
Abstract
Carbon fibre-reinforced epoxy resin composites (CF/EP) have been widely used in the shipping, aerospace and construction industries due to their excellent corrosion resistance and mechanical properties. However, thermosetting resins form insolubility and non-melting three-dimensional cross-linked networks after curing, making these materials difficult to be recycled. In our research described in this paper, we propose a solvothermal degradation method for recycling carbon fibres from CF/EP. We utilised acetic acid and hydrogen peroxide as solvents and controlled the reaction conditions at 100°C–130°C for 90 min–180 min to degrade CF/EP in a Teflon-lined autoclave. The experimental results indicated that the degradation degree of resin gradually increased with the reaction temperature and reaction time, reaching up to 99.8% at 100°C for 180 min. Based on scanning electron microscopy, X-ray diffraction, Raman spectra analyses and X-ray photoelectron spectroscopy, we observed that the surface of the recycled carbon fibres had almost no resin residue and their microstructure was not significantly changed. The monofilament tensile strength of the recycled carbon fibres was 3.48 GPa. The strength retention rate of the RCF-100°C-180 min was as high as 99.15% relative to the virgin carbon fibres, further confirming that the solvothermal degradation process hardly damaged the mechanical properties of the recycled carbon fibres. In addition, a possible degradation mechanism of CF/EP was proposed based on Fourier transform infrared spectroscopy analysis. The epoxy resin was efficiently degraded under the dissolution/swelling effect and chemical degradation reactions.
Introduction
Carbon fibres are extensively used as a reinforcing component in polymer matrix composites owing to their superior characteristics, including low density, exceptional strength and high modulus.1–3 Carbon fibre-reinforced thermosetting resin composite (CFRP) has the advantages of superior corrosion resistance, aging resistance, good designability and excellent mechanical properties.4–7 With its lightweight and high strength characteristics, CFRP is massively used in the manufacture of aircraft structural components, such as wings and fuselages, which help enhance the overall performance and fuel efficiency of aircraft.8,9 In the wind turbine blades industry, CFRP has become one of the few materials meeting the requirement of blade to be larger dimensions and reduced mass. 10 CFRP is also favoured by the automotive and rail transportation fields because its application significantly reduces vehicle weight, which not only improves fuel economy but also enhances the safety of driving.11,12 Furthermore, CFRP is widely used in electronic devices and shipbuilding to improve product durability and safety, such as the manufacture of precision components and hull structures.13,14
Obviously, with the expanding use of CFRP and the ongoing replacement of outdated CFRP products, a large amount of CFRP wastes will be generated. 15 At the same time, a significant amount of scraps is also produced during the preparation process of CFRP, becoming a critical environmental challenge.16,17 However, thermosetting resins are difficult to be degraded under mild reaction conditions due to their insolubility and non-melting three-dimensional cross-linked networks after curing. 18 Moreover, the production of virgin carbon fibre (VCF) is energy-intensive and costly, and it emits 10 times more carbon dioxide than steel production.19,20 Therefore, it is essential and meaningful to recycle and reuse high-valued carbon fibres.
Currently, the major recycling methods for CFRP include the mechanical method, pyrolysis method, fluidised bed method, molten salt method, sub/supercritical fluid method, selective bondbreaking method and electrochemical method.21,22 Although the mechanical method is simple and low-cost, the mechanical strength of carbon fibre is significantly damaged during the process, making it an unsustainable long-term solution for CFRP waste recycling. 15 Pyrolysis, a thermal degradation process conducted under high temperature and oxygen-deprived conditions, enables resin matrix degradation into gaseous and liquid hydrocarbons while recycling carbon fibres. Abdou et al. studied the CFRP recycling via pyrolysis demonstrated the reaction temperature in a muffle furnace of 550°C for 1 h as an optimal processing temperature, beyond which fibre strength exhibits a significant decrease. Scanning electron microscopy (SEM) images showed that the morphology of fibres recovered was similar to VCF. This method did not require crushing waste composites, but the recycling process consumed a relatively high amount of energy. 23 Yip et al. employed a fluidised bed method to recycle polymer composites at 550°C, using a bed of silica sand placed over a gas distributor. Notably, the resin was nearly completely removed, with a degree of resin (Dr) close to 100%. However, the mechanical strength of recycled carbon fibres was 75% of the VCF due to the hot oxidative environment during recycling. 24 Yang et al. conducted a molten salt method in the temperature range of 350–400°C to recycle carbon fibre-reinforced epoxy resin composites, using Na2CO3-NaOH as the reaction medium. This method mainly catalysed the cleavage of C-N bonds to disrupt the cross-linked structure of epoxy resin. At 375°C, the resin removal ratio and fibre strength retention both exceeded 99%. However, molten salts are highly corrosive and environmentally unfriendly. 25 Shreyas et al. conducted subcritical fluid method to recycle epoxy-based composites at 300°C, using 50 wt% acetic acid solution under subcritical conditions. SEM/EDS analysis of the recycled fibres reveals that the recycled fibres are entirely free of resin, and the carbon fibre surfaces were not damaged. However, the subcritical fluid method required severe operating conditions. 26 Wang et al. conducted a selective bondbreaking method for degradation of carbon fibre-reinforced epoxy resin composites (CF/EP) with 0.5 mol% amphiphilic dodecylbenzenesulfonic acid in aqueous system. It was found that the Dr reached 100% at 190°C for 10 h due to the selective cleavage of C-N bond catalysed by H+. Clearly, this method is time-consuming. 27 Sun et al. used an electrochemical method to recycle CF/EP, using NaCI as electrolyte and various levels of applied current to explore the optimal parameters. The test results showed that the tensile strength of the recycled carbon fibres was 80% of VCF. The surface of the recycled carbon fibres underwent severe oxidation, which was influenced by the electrolyte concentration. This oxidation resulted in the decrease of their mechanical strength. 28
Deng et al. have shown that the degradation of carbon fibre-reinforced boron phenolic resin composites was performed between 225°C and 280°C for 1–4 h using l-propanal, water and acetone as solvents. KOH was selected as additives to accelerate the degradation process. The Dr reached 98.3% and there is nearly no resin residue on the surface of the recycled carbon fibre. 29 After that, Deng et al. have conducted the recycling of carbon fibre-reinforced vinyl ester resin composites, which were degraded by l-propanol and potassium hydroxide at 230°C for 140 min. And, the Dr reached 97.7%. It was found that the dissolution/swelling effect and chemical degradation reactions contributed to the degradation of the resin. 30 Additionally, Huang et al. performed a research on degradation of CF/EP waste at 180°C for 120 min, using KOH, propanol and acetone as reaction solvent. The results indicated that the Dr reached 99.57% and there were no obvious resin residues on the surface of the recycled carbon fibre. 31
In this study, the solvothermal method was employed to degrade CF/EP, combining the dual advantages of the sub/supercritical fluid method and the chemical solvent method. Under elevated temperatures, the solvent generates free radicals, which subsequently attack the macromolecular chains, leading to the degradation of the surface layer resin. Owing to the superior mass transfer characteristics of sub/supercritical solvents, these free radicals continue to diffuse into the inner layers of the composite.29,32 As a result, CF/EP waste was successfully degraded under a low reaction temperature using acetic acid and hydrogen peroxide as solvents. The Dr reached 99.8% at 100°C for 180 min while there was no obvious damage to the recycled carbon fibres. The monofilament tensile strength of the VCF was 3.51 GPa, with a strength retention rate of 97.15% compared to the VCF. The solvothermal degradation mechanism was further proposed based on the analysis of the liquid degradation products.
Experimental
Raw materials
CF/EP waste was provided by Key Lab of Advanced Technology for Specially Functional Materials (Ministry of Education). And the virgin CF/EP was composed of bisphenol A epoxy resin (E-51), unidirectional carbon fibre and amine curing agent, and the detailed parameters were as follows. E-51 with epoxy value of 0.52 mol/100 g was purchased from SINOPEC Baling Petrochemical Co. Ltd, (China) and used as matrix. Unidirectional carbon fibre cloth was provided by Weisheng New Material Technology Co. Ltd, (China) and used as reinforcement. Amine curing agent was obtained from Shangwei New Materials Technology Co., LTD, (China). Acetic acid, hydrogen peroxide and anhydrous ethanol were purchased from Sinopharm Group Co. Ltd, (China). Anhydrous ethanol was also purchased from Sinopharm Group Co. Ltd, (China) and used to wash carbon fibre. Deionised water was prepared in our lab. It is noteworthy that the CF/EP waste was cut into rectangular blocks with dimensions of 20*10*5 mm and a mass of approximately 1.5 g, and one piece of composite waste can be degraded at a time.
Solvothermal degradation of carbon fiber/epoxy resin composite waste
The solvothermal degradation of CF/EP waste was performed as follows (Figure 1), and the detailed reaction temperature and time is displayed in Table 1. Firstly, the CF/EP waste, acetic acid and hydrogen peroxide were successively placed in a Teflon-lined autoclave. Secondly, the autoclave was sealed and heated to react at the temperature and time range of 100–130°C and 90–180 min, respectively. Thirdly, the autoclave was naturally cooled-down to room temperature and opened. This process took approximately 30–60 min. Afterwards, carbon fibres and liquid degradation products were recycled through filtration. Then, the carbon fibres were washed with 5 g of deionised water, followed by 2 g of anhydrous ethanol, repeating the washing process 3–5 times until the solution tested neutral. Finally, the recycled carbon fibres were dried at 100°C for 180 min. Ultimately, the Dr value was calculated from the average of triplicate experiments. The recycled carbon fibres were named as RCF-x °C-y min and the liquid degradation products were named as LDP-x °C-y min, where x represented the reaction temperature and y represented the reaction time.
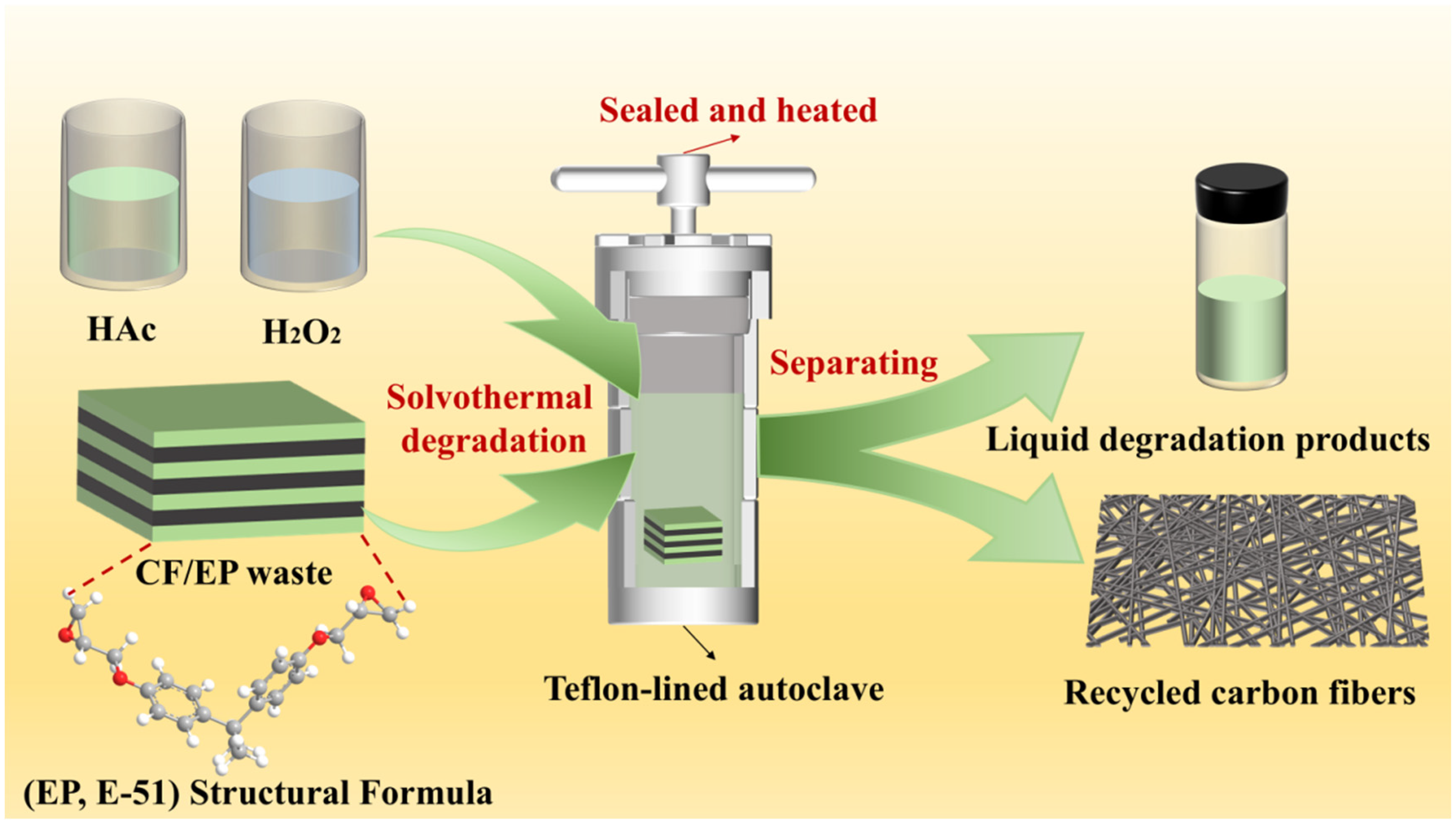
Solvothermal degradation process of CF/EP waste. CF/EP: carbon fibre-reinforced epoxy resin composites.
Detailed solvothermal treatment conditions.
Characterisations
The microscopic appearance of the carbon fibres were observed by the Zeiss Ultra Plus Scanning Electron Microscope (Ultra Plus, Zeiss Co. Ltd, Germany) with an accelerating voltage of 10 keV. The surface elemental composition and functional groups were determined by an X-ray Photoelectron Spectrometer (ESCALAB 250Xi, Thermo Fisher Scientific Co. US) with an Al (Ka) X-ray radiation source. The liquid degradation products were determined by Fourier transform infrared spectroscopy (Nexus, Thermo Fisher Scientific Co. US). The graphitisation degree of the carbon fibres was characterised using Raman Spectroscopy (InVia, Renishaw Co. UK) with an excitation wavelength of 633 nm. The crystal structure was analysed using an X-ray Diffractometer (D8 Advance, Bruker Co. Germany) from 10° to 70° at 10°/min. The monofilament tensile strength of the carbon fibres was measured utilising an electronic single fibre strength tester (LLY-06E, Laizhou Electronic Instrument Co., Ltd, China).
Results and discussion
Degradation ratio at various reaction conditions
The effects of reaction conditions on Dr were explored by treating CF/EP wastes at various temperatures and times, as detailed in Table 1. The effect of reaction temperatures on Dr is shown in Figure 2(a), which continued to increase as the temperature increased from 100°C to 130°C. The Dr was 81.3% after treated at 100°C for 90 min, indicating that there was still a large amount of residue epoxy resins on the carbon fibres at this reaction temperature. When the temperature increased to 110°C for 90 min, the Dr rose to 90.2%, suggesting the positive effect of increasing temperature. The increase of temperature enhanced the energy of the reactant molecules, which increased the velocity of movement and the frequency of collision of the reactants. Simultaneously, the increase of temperature enhanced the dissolution/swelling effect of the solvent on the epoxy resins, making it easier for the solvent and catalyst to enter the three-dimensional cross-linked network of CF/EP wastes. These two factors collectively contributed to the increase of Dr. After being treated at 130°C for 90 min, the Dr was 94.9%. However, the rate of increase on Dr gradually decreased with the increasing temperature, ultimately tending to stabilise.31,33,34
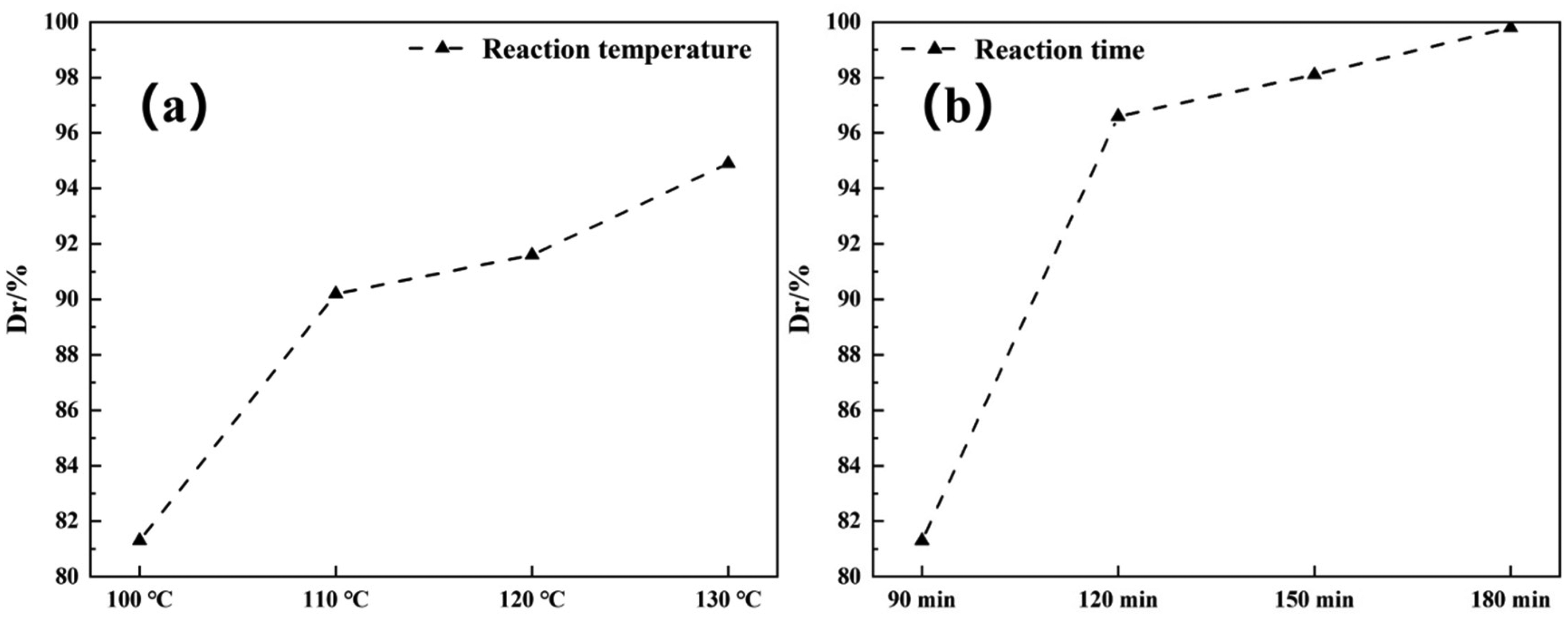
Effect of reaction temperature (a) for 90 min and reaction time and (b) at 100 °C on Dr. Dr: degree of resin.
The effect of reaction time on Dr was similar to that of reaction temperature (Figure 2(b)). It could be observed that the Dr increased as the reaction time increased. After being treated at 100°C for 180 min, the Dr reached 99.8%, indicating that a substantial amount of epoxy resins had been effectively removed under this condition. This was attributed to the multi-layered structure of the composites. Sufficient time is required for the epoxy resin on the fibre surfaces to degrade and thereby cause interfacial debonding and layer-by-layer delamination. Furthermore, a longer reaction time provides more energy, which not only enhances mass transfer but also facilitates the cleavage of chemical bonds within the epoxy resin and the debonding at the fibre/resin interface. Compared to the results obtained at higher temperatures for shorter time, it is more effective in degrading epoxy resins at longer reaction time and lower temperature.33,35,36
Characterisation of recycled carbon fibres
The microscopic morphology of the carbon fibres was observed by SEM (Figure 3). Figure 3(a) shows the SEM image of VCF, which had a diameter of approximately 7 μm and exhibited an extremely smooth surface. From the images of RCF-130°C-90 min (Figure 3(b)), its surface exhibited relatively smooth and a little amount of resins residue. Furthermore, as shown in Figure 3(c), the surface of the RCF-100°C-180 min had minimal resin residue and showed no apparent defects, indicating effective degradation of the epoxy resins and no evident damage to the carbon fibres. Additionally, the diameter of the RCF-100°C-180 min showed no significant difference compared to that of VCF, further demonstrating that the solvothermal degradation process did not cause significant mechanical damage to the carbon fibres. This result was consistent with the effects of temperature and time on Dr as described above.31–33
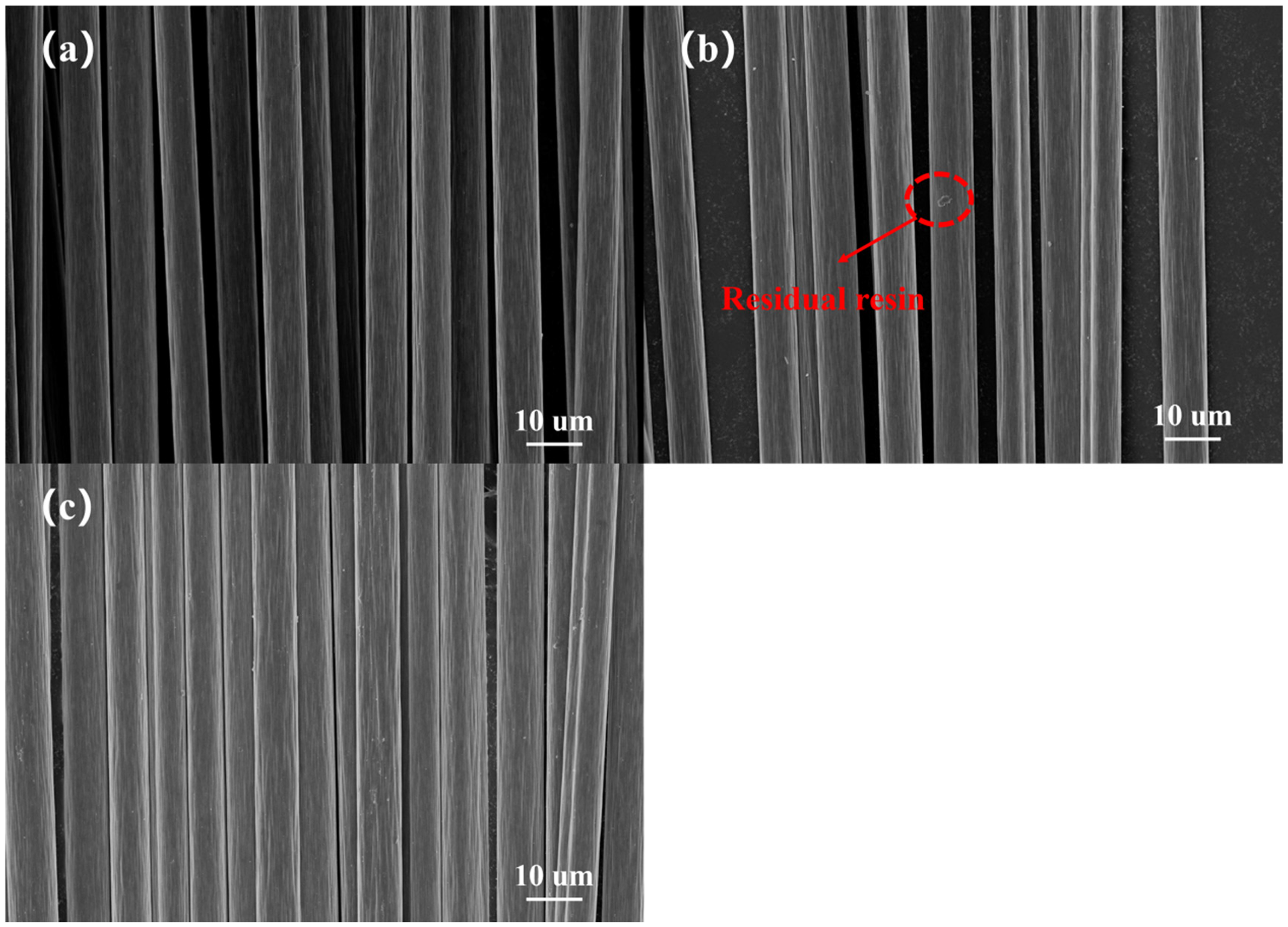
SEM images of carbon fibres: (a) VCF; (b) RCF-130 °C-90 min; (c) RCF-100 °C-180 min. SEM: scanning electron microscopy; VCF: virgin carbon fibre.
The crystal structures of the carbon fibres were determined by X-ray diffraction (XRD) (Figure 4). The XRD patterns of VCF, RCF-130°C-90 min and RCF-100°C-180 min exhibited a high degree of similarity. This finding indicated that the solvothermal degradation process did not alter the crystal structures of the RCF. The hump near 25° was attributed to the (002) planes of graphite.
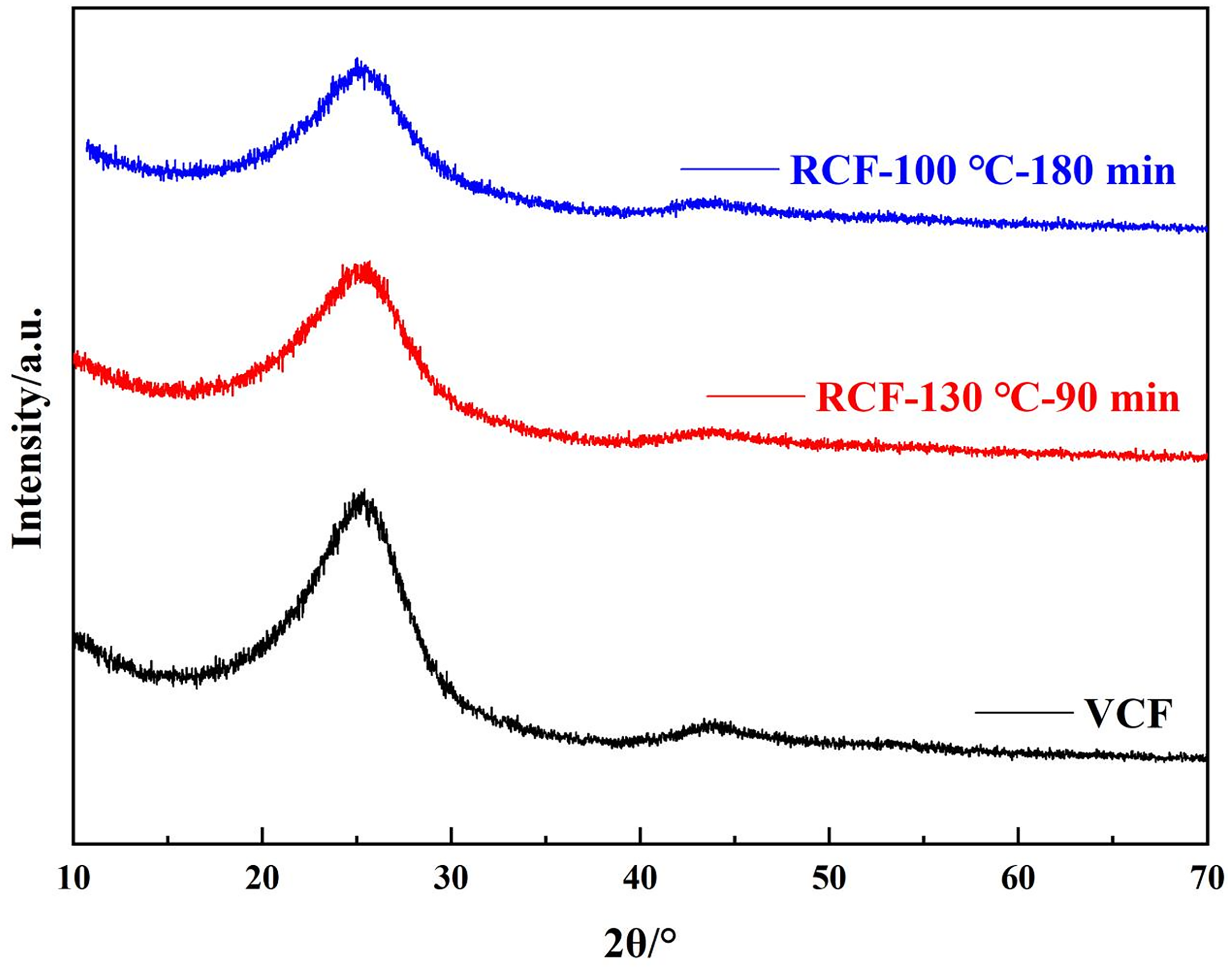
XRD patterns of VCF, RCF-130 °C-90 min and RCF-100 °C-180 min. XRD: X-ray diffraction; VCF: virgin carbon fibre.
Raman spectroscopy has been widely acknowledged as a favourable technique for characterising carbon materials. The absorption peak at approximately 1580 cm−1 (G-band) was attributed to the ordered structure of graphitic carbon, while the absorption peak at 1360 cm−1 (D-band) was arisen from defects in the graphitic carbon. Therefore, the area ratio of the G-band to the D-band served as an indicator of the graphitisation degree of carbon materials. 37 Based on this, the graphitisation degree of VCF and RCF-100°C-180 min was analysed using Raman spectroscopy (Figure 5). The area ratios of VCF and RCF-100°C-180 min were 0.32 and 0.31, respectively. It was found that the graphitisation degree of the VCF and RCF-100°C-180 min was particularly comparable, which indicated that their graphitisation degree was comparable. It further confirmed that the solvothermal treatment did not cause significant structural damage to the RCF.
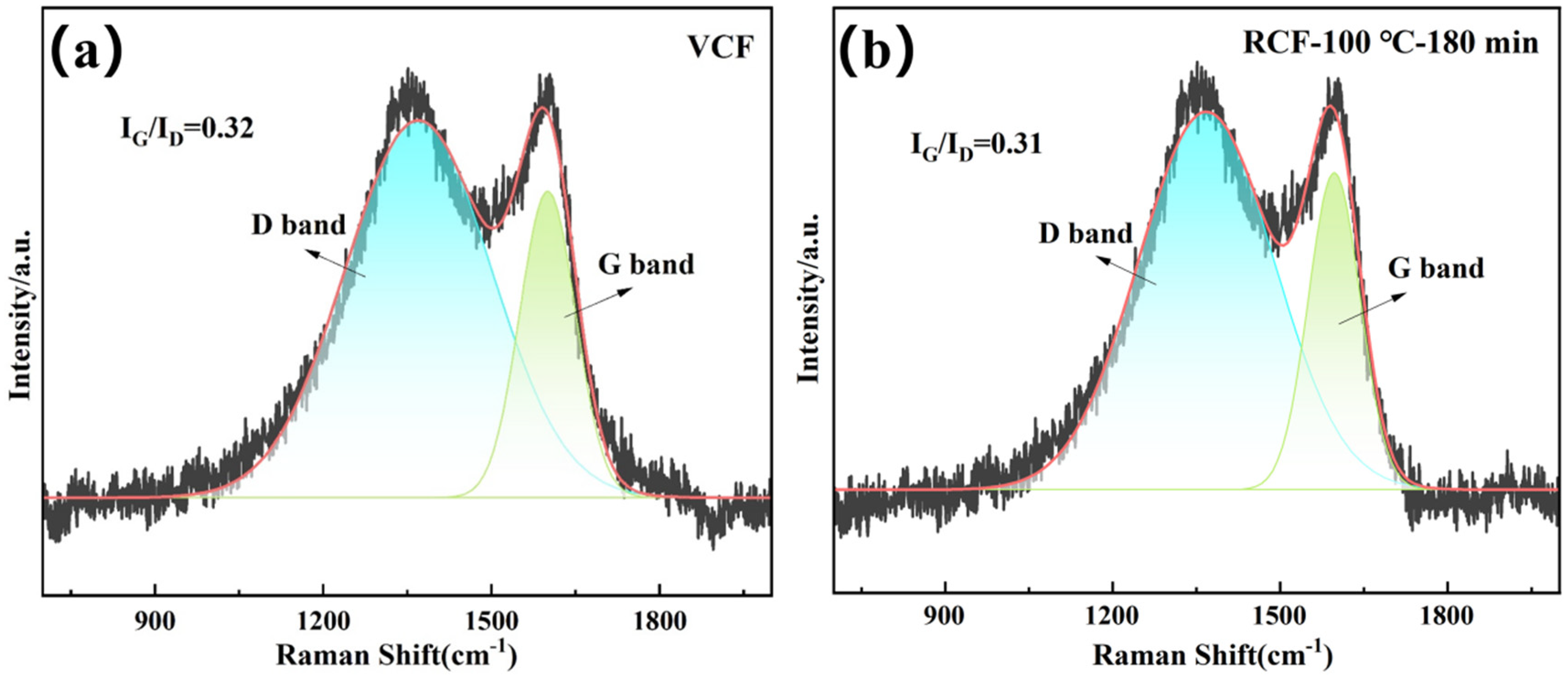
Raman spectra of (a) VCF and (b) RCF-100 °C-180 min. VCF: virgin carbon fibre.
Furthermore, the surface elemental compositions and functional groups of VCF, RCF-130°C-90 min and RCF-100°C-180 min were determined by X-ray photoelectron spectroscopy analysis (Figure 6). The survey spectra (Figure 6(a)) revealed three main peaks corresponding to carbon (284.8 eV), oxygen (532.0 eV) and nitrogen (400 eV) (Figure 6(a)). As listed in Table 2, the oxygen content of RCF-130°C-90 min was 23.37%, while that of RCF-100°C-180 min was 22.05%. Both were higher than the oxygen content of VCF, indicating the presence of more oxygen functional groups on the RCF surfaces. These results were consistent with the analysis of the C1 s high-resolution scans (Figure 6(b)-(d)), which showed that the RCF had higher COOH and C = O groups compared to VCF. In addition, the COOH and C = O groups for RCF-100°C-180 min were 7.31% and 9.64%, respectively, which were higher than those of RCF-130°C-90 min. This is attributed to more complete degradation of the epoxy resin under the 100°C and 180 min conditions, coupled with partial oxidation of the carbon fibre surface by H2O2 during the prolonged treatment.
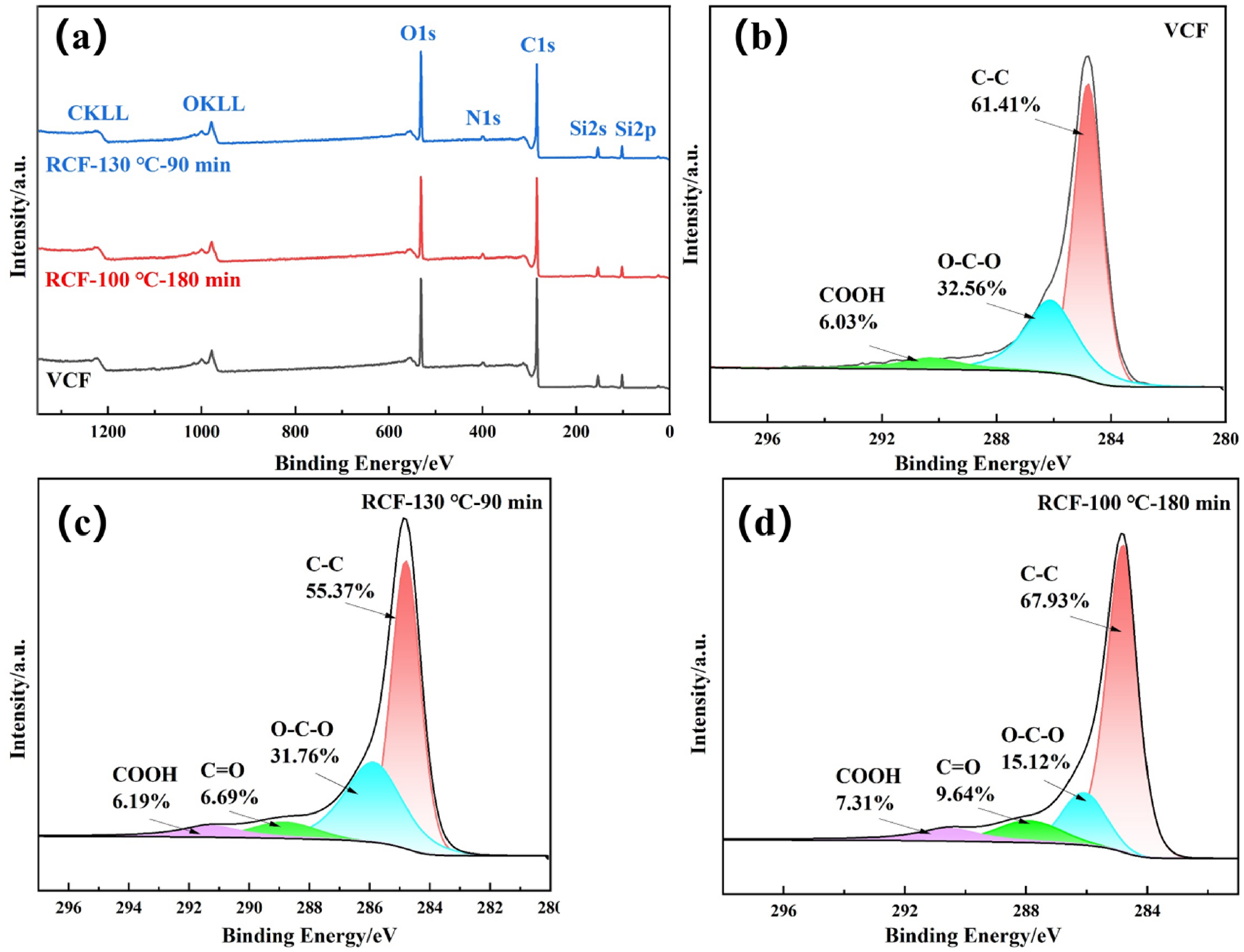
(a) XPS survey scans of VCF, RCF-100 °C-180 min and RCF-130 °C-90 min, (b) C1 s high-resolution scans of VCF, (c) C1 s high-resolution scans of RCF-130 °C-90 min and (d) C1 s high-resolution scans of RCF-100 °C-180 min. XPS: X-ray photoelectron spectroscopy; VCF: virgin carbon fibre.
Surface elemental compositions of the carbon fibres.
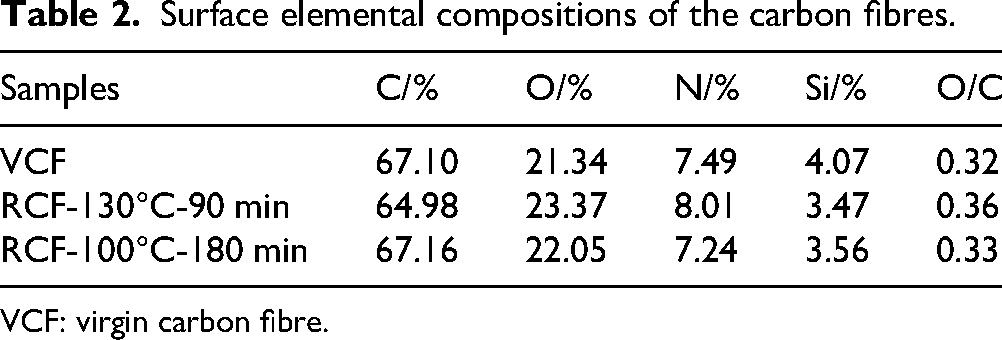
VCF: virgin carbon fibre.
Finally, the monofilament tensile strength of carbon fibres was tested to evaluate the mechanical properties of the RCF under different solvothermal treatment conditions. As shown in Figure 7, the monofilament tensile strength of the VCF was 3.51 GPa. The monofilament tensile strength of the RCF-130°C-90 min was 3.41 GPa, representing a retention rate of 97.15% compared to the VCF. This result indicated that although solvothermal treatment at 130°C had some impact on the strength of the carbon fibres, the effect was relatively small and the carbon fibre still maintained high mechanical properties. The tensile strength of the RCF-100°C-180 min was 3.48 GPa, with a strength retention rate of 99.15% relative to the VCF. This high retention rate suggested that the solvothermal process at lower temperature and longer reaction time minimised the damage to the RCF, which was caused by high temperature treatment.
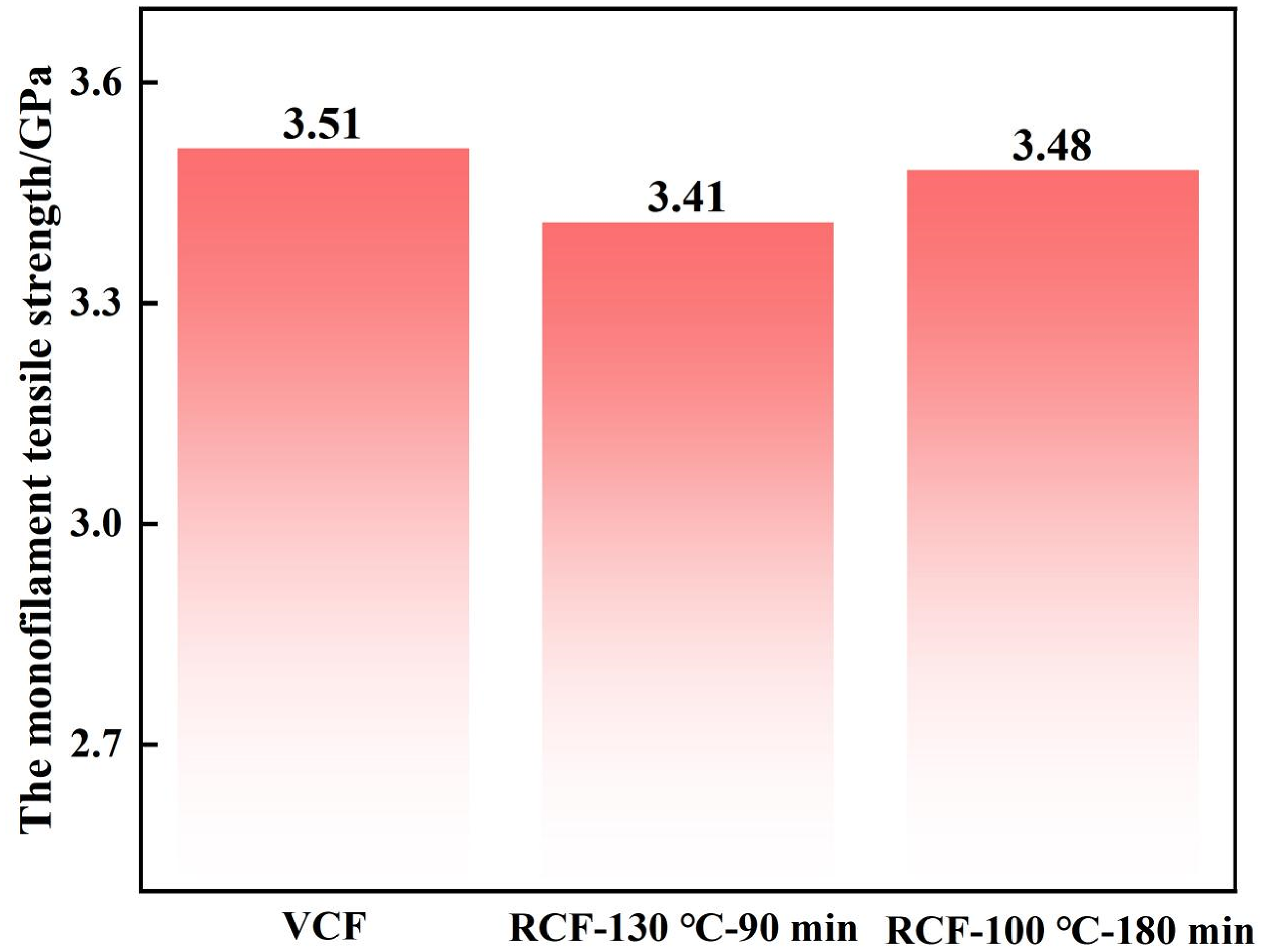
The monofilament tensile strengths of VCF, RCF-130 °C-90 min and RCF-100 °C-180 min. VCF: virgin carbon fibre.
Analysis of the liquid degradation products
Figure 8 shows the Fourier transform infrared spectroscopy (FT-IR) spectra of the liquid degradation products obtained under various reaction conditions and of epoxy resin before and after curing. For the cured epoxy resin, the peak at 1295, 1245 and 1184 cm−1 were attributed to C-O-C stretching vibrations. After solvothermal treatment, these C-O-C stretching peaks disappeared, indicating cleavage of the ester bonds within the epoxy network. Likewise, the = C-O-C stretching vibration band at 1042 cm−1 of cured epoxy resin disappeared. In the spectra of the liquid degradation products, the broad absorption peak at 3430 cm−1 was attributed to O-H stretching vibrations. The absorption peaks at 1722 and 1637 cm−1 were attributed to the C = O stretching vibrations. The absorption peaks at 1388 and 1272 cm−1 were attributed to the C-H bending vibrations of -CH3 and -CH2-, respectively.
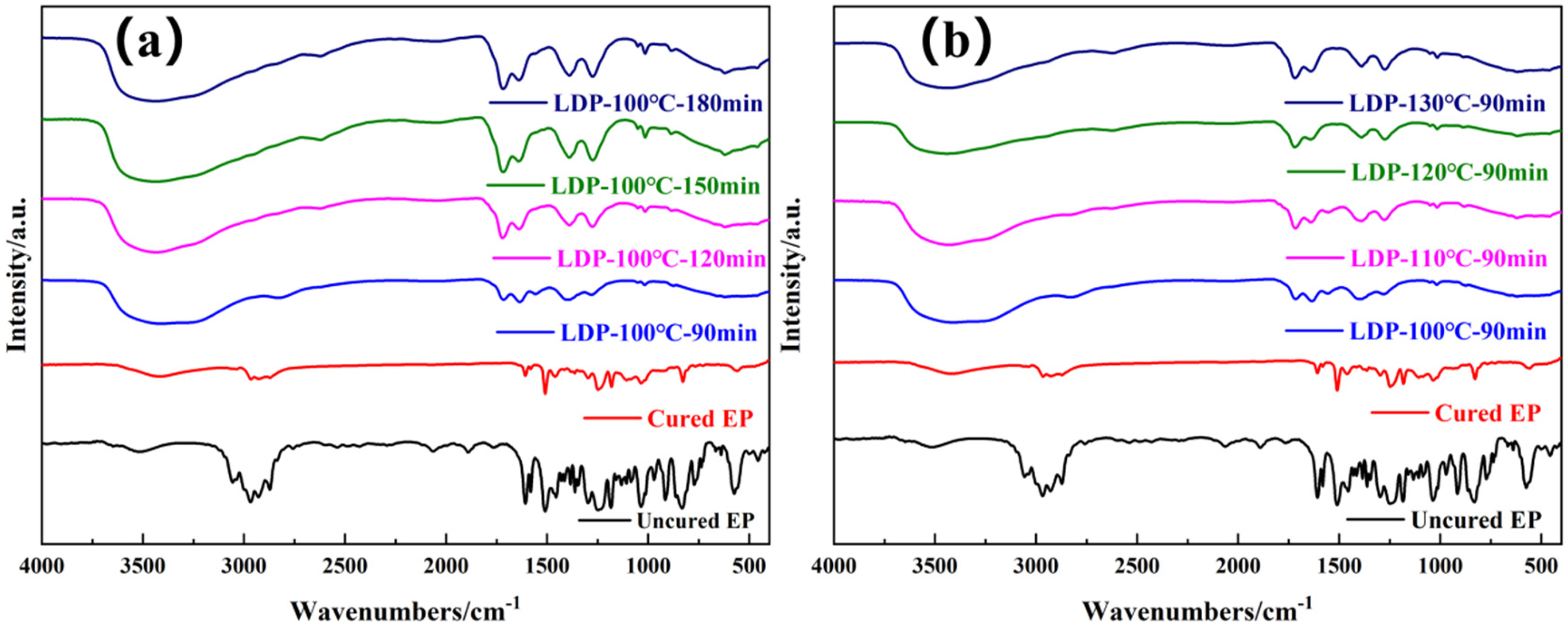
FT-IR of the liquid degradation products (a) at various reaction times at 100 °C and (b) at various reaction temperatures for 90 min. FT-IR: Fourier transform infrared spectroscopy.
Solvothermal degradation mechanisms
We proposed possible solvothermal degradation mechanisms (Figure 9). The degradation process of CF/EP involved both dissolution/swelling effects and chemical degradation reactions. Initially, solvent-induced swelling under solvothermal conditions increased the resin volume, creating voids and channels. This increase in porosity and specific surface area facilitated deeper penetration of solvent molecules into the epoxy resin.38–40
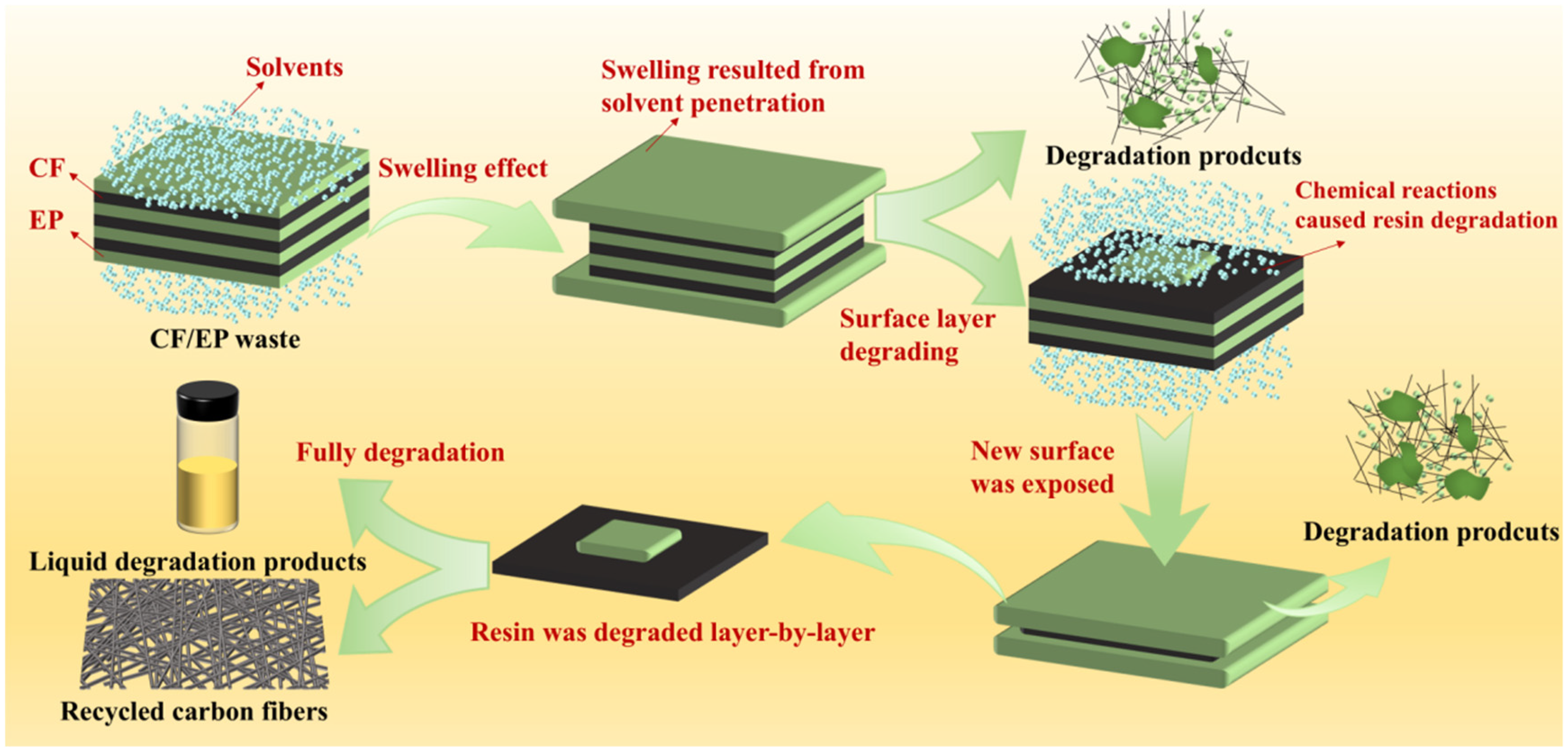
Possible degradation mechanisms of CF/EP. CF/EP: carbon fibre-reinforced epoxy resin composites.
Secondly, with the extending of reaction time, more energy was provided and mass transfer was enhanced. This facilitated the breakdown of the three-dimensional cross-linked network of epoxy resin, primarily through the oxidation of C-OH groups and cleavage of C-N bonds. The subsequent loosening of the molecular structure caused interfacial debonding and delamination, which further enhanced solvent penetration and facilitates ongoing degradation.
Thirdly, the decomposition of H2O2 generated a large number of free radicals, which were highly reactive and quickly attacked the polymer chains. This reaction terminated the chain radicals, thus further promoting the rupture of the macromolecular chains. The degradation process of the epoxy resins was accelerated and more thoroughly completed by the attack of free radicals. The new surface was exposed when the surface layer of the epoxy resins was degraded. In a nutshell, the solvent continuously eroded and penetrated inward, the epoxy resins were degraded layer by layer until it was completely reacted and disappeared.
Conclusions
In this study, we proposed a solvothermal degradation method for recycling carbon fibres from CF/EP. The results indicated that the Dr significantly increased with the reaction time and temperature. Specifically, the Dr reached as high as 99.8%, when the temperature was maintained at 100°C for 180 min. Furthermore, the SEM images revealed that the surface of the RCF had no significant resin residue and suffered no obvious mechanical damage. This finding was also confirmed by XRD and Raman spectroscopy analyses, which indicated no noticeable change in the crystal structures and groups of RCF. Furthermore, the monofilament tensile testing was conducted on the RCF, and the results showed that the strength was 3.48 GPa, with a retention rate as high as 99.15%. This indicated that the solvothermal method had almost no obvious impact on the mechanical properties of the RCF and could be used to efficiently recycle high-quality carbon fibres. FT-IR analysis of the liquid degradation products revealed the possible degradation mechanism of CF/EP wastes and found that it involved dissolution/swelling effect and chemical degradation reactions.
Footnotes
Ethical approval and informed consent statements
This article does not contain any studies with human or animal participants.
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was funded by the Hubei Provincial Natural Science Foundation of China (2025AFB007) and Fundamental Research Funds for the Central Universities (104972025RSCbs0060).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability
No data was used for the research described in the article.