
Abstract
The effects of the spot size and beam wobbling on the mechanical properties and microstructure of the AA 6061 aluminum alloy during laser welding have been investigated. Changing the spot size from 0.6 to 0.3 mm reduced the required heat input for full penetration by 56% for a static laser beam and by 62% for a wobbling laser beam. Using a 0.3 mm diameter spot with beam wobbling reduced the severity of surface defects such as undercuts and excessive reinforcement. When the heat input and bead width were increased, laser beam wobbling increased the width of the equiaxed microstructure region in the weld metal. Grain refinement and the reduction in solute strengthening due to evaporation only had small effects on the weld metal strength.
Introduction
The use of laser welding for aluminum alloys has become common in many industrial applications in which high speed and minimal distortion are critical.1–4 In the case of aluminum alloys, there is an added benefit that the reduced heat input compared with conventional welding processes (e.g., arc welding) during high-speed laser welding can improve the joint efficiency and prevent softening in the heat affected zone (HAZ) of the joint. 5 This feature has allowed the welding of even the high-strength AA 7075-T6 alloy while achieving notable joint strength efficiency of 74%–76%. 6 The reduced heat input is also helpful to suppress issues such as solidification cracking and alloying element vaporization in the weld metal 7 and partially melted zone formation in the HAZ. 8 In recent years, there have been several advances in the power density and beam control of modern laser sources, and the resulting weld characteristics could be further improved.
One of the major differences between modern fiber laser sources and first-generation CO2-based high-power lasers is the increased power density that can be achieved with smaller spot sizes using a fiber laser. The ability to transmit and position the beam using fiber optics (rather than mirrors using CO2 lasers) has also greatly increased the flexibility and simplified industrial implementation. The higher beam quality and finer spot size using a continuous wave fiber laser enable the welding of thicker materials at higher speeds with fewer defects. 9
The laser beam wobbling technique can improve the quality of laser welds. 10 Laser beam wobbling, which involves beam oscillation with various paths at frequencies typically higher than 100 Hz, can improve the quality of laser welds. Laser beam wobbling has many advantages, such as welding process stability,11,12 suppression of solidification cracking or the porosity,13–16 and improvement of the mechanical properties.17–19 Ramiarison et al. 11 performed laser welding of the AA 5052 and AA 6061-T6 alloys using laser beam wobbling, and they obtained a smooth bead appearance in both materials. Pang et al. 12 investigated laser welding of the AA 5056 alloy with several beam wobbling patterns, including transverse oscillation, circular oscillation, and no oscillation. They found that laser oscillation improved the appearance of the bead surface, while the porosity was reduced with circular oscillation. Fetzer et al. 13 investigated the effect of beam oscillation on the mechanism of pore formation, and they reported a transition in the mechanism from high to low oscillation frequency. Zhao et al. 14 evaluated the influence of laser beam wobbling by combining experiments with numerical analysis of the molten pool behavior. They found that laser beam wobbling improves the weld quality by suppressing the molten pool eruption and stabilizing the welding process. Liu et al. 15 simulated the coupled time-dependent keyhole and weld pool dynamics, as well as the porosity formation, during beam oscillation and revealed the mechanism of the porosity formation in wobbling laser welding. Yang et al. 16 reported that laser beam wobbling improves the keyhole stability and suppresses the spatter formation during the laser welding process.
To further evaluate the role of the oscillation pattern, Wang et al. 17 fabricated three types of laser welds using 5A06 aluminum alloy sheets with linear, circular, and infinity oscillation paths. Among these oscillation paths, the infinity path was the best in terms of decreasing the porosity in the weld and increasing the tensile strength. Furthermore, Wang et al. 18 used laser oscillation welding to join the AA 6061-T6 alloy using three types of oscillation patterns: transverse, longitudinal, and circular. The circular oscillation pattern gave the soundest weld, the finest grains, and the largest amount of equiaxed grains within the weld. Kim et al. 19 fabricated overlap welds with the 6k21-t4 alloy using a yttrium aluminum garnet (YAG) laser with the weaving technique and performed a shear-tensile test, and they found that weaving improved the strength. They suggested that the continuity of the cracks and porosity plays a key role in determining the strength. Hagenlocher et al. 20 investigated the effects of different beam oscillation patterns on the resulting temperature gradient, the local solidification rate, and the resulting grain structure. They also investigated the relationship between the wobbling amplitude and the width of the equiaxed grain region. Using the laser beam wobbling technique, an equiaxed microstructure can be obtained at the center of the weld metal with an enlarged equiaxed region. 21 Several studies have reported that the transition from the columnar microstructure to the equiaxed microstructure improves the mechanical properties. 22 Other ways to obtain the equiaxed microstructure have also been reported.23,24
One of the potential challenges in using smaller beam and spot sizes is the need for a more precise joint fit-up to ensure complete bridging in butt-weld applications, combined with the wider range of welding parameters that can be applied to achieve full penetration with and without laser beam wobbling. The use of beam oscillation can help to mitigate this by maintaining high beam power density and penetration while increasing the width of the weld metal region. However, there has been no systematic study of the effects of the laser beam wobbling parameters and spot size on the weld metal microstructure and dimensions for high-speed welding of heat-treatable alloys such as the AA 6061 alloy. In this study, we performed a systematic comparison of the effects of these parameters on the bead geometry and weld metal hardness of the AA 6061 alloy. The results can be used to help guide welding procedure development for a wide range of applications that can benefit from the use of laser welding with the most widely used aluminum alloy.
Experimental
The laser power source used for welding incorporated an IPG YLS-8000 fiber laser with a maximum power output of 8 kW with galvanometer scanners integrated inside an IPG D50 wobble welding head. This head was used in both a static spot configuration and a repeating “infinity” wobble pattern (such that a circle is made ahead and behind the travel direction) at a frequency of 200 Hz and an amplitude of 2.0 mm. The infinity shape is preferred to the static mode 25 or other wobbling patterns. 17 Welding was performed on a 2.25-mm-thick AA 6061 alloy sample in the T6 temper condition (or peak aged state). Bead-on-plate welding was performed on 200 mm × 200 mm sheets clamped to a thick steel plate with a gap at the laser joint path. The AA 6061 base material had 0.2% proof stress of 239 ± 3.8 MPa and ultimate tensile strength of 277 ± 3.6 MPa.
The welds were produced using spot sizes of 0.3 and 0.6 mm by changing the delivery fiber, thus allowing comparison of the effect of the power density on the weld microstructure at a constant focal length. The defocused distance of the spot was adjusted to −1 mm (i.e., over-focused into below the top surface of the sheet) with a tilt push angle of 8° to reduce the back reflection of the laser. Welding was performed with the parameters shown in Figure 1, in which the slopes of the lines indicate the values of the constant heat input for reference. The values at which full penetration was achieved through the 2.25-mm-thick sheet material are shown as open circles. During welding, argon at a flow rate of 18 L/min was used as the shielding gas. The laser travel speeds and power settings were selected based on the ranges reported in a previous study 26 as a starting point, with additional testing performed at higher heat input ranges for cases where partial penetration occurred.
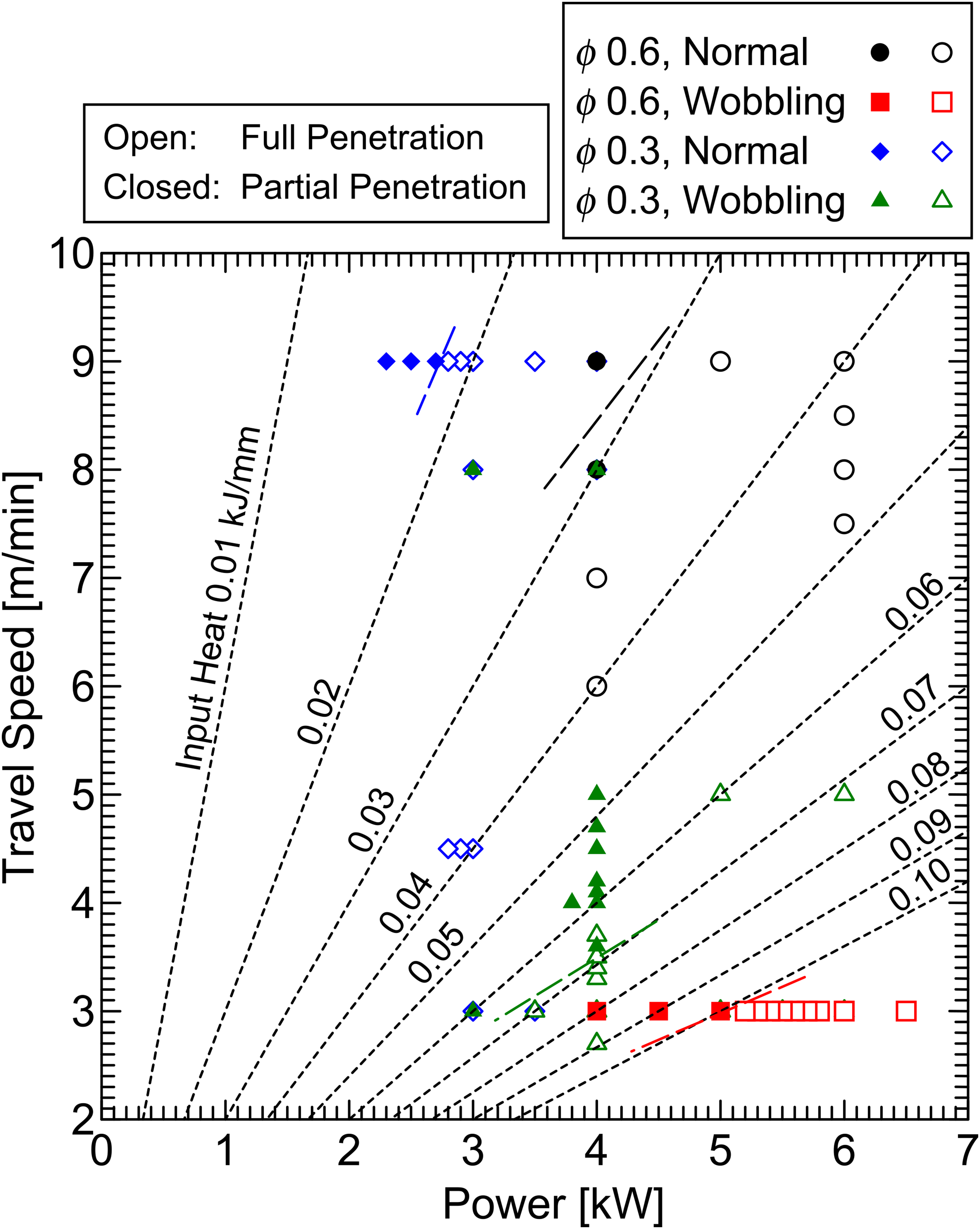
Summary of the laser parameters for the bead-on-plate welding of the 2.25-mm-thick AA 6061 sheet.
To determine the hardness distribution across the HAZ and fusion zone, microhardness lines were measured across each weld sample at a depth of 0.5 mm. Vickers indents were made with a load of 100 gf and a dwell time of 10 s, and these indents were evaluated at least 10 days after welding to allow for natural aging to be completed. To evaluate the effects of the alloying elements on the mechanical properties, electron probe microanalysis (EPMA) was performed across the base metal and weld metal. Line analysis was performed at an acceleration voltage of 20.0 kV, a dwell time of 10 s, a probe diameter of 5.0 µm from the base metal to the opposite side of the base metal beyond the weld metal, and a pitch of 5 µm. Furthermore, to compare the mechanical properties of the base metal and weld metal, the yield stress was measured using a Nanovea M1 hardness tester. The yield stress can be obtained using a nearly flat tip indenter and the load–depth diagram.27,28 The indenter used in the test had a nearly flat tip with a tip diameter of 100 µm. The loading rate was 40 N/mm, and measurements were performed at more than 10 locations in the base metal and weld metal.
Results and discussion
Weld bead characteristics and penetration
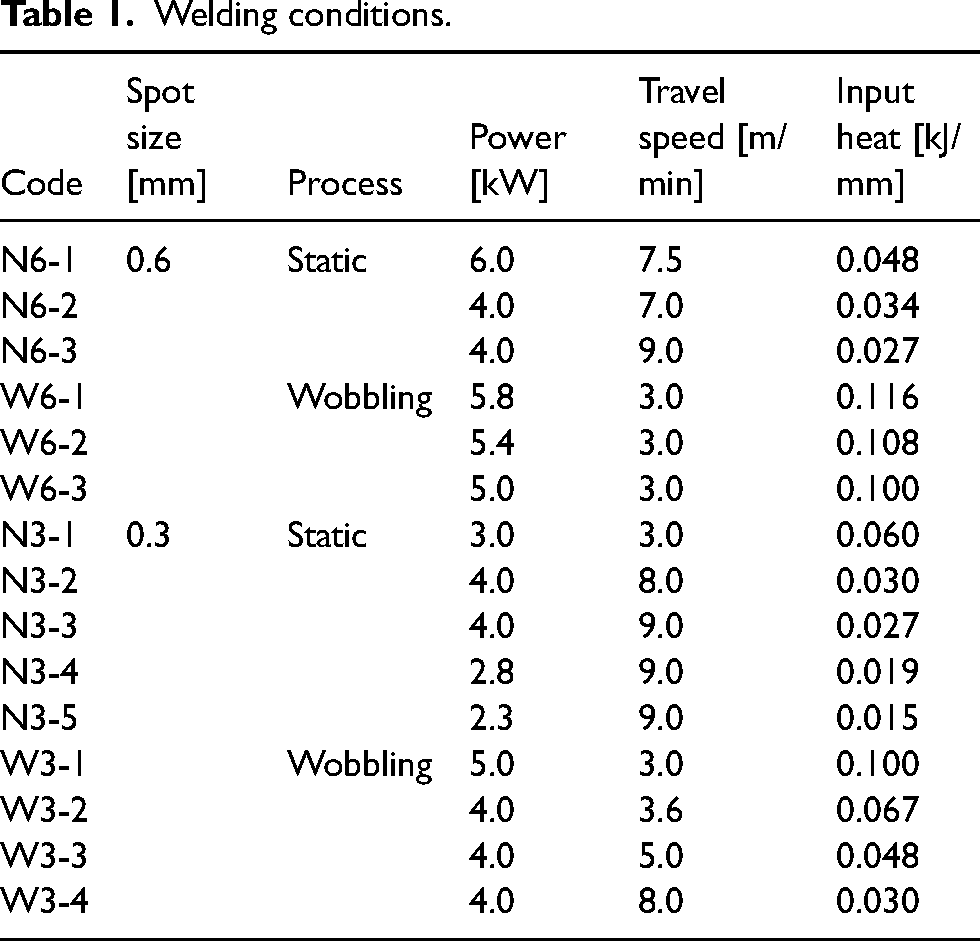
The welding conditions and examples of the surface appearance of the welds are given in Table 1 and shown in Figure 2, respectively. Using a 0.6 mm spot size, full penetration can be more readily achieved compared with normal static laser beam conditions, with travel speeds of up to 7.0 mm/min at power of 4.0 kW. However, when laser beam wobbling was applied, even though the paths of the two circles in the infinity shape were ahead and behind the beam centerline, the dispersion of the laser heat source drastically reduced the penetration of the laser, and it was necessary to reduce the travel speed to 3.0 mm/min and increase the power to at least 5.4 kW to achieve full penetration. This demonstrates the reduced intensity of the heat source when beam wobbling is applied. However, one of the benefits of laser beam wobbling is an improved surface appearance, and visual inspection suggested reduced undercut severity when laser beam wobbling was applied.

Summary of the bead surface appearance and key weld metal dimensions.
Welding conditions.
For a 0.3 mm spot size, decreasing the laser spot size achieved an increase in the power density, which reduced the overall power required to achieve full penetration, where only 2.8 kW was required for obtain full penetration welds at a welding speed of 9.0 mm/min. Because decreasing the nominal spot size by half results in a four times increase in the theoretical power density, this accounts for the reduced energy needed to achieve full penetration. The application of higher laser power density can decrease the number of pores in laser welds owing to the enhanced keyhole stability with higher plasma pressures. However, other flow effects can cause their total diameter to increase 29 because there is an interaction between several factors controlling the porosity.
The cross-sections of the completed welds are shown in Figure 3. For a 0.6 mm spot size, full penetration welds could be achieved with nominal heat input values as low as 0.034 kJ/mm, while there was a drastic decrease in the penetration when the heat input was decreased to 0.027 kJ/mm using a static beam. The formation of undercuts on the top surface of the beads was also notable using this spot size, and it appeared to become more severe when the heat input exceeded 0.034 kJ/mm. The formation of undercuts is well known to occur in laser welding, particularly when welding at high speed. The formation of undercuts is particularly detrimental to the fatigue properties owing to their stress concentration effect, and they can be suppressed by preheating or reducing the welding speed to augment the weld metal flow. 30
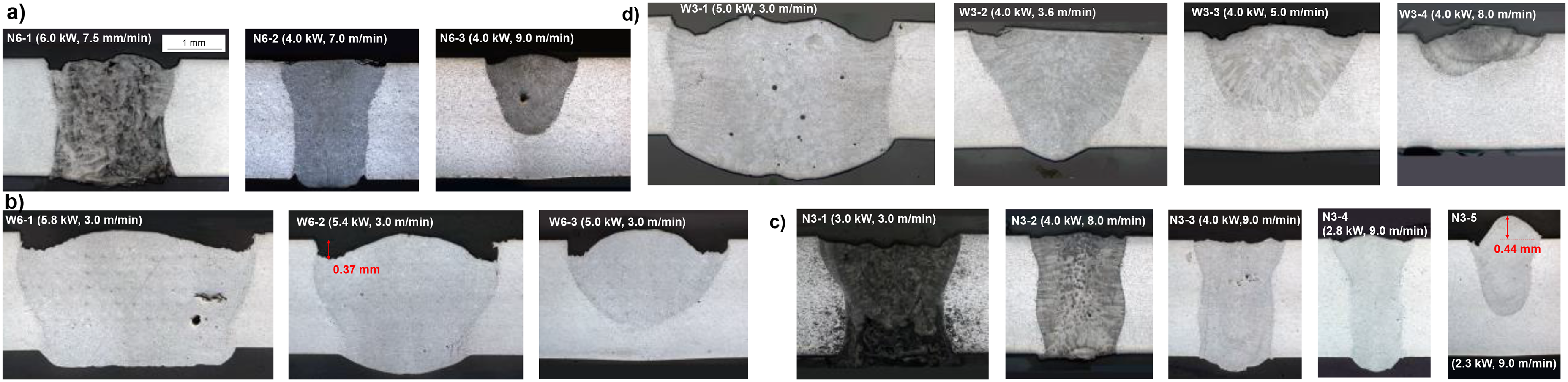
Cross-sections of the welds for (a) 0.6 mm spot size with the static beam, (b) 0.6 mm spot size with the wobbling beam, (c) 0.3 mm spot size with the static beam, and (d) 0.3 mm spot size with the wobbling beam.
For a spot size of 0.3 mm, full penetration could be achieved with as little as 0.019 kJ/mm heat input using the static beam. The formation of undercuts on the top surface of the welds was greatly suppressed using the static beam shown in Figure 3(c). When the heat input was reduced to 0.015 kJ/mm with a welding speed of 9.0 m/min and power of 2.3 kW, the formation of an inconsistent bead surface profile led to excessive reinforcement of the bead surface (a height of 0.44 mm). Surface instabilities, such as humping 31 because of the recoil pressure pushing the molten material upwards while allowing it to prematurely solidify, formed, as shown in Figure 2. This led to the formation of surface beads above the surface of the plate, as shown in Figure 3(c) for the 0.015 kJ/mm weld.
The application of laser beam wobbling with a spot size of 0.3 mm led to a drastic reduction in the penetration, and only 0.067 kJ/mm heat input was sufficient to achieve full penetration, as shown in Figure 3(d). By changing the spot size from 0.6 to 0.3 mm, the heat input required for full penetration decreased by 56% for the static beam and 62% for the wobbling beam. When laser beam wobbling was applied with a 0.3 mm spot size, there was less undercutting on the weld top surface compared with a 0.6 mm spot size (where the depth of the undercut was 0.37 mm), similar to the reduction observed with the static laser beam. In addition, an asymmetrical fusion zone boundary was observed at the bottom side of the partially penetrated fusion zones for low heat input conditions (<0.060 kJ/mm) because the wobble oscillation, combined with the high-speed oscillation of the beam, started to create an asymmetrical heat profile.
Effects of laser beam wobbling and the spot size on the fusion zone microstructure and hardness
Beam oscillation and the spot size significantly affect the heat distribution and cooling rate of the weld metal. This will have a considerable effect on the temperature gradient and solidification rate, which directly control the grain structure in the resolidified fusion zone. 32 Ahmad et al. 33 reported that higher solidification rate provides smaller dendrite arm spacing, which contributes to refining the microstructure. The grain structures of the fusion zones for both the static and wobbling laser welding modes with spot sizes of 0.6 and 0.3 mm are shown in Figure 4. The weld produced with a 0.6 mm spot size and static beam exhibited an oriented dendritic structure, with the growth direction mainly toward the centerline. However, when laser beam wobbling was applied, higher heat input was required to achieve full penetration, as shown in Figure 3. There was a clear distinction between the equiaxed dendrites near the centerline and the highly oriented dendrites at the fusion boundary, which were oriented toward the centerline. It has been reported that the width of the equiaxed region tends to increase with the wobble amplitude. 20
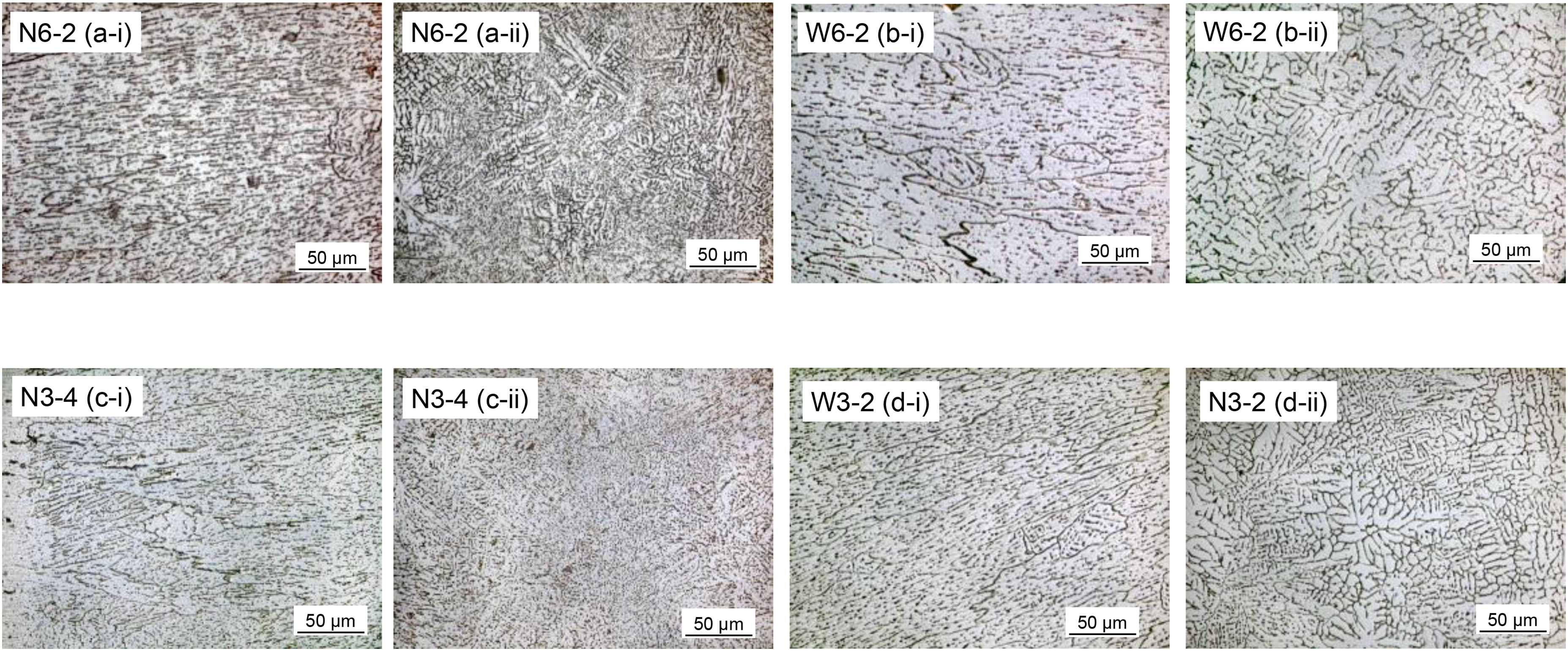
Grain structures are produced with different laser welding parameters. (i) Edge and (ii) center of the weld metal.
The microstructure of each sample was observed over the entire width of the weld metal. The weld metal microstructure exhibited columnar crystals in the vicinity of the fusion boundary and equiaxed crystals around the center of the weld metal, which is due to a higher temperature gradient at the edge of the weld metal combined with a lower gradient at the center of the weld metal. This is consistent with the study by Hagenlocher et al.. 20 In this study, the ratios of the columnar and equiaxed microstructures in the weld metal width were measured for each condition. The relationship between the weld heat input and weld bead width at the front surface and the width of each microstructure is shown in Figure 5, which shows that the weld bead width increased with increasing heat input. The slope of the line for the wobbling mode with a spot size of 0.6 mm was higher than those of the other samples. The energy density under this heat input condition was the smallest among the applied conditions, and thus the minimum required heat input for melting was the highest. The maximum bead width (approximately 4 to 5 mm) was approximately twice those of all of the other samples (considering both the wobble amplitude and spot diameter). Therefore, the increase in the bead width with respect to the heat input was larger for the wobbling mode with a spot size of 0.6 mm than for the other conditions. Using a static laser beam, the width of the columnar structure region tended to increase as the bead width increased. Conversely, for the wobbling laser beam, the width of the equiaxed microstructure region increased as the bead width increased. In general, it is easier to obtain an equiaxed microstructure for larger solidification rate and smaller temperature gradient. 34 In a laser molten pool, the angle between the welding direction and solidification direction becomes larger for smaller distance from the fusion boundary, resulting in a lower solidification rate and it being easier to obtain a columnar microstructure. An infinity wobbling pattern laser spot is considered to be likely to produce equiaxed crystals because of the smaller temperature gradient caused by the repeated scanning of the heat source over the weld bead.
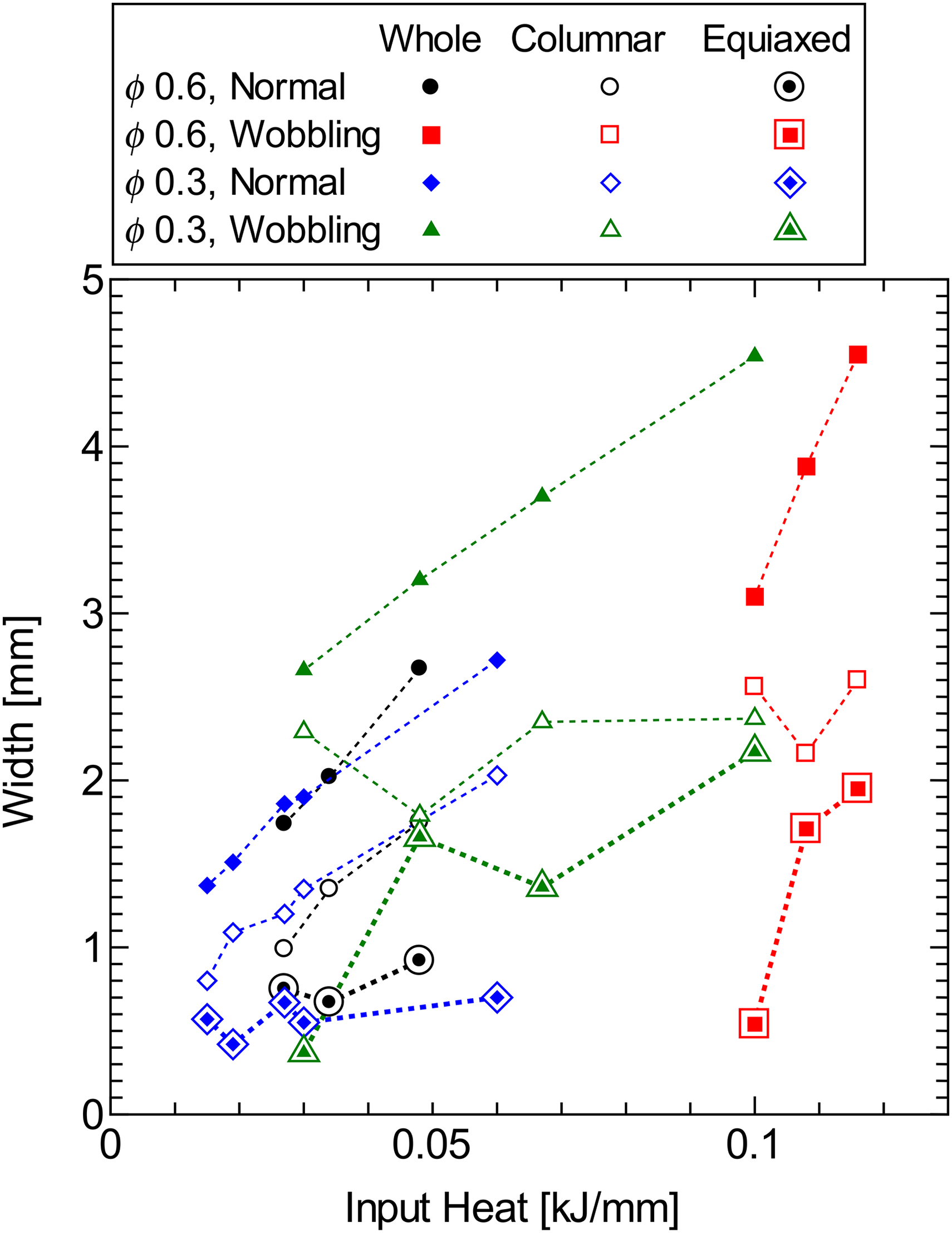
Relations between the input heat and the widths of various regions.
The microhardness distributions of various weld samples at a depth of 0.5 mm are shown in Figure 6. The values were normalized based on the same fusion line (FL) location. The hardness gradually decreased toward the centerline of the fusion zone. There was negligible softening in the HAZ. Considering the low heat inputs applied in this study, it is expected that base metal softening will not be drastic. Because all of the hardness values were measured more than 10 days after welding, the process of natural aging in the fusion zone was expected to be complete and the values represent the final stable hardness values. The fusion zone hardness values were notably lower than those in the base metal, which can be attributed to the dissolution of the peak aged precipitates in the T6 temper condition. However, the static beam welds produced with both 0.3 and 0.6 mm spot sizes exhibited lower hardness ranging from approximately 53 to 68 HV in the fusion zone (Figure 6). For both of the spot sizes, the wobbling mode gave higher hardness values in the weld metal than the static mode. Although the heat input per unit length was higher for the wobbling mode than the static mode, a comparison of the heat input based on the unit volume divided by the bead width indicated that there was no correlation between the heat input and hardness. The difference in the hardness may be related to a combination of the grain structure and the possible change in the alloying content in the fusion zone because the Mg and Si solute elements need to be available for natural aging.
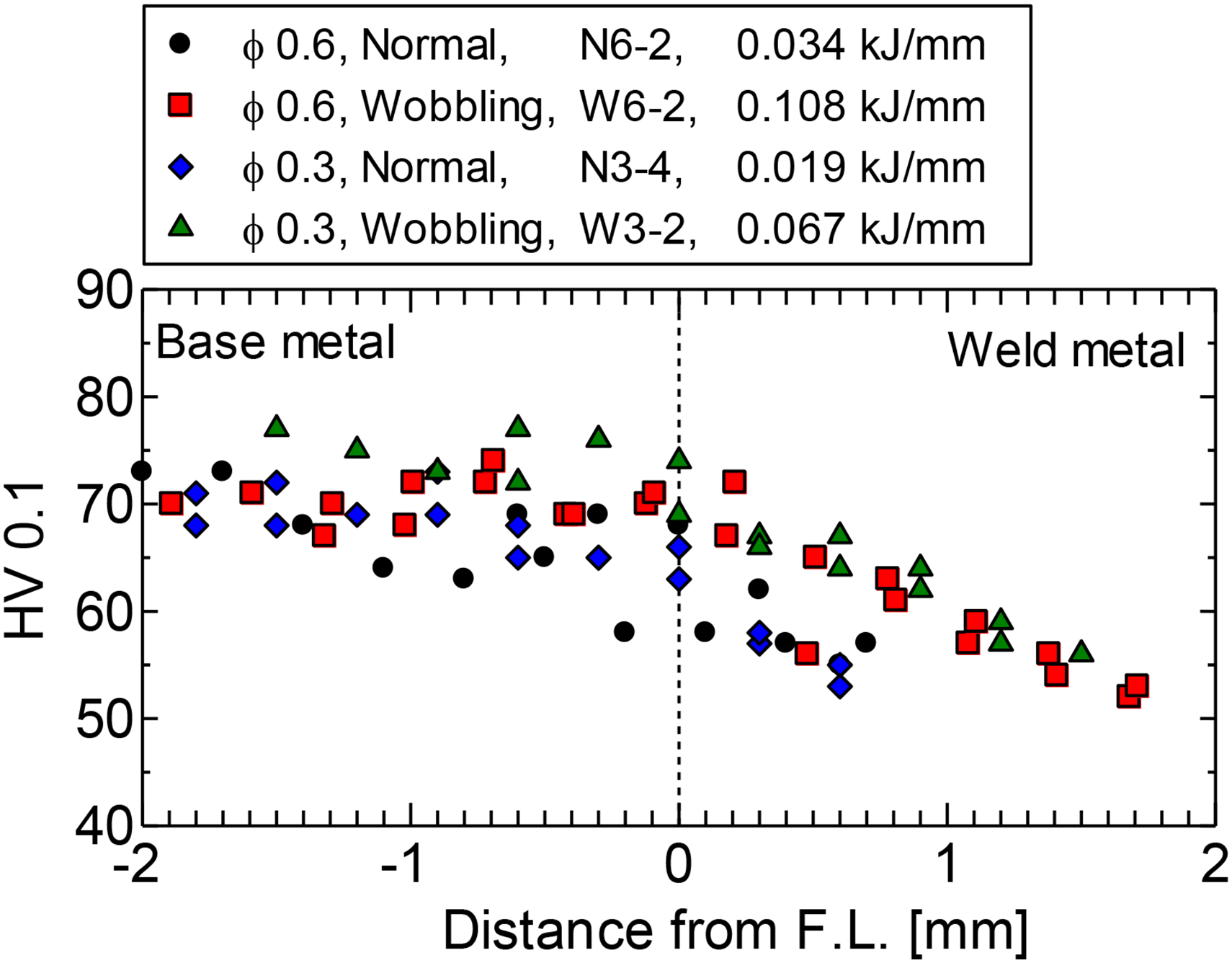
Microhardness distributions of various weld samples at a depth of 0.5 mm.
Effects of the grain size and chemical composition on the mechanical properties of the weld metal
The effects of the grain size and chemical composition of the weld metal on the mechanical properties were quantitatively investigated. First, the average grain diameter was measured by the ASTM E112-13 (2021) standard test method.
35
Specifically, the planimetric method was used in this study. Circles with circumferences of 500 and 250 µm were drawn on the microstructure image taken with an optical microscope, where the number of intersections between the circle and grain boundary was divided by the total length of the circumference to obtain the average grain diameter. The average grain diameter of each sample is given in Table 2. The grain diameter of the weld metal center was almost the same as that of the base metal because the microstructure in the center of the weld metal consisted of equiaxed grains, as shown in Figure 4. The relationship between the grain diameter and yield stress can be represented by the Hall–Petch law:
Grain diameter and concentrations of various alloy elements.
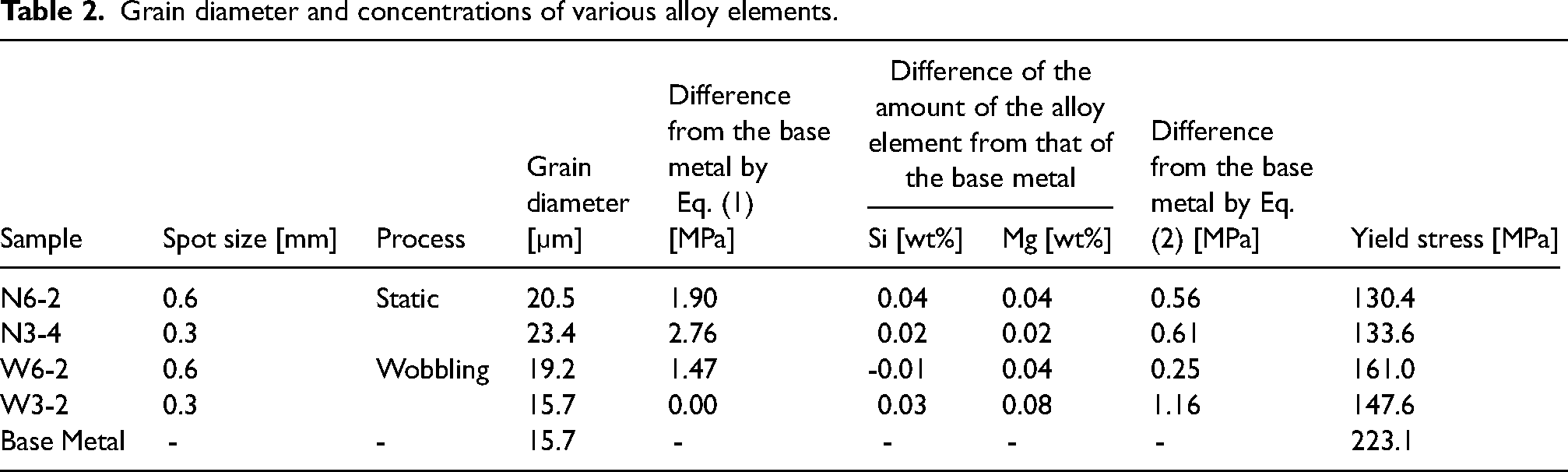
The differences in the Si and Mg concentrations between the base metal and weld metal center obtained by EPMA are given in Table 2, taking an average across the weld fusion zone at the mid-thickness location. An example of the EPMA results is shown in Figure S.1. The large variation in the points for the base metal is thought to be because of the existence of Mg mainly as a strengthening precipitate. The variation for the weld metal was smaller than that for the base metal. The average values of the two regions were almost unchanged. Ryen et al.
37
proposed the following equation for the amount of Mg solute strengthening:
The yield stress values of the base metal and weld metal were measured with a Nanovea indenter to estimate the effects of the above factors on the mechanical properties of the weld part. The yield stress can be expressed as follows using the intersection of a tangent from the origin with the indentation curve 
As mentioned above, the effects of the grain size transition and reduction of the solute strengthening alloy elements by evaporation had insignificant effects on the yield stress. The hardness of the AA 6061-T4 alloy in the naturally aged condition is 75 HV. 41 The hardness of the weld metal was similar, which can be attributed to the presence of strengthening particles. However, some inter-dendritic segregation was clearly observed in all of the welds, as shown in Figure 6, which would limit the extent of fine-scale precipitation hardening compared with the solutionized and naturally aged material in the T4 temper. The degree of hardness reduction was similar between the wobbling and static modes, but both the heat input and bead width of the wobbling mode were larger than those of the static mode. This indicates an advantage of applying the wobbling mode in terms of improving the robustness without degrading the mechanical properties.
Conclusion
In this study, the effect of the spot size and beam oscillation on the mechanical properties and microstructure in AA 6061 alloy laser welding was investigated. The conclusions are as follows.
Wobbling mode using a spot size of 0.3 mm improved the surface appearance, where the excessive weld bead reinforcement of 0.44 mm could be reduced by the laser beam wobbling process, and the severity of undercutting also decreased by a depth of 0.37 mm compared with using a spot size of 0.6 mm. By changing the spot size from 0.6 to 0.3 mm, the heat input required for full penetration decreased by 56% for the static mode and 62% for the wobbling mode. The weld metal microstructure exhibited columnar crystals in the vicinity of the fusion boundary and equiaxed crystals around the center of the weld metal. For the static laser beam, the width of the columnar structure region tended to increase as the bead width increased. Conversely, for the wobbling laser beam, the width of the equiaxed microstructure region increased as the bead width increased. The effects of the grain size transition and reduction of the solute strengthening alloy elements by evaporation on the yield stress were small. The decrease of the yield stress is considered to be mainly caused by the resolution of the strengthening particles. The reduction of the hardness of the weld metal with respect to that of the base metal was similar for the wobbling and static modes, although both the heat input and bead width of the wobbling mode were larger than those of the static mode.
Supplemental Material
sj-docx-1-stw-10.1177_13621718241290543 - Supplemental material for Effects of the laser spot size and beam wobbling on the properties of aluminum 6061 weld metal
Supplemental material, sj-docx-1-stw-10.1177_13621718241290543 for Effects of the laser spot size and beam wobbling on the properties of aluminum 6061 weld metal by Kazuki Matsuda, Nivas Ramachandiran, Hanwen Yang and Adrian P. Gerlich in Science and Technology of Welding and Joining
Footnotes
Acknowledgments
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: We thank the Natural Sciences and Engineering Research Council of Canada (NSERC) for funding through grant RGPIN-2019-05636.
Natural Sciences and Engineering Research Council of Canada, (grant number RGPIN-2019-05636).
Supplemental material
Supplemental material for this article is available online.
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.