
Abstract
In present study, rheological properties of polypropylene impact copolymer (PPcp) and polyolefin elastomer (POE) blend melts were evaluated on a capillary rheometer under shear and elongational flows. The flow and melt elastic properties (die swell and first normal stress difference) studied at varied extrusion conditions were correlated with blend morphology and elastomer content by means of image analysis and theoretical models. Dispersed particle break-up and coalescence were observed to be influenced by POE content and the viscosities of the constituent polymers which were in turn affected by the capillary extrusion conditions (shear rate in particular). The blend melts demonstrated typical pseudoplastic behavior obeying Cross model under shear flow. The elongational flow also corroborated well with the shear flow behavior. All the blends illustrated prominent dependence of melt elastic properties on POE content and the capillary extrusion conditions. The melt elastic properties were also found to critically rely on the inter-particle distance of the POE phase.
Introduction
Impact modification of polypropylene (PP) impact copolymer (PPcp) for low temperature applications (specifically below 0°C) through incorporation of elastomers has been an area of substantial research in recent times and has been discussed in our previous studies.1,2 The studies reported that concentration of elastomeric impact modifier in the blends played a significant role in the development of distinct morphologies which ultimately dictated the impact mechanisms. These blends have the potential to be used for a vast product range suited for low temperature applications. Optimization and control of polymer processing operations, which these materials go through, require a quantitative treatment of the entire viscoelastic behavior of the polymer melt. The viscous properties of the polymer melt aid in determining the throughput, whereas the elastic properties are important for predicting dimensional stability of the end product. Among many of the processing methodologies which these polymer blends are subjected to; like extrusion, blow molding and stretch blow molding, involve application of extensional deformation of the polymers in the melt state. Thus, there is an important role of the melt elastic properties (namely the die swell ratio and the first normal stress difference) of these blends in governing the optimization of processing methodologies and consequently the final product quality.3,4
It has been well documented that addition of elastomer phase in PP matrix results in impact strength enhancement which depend upon the concentration, size and size distribution of the elastomer phase within the PP continuous phase with trade-off in stiffness of the blend.1,2,5,6 It has been accepted by and large that for any given blend composition, maximum toughness is restricted to a narrow range of particle sizes. 7 Studies undertaken by Wu 8 had pioneered widespread research on the effect of particle size on impact behavior in a wide range of polymer/rubber blends which have been detailed over the years. It was later affirmed by Wu that average particle size was not the principal factor governing the impact resistance. Instead, it was reported that the average inter-particle distance (ID) was a more elementary parameter, where ID is the smallest distance between the surfaces of neighboring rubber particles. 9 Jiang and co-workers had later theoretically explained that properties of the matrix polymer played a critical role in the inter-particle distance directed toughening mechanism of the polymer/rubber blends. 10 The effects of elastomer addition on melt elastic properties of PP blends also seem to play a pivotal role in the control and optimization of polymer processing parameters. The melt elastic properties of PP/elastomer blends have often been observed to be significantly affected by the elastomer content.11-13 However, reports on the effect of elastomer addition on the melt elastic properties of PPcp blends are extremely rare. 14 Furthermore, reports elucidating melt elastic properties of the blends composed of PPcp and polyolefinic elastomers are not available in accessible literature. It can hence be deduced that the role of volume fraction, particle size and inter-particle distance of the rubber phase will govern the eventual rheological properties of the blend in steady shear as well as extensional flow. Subsequently the quality of the finished product will accordingly be affected by the melt elastic properties of the rubber toughened polymer blends. In this regard, an ardent effort has been made in this study to correlate the flow and melt elastic properties of PP impact copolymer (PPcp) and polyolefin elastomer (POE) blends with the blend morphology. This study also strives to correlate the melt flow and melt elastic properties of PPcp/POE blends with the capillary extrusion conditions as well as the elastomer content in the blends with the intent to link the effect of various processing conditions on the final product quality of low temperature high impact resistant PPcp blends.
Experimental
Materials
The materials used in this study were PPcp (polypropylene impact copolymer, commercially available as REPOL® MI3530 with melt flow index of 3 g/10 min and density of 0.905 g/cm3) supplied by Reliance Industries Ltd. (India) and EXACT™ 5371 POE (polyolefin elastomer, copolymer of ethylene and octene, with melt flow index of 5 g/10 min and density of 0.87 g/cm3) obtained from Exxon Mobil Chemicals.
Blend preparation
POE was at first mixed with PPcp in weight percentage of 10%, 20%, 30% and 40% to prepare mixture of 1 kg batch size through tumble mixing for 10 min. The blends were subsequently labeled PPcp90, PPcp80, PPcp70 and PPcp60 respectively besides PPcp100 for pure PPcp and PPcp0 for pure POE. The blends were then melt blended in a Brabender TSE25 co-rotating, intermeshing twin screw extruder (screw diameter: 25 mm, L/D: 48). Melt blending was carried out at screw speed of 100 rpm with a temperature profile of 140°C at the feed section and 220°C at the die end with a gradual increment of 10°C over 10 heated zones. Each batch of blended compound was extruded and pelletized during the continuous melt blending process. The pellets were then dried at 100°C for 4 h in a vacuum oven prior to conduct of rheological tests.
Rheological analysis
Capillary rheometer is arguably the most common instrument used to determine deformation of polymeric melts under shear flow mainly owing to the precise replication of the actual processing conditions which the polymeric melt is likely to encounter. It is furthermore used to evaluate the melt elastic properties such as die swell behavior. A number of studies have been reported on die swell as a function of the length-to-diameter (L/D) ratio of the die, the pressure drop across the die, entry angle of the die, shear stress, shear rate, etc.15-18 In present study, rheological properties of the blends were assessed using a Rosand RH7 twin bore capillary rheometer (50 kN maximum load capacity). Capillary dies having diameter (D) of 2 mm with three different length-to-diameter ratios (L/D) of 8, 12 and 16 were fitted individually in the bore to measure the melt elastic properties. Shear stress at the capillary wall (τw), apparent shear rate (
Die swell ratio (χ) of the extrudate coming out of the die was calculated from the extrudate diameter and the die diameter by means of equation (1):

The first normal stress difference (τxx – τyy) was calculated from the die swell (χ) and shear stress at the wall (τw) using Tanner’s equation 19 expressed as equation (2):

Additionally, in order to measure the entry pressure losses and elongational properties of the blends, two different length dies (L/D = 16 and L/D ∼ 0) were fitted in each bore of the capillary rheometer. Both the dies had capillary diameter of 1 mm. Elongational stress (σe), elongational strain rate (
Morphological studies
Samples for morphological studies were taken from the extrudates obtained after the capillary extrusion of PPcp/POE blends at three distinct apparent shear rates of 10, 100 and 1000 s−1. The extrudates of different blends were cut and then cryogenically fractured in liquid nitrogen. The cryo-fractured samples were then etched in heptane at 50°C for 1 h to preferentially extract the POE phase from the fractured surface. Morphological features of the blends were studied using a Carl Zeiss EVO 50 scanning electron microscope. Image analysis of the scanning electron micrographs was carried out on ImageJ software in which the micrographs were first converted into binary images and then analyzed for statistical distribution of dispersed particle size as per reference scale.
Analysis of POE particle size and its distribution in the blends
It was reported by Liu et al. 20 that in case of rubber toughened polymer blends, where the rubber particles are dispersed as distinct domains, the particle size distribution can be considered to be a probability size distribution density function which is found to follow a log-normal distribution curve. The size distribution function f (di) can be defined as

where d and σ are evaluated by means of equations (4) and (5) respectively:

Here, ni and di are the number and apparent particle diameter of the ith domain.
The size distribution function, σ, represents the amount of heterogeneity in the particle size for any blend composition. It is often assumed to be one for a monodispersed system and more than one for a polydispersed system.
Inter-particle distance
The surface to surface inter-particle distance (ID), also recognized as the matrix ligament thickness, was evaluated using the theories promulgated by Wu.8,9,21 ID as proposed by Wu
8
was calculated from the particle size (d) and volume fraction of the POE phase (

The volume fraction of the POE phase in the blends was obtained using equation (7).

where, wPPcp and ρPPcp are the weight fraction and density of PPcp whereas wPOE and ρPOE are the weight fraction and density of POE respectively. Wu in his work had propounded two basic assumptions to simplify his theory; firstly, all particles have the same diameter, d, and secondly, the particles form a regular cubic array (or simple cubic lattice, SCC) so that ‘κ = 1’ can be effectively substituted in equation (6).
Wu had later modified his assumptions for the inter-particle distance to account for the effect of polydispersity with regard to the size distribution. 21 Thus equation (6) can suitably be modified into equation (8).

Results and discussion
Blend morphology, micro-structural domain size distribution and inter-particle distance
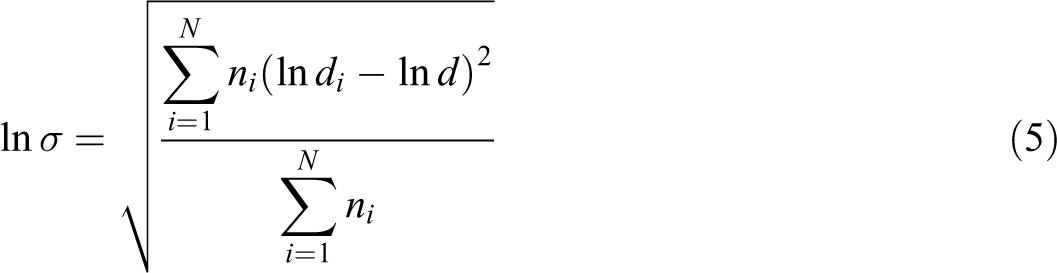
It has been widely reported that there are five principal factors that control the evolution of blend morphology during melt mixing. These are, blend composition; rheological behavior of the constituent polymers; processing temperature; duration of mixing; and mixing speed. Of these, blend composition is the key factor to envisage which of the constituents will form the continuous phase and the dispersed phase. It has been elaborately reported by many researchers that minor component always forms the dispersed phase whereas major component forms the continuous phase. 4 Development of morphology in immiscible polymer blends processed in a twin screw extruder and their stabilization leading to diverse end use properties had been rationally illustrated by Macosko. 22 The SEM images of the blend extrudates collected at varied capillary extrusion shear rates of 10, 100 and 1000 s−1 are depicted in Figures 1(a) to (d), 2(a) to (d) and 3(a) to (d), respectively. All of these investigated SEM images portray the biphasic morphology which symbolizes immiscible polymer blends. The SEM images reveal dissolution of POE phase with cavities obtained through preferential etching of the blend samples.
Scanning electron micrographs of (a) PPcp90; (b) PPcp80; (c) PPcp70; and (d) PPcp60 blends analyzed from the extrudates obtained at apparent shear rate of 10 s−1.
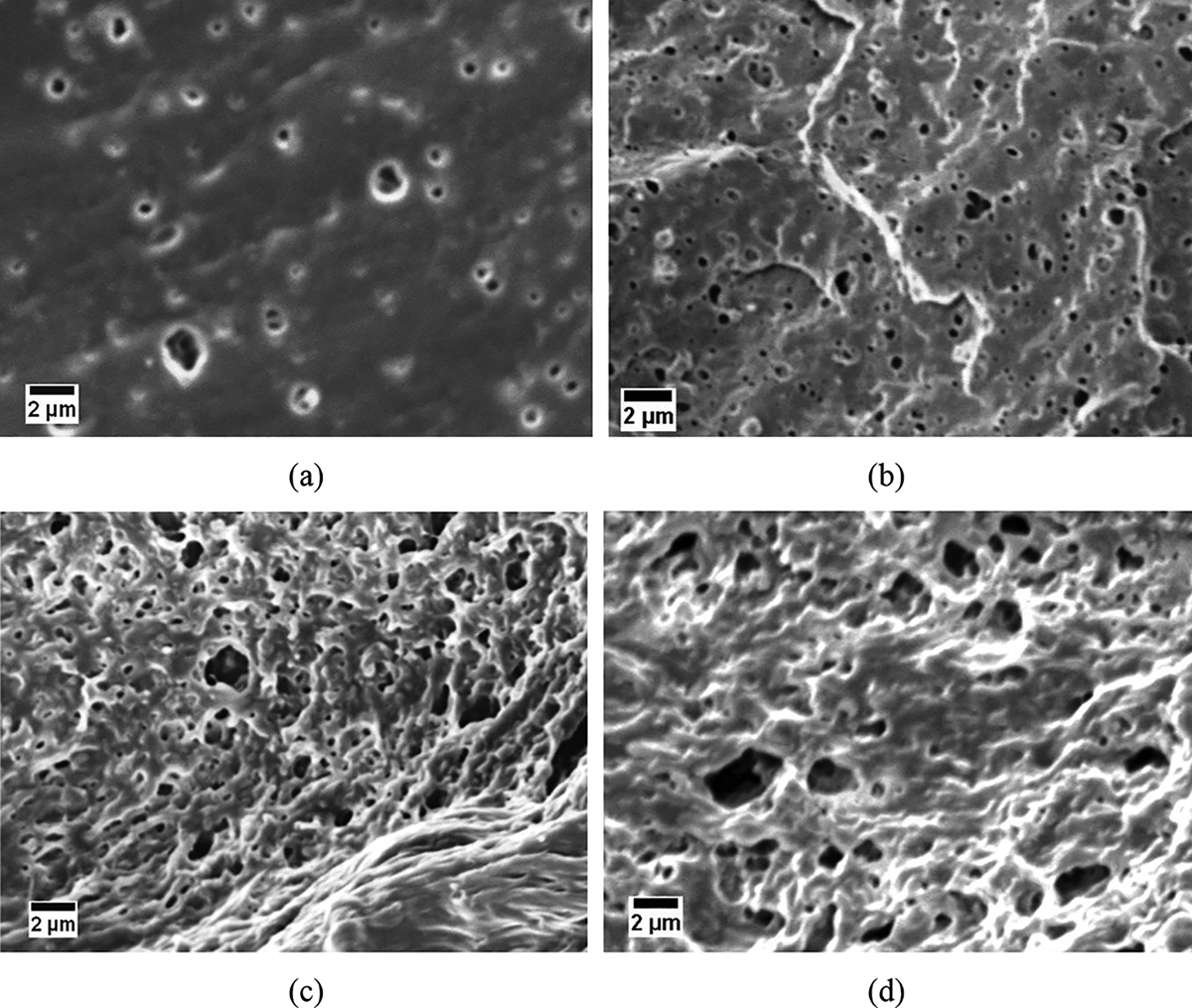
Scanning electron micrographs of (a) PPcp90; (b) PPcp80; (c) PPcp70; and (d) PPcp60 blends analyzed from the extrudates obtained at apparent shear rate of 100 s−1.
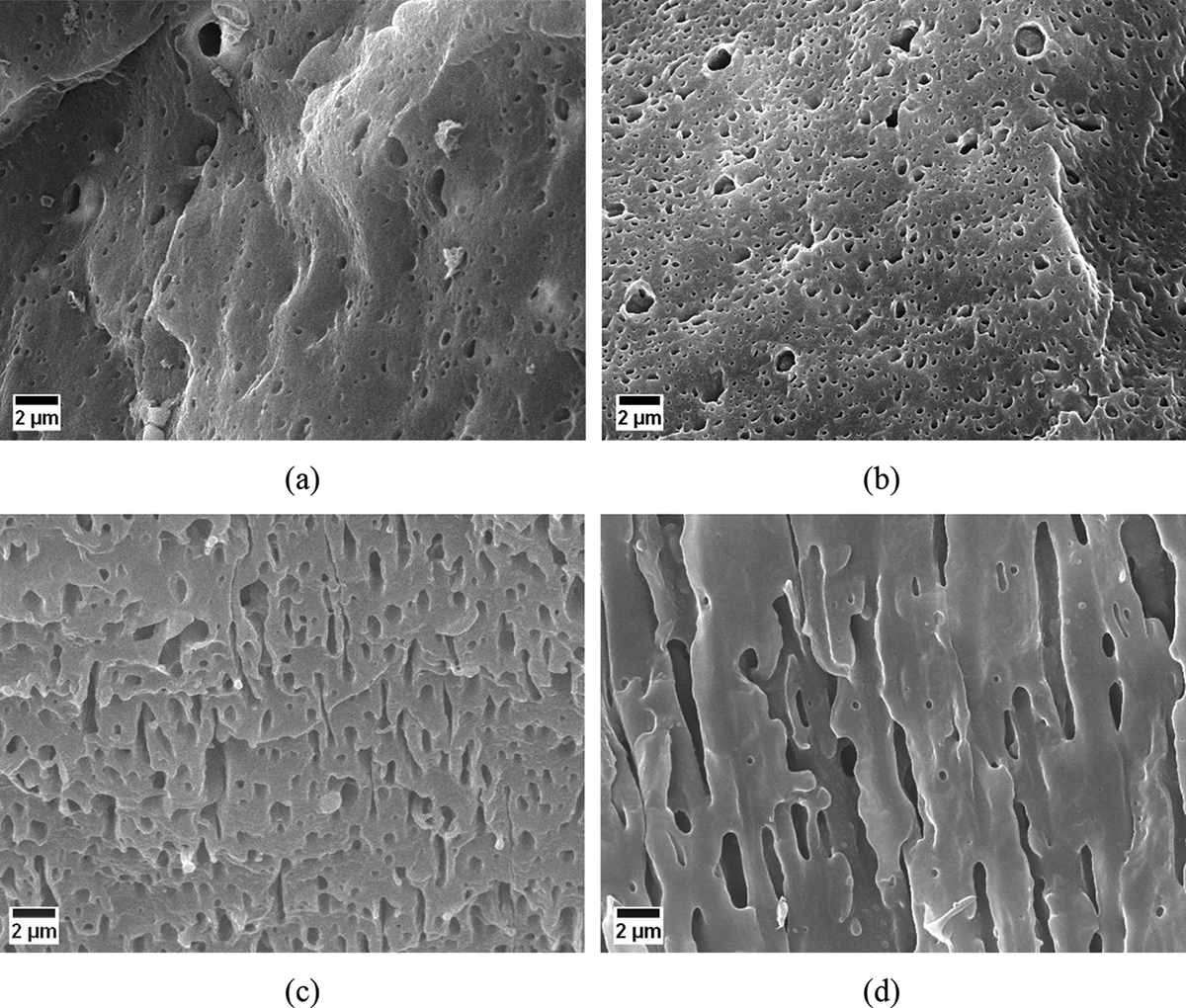
Scanning electron micrographs of (a) PPcp90; (b) PPcp80; (c) PPcp70; and (d) PPcp60 blends analyzed from the extrudates obtained at apparent shear rate of 1000 s−1.
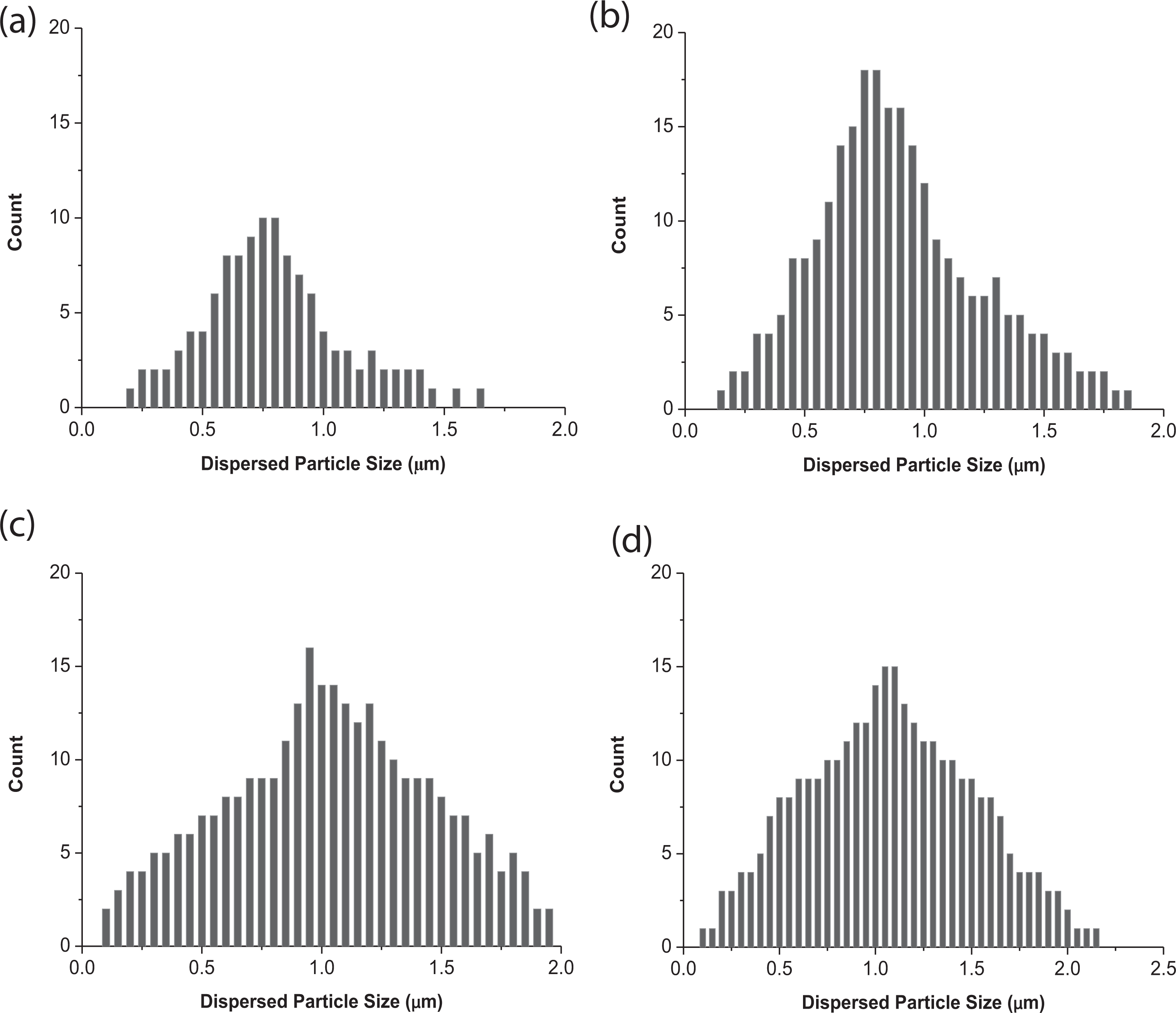
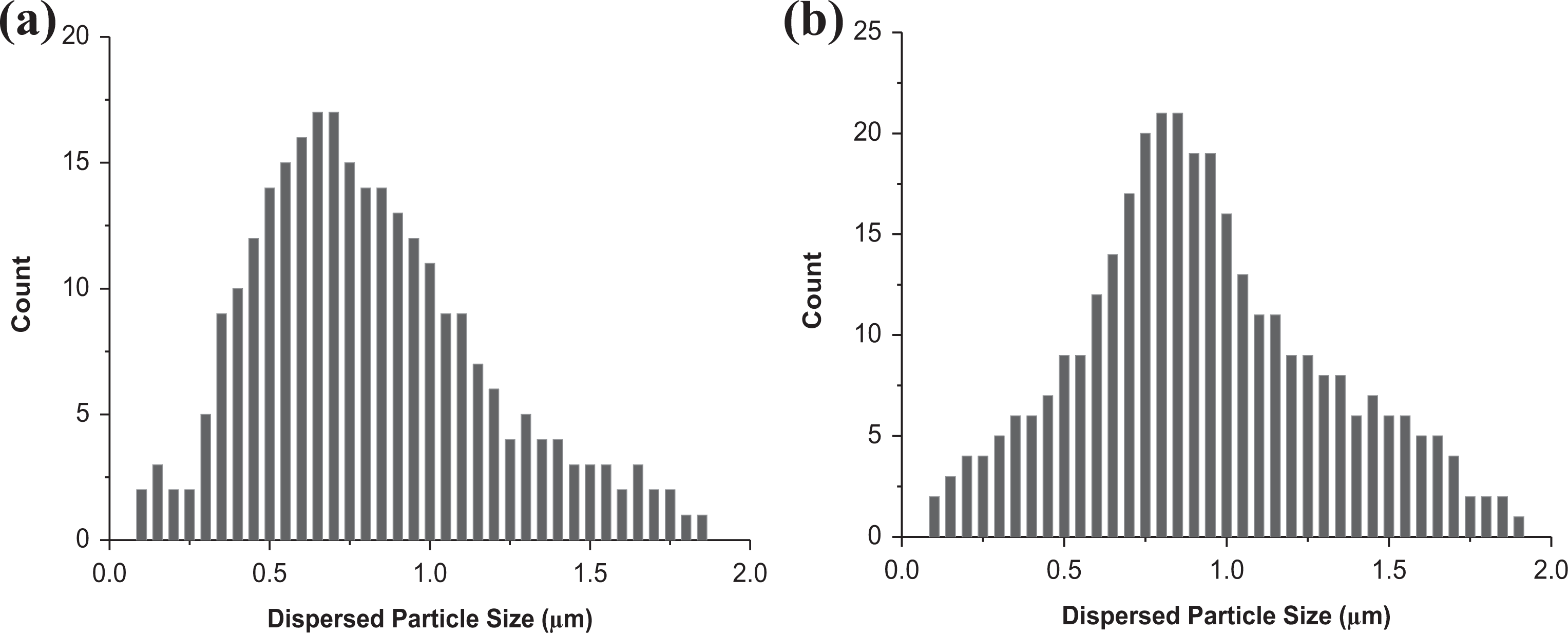
Table 1 illustrates significant blend parameters like wPOE, ϕPOE, d, σ and IDPOE for the blends. It is apparent from Table 1 and the histograms of POE particles shown in Figures 4(a) to (d), 5(a) and (b) and 6(a) to (d) that increasing the weight fraction of POE particles in the blends results in a concomitant increase in POE particle size. Figures 4(a) to (d), 5(a) and (b) and 6(a) to (d) also indicate that breadth of the distribution and the frequency of occurrence of larger size particles increases with increasing ϕPOE and increasing
Weight fraction (wPOE), volume fraction (ϕPOE), apparent particle diameter (d), size distribution function (σ) and inter-particle distance (IDPOE) for the POE phase in PPcp/POE blends analyzed from the extrudates obtained at varied shear rates.
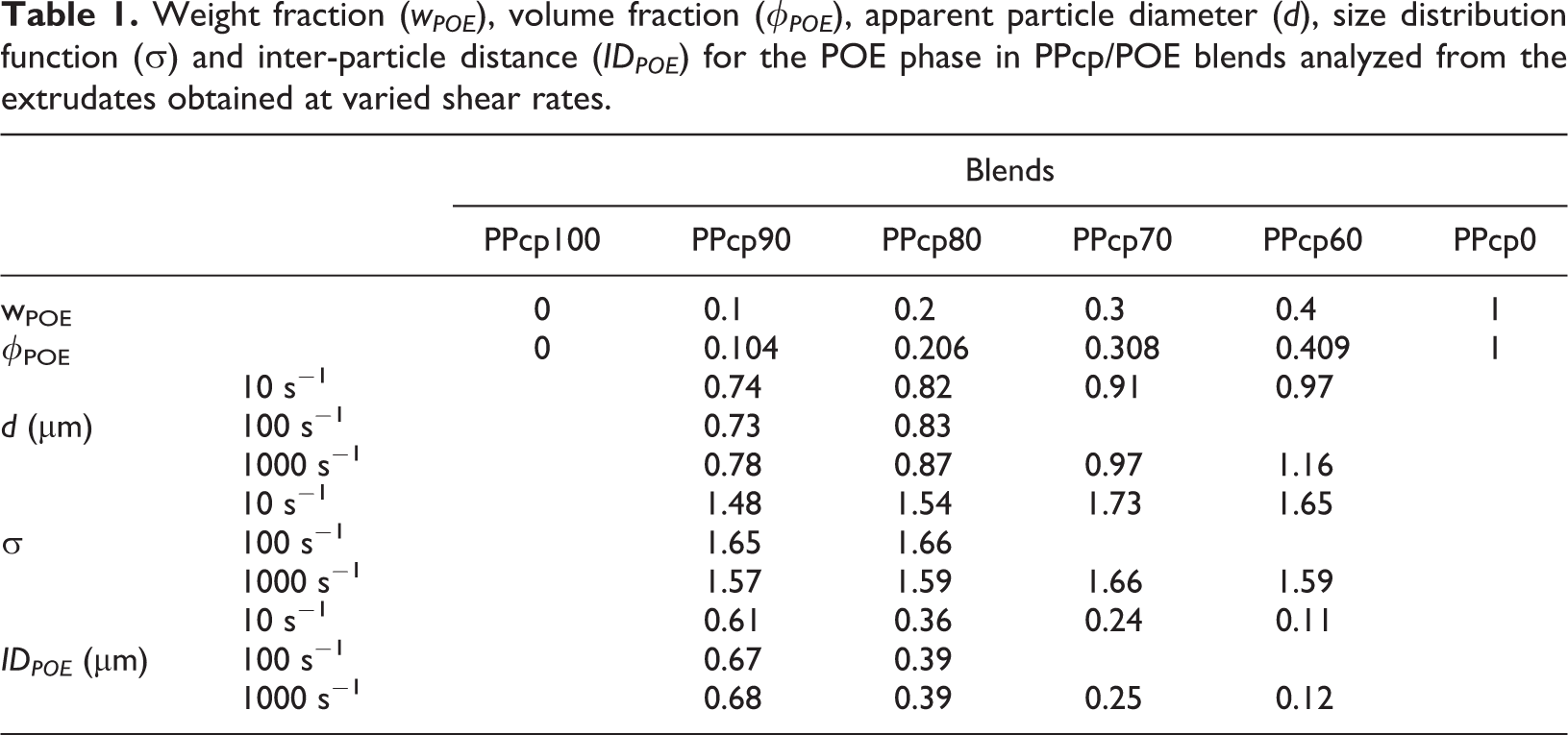
POE particle size distribution in (a) PPcp90; (b) PPcp80; (c) PPcp70; and (d) PPcp60 blends analyzed from the extrudates obtained at apparent shear rate of 10 s−1.
POE particle size distribution in (a) PPcp90; and (b) PPcp80 blends analyzed from the extrudates obtained at apparent shear rate of 100 s−1.
POE particle size distribution in (a) PPcp90; (b) PPcp80; (c) PPcp70; and (d) PPcp60 blends analyzed from the extrudates obtained at apparent shear rate of 1000 s−1.
In general, as ϕPOE increases, the propensity of occurrence of larger particles increases due to the dominance of coalescence. The log-normal average diameter, d, is observed to increase from 0.74 µm to 0.97 µm with an increment of ca. 31% when ϕPOE was increased from 0.104 to 0.409 at
Melt flow behavior of PPcp/POE blends
The melt flow characteristics of PPcp/POE blends under capillary extrusion at 200°C are exemplified in Figures 7 and 8 which show typical pseudoplastic behavior reminiscent of thermoplastic polymer melts. Representation of the melt flow curves (apparent shear viscosity as the function of apparent shear rate) of the blends illustrated in Figure 7 established good fit with the Cross model exemplified through equation (9).

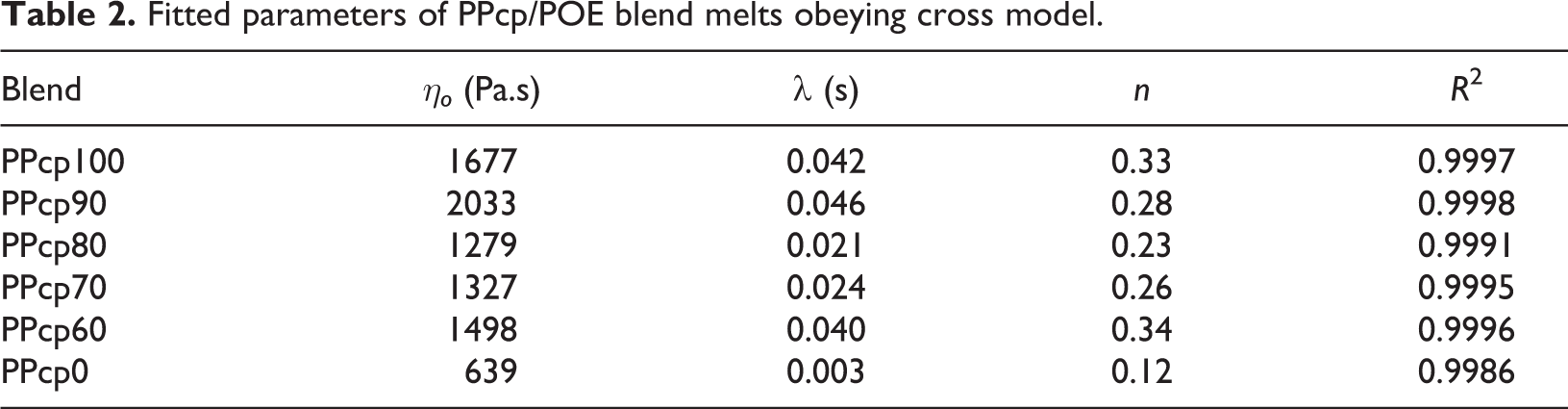
where, ηo is the ‘zero-shear viscosity’, λ is the ‘characteristic relaxation time’ and n is the ‘viscosity index’ which is also the measure of shear-thinning nature of the polymer melt. The fitted parameters of the Cross model for the blends are compiled in Table 2. By means of Figure 7 and Table 2, it can be envisaged that PPcp60 blend shows the least sensitivity to applied shear rates. This can be ascribed to the relatively higher volume fraction of highly branched POE
5
dispersed in PPcp matrix. The other blends show comparatively higher sensitivity to the applied shear rates. This can be attributed to some interaction between POE and PPcp phases at these compositions whereby upon application of shear, PPcp chains are initially restricted to flow past each other at low apparent shear rates giving rise to increase in viscosity. Subsequently when the apparent shear rates are increased, which results into increased shear stresses (see Figure 8), the two constituent polymeric phases separate out and orientation of the particle segments in the direction of flow yields overall viscosity reduction to the extent that the blend melt behaves more or less like pure PPcp. An interesting feature of the flow curves visualized in Figure 7 is that the viscosity ratio (ηPPcp/ηPOE) of PPcp and POE are different at three distinct
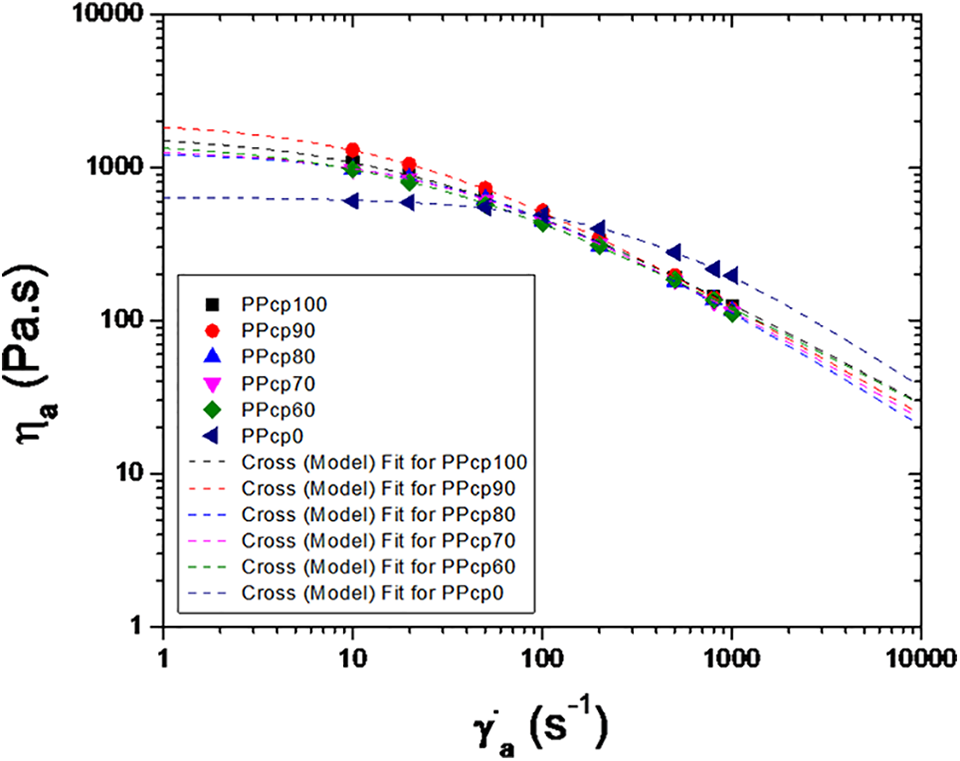
Apparent shear viscosity (ηa) of PPcp/POE blends as the function of apparent shear rate (
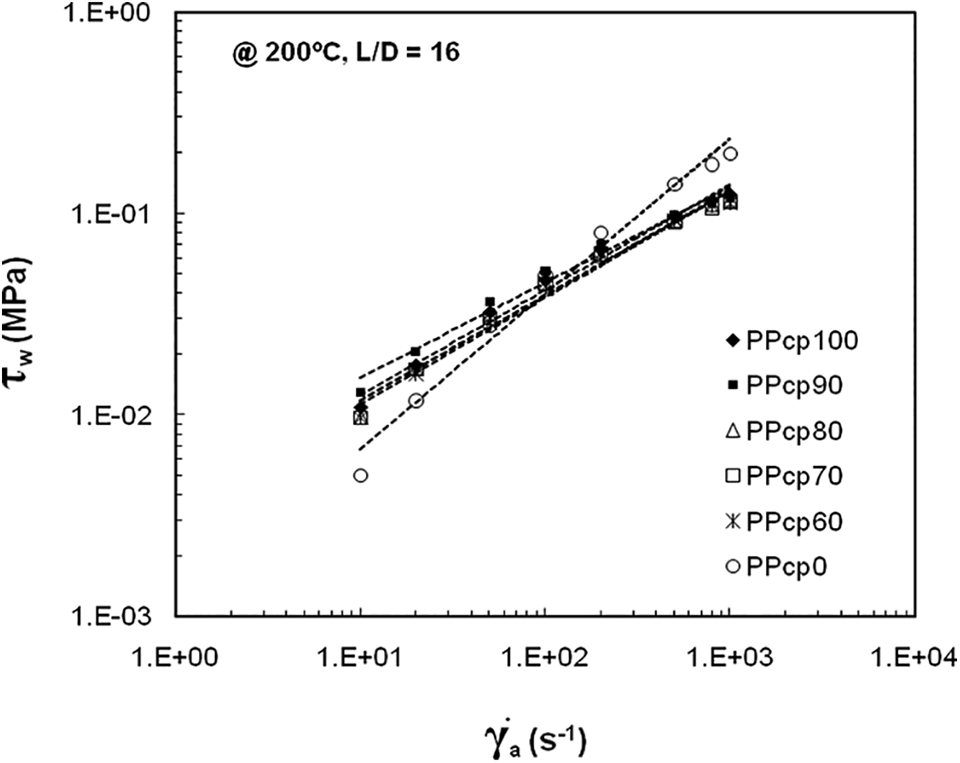
Shear stress at the wall (τw) for PPcp/POE blends as the function of apparent shear rate (
Fitted parameters of PPcp/POE blend melts obeying cross model.
The variety of immiscible polymer blends often demonstrate wide array of properties which are governed primarily by the blend composition, distribution and dispersion of the minor phase, and the viscosity difference between the constituent polymers. Empirical equations are often applied in order to assess the melt flow data as polymer blending is not an extremely standardized operation. 28 For this purpose, in the present study, three types of models were utilized to compare theoretical and experimental viscosity variations with respect to apparent shear rate and blend composition, namely, Additivity model;

Log additivity model reported by Plochocki 29 ;

and Fluidity model used by Heitmiller and co-workers. 30

where, ϕi and ηi are the volume fraction and viscosity of the ith component respectively.
Figure 9 illustrates the experimental and theoretical values of ηa as the function of ϕPOE at three different apparent shear rates (
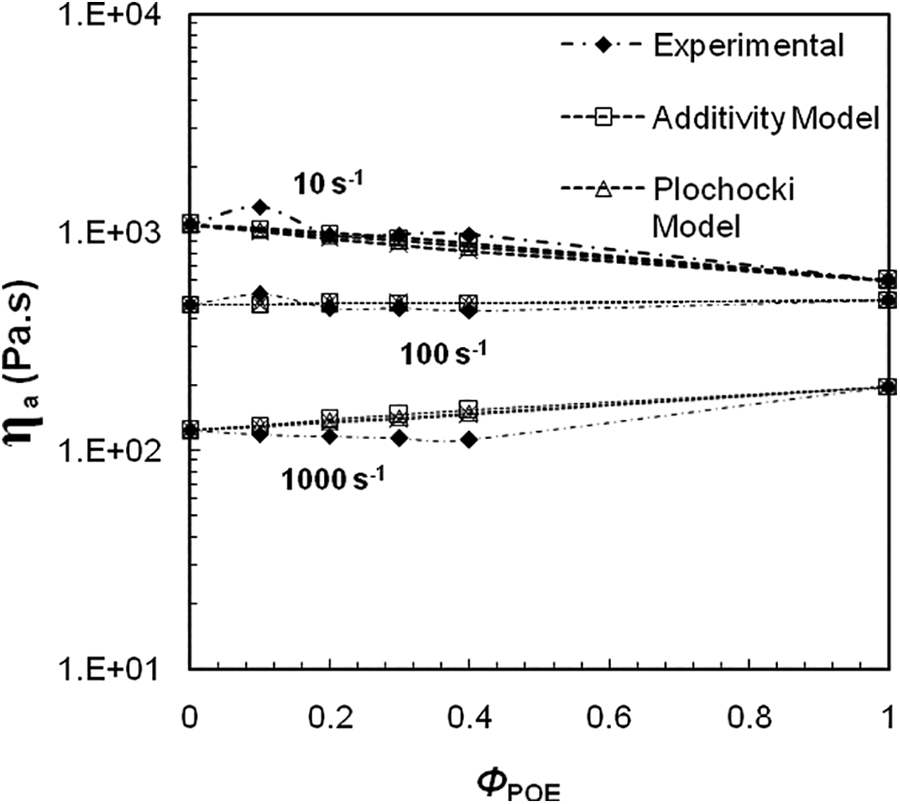
Experimental and theoretical values of apparent shear viscosity (ηa) as the function of polyolefin elastomer volume fraction (ϕPOE) at apparent shear rates (
The effects of POE volume fraction and capillary extrusion conditions on flow behavior of PPcp/POE blends
To study the effects of POE volume fraction, temperature, length-to-diameter (L/D) ratio of the capillary die and apparent shear rate on apparent shear viscosities of the blends, ηa values of different blend melts and the pure polymers were analyzed at three different temperatures (190°C, 200°C and 210°C) utilizing three dies of same outlet diameter (2 mm) but with discrete L/D ratio (8, 12 and 16) at three distinct values of
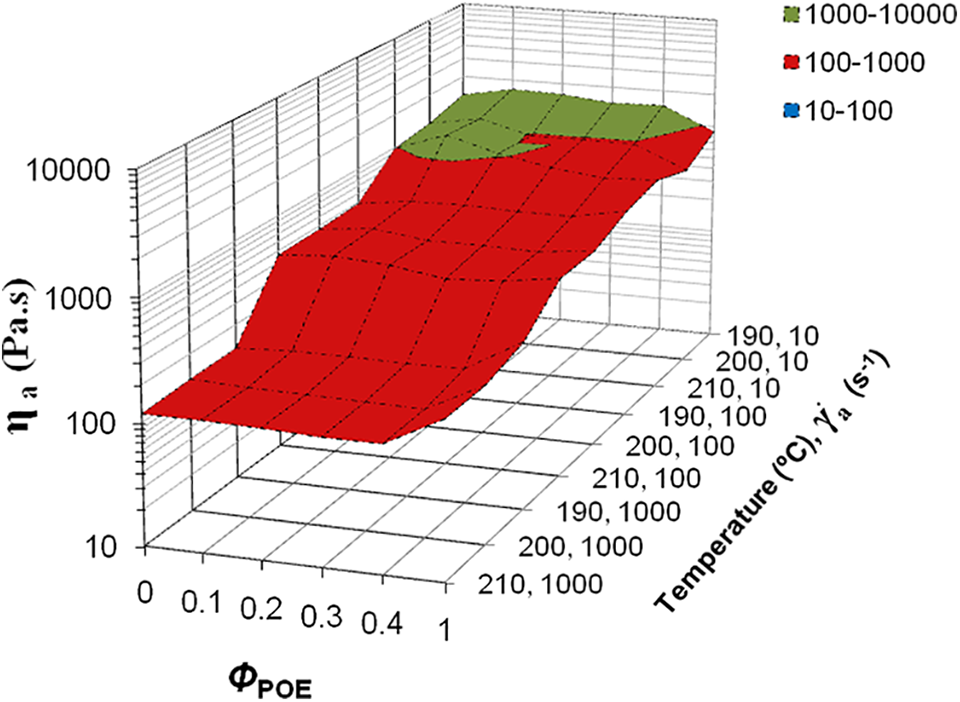
Apparent shear viscosity (ηa) as the function of POE volume fraction (ϕPOE), the apparent shear rate (
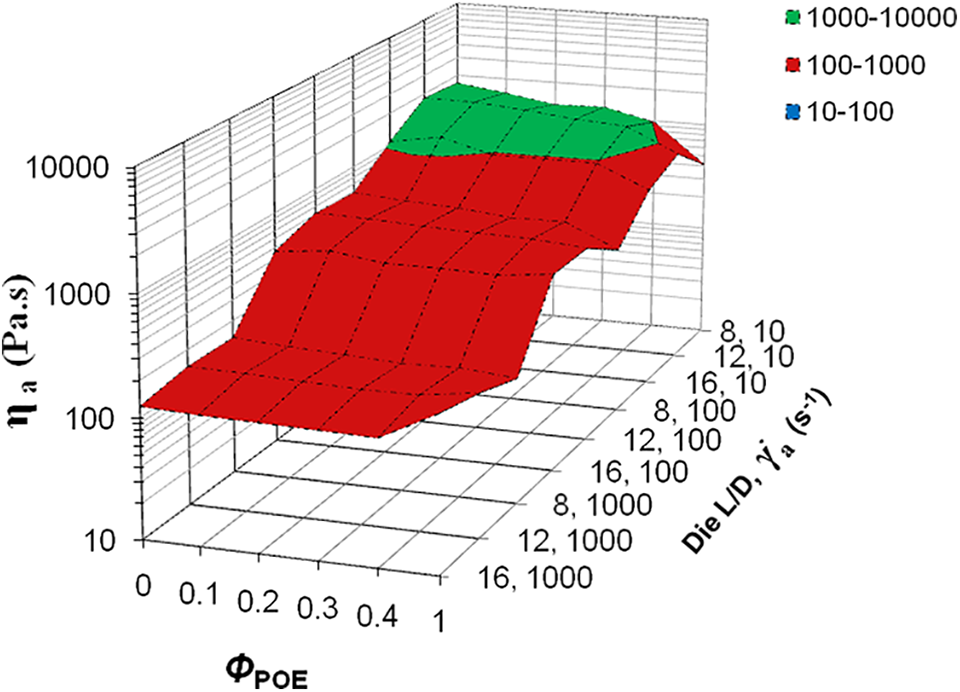
Apparent shear viscosity (ηa) as the function of POE volume fraction (ϕPOE), the apparent shear rate (
To study the role of extrusion temperature on the flow behavior of PPcp/POE blends, Figure 10 may be examined. ηa of different blend melts are seen to be most affected by
In order to study the role of length of the capillary die on the flow behavior of PPcp/POE blends, Figure 11 may be scrutinized. Here, ηa of different blend melts are again seen to be most affected by
Effect of POE content and extrusion conditions on the elongational properties of PPcp/POE blends
Polymeric melt flow at the die entrance during the extrusion process is a resultant of both shear and elongational flows. Elongational stress (σe), elongational strain rate (
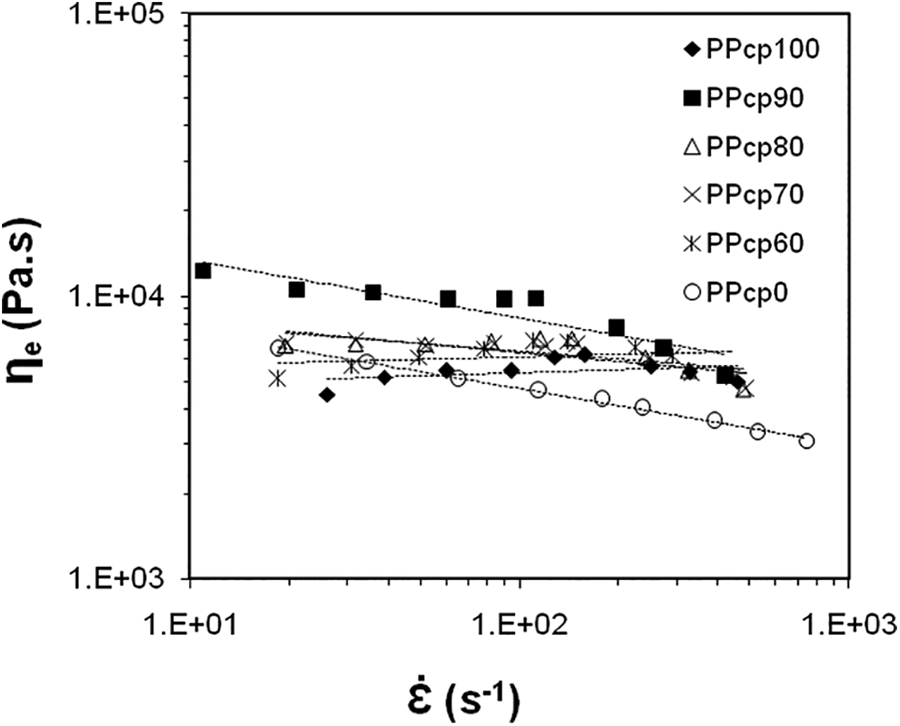
Elongational viscosity (ηe) of the PPcp/POE blends as the function of elongational strain rate (
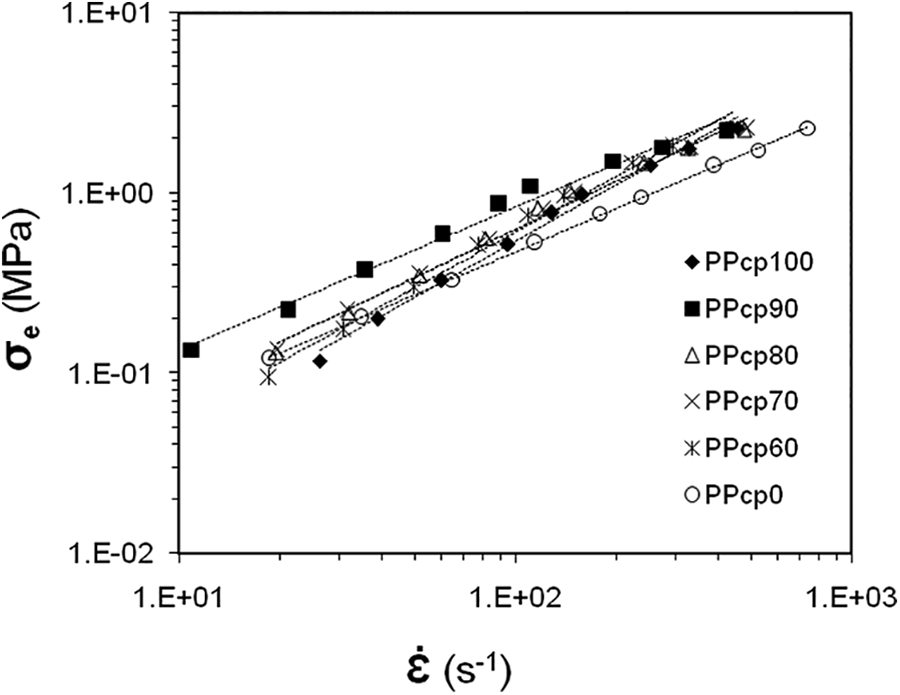
Elongational stress (σe) in PPcp/POE blends as the function of elongational strain rate (
To further exemplify the behavior of the polymer melts studied in the present work, plots of Trouton ratio for various blends at varied elongational strain rates ( Trouton Ratio (TR) for the PPcp/POE blends as the function of elongational strain rate (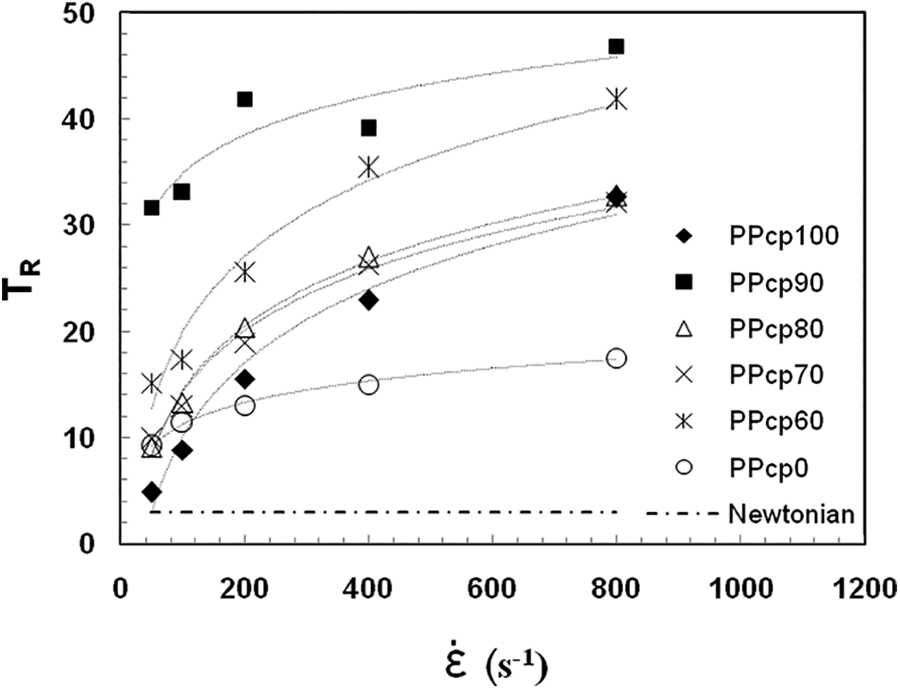

Variable shear viscosity effects have been worked out in the analysis of Jones et al. 34 which illustrates convincingly that a fluid which is shear-thinning must also be anticipated to be tension-thinning in extension. Elastic fluids are generally renowned for having high Trouton ratios and the evidences observed in Figure 14 reveal that the blend melts have Trouton ratios which are more than one order of magnitude higher than those of the Newtonian fluids.
Relationship between the die swell ratio (χ), apparent shear rate (
) and POE content (ϕPOE) in the blends
Die swell ratio is often considered as the most important parameter among the melt elastic properties of the polymer melt which can be directly measured and quantified. Numerous noteworthy experimental data of die swell ratio focusing on different aspects affecting extrudate swell have been published by several researchers.14-18 Figure 15 illustrates the relationship between χ and Die swell ratio (χ) as the function of apparent shear rate (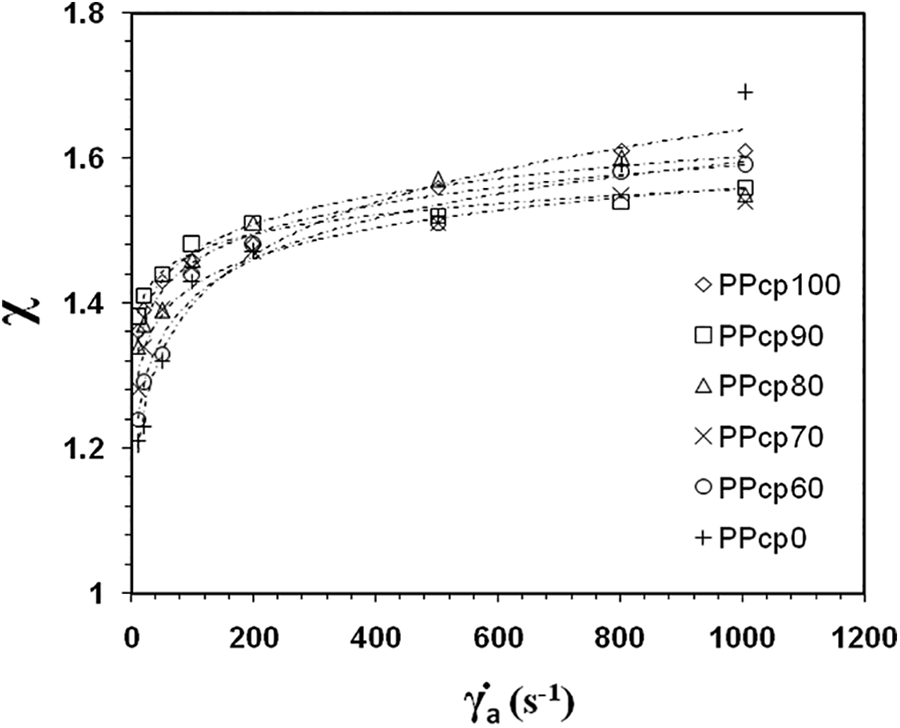

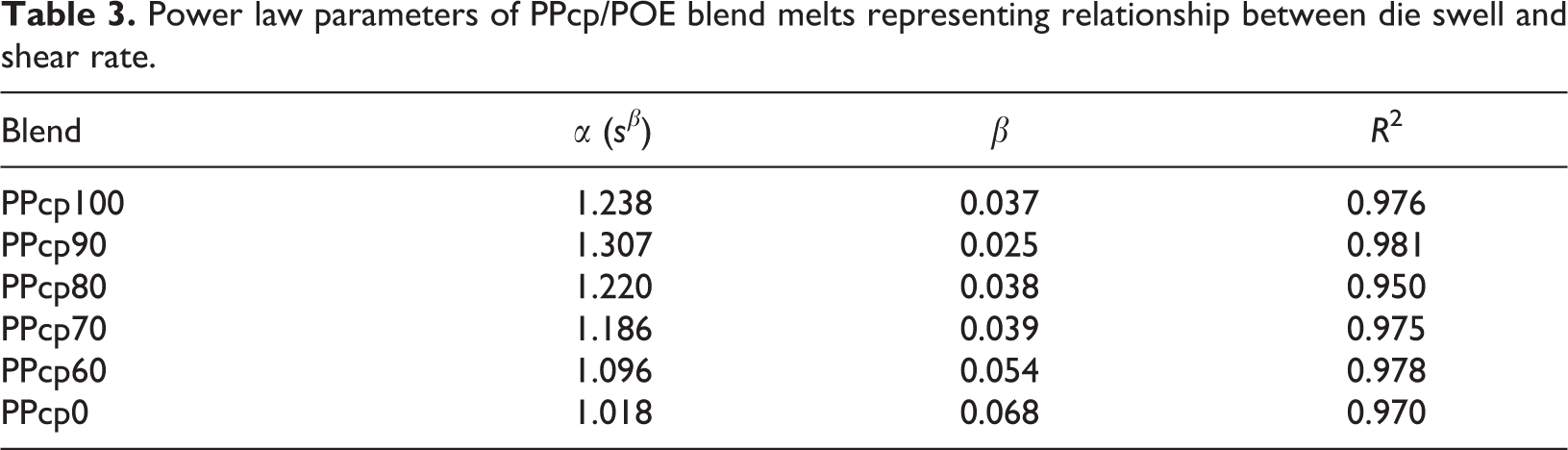
where α is a constant and β is the power law index in equation (14). The fitted parameters of this power law relationship have been presented in Table 3.
Power law parameters of PPcp/POE blend melts representing relationship between die swell and shear rate.
Effect of capillary extrusion conditions (shear rate, temperature and length-to-diameter ratio of capillary die) on die swell ratio (χ) of the blends
To understand the effect of varied capillary extrusion conditions like temperature and capillary die configurations, die swell ratio values of each blend material at three
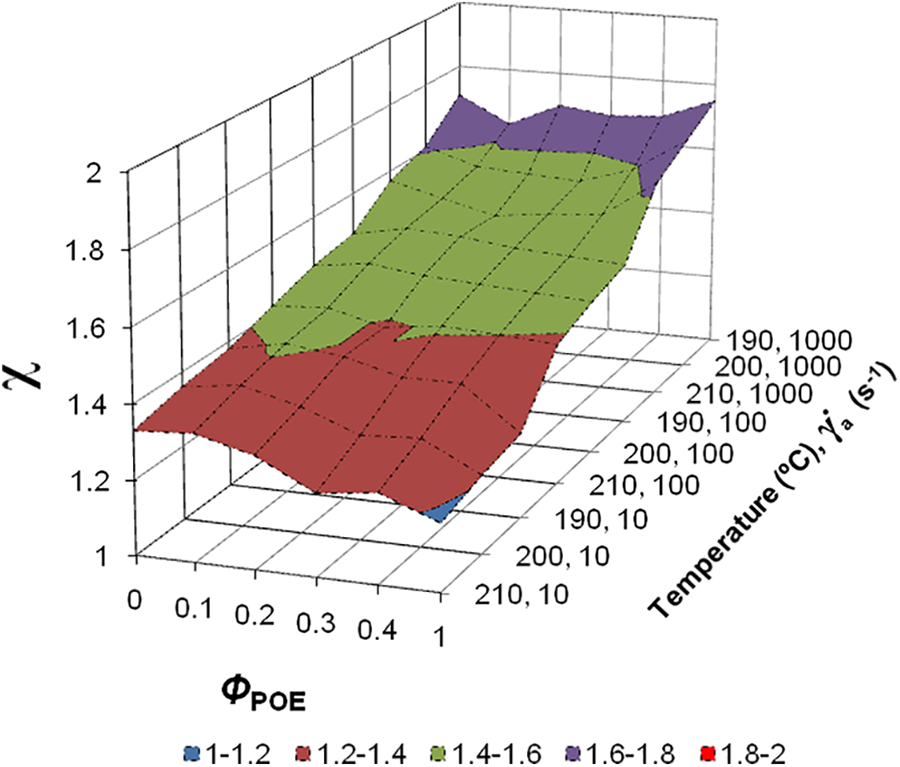
Die swell ratio (χ) as the function of apparent shear rate (
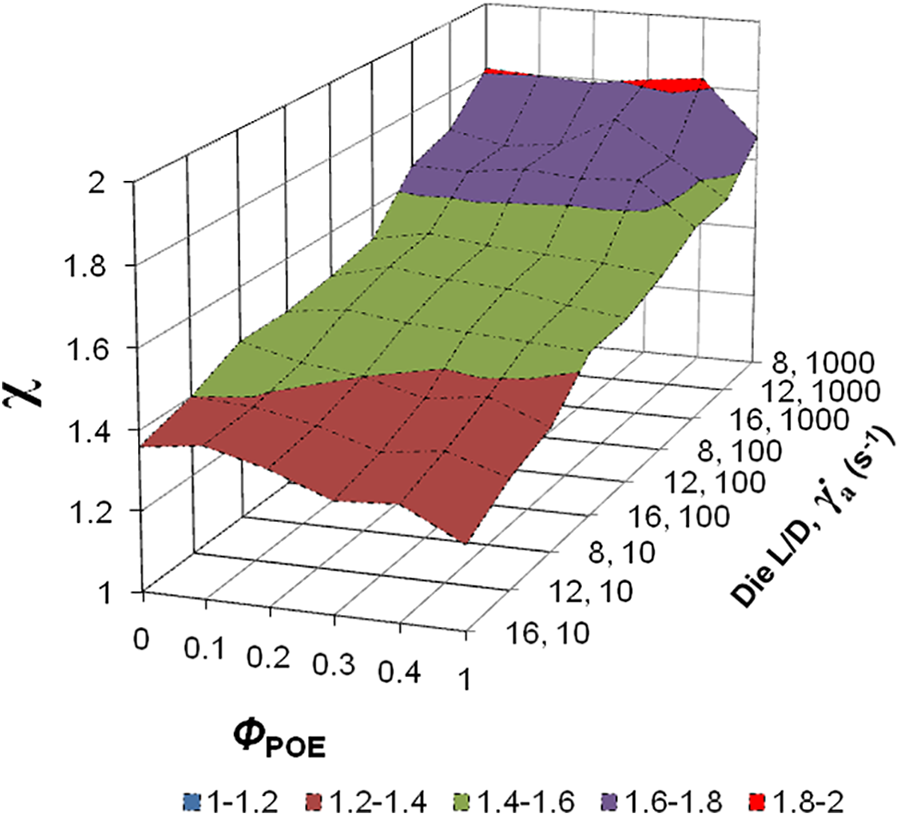
Die swell ratio (χ) of the PPcp/POE blends as the function of apparent shear rate (
Comparative effects of capillary extrusion conditions (apparent shear rate, temperature, L/D ratio of capillary die) and POE content (ϕPOE) on the first normal stress difference (τxx – τyy)
The first normal stress difference (τxx – τyy) which is an estimate of the elastic recovery of the restrained molecular chains in a plane perpendicular to the extrusion direction after leaving the capillary die exit, gives valuable information about the behavior of polymer melts during processing operations. Tanner, in his published article had reported the existence of a direct proportionality between the first normal stress difference and the shear stress at the capillary wall along with the die swell ratio.
19
Thus, one would anticipate obtaining a similar dependence of τxx – τyy on ϕPOE and
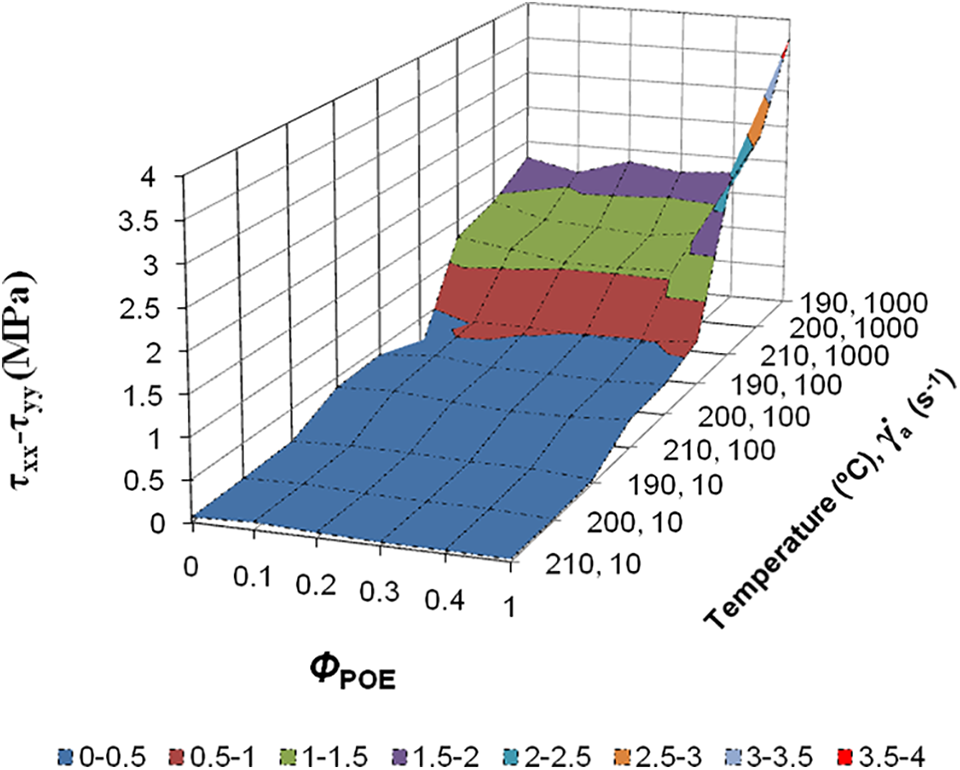
First normal stress difference (τxx – τyy) as the function of apparent shear rate (
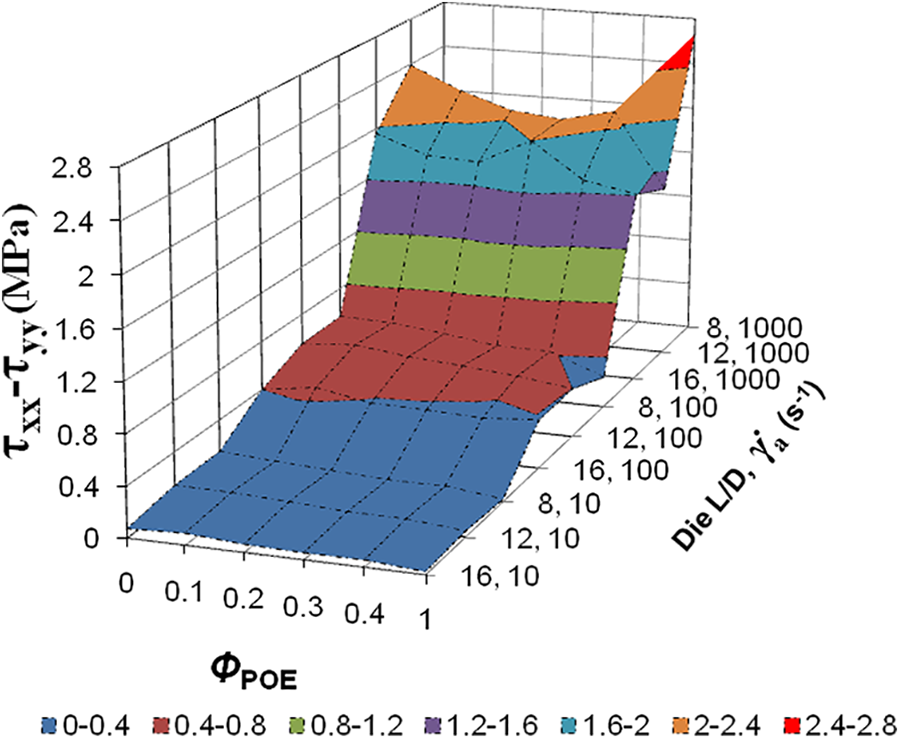
First normal stress difference (τxx – τyy) as the function of apparent shear rate (
The effect of elastomeric inter-particle distance (IDPOE) on the melt elastic properties of PPcp/POE blends
Figure 20 demonstrates the effect of IDPOE on χ and τxx – τyy of PPcp/POE blends at three different values of
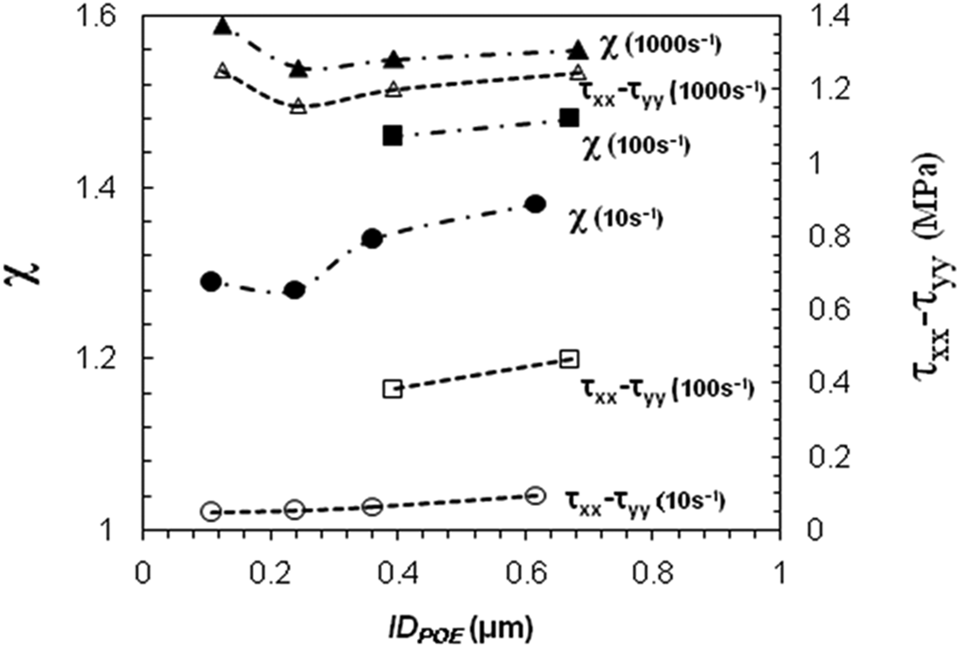
Die swell ratio (χ) and first normal stress difference (τxx – τyy) as the function of POE inter-particle distance (IDPOE) at different shear rates (
Conclusions
Consequent to the study of melt flow and melt elastic properties of PPcp/POE blends at varied capillary extrusion conditions, this study revealed following noteworthy aspects: Morphology development depended sturdily on POE content where high POE content (wPOE ≥ 0.3) promoted coalescence as a result of which the inter-particle distance (IDPOE) decreased significantly with increasing ϕPOE. The evolution of distinct morphological features also depended upon the viscosity ratios of the constituent polymers which were in turn governed by the capillary extrusion conditions (shear rate in particular). The blend melts demonstrated typical pseudoplastic behavior obeying Cross model under shear flow. ηa of the blends were seen to be most affected by The elongational flow correlated well with the shear flow behavior and thus indicated that processes involving extensional deformation can substantially be affected by the tension-thinning PPcp/POE blend melts. All the blends demonstrated pronounced dependence of melt elastic properties (χ and τxx – τyy) on It was observed that there is a critical value of inter-particle distance in PPcp/POE blends below which there is an abrupt increase in the stored melt elastic energy due to the blend microstructure which could be elucidated vividly only at high shear rates.
These observations portray the strong relationship between polymer composition, blend morphology, rheological properties under shear, melt elastic properties and processing conditions which can judiciously be applied to control and optimize the processing window for various polymer processing operations.
Footnotes
Acknowledgements
The authors are grateful to all the officers and staff of Polymer Science Division of DMSRDE for providing necessary support and help to carry out this work. The authors also acknowledge the support rendered by Dr. Kavita Agarwal and Rakesh Kumar for SEM analysis in this research work.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.