
Abstract
A new technology has been developed to produce large-size rubber products by molding ground tire rubber (GTR) without using any binder or other substance. GTR is compression molded at high pressure and temperature to achieve an optimal particle adhesion. Large-size tiles (1 m2) with thickness up to 50 mm have been molded without cracks or other damages. In this study, for the first time, energy consumption has been precisely estimated in different phases of the process cycle and discussed together with mechanical performances of molded products. Mechanical tests show that tiles have similar or higher performances than tiles produced by means of conventional processes (i.e. using polyurethane binders). Moreover, the new technology is able to save up to 50% of production costs related to electric energy and raw materials. Further developments are necessary to improve productivity by adding automation and reducing hand working.
Introduction
Treatment and disposal of end-of-life (ELT) tires are still of considerable environmental importance because of the mixed composition of tires and the huge amount of vehicles. 1 In developing countries, a large quantity of waste tires ends up in open environment or in landfill. Global tire production in 2016 was estimated in 1.8 billion units including tires for on- and off-road vehicles and equipment (data by the European Tire Recycling Association (ETRA) 2 ). In the European Community, over 300 million tires are permanently removed from passenger cars, utility vehicles and trucks, and defined as waste. Above all, it has been estimated that, in the period from 1992 to 2015, almost 75 million tons of post-consumer tires have been identified as waste and have been allocated to four principal routes: reuse, retreading, recycling, and energy recovery. For this reason, the scientific debate on correct and conscious ways for tire recycling is always urgent: an interesting overview can be made by considering latest contributions.
From a social and environmentally conscious point of view, the best way of tire recycling is reusing or remanufacturing for the same application. Remanufactured tires deliver similar mileage as comparable new tires, although they are sold with discounts between 30% and 50%. Waste material is not zero: there are several stages in the retreading process where some material is lost, and tire retreading is not always technically feasible. The strongest limitation in tire reusing and remanufacturing is given by the market. Tire retreading has already reached its limits with respect to the fraction of the demand willing to buy “green tires” eventually. For example, in Europe, from 1992 to 2012, the percentage of remanufactured tires was almost constant to 10% of the overall discarded tires. As a result, remanufacturing cannot be considered as the only solution for spent tires but only a valid alternative.
The largest part of spent tires has to be reprocessed with other technical solutions. For this aim, it is necessary to separate and reuse single tire constituents. Grinding is necessary to separate rubber from the other materials (steel, from 10 to 25 wt%, and organic fibers, up to 5 wt%). Steel can be remelted and used as raw material even if other solutions are under investigation. For example, steel fibers can be used as fillers of eco-friendly concrete. 3 Waste steel fiber proved to be characterized by much higher tensile strength and ductility than engineered steel fiber. 4 Organic fibers are typically redirected to disposal. They could be used for the production of insulating materials but, unfortunately, the small amount of organic fibers, and problems in their transportation limit the potential of this kind of application. The most important tire constituent is the rubber but it is not a homogeneous material. Rubber composition of ground tire rubber (GTR) is complex and difficult to investigate: ternary blends of natural, butadiene, and styrene–butadiene rubber are possible. 5
In the last year, several studies have been performed about all the main solutions of GTR reprocessing, from energy recovery to production of goods. Recycled tire wastes may be used as additives in industrial coal blends for cokemaking. 6 Above all, burning tires has been always considered as the simplest solution for tire recycling for the use in the cement industry. 7 In this case, grinding and rubber separation from fibers are not necessary but just tire cutting in large pads. Even if energy recovery has to be taken into consideration in the optic of the global management of waste tires, it is evident that combustion should be considered as a last opportunity before disposal in landfills. Carbon sorbents 8 and carbon black 9 may be produced with other thermochemical processes but, also in these cases, many important residual properties of GTR are lost.
The huge amount of discarded tires needs markets such as buildings, transportation, roads, and railroads. GTR can be used from the production of concrete mixtures for pavements, 10 to light aggregate concretes, 11 sound absorbers, 12 concrete tactile paving blocks, 13 and cementitious composites, 14 also after suitable pretreatments. 15 Mixing GTR with binders for producing concretes seems to be a smart solution. Rubberized concretes are prepared with 16 and without 17 waste steel and plastic fibers. Fracture characteristics induced by the crumb rubber inclusion in plain concrete are enhanced 17 but ultimate properties reduce. 18
Using GTR for asphalts is probably more effective 19 but two main operative issues are present 20 : high mixture viscosity and phase separation between rubber and bitumen matrix. However, mixing GTR with organic matrices or binders remains one of the most promising solution for the production of new GTR-based materials. Polymer–rubber composites have been obtained mainly from elastomers (natural and synthetic rubber) or thermoplastics (polyethylene, polypropylene, and polyvinyl chloride). 21 Latest developments have preferred thermoplastic matrices for making ternary 22 or binary 23 blends also for foams 24 and without using virgin materials. 25 GTR has also been used to improve ductility and damping capacity of recycled wood plastic composites. 26 The main issue is the variability of GTR properties because of contamination and nonuniform composition. A solution could be partially de-vulcanizing GTR by thermochemical process 27 or microwave exposure. 28 Unfortunately, because of the energy input during de-vulcanization, polymer degradation also occurs. 29
In scientific terms, many other solutions have been proposed for GTR reprocessing using all the available technologies from cold plasma 30 to gamma rays 31 and electron beam irradiation. 32 However, in all these cases, an industrial use for large productions is far to come. Thermochemical de-vulcanization, which is the simplest solution, is already enough expensive for this aim.
It is important to consider that rubber particles and granules still have residual reactivity which can be used for improving rubber reprocessing. In previous studies, authors have shown that GTR can be agglomerated by compression molding without using any additive or linking agent. The so called “direct molding” process is able to produce large-size rubber products, 100% from GTR. Rubber pads were produced by compression molding of rubber powder mixtures which were obtained by ELT mechanical grinding. 33 Starting from three initial size distributions of the rubber powder, other nine binary blends and three ternary blends were prepared, for a total of 15 different powder distributions. All these rubber mixtures were compression molded to produce pads (150 × 150). It was found that mechanical performances of recycled rubber products strongly depend on size distribution. In particular, higher ultimate properties are obtained in rubber powder mixtures with fine and medium size distribution. Instead, material stiffness increases if coarse granules are present in the powder mixture. Subsequently, the effect of the molding parameters on the molded rubber was also deepened. 34 Significant improvements were observed by increasing pressure. However, it was not recommended to use very high values as mechanical properties did not show significant changes over a given pressure threshold but the energy consumption increases as well as the press wear and the material shrinkage. Thanks to these studies, process feasibility of GTR direct molding on laboratory-scale was clearly shown but the problem of industrial application was still open. In this study, authors present new achievements aimed to propose a sustainable solution for producing rubber products from tire recycling in a semi-industrial scale. A large-size molding press was built on purpose and used to produce large tiles (1 m2) for pavements. The energy consumption and the process costs have been evaluated and are discussed in the following together with final performances of products. For the first time, a process for molding large size rubber products with 100% GTR has been optimized and its energy consumption has been estimated.
Materials and methods
Ground-tire rubber in the shape of powder and granules is used to produce rubber articles by molding. These products can be purchased from recycling factories and are generally classified by their size distribution and purity. In the conventional molding technology, rubber products are made by mixing GTR with a polyurethane (PU) binder (about 8 wt%) and by compression molding at low pressure temperature (about 80°C). In the compression molding procedure, the GTR-PU mixture is inserted in a metallic mold where temperature and heat are applied contemporarily up to their agglomeration.
In this study, rubber granules have been provided by an Italian factory (ADRIA) to produce rubber parts by means of an innovative molding process. The direct molding process is a compression molding process of 100% GTR to make very large products (tiles, kerbs, paving blocks, and rail crossings). Binders are not used and agglomeration depends on the properties and shape of rubber particles. Direct molding technology needs higher pressures and temperatures than the conventional technology in relatively higher times. For this reason, it is not possible to use the same machines for both processes. On the other side, a commercial machine for the direct molding process was not available on the market, being a new process. The solution was designing and building a new machine on purpose.
The direct molding process
A brief description of the direct molding process is useful to understand the machine requirements (Figure 1). Rubber granules or powders are put into a metallic mold and pressed at a settled pressure and temperature for the amount of time required until a good agglomeration is obtained. For comparison, in the conventional molding process for recycled rubber from tires, PU is mixed with the rubber as a binder. Hot pressure-molding is often necessary for correct hardening or process time reduction. In the direct molding process, same or better cohesion is obtained by using higher values of pressure and temperature.
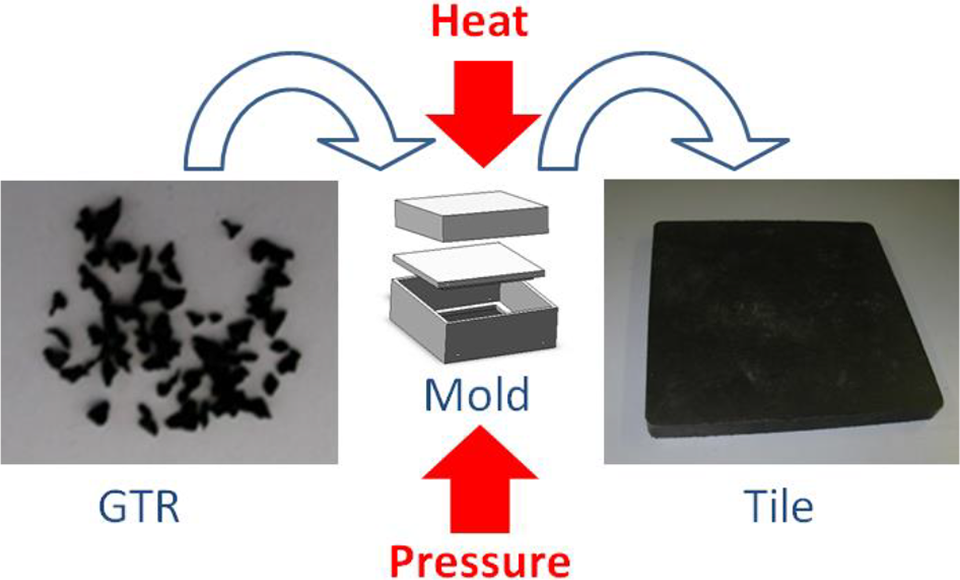
The conceptual process for rubber tile production.
The main phases of the direct molding process for large and thick tiles are as follows: (1) rubber grinding (depending on the tire recycling technology); (2) rubber weighting (typically made by hand); (3) mold filling (also this operation is often made manually); (4) molding (where pressure and temperatures are applied contemporarily); (5) de-molding (i.e. slow pressure release to avoid cracks and defects); and (6) extraction. Unlike a conventional process, direct molding does not require a mixing stage before the molding phase.
The molding press
Direct molding needs a compression molding machine, similar to those machines used for virgin rubber. Typically, hydraulic presses are used with heated plates or molds and the ability of applying the pressure for long times. Unfortunately, the cost of these machines for large products is extremely high, and their performances are lower than needed. In fact, rubber vulcanization requires lower temperatures and pressures than GTR direct molding. For this study, a molding press was designed and manufactured by a research partner (LABOR, Italy) who acquired and modified a second-hand machine (Figure 2(a)). To reduce costs, an old hydraulic press for deep drawing was taken, having a maximum force of 450 t, a horizontal plate with size of 1500 × 1650, and a maximum stroke of 1050 mm. During maintenance, some changes were made to allow the press maintaining the holding pressure for a long time. Moreover, the blank-holder was simplified just for the extraction operations. At present, this press is located in ADRIA (Italy), which is a tire recycler.
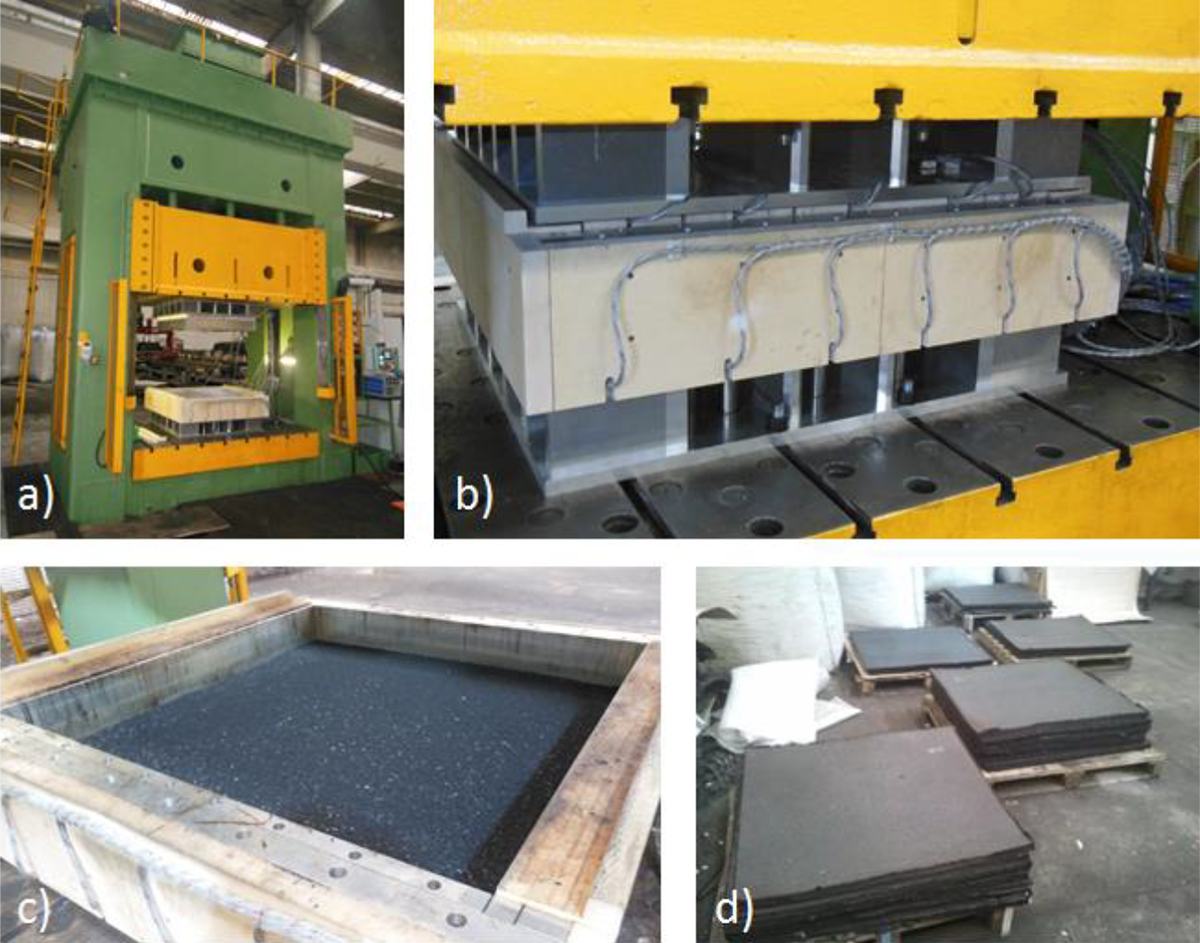
Direct molding process: hydraulic press (a), mold for tiles (b), filling operation (c), and molded tiles (d).
The molding press was equipped with a large-size temperature-controlled mold to produce tiles with a thickness up to 50 mm and a 1 × 1 m2 size (Figure 2(b)). At the end of the system setup, the maximum allowable molding pressure was fixed to 45 bar and the maximum allowable molding temperature to 250°C. By increasing molding pressure and temperature, mechanical properties of molded tiles are expected to increase as well as the energy consumption during production. To study this effect, an energy measurement system was mounted on the press.
Experimental approach
The idea at the basis of this study was studying the effect of large-size molding machines on direct molding rubber in terms of part performances and energy consumption. The focus was finding best process conditions to produce large tiles with good agglomeration. Molding tests were made for this aim. Many material and process parameters were changed initially with a trial-and-error procedure. When a good agglomeration was found in tiles with thickness from 10 to 50 mm, energy consumption was measured on 20-mm-thick tiles, and mechanical properties on 10-mm-thick tiles. These tiles were produced continuously (as shown in Figure 2(d)) with small differences in size and density.
Molding tests
Final thickness of molded tiles depends on amount of GTR used and processing conditions. In fact, by changing molding temperature and pressure, molded rubber density slightly changes as well. 33 As a thumb rule, in the case of 1 m2 tile, 10 kg of GTR are necessary for each 10 mm of tile thickness. For this reason, molding tests were made by fixing the GTR weight, from 10 to 50 kg. Several technical problems were solved for the process startup, from tile delamination to vapor evacuation during de-molding. Also the GTR size distribution was changed in preliminary tests so as to find the best molding procedure, starting from mold filling (Figure 2(c)). In the end, 1–2 mm rubber granules were selected, and many tiles were produced (Figure 2(d)). Figure 3 shows the GTR size distribution and its cumulative. It is evident that low size particles are absent with beneficial effects in part extraction.
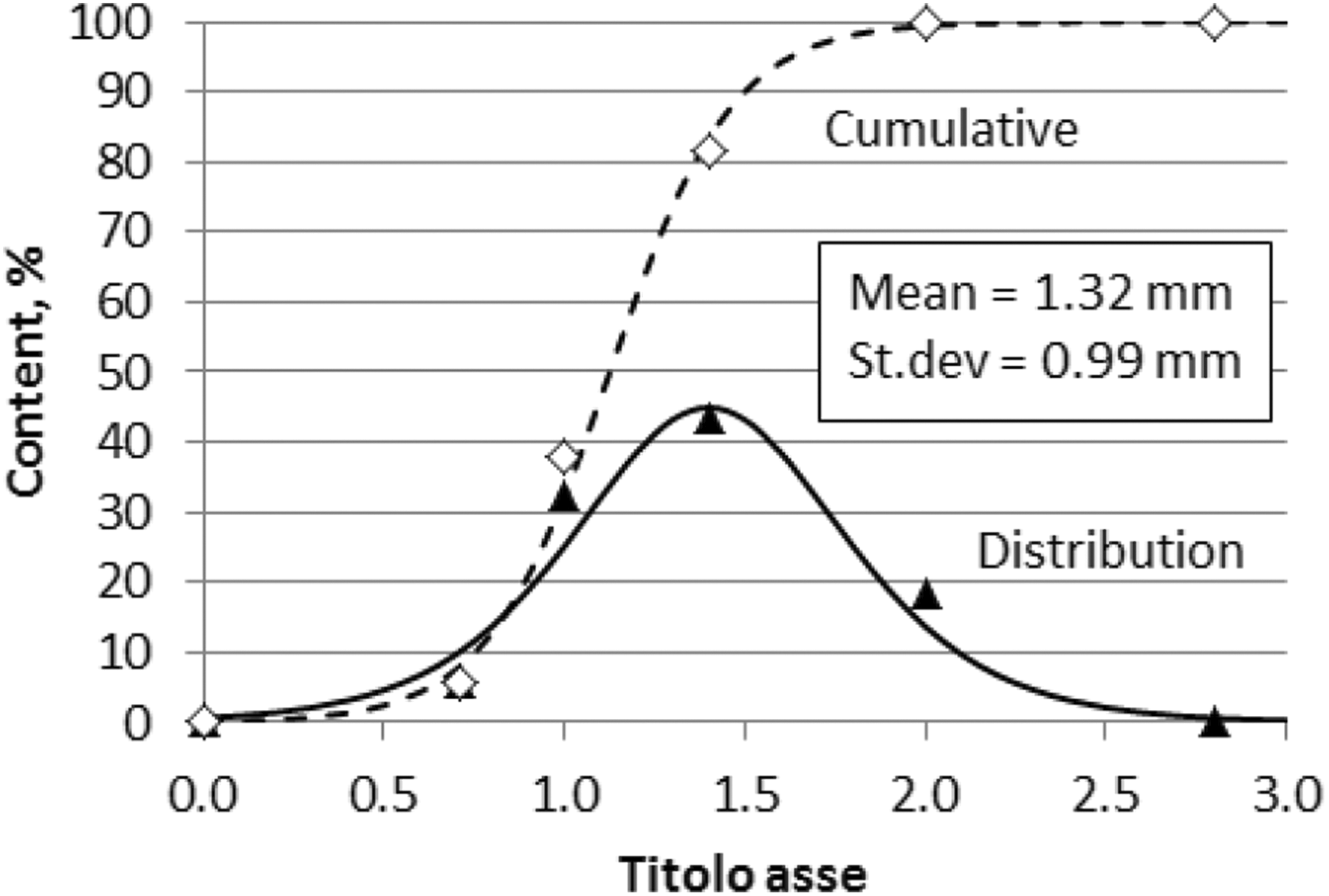
GTR size distribution for molding tests.
In molding tests, the applied pressure was not changed, being fixed to 100 bar of the oil press (for a molding force about 390 t, and a resulting active pressure on the tile about 39 bar). The molding temperature ranged preferably between 180 and 200°C: tests were made also at 160 and 220°C but results were not good because of poor agglomeration or excess heat loss. The molding time was changed mainly as a function of the tile thickness with the general role of applying 5 min of pressure for each 10 mm of molded rubber.
Tile properties
During the process start-up phase, it was not possible to make laboratory tests because of the required time. Agglomeration of tiles was evaluated very quickly by cutting the tiles in critical points (mainly the center) and observing the tile through the cut thickness. A simple test was also developed for thinner tiles, called “bottle test”: An array of cuts was made by shearing under a small hydraulic press (Figure 4(a)). Eight cuts were made contemporarily with a circular pattern (Figure 4(b)); therefore, it was possible to insert a bottle (Figure 4(c)) for observing the cut zone through the thickness (Figure 4(d)). From a qualitative point of view, the process was optimized to reduce voids and cracks in all the points of the tiles (Figure 4(e)).
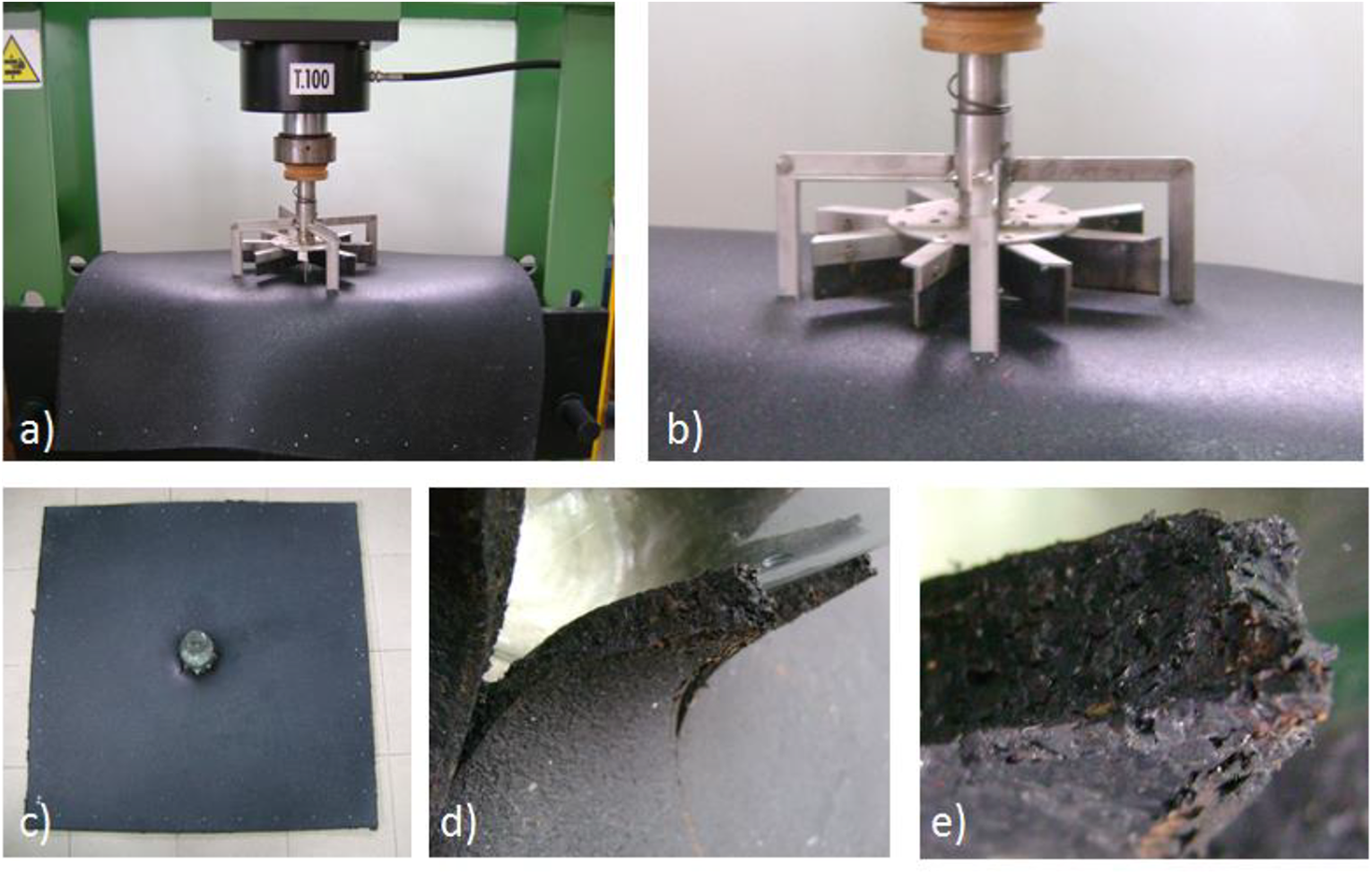
Simple test for evaluating rubber agglomeration of tiles by using a hydraulic press (a) to perform cuts (b) so as to insert a bottle (c): in the end, tiles can be observed through the thickness (d) looking for cracks and voids (e).
Laboratory tests were made subsequently. Tile shrinkage, rubber hardness (Shore A, ASTM D 2240), and density were measured. Shrinkage was measured on each single tile by evaluating the average edge-length after cooling and normalizing with the molding-cavity edge-length. Density was also evaluated on each single tile by weight and size measurements. Mechanical properties were evaluated only on 10-mm-thick tiles to simplify sample extraction and testing. Tiles were molded at 180°C for 5 min. Tensile tests were performed on dog-bone shaped specimens (ASTM D412 type C), which were cut by shearing at different positions and orientations of the tile as shown in Figure 5(). Tests were carried out at 10 mm/mm up to the failure by using a universal material testing machine (MTS Alliance RT/50) according to ASTM D412. Figure 5(b) shows a typical tensile test curve where the maximum stress has been extracted to evaluate the strength, as well as the elongation at break, and the elastic modulus (as the slope of the curve in the 0–2% strain range).
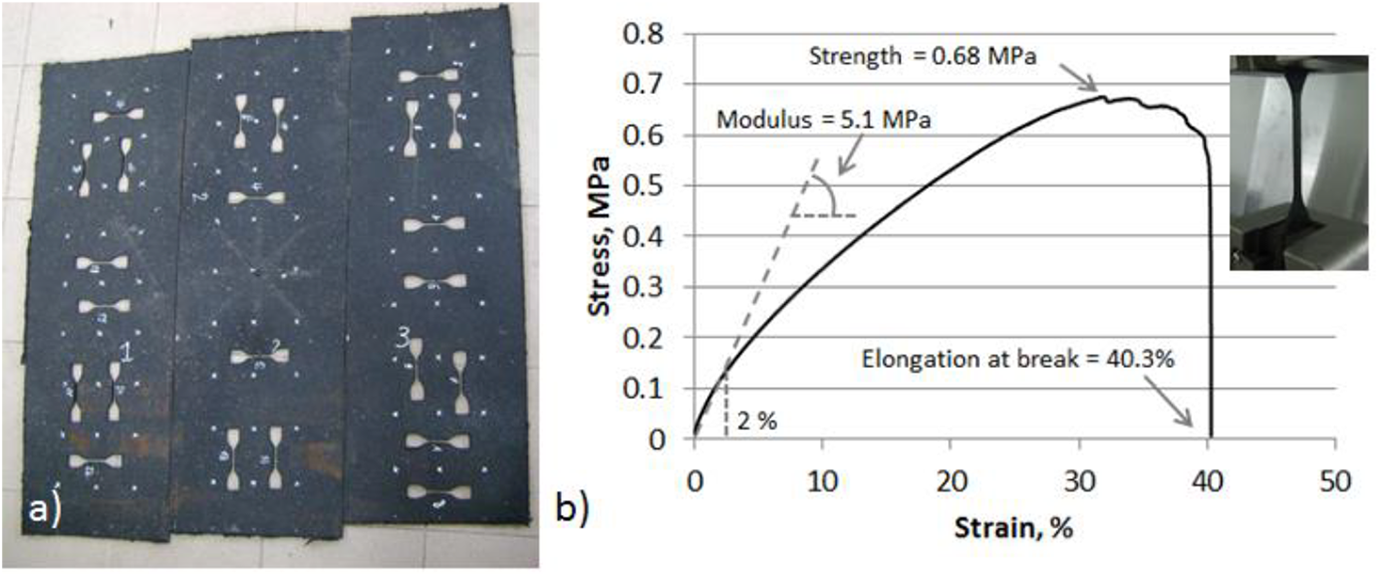
Extraction of dog-bone shaped specimens from a tile (a) and typical tensile test curve (b).
Energy consumption
The main contribution of the current study is related to the evaluation of the energy consumption of direct molding. As case study for the evaluation of the energy consumption, the 20-mm-thick tile was considered. In fact, this kind of rubber tile is already present on the market, and it is produced by agglomerating GTR with PU binders. The comparison between the rubber tile made by direct molding and that one produced with PU binder was an important goal of the research activities. As mechanical performances were comparable or better in absence of PU, the aspect of the energy consumption appeared to be fundamental.
Molding tests were made at the temperature of 200°C for a time of 10 min: energy consumption was evaluated during all the process phases, from mold filling to mold opening and tile extraction.
Results and discussion
Before the current study, laboratory tests had shown that direct molding of GTR is able to achieve high performances of molded products. Nevertheless, transferring those results on an industrial scale was a challenge because of the high electric power required during processing and the size of the molding machine.
Physical properties of tiles
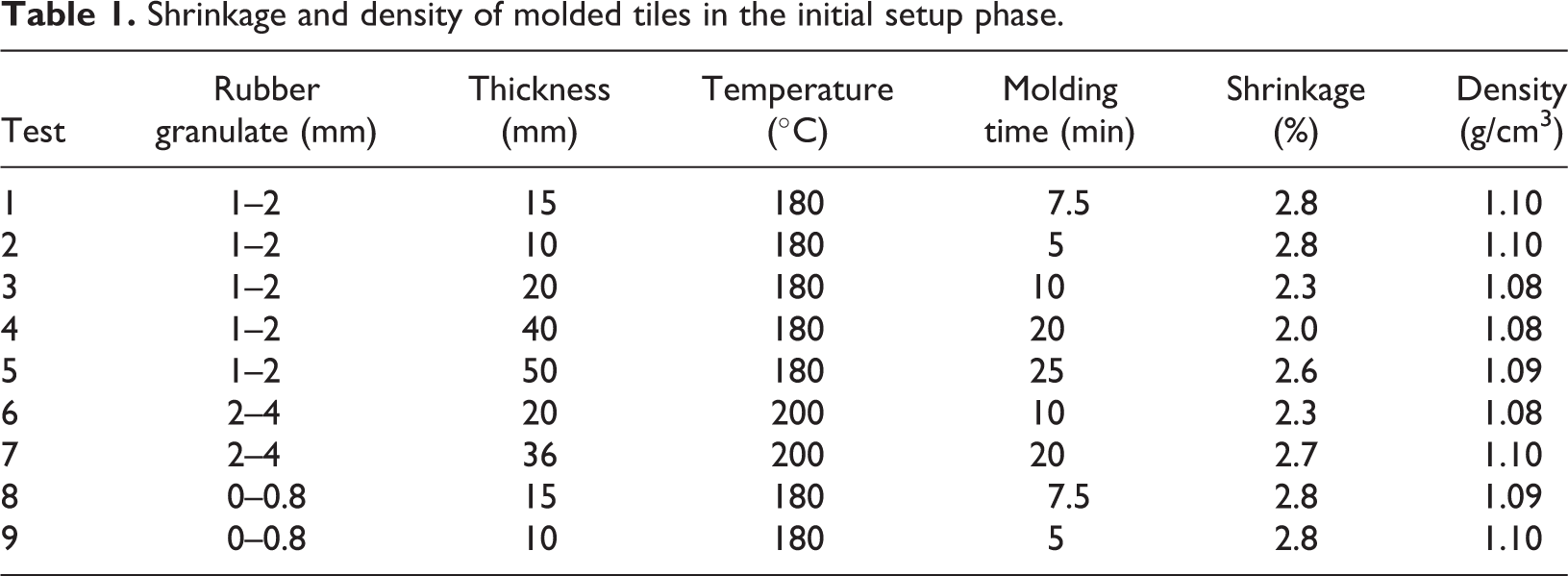
During compression molding, rubber granules are pressed and their total thickness is reduced. After agglomeration, the pressure is released and the hot-molded tile exhibits a slight thickness increase. Subsequently, after cooling, the thickness partially reduces again because of thermal contraction. With a simple trial-and-error procedure, it is possible to estimate the amount of rubber necessary to reach a precise thickness in the final molded and cold tile. In the discussed experimentation, it was found that about 10 kg of GTR were necessary for each 10 mm of molded tile almost independently from the particle size distribution. The effect of the molding parameters on the other two sizes of the tile is more complex. Shrinkage is a function of the process variables and, mainly, of the tile thickness. However, small changes are expected by changing molding time, temperature, and pressure over a wide range. Table 1 shows some data recorded during the initial setup operations. The average shrinkage is about 2.6% and seems to be almost independent on the rubber size distribution. However, shrinkage data are affected by measurement errors. Density data are more reliable. As a general observation, tile density is very high in comparison with initial laboratory data. In fact, it is always higher than 1 g/cm3 (1.09 g/cm3), whereas values lower than 0.9 g/cm3 were often measured on laboratory-made tiles. 33-34 This effect is probably dependent on the higher applied pressure (about 40 bar instead of 30–35 bar in previous laboratory studies), and the better way to transfer the same pressure to the rubber tile (being larger the tile and perfectly parallel the plates).
Shrinkage and density of molded tiles in the initial setup phase.
In the end of the setup phase, 1–2 mm rubber granulate was selected for further tests because of the reduction in cracks and failures during de-molding. For a better understanding, small samples were extracted from such tiles together with samples from tires. Density was measured with a hydrostatic balance: a value of 1.04 g/cm3 was found for direct molded rubber, and 1.15 g/cm3 for the non-ground tire-rubber. As a result, direct molded rubber shows a porosity of approximately 9.6%.
Mechanical properties of tiles
Mechanical tests were made on 10-mm-thick tiles that were perfectly agglomerated at the end of the compression molding process (Figure 4). Hardness of 66 Shore A was measured with minimal deviation (±1 Shore A) along the entire tile. That was a good result by considering that nominal hardness of vulcanized rubber for tire is 71 Shore A (datum for NR-SBR 80-20 blend 35 ).
The best way for measuring the effectiveness of particle agglomeration is by tensile test which was performed after extracting samples from different zones and along different orientations. It has been found that results were not dependent on the sample position or orientation. Figure 6 shows mechanical data extracted from a single tile as a function of the distance from the tile edges. A value of 0.61 ± 0.16 MPa was found for the tensile strength, 31 ± 5% for the elongation at break and 5.2 ± 0.6 MPa for the elastic modulus. These data are comparable with data obtained in laboratory for small pads 33-34 but for the first time, they have been measured on a 1-m2 tile. A clear trend in the tile geometry is not observed but data scattering is not negligible, being about 26% for tensile strength, 18% and 12% for elongation at break and elastic modulus, respectively. Scattering seems to be not dependent on the tile thickness change, which was in a 4% range. Probably the nature of the raw material (GTR), its contamination and such operative conditions (mainly the ability of the worker to level the initial rubber pad) play an important role.
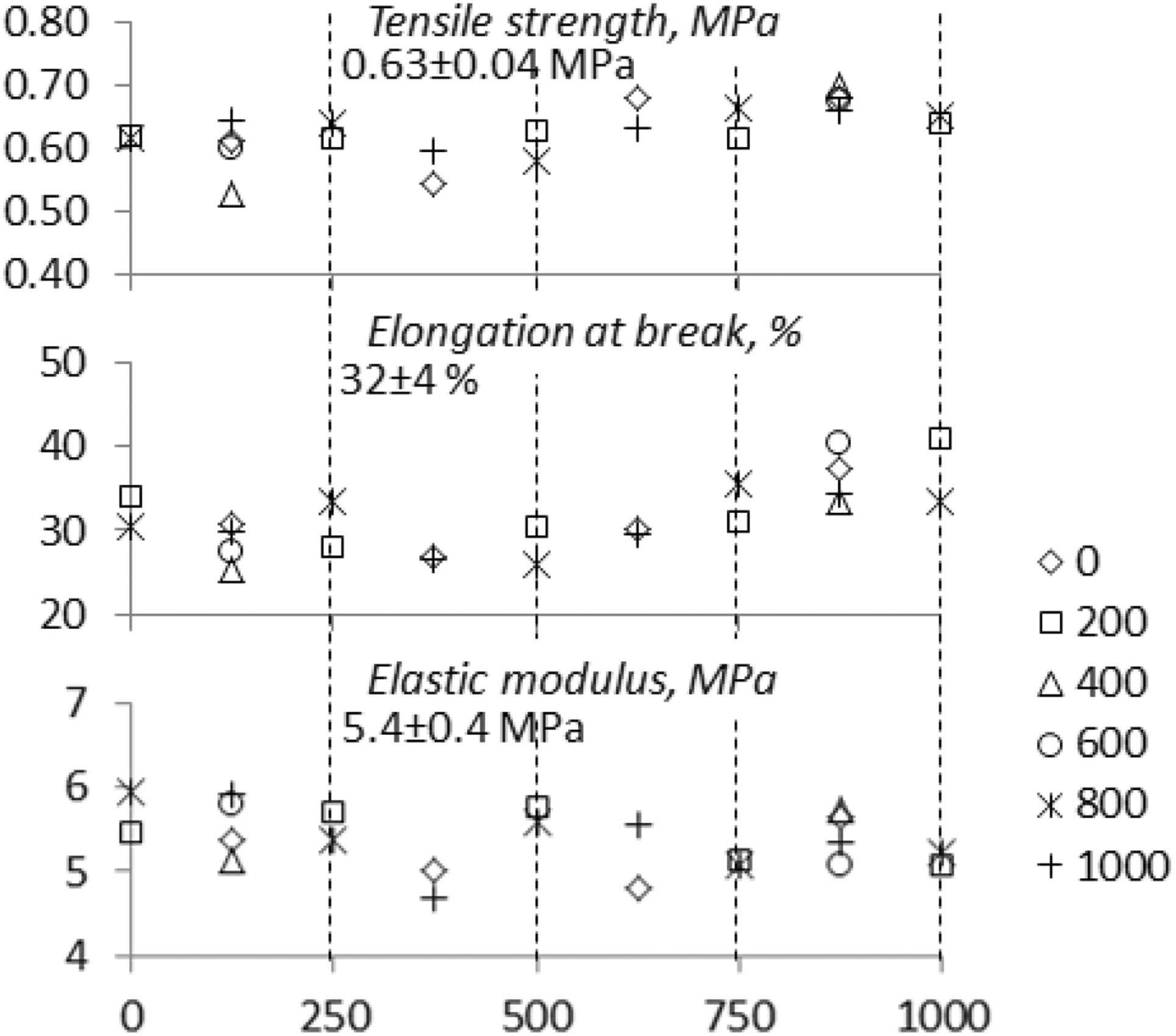
Mechanical data from a tile as a function of the distances from the tile edges.
From an industrial point of view, it is important that tensile strength has been never lower than 0.5 MPa and elongation at break lower than 25%. From a scientific point of view, it is interestingly observed that tensile strength and elongation at break are generally correlated (Figure 7). Samples show the typical behavior of agglomerated materials, unlike traditional bulk materials: by increasing the elongation, the strength increases as well. In fact, both ductility and strength depend on the particle adhesion, and final breaks always occur at the interface between particles.
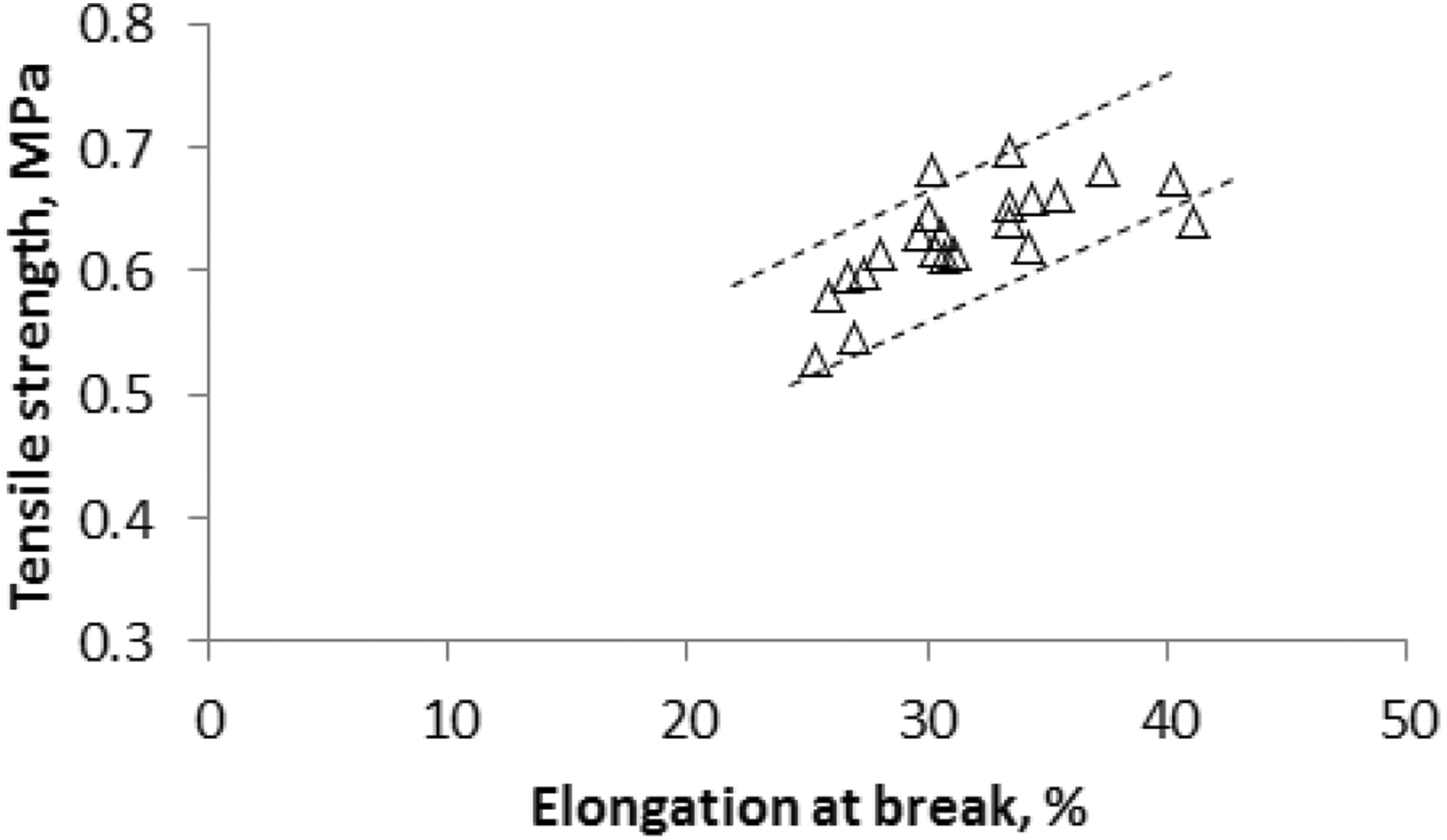
Correlation between tensile strength and elongation at break for molded tiles.
Energy consumption
Measuring energy consumption is fundamental for understanding the real potential of direct molding for GTR. Initially, it was measured as the energy spent for the machine warm-up, including press warm-up and mold heating. It was found to be a value of 50 kWh over a time of 90 min. It is clear that this energy is not a negligible contribute, but it is also evident that the impact of the machine warm-up should be divided by the number of total cycles.
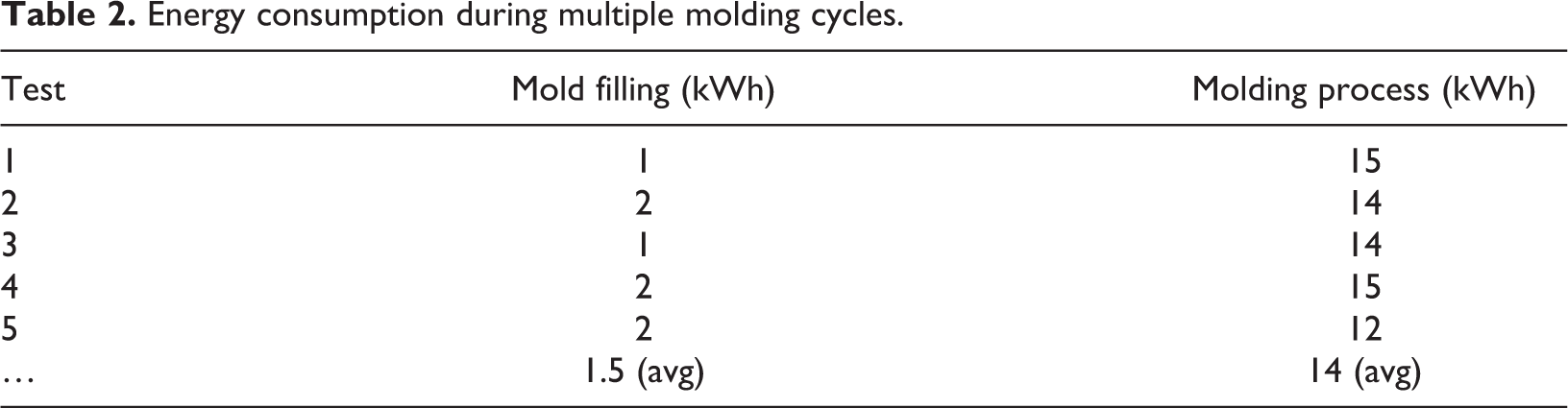
Table 2 shows energy spent during multiple molding cycles. During mold filling, cold rubber is put into the hot mold, so extra-power is required to maintain the temperature at the settled value; the needed time is about 3 min with a consumption of 1.5 kWh on average. However, the main part of the spent energy comes from the molding process (14 kWh in 30 min), which can be divided in three main stages: holding, de-molding, and tile extraction. The holding stage takes about 12 min, from the descent of the cylinder to the start of the de-molding phase; 60% of the molding energy is spent in this phase. The de-molding phase takes about 10 min and 25% of the process energy consumption. That is a very strong contribute which depends on the fact that automation has not been optimized yet. Energy is mainly spent because of the pressure which is still active during de-molding but a reasonable de-molding time should be reduced down to 2 min. Also the extraction phase has an important impact as it takes, at present, 8 min and 15% of the molding energy. The decision of using hydraulic pins for extraction has played a negative role as well as the use of workers for tile movements. In an optimized process, the sum of the de-molding time and the extraction time should be reduced from 18 min to 3 min with a consequent energy reduction about 50% on the overall energy consumption. However, in this configuration, the full cycle time is 33 min with an energy consumption of 15.5 kWh. Figure 8 shows the weight of each single process phase (mold filling, pressure holding, de-molding, and part extraction) on the cycle time and spent energy per cycle. The excessive weight of the final phases (de-molding and part extraction) is evident, being comparable or higher than the weight of the holding phase. The holding phase is the only one responsible for part agglomeration but it spends only 37% of the cycle time and 54% of the energy. Reducing the time of the final phases would result in reducing the related energy consumption with a big improvement in the process performances.
Energy consumption during multiple molding cycles.
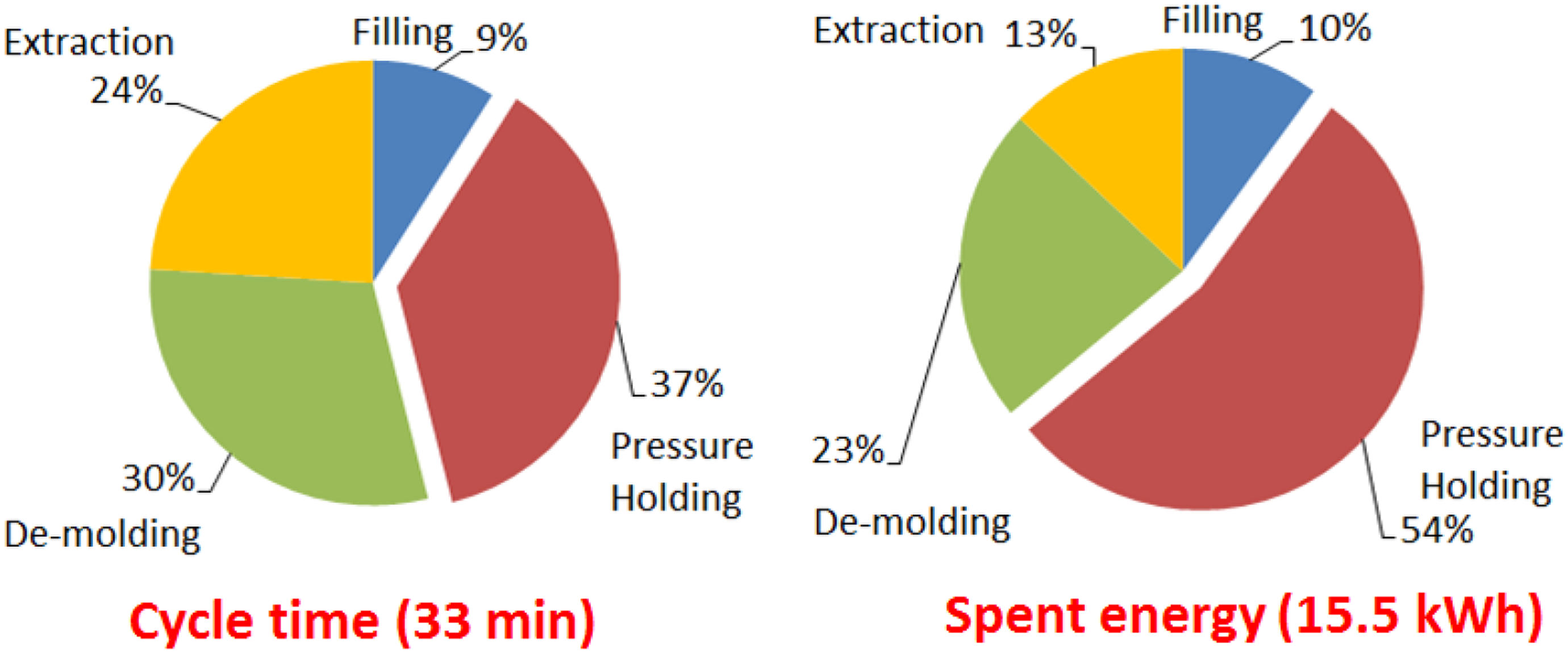
Effect of process phases on cycle time and spent energy per cycle.
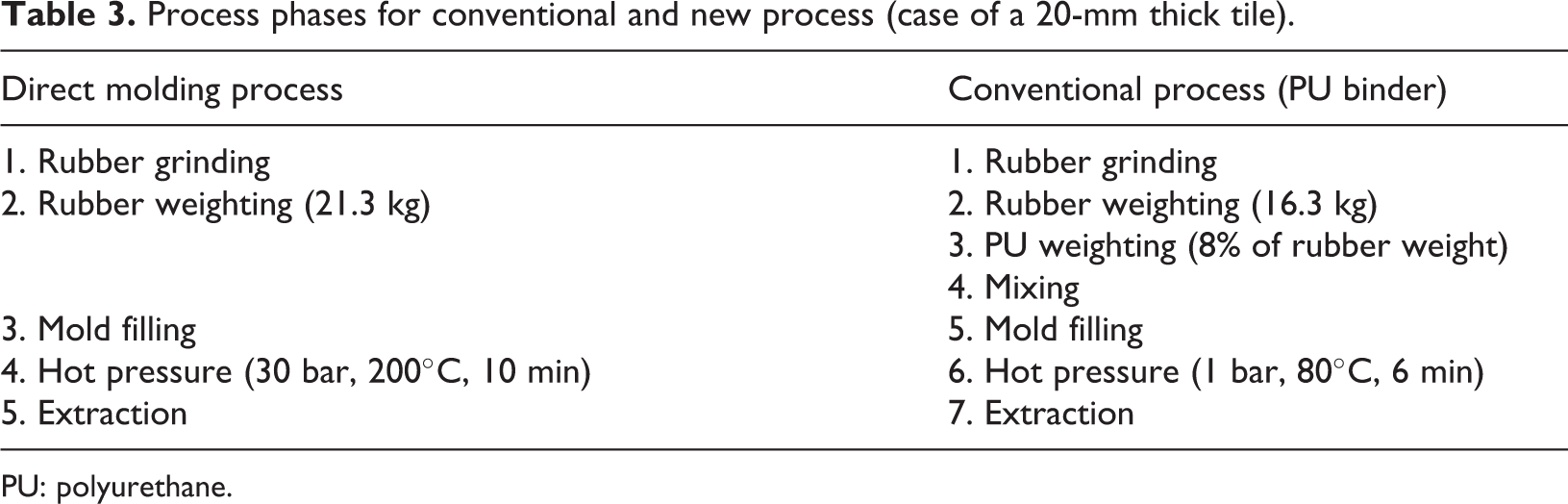
In the current press configuration, by considering an operating time of 8 h (480 min), about 14 tiles could be fabricated. That is a very low production rate but already comparable with the traditional technology with PU binder. Table 3 proposes a comparison between the two different technologies in terms of phases and related parameters in the case of 20-mm-thick tiles. The rubber-grinding phase is conceptually the same in the two processes. The rubber granule can be obtained by different ways and in different sizes: for example, granules used for both processes can have the size in the 1–2-mm range. Rubber weighting is typically made manually and the quantity of rubber depends on the thickness of the product to be obtained. To have the same thickness from the two processes (20 mm), the direct molding process requires more rubber than the conventional one. After rubber weighting, the conventional process requires weighting of PU and mechanical mixing of the components. PU is added with a ratio of 8% of the rubber weight. Mold filling is very similar, typically it is made manually in both processes and it takes the same time (about 3 min for skilled workers). The main difference is in the holding phase as the new process requires higher values of pressure, temperature, and time than conventional molding. The final phase (extraction) can be very fast in both processes, depending on the molding machine automation and accessories.
Process phases for conventional and new process (case of a 20-mm thick tile).
PU: polyurethane.
From the point of view of the energy consumption, the two main differences are present in the mixing stage (which is required only in the conventional process) and the holding stage (because of differences in the molding parameters). By considering the quantity of rubber and PU in the production of a 1-m2 tile, the mixing process could require a power about 1 kW for 5 min, then the consumption of electric energy is about 0.1 kWh. Also in the conventional process, the spent energy reaches the maximum in the holding stage (3.7 kWh). In analogy with direct molding, this value takes into account the energy spent during the molding phase and to maintain the mold temperature during filling and extraction phases.
Apart from performances, the advantage of the new process on the conventional one is the absence of raw materials. To have a correct comparison, it is necessary to estimate energy and material costs. An approximate evaluation of the electric energy cost during the molding operation leads to a value of 16.25c€/kWh for direct molding. Therefore, a cost of 2.52 €/tile resulted for each single tile in the present press configuration. For the conventional process, by considering a cost 3.5€/kg for PU, the total production cost is about 5.1€ (4.5€ for PU and 0.6€ for electric energy). Therefore, the direct technology has a cost reduction about 50% in comparison with the conventional one. This evaluation does not take into account other costs, as personnel or maintenance but it is already a good basis for understanding the possible advantage of using the new technology, above all by considering the superior mechanical performances of final products.
Conclusion
Understanding the real industrial potential of a recycling technology is a very complex task. Direct molding of GTR has immediately shown its advantages in terms of material properties in a laboratory scale but evaluating the feasibility of an industrial production was a challenge. Two aspects were fundamental. The first point was demonstrating that a process scale-up was technically feasible. Thanks to the large-size press in the direct molding process, very large tiles, 1 m2, and up to 50 mm of thickness, have been produced. However, the second fundamental point was evaluating the energy consumption and the production cost in comparison with the conventional technology. For the first time, the energy consumption of direct molding has been measured for large tiles. Technical results show that a lower cost is achieved; thanks to the new process in comparison with traditional technologies, about 50% of costs are saved for each tile. Unfortunately, this prototype of the molding machine is not yet optimized in terms of controlling and automation; therefore, cycle times seem to be too large. At present, it is quite impossible to recover the investment costs in an acceptable period. Therefore, in this configuration, molding thin tiles is probably non-convenient and thick tiles should be preferred. In fact, for very thick tiles, the time for de-molding and extraction starts to be less important than the time for the holding stage. Other changes are also possible to improve productivity, such as molding more tiles at a time.
A last, important consideration has to be made on the adopted GTR size distribution for this study. The choice depended on the fact that this kind of granules, already available in the factory, better behaved in the direct process. It is not excluded that in other industrial scenarios, different distributions would behave better, as well as it is not possible to exclude that, in the future, better performances could be obtained also in the same factory, depending on the nature of the recycled tire. In this optic, the current study has shown a correct strategy for a fast process set-up, by integrating technological and laboratory tests. Moreover, general rules are clearly reported as the need of applying 5 min heating each 10 mm of tile thickness.
Footnotes
Acknowledgement
The authors thank Gennaro De Vita and Gianni Palomba for their support during the experimentation.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and publication of this article: The research leading to the reported results has received funding from the European Union’s Seventh Framework Programme managed by REA-Research Executive Agency, FP7/2007-2013 under Grant Agreement No. 286465 (SMART project).