
Abstract
Nowadays, amount of chrome tanned leather scraps (CTL) of leather industry is increasing rapidly due to decreasing interest on CTL utilization in related areas. These kind of wastes cause considerable negative environmental effects and therefore CTL producers should find new recycling and/or disposing routes for them. It is speculated that CTL may be a valuable additive in rubber based materials thanks to its similar bending properties. In this study, it is aimed to evaluate rheological, thermal, mechanical, morphological, and aging properties of CTL loaded EPDM based rubber compounds. CTL wastes are incorporated into EPDM in various ratios by using a banbury mixer and two roll mill, subsequently. Rheological measurements show that CTL incorporation does not cause considerable losses in compound properties. Higher glass transition temperatures of CTL containing composites are attributed to restricted chain mobility of EPDM in the composites. Cheap CTL incorporation significantly improves the tear resistance of EPDM before and after thermal aging due to fibrous nature of leather.
Introduction
Rubber compounds are probably the most complex and one of the most widely used material classes. Raw rubber is able to be blended with various chemicals, with other polymers and with fillers like silica, carbon black, clay in fairly high concentrations; this property make the rubber enable to achieve a wide range of properties. Tyres, shoe soles, belts, pulleys, and gaskets are all examples of products that require carefully optimized formulations, where precise amounts of many different components are present [1].
Reinforcing rubber, which results in a pronounced increase of tensile strength, improved tear and abrasion resistance as compared to the neat rubber, depends on molecular, chemical, and rheological characteristics of the elastomer as well as filler properties and mixing process. In particular, to provide a significant reinforcement, the filler should have high specific surface area. This property designate effective contact between filler and polymer [1]. Ethylene propylene diene monomer rubber (EPDM) has been attracting much attention and shows a tremendous growth in market due to its inherent resistance to thermal and oxidative aging, when compared to other synthetic rubbers. It has satisfying mechanical, electrical and dynamic properties as well as low temperature flexibility. It also has the ability to accept high amount of fillers, other reinforcing materials and plasticizers. All these remarkable properties make EPDM one of the most suitable rubber for outdoor applications, automotive sealing systems, building profiles, electrical power cable insulation, roofing sheets, belting and sporting goods [2]. These applications also require high tear strength for sufficient life times besides the performance properties mentioned above. The tear strength of EPDM, however, is not sufficiently high; so it is important to make some attempts for improving its tear properties.
Leather is a natural polymer consisting of collagen fibers crosslinked in a three-dimensional structure. Conventional leather tanning process results in improved appearance, better physical, chemical, and biological properties of leather [3]. Tanning is the key process that renders stability to the skin matrix against microbial degradation, heat, sweat etc. Chromium (III) has been widely used in tanning for the excellent properties such as simple processability [4]. The overall tanning process is classified into four main steps as pre-tanning for the removal of non-collagenous materials, tanning for the stabilization of the collagen matrix, post-tanning to impart functional properties and finishing to give aesthetics. Various chemicals employed in these unit operations have to diffuse through the pores of skin/hide [5].
Nowadays, substituting leather based components especially from shoe insoles and replacing them with synthetic alternatives cause a significant increase in CTL based scraps; there is a need to find new available and benefical utilization routes for these kind of wastes. There are a number of interesting studies on utilizing CTL in various applications. Teklay et al. prepared value-added leather composite boards using finished leather wastes containing CTL and various plant fibers (jute, hibiscus, palm, and sisal) as raw materials [6]. Composites exhibited better mechanical properties compared to those of control boards. New composites were suggested to be used in insoles, chapel-uppers, wallets, light hand bags, mouse pads, roofing. Sivaprakash et al. charred CTL in a controlled oxygen atmosphere by coupled pyrolysis and used resultant material in light weight cement applications [7]. They added iron nanoparticles for inhibiting the conversion of trivalent chromium to hexavalent chromium in fibrous carbon, before addition of CTL based product to cement block. By this way, compressive strength of cement block was improved. Senthil et al. also prepared leather insoles using CTL for obtaining acupressure effect in therapeutic footwear production [8].
Rubber materials may be conceivable to be compounded with CTL due to similarity of their properties such as high percent elongation and high flexibility. There are a number of studies reported about improved properties for polymer/ CTL composites in literature. Adreopoulos and Tarantili incorporated leather wastes into PVC with dioctyl phthalate as plasticizer [9]. The addition of the leather wastes caused increment in density and hardness of the composites, whereas their tensile properties were considerably deteriorated with leather incorporation. Leather dust was also used as a filler in PVC together with silica [3]. Ambone at al. prepared eco-biocomposites using CTL and poly(lactic acid) (PLA) to reduce environmental issues and provide sustainable solution [10]. Tensile properties of PLA were enhanced by CTL incorporation whereas the percentage crystallinity of PLA matrix decreased with increase in leather content. PLA/CTL composites were suggested as low cost eco-friendly product material.
Increment in some mechanical properties and resistance to thermal aging of rubbers were observed in case of leather wastes addition to rubber compounds in powder form [11,12]. When waste leather fibers are added to elastomers, they act as a reinforcing short fiber for the matrix due to their fibrous nature during processing [13,14]. However, since processing of elastomers is carried out at relatively high temperatures, keeping the fibrous nature may be difficult. In addition, use of leather in rubber formulations tend to affect the vulcanization characteristics and vulcanizate properties due to the presence of reactive functional groups, trivalent chromium content, and its acidic nature [15]. Therefore, in some cases, leather wastes are suggested to be neutralized before adding to rubber; however this step pushes up the waste preparation cost [14,16]. Urea, ammonium and sodium carbonates or sodium formate solutions are commonly used for neutralization process [3,15–17].
Chrome shavings (<0.2 mm) have been used as a filler for acrylonitrile-butadiene rubber and carboxylated acrylonitrile-butadiene rubber and increased tensile strength, tensile strain and crosslink density were reported [11,12]. Ferreira et al. used powder leather (<1.0 mm) in SBR and NBR based compounds and results have showed that tear strength of the end product was increased [15,17]. The effects of ammonium and sodium formate treated chrome shavings on mechanical properties of NBR/CTL compound were studied by El-Sabbagh and Mohamed [3]. Tensile strength, tensile modulus at 100% elongation and hardness were improved by neutralization of CTL. Also, they reported that swelling ratio of the vulcanizates reduced; resulting in increased crosslink density.
There is not any study met in literature on utilizing CTL in EPDM based rubber compounds. However, some of the studies summarized above show that tear strength improvement is a common benefit of CTL incorporation to the rubber compounds. When poor tear strength of EPDM based materials was considered, it was inspired that CTL may provide some improvements in such materials. In this study, chrome tanned leather wastes have been incorporated to EPDM in various proportions (0, 5, 10, 15, 20 phr) by using a banbury mixer and two roll mill, subsequently. The effects of CTL ratios on rheological, thermal, mechanical, and morphological properties of EPDM composites were investigated.
Experimental
Materials
EPDM, DUTRAL TER 4437 with 32 % propylene and 4.5% ENB was obtained from Polimeri Europa Company, Inc. ML (1+4) 125°C of the EPDM is 57 MU and ash content was 0.3 % max. Chrome tanned leather shavings were obtained from Atik Leather Company Ltd., Turkey. Its Cr+3 content was 22000–23000 ppm and it had no Cr+6. Its pH was 4 and moisture content was 36.76 %. Carbon black, FEF N-550 with CTAB ADS of 40 m2/g, density of 0.35 g/cm3 and pH=7 was obtained from Elkim Rubber and Chemical Industry, Turkey. Paraffinic oil 460 having a density of 0.908 g/cm3 and flashing point of above 285°C was obtained from Petrol Ofisi Inc., Turkey. Other compounding ingredients were zinc oxide, stearic acid, TMQ (polymerized 2,2,4-Trimethyl-1,2- dihydroquinoline), IPPD (N-2-Propyl-N'-phenyl-p-phenylene diamine), TMTD (tetramethyl thiuram disulphide), and insoluble sulphur, which were traditionally used chemicals in rubber and tyre industries.
Methods
Firstly, chrome tanned leather (CTL) shavings were ground into smaller sizes and dried in an oven at 100°C for 24 hours. A traditional sieve analyser was used to determine particle size distribution of CTL shavings. Different mesh sizes of pans were added up and it was sifted at 50 Amplitude for 10 minutes. Then the fractions were weighed and seperated. Equivalent moisture of dried CTL was measured using Ohaus MB 45 moisture analyser. Device had a halogen lamp and precision was 0.001%.
Rubber compounds were prepared using a 2 L Russian tailor-made banbury mixer. Engine speed was 120 cycles/minute. Mixing was carried out for 7 min at 95°C. The prepared rubber compounds were homogenized and shaped by using a laboratory type two-roll mill with 20 cm in diameter and 50 cm in length. Milling speed was 10 rpm and friction ratio was 1:1.1. The distance between the cylinders was varied from 0.5 mm to 3 mm during mixing.
Rheological properties and optimum cure times of the compounds were determined using moving die rheometer (Alpha Technologies MDR 2000). Compounds were vulcanized and molded at 160°C and 220 bar by using an Alpha Technologies hydraulic hot press for their respective optimum cure times. Molds were selected as 2 mm and 6 mm, considering required geometry for standard physical and mechanical tests. Test specimens were directly cut from the molded sheets with standard blades.
Glass transition temperatures (Tg) and curing enthalpies (ΔHc) of uncured compounds were obtained using a Mettler Toledo DSC1 Star System differential scanning calorimeter (DSC) according to ASTM D3418. DSC analysis were performed betwwen −80°C and 250°C with 10°C/min heating rate under 1.5 bar in purging nitrogen atmosphere. Thermogravimetric analysis (TGA) of the cured specimens were carried out between 20°C and 750°C with a heating rate of 20°C/min, by using Exstar-thermogravimetric analyzer according to ASTM D6370. Firstly, nitrogen gas was purged from 20°C to 500°C. Air was switched at 500°C, and then analysis continued to 750°C with the same heating rate.
Tensile tests were performed using a Zwick Z0.1TH universal testing machine at a speed of 500 mm/min according to DIN 53504. The machine was equipped with extensometer having 8195 pneumatic grips. Tear strength of the vulcanizates were measured using the same system at a speed of 200 mm/min according to ASTM D5584. Thermal aging was carried out for the vulcanized rubber samples at 70°C for 70 hours in an air circulating oven, according to ASTM D 573. After aging, tensile strength, tear strength, and compression set tests were repeated; retentions in the properties were reported. In compression set test, ability of rubber to recover after a compressive deformation was measured. According to ASTM D395 method, samples having 6 mm thickness and 50 mm diameter were compressed by 25% of its original thickness between two steel plates (applied pressure is 40 bar) for 70 hours in an oven at 70°C. The steel plates were then removed and the thickness measurements were repeated. All physical and mechanical tests were performed for at least five samples taken from different parts of the molded sheets and average values were reported. Morphological characterization of the vulcanizates were examined by using video microscope with 250x magnification. Surface properties and dispersion of leather particles in the matrix were investigated.
Results and Discussions
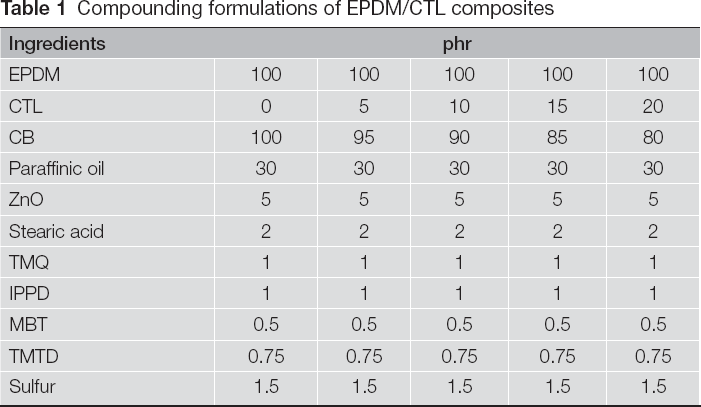
In this study, CTL was incorporated to EPDM at various ratios (0, 5, 10, 15, and 20 phr) to examine the effect of rheological, thermal, mechanical, and morphological properties and thermal aging behavior of the material. Five compositions were designed and given in
Compounding formulations of EPDM/CTL composites
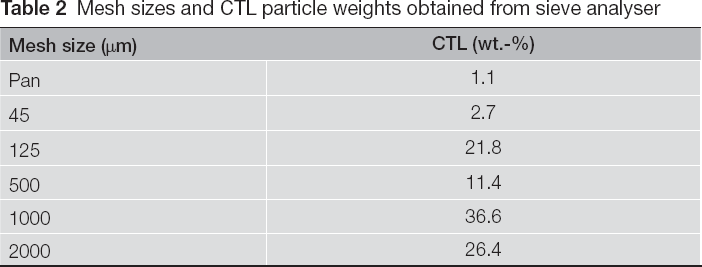
Particle size distribution of CTL shavings were determined using a sieve analyser. Different mesh sizes and related fractions of CTL particles were shown in
Mesh sizes and CTL particle weights obtained from sieve analyser
Curing Characteristics
Important curing characteristics of EPDM/CTL composites such as scorch time, curing time, minimum and maximum torque values are summarized in 
Cure characteristics of EPDM/CTL composites
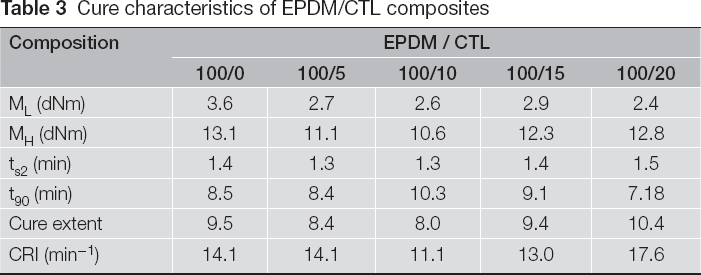
where t90 is the optimum cure time and ts2 is the scorch time [18]. Cure extent values were calculated with the following expression;

where MH and ML are maximum and minimum torque values, respectively.
Thermal Properties
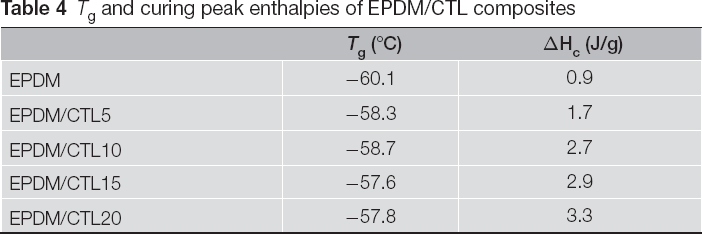
The values of Tg and ΔHc were shown in
Tg and curing peak enthalpies of EPDM/CTL composites
TGA thermograms of the EPDM/CTL composites at different CTL loading is shown in
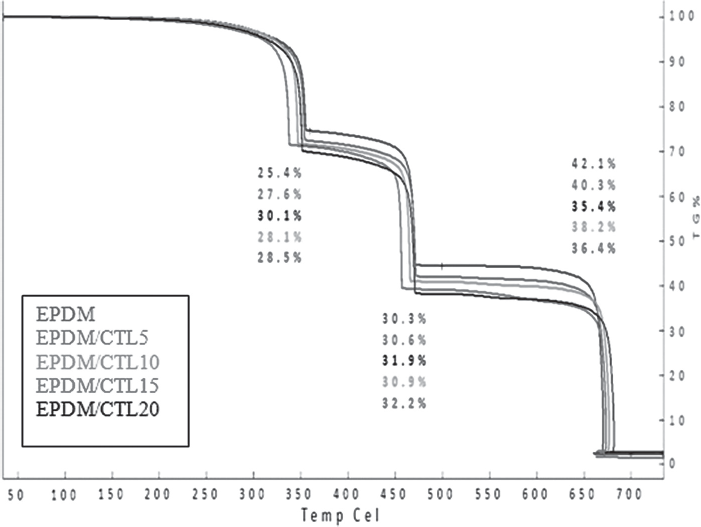
TGA curves of EPDM/CTL composites
Mass change and temperature of EPDM and EPDM/CTL samples
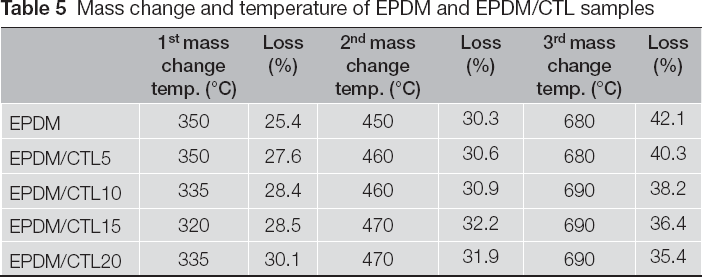
Between 450°C and 470°C, the second weight loss was observed. These peaks represent rubber and leather decomposition. After oxygen shift, mass loss due to carbon black oxidation (between 670°C and 690°C) was lower in case of CTL loading. This is because of the decrease in the carbon black fraction in the vulcanizates.
Mechanical Properties
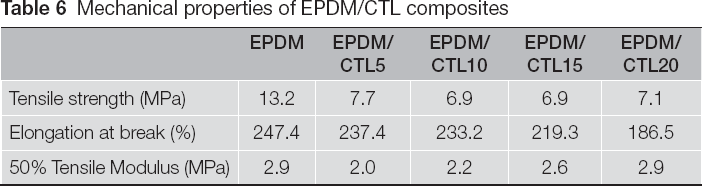
Tensile tests
Tensile tests were performed at the ambient temperature using universal testing machine.
Mechanical properties of EPDM/CTL composites
Compression set test
In
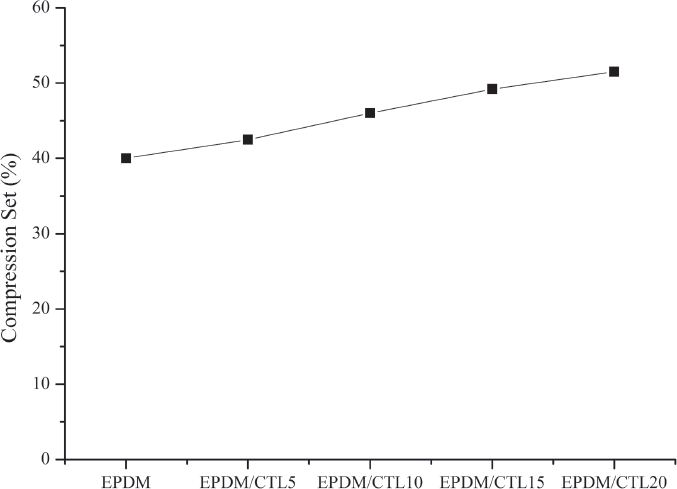
Compression set values of EPDM/CTL samples after aging at 70°C for 70 h
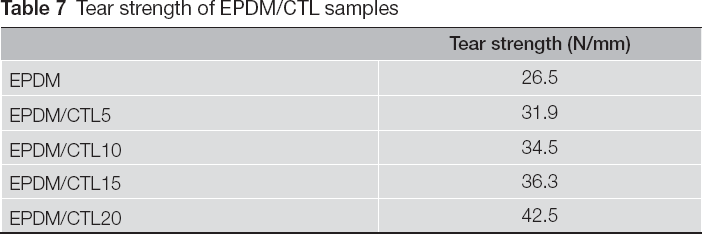
Tear test
Tear strength of EPDM/CTL samples
Morphological Properties
Morphological properties of EPDM/CTL composites were examined using video microscope with 250x magnification. Leather distribution in EPDM matrix for all compositions were shown in
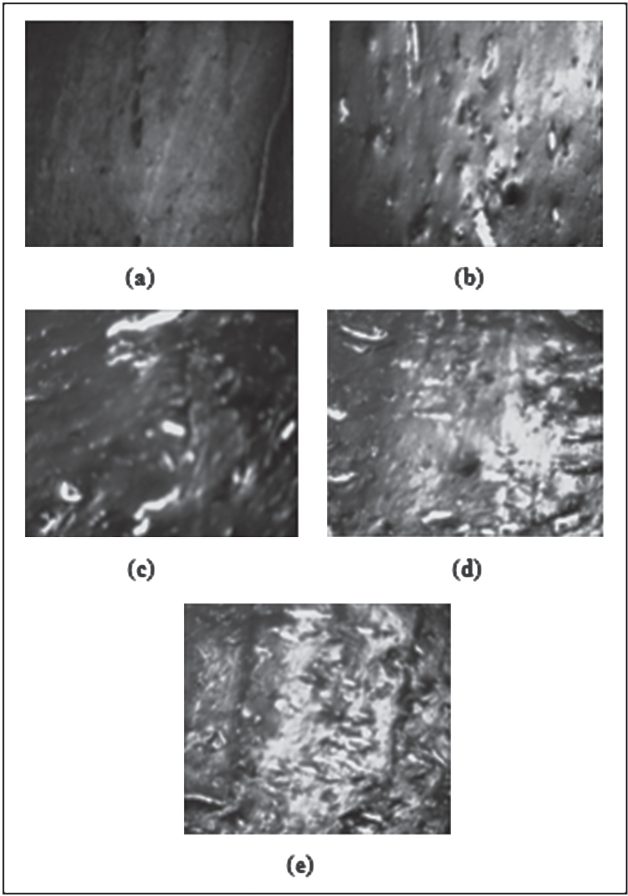
Video microscope images of (a) Neat EPDM, (b) EPDM/CTL5, (c) EPDM/ CTL10, (d) EPDM/CTL15 and (e) EPDM/CTL20 composites
Aging Properties
EPDM/CTL samples were subjected to thermal oxidating aging at 70°C for 70 hours using an air circulating oven. The mechanical properties of the aged samples were measured.
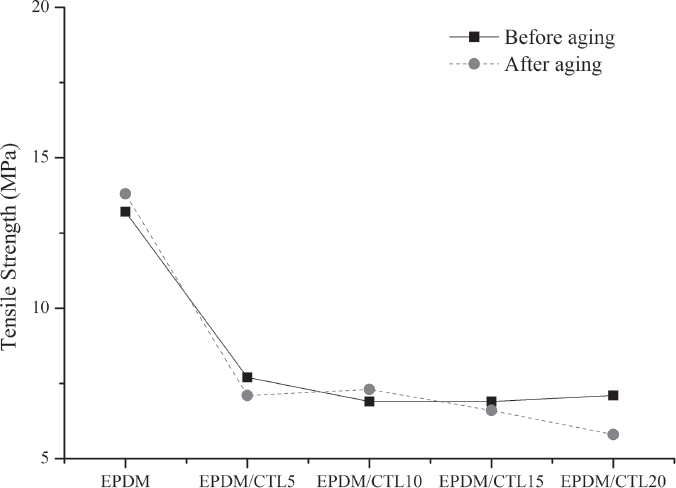
Tensile strength of EPDM/CTL samples before and after aging at 70°C for 70 h
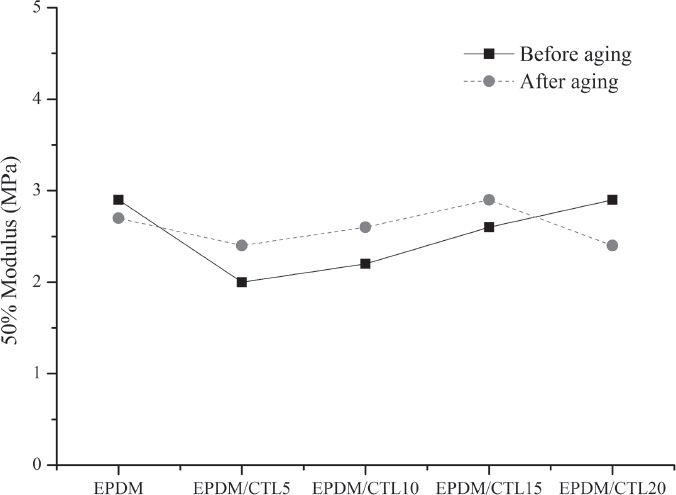
50% Modulus of EPDM/CTL samples before and after aging at 70°C for 70 h
Tear strength values of EPDM/CTL samples before and after aging are shown in
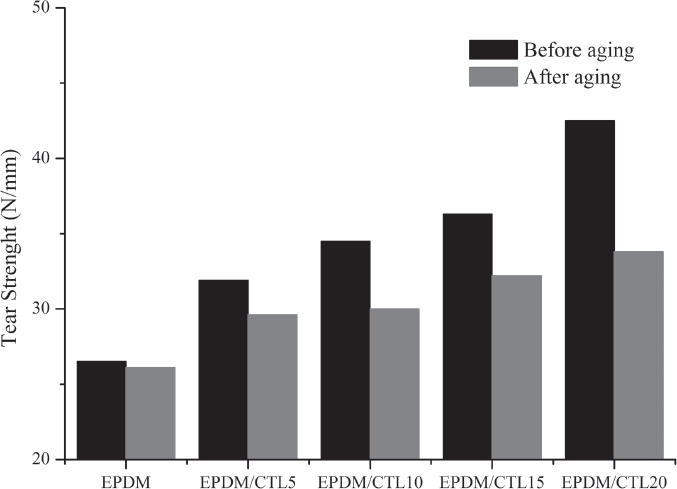
Tear strength of EPDM/CTL samples before and after aging at 70°C for 70 h
Conclusions
In this study, chrome tanned leather wastes were incorporated into EPDM based rubber compounds with different ratios. Changes in thermal, rheological, mechanical, morphological, and aging properties of EPDM/CTL composites were investigated. Glass transition of CTL containing composites were identified at slightly higher temperatures than that of neat EPDM vulcanizate due to restricted chain mobility of rubber matrix. TGA thermograms revealed that thermal stability of EPDM was not significantly affected by the presence of CTL. Lower cure rate index of EPDM/CTL compounds are attributed to penetration of EPDM matrix onto the leather surface and thus resulting prolonged vulcanization reaction. In case of excessive CTL ratio (e.g. 20 phr), CTL incompatibility was more dominant; as a non-reinforcing filler, it did not affect the vulcanization reaction characteristics as it affected mechanical properties. The decrease in tensile strength and elongation at break values for EPDM/CTL composites can be attributed to the interference of non-rubbery leather particles as filler in EPDM chains and this causes reduction in the mobility of rubber chain. The most impressive effect of CTL incorporation to EPDM is the improvement of tear strength before and after thermal aging also. The increase in tear strength is due to the fibrous nature of leather that effectively prevents the crack growth in the specimen. In conclusion, cheap chromme tanned leather scraps can be utilized in EPDM based rubber compounds for imroving tear resistance when some other mechanical property loses can be tolerated.