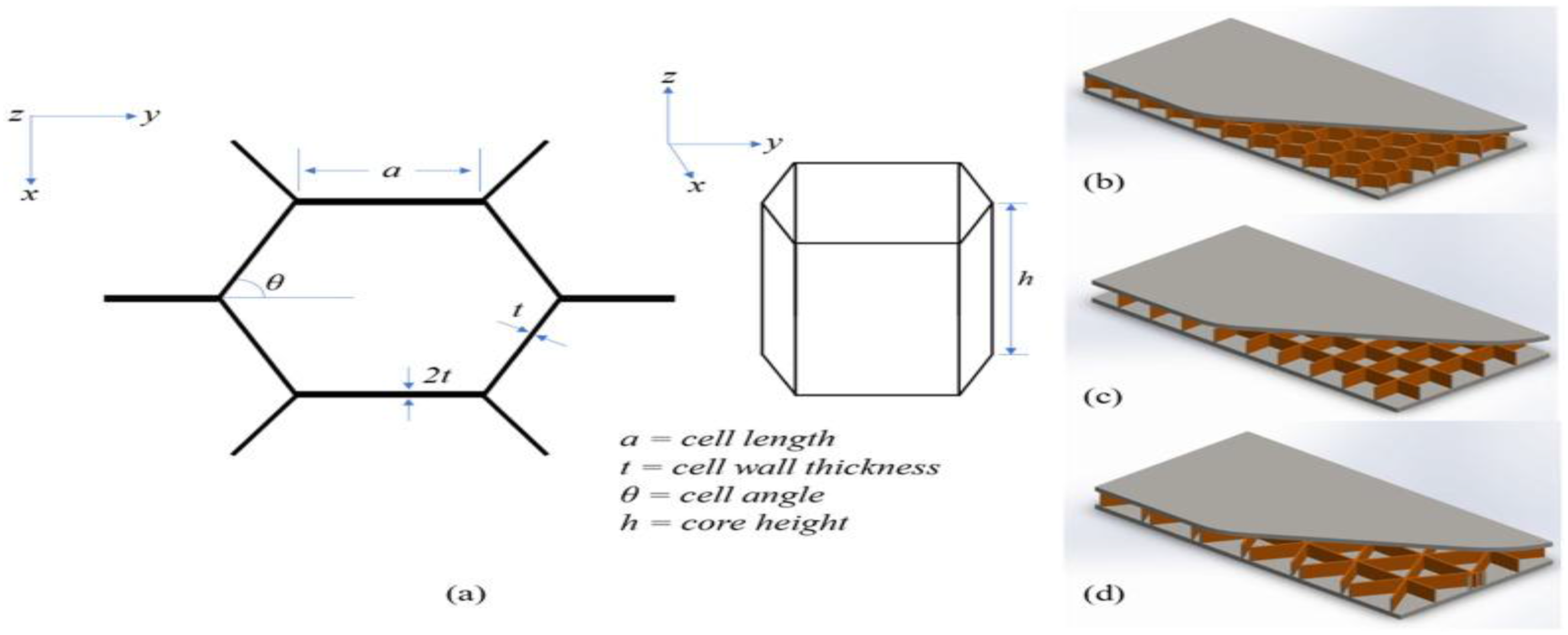
utilized a meta honey comb core (zero poisons ratio) which allows for free curl deformation. Due to its core geometry the mechanical properties were benefited as represented in Figure 7. Compression tests were performed axially, transversely and investigated the crush behaviour of SWC’s.The outcomes indicated a good trade-off between thin walled aluminium tubes and meta sandwich honeycomb tubes. Regular honeycomb cores, geometry and configurations.
52
Shi et al.
12
examined the influence of S-shaped reinforced cores obtained by machining traditional HC core on the mechanical performance of SWC’s as depicted in Figure 8. The geometric parameters (wall thickness, number of S-shaped reinforcements, and rotation direction effected the mechanical performance. Peak load and EA enhanced by 85.28% and 31.41% respectively. It revealed that the S-shaped reinforced cores exhibited better mechanical performance when compared to traditional (carbon fiber/Al – Honeycomb) SWC’s. Reyes et al.
13
evaluated the effect of core geometry on energy absorption (EA) and mechanical behaviour of aluminium foam core SWC’s with hexagonal cell configuration by varying core thickness (5, 10, 20, and 40) mm respectively. The low velocity impact (LVI) experiments revealed an increase in compressive strength, decrease in core shear and face sheet bending with increasing core thickness, the tensile modulus-14.5 GPa; tensile strength- 270 MPa; flexural strength- 490 MPa; flexural modulus- 14 GPa; ILSS - 29 MPa. Two dimensional blueprint of triangular core sandwich panels.
100
Arun kumar et al.
14
Discussed the core geometry effect on acoustic characteristics of SWC’s in air crafts by varying the core densities, core height, cell size between two core geometries (HC, triangular) which were produced by slotting technique as shown in Figure 9. Tests exhibited the impact of core thickness, height and density on acoustic properties. The panels with lower core height displayed improved sound transmission; hence suggested to use HC for high frequency and triangular core for low frequency applications. Griskevicius et al.
15
experimentally and numerically conducted studies on PP hexagonal HC core SWC’s for energy absorption (EA) behaviour under quasi static and dynamic loadings.
In order to protect the structures from blast loadings mere focusing on regular HC structures do not survive the purpose. In this regard a shift was made into the design of graded HC structures with metallic skins with promising computational and experimental results. An illustrative graded HC core structure is presented in Figure 10(a). Sharma et al.
16
performed blast loading on Tri-layered HC core SWC’s. Findings revealed that SWC’s with higher density closest to the impact face outperformed equivalent uniform cores with noticeable lesser deflection under same loading conditions. Similarly, Yu et al.
17
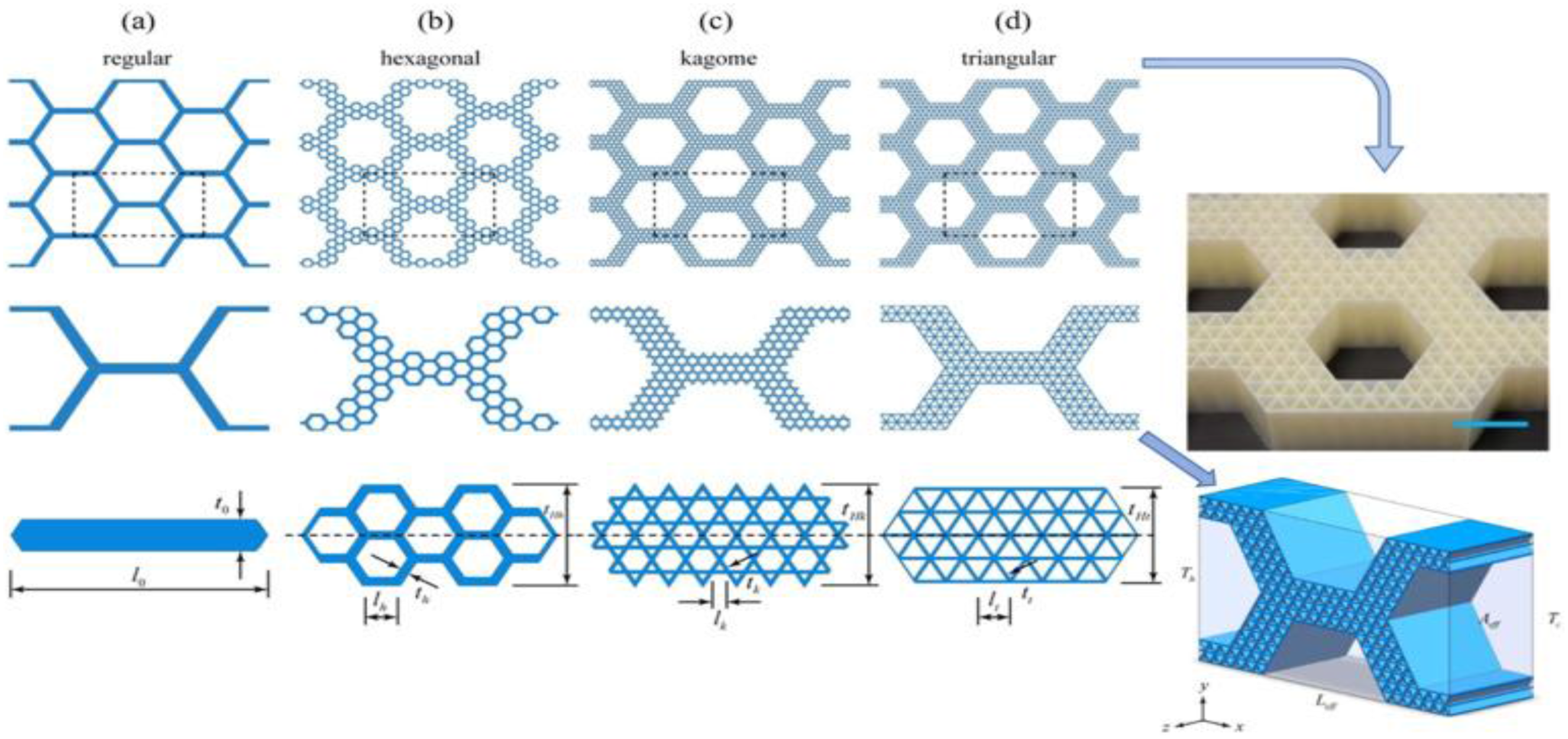
investigated with a different insight by grading square HC core in plane, instead of grading through thickness. Mass got redistributed without changing the total weight of the panel, by strategically changing the cell size and core web thickness as shown in Figure 10(b) and (c) deformation was reduced in the bottom facesheet with a positive gradient into the core under blast loading conditions. These studies imparted the essence of grading HC cores for improved resistance in blast loading conditions. Further the studies were carried out on different honeycomb architecture and hierarchical structures for better energy absorption (EA) and mechanical performance as shown in Figure 11. A focused comparison of (HC) variants with traditional (HC) is provided in Table 1. (a) Distinct cell sizes and graded HC core, (b) Variation of core web thickness (c) Variation of cell size
17
. Comparison of HC variants.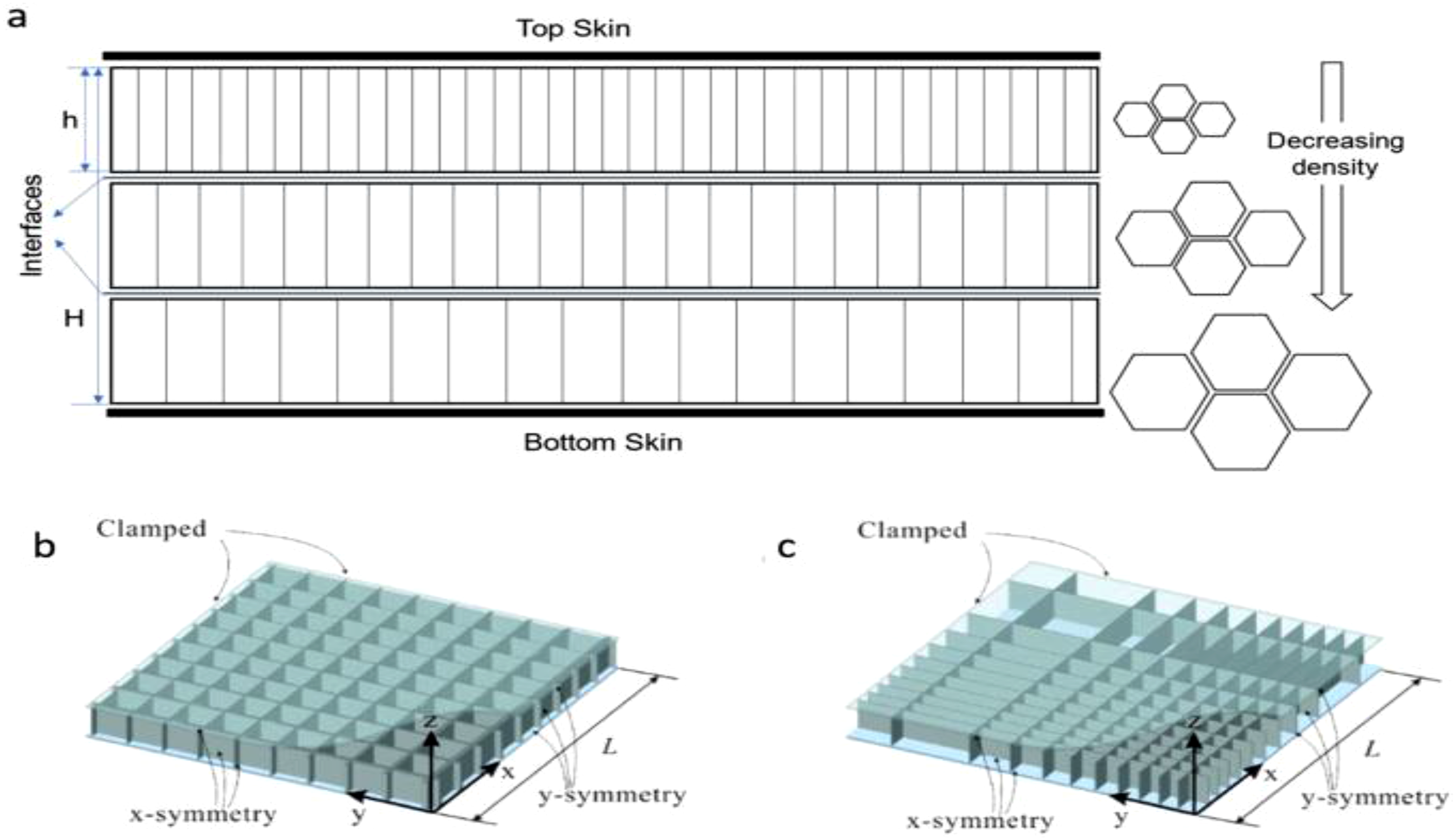
Foam core systems
Abdali et al. 18 determined the effect of recycled polyethylene terephthalate (R-PET) foam insertion into PLA corrugated SWC’s of rectangular, circular, trapezoidal and triangular sections on compression and bending performances using experimental and numerical methods. The results revealed a 270% increase in compression strength for rectangular cores, 220% increase in bending strength for triangular cores with an increase in weight by 30% in comparison with non-inserted (R-PET foam) SWC’s. Al-Shamary et al. 19 worked on polyvinyl chloride (PVC) foam with two internal face sheets that exhibited higher EA capability than traditional configurations. From the low velocity impact tests (CEAST 9350) it was found that the maximum contact force decreased due to an increase in the number of core layers/materials; observed indentation failure, fibre fractures, core fractures and delamination due to impact loads.
Loganathan et al. 20 used three different densities of poly urethane (PU) foam (70, 100, 200) Kg/m3 with dissimilar thickness and analysed the effect of low velocity impact (LVI) load on PU foam core SWC’s and attained the optimal core geometry under impact load conditions. Mozafari et al. 21 tested aluminium HC core with poly urethane foam of densities (65, 90,145) Kg/m3 for in plane compressive response and EA capability. The outcomes showed 208 times, 20 times increase of in plane crushing strength and EA of low density foams (45, 90) Kg/m3; 36 times, 6 times increase of in plane crushing strength and EA of higher density foams 145 Kg/m3. Rostamiyan et al. 22 experimented on common lattice core configuration with 2.8 mm thick unidirectional laminate sheets (CFRP) by using laser cutting and snap fitting techniques. With varying relative densities of core (4.43%, 5.1%, 5.7%) the effects on EA capability and compression strength of the SWC’s were analysed. Test results exhibited greater load bearing capacity for foam filled SWC’s; low efficiencies at small compressive strains for higher relative densities (5.1% and 5.7%). Foam filled SWC’s exhibited greater peak loads utmost 20% greater than unfilled SWC’s.
Kumar and Sabeel Ahmed 23 discussed the effect of stiffening the syntactic foam core with resin impregnated HC (RIPH) that modifies the core geometry on compression behaviour and EA capability of SWC’s. RIPH incorporated syntactic foam cores exhibited superior EA and compression strength when compared to only syntactic foam cores. Failure modes were investigated by flat wise compression. Peysayyar et al. 24 studied the influence of increase in number of layers, foam core thickness and core density on energy absorption (EA) of PU foam core SWC’s under low velocity impact (LVI). The energy absorption (EA) was greatly affected by the increase in number of layers on the back face sheet rather than increasing the foam core thickness. The sandwich panels with core density 75 Kg/m3 exhibited maximum energy absorption of 11.7868 J. Increase in number of layers in the rare face sheet increased EA by 6.96%.
Corrugated core systems
Bozkurt
25
used five core geometries (Trapezoidal with axial corrugated core, circular and axial cores with arc shaped, circular, sinusoidal corrugated core) which were analyzed experimentally and numerically as shown in Figure 12. The investigations revealed the effect of core geometry on flexural strength and energy absorption (EA) of SWC’s manufactured by fused deposition modeling (FDM) technique with CFRP as face sheets. The test results showed the highest peak crushing force for trapezoidal axial corrugated cores and highest SEA for axial arc shaped cores and lowest for circular sinusoidal corrugated core with maximum crushing force efficiency. Vahidimanesh et al.
26
performed compression analysis by using Livermore software Technology-dynamic (LS DYNA) by mingling cohesive zone model (CZM), Bi linear traction-separation law and Hash-in failure criterion, with MAT-54 material model under progressive failure analysis. Vacuum assisted resin infusion (VARI) fabricated SWC’s with corrugated square and butterfly geometries with and without foam were tested under quasi-static loading. The results showed a better performance of butterfly core in terms of structural integrity and energy absorption (EA) in comparison with square core SWC’s. Delamination and indentation of skin was identified in butterfly core and rib fracture failure mode was seen in square core but the rib fracture was prevented by insertion of foam.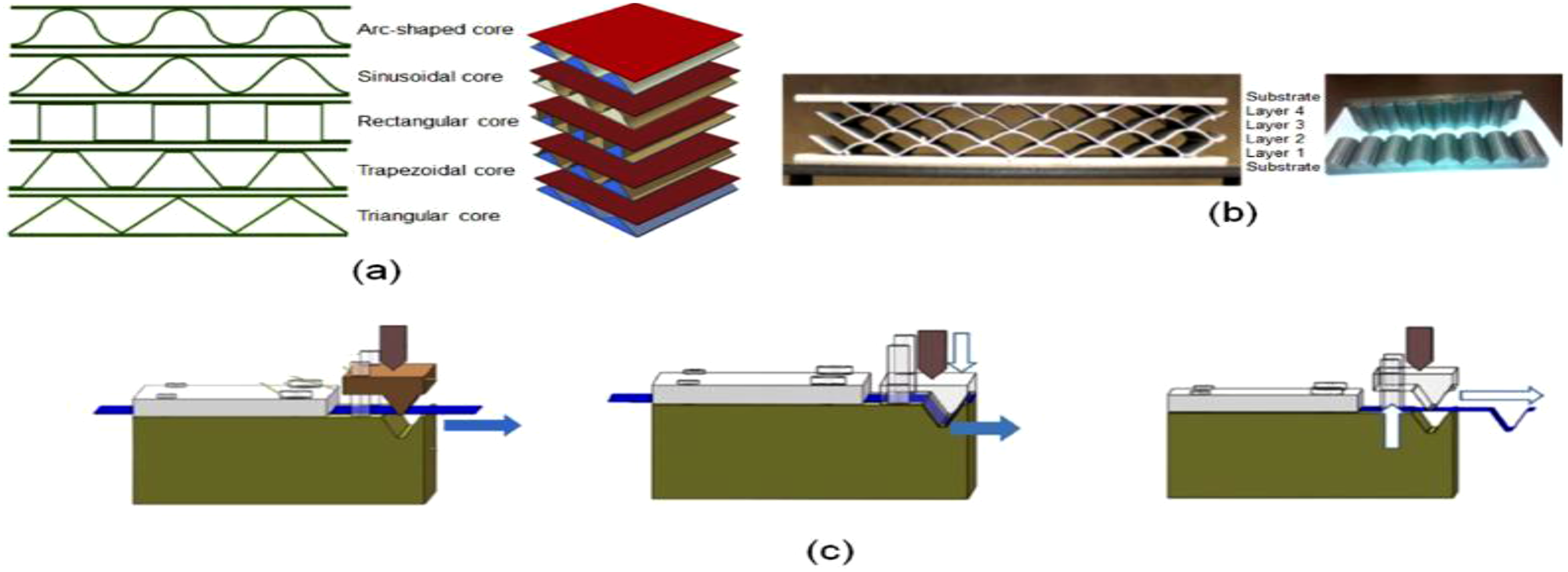
Bozkurt 27 investigated triangular, trapezoidal configurations of SWC’s for impact behaviour analysis. Investigations showed a maximum peak load of 1.88 kN for trapezoidal structure and lowest of 0.62 kN for triangular section. The maximum (78%) and minimum (38%) energy absorption efficiencies were exhibited by triangular section.
Xiang et al. 28 examined the effect of tapered tubes as cores with and without corrugations under quasi-static loading of SWC’s. The tapered tubes were manufactured by FDM with variations in wall thickness and number of corrugations. Single corrugated tapered tube outperformed conical tube in terms of EA and SEA with an increase of 51.6% and 19.8% respectively. The double tapered structure (DTS) with eight corrugations exhibited 17.4% and 29.6% greater EA and SEA when compared with 10 corrugated DTS respectively. However the peak crushing force (PCF) is greater for 10 corrugated DTS than eight corrugated DTS by 9.2%. Further the parametric study revealed that the performance of SWC’s was affected by the amplitude, number of corrugations and wall thickness. Taghipoor and Sefidi 29 examined the mechanical and EA performance of trapezoidal corrugated single, double core SWC’s with and without foam experimentally and numerically (ABAQUS) under quasi-static loading. From the test results the Bi-core SWC’s exhibited 70% specific energy absorption (SEA). The comparative analysis for mechanical behaviour and EA was superior for pure foam core structures, followed by single foam filled corrugated core and bi-core corrugated structure.
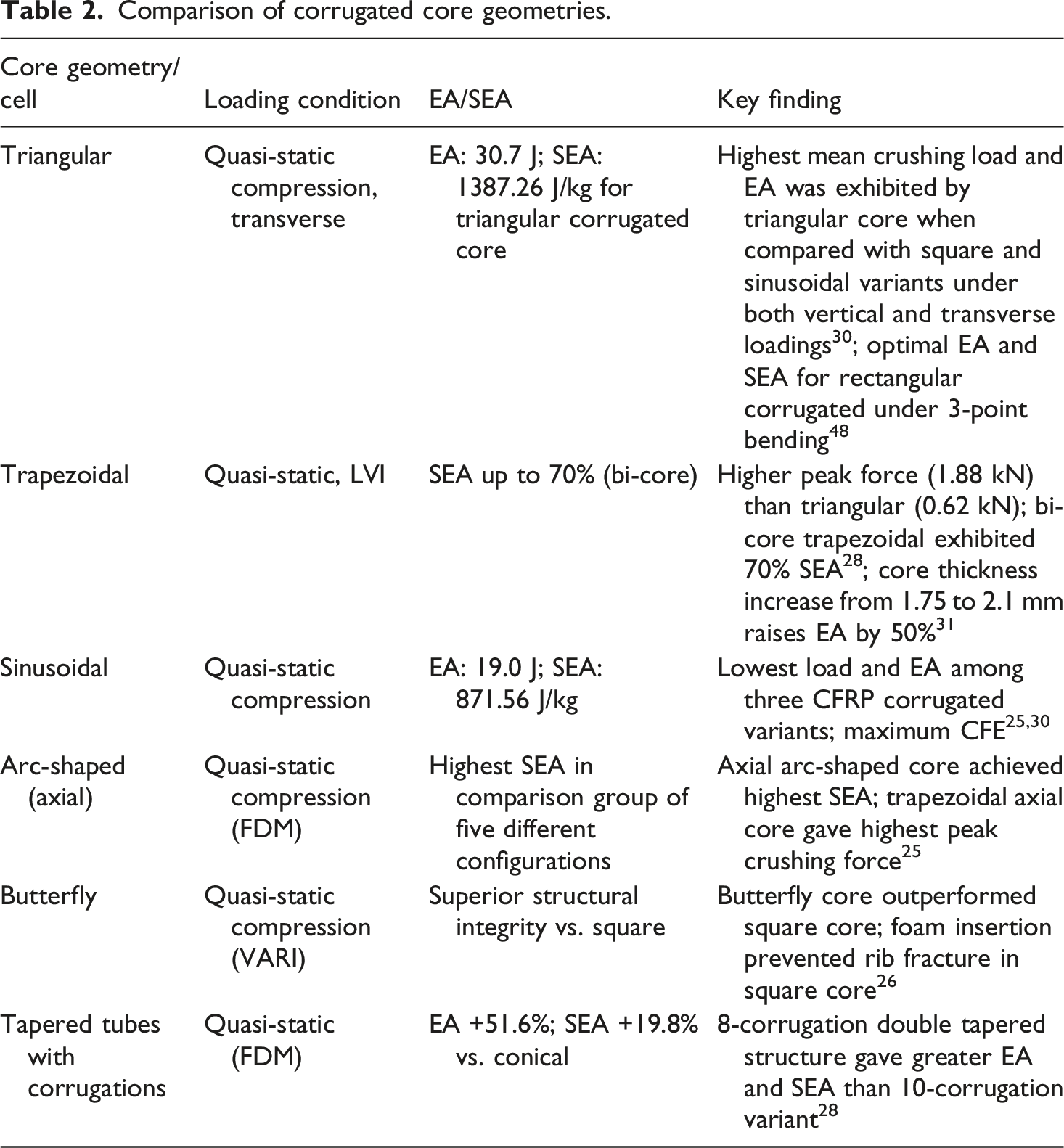
Comparison of corrugated core geometries.
Auxetic/Re-Entrant core configurations
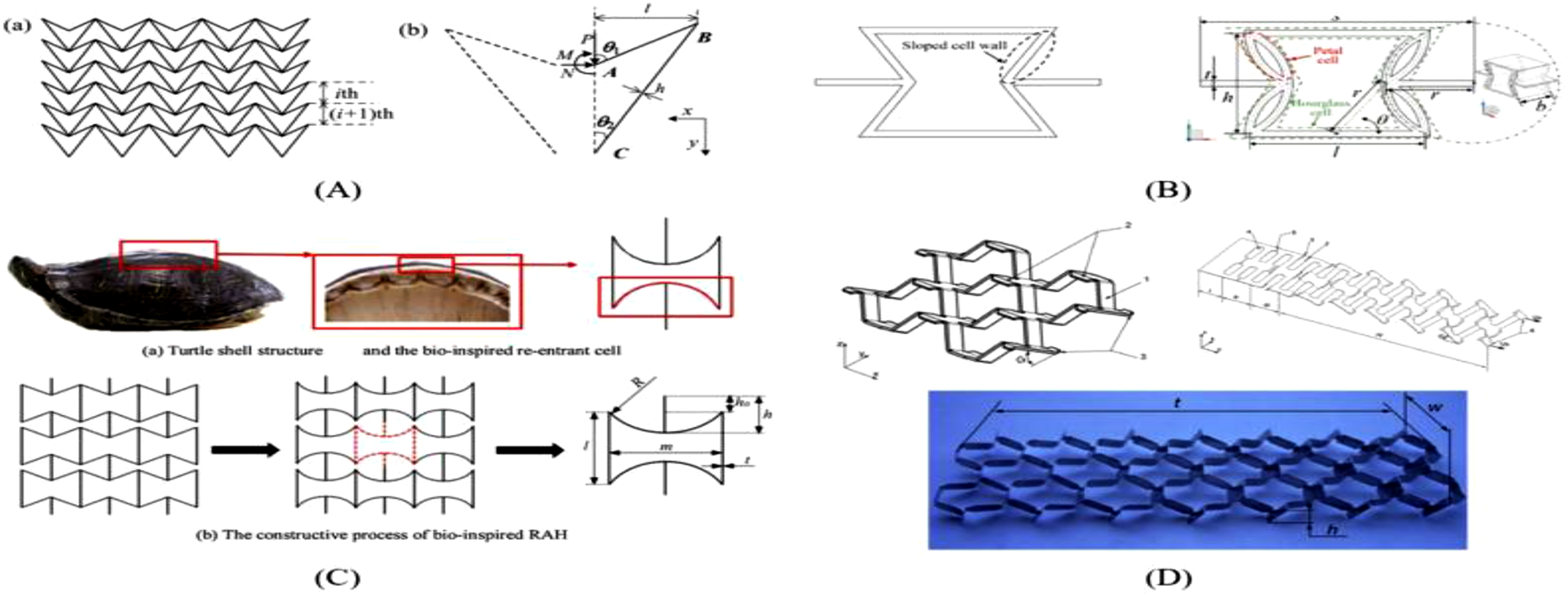
Sandwich composite structures having re-entrant cells exhibit auxetic nature, making them novel materials with wide applications in sports goods, automotive parts and aerospace assemblies. Having Negative Poisson's Ratio (NPR), when subjected to strain uni directionally they thicken in opposite direction. However majority of material structures remain thin when strained in one direction. Generally the core is made auxetic with re-entrant cells and facesheets being traditional materials. By comparing auxetic HC structures with traditional HC structures, auxetic HC structures showed distinct mechanical properties like enhanced energy absorption (EA) and stability of structure. The geometry of a typical re-entrant auxetic HC core sandwich structure is represented in Figure 13. Re-entrant HC structures.
52
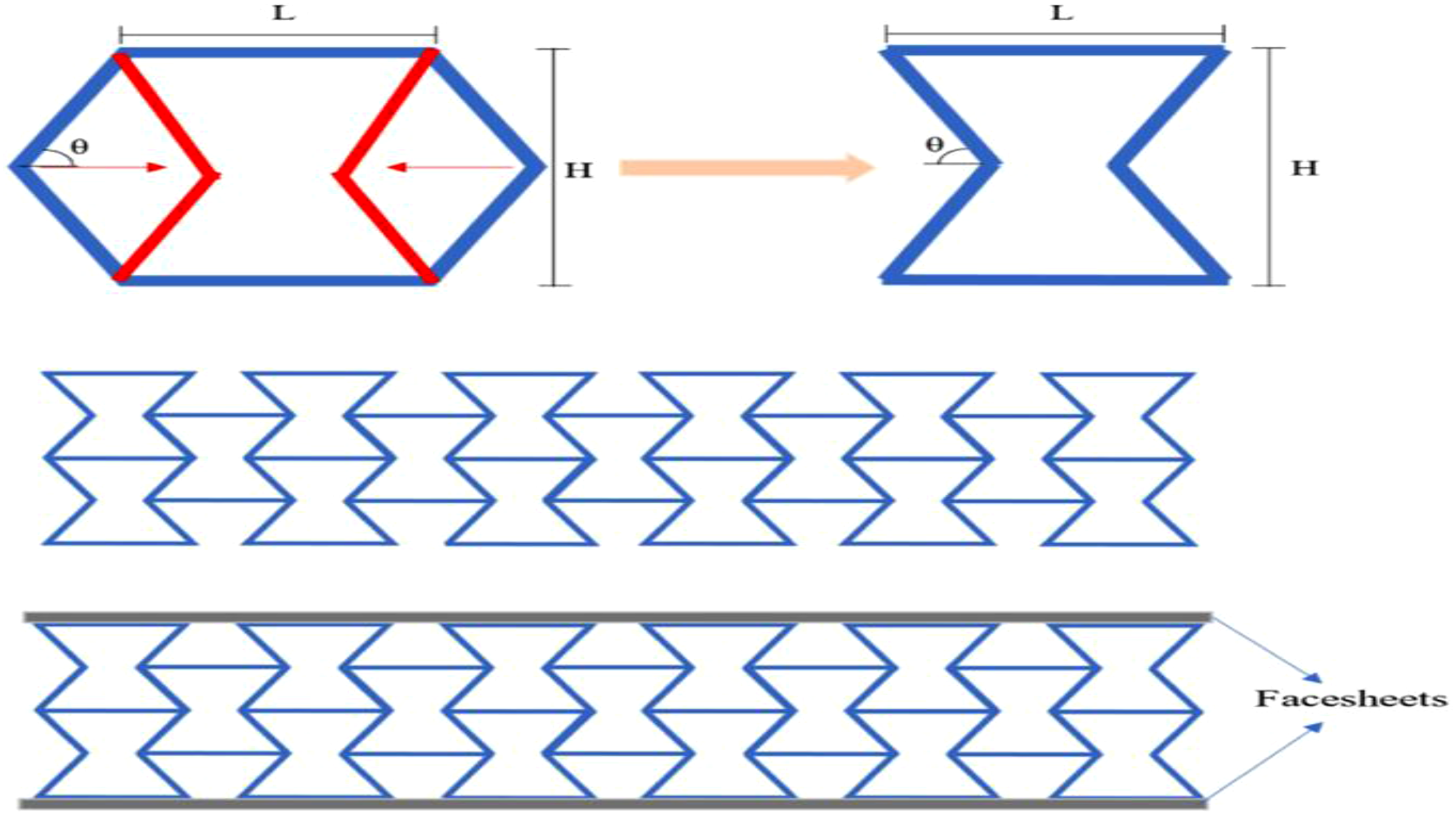
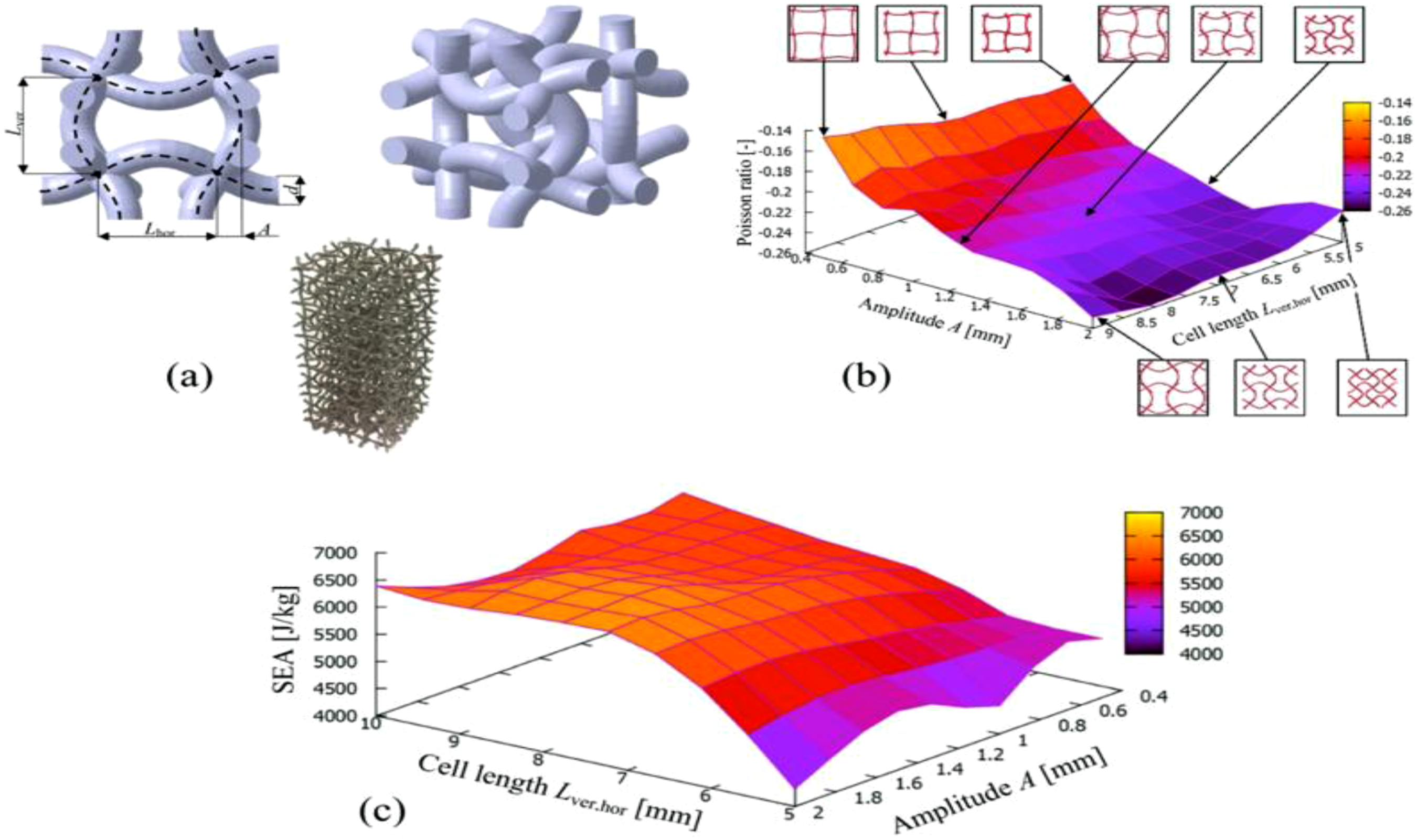
The significant effects of core geometry were experimentally identified regarding the crash worthiness of FDM printed cellular SWC’s. Four distinct core geometries (honeycomb, auxetic, double arrow head and missing rib cut) with PLA and ABS materials were tested under quasi-static axial compression loads. PLA with missed rib cut geometry showed a maximum of 82.85 J of energy absorption and 1.74 J/gm of specific energy absorption and lowest in ABS auxetic core of 0.51 J/gm as shown in Figure 14. Tunay et al.
32
Identified the peak crush force patterns were consistent in honeycomb and double arrow head cores; constant for auxetic cores; irregular for missing rib cut core. However the CFE was maximum for ABS HC core with 67%. The PLA missing rib cut core exhibited higher EA and SEA when compared to ABS across all geometries. The core geometry (traditional hexagonal, auxetic) effect on compression strength and energy absorption (EA) were studied experimentally and numerically with FDM fabricated Nylon12 material by Alomarah et al.
33
The auxetic cores outperformed the traditional hexagonal core in terms of out of plane energy absorption (EA) and compression strength (auxetic = 2 times of traditional hexagonal). (a) Chiral auxetic geometric structure, (b) Chiral auxetic structure with different Poisson’s ratio, (c) Amplitude, cell length upshot on SEA of chiral auxetic structures.
107
Novak et al. 34 optimized, core topologies of mufti-functional SWC’s (conventional HC, re-entrant and chiral) fabricated by 3D printing using ABS material. The test outcomes exhibited better mechanical attributes for conventional HC structures under bending loads. 20% higher RMS voltage for energy harvesting was demonstrated by re-entrant core structure. Under optimal resistance power output was maximum (approximately twice than the other two core structures) for re-entrant structure (24.4 μW) when compared to conventional HC (14.4 μW), chiral (12.0 μW), even the power under aerospace vibrations level was maximum for auxetic core structure (33.26 mW) which was 50% greater than non-auxetic core structures. Xia et al. 35 discussed the assessment and comparison of different core geometries (Honeycomb, triangular corrugated, auxetic, double sine corrugated and truss types) with Al5052 as core material. At same relative density the HC cores exhibited superior specific energy absorption (SEA) capability. Simultaneously better performances were observed both experimentally and numerically with an increase in relative density of the core. Tarlochan 2 highlighted the role of core structures, like foam and architectural core. The review revealed that HC geometry plays a vital role in the EA capability. The truss/lattice core with foam filling enhanced the EA properties. Core design represented a significant effect on EA and failure mechanism in auxetic core structures. Türkoğlu et al. 36 compared the influence of different core geometries (Sinusoidal core (SC), Honeycomb core (HC), Re-entrant core (RC), Double arrow head (DAH), Tetra chiral (TC)) manufactured by FDM. SWC’s under quasi static, dynamic compression and bending loads exhibited that the auxetic cores (DAH, TC) outperformed the conventional core structures (HC, SC) in terms of compression by 1.5 times and 1.86 times in load bearing capacity under three-point bending.
Triply periodic minimal surface (TPMS) cores
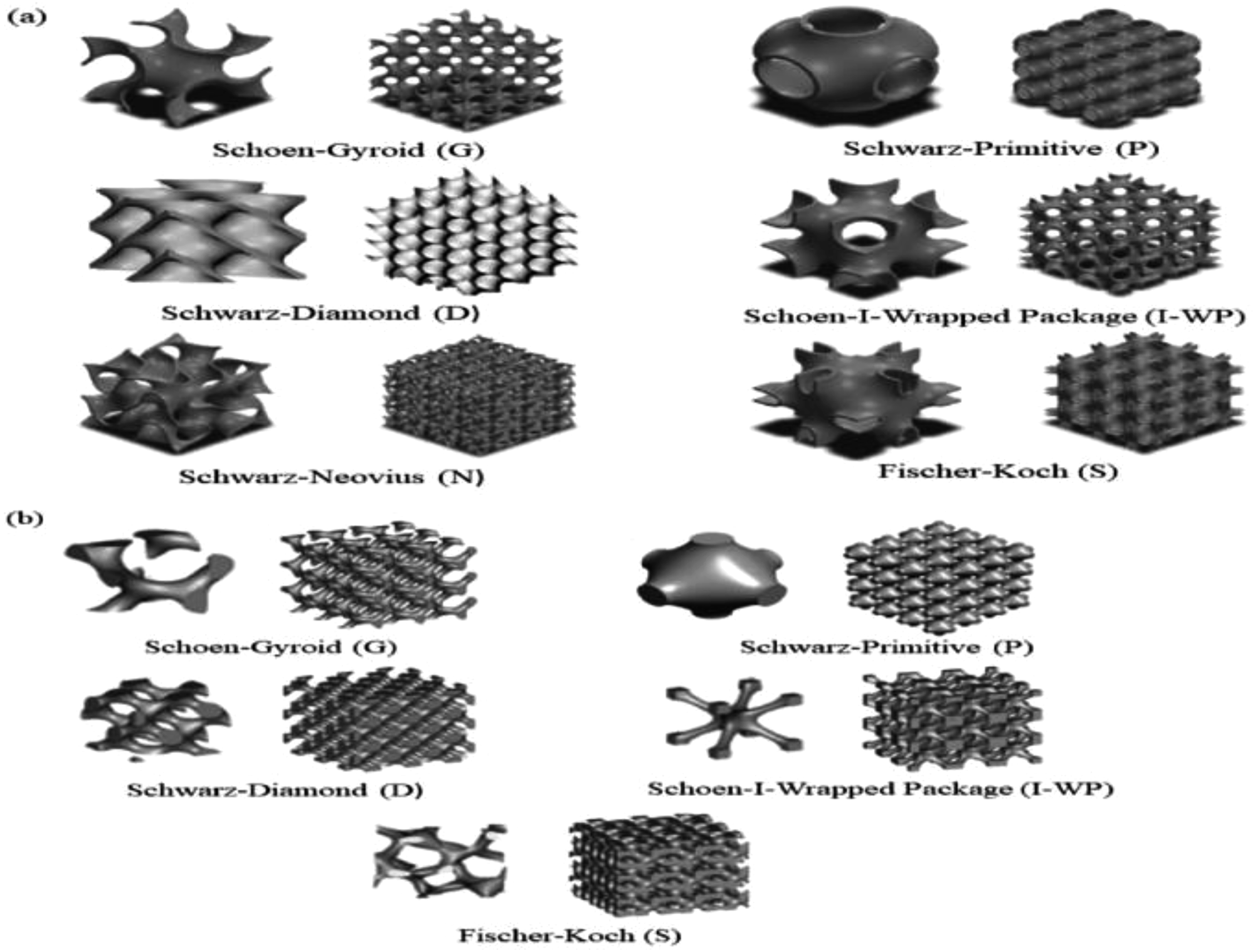
Triply Periodic Minimal Surfaces (TPMS) structures garnered significant scholarly interest within the realm of 3D lattice structures which confer distinctive mechanical performance due to their well-defined mathematical topology, commonly categorized as metamaterials. Drawing inspiration from naturally occurring minimal surfaces, such as soap films, TPMS surfaces were characterized by Sharma et al. 37 which have a zero mean curvature. Extensive evaluations of TPMS core topologies in sandwich panel configurations have been conducted by researchers J Feng et al., H. Nguyen-Xuan et al.,16,38 utilizing both analytical and numerical methodologies with several investigations employing additive manufacturing techniques for the fabrication of TPMS cores. A.M. Abou-Ali et al., O. Fashanu et al.39,40 further explored the core topologies of TPMS to enhance EA capability and damage resistance.
Nevertheless, a notable research lacuna exists regarding TPMS cores that incorporate metallic facesheets, as the majority of prevailing studies have predominantly concentrated on composite facesheets. Solid structures through TPMS transformation can be accomplished by two distinct methodologies: solidification of one of the volumes by demarcating minimal surface, called as solid network TPMS. Figure 15 illustrates the most prevalent unit cells associated with network-based and sheet-based TPMS structures along with uniform TPMS cores. T. Lan et al., O. Al-Ketan et al.41,42 investigated on graded TPMS structures for scalability of applications. (a) Various TPMS core sheet structures, (b) Based on network.
102
Vanvuong et al. 43 designed a TPMS low carbon cementitious composites by integrating bio-inspired topology with hybrid binder by using recycled PLA material. Fabricated cementitious mortar as skin and geopolymer mortar as core (HG) as well as geopolymer mortar as skin and cementitious mortar (GH) as core. Results demonstrated that HG configuration exhibited superior mechanical performance.
These graded lattice configurations impart modification of mechanical properties with variation in volume fraction and structural configuration. L Zhang et al. 44 revelaed that TPMS structures enhance functionalities in terms of energy absorption (EA) capacity heat transfer coefficient, load bearing capacity and specific strength.
Hybrid core configurations
Latest research findings coined hybrid core structures filled with sand, foam and liquid in hollow corrugated cores leaving aside single and multi-layered corrugated cores. Li et al.
45
discussed different modes and advancements in hybrid core structures possessing major application for sound absorption, simultaneous load carrying capacity, ballistic resistance and SEA as depicted in Figures 16 and 17.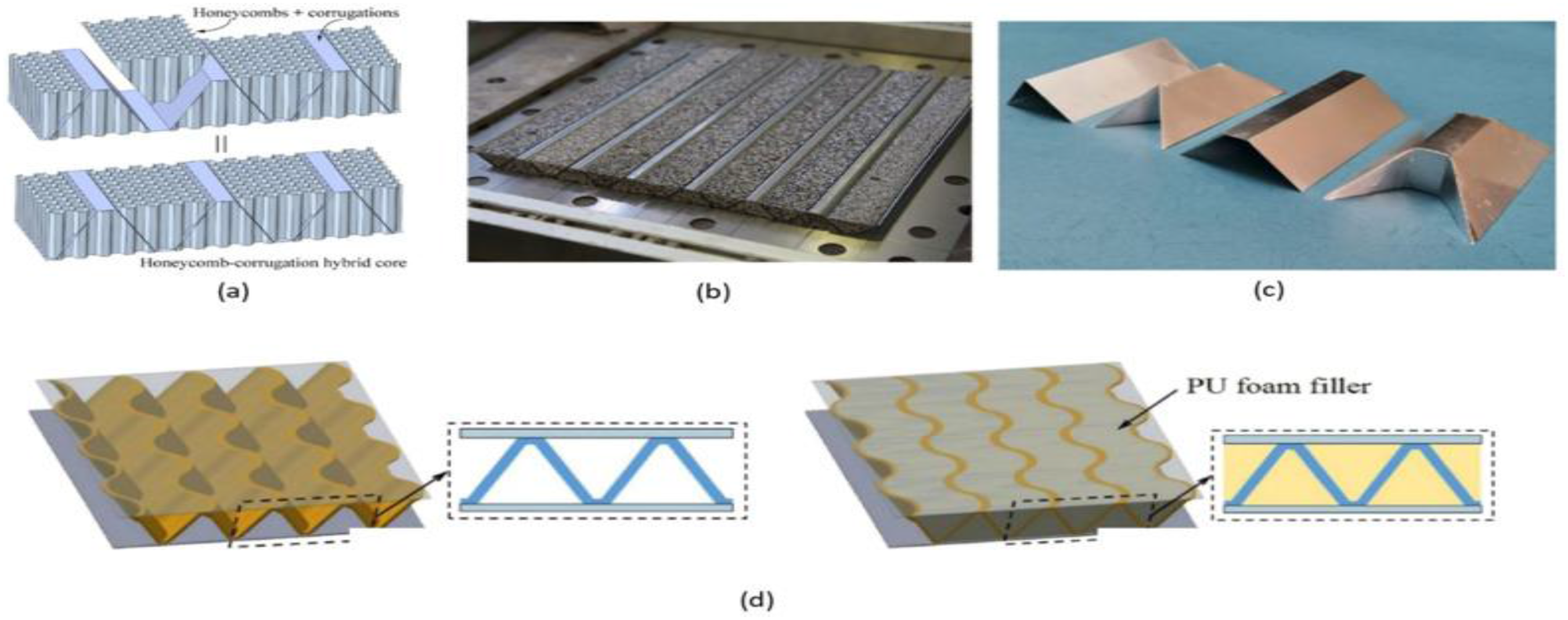
Lam et al. 46 evaluated the crushing response of tilted corrugated HC core (CTH) mimicking plant stem thin walled structure with variation in crushing speeds, slenderness ratio (3, 5 and 7) and angle of tubes varies from 500 to 550. From the results with increase in slenderness ratio from 3 to 5 and 5 to 7 the SEA reduced by 22% and 27% respectively. Compression strength, SEA increased by 23%, 13% with an increase in angle of the tube from 500 to 550 respectively. At lower relative densities, comparative analysis reported pyramidal thin wall tube cores performed better than traditional light weight sandwich panels.
Zhao et al. 47 examined the bending response and EA behavior of star triangular HC core (STH-C) and a sandwich beam (STH-SW) by changing the cell wall angle and thickness to length ratio of cell wall. From the obtained results STH-C exhibited local bending deformation; STH-SW exhibited shrinkage deformation along with tensile deformation of neighbouring cells. Multi-layered triangular corrugated sandwich beam exhibited 10.25% greater energy absorption (EA) capacity than STH-SW.
Farrokhabadi et al. 48 conducted analytical, computational analysis on multi-layer SWC’s by three point bend tests. The geometries were corrugated core (rectangle, triangle, trapezoidal) geometries subjected to three point bend test which revealed that rectangular section was the optimal geometry with superior EA and SEA. Taghizadeh et al. 49 investigated multi layered SWC’s under time invariant loading of different core geometries (corrugated cores with rectangle, triangle, trapezoidal) experimentally and numerically. It was found that the rectangular core geometry was optimal. Cracking of matrix, bending of cell wall, delamination, breakage of fiber, core crushing, debonding of core and facesheet and complete penetration were the reported failure mechanisms. Goh et al. 50 Tested and analysed three core geometries (hybrid honeycomb, corrugated triangle with horizontal beam, double ellipse) at quasi static loading. From the results the Bi-directional face sheet layup exhibited 37%, 66% increase in EA (4.2 J) when compared with 450 layup and quasi isotropic layup respectively. SEA of hybrid HC is 404 J/Kg i.e., 56% greater than corrugated triangle horizontal beam core, 20% greater than double ellipse core.
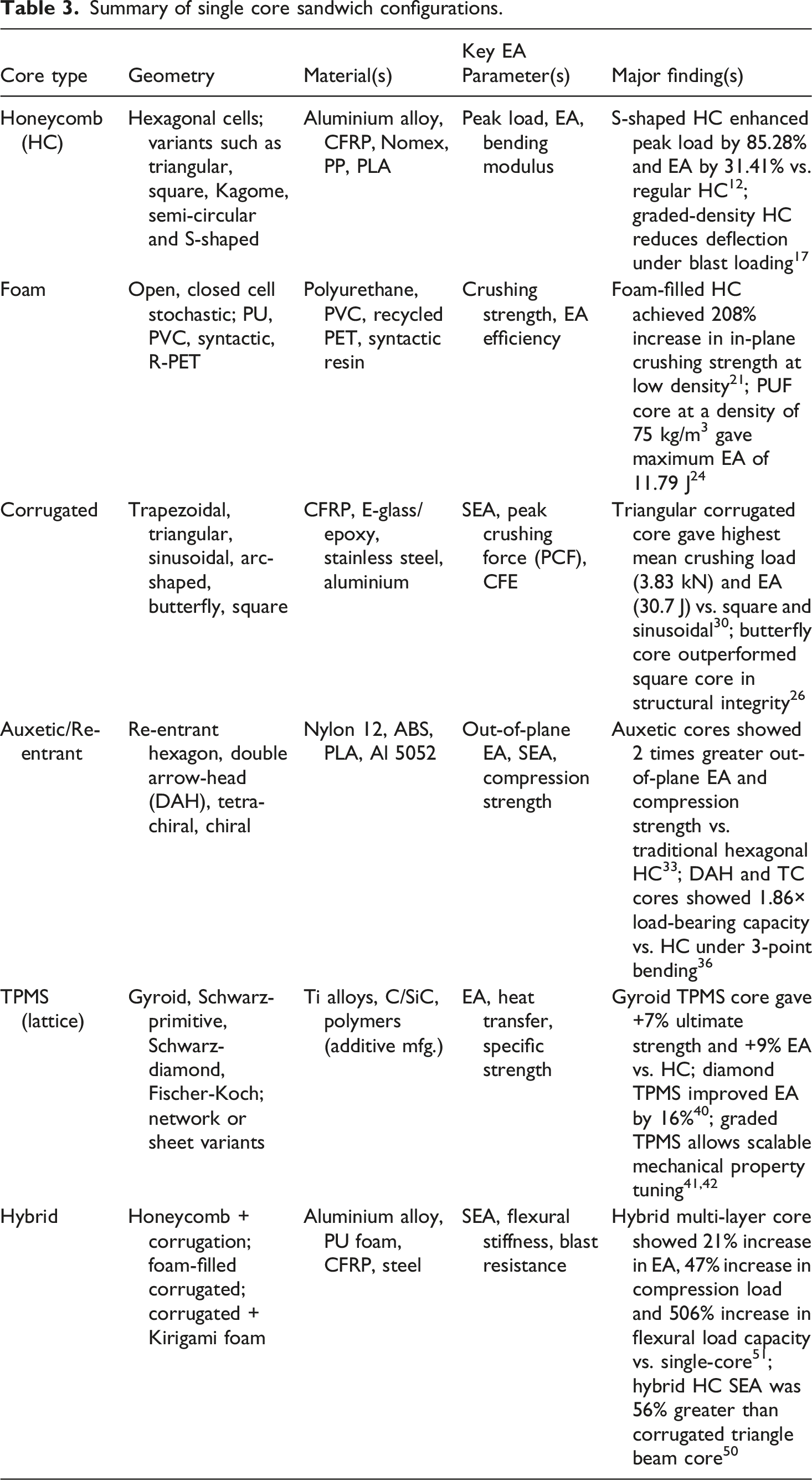
Summary of single core sandwich configurations.
Double core configurations
Bi et al. 54 proposed a dual-layer HC-SWC’s to boost impact strength. Conducted 44 groups of numerical simulations and investigated the paraphernalia of diameter of cell, thickness of wall and strength of material. The research demonstrated that the energy absorption (EA) capacity of SWC’s increased with reduction in cell diameter; increase in material strength and thickness of cell wall. HC cores represent one of the most widely studied core configurations in double-core sandwich structures due to their excellent strength-to-weight ratio and well-defined mechanical properties. Fan et al. 55 investigated tandem Nomex honeycomb SWC’s under LVI, examining three layered hybrid HC cores, three layered HC cores and single layered cores with polyurethane foam filling. The study utilized Al 5052-H34 aluminum face sheets with polyimide sheets as separators in multi-layer designs.
Corrugated cores provide directional stiffness and strength properties that can be tailored for specific loading conditions. Wang et al. 56 investigated uni and bi layered corrugated core SWC’s consisting of (CFRP) carbon fiber-reinforced polymer as face sheets and aluminum alloy as core. The study demonstrated that double-layer corrugated sandwich structures exhibit superior anti-collision performance compared to single-layer designs. Kılıçaslan et al. 57 investigated uni and bi layered aluminum corrugated core sandwiches under time invariant and dynamic loadings, examining zigzag trapezoidal corrugated configurations. The research showed that buckling stress of SWC’s increased when the rate increased from quasi-static to dynamic, attributed to micro-inertial effects.
Sefidi et al. 58 scrutinized the crashworthiness of single-core and two-core corrugated SWC’s with varying configurations, influenced by parameters like thickness, core angle, and foam filling. The results highlighted that two-core configurations exhibit superior performance in reducing initial peak crushing force during low-velocity loading compared to other structures. Foam cores offer advantages in terms of manufacturing simplicity, continuous support for face sheets, and isotropic mechanical properties. Li et al. 59 investigated Bi-core SWC’s using foam and HC cores with GFRP/epoxy composite face sheets under LVI along transverse direction. The study explored different core thickness ratios (10:10, 15:5, and 5:15 configurations) to optimize energy absorption (EA).
Pan et al. 60 conducted a numerical study on impact resistance of double-layer aluminum foam curved sandwich plates, comparing single and double-layer designs. The research demonstrated that double-layer curved sandwich plates exhibited better overall mechanical properties than single-layer plates of equal thickness. Al-Shamary et al. 19 investigated SWC’s with distinct core configurations, including a proposed novel foam core design with two internal face sheets using PVC foam as the core material and GFRP for face sheets. Zhang et al. 61 developed a fiber metal laminate skin bio-inspired composite sandwich panel with a rubber and foam dual core, combining the advantages of both materials. Foam cores offered advantages in terms of manufacturing simplicity, continuous support for face sheets, and isotropic mechanical properties. Hybrid core configurations combine multiple core materials or geometries to leverage the advantages of each component.
Lv et al. 62 examined SWC’s with grid-HC hybrid cores under low-velocity impact (LVI), exploring the synergistic effects of combining different core types. Yong et al. 63 examined polyurethane foam aluminum-concrete sandwich structures, conducting drop weight impact tests on various structural combinations. The research indicated a significant improvement in impact resistance of concrete by incorporating polyurethane foam-aluminum sandwich structure with double core. Pan et al. 64 conducted analytical, computational studies on thermoplastic composite corrugated sandwich panels, exploring the effects of different core arrangements, specifically mentioning transversely arranged Bi-layered corrugated SWP’s folded and bio-Inspired Core Systems.
Folded cores produced by folding flat sheets into 3D zigzag structures in origami manner, offer unique EA characteristics. Heimbs et al. 65 investigated textile reinforced cores with dual core configurations with two fold cores showing potential for two phase energy absorption under impact loading. Duan et al. 66 researched LVI resistance of a double-layer V-shaped aluminum folded SWC, comparing it with single-layer folded SWC’s. The study demonstrated that the double-layer structure shows better impact stiffness and EA capacity than single-layer structures at low impact energy. Heimbs 67 provided a comprehensive overview of fold core sandwich structures and their impact behavior, covering different manufacturing processes, cellular configurations, and mechanical attributes under shear, compression loads. The review emphasized on impact performance analysis.
Impact testing methodologies
The core topology plays a significant role in the impact performance of sandwich composites under different types of loadings such as low velocity impact, high velocity impact and ballistic loadings. Figure 18 shows different core topologies utilized by researchers to increase EA and SEA of SWC.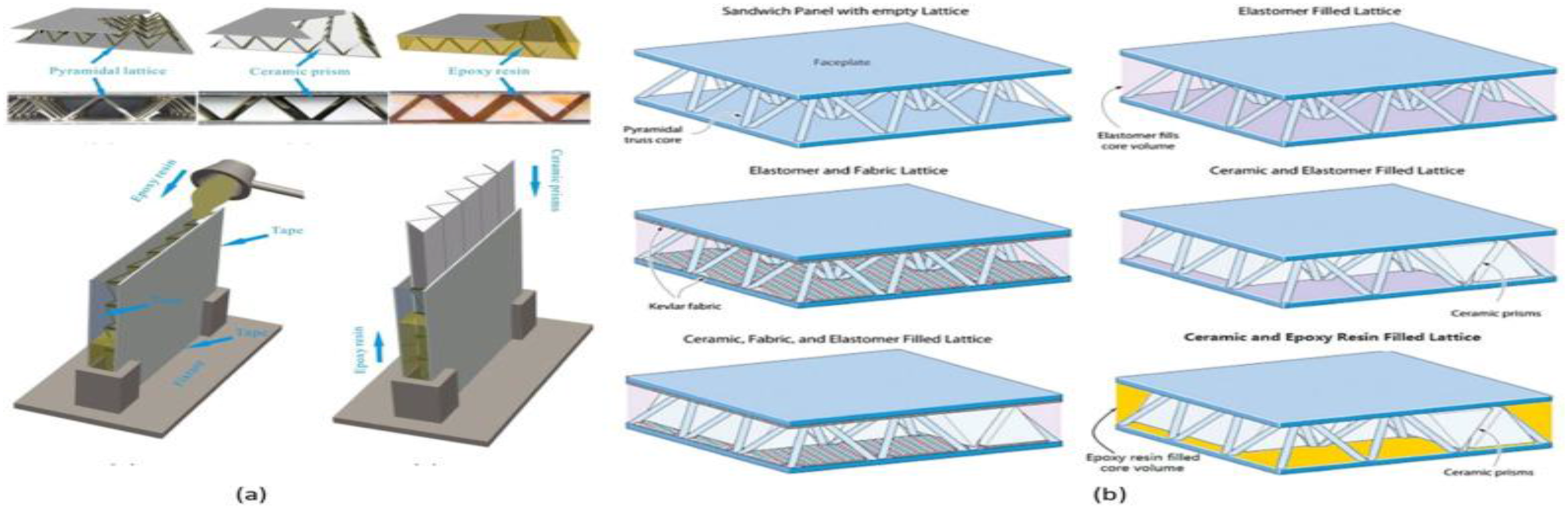
LVI testing
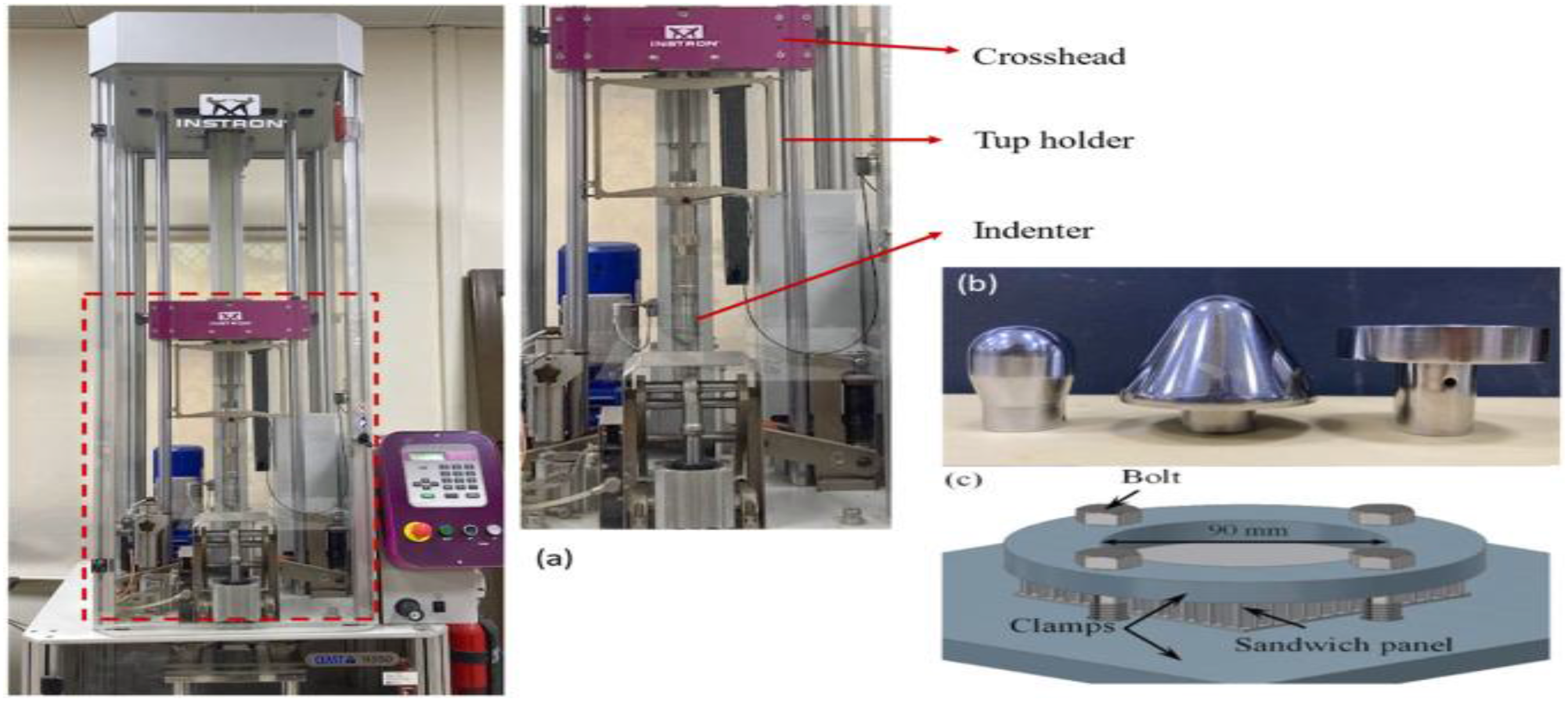
LVI testing represented in Figure 19 the most common experimental approach for characterizing sandwich composite impact behavior. Fan et al.
55
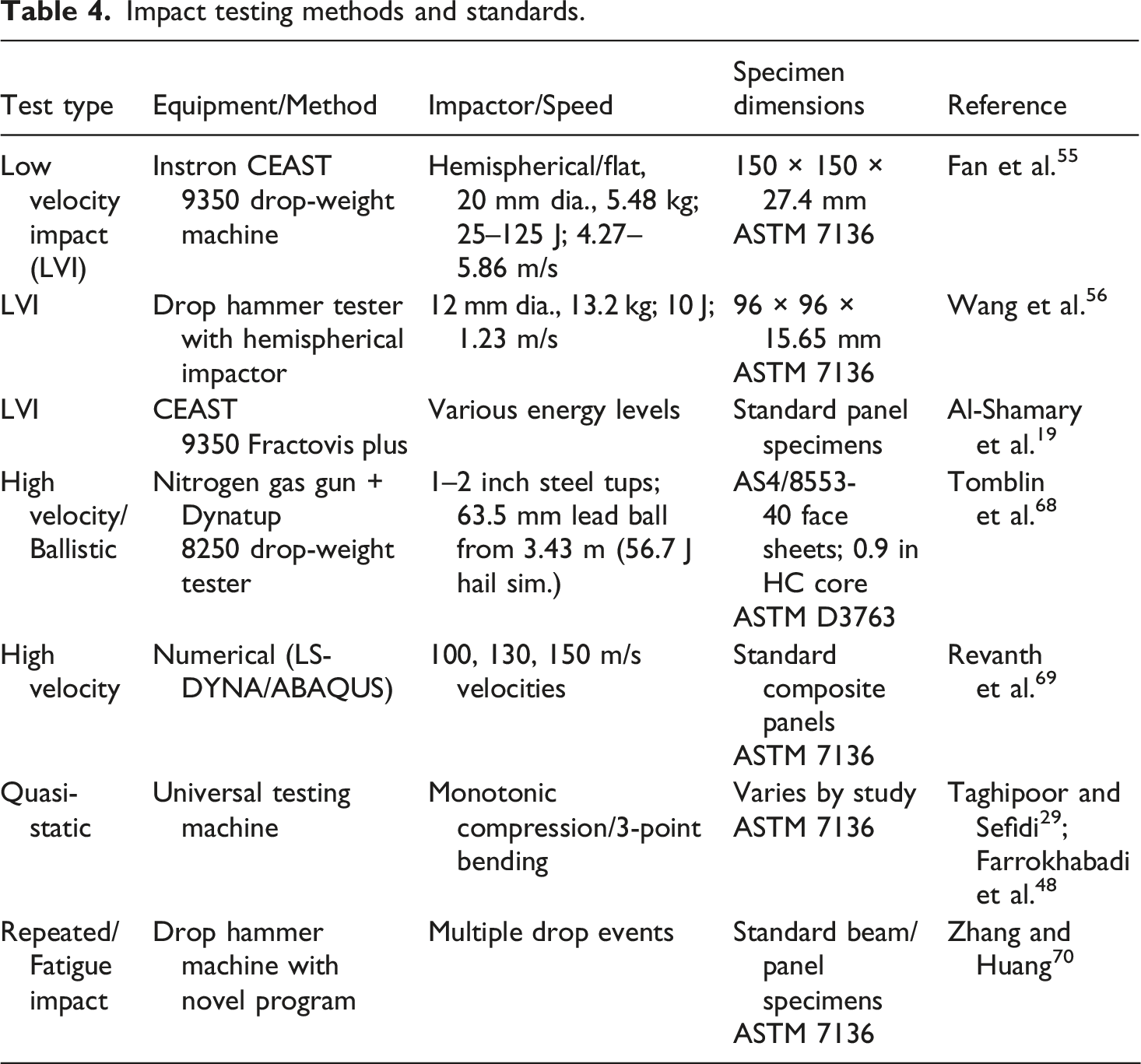
performed LVI tests using an instrumented drop-weight impact machine (Instron CEAST 9350) with hemispherical and flat impactors (20 mm diameter, 5.48 kg mass) ranging from 25 J to 125 J, with corresponding velocities of 4.27 m/s (50 J) and 5.86 m/s (100 J). Sandwich panels measured 150 mm × 150 mm × 27.4 mm. Wang et al.
56
utilized a drop hammer tester with a hemispherical impactor (12 mm diameter, 13.2 kg counterweight) at 10 J impact energy, corresponding to an initial velocity of 1.23 m/s. Specimens were 96 mm × 96 mm × 15.65 mm. The study combined experimental testing with numerical simulations at higher energy levels (20 J, 40 J, and 50 J). Al-Shamary et al.
19
investigated low-velocity impact response experimentally using a CEAST 9350 Fractovis Plus impact testing machine at various impact energy levels, focusing on improving the energy absorption (EA) capacity of sandwich composite panels. (a) A low velocity drop-weight impact facility, (b) Different types of indenters, (c) Specimen fixture.
119
High-velocity and ballistic impact
High-velocity impact testing requires specialized equipment capable of achieving higher impact velocities. Tomblin et al. 68 employed a nitrogen gas gun for low-mass impacts and a Dynatup 8250 drop weight tester for high-mass impacts. Hail simulation involved dropping a 63.5-mm lead ball from 3.43 m for 56.7 J impact energy. Test panels consisted of AS4/8553-40 face sheets and 0.9-inch-thick honeycomb core, impacted with 1-inch and 2-inch steel tups at various energies. Revanth et al. 69 analysed sandwich composites under impact loading at velocities of 100 m/s, 130 m/s, and 150 m/s, observing perforation, penetration, and rebounding phenomena at different velocity regimes. The study demonstrated that double-core sandwich composites absorbed more energy and were stiffer than single-core composites.
Quasi-static and repeated impact
Impact testing methods and standards.
Experimental and numerical approaches
Modern impact research increasingly employs combined experimental and numerical approaches to achieve comprehensive understanding. Ouadday et al. 71 performed computational and experimental analysis on hydraulic turbines impact behaviour made with double core SWC’s. Wang et al. 56 carried out low-velocity impact finite element simulations using Hyper Mesh/LsDyna, comparing single-layer and double-layer corrugated sandwich structures and verifying numerical models against experimental results. Simulations considered the influence of impact energy and position of impact on energy absorption, impact force capacity modes of failure.
Duan et al., 66 researched low-velocity impact resistance using the finite element method, investigating a double-layer V-shaped aluminum folded sandwich structure at impact energy levels of 5 J, 10 J, and 40 J through numerical simulation. Florence et al. 8 discussed the assessment and comparison of different core geometries (Honeycomb, triangular corrugated, auxetic, double sine corrugated and truss types) with Al5052 as core material. At same relative density the honeycomb cores exhibited superior specific energy absorption capability. Simultaneously better performances were observed both experimentally and numerically with an increase in relative density of the core.
Khaireet al. 72 examined the complex material behaviors experimentally and numerically on HC cylindrical core shell SWC’s under high velocity impact using a conical shape impactor. By varying the cell wall thickness (0.03 to 0.05 mm) and face sheet thickness (0.7 to 2 mm) the energy absorption (EA) increased by 22.76%, 27.03% respectively but decreased by 26.32% on changing the length of side from 3.2 mm to 9.2 mm. From the damage analysis it’s recommended to increase skin thickness and decrease side length for improved perforation resistance.
Key findings on mechanical performance, energy absorption and damage modes in SWC’s
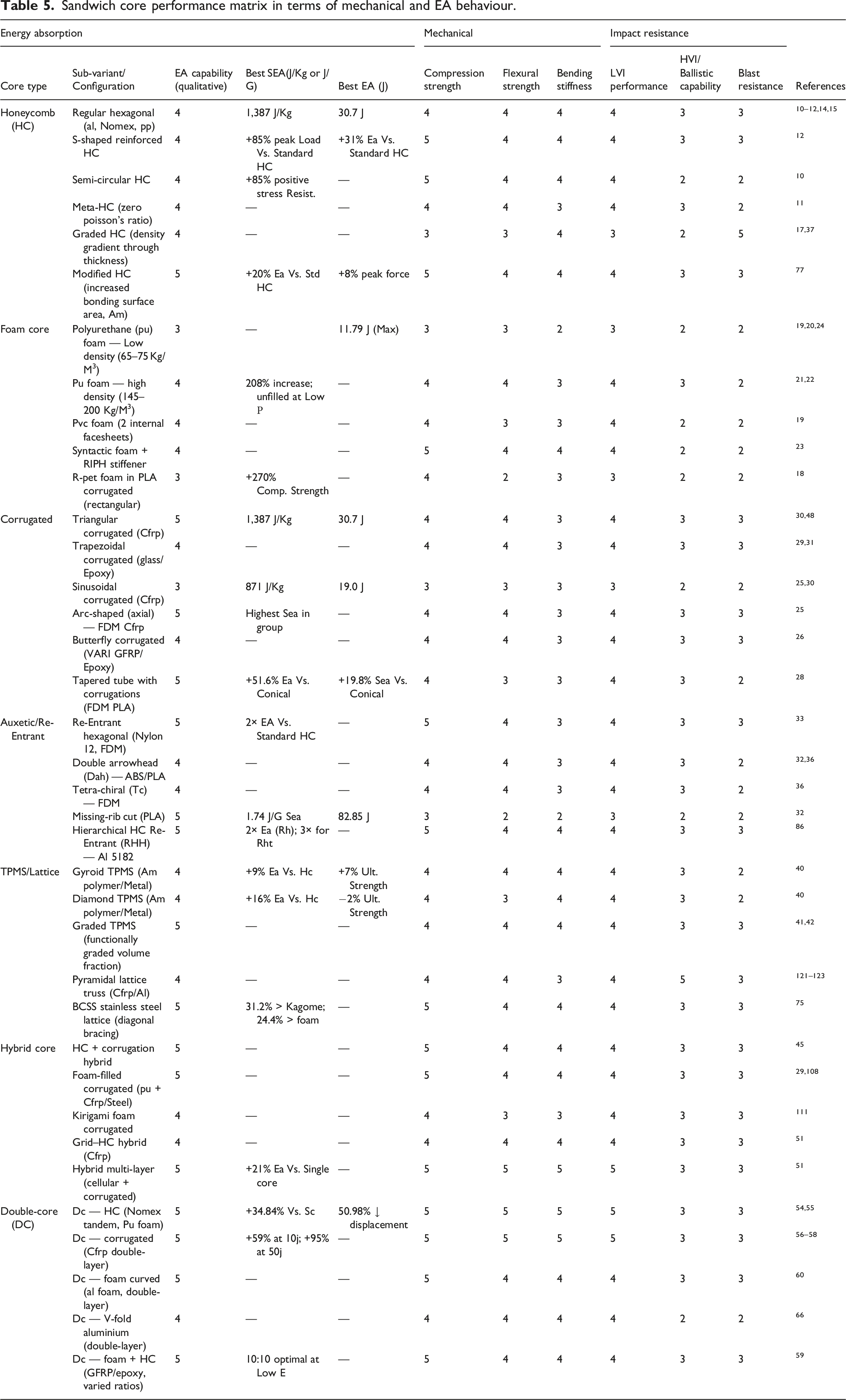
Sandwich core performance matrix in terms of mechanical and EA behaviour.
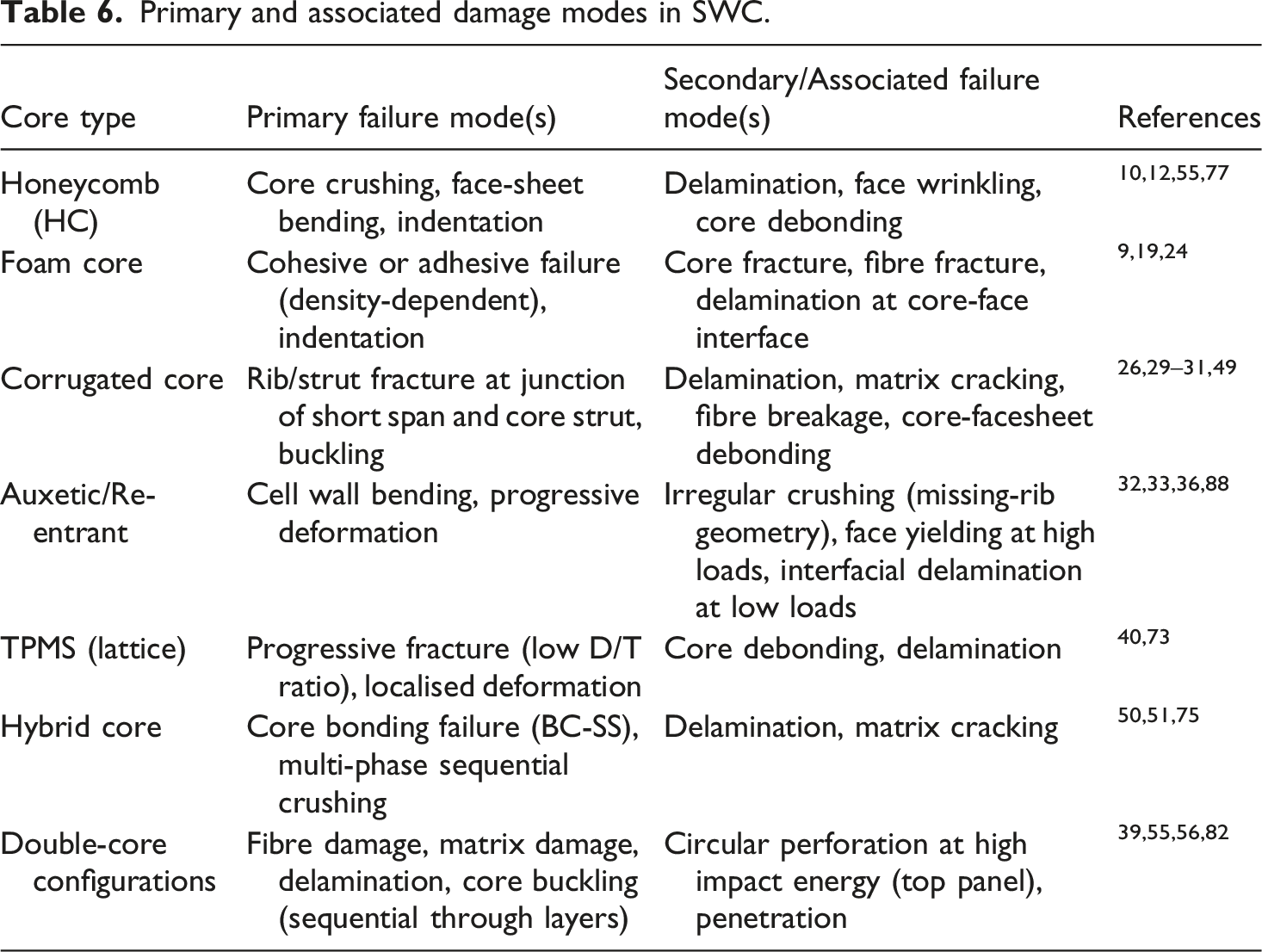
Primary and associated damage modes in SWC.
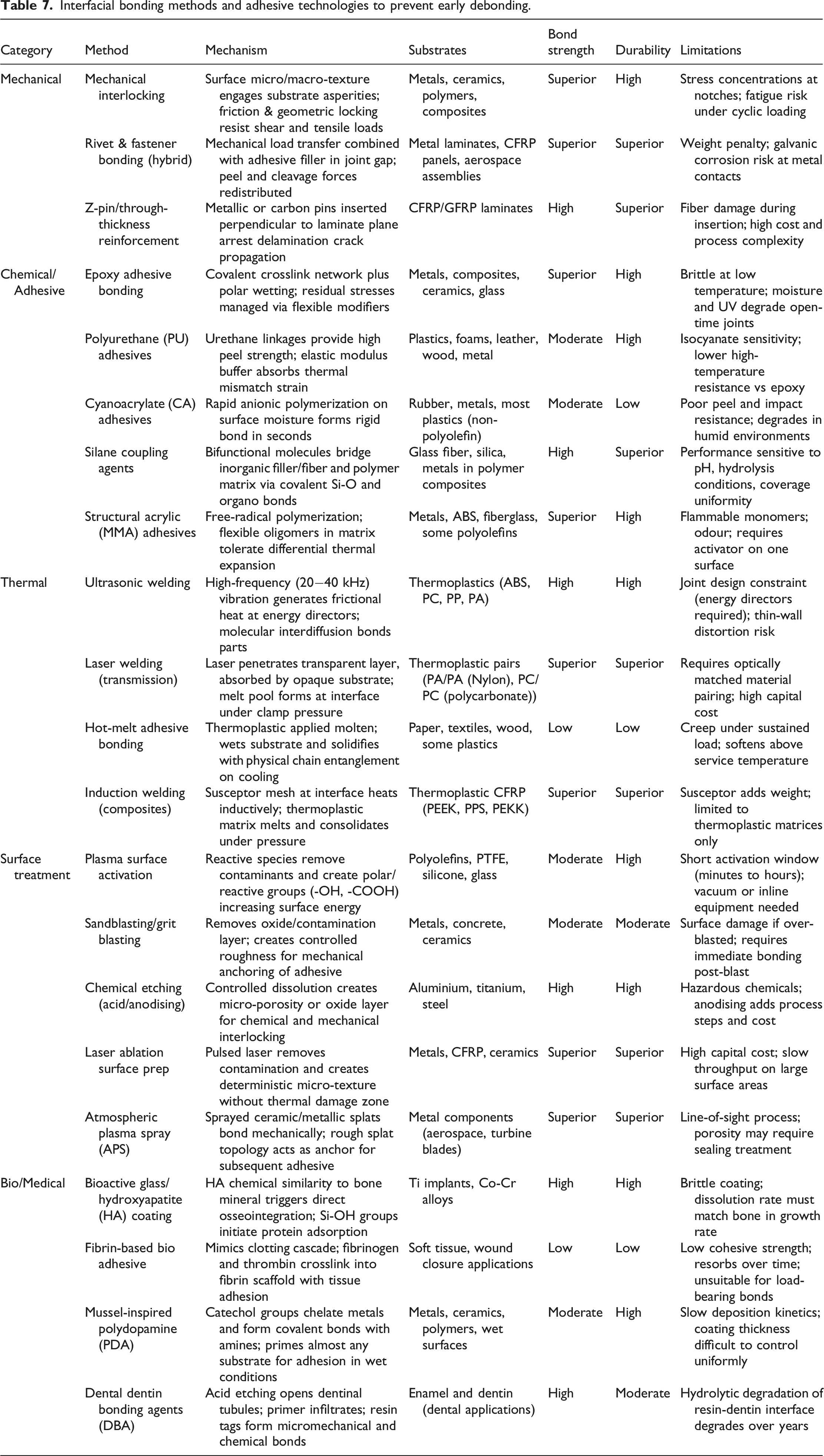
Interfacial bonding methods and adhesive technologies to prevent early debonding.
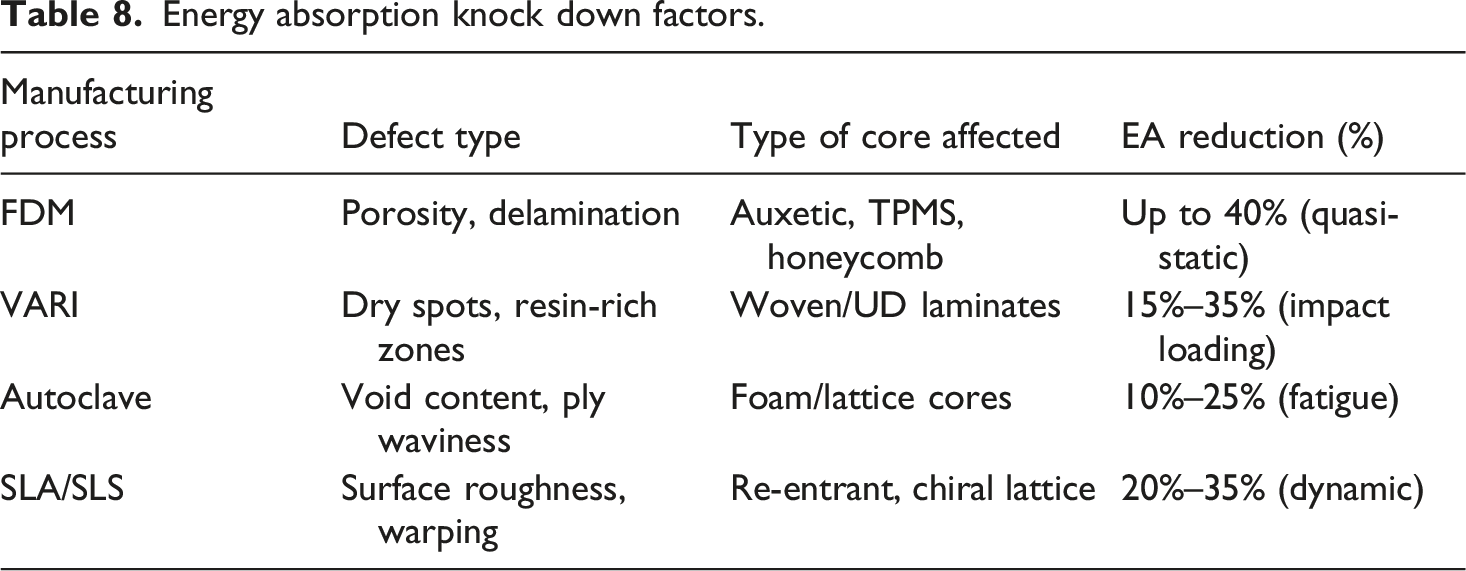
Energy absorption knock down factors.
Mechanical and energy absorption behaviour
PLA core with truss, HC and tubular structures were analysed by Charekhli-Inanllo et al. 73 for EA. Truss core configuration exhibited 47%, 53% greater SEA than HC and tubular configurations respectively. Buckling of the core walls and localized deformation lead to delamination and core debonding. Ghate et al. 74 Conducted blast loading tests on aluminium core with square, circular and hexagonal HC core topologies. Multi layered cores with intermediate sheets strengthened the SWC’s under blast loading. Energy dissipation gradient between front and back sheets increased with more layers of core. Sanha et al. 75 worked on Different lattice structures made with 304 stainless steel reinforced with diagonal bracings were examined. SEA of BCSS was 31.2%, 18.1% and 24.4% greater than kagome, square and foam cores with core bonding failures. Al Ahmed et al. 76 experimented AISI 4340 low alloy steel with HC, tubular and mushroom structures at a core thickness of 50 mm, spacing between cores of 75 mm to 150 mm. Plate thickness majorly influenced blast load resistance rather than core thickness and spacing. Tubular core is stiffer and exhibited less deformation.
Rangapuram 77 compared EA capacity of aluminium traditional HC (Nomex) and modified HC core with increased surface area. Ultimate shear strength improved by 12.6%, displacement at failure increased by 19.1%, peak force during impact increased by 8% and EA capacity increased by 20%. Local indentation, face sheet delamination and debonding were the failure modes. SWC’s with CFRP face sheets and different configurations (square, egg box and lattice) were compared by Bozkurt et al. 78 for damage performance. Square structure exhibited 15.52%, 16.29% greater specific contact force than triangular and rectangular shaped cells respectively. Square specimens showed 33.2%, 78.1% higher specific peak load than egg box and lattice configurations.
Qu et al. 79 used aluminium for HC core and metal for lattice core by varying core thickness in a step of 4 mm from 6 to 14 mm for both HC and lattice structures. FDM manufactured configurations exhibited 93%, 175%, 220% greater SEA at a total thickness of 6 mm, 10 mm, 14 mm respectively. Larger damaged composite areas were observed in BCC core structures.
SWC’s with HC, gyroid TPMS, diamond TPMS were subjected to edge wise compression by O Fashanu et al. 40 Gyroid core exhibited 7% increase in ultimate strength and diamond core showed 2% reduction in strength. During 3 point bending tests gyroid core showed 54% reduction in shear yield stress, 41% reduction in shear ultimate stress. EA improved by 9%, 16% in gyroid, diamond TPMS structures respectively.
Zhao et al. 80 identified the influence of variation in core height and face sheet thickness on aluminium core with mild steel face sheet SWC’s. Thickness is varied from 1 mm to 5 mm in a step of 1 mm; observed improvement in peak force from 43.7% to 76.4%. At 2 mm thickness optimal EA was 80% with impact energy of 1150J.A decrease in SEA was recorded with increase in core height from 30 mm to 50 mm gradually at impact energies of 1150J, 2300J respectively.
Table5 provides the core performance matrix in terms of mechanical and EA performance of SWC’s with key findings that will be useful for further research approaches to overcome the manufacturing flaws such as porosity in FDM, dry spots in VARI methods which are the most common methods used in manufacturing of SWC’s.
Damage modes and failure mechanisms
Jiang et al. 81 investigated core local displacement under impact loading, showing that incorporating an internal sheet, decreasing the gap between impacted facesheet and internal sheet decreased the core local displacement in the direction of impact. Shear deformation in the cores depends upon locations of selected elements and arrangements of the internal sheet. Huo et al. 82 Assessed failure patterns by using a 3D optical scanner and acquired full field deflection distribution of aluminium foam single and multi-layered SWC’s. Greater CFE was observed by Feng et al. 83 in multi-layered SWC’s. Truss, foam, corrugated, honeycomb, Y-shaped cores, lattice truss core structures, folded cores (Miura, Resch’s, Water bomb, Yoshimura patterns were examined for EA capability. Graded sinusoidal corrugated configuration has excellent energy absorption capacity. Aluminum honeycomb cores suitable for low-speed impacts. Titanium honeycomb cores have increased shear strength compared to aluminum. Failure modes and maps are used to understand performance. Caglayan et al. 84 examined the performance of closed cell rigid PU foams with shear thickening fluids (STF). At higher cell densities and thickness to length ratios PU foam filled cores showed greater EA and specific compressive strength with STF inclusion. STF PU foams displayed lower damage width when compared to non-STF PU foams.
Tan et al. 85 investigated AA 5182 with re-entrant core cell configurations of hierarchical HC (RHH) with regular hexagon (RH) and triangular (RHT) sub structures for EA capability. Results exhibited EA (RHH) was twice EA (RH) and EA (RHT) was thrice EA (RH). Initial peak force reduced by 35.1% and 36.6% with LMS and SML configurations for RHT panels. Araujo et al. 86 studied on PLA core with pure aluminium face sheet SWC’s were manufactured by FDM with different cell configurations and relative densities (0.1, 0.25, 0.44 and 0.62). Results differed with geometry arrangement and have strong dependency on relative density of core for strength, stiffness and EA.
Pathipaka et al. 87 compared EA and SEA of 3D printed PLA-HC core with PLA-HC-PE foam filled SWC’s. 3D printed HC core exhibited better EA and SEA than PE foam filled core structures. Mode of failures were buckling and crushing of core, debonding of face sheet and core. Aluminium tubular SWC’s with circular and square shapes were examined by Goh et al. 50 for EA and SEA. SEA values in excess of 100 KJ/Kg for circular tubes. SEA was unchanged with increase in areal density. Splaying process with fracturing of tubes and longitudinal splitting failures were recorded. Wamarong and Singhanart 88 worked on RE cells with NPR exhibited improved bending stiffness. Lower core densities offered greater fatigue life. At higher loads they displayed face yielding and at low loads interfacial delamination. Table 6 provides the most commonly observed damage modes in SWC’s and Table 7 provides the interfacial bonding methods and adhesive techniques comparison to prevent premature debonding of intermediate facesheets, Kosgey et al. 89 reported on three primary mechanisms to facilitate EA degradation which are premature failure initiation, mode switching and interface delamination. Knock down factors such as porosity and dry spots effect on energy absorption behaviour of core architectures via different manufacturing processes are presented in Table 8.
Comparative performance: Single vs. double core
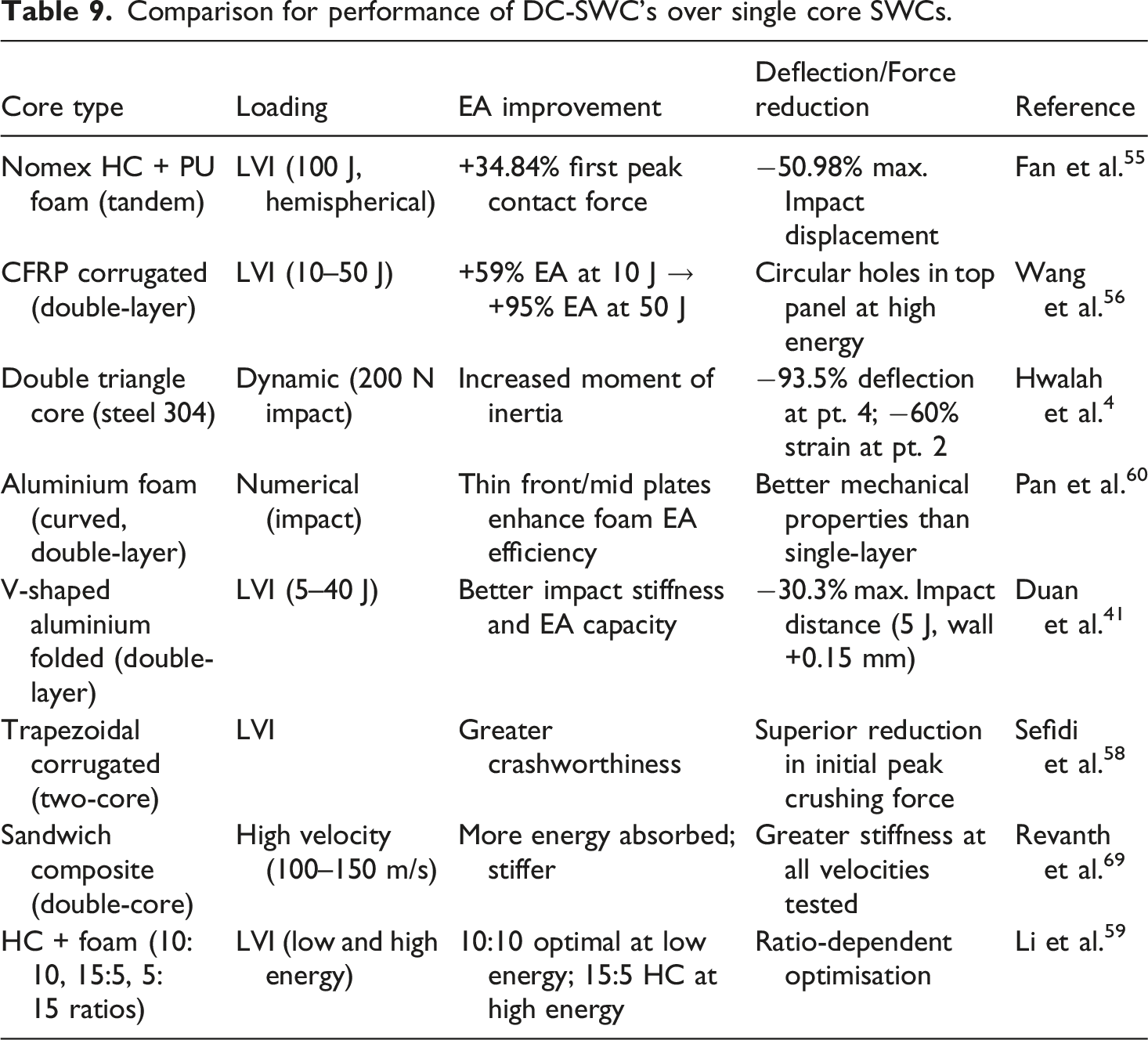
Extensive research consistently demonstrates the superior impact performance of double-core configurations compared to single-core designs along with flexural strength as shown in Figure 20. Table 9 provides the comparison performance of DC-SWC’s over single core SWC’s. Relative analysis of flexural strength of different constituent materials and sandwich panels.
120
Comparison for performance of DC-SWC’s over single core SWCs.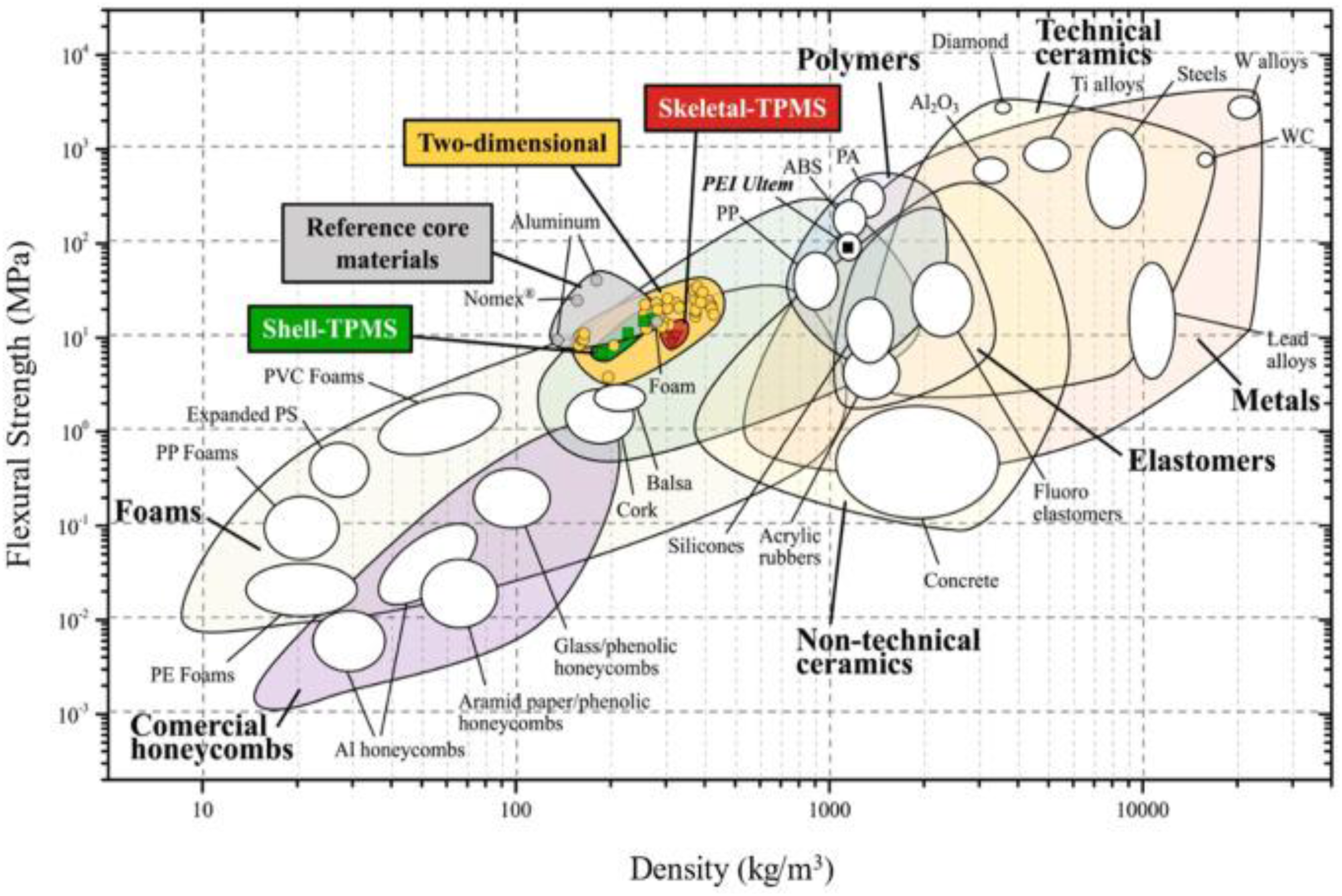
Discussion
Performance advantages of double core design
The literature consistently demonstrates that double-core sandwich composites offer substantial performance advantages over conventional single-core designs across multiple impact scenarios. The primary mechanisms underlying this superior performance include: (1) multi-phase energy absorption, where sequential core layers dissipate energy through distinct deformation modes (2) improved load distribution through the intermediate face sheet, reducing stress concentrations and localized damage (3) enhanced structural stiffness and bending resistance due to increased moment of inertia; and (4) damage containment, where the intermediate layer acts as a barrier preventing damage propagation from the impacted face to the distal face. Quantitative improvements are substantial across different core types and impact conditions.
SWC’s in structural/civil engineering applications
Manalo et al. 90 reviewed and documented the significance of fiber composite sandwich applications in civil infrastructure and highlighted the role of SWC’s in structural and civil engineering applications. Nguyen-Van et al. 91 investigated the mechanical and environmental performance of 3D-printed engineered cementitious composites (ECCs) with varying polyethene (PE) fibres at wt% of (1.0 %, 1.5 %, and 2.0 %) and obtained enhanced structural efficiency and sustainability at modest fibre inclusion with increased yield stress and buildability, allowing steady printing of multifaceted geometries. Kausar et al. reviewed the state of art in manufacturability of SWC’s potential for civil engineering applications along with the potential challenges ahead to be addressed for optimal performance of sandwich composites.
Trade-offs and limitations
Despite the clear performance advantages, double-core sandwich structures present several trade-offs and limitations that must be considered in practical applications. The most significant drawback is increased weight, with studies reporting weight increases of 60% or more compared to equivalent single-core designs. 8 This weight penalty may offset the structural benefits in weight-critical applications such as aerospace structures.
Manufacturing complexity represents another significant challenge. The introduction of an intermediate face sheet requires additional bonding operations, precise alignment, and quality control measures. The layered nature of the structure significantly increases construction complexity, potentially impacting the practical feasibility of utilizing double-core composites in real-world applications. 38 Bonding quality between the intermediate face sheet and core layers is critical, as debonding can severely compromise structural integrity and energy absorption capacity. Cost considerations also favor single-core designs in many applications. The additional materials, manufacturing steps, and quality assurance requirements increase production costs substantially. For applications where impact loading is not a primary design driver, the cost-benefit analysis may not justify the use of double-core configurations. 92
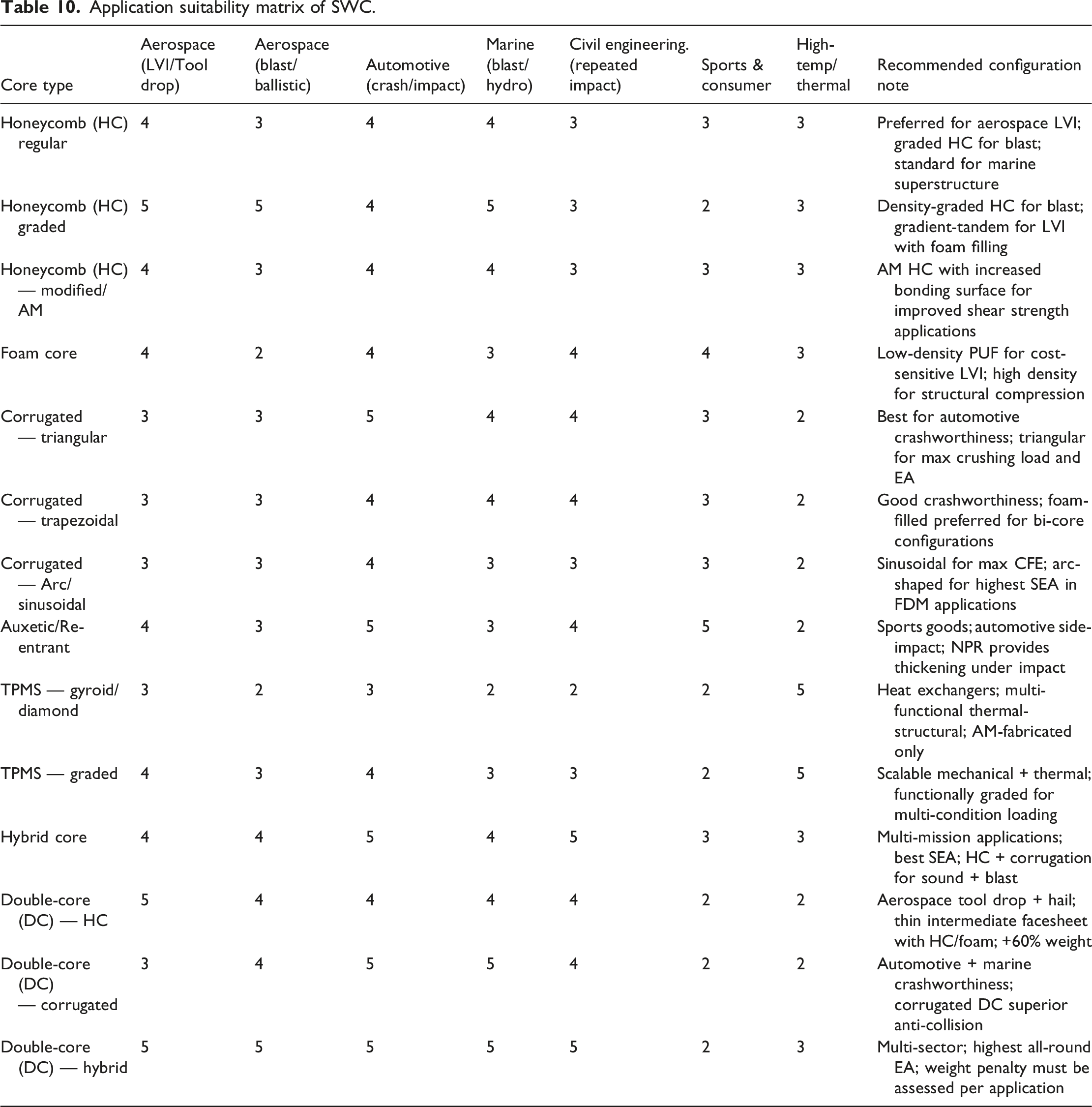
Application-specific considerations
Application suitability matrix of SWC.
Future directions and recommendations
Several promising research directions emerge from this literature review. The integration of advanced materials including carbon nano tubes, graphene, and other nano materials into double-core configurations offers potential for substantial performance improvements. • The incorporation of auxetic materials and meta-materials with negative Poisson’s ratio could provide unique energy absorption characteristics. Bio-inspired design approaches represent a largely unexplored frontier. • Latest works demonstrated the potential of bio-mimetic structures, but systematic investigation of natural impact-resistant structures (such as woodpecker skulls, mantis shrimp dactyl clubs, and turtle shells) could inspire novel double-core configurations with superior performance. • Latest manufacturing methods such as hybrid manufacturing, automated fiber placement and 3D printing could address the manufacturing complexity challenges while enabling previously in-feasible geometric configurations. • Multi-objective optimization considering impact resistance, weight, manufacturability, and cost is needed to identify optimal double-core configurations for specific applications. The optimization approach proposed by Zhnag et al.
93
provides a foundation, but integration of modern machine learning and artificial intelligence techniques could accelerate the design process. • Long-term durability and environmental effects on double-core sandwich structures require comprehensive investigations. Most studies focus on pristine specimens under controlled laboratory conditions, but real-world applications involve moisture absorption, thermal cycling, UV exposure, and fatigue loading that may degrade performance over time. • Standardized testing protocols and design guidelines for double-core sandwich composites are needed to facilitate industrial adoption. The diverse testing methodologies employed across studies make direct comparison difficult and hinder the development of validated design tools. • However, life-cycle assessment and sustainability considerations should be integrated in the design of double-core sandwich composites. The environmental impact of materials like aging, manufacturing processes, and end-of-life disposal must be considered alongside functional performance to ensure sustainable engineering solutions.
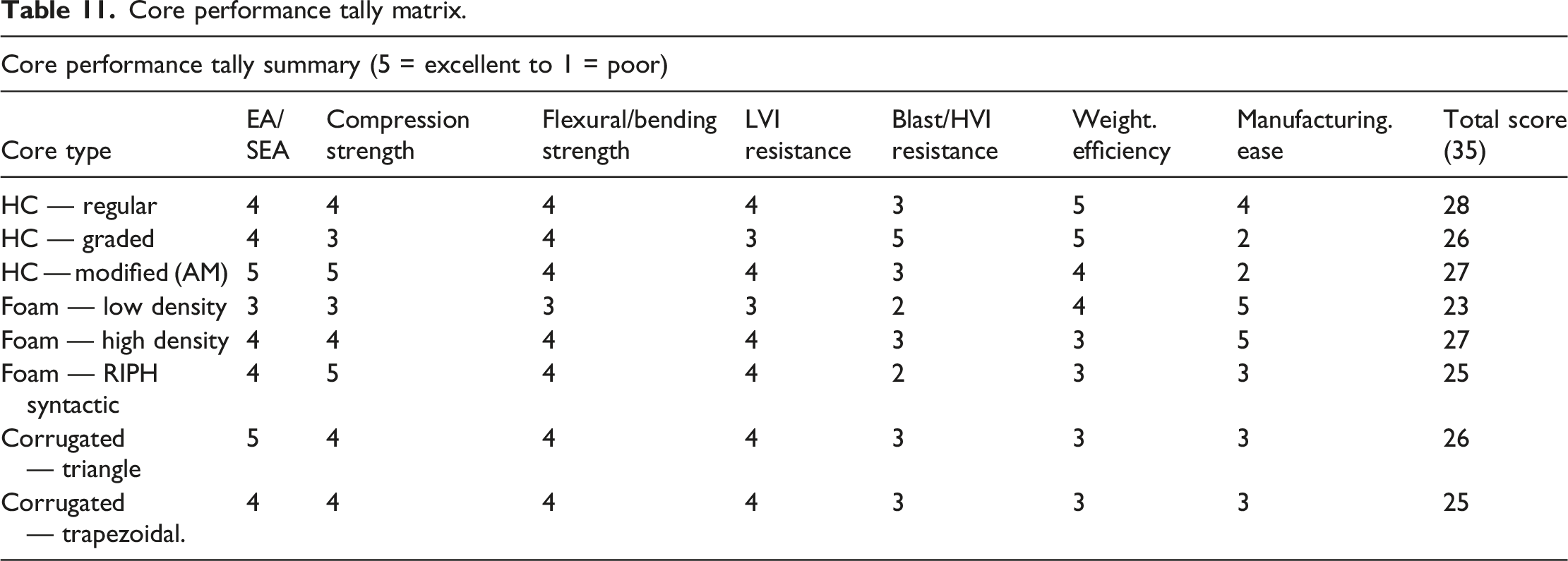
Core performance tally matrix.
Conclusion
This comprehensive literature review of double core sandwich composites on impact strength and failure modes synthesizes findings from relevant research papers, demonstrating that double-core architectures consistently provide superior impact resistance compared to conventional single-core designs. The enhanced performance is achieved through multi-phase energy absorption mechanisms, improved load distribution, increased structural stiffness, and effective damage containment.
Key findings include energy absorption improvements of 34% to 95%, reductions in peak impact forces and displacements of 20% to 93%, and enhanced damage tolerance across various core materials including honeycomb, foam, corrugated, folded, and hybrid configurations. The superior performance is observed under low-velocity, high-velocity, and repeated impact loading conditions, validating the double-core concept across diverse application scenarios.
Critical design parameters affecting impact strength include core material selection, layer thickness distribution, face sheet configuration, intermediate face sheet properties, and geometric optimization. The optimal configuration depends strongly on the specific application, with different designs favored for aerospace, automotive, marine, civil engineering, and protective structure applications.
Future research directions emphasize the integration of advanced materials, bio-inspired designs, additive manufacturing, multi-objective optimization, durability assessment, standardized testing protocols, and sustainability considerations. These developments will further enhance the impact performance of double-core sandwich composites while addressing current limitations, enabling broader industrial adoption across diverse engineering applications.
The substantial body of evidence reviewed demonstrates that double-core sandwich composites represent a mature and effective approach for enhancing impact resistance in weight-critical structural applications.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Anusandhan National Research Foundation (ANRF) (CRG/2023/008202).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.