
Abstract
Background
The demand for biocompatible materials has increased substantially in recent years as a result of the growing complexity and precision requirements of medical devices, particularly implants. However, the process of manufacturing these materials remains challenging, particularly in terms of preserving biocompatibility while attaining a high level of surface quality.
Objective
The objective of this study is to present a concise summary of Powder-Mixed Electrical Discharge Machining (PMEDM) and Electrical Discharge Machining (EDM) for biomedical materials, with an emphasis on their potential to circumvent the constraints of traditional methods.
Methods
In order to ascertain the capabilities, limitations, and contributions of EDM and PMEDM to biomedical applications, a review of recent studies and discussions was conducted.
Results
The results emphasize that EDM and PMEDM can efficiently process challenging biomedical materials without causing mechanical stress, while simultaneously enhancing surface characteristics and maintaining biocompatibility. These techniques demonstrate potential for improving the precision and quality of biomedical components.
Conclusions
EDM and PMEDM are prospective manufacturing techniques for biomedical applications, assuring the reliable biological integration of implants in clinical practice, long-term performance, and structural accuracy.
Introduction
In recent years, biomedical technologies, particularly bio-implants, garnered significant attention for their critical role in the replacement and repair of fractured bones. Implant systems are typically fabricated from natural or synthetic biomaterials, as well as composites derived from these materials, with the choice of material being dictated by the specific application and functional requirements of the implant. 1 Presently, biomedical implants are widely utilized in a range of medical devices, such as prosthetic limbs, pacemakers, orthopedic screws, fixation wires, bone plates, and hip joint replacements, among others. 2 Additional applications of these biomaterials are illustrated in Figure 1. To perform effectively within the human body, biomedical implants must possess a unique combination of properties, including excellent corrosion resistance, superior mechanical strength, biocompatibility, controlled degradability, and favorable chemical stability. 3 The selection of suitable materials is therefore a decisive factor in ensuring the long-term success and safety of implantable devices. Recent studies have identified magnesium alloys, zinc alloys, and titanium alloys as the most promising candidates for biomedical applications, owing to their favorable mechanical properties and high compatibility with biological tissues. 4
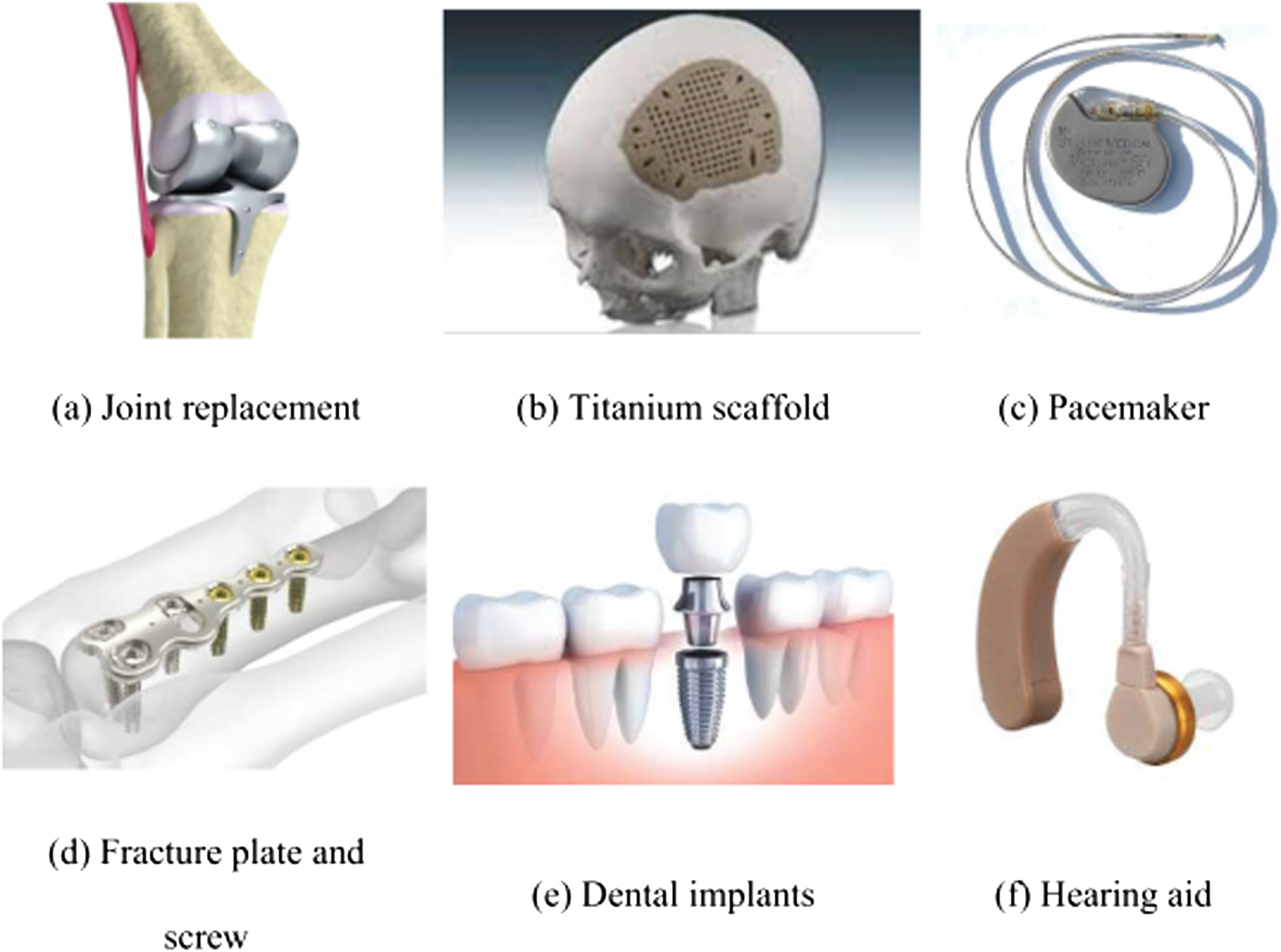
Samples of biomedical devices. 5
In addition to metals, polymers and ceramics are also employed in the fabrication of biomedical devices. However, these materials generally lack the superior mechanical strength and durability exhibited by metals and their alloys. 6 To overcome these limitations, polymers and ceramics are often combined with metals to form composite materials, thereby enhancing overall mechanical performance and functionality.
The continual emergence of advanced materials, coupled with increasing demands for precision and complex geometries in modern industry, has placed significant pressure on manufacturing technologies. 7 Among these materials, titanium and its alloys have attracted considerable attention due to their outstanding characteristics, including a high strength-to-weight ratio, superior performance at elevated temperatures, and excellent corrosion resistance. As a result, Titanium and its alloys are among the most widely used materials for fabricating biomedical devices such as joint replacements, spinal implants, dental implants, and pacemakers, due to their excellent mechanical properties, corrosion resistance, and biocompatibility. In comparison, magnesium and its alloys offer a cost-effective alternative while maintaining comparable potential as implant materials. Notably, magnesium not only possesses favorable mechanical strength but also exhibits intrinsic biocompatibility. 8 The dual-phase (α + β) Ti-6Al-4V alloy is the most commonly employed among the various titanium alloys. Despite their desirable properties, titanium alloys are known to be challenging to machine. This is largely attributed to their high chemical reactivity with most cutting tool materials, poor thermal conductivity, and low elastic modulus, all of which negatively impact machinability. 9 Consequently, conventional machining methods often fall short in providing cost-effective solutions for shaping these materials.
In the manufacturing of biomedical devices, achieving high machining quality is crucial for ensuring biocompatibility. The surface finish, which is directly affected by the machining method, plays a vital role in promoting biocompatibility and facilitating osseointegration with human tissues and bones. For example, the femoral head in a hip joint prosthesis requires a highly smooth and polished surface, typically achieved through grinding and polishing processes. Therefore, surface finish remains a critical concern when machining biomedical materials, as it significantly impacts their mechanical behavior. 5 Advanced surface modification methods, such as the EDM, are used to enhance the surface features of these biomaterials, hence improving their compatibility with adjacent biological tissues. 10 This approach is crucial for customizing surface integrity to satisfy the rigorous demands of biological applications. The EDM, or spark erosion, is a non-conventional manufacturing technique that has several benefits compared to typical machining procedures, resulting in its growing use. A fundamental characteristic of EDM is the lack of need for direct contact between the tool electrode and the workpiece, thus mitigating problems associated with mechanical strain, oscillations, and tool chatter during machining. EDM may be used to manufacture any electrically conductive material, irrespective of its hardness. 10 EDM is very effective for cutting challenging materials like titanium and its alloys, which provide considerable difficulties for conventional machining methods. 11
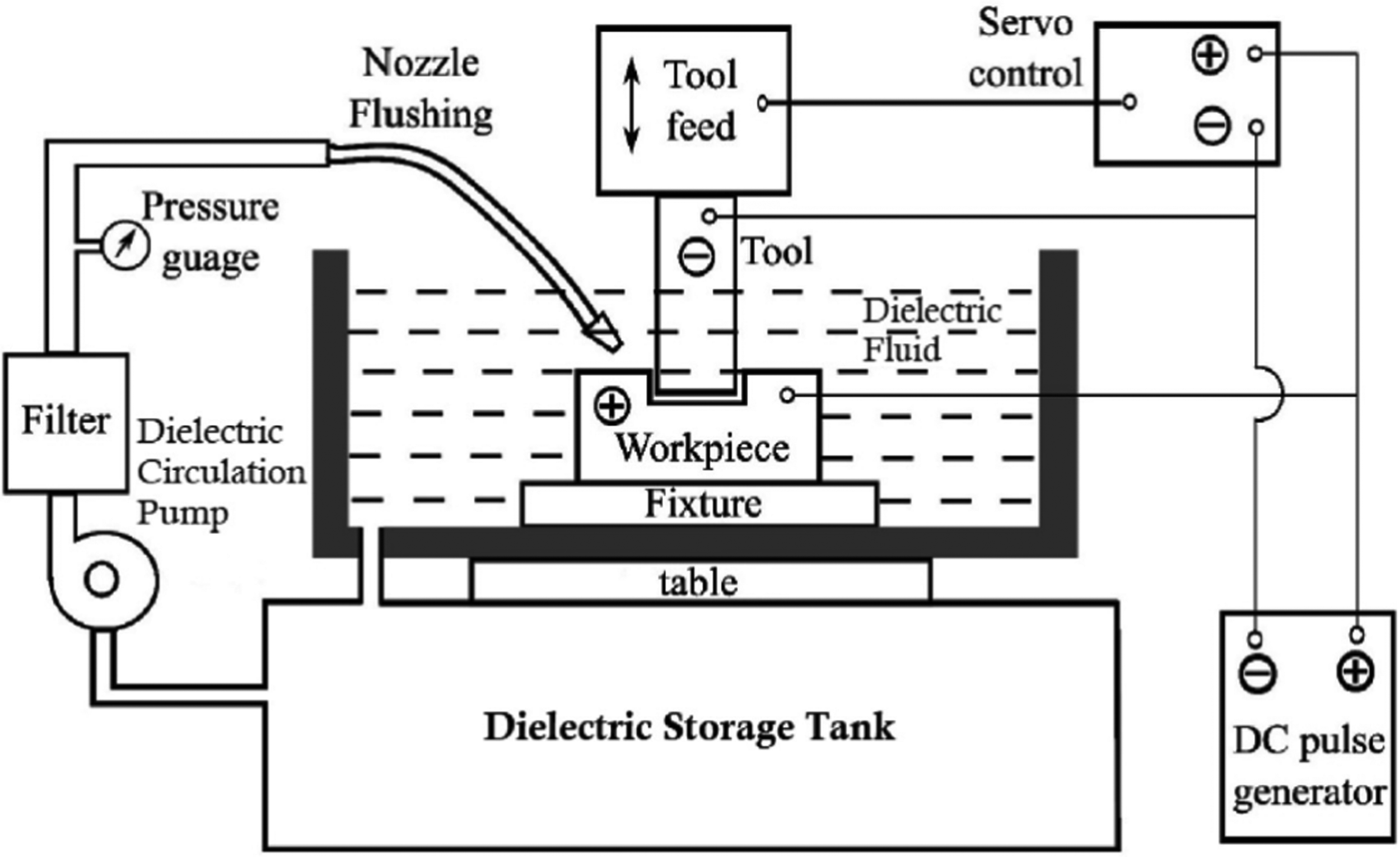
The EDM method employs electrical current to erode materials by the generation of sparks between the electrode and the workpiece. The electrode is situated slightly above the workpiece at a minimally defined interval, referred to as the spark gap, with both components immersed in a dielectric fluid. A pulsing DC power supply or EDM generator delivers voltage pulses across the gap, generating sparks or current conditions that enable material removal. The spark gap is controlled and maintained by a servo mechanism. When the current flows through the workpiece, it generates extremely high heat in the cutting zone, resulting in sparks or current conduction. 7 Each spark causes localized heating, melting metal particles in a small area. At the end of the pulse, the dielectric fluid flushes away the molten particles, and the remaining material solidifies again, forming what is known as the “white layer.” This process repeats continuously, with the material removal rate and surface finish being influenced by the discharge's intensity and duration. 12
The PMEDM process offers several advantages over traditional EDM, making it more efficient, particularly for machining biomedical materials. PMEDM enhances material removal rate (MRR) by adding conductive powders to the dielectric fluid, improving energy transfer and increasing MRR compared to EDM. 13 It also provides a superior surface finish by reducing the formation of recast layers and minimizing oxidation due to better cooling and particle removal. Additionally, PMEDM reduces tool wear as the powders help decrease heat concentration on the electrode, leading to longer tool life and reduced maintenance costs. The process also minimizes the heat-affected zone (HAZ), preserving material properties like hardness and corrosion resistance, which are crucial for biomedical applications.14,15 Overall, PMEDM is more efficient in terms of MRR, surface quality, tool wear, and operational costs, making it a more effective choice for precision machining of materials used in industries like biomedical engineering.
Multiple investigations have shown that PMEDM significantly enhances surface quality in comparison to traditional EDM. Adding conductive powder or bio-powder to the dielectric fluid helps distribute energy more evenly in the plasma channel, which smooths the surface, makes the recrystallization layer thinner, and lowers the number of tiny cracks on the surface.5,16,17 These enhancements provide superior wettability and mechanical integrity on the surface, which are essential for biological applications. From a biocompatibility perspective, PMEDM is recognized for its ability to enhance advantageous biological responses through in-situ surface modification. Adding bio-phases, such as hydroxyapatite or Ca-P compounds, during processing has been shown to help cells attach and grow better, and many studies have confirmed that titanium alloys and stainless steels treated with PMEDM resist corrosion better in body-like fluids, making them suitable for long-term use in implants. Recently, the PMEDM has been extensively studied to improve the surface quality and metallurgical characteristics of mold steels such as SKD61, AISI H13, X40CrMoV51, and 9CrSi. Works by V. T. Le et al. have shown that the addition of additive powders (such as tungsten, tungsten carbide, or alloy particles) to the dielectric medium has a significant effect on surface roughness, material removal rate (MRR), and recast layer thickness.18–20 In addition, studies on materials in heat-treated and non-heat-treated states show significant differences in microstructure and element distribution in the re-solidified layer, confirming the important role of the substrate material conditions in the re-solidification mechanism and surface micro-transformation.21–23 These results show that PMEDM is not just a way to remove material, but also a method to carefully change the surface, allowing for adjustments in metal properties by choosing the right powder and machining settings.
A wide range of recent studies and reviews have explored biological materials and their machinability in detail. Most existing literature emphasizes the influence of the EDM parameters on surface integrity. However, only a limited number of reviews provide a thorough assessment of the post-machining effects on biomaterials or discuss optimization strategies aimed at minimizing the adverse outcomes of EDM. This paper aims to present an overview of modern biomedical materials, the application of powder-mixed EDM (PMEDM) in medical contexts, various types of powder additives used in EDM, the theoretical basis of spark discharge mechanisms with powder suspension, the critical surface and material requirements for biomedical applications, and the influence of PMEDM on both machining performance and the resulting surface properties of biomaterials.
Materials used in biomedicine
Types of materials used in biomedicine
Biomedical materials are a kind of smart, multipurpose structural materials that have many potential applications in medicine, including the detection, treatment, rehabilitation, and even replacement of damaged or malfunctioning human tissues or organs. Medications will never be able to match the specific effectiveness of biological materials. Nondegradable and biodegradable are the two main classifications for biomedical metals, which are based on the many functions that organisms perform. Stainless steel, titanium, titanium alloys, and cobalt chrome alloys are now the basic metals most often used to make orthopedic and surgical implants. 15
There is a wide variety of applications for biomedical materials, which include tissue engineering and regenerative medicine, implants, and diagnostic devices.24,25 Biomedical materials provide a multitude of answers to the current medical challenges. Historically, biomedical materials have been used in the development of tissue-engineered products as well as medical implants. On the other hand, in response to the growing need for real-time monitoring of vital signs in order to improve health management, efforts have been focused on the development of biomedical materials that are capable of being utilized in the manufacture of implanted biosensors. 26
Biomedical materials are classified by their chemical composition, mechanical properties, and physical properties. They can be categorized as metals, polymers, ceramics, and composites.
For metals:
- Utilized in load-bearing prosthesis such as hip and knee prosthetics
16
(Figure 2); - Employed in various medical implants, including artificial heart valves, pacing leads, and stents for vascular support
27
(Figure 3); - Have high strength, corrosion resistance, and mechanical properties; - Have good thermal and electrical conductivity;
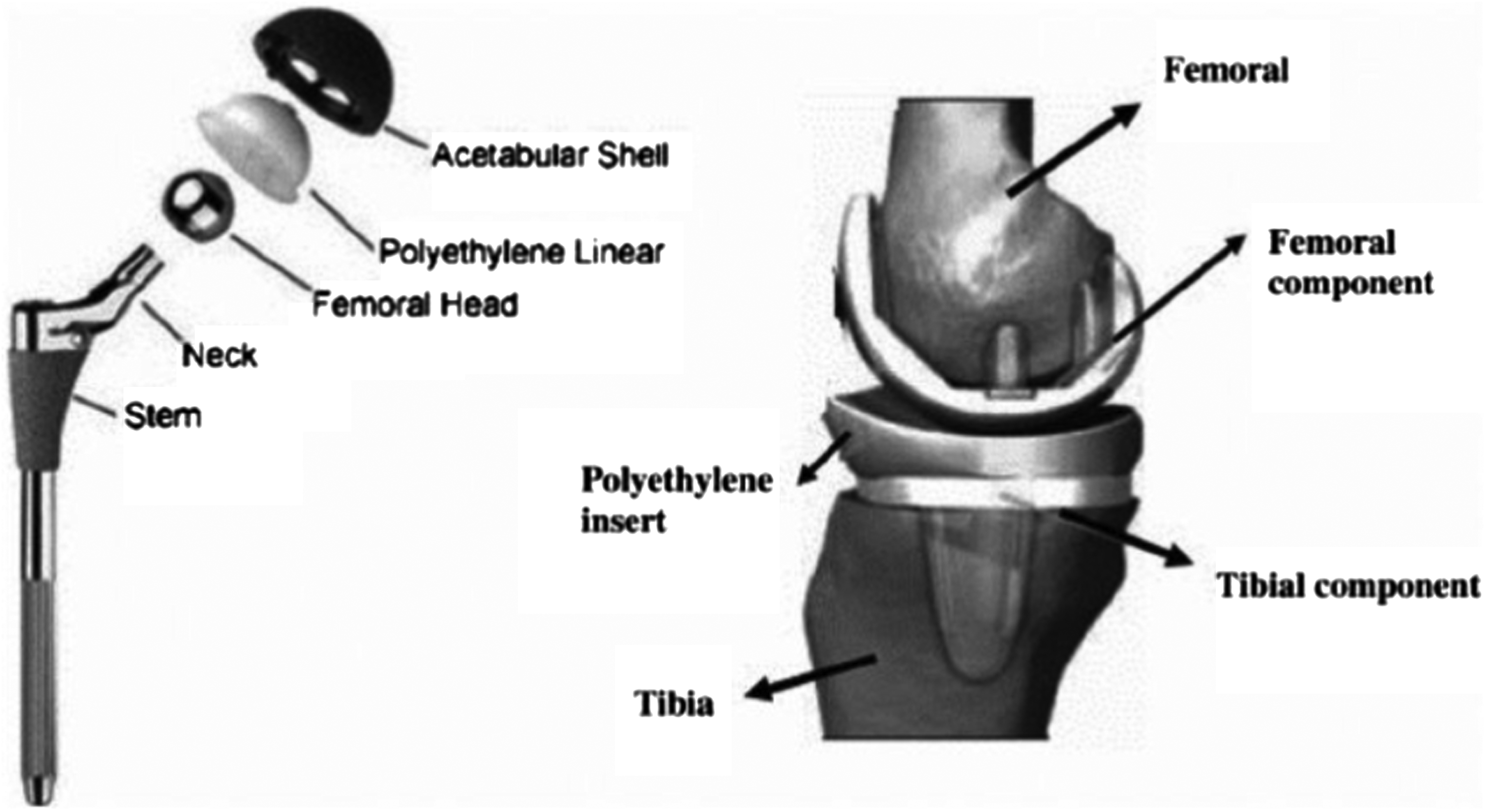
Total hip and knee joint implant replacements by metals.
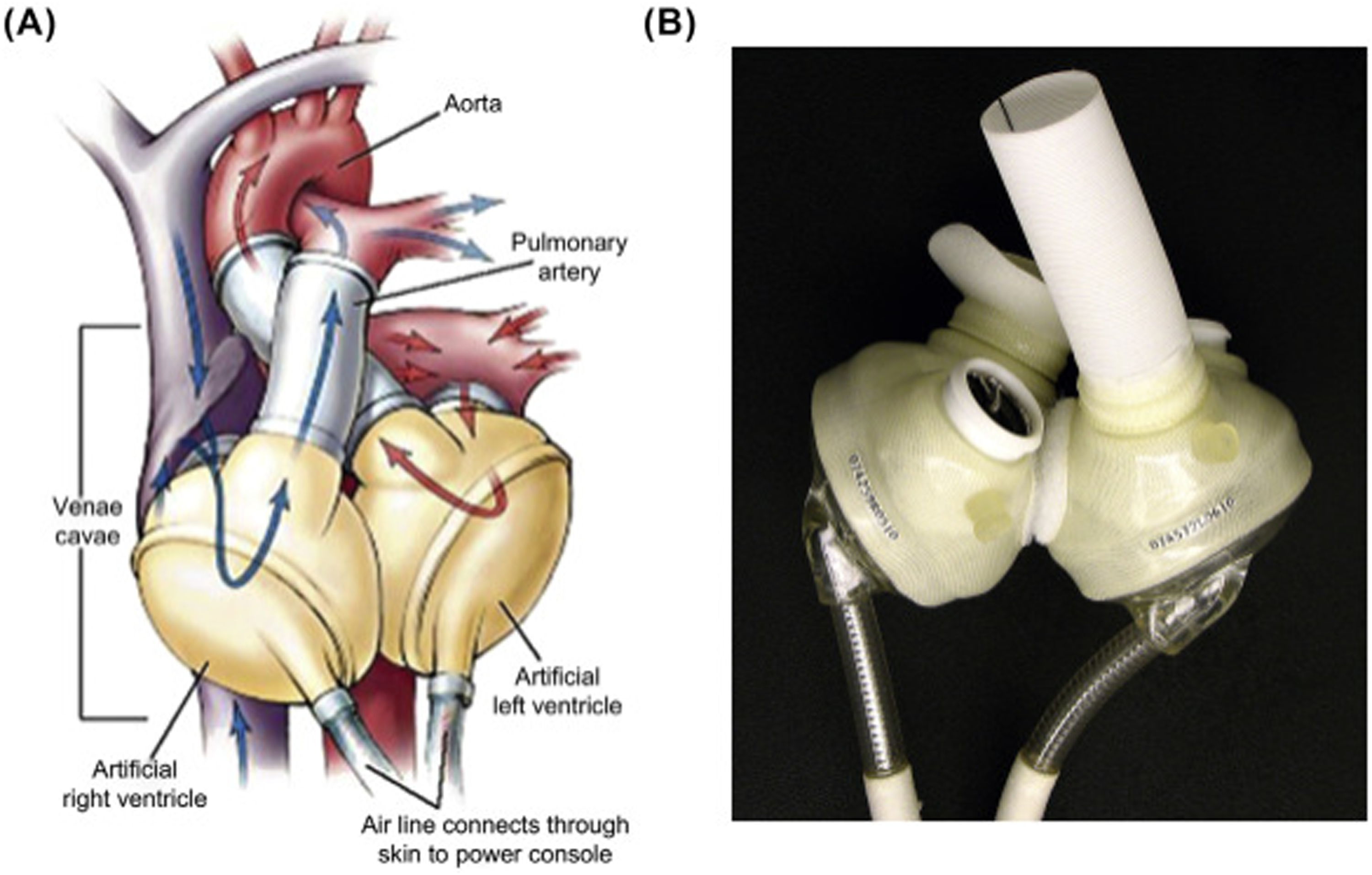
(A) Schematic representation of the SynCardia total artificial heart and (B) image of the device prior to implantation.
For polymers:
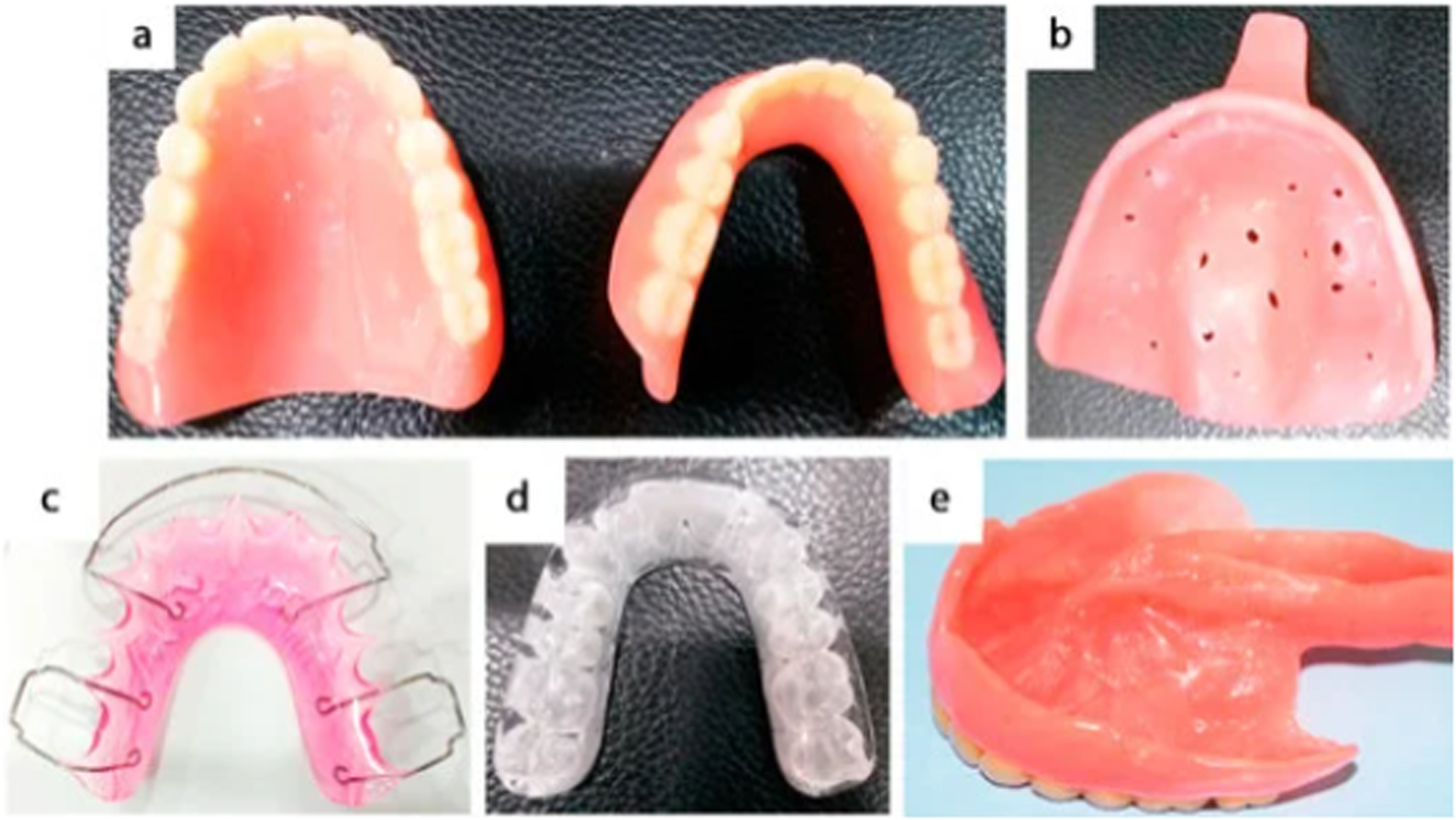
Representative applications of acrylic-based materials in dental practice: (a) full denture; (b) custom impression tray; (c) retainer for orthodontic use; (d) bite splint; (e) palatal obturator used to restore tissue loss after maxillectomy.
For ceramics:
- Used in biomedical devices and foams.
For composites:
- Made from two or more materials to create an implant material with desired features - Combine bioactive materials with hydrophilic and photosensitive polymers to create biocomposite hydrogels and photosensitive biocomposites
At present, the primary metallic materials employed in the production of surgical implants and orthopedic devices include stainless steel, titanium and its alloys, along with cobalt-chromium-based alloys. 29
Essential properties for biomedical materials
Biomedical materials and their surfaces must exhibit essential qualities to guarantee safety, usefulness, and durability inside the human body. Key characteristics encompass:
- Biocompatibility: Absence of detrimental effects on tissues. - Corrosion Resistance: To endure biological fluids without deterioration. - The mechanical properties: Strength, hardness, and elasticity must correspond with biological functions. - Fatigue and wear resistance: Ensuring durability under repeated stress and abrasion. - Surface Roughness: Smooth or moderately rough surfaces for optimal tissue integration. - Bioactivity: Facilitates tissue proliferation and integration. - Porosity facilitates tissue penetration into scaffolds. - Elasticity: Conforms to adjacent tissues, such as bone, to prevent stress shielding. - Antimicrobial properties: Inhibits infection. - Radiopacity: Guarantees discernibility in medical imaging. - Chemical Stability: Exhibits resistance to disintegration inside the organism. - Degradability/Biodegradability: Regulated degradation for transient implants or pharmaceutical administration.
These characteristics guarantee the material's safety, durability, and functionality for medical applications, including implants, prostheses, and surgical equipment.
Titanium material
In recent times, the convergence of materials science and biomedical engineering has resulted in significant progress in medical technology. Titanium is a prominent metallic biomaterial; when suitably alloyed, it demonstrates characteristics that make it very advantageous for biomedical applications. 30 Titanium alloys are particularly valued for their unique combination of high mechanical strength, excellent biocompatibility, resistance to corrosion, and their ability to support tissue integration-qualities that render them especially suitable for orthopedic and dental applications. Figure 5 presents Fundamental parameters of Titanium. 31
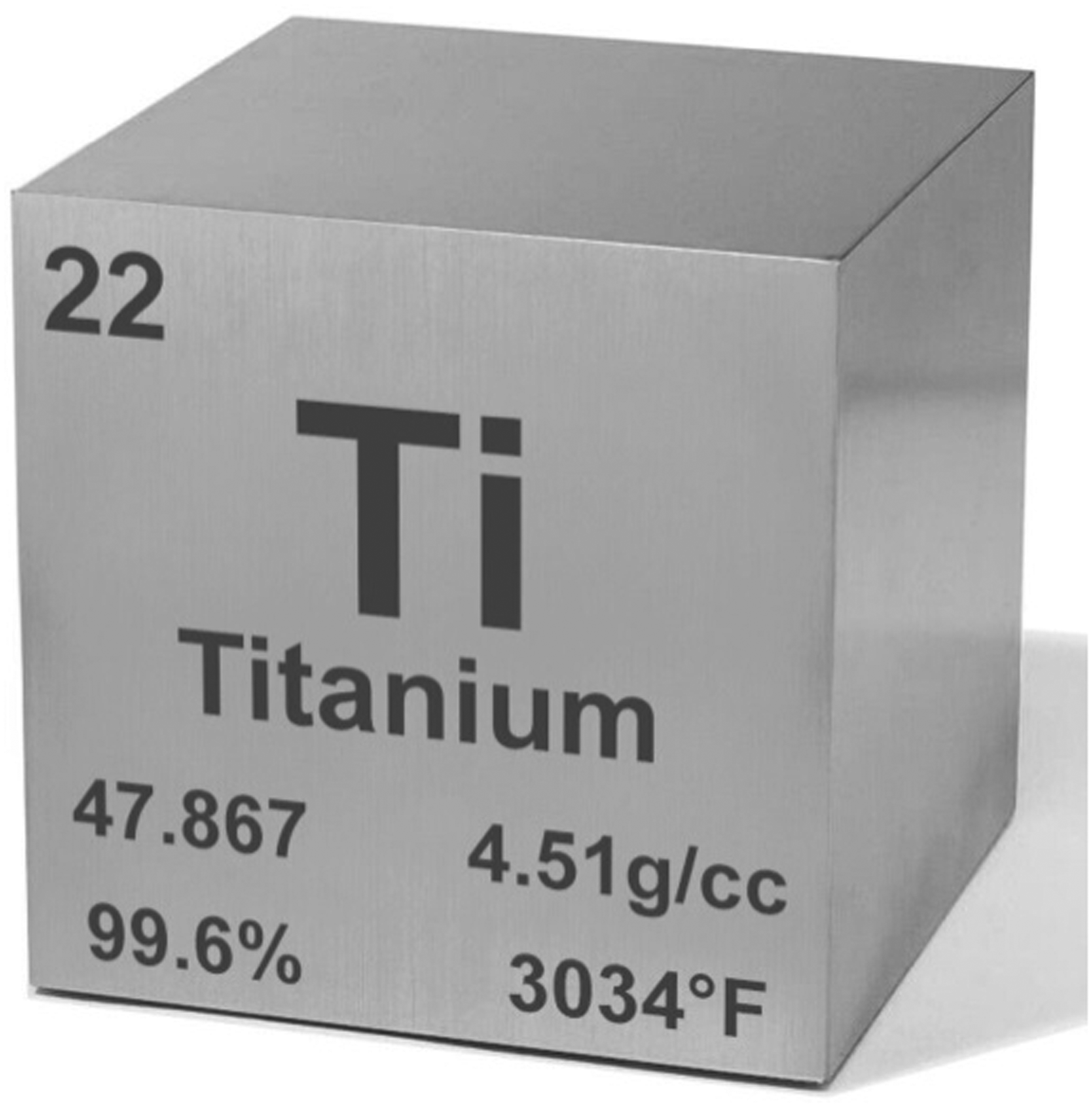
Fundamental parameters of Titanium. 31
The utilization of titanium alloys in medicine is closely associated with the pioneering research of Dr Per-Ingvar Brånemark.27–29 His groundbreaking study on osseointegration, a word he invented to define the direct structural and functional link between live bone and an implant's surface, signified a paradigm change in the medical industry. The revelation that titanium may function as a supporting scaffold to promote and increase bone attachment, development, and integration transformed techniques in orthopedic and dental implantology. Brånemark's legacy established the scientific and clinical groundwork for the extensive use of titanium and its alloys in contemporary medicine. As of yet, no other structural metal has shown a similar amalgamation of features for biomedical applications.
Titanium remains the material of choice in orthopedic applications for load-bearing components exposed to significant and repetitive mechanical stresses, most notably in the stems and cups of joint prostheses such as those in the shoulder, hip, knee, and ankle, where polymer-based alternatives lack sufficient structural integrity. Beyond mechanical strength, titanium implants also offer long-term fixation through osteointegration, a biological process that can be further enhanced by employing cellular solid architectures. However, despite ongoing research and numerous proposed advancements, 32 titanium is generally unsuitable for articulating surfaces subjected to wear, such as femoral heads in hip replacements 33 or femoral condyles in knee prostheses. 34
In the field of dentistry, titanium is employed extensively in the production of dental posts, fasteners, abutments, braces, instruments, and transitory devices. In contrast to orthopedics, the apparatus employed in dentistry and orthodontics frequently undergoes less mechanical stress. The oral environment presents complex biological and chemical challenges. Variations in pH, 35 the excretion of corrosive agents from food and drinks, 36 the accumulation of tartar and plaque, 37 and the proliferation of infections, including bacterial colonization, 38 may markedly diminish the therapeutic efficacy and longevity of biomaterials. Titanium's chemical inertness often addresses these issues; nonetheless, concerns have been expressed about the possible leaching of detrimental alloying elements 39 and allergic responses, especially to titanium-nickel alloys. 40
Trauma devices, which encompass screws, plates, and intramedullary nails, are subjected to substantial tension, similar to orthopedic implants. As a result, surgeons frequently opt for stainless steel over titanium due to its superior durability. Additionally, trauma devices are frequently extracted subsequent to the recovery phase, which is not the case with the majority of components utilized in arthroplasty. 41 A titanium implant that has been fully osseointegrated would likely present significant challenges during extraction, potentially causing damage to the surrounding tissues. A completely osseointegrated titanium implant would provide considerable difficulties during extraction, perhaps resulting in harm to adjacent tissues.42,43
Although spinal implants are officially classified as orthopedic devices, they exhibit distinctive features and will be regarded as a separate category in this research. Titanium and related alloys are often used in spinal implants, encompassing pedicle screws, rods, interbody cages, artificial discs, and other hooks and wires intended for the rectification of spinal abnormalities, including scoliosis. Based on their purpose, these devices may be classified as either articulating (e.g., artificial discs) or locking (e.g., interbody cages), functioning as either arthroprosthetic or trauma devices. Despite spinal implants generally enduring reduced mechanical loads, they encounter intricate anatomical situations with significant patient variability, potentially resulting in harm to adjacent nerves and blood vessels. The predominant failure mechanism in implements such as pedicle screws is fracture. The stiffness of titanium may impede the healing process or lead to inadvertent bone fractures. 44
Titanium alloys have long been recognized for their superiority in orthopedics and dentistry, and their mechanical strength and biocompatibility have facilitated their use in other medical domains, including cardiovascular devices. Titanium is the material of choice for cardiovascular implants, including stents, heart valves, vascular grafts, as well as components of implanted defibrillators, pacemaker enclosures, and implantable sensors. In addition to biocompatibility, a vital necessity for cardiovascular implants is long-term durability, necessitating that these devices operate efficiently without regular changes over extended durations. The mechanical failure of a cardiovascular implant may pose a life-threatening hazard, and the alteration of these implants entails substantial hazards, in contrast to the majority of arthroprosthetic or dental products. 45
Properties of Titanium
Titanium, denoted by the chemical formula “Ti” and having an atomic number of 22, is a multifaceted element recognized for its distinctive qualities. It is extensively used in many sectors, including aerospace, automotive, military, sports, and jewelry.
Physical properties
Titanium experiences a phase shift from a hexagonal close-packed (HCP) crystal structure to a body-centered cubic (BCC) structure due to variations in temperature. At ambient temperature, economically pure titanium mostly resides in the α-phase, distinguished by its hexagonal close-packed structure. When the temperature surpasses roughly 883°C (1621°F), titanium transitions into the β-phase, characterized by a BCC structure. 46 This transition dramatically affects several material qualities, including ductility and strength.
Titanium has a comparatively low density of around 4.5 g/cm3, about fifty percent that of steel or cobalt alloys. The low density enhances its lightweight characteristics, rendering it highly sought after for applications necessitating weight reduction, especially in aircraft and medical implants. In the realm of medical implants, diminished density is important in alleviating the total load and movement inertia on the human body.
Titanium has favorable thermal characteristics, with a melting point of about 1668°C (3034°F). The high melting point allows the material to endure increased temperatures during manufacture without compromising its structural integrity. Furthermore, titanium has a low coefficient of thermal expansion, indicating it undergoes little expansion or contraction when exposed to temperature fluctuations. This characteristic is especially significant in contexts where dimensional stability is essential, such as in precision medical equipment. 47
Titanium is a relatively poor conductor of electricity compared to materials like copper or aluminum, making it beneficial for applications that need electrical insulation. In some medical applications, such as implanted devices, titanium's low electrical conductivity may be advantageous in mitigating unwanted electrical interactions with physiological tissues. 47
Chemical properties
Titanium has a pronounced affinity for oxygen, resulting in the automatic development of a protective oxide coating on its surface upon exposure to oxidizing conditions. The oxide layer is essential for titanium's corrosion resistance and contributes to its biocompatibility, rendering it suitable for several applications, particularly at elevated temperatures. Titanium oxide manifests in two main crystalline forms, anatase and rutile, determined by environmental circumstances. The thickness of the natural oxide layer on titanium may fluctuate, affected by exposure circumstances and alloy composition, generally ranging from a few nanometers to around 10–30 nanometers. Alloys subjected to humid air at ambient temperature primarily form composite oxide layers including titanium (IV), titanium (III), and titanium (II) oxides.
In applications in medicine, the native oxide layer is essential for guaranteeing biocompatibility, serving as a protective barrier between the reactive metal and the biological environment. This layer mitigates corrosion, since the biological environment is intrinsically corrosive to metals, and also protects against detrimental consequences such as acute inflammation. 48
Mechanical properties
Titanium alloys provide exceptional mechanical strength and rigidity, ensuring adequate load-bearing capability for applications such as orthopedic implants and dental prostheses. The precise mechanical characteristics may be customized by alloying with additional elements, with some alloys attaining ultimate loads similar to those of engineering steels. 49 Like steels, titanium alloys possess a fatigue limit and remarkable fatigue resistance, making them appropriate for prolonged use in dynamic settings, such as orthopedic implants exposed to cyclic stress. Titanium alloys possess a comparatively low modulus of elasticity relative to other metals used in the biomedical sector. This attribute mitigates the stress-shielding phenomenon, thereby diminishing bone density reduction around the implants. 50
Biological properties
The natural oxide layer on titanium and its alloys serves as a physical barrier between the metal and the biological environment; however, it is not completely inert. Dr Brånemark noted that bone tissue may adhere to and proliferate on titanium alloys, allowing titanium-based implants to attain full osseointegration over time.51,52 Titanium's capacity to integrate with bone, recognized as a fundamental biomedical characteristic, is used in numerous biomedical devices, including scaffolds, to expedite bone tissue regeneration and enhance adhesion and stability. Another significant characteristic associated with native oxides is titanium's hypoallergenic quality, since it seldom induces allergic responses in humans. This feature is particularly essential for medical devices that maintain extended contact with the body. Titanium and its alloys are often regarded as non-toxic and are not thought to emit deleterious substances into the body, hence assuring patient safety over prolonged durations. Concerns have been expressed about the possible toxicity of some alloys, including titanium grade 5 and Nitinol, owing to the presence of aluminum/vanadium and nickel, respectively.
Ceramic biomaterials and their machinability by EDM/PMEDM
Ceramic biomaterials like alumina (Al2O3), zirconia (ZrO2), zirconia-toughened alumina (ZTA), and silicon nitride are widely used in surgical implants because they resist wear well. These materials are especially suitable for articulating components, dental implants, and load-bearing biomedical applications that need long-term stability and minimal wear rates. Nonetheless, the machining of ceramic materials poses considerable obstacles because of their elevated hardness, inherent brittleness, and little or insignificant electrical conductivity. 53
Traditional machining of ceramics often results in significant tool degradation, surface fissures, and brittle fracture, hence constraining dimensional precision and surface quality. Using the EDM on most ceramic biomaterials is difficult because these materials do not conduct electricity, making it hard to create the necessary electrical sparks. As a result, certain solutions have been developed to make EDM techniques more suitable for ceramic biomaterials. A common technique uses conductive layers, like coatings of graphite, copper, or silver, to give the ceramic surface temporary electrical conductivity, making it easier to create stable sparks. Moreover, powder-mixed EDM (PMEDM) has been identified as an efficacious method whereby conductive or semi-conductive particles (such as carbon-based powders, TiO2, or SiC) are suspended in the dielectric fluid to enhance discharge bridging and localized energy transfer. These solutions provide regulated material removal while reducing the risk of catastrophic brittle fracture.54,55
Additionally, methods like ultrasonic-assisted EDM, laser-assisted EDM, and wire EDM with extra electrodes have proven to be effective for working with advanced ceramic materials. These methods help remove debris faster, keep the discharge process steady, and enhance surface quality, making EDM/PMEDM more suitable for ceramic biomaterials used in medical implants. Despite the difficulties associated with machining ceramic materials, the combination of EDM/PMEDM with supplementary techniques offers effective solutions for their precise machining in biomedical applications.
Figure 6 schematically summarizes the major machining challenges associated with ceramic biomaterials and the corresponding EDM/PMEDM-based strategies reported in the literature.
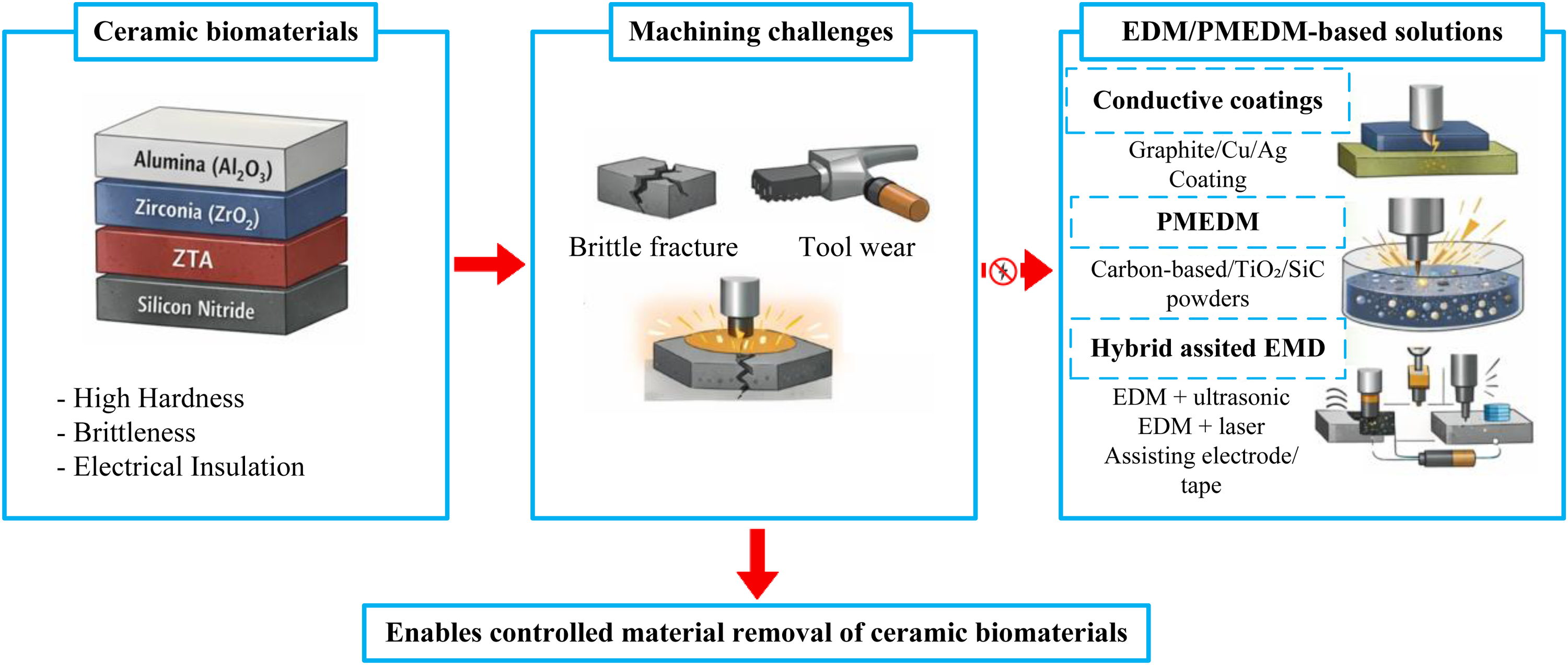
A diagram showing the machining problems with ceramic biomaterials and possible solutions using EDM/PMEDM, such as conductive coatings, PMEDM, and hybrid or assisted EDM methods for biomedical implants.
Powder mixed electrical discharge machining
Progress in materials research has resulted in the development of novel electrically conductive materials that exhibit superior mechanical strength and thermal characteristics. Nonetheless, machining these materials using traditional methods poses considerable difficulties. The EDM is a recognized technique for contouring hard materials with intricate geometries that are challenging to produce using conventional machining processes. EDM works on a thermoelectric concept, whereby material is ablated via fast, successive electrical discharges between a non-contacting electrode and the workpiece. The absence of direct contact between the electrodes significantly mitigates issues such as mechanical stress, vibrations, and tool degradation. Notwithstanding its advantages, EDM exhibits industrial constraints, including suboptimal surface quality and diminished material removal rates. To address these constraints, metallic powder is included in the dielectric fluid, improving conductivity and augmenting the spark gap between the tool and the workpiece. The enhanced machining technique is known as PMEDM, whereby the included powder significantly improves the overall efficiency of the EDM process. 13
EDM process
Recent years have seen a trend towards the use of compact, lightweight, and thin mechanical components in the aerospace, automotive, medical, and nuclear reactor industries, leading to the development of hard materials distinguished by high strength and heat resistance for diverse applications. These materials demonstrate superior hardness, toughness, decreased thermal sensitivity, improved corrosion resistance, and heightened machining complexity. The traditional machining of complex geometries with high surface finish and tight tolerances at cost-effective cutting rates is highly challenging, requiring the advancement of new technologies, both conventional and unconventional, to accurately and efficiently process these ‘difficult-to-machine’ materials. The EDM is extensively used to treat high-strength and temperature-resistant (HSTR) alloys, which present significant machining difficulties. 56 These materials are commonly used in the die and mold manufacturing industries. 57 In 1770, scientist Joseph Priestley discovered the corrosive effects of electrical discharges on metals. The development of the EDM process began later, in 1943, with Russian scientists Dr N.I. Lazarenko and Dr B.R. Lazarenko. They observed material erosion resulting from intermittent arcing between electrodes connected to a DC power supply. However, the precision of the process was significantly limited due to overheating in the machining area.58,59 Initially, the resistance-capacitance (R-C) power supply, known as the Lazarenko, was used as the spark generator in EDM machines. In the 1960s, issues related to insufficient electrode performance were addressed by developing orbital systems and using pulse and solid-state generators. Technological advancements in the 1970s reduced the number of electrodes required for cavity fabrication. By the 1980s, the first generation of computer numerical controlled EDM was introduced in the United States, greatly improving EDM efficiency. The CNC control system allowed for smoother finishing cuts, benefiting from its unattended and self-regulating machining capabilities.
The EDM is a non-conventional thermoelectric machining technique that eliminates material via a sequence of electric sparks produced between the tool and workpiece when the electrodes are positioned in proximity within a dielectric medium, with a high voltage applied across them.59,60 These sparks generate localized high-temperature zones, resulting in the melting and evaporation of the workpiece material. The first spark transpires when the distance between the electrodes is low. As material is eliminated, the electrode gap expands, resulting in a displacement of future spark locations. Sparks subsequently manifest in various locations on the workpiece, proportional to the electrode gap. This approach facilitates the machining of any electrically conductive material, irrespective of its hardness, shape, or strength.61,62 EDM is very effective for machining intricate geometries; yet, it is constrained by issues such as inadequate surface smoothness, elevated tool wear ratio, and diminished material removal rate. 63 Consequently, there is continuous research and development in industrial sectors aimed at enhancing the surface quality and machining efficiency of EDM.
The material removal mechanism of EDM is still ambiguous and debated; yet, it is the most recognized and recorded technique of material erosion. The operational principle is based on a thermo-electric model where electrical energy is transformed into thermal energy through multiple discrete electrical discharges between two electrodes: a tool and a workpiece, both immersed in dielectric fluid upon the application of a suitable electrical potential difference. 64 Electrons are discharged from the cathode due to the voltage difference. Electrons released from the cathode accelerate toward the anode and collide with the dielectric fluid, generating additional electrons and positive ions. This leads to the formation of a narrow column of ionized dielectric fluid molecules between the electrodes, which results in a spark. The plasma channel generated by this spark raises the temperature between 8000°C and 20,000°C, causing the melting and vaporization of both the electrode and the workpiece, thus creating a crater on the surface of the workpiece. Once the pulse is turned off, the plasma channel dissipates, while the flowing dielectric fluid removes the machined material as small debris from the inter-electrode gap. In this manner, a series of craters is formed on the surface of the workpiece, leading to a rough machined finish. 13 Figure 7 illustrates a standard EDM configuration. 65
Ignition Phase: A high voltage is applied between two electrodes that are not in direct contact (Figure 8(ii)). As the electrode moves closer to the workpiece, the electric field within the inter-electrode gap intensifies until it reaches the dielectric breakdown voltage. The discharge typically initiates at the shortest distance between the tool and the workpiece, though its location may shift due to the presence of debris or contaminants in the gap.
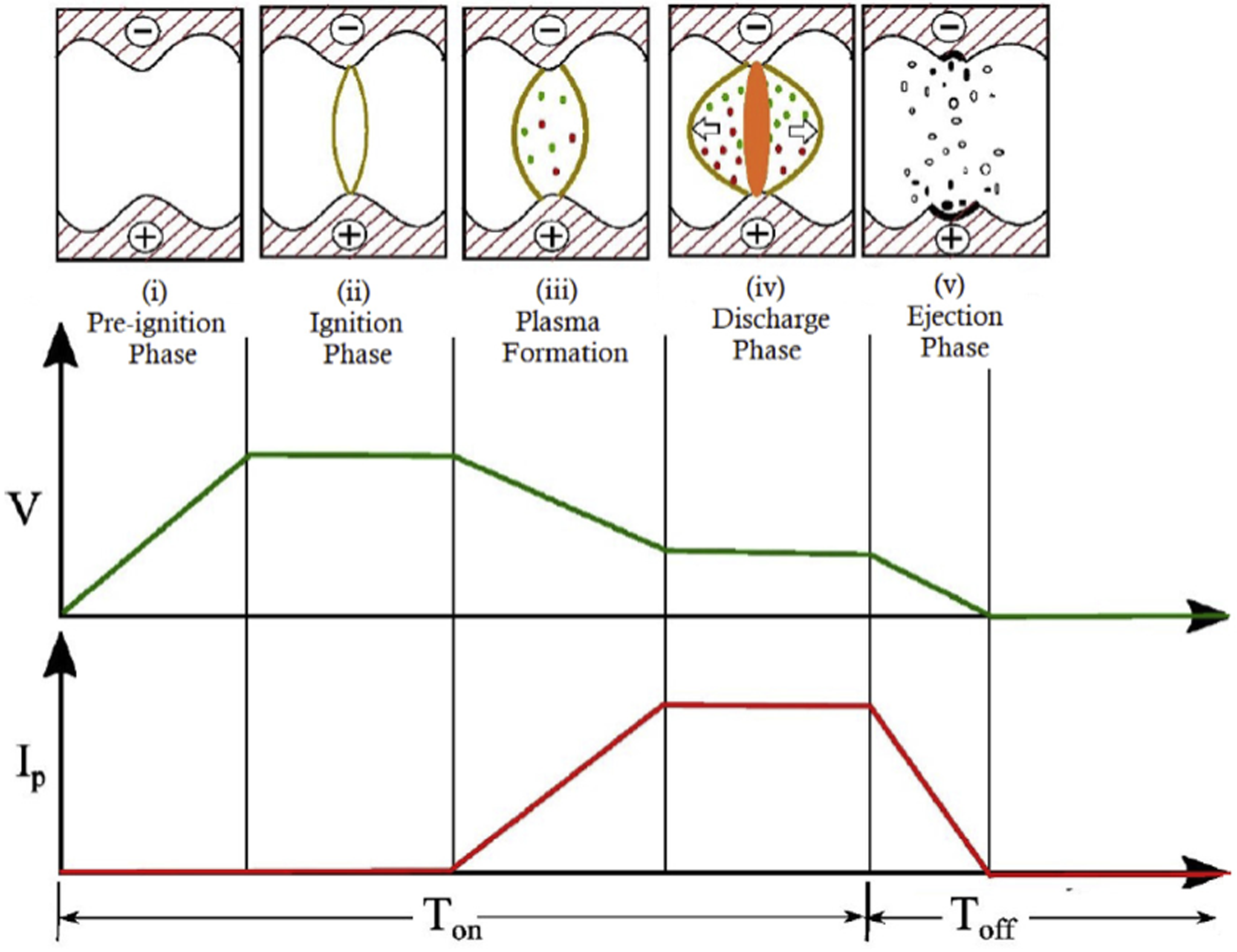
Mechanism of material removal in EDM. 66
Plasma Phase: Once the plasma channel is established, electrical currents flow through it, leading to a reduction in voltage as dielectric ionization takes place (Figure 8(iii)).
Discharge Phase: The continuous impact of ions and electrons on the electrodes causes sustained heating of the workpiece, significantly increasing its temperature. The ongoing discharge current further raises the temperature, leading to the formation of a small molten metal pool on the electrode surfaces. Some of this molten metal rapidly vaporizes. As the plasma channel expands, the volume of the molten metal pool also increases (Figure 8(iv)).
Ejection Phase: Upon the cessation of voltage supply, the plasma channel disintegrates, and the pressure exerted by the surrounding dielectric fluid expels the molten material. This leads to the creation of a small hollow on the workpiece surface as the molten metal is swiftly absorbed by the dielectric (Figure 8(v)). Minimal quantities of material are extracted in a liquid state, subsequently solidifying to create debris. The dielectric fluid subsequently removes debris particles from the discharge zone, hence maintaining a pristine machining environment. Following each spark, the widening of the distance modifies the location of the subsequent discharge, which transpires when the electrodes are once again in proximity to one another. As a result, several discharges at various points form a pattern of little indentations on the surface of the workpiece.
The swift emergence of severe temperatures, followed by quick cooling, results in the re-solidification of molten metal, creating a recast layer on the workpiece's surface. 67 This layer often exhibits microcracks, which adversely impact characteristics such as corrosion resistance, wear resistance, and fatigue strength. Consequently, restoring surface integrity post-machining is essential. 68 The EDM process can machine any electrically conductive material; however, its industrial applicability is limited by challenges like subpar surface quality, diminished surface integrity, and low efficiency. Researchers have devised sophisticated modifications of the EDM method to improve its efficacy. These variations include Rotary EDM (REDM), Ultrasonic EDM (UTEDM), Powder-mixed EDM (PMEDM), Near Dry EDM, and Magnetic Aided EDM (MAEDM), among others.
PMEDM process
The PMEDM is an advanced variation of EDM that incorporates fine, electrically conductive powders into the dielectric fluid. The addition of metallic particles reduces the dielectric's insulating properties, improving the conditions within the inter-electrode gap. This enhancement leads to increased machining efficiency and a higher quality surface finish when compared to traditional EDM methods.
The operational principle of PMEDM indicates that when an appropriate voltage is applied, an electric field is generated, causing the powdered particles to polarize with both positive and negative charges. These charged particles are set into motion in a zigzag trajectory, effectively widening the spark gap between the electrodes. In the direction of current flow, the particles form interlocking chains, which help bridge the discharge gap. This process reduces the dielectric fluid's insulating strength while simultaneously increasing the effective spark gap. Figure 9 and Figure 10 illustrate the fundamental concept of powder-mixed EDM and the mechanism underlying PMEDM, respectively. 69
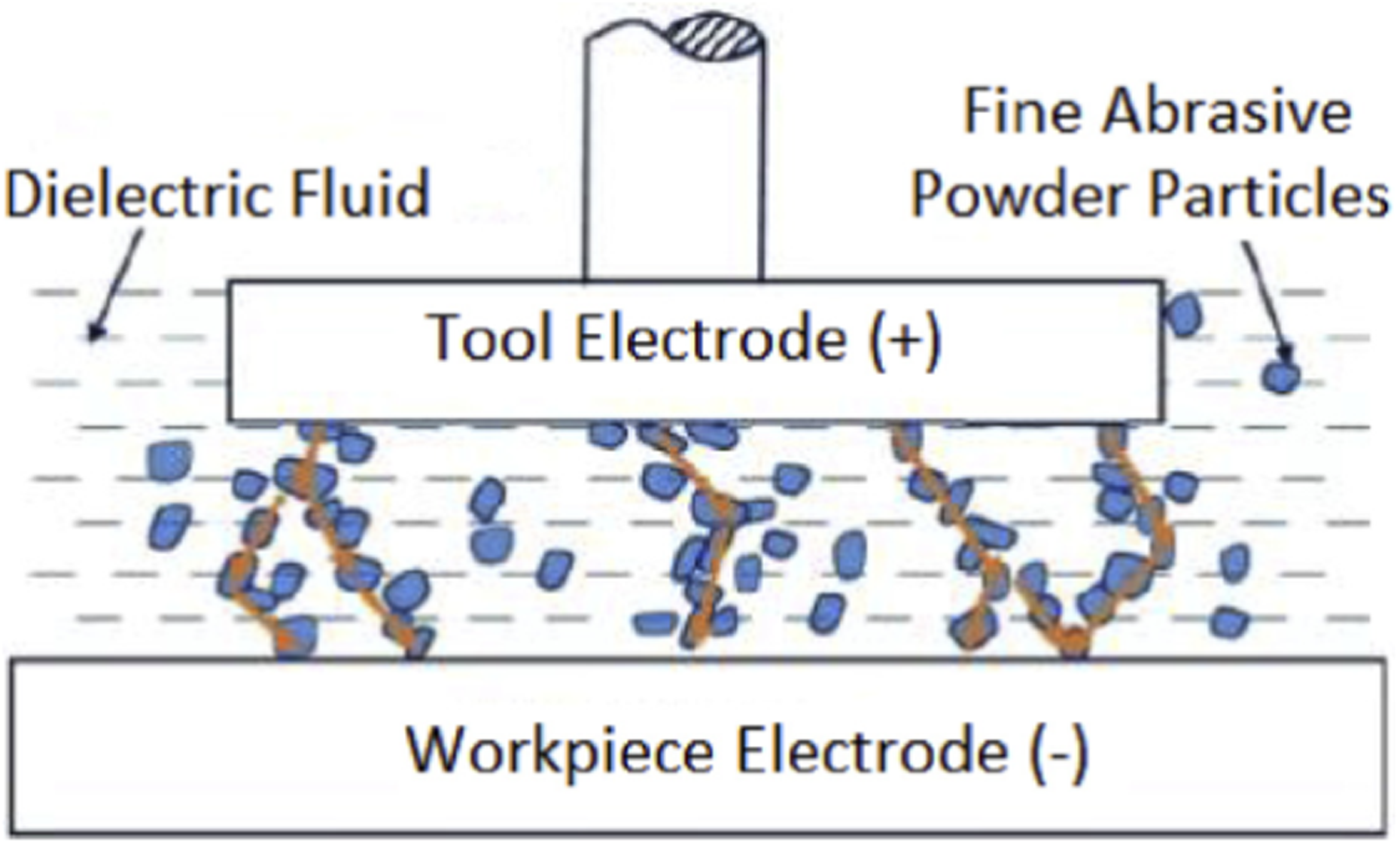
Principle of PMEDM. 69
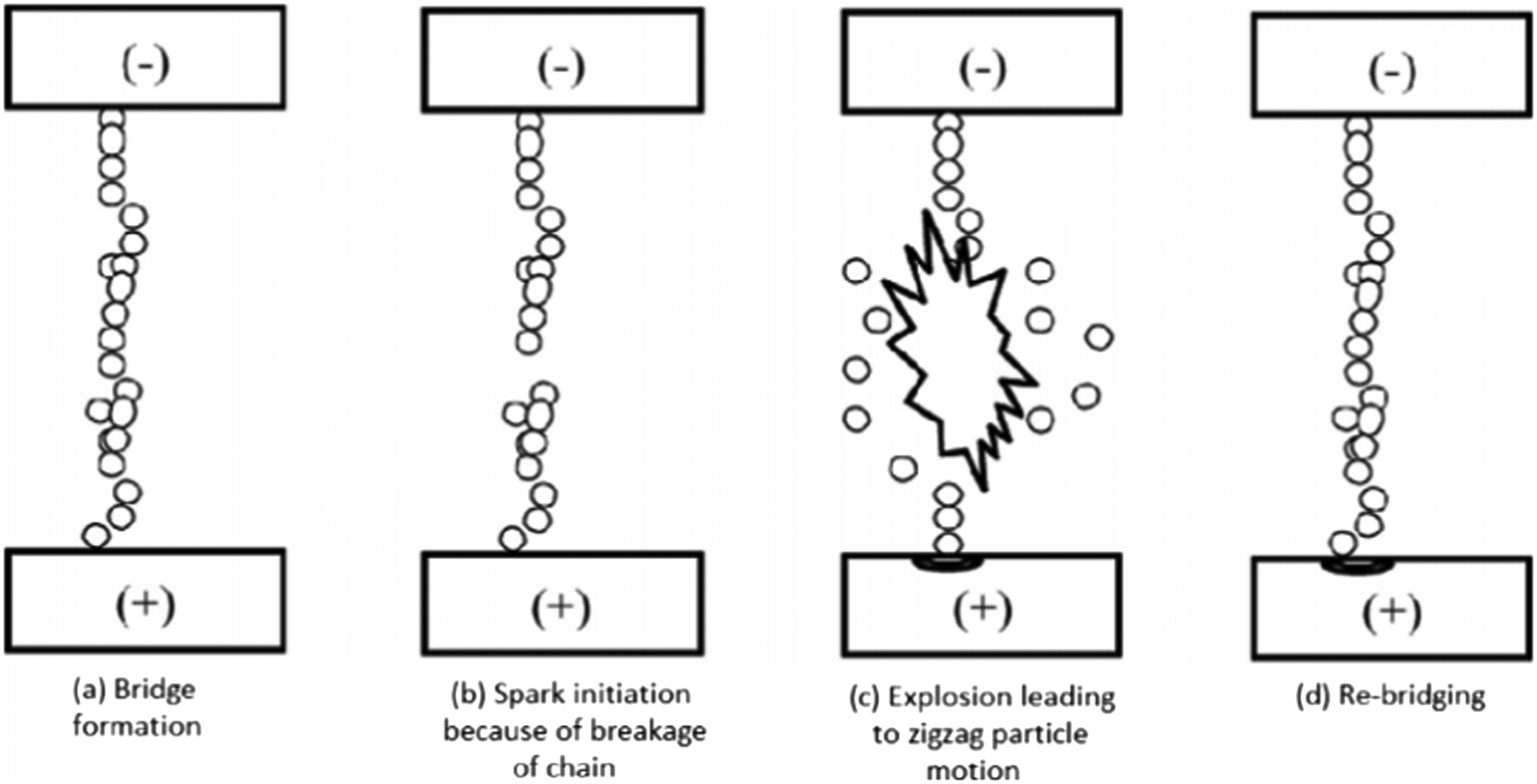
Mechanism of material removal of PMEDM
In PMEDM, applying a voltage between 80 and 320 V between the electrodes generates an electric field with an intensity of 105 to 107 V/m, resulting in the buildup of positive and negative charges on the top and bottom surfaces of the powder particles, respectively. 72 The principal discharge breakdown transpires at the locus of highest electric field intensity, situated between points a and b in Figure 10. This disintegration may occur among powder particles or between the powder particles and the tool or workpiece electrode. After the initial discharge, electric charges redistribute, ultimately accumulating at positions c and d. A sequence of sparks persists due to the electric field density. 73 The interconnection of several powder particles forms a chain that promotes short-circuiting, resulting in a premature explosion in the gap. 74 The combined influence of particle bridging and suspended additive particles modifies the plasma channel, diminishes discharge power density, and adjusts explosive gas pressure pulses.
PMEDM process parameters
PMEDM parameters significantly affect the processing efficiency and surface properties of biomedical materials. Key parameters include:
- Characteristics of powders: The selection and characteristics of powders significantly affect machining performance. - Discharge energy & pulse duration: Higher energy speeds up material removal but may cause surface damage, while lower energy improves surface quality but slows down the process. - Pulse frequency: A higher frequency increases material removal but can cause thermal damage and rough surfaces. Lower frequency reduces thermal effects and improves surface integrity. - Spark gap: Smaller gaps improve material removal but may increase surface roughness. Larger gaps result in smoother surfaces but slower processing. - Dielectric fluid & flow rate: High flow rates enhance cooling and MRR, and water-based fluids reduce oxidation, improving surface finish. - Electrode material & wear rate: Efficient electrode materials reduce wear and maintain better surface quality. - Peak current: Higher peak current increases MRR but can cause overheating, leading to rough surfaces. Lower current improves surface finish but reduces MRR. - Duty cycle: Higher duty cycles improve MRR but can degrade surface quality due to excess heat. - Workpiece material properties: The material's hardness and conductivity affect machining efficiency and surface integrity.
One of the most important parameters of the PMEDM process is the choice of the right powder. Powders can enhance factors such as material removal rate (MRR), surface quality, and cooling efficiency during the machining process. Common powders include aluminum (Al), silicon carbide (SiC), graphite, copper (Cu), chromium (Cr), and nickel (Ni), each with unique properties that optimize machining outcomes. Choosing the appropriate powder type is essential for achieving high machining efficiency and minimizing tool wear. The concentration of powder in the dielectric fluid plays a crucial role in PMEDM performance. At low concentrations, the effect on machining performance may not be significant, while optimizing the powder concentration can improve MRR and surface finish. However, an excessively high concentration of powder may lead to issues such as short-circuiting and arcing. Additionally, the particle size of the powder influences machining efficiency: smaller particles create a smaller machining gap, improving MRR and surface quality, while larger particles may result in reduced machining performance. 75
The properties of powders, such as electrical conductivity, thermal conductivity, melting point, and specific heat, are essential in the PMEDM process. High electrical and thermal conductivity helps improve material removal and cooling during machining. The melting point and specific heat of the powder determine how it behaves under the intense heat generated during discharge. Selecting powders with suitable properties in alignment with machining parameters ensures optimal performance and enhances the quality of the final product. 75
In the PMEDM process, various powders are commonly used to enhance the machining of biomaterials, improving material removal rate (MRR), surface quality, and machining efficiency. Graphite is used for its lubricating properties, reducing tool wear, and improving surface finish. Aluminum enhances thermal conductivity, aiding in heat dissipation during machining. 14 Copper improves electrical and thermal conductivity, increasing MRR. Silicon carbide contributes to reduced tool wear and better surface integrity due to its hardness. Nickel enhances corrosion resistance and surface integrity, while cobalt provides high hardness and wear resistance. Titanium powder itself is used to improve the machining of titanium-based biomaterials. Tungsten offers high stability and strength, ideal for machining hard biomaterials. Boron carbide is utilized for its extreme hardness, suitable for machining tough materials, and zirconia is commonly used for dental implants due to its strength and biocompatibility. These powders significantly improve the machining performance and quality of biomedical materials like titanium alloys, stainless steel, and ceramics. 72
Many individuals have written on how powder concentration, pulse-on-time, and dielectric flow rate affect each other, but not many people have written about how they work together to create a heat-affected zone (HAZ). 76 The thickness of the HAZ in PMEDM is determined by the dynamic balance between how much heat is added, how well the plasma spreads, and how well it cools. Increasing the pulse-on-time directly increases the discharge energy per spark, which makes the molten pool last longer and lets heat penetrate deeper into the substrate. When the powder concentration is low, the discharge energy stays mostly in one place. This could lead to deeper thermal penetration and a thicker HAZ. But when the powder concentration is moderate, the plasma channel gets wider because of inter-particle bridging effects. This spreads out the energy release and lowers the peak temperature intensity. The impact of spreading out can help make up for the heat buildup that happens when the pulse-on time is prolonged. The dielectric flow rate is a very important part of this interaction. Better flow helps get rid of waste more quickly and boosts convective heat dissipation, which speeds up solidification and stops HAZ growth. On the other hand, not enough dielectric circulation can cause heat to build up, especially when the pulse-on-time is high and the powder concentration is high. This can lead to unstable plasma behavior and uneven HAZ thickness. So, the production of HAZ in PMEDM should be seen as the result of a three-way coupling mechanism: energy input (pulse-on-time), energy dispersion (powder concentration), and heat extraction (dielectric flow rate). To get the best biomedical surface modification, these factors need to be balanced so that there isn't too much heat damage while yet being able to functionalize the surface.77,78
Additionally, in PMEDM, the size of the particles in the suspended powders is important for keeping the plasma channel stable, which helps ensure that the surface modification is even. Fine powder particles create a larger surface area and less space between them in the discharge gap, which helps form many tiny connections between the tool electrode and the workpiece. This situation creates a more stable and evenly spread plasma channel, which leads to fewer changes in discharge energy and better consistency in how material is removed and the texture of the surface. 79 On the other hand, larger powder particles or a wide range of particle sizes can cause uneven discharge and unstable plasma. Large particles can disrupt the evenness of the electric field, causing sparks to start unevenly and leading to hot spots. From a critical perspective, while numerous PMEDM research studies report average surface roughness values, a limited number of analyses systematically assess surface uniformity across extensive areas or consider the statistical variability of surface characteristics. This constraint underscores the necessity of managing the distribution of powder particle sizes, rather than depending exclusively on mean particle size, to attain consistent and dependable surface modification results.76,80
The creation and features of the white layer and recast layer in PMEDM are mainly affected by the thermal and physical properties of the suspended particles, not just by the discharge settings. Powder materials with high thermal conductivity, such as copper or aluminum, facilitate quicker cooling rates and improve heat dissipation from the molten pool. This behavior typically leads to a decrease in microcrack density and thinner recast layers. However, the solidified layer might have oxide phases because metal particles can oxidize, which can impact how compatible they are with biological systems and how they resist. On the other hand, ceramic or semi-conductive powders like hydroxyapatite or silicon carbide have higher melting points and lower heat.77,81 These properties can make the molten pool take longer to solidify, leading to thicker recast layers that have ceramic materials mixed in. In biomedical alloys, these embedded phases can change the structure and hardness of the material, and for bioactive granules, they might also enhance how well the surface works with biological systems. Nevertheless, residual stresses may be exacerbated, and microcrack formation within the white layer may be facilitated by an excessive thermal mismatch between the powder and substrate. Carbon-based particles, such as graphite and carbon nanotubes, exhibit unique behavior as a result of their exceptional thermal stability and electrical conductivity. These powders are reported to generate relatively uniform white layers with refined microstructures while concurrently facilitating localized heat spreading, which contributes to plasma channel stabilization. Therefore, the microstructure of the white and recast layers in PMEDM should be understood as a result of both the energy from the discharge and the specific thermal and physical properties of the powders, like how well they conduct heat, their melting point, and how they. This mechanistic linkage underscores the fact that the generalization of the white layer and recast formation across PMEDM studies is impossible without explicit consideration of particle properties. As a result, it is imperative to make a rational choice of particle materials to customize surface microstructures and guarantee the desired level of surface integrity in biomedical implant applications.82,83
The way metallic powders like aluminum and copper oxidize in dielectric fluids greatly influences how compatible PMEDM-modified surfaces are with living tissues. The hot plasma created during the electrical discharge speeds up the oxidation of metallic powders, leading to the formation of oxide materials like Al2O3 and CuO/Cu2O. These oxides may be included in the recast layer using resolidification and material transfer processes. From a biomedical standpoint, the existence of oxide phases does not automatically ensure enhanced biocompatibility. Although specific oxides might improve corrosion resistance, excessive or uncontrolled incorporation of oxides can modify surface chemistry and potentially trigger cytotoxic responses, especially in copper-containing systems where ionic release may take place. Many studies show that surfaces with greater copper oxide content can increase ion release in the body, which could harm long-term biocompatibility if not properly controlled.77,83,84 As a result, while metallic powders are good at keeping plasma channels and improving machining efficiency, their tendency to oxidize requires careful consideration in biological PMEDM applications. To avoid biocompatibility problems, it's important to use strategies such as limiting the amount of powder, using safe or beneficial powders, adjusting pulse settings to reduce oxidation, and applying surface treatments after processing. This viewpoint emphasizes that powder selection in PMEDM must reconcile machining performance with the surface-chemistry requirements of biomedical implants.
To compare the pros and cons of PMEDM for biomedical surfaces, we compare it to two other common non-conventional processes: laser beam machining (LBM) and abrasive waterjet machining (AWJM). LBM is a thermal process that usually creates a heat-affected zone (HAZ) and features that have solidified. For titanium alloys, surface roughness values can reach sub-micron levels (e.g., Ra ≈ 0.965 μm) under the right conditions. The thickness of the HAZ depends a lot on the pulse energy and assist gas used, with ∼10 μm HAZ reported at certain pulse-energy windows. 85 AWJM, on the other hand, is mostly a cold erosion process. Plastic deformation, striations, and possible abrasive embedment are what keep the surface intact. Roughness, hardness, and leftover stress are often used to describe the surface, along with chemical analysis methods (like XPS/XRD) for Ti-6Al-4V. 86 To check how safe it is for living cells, EDM-type methods have been directly tested using standard cytotoxicity tests (like LDH assays following ISO 10993-5) on Ti-6Al-4V after EDM surface changes, creating a way to link the processing, surface features, and how. There has been a lot of research on laser-based surface structuring to change the wettability and cell adhesion of Ti-6Al-4 V. 87 This includes continuous-wave fiber laser texturing to make it more biocompatible and femtosecond-laser texturing to change the surface topography and cell response. 88 AWJ/hydrojet surface treatment for titanium can make it easier to remove defects and improve the surface quality. However, when working with biomedical surfaces, it's important to consider the known problem of abrasive entrapment. In biomedical uses, PMEDM should be assessed not just by its average roughness but also by looking at recast/HAZ features, changes in chemical state, and standardized biological tests, which help make fair comparisons with laser and waterjet methods. 89
Optimizing these parameters is key to achieving high processing efficiency while maintaining smooth, high-quality surfaces suitable for biomedical applications.
Challenges and future perspectives
Even though PMEDM has clear benefits for improving surface quality, changing the properties of the recast layer, and increasing machining efficiency, there are still some technical and biological issues that While many studies have looked at improving discharge settings and powder features to get the best surface quality and metal properties, not enough attention has been given to long-term strength, leftover particles, risks of toxicity, and how stress affects the material's structure. Additionally, turning successful lab results into safe and reliable processes for clinical and industrial use requires a thorough evaluation of how stable and consistent the process is, as well as checking its safety. Therefore, in addition to recording improvements in performance, it is essential to look at the natural limits and major challenges related to using PMEDM for surface modification in biomedical applications.
Challenges
Much research has shown that PMEDM-based biomedical surface modification can improve surface integrity and biocompatibility; some methodological problems need to be addressed. First, the sample size and reproducibility are typically not talked about enough. Numerous experimental studies depend on a restricted number of specimens without disclosing repeatability testing or the statistical dispersion of surface data. People often show surface roughness values as average Ra values without standard deviation, confidence intervals, or spatial mapping across broad areas. This restriction may conceal variability caused by plasma instability or heterogeneity in powder dispersion. Second, characterization methods are sometimes limited to measuring average roughness and surface morphology (SEM). Although such analyses provide valuable insights into topography, they may not fully capture subsurface microstructural alterations, residual stresses, or chemical composition gradients within the white and recast layers. 76 Cross-sectional microscopy, X-ray diffraction (XRD), X-ray photoelectron spectroscopy (XPS), and nanoindentation are examples of advanced techniques that are not used in all investigations. This makes it harder to compare results and understand how they work. Third, statistical validation of surface and biological attributes is still not uniform. Optimization studies often utilize response surface techniques or Taguchi designs; however, statistical adequacy indicators, like model validation, prediction error, or effect size analysis, are not consistently reported. In biocompatibility evaluations, certain research depends exclusively on qualitative cell morphology assessments instead of standardized cytotoxicity assays or quantitative proliferation metrics adhering to accepted biomedical criteria. These methodological limitations indicate that forthcoming PMEDM research must implement more stringent experimental frameworks, encompassing sufficient replication, spatial surface mapping, thorough physicochemical characterization, and standardized biological validation. Adding these things will make PMEDM-based surface modification strategies more reproducible, comparable, and clinically relevant.77,78
Powder dispersion and stability
One of the primary challenges in PMEDM is ensuring a uniform dispersion of powder particles in the dielectric fluid. Poor dispersion can lead to inconsistent machining performance, affecting material removal rates, surface finish, and overall product quality. Factors influencing powder stability include:
- Particle size and concentration - Dielectric fluid viscosity and flow characteristics - Stirring or ultrasonic agitation to maintain even dispersion
To mitigate these issues, researchers are exploring optimized fluid flow techniques, improved powder suspension methods, and alternative dielectric compositions.
Potential cytotoxicity of residual embedded powder particles
A major but often overlooked issue in PMEDM surface changes is the potential harm from leftover powder particles stuck in the new layer.90,91 During discharge, explosive powder particles may partially melt, oxidize, or become mechanically stuck in the resolidified surface. The added particles might improve how the surface works, but they could also create problems for compatibility with living tissues, especially if incompatible particles like silicon carbide (SiC) are used. In biomedical settings, implanted particles may experience progressive chemical deterioration or mechanical separation due to cyclic loading. These conditions may result in the discharge of debris or ionic species into adjacent tissues. For example, silicon-based particles and carbonaceous residues have been reported to influence cellular response depending on particle size, concentration, and surface chemistry. The chemical stability of particles, their state of oxidation, or their discharge as wear debris significantly influences the biological effect. 87 While most PMEDM studies highlight improvements in surface roughness and corrosion resistance, fewer investigations focus on residual particle content or assess cytotoxicity according to standardized biomedical standards.92,93 Therefore, choosing the right powder, thoroughly cleaning after processing, and following standard toxicity tests (like ISO 10993-5) are crucial when using PMEDM to make. This perspective emphasizes that the effectiveness of surface modification should be assessed not only on mechanical or morphological enhancements but also on long-term biological safety.
Environmental and health concerns
The use of powder in EDM presents environmental and health issues, especially in biomedical applications where contamination management is essential. The concerns encompass:
- Powder Waste Management: Surplus powder may result in disposal difficulties, necessitating effective filtering and recycling methods. - Health Risks: Inhalation or inadvertent exposure to fine metallic or ceramic powders (e.g., titanium or aluminum oxide) may pose workplace dangers. - Biocompatibility Risks: Accidental accumulation of certain powder particles on biomedical surfaces may compromise patient safety and the efficacy of implants.
Future research aims to produce environmentally sustainable powders, biodegradable dielectric fluids, and enhanced filtering systems to reduce environmental and health hazards.
Process control and optimization
Attaining the optimal equilibrium of machining parameters in PMEDM is intricate owing to the interaction of several elements, including:
- Powder concentration and type; - Discharge energy and pulse duration; - Electrode material and workpiece composition; - Dielectric characteristics and fluid dynamics.
Minor fluctuations in these parameters may lead to significant alterations in machining efficiency, surface roughness, and material integrity. Advanced optimization methodologies, including artificial intelligence (AI)-driven process modeling, machine learning, and real-time monitoring, are being investigated to enhance control and repeatability.
Surface integrity and mechanical properties
While PMEDM generally improves surface finish and biocompatibility, achieving uniform surface characteristics remains a challenge. Issues include:
- Microcrack formation due to high thermal stresses; - Surface recast layer thickness variation; - Localized material property changes that could affect mechanical strength and wear resistance.
In addition, there are two major challenges with the PMEDM process to enhance chemical corrosion resistance and reduce surface stress. For chemical corrosion resistance, the PMEDM process, while beneficial for machining biomedical materials, can pose challenges to chemical corrosion. The high temperatures generated during PMEDM may cause localized melting or re-solidification, potentially degrading the surface integrity and compromising the material's corrosion resistance, which is critical in biomedical applications. Additionally, powders mixed with the dielectric fluid can contaminate the material surface, disrupting protective oxide layers and further reducing corrosion resistance. 13 The process can also produce rough surfaces, which increase the surface area exposed to chemical attack, making the material more susceptible to corrosion, especially in biological environments. Furthermore, PMEDM can alter the material's microstructure due to thermal cycles, potentially weakening its overall corrosion resistance. Lastly, the heat-affected zone (HAZ) created during PMEDM can result in microstructural changes that make the material more prone to corrosion, especially in aggressive environments. These factors require careful process optimization to maintain the corrosion resistance of biomedical materials.
Surface stress during the PMEDM process is primarily induced by the high-temperature sparks generated between the electrode and the workpiece, leading to thermal gradients and rapid cooling. This thermal cycling creates thermal stresses on the material surface as it heats and cools rapidly, resulting in residual stresses that can be either tensile or compressive, depending on the cooling rate. 94 Additionally, the presence of powder particles in the dielectric fluid can influence the surface stress by affecting material removal, introducing small impacts, or altering the cooling rate, further contributing to stress concentrations. The surface roughness produced by PMEDM also plays a role, as microscopic peaks and valleys can act as initiation points for cracks or corrosion. Overall, the surface stress in PMEDM affects the material's mechanical properties and requires careful process optimization to minimize negative impacts such as surface degradation and reduced material performance.
Titanium alloys like Ti-6Al-4V exhibit different properties depending on the direction of stretching or compression, and regions with a specific α-grain arrangement can influence how cracks initiate and how the material holds up over time. Recent machining studies indicate that near-surface residual stresses are not merely “macroscale averages” but exhibit considerable microscale variability that correlates with local crystallographic texture/microtexture, suggesting that surface-processing methods may preferentially induce tensile or compressive stress states in specific orientations. 95 In the realm of EDM/PMEDM, the thermal cycle (rapid melting and quenching) and the development of a white or recast layer can induce residual stresses and microstructural characteristics that serve as loci for fatigue fracture initiation. The fatigue strength of Ti-6Al-4V is known to diminish during EDM, and residual-stress assessments indicate that post-processing techniques, such as bead blasting, can introduce significant compressive near-surface stresses that substantially affect fatigue performance. 96 Collectively, these findings necessitate a more informed interpretation of PMEDM surface integrity through the lens of crystallography: (i) process parameters dictate the thermal gradient and resolidification microstructure that establish the foundational residual stress field; (ii) crystallographic anisotropy and microtexture can affect local elastic recovery and plastic accommodation, resulting in orientation-dependent variations in residual stress; and (iii) such variations can impact fatigue crack nucleation, especially under high-cycle loading conditions where microtexture-induced facets are frequently involved. 97 Due to the predominance of PMEDM studies that solely present area-averaged residual stresses and mean roughness values, subsequent research should integrate residual stress depth profiling with EBSD-based texture mapping (and/or microscale residual-stress techniques) to quantify orientation-resolved stress states and establish a direct correlation with fatigue performance in biomedical titanium components.
Research is focusing on hybrid approaches, such as combining PMEDM with laser texturing or ultrasonic assistance-to further refine surface modifications while maintaining mechanical integrity.
Cost and scalability
Despite its benefits, PMEDM is not yet widely adopted in industrial-scale biomedical manufacturing due to:
- Higher operational costs: Powder materials and specialized dielectric fluid handling increase production costs. - Limited scalability: Achieving consistent performance in large-scale production requires advanced automation and precision control.
Creating economical powders, optimizing process efficiency, and integrating PMEDM with Industry 4.0 technologies are viable strategies to augment its practicality in commercial biomedical applications.
In addition to surface appearance and chemical properties, the mechanical behavior of biomedical materials is essential for the long-term efficacy of implants. It is necessary to assess PMEDM-induced surface change not just regarding surface integrity and biocompatibility but also from a biomechanical standpoint. One essential thing to think about is how the residual stresses and microhardness change in the white and recast layers. Thermal cycling associated with EDM may cause tensile residual stresses, which might affect fatigue life when the body is under cyclic physiological loads. 84 On the other hand, optimal PMEDM conditions with controlled heat penetration may create compressive residual stresses that help prevent cracks. Another important thing is how well the modulus works with other materials. In load-bearing implants, too much stiffness difference between the implant material and the bone around it might cause stress shielding. Controlled PMEDM can change the surface in a way that creates gradient microstructures or porous features. This can lower the effective stiffness at the interface, which can help with load transfer and osseointegration. PMEDM-induced surface roughness and micro-texturing also have an effect on how things move. In joint implants, the surface topography affects the friction coefficient, the amount of wear debris that is made, and the way the lubricant works. 98 So, it is important to adjust the PMEDM settings to find a good balance between surface hardness and roughness in order to reduce wear-induced inflammatory responses. Finally, the thickness and microstructure of the recast layer may change where cracks start while the material is under mechanical load. Recast layers that are too thick or brittle may operate as stress concentrators, which lowers fatigue strength. So, when optimizing PMEDM for biomedical uses, mechanical reliability should be taken into account together with biological performance.77,99
Future perspectives
Integration with hybrid manufacturing
Integrating PMEDM with other advanced manufacturing processes, including additive manufacturing (AM), laser surface modification, and ultrasonic machining, may significantly improve the processing of biological materials. For instance:
- PMEDM with Additive Manufacturing: Employing PMEDM to enhance the surfaces of 3D-printed titanium implants for superior osseointegration. - PMEDM and Laser Texturing: Attaining regulated surface micro-patterns to enhance cellular adherence in biomedical implants.
AI and smart control systems
Artificial intelligence (AI) and machine learning (ML) methods have been used more and more to model, predict, and improve PMEDM performance parameters such as surface roughness, material removal rate (MRR), tool wear rate (TWR), and recast layer thickness. But their use in control systems is still at varied levels of development. During the modeling phase, supervised learning algorithms like artificial neural networks (ANN), support vector machines (SVM), and random forest regression have been used to find nonlinear links between input parameters (pulse-on-time, pulse-off-time, peak current, powder concentration, dielectric flow rate) and output responses (Ra, MRR, white layer thickness). Recent research has shown that machine learning may be used to optimize performance in multiple dimensions in nanopowder-mixed EDM.100,101 This allows for more accurate predictions of surface roughness and process stability than standard regression models. AI approaches can be used in adaptive control frameworks in addition to offline optimization. In these kinds of systems, real-time monitoring signals like discharge voltage, current waveform characteristics, acoustic emission, or spark frequency are used as feedback inputs. A trained predictive algorithm can tell you in real time how stable the plasma is or how well the surface is holding up. After that, control algorithms change the pulse settings or powder concentration in real time to keep the process stable and stop too much heat from building up. Reinforcement learning and model predictive control (MPC) are two potential new ways to control PMEDM systems. These methods could make it possible for machining environments to optimize themselves. In these environments, the system would constantly change its set of parameters based on performance input to get the desired surface characteristics. For biomedical uses, these kinds of adaptive systems may make it possible to improve both machining efficiency and surface biocompatibility at the same time. The current focus of applications is mostly on predictive modeling and parameter optimization. However, the move toward intelligent closed-loop PMEDM systems is still a very important area of research. 102
Development of biocompatible powders and dielectrics
Future research aims to develop specialized biocompatible powders and eco-friendly dielectric fluids tailored for biomedical applications. Some emerging areas include:
- Nanoparticle-enhanced PMEDM: Utilizing nanoscale powders (e.g., nanohydroxyapatite, nanodiamond) to improve surface bioactivity. - Biodegradable and bioinert powders: Exploring materials that naturally integrate with biological tissues without adverse reactions. - Green Dielectrics: Developing water-based or biodegradable dielectric fluids to minimize environmental impact.
Expanding biomedical applications
The application of PMEDM in biomedical materials is expected to grow beyond implants and surgical tools into areas such as:
- Microfluidic Devices: Manufacturing precise channels and surfaces for lab-on-chip diagnostic systems. - Wearable Medical Devices: Fabricating high-precision components for advanced biosensors and monitoring systems. - Customized Prosthetics: Enhancing surface properties of 3D-printed prosthetics for improved durability and comfort.
Although PMEDM has shown considerable benefits in machining biomedical materials, issues such powder dispersion, environmental implications, and process regulation need to be resolved for broader industrial use. Future innovations in hybrid manufacturing, AI-driven optimization, and biocompatible materials will facilitate its wider use in the medical and healthcare industries. Ongoing research and development may enable PMEDM to transform the manufacturing of high-performance, patient-specific biomedical components.
Summary of the most recent research on EDM and PMEDM processes
The EDM process
The EDM and its advanced variants, such as the PMEDM, Micro-EDM (μ-EDM), and Wire-EDM (WEDM) have garnered significant attention from research groups focusing on biomedical applications. These processes are particularly relevant for tailoring surface characteristics of hard-to-machine biomaterials like Ti-based and stainless-steel alloys to enhance their biocompatibility, corrosion resistance, and mechanical performance. A comprehensive review by Al-Amin et al. critically examined PMEDM processes for biomedical purposes, emphasizing the role of suspended powders like hydroxyapatite (HAp) and their capability to improve surface bioactivity and wettability. 103 Similarly, Aliyu and co-authors expanded on this topic by analyzing the trends and future directions of additive mixed-EDM, particularly in the context of surface functionalization for implants. 104 In another collaborative effort, Abdul-Rani et al. demonstrated the enhanced surface quality of Zr-Cu-Ni-Ti-Be alloys through HAp-suspended EDM, highlighting the method's suitability for orthopedic devices. 105
In terms of specific biomedical materials, multiple colleagues have evaluated the impact of EDM parameters on stainless steel 316L. Ahmed et al. detailed how electrode composition and discharge settings influence surface microstructure, microhardness, and elemental distribution of SS316L, advocating its viability for implant fabrication. 106 Al-Amin's team further validated this by applying HAp-suspended EDM to 316L, reporting improved surface roughness and increased calcium and phosphorus deposition. 81 Tao Le's study 107 clarified the impact of additive powder in EDM, where the powder's presence in the dielectric solvent aids in stabilizing the plasma channel and redistributing the discharge energy.
For titanium-based alloys such as Ti6Al4V and Ti6Al7Nb, the EDM process has been widely adopted due to their inherent biocompatibility and high strength. Sales and co-authors were among the early researchers to report the in-situ formation of CaTiO3 phases during EDM of Ti6Al4V, facilitating bioactive surfaces without post-processing. 108 Davis et al. extended this work via micro-EDM, achieving nanoscale surface textures that enhanced osteoblast adhesion and corrosion resistance. 108 Meanwhile, Shah and Saha demonstrated the capability of micro-EDM dressing to produce precision micro-rods on Ti-6Al-7Nb for micro-implantable devices. 109
Efforts to optimize EDM-based techniques have been supported by metaheuristic and statistical design tools. For instance, Sharma et al. used EDAS-PSO optimization in WEDM of biomedical materials to refine machining accuracy and surface integrity, 110 while Akhai applied the Taguchi method to µ-EDM for Ti6Al4V, underscoring its efficacy in parameter tuning. 111 Furthermore, Biswal et al. recently optimized PMEDM parameters for Ti-6Al-7Nb, achieving a desirable balance between material removal rate and surface roughness. 112 Other noteworthy innovations include the use of unconventional electrodes and coatings. Parvanda and Kala proposed a fusible alloy-based copper electroplated EDM tool tailored for biomedical purposes, offering both thermal efficiency and surface cleanliness. 113 John et al. incorporated TiAlN coatings via PVD in microwire-EDM of Ti6Al4V, which resulted in reduced tool wear and more uniform surface textures. 114
In terms of surface functionality, the collective studies reveal a consistent trend toward enhancing the mechanical, tribological, and electrochemical properties of machined surfaces. For example, Prakash and colleagues linked WEDM-induced surface topographies to improved wear resistance and corrosion performance in Ti6Al4V. 115 Malik and Kumar provided a holistic view of morphological, corrosion, and in vitro bioactivity characteristics post-WEDM, illustrating the transformative effect of controlled discharge energy on the biological performance of implants. 116 Likewise, Stráský et al. emphasized how EDM-modified microstructures contribute to the superior fatigue life of Ti6Al4V in orthopedic use. 117 Jain and Parashar's review provides an integrative overview of the EDM process's impact on biomedical materials, highlighting its adaptability to modify microstructural and chemical properties to suit diverse clinical needs. 5
The PMEDM process
Recent years have seen a surge of interest in applying the PMEDM and conventional EDM to the processing and surface modification of biomedical materials, particularly titanium and magnesium alloys. This interest stems from the potential of these processes not only to machine hard-to-cut alloys but also to engineer bioactive surfaces beneficial for orthopedic and implant applications. Colleagues Biswal et al.112,118 demonstrated the applicability of PMEDM in machining Ti-6Al-7Nb, a prominent biomedical alloy, showing that proper parameter optimization significantly enhances machining performance while maintaining surface integrity. Their machine learning-based analysis further supports the feasibility of intelligent control in PMEDM.
The critical review by Al-Amin et al. 103 offered a comprehensive overview of PMEDM's biomedical potential, citing its dual advantages: precise material removal and in-situ deposition of bioactive powders, which enable surface functionalization tailored for osseointegration. Similar modeling efforts by Rajput and co-authors 119 presented a 3D finite element simulation of Ti-6Al-4V under PMEDM, laying computational groundwork for predicting thermal effects and recast layer thickness. Other research groups have focused on enhancing surface bioactivity using nanopowder reinforcement. According to Le et al., 120 the discharge mechanism was changed when tungsten carbide (WC) powder was added to kerosene as a solvent. This resulted in a modified surface layer with a higher hardness because of the diffusion of W and C. The microhardness of SKD61 steel was considerably enhanced following PMEDM with WC powder, mostly as a result of the production of hard phases and the deposition of material on the surface, which further supported this finding in the work by Le et al. 121 Tao Le 122 observed a notable improvement in machining performance and surface quality, including decreased roughness and enhanced uniformity of the re-solidified layer, when examining the PMEDM process in semi-finishing mode using WC powder. Lamichhane et al. 17 achieved surface modification of 316L stainless steel using hydroxyapatite (HAp) nanoparticles, significantly improving its biocompatibility. Complementing this, Zhou et al. 123 introduced a novel NHAP-PMEDM-milling hybrid process for 316L, which allows for deeper penetration of HAp particles into the surface.
Besides looking at roughness and how much material is removed, Electrode Wear Rate (EWR) is an important factor that affects both the accuracy of the shapes produced and the cost-effectiveness of the process. Le et al. 124 examined EWR during the machining of 9CrSi steel in two distinct heat treatment conditions, demonstrating that the hardness and microstructure of the substrate material influence the distribution of discharge energy and the extent of electrode wear. Tao et al. 125 investigated the wear of graphite electrodes in a powder-mixed EDM environment for X40CrMoV51, aiming to enhance process parameters to reduce electrode wear while preserving performance. Concurrently, Le 126 conducted a direct comparison of graphite and copper electrodes under PMEDM conditions, demonstrating that variations in the electrical and thermal conductivity of electrode materials can result in distinct wear mechanisms and influence process stability.
In addition to experimental investigations, modeling and predictive methodologies for machining performance have also received consideration. Tao et al. 127 utilized Response Surface Methodology (RSM) to develop a performance prediction model for PMEDM in machining SKD61 steel, elucidating the non-linear relationship between technological factors and output metrics such as surface roughness and material removal rate. This methodology establishes a basis for multi-objective optimization and the formulation of model-based process control methods.
Yonel et al. 128 performed a comparative PMEDM study on the Ti29Nb13Ta4.6Zr (TNTZ) alloy, revealing the effect of atomic-level C and O incorporation on the material's biomedical response. In parallel, Prakash and co-authors have contributed extensively to the development of β-Ti-based implants through a series of PMEDM works.89–94 These studies collectively established that PMEDM can fabricate nanoporous surfaces, improve fatigue life, and enhance cell adhesion at the implant-bone interface. Their use of multi-objective genetic algorithms and finite element analysis has enabled a deeper understanding of process-property-performance linkages.
Focusing on magnesium alloys, Kumar and Singh explored the PMEDM of AZ31B Mg, where they employed soft computing techniques for multi-objective parameter optimization, targeting improved corrosion resistance and cytocompatibility- key concerns for biodegradable implants.
The work of Mahajan et al. 129 further emphasized EDM's role as a futuristic surface engineering tool for biomedical alloys, suggesting its advantages over conventional surface treatments. Additionally, OPOZ and collaborators 130 investigated the use of hydroxyapatite powder in PMEDM of Ti-6Al-4V, finding that the resultant surface chemistry and morphology are highly favorable for bio-integration.
In addition to experimental studies on microstructure and the re-solidification layer, many researchers have worked on creating models that can predict outcomes and optimize multiple goals in the PM Using statistical and optimization methods like TOPSIS, the desirability approach, and the RSM–GRA combination has helped find the best combination of technological parameters to lower surface roughness, increase material removal rate (MRR), and reduce electrode wear at the same time.131,132 Research on SKD61, X40CrMoV51, and 9CrSi steels indicates that how much powder is used, the duration of the pulse, and the material's heat treatment significantly influence the machining performance and surface quality.21,131,133 In particular, comparing different types of electrodes in PMEDM has helped me understand how the interaction between the electrode, workpiece, and powder affects the surface shape and strength of the solidified layer. 134
Overview of current studies on EDM and PMEDM for biological materials
In recent years, EDM, especially powder-mixed EDM (PMEDM), has garnered significant interest in biomedical manufacturing, serving both as non-conventional machining procedures for challenging materials and as efficient methods for surface functionalization of implant alloys. Research conducted between 2020 and 2025 has shown a distinct transition from traditional machining-focused research to inquiries prioritizing surface integrity, corrosion resistance, and increased biocompatibility.
PMEDM for titanium-based biomedical alloys
Titanium alloys, particularly Ti-6Al-4V ELI, are the most thoroughly researched materials owing to their prevalent use in orthopedic and dental implants. Farooq et al. 135 examined the effects of silicon powder-mixed EDM on the surface integrity of Ti-6Al-4V ELI, revealing substantial alterations in surface topography, such as micro/nano-scale structures and reduced recast layer thickness, advantageous for biomedical applications. Mughal et al. 136 subsequently proved that PMEDM serves as an effective surface modification strategy to enhance osseointegration, underscoring its potential beyond traditional material removal methods. Simultaneously, extensive evaluations have synthesized the impact of PMEDM process parameters on machining outcomes and surface characteristics of biomedical materials, integrating experimental data published to 2020 and establishing a basis for future study. 137
Bioactive surface modification and hydroxyapatite-assisted PMEDM
A significant trend in contemporary PMEDM research is the integration of bioactive powders, especially hydroxyapatite (HAp), to facilitate surface biofunctionalization. Al-Amin et al. indicated that HAp-suspended EDM may proficiently alter the surface of 316L stainless steel, enhancing surface attributes pertinent to biological efficacy. 103 Ekmekci and Efe elucidated the significance of powder properties by comparing nano- and micro-sized HAp powders in PMEDM of Ti-6Al-4V, revealing significant effects on surface integrity and coating behavior. 82
Studies focused on optimization have arisen, seeking to regulate changing surface characteristics by systematic parameter selection. Danish et al. used statistical optimization methods to enhance the surface properties of 316L stainless steel treated by HAp-PMEDM, therefore substantiating the viability of PMEDM as a surface engineering approach for biomedical alloys. 138 Adding powder to the dielectric solution enhanced surface quality and decreased the thickness of the recast layer, according to Le's study 139 on AISI H13 steel under fine machining settings. Le 140 compared two finishing and semi-finishing modes for AISI H13 steel and found that the finishing method produced improved surface quality with a thinner and more stable recast layer, whereas the semi-finishing mode obtained a higher material removal rate. Recently, Gul et al. examined carbon nanotube-assisted EDM on 316L steel and reported concurrent enhancements in surface integrity, corrosion resistance, and biological response, including improved cell viability, thus offering direct experimental evidence connecting PMEDM-induced surface modification to biocompatibility. 83
Emerging trends: Data-driven optimization and critical evaluation of surface functionality
In conjunction with experimental progress, data-driven modeling and optimization methodologies have gained traction in PMEDM research. Sana et al. used machine learning approaches in nanopowder-mixed EDM, showcasing the potential of predictive models to enhance multi-dimensional performance attributes, such as surface roughness and material removal behavior. 100 Such methodologies provide intriguing avenues for intelligent process regulation in biological PMEDM applications.
Recent review studies have highlighted emerging research trajectories. Gul presented an extensive analysis of the applicability of PMEDM processes, highlighting powder properties, surface functioning, and prospective problems in biomedical applications. Kumar et al. 141 provided a contemporary assessment in 2025, including advancements in dielectric improvement, machining efficiency, and novel applications of PMEDM, therefore highlighting the rapid progression of the area in recent years. Furthermore, the production of functional surfaces using EDM, including biomedical-relevant surface characteristics, has been thoroughly evaluated, underscoring the increasing acknowledgment of EDM-based methodologies as surface engineering instruments rather than just machining methods. 142 Le and his colleagues 21 examined and improved the machining of X40CrMoV51 steel in both heat-treated and non-heat-treated conditions under finishing conditions. The researchers found that the state of the steel affects how it discharges, how it removes material, and the quality of the output. In a detailed study, Le 143 looked at the surface metal properties and changes in the microstructure of the re-solidified layer during finishing-PMEDM, highlighting the connections between discharge settings, the powder-mixed dielectric medium, and the formation of the white layer. These results indicate that PMEDM serves not only as a material removal technique but also as a technology for the precise modulation of surface microstructure.
The research released from 2020 to 2025 unequivocally illustrates that PMEDM has developed into a multifaceted production and surface modification method for biological materials. Contemporary research increasingly emphasizes the correlation between process parameters, powder properties, and thermo-physical processes with surface integrity and biocompatibility results, while novel data-driven approaches further improve process optimization and dependability. These contributions affirm the growing body of evidence supporting PMEDM as a transformative technology in biomedical manufacturing. Through collaborative efforts involving computational modeling, experimental validation, and biological evaluation, researchers are unlocking PMEDM's full potential as a non-contact, multifunctional machining and surface functionalization technique tailored for next-generation implants.
Additionally, Figure 11 shows the number of publications on the keyword PMEDM over the last 15 years.
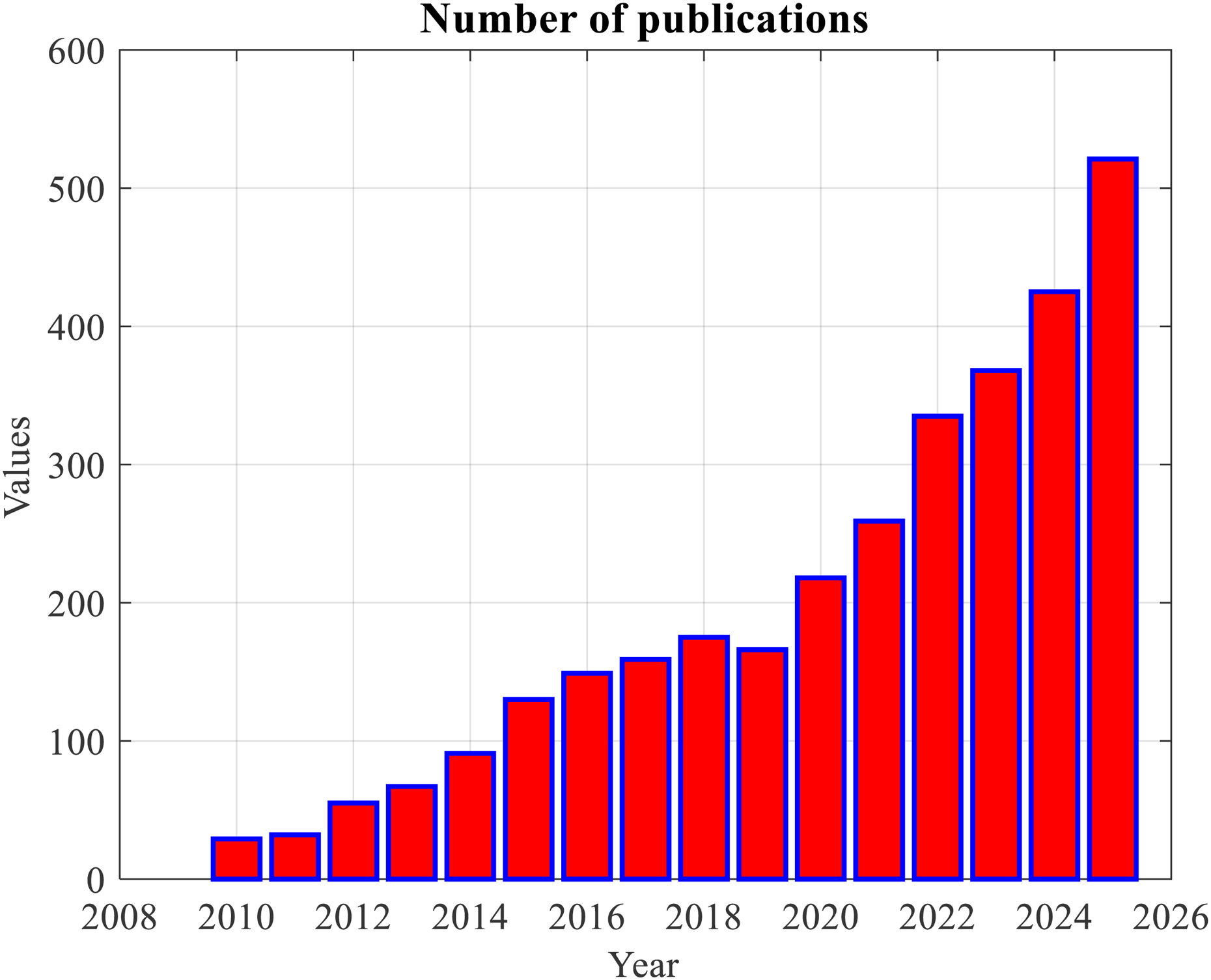
Number of publications related to the keyword PMEDM in the last 15 years.
Conclusion
The EDM, particularly its PMEDM, has proven effective in machining biomedical materials, enabling high precision, minimal mechanical deformation, and the fabrication of intricate geometries. These capabilities make PMEDM a promising technique for biomedical applications. However, several critical challenges remain. Issues such as poor surface integrity, the formation of heat-affected zones (HAZ), biocompatibility concerns, and significant electrode wear continue to limit the broader adoption of this method in the biomedical field.
To overcome these limitations, further research is needed to optimize PMEDM process parameters, including pulse duration, discharge energy, electrode material, dielectric fluids, and powder composition. Addressing these challenges will contribute to improving the surface quality, functional performance, and biocompatibility of machined components. Future work should also focus on establishing standard protocols and comprehensive evaluation methods to ensure the reliability and safety of PMEDM-fabricated biomedical devices.
Footnotes
Acknowledgments
The authors are also thankful to the faculty and staff of the Department of Manufacturing Technology-Faculty of Mechanical Engineering, and the Advanced Technology Center at Le Quy Don Technical University for providing the necessary resources and a conducive research environment.
Ethical statement
This article does not contain any studies with human participants or animals performed by any of the authors. Ethical approval was therefore not required.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.