
Abstract
This work reports the influence of liquid silicone rubber (LSR) as a secondary matrix in the polyurethane elastomer (PUE)/LSR/graphene nanoplatelets (GnPs) stretchable conductive materials. PUE was prepared by mixing with diphenylmethane-4,4-diisocyanate (MDI) and 1,4 butanediol (BDO). The content of LSR varied from 0 to 50 vol.% at fixed 1.0 vol.% of graphene nanoplatelets (GnPs) as a conductive filler. Liquid silicone rubber was used as the secondary immiscible phase to localize GnPs into a path in the primary phase in order to obtain higher electrical conductivity value. The tensile strength of the PUE/LSR/GnPs decreased with increasing LSR content, while the tear strength shows the optimum value at 10 vol.% of LSR. The incorporation of 20 vol.% of silicone rubber has proven to enhance the thermal stability of the blends.
Keywords
Introduction
Polymer blends are a simple and attractive approach as they offer a low-cost substitute for developing of new materials.1–4 There is a general agreement that commercial multi-component polymer blends with dual phases provide more advanced properties over single-phase systems.1–4 A material can blend with another material to impart the desired properties and the resulting materials allow them to perform excellent services under various conditions.3–5
Polyurethane elastomers (PUE) are highly versatile engineering elastomers with unique properties such as good elasticity, elongation, high impact and tensile strength, good weathering, and corrosion resistance.4,6–12 This has greatly drawn global interest in developing the polyurethane elastomers market and applying them in different industrial applications. Recently researchers attempted to design high-performance PUE with specific properties such as high mechanical and thermal stability, the electrical conductivity of dielectric properties, and shape memory behavior; this can further extend to a wide range of applications.12–14 With exceptional biocompatibility and the combination of excellent mechanical, physical and chemical properties, PUE has been popular in medical applications. This includes blood bags, pacemaker leads, artificial heart diaphragm, and leaflet valve. 14
GnPs have been considered as a promising candidate as the conductive nano-filler. The interest of using GnPs is due to their outstanding properties, such as mechanical, electrical and thermal conductivity.15–19 The high aspect ratio of GnPs nano-fillers has contributed to a larger surface area in contact with matrix surfaces than carbon nanotubes (CNTs). 17 This results that GnPs can improve the electrical conductivity of polymer materials at low loading content.18,19
Another traditional elastomer, silicone rubber is derived from the non-petrochemical route and can be widely applied to promote the low carbon economy. 20 It is worth mentioning that silicone rubber was commercially used in electrical and medical devices decades ago due to its excellent thermal stability, chemical and weather resistance, good flexibility, hydrophobicity and transparency.20,21 However, both polyurethane elastomer and liquid silicone rubber are classified as insulating materials as both materials do not have electrons that can move freely throughout the entire material. In order to address the aforementioned reason, this paper attempts to produce conductive polymeric materials by incorporating GnPs as a conductive filler. A two-phase immiscible blend system was used in this study. In this system, PUE was mechanically blended with liquid silicone rubber, and liquid silicone rubber acted as a secondary immiscible phase to control the morphology and localize the GnPs in PUE main matrix to form electrical paths to improve the electrical conductivity of the blend systems with lower content of GnPs. The optimum GnPs loading was fixed at 1.0 vol.%. 22 with various liquid silicone rubber content. Furthermore, the silicone rubber with a saturated backbone with higher thermal stability among the others rubber was also able to improve the thermal stability properties of the system. Hence, the potential of silicone rubber as a secondary immiscible phase was assessed by tensile properties, tear properties, thermal stability properties and electrical conductivity.
Experimental
Raw materials
In this work, elastomer polyurethane (PUE) was prepared by using diphenylmethane-4,4-diisocyanate (MDI) and 1,4 butanediol (BDO). MDI and BDO were manufactured by Alchemia Limited, United States. Liquid silicone rubber (product G450) was supplied by Euro Chemo Pharma Sdn. Bhd. Graphene nanoplatelets (GnPs) used in this work have an average particle diameter of 15 µm and a density of 2.8 g/cm3 was provided by Skyspring Nanomaterial Inc, United States.
Preparation of PUE/LSR/GnPs conductive materials
Composition of PUE/LSR/GnPs stretchable conductive materials.

Measurements
Uniaxial tensile testing was performed using Instron 5569 Universal Testing Machine (UTM). For the tensile test, 5 dumbbell-shaped specimens of each ratio were prepared according to the ASTM – D 412. For the tearing test, 5 trouser-shaped specimens of each ratio were prepared and cut into the dimension according to the ASTM – D 624 and tested by using Instron 5569 UTM. The selected samples’ fractured morphology was characterized through a scanning electron microscope (SEM), JEOL JSM – 6410 LA. Samples’ fractured surfaces were coated with a layer of palladium. The thermal stability of each selected specimen was tested according to ASTM E1131 using Perkin Elmer Pyris thermogravimetric analyzer (TGA). Test samples were heated from 25°C up to 800°C at a heating rate of 10°C/min under an inert nitrogen atmosphere. For the electrical conductivity test, 5 circular-shaped samples with a diameter of 10 mm and thickness of 0.2 mm were tested. The electrical bulk resistivity and electrical conductivity were measured using Fluke 8845 A/8846A 6.5-digit precision multimeter, with a voltage supply of 5V according to ASTM D257 – 14. Equation (1) and (2) were applied to calculate the bulk resistivity and conductivity.

Where;
r = resistance of the specimen (Ω)
A = area of specimen (cm2)
h = thickness of specimen (cm)
Results and discussion
Mechanical properties
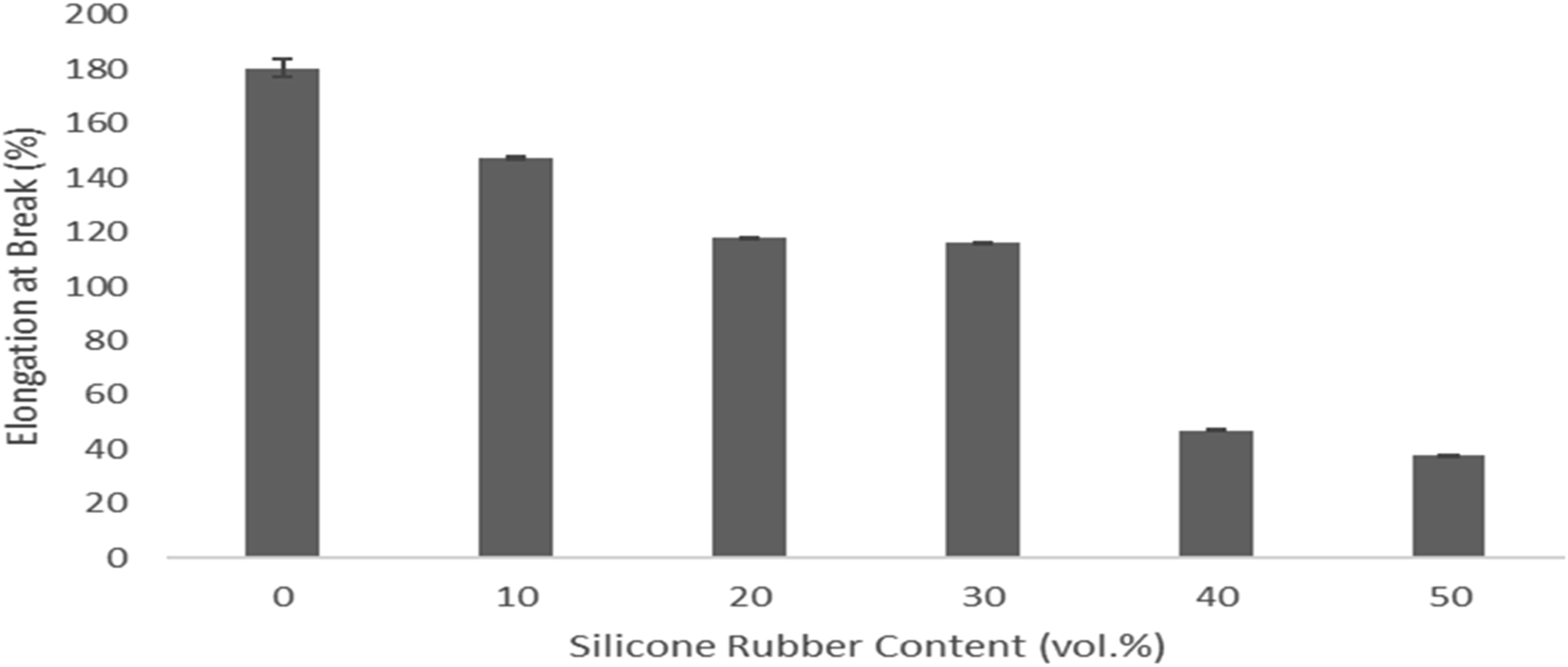
The mechanical properties of PUE/LSR/GnPs stretchable conductive materials with different blending ratios were characterized based on the results of tensile and tearing properties. The effect of silicone rubber ratio on the tensile strength and elongation at break (EB) of PUE/LSR/GnPs conductive materials at fixed GnPs content is shown in Figure 1 and 2, respectively. The tensile strength and EB of PUE/LSR/GnPs conductive material showed the highest value at 0 vol.% of silicone rubber content (0.91 MPa; 140%). One factor influencing mechanical properties is the surface chemistry of filler as filler will affect the filler-filler interaction, filler-polymer interaction and filler dispersion within the polymer matrix. There is covalent bonding between oxygenic groups on the GnPs and CNO function groups in the hard segment of PUE. The presence of covalent bonding between GnPs and PUE matrix would help the load transfer from PUE matrix to GnPs, and strain hardening can happen when PUE composite reaches breaking point.
23
This phenomenon is known as the plasticizing effect as GnPs have inclined towards hard segments of PUE. As increasing silicone rubber content in PUE/LSR/GnPs conductive materials, the tensile and the EB of PUE/silicone rubber blends decreased simultaneously. The lowest value of tensile strength and EB was observed when silicone rubber content reached the content of 50 vol.%. The result can be explained as the covalent bond formed in between GnPS and PUE matrix was disrupted by the presence of the silicone rubber as a secondary phase. This will cause the efficiency of load transfer from PUE matrix to GnPs have decreased. In an immiscible blend, poor compatibility between two immiscible polymers led to weak interfacial interaction.
23
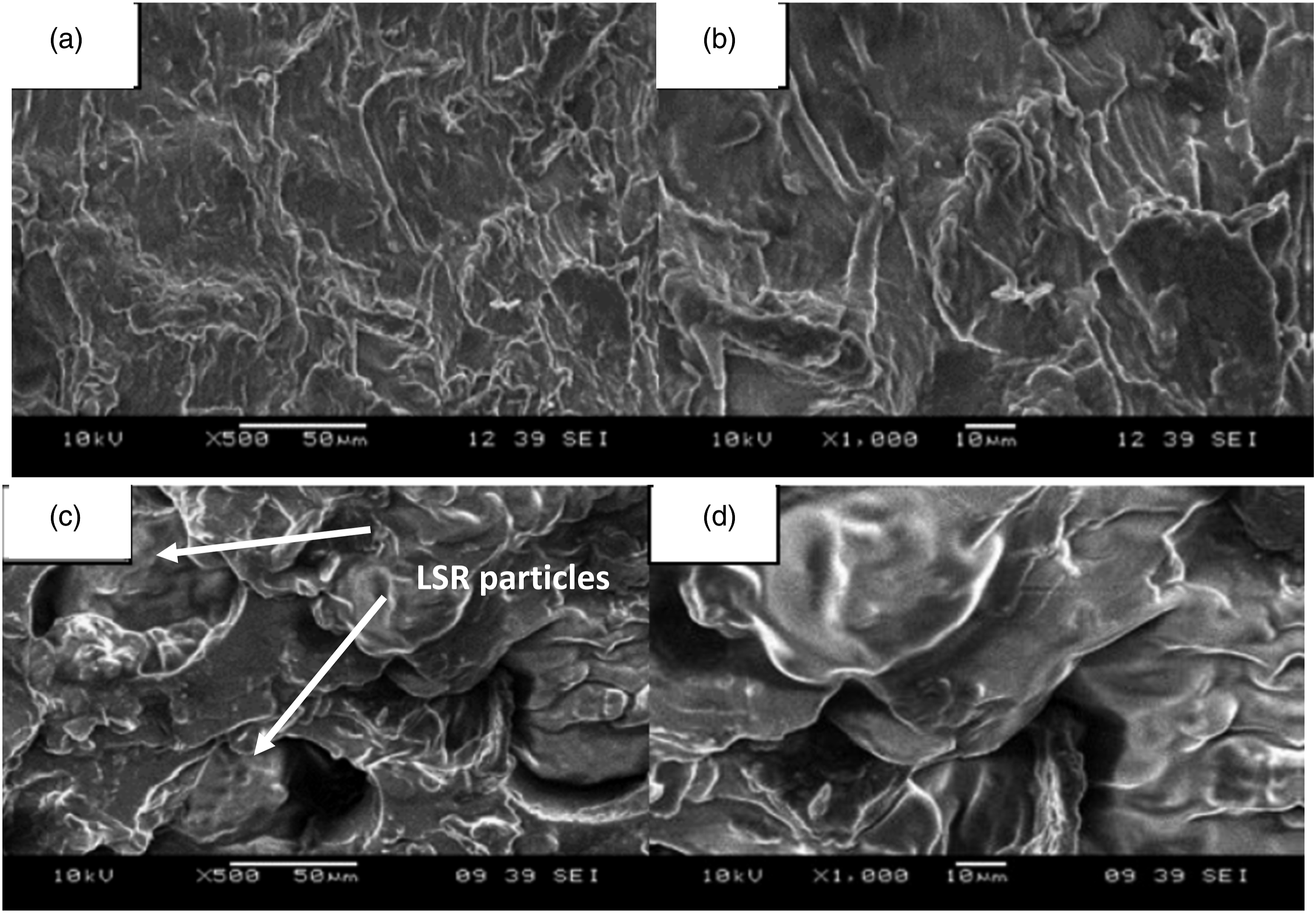
As shown in Figure 3(c) and (d), the LSR particles were isolated in PUE phase and formed weak interfacial interaction with gaps between LSR and PUE when LSR content increased up to 50 vol.%. Thus, this has increased the flaws in the system which lower tensile strength and elongation at the break of polymer blends. Silicone rubber is a soft rubber material also known for its low strength in nature.
24
During the mixing process, the crosslinking of LSR took place before the crosslinking process of PUE; the isolated LSR particles were formed in the PUE phase, the isolated LSR particles hindered the molecular mobility, and the deformability of the PUE was restricted; hence the EB reduced. As a result, the higher the silicone rubber content in the PUE/LSR/GnPs, the lower was the tensile strength and EB of PUE/LSR/GnPs conductive materials.
25
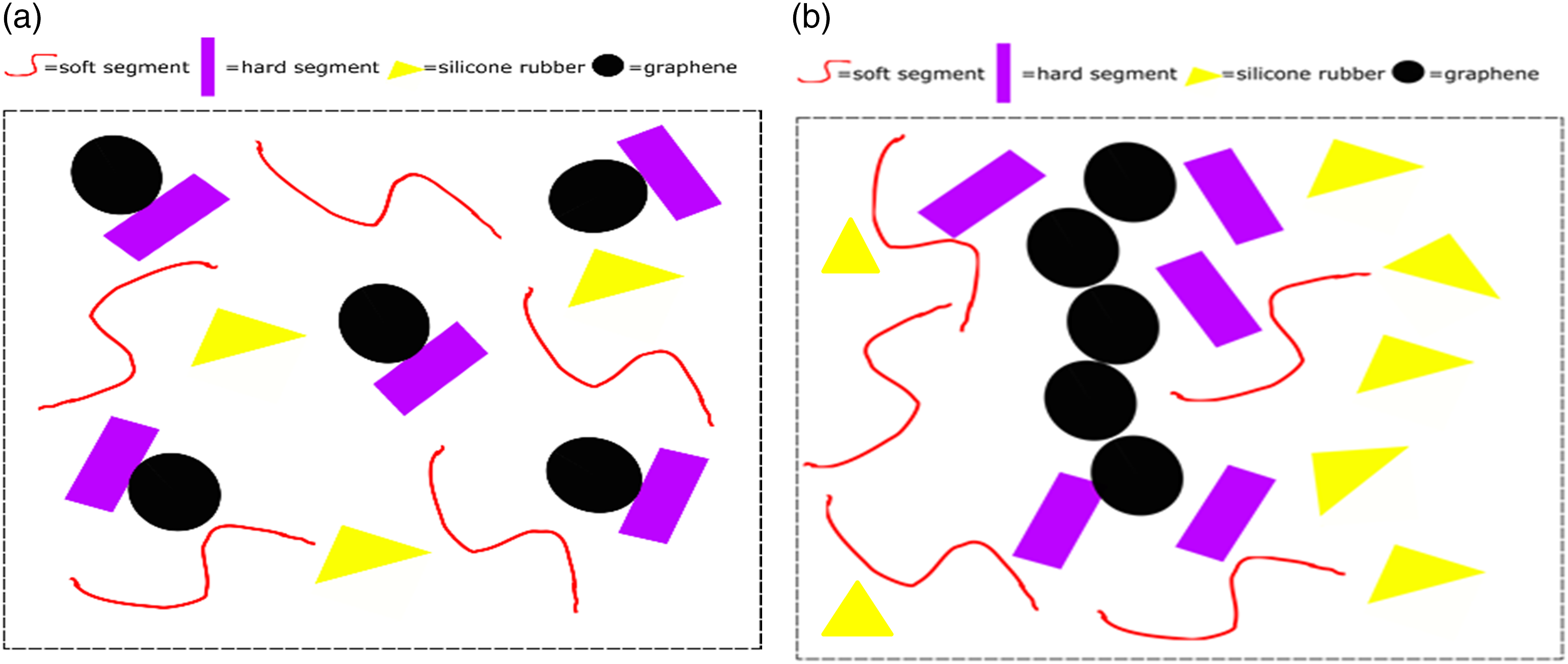
Figure 4 shows the proposed diagram of GnPs dispersion in PUE/LSR/GnPS with 1.0 vol.% of GnPs content: (a) 20 vol.% of silicone rubber content, (b) 50 vol.% of silicone rubber content. There is a chemical interaction between the oxygenic groups on the GnPs and CNO function groups in the hard segment of PUE, so the GnPs would locate far apart with LSR, and thus formed the conductive paths. The effect of liquid silicone rubber content on the tensile strength of PUE/LSR/GnPs at 1.0 vol.% of GnPs content. The effect of liquid silicone rubber content on the elongation at break of PUE/LSR/GnPs at 1.0 vol.% of GnPs content. SEM micrograph of tensile fracture surface of PUE/LSR/GnPs with 1.0 vol.% of GnPs content; (a) and (b) 20 vol.% of silicone rubber content, (c) and (d) 50 vol.% of silicone rubber content. The proposed diagram of GnPs dispersion in PUE/LSR/GnPS with 1.0 vol.% of GnPs content: (a) 20 vol.% of silicone rubber content, (b) 50 vol.% of silicone rubber content.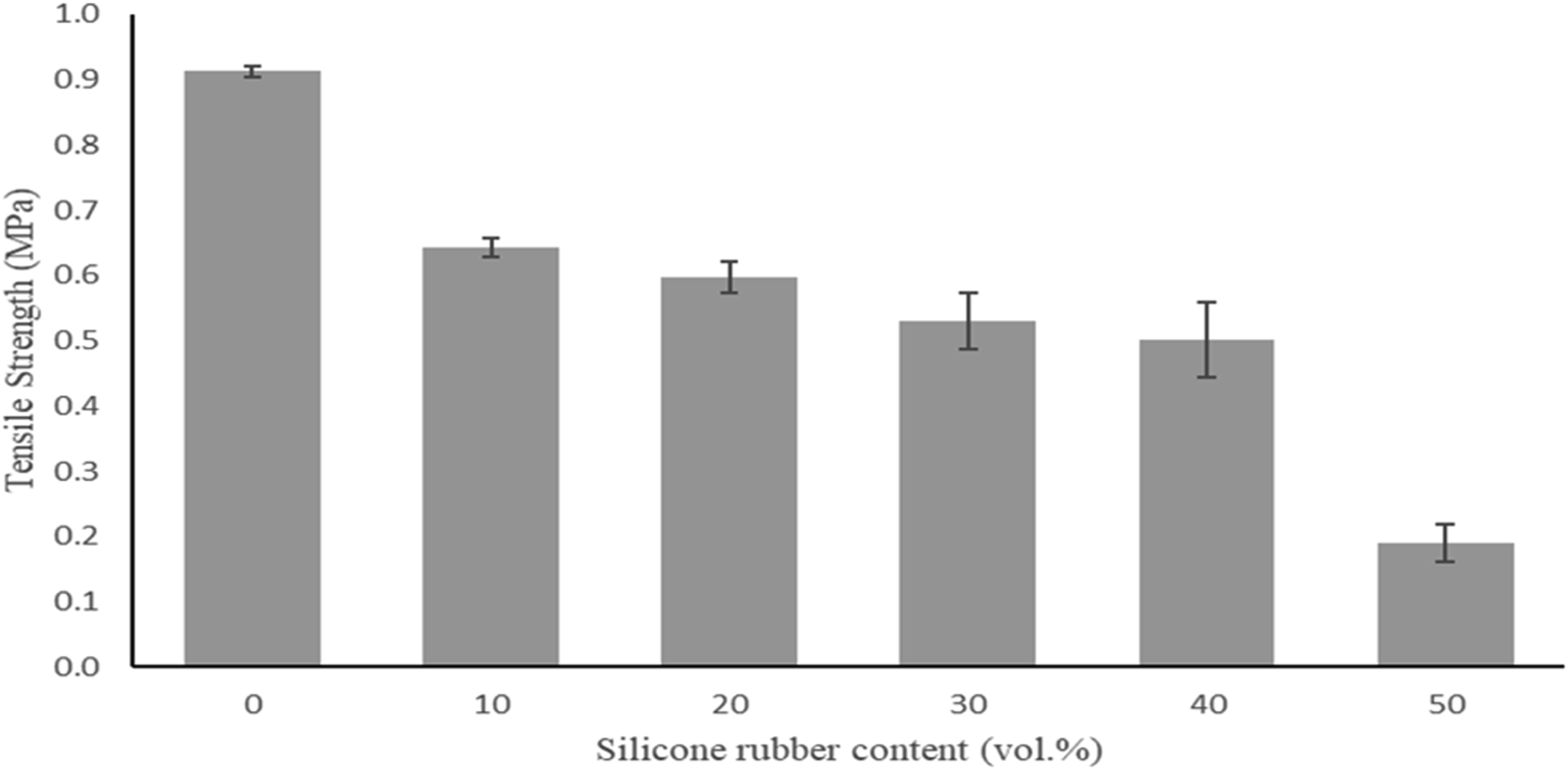
The relationship between the tear strength of PUE/LSR/GnPs and liquid silicone rubber content in PUE/silicone rubber/GnPs is presented in Figure 5. The PUE/LSR/GnPs show the optimum tear strength at 10 vol.% of LSR content; the decreasing trend was observed with further increasing LSR content. At low LSR content (10 vol.% and 20 vol.%), the isolated LSR particles were dispersed uniformly in the continuous phase of PUE; here, the LSR particles acted as energy dispersing centers. The dispersed phase was capable of stopping the cracks and increasing the tearing force. For that reason, higher tear strength was required by the PUE/LSR blend till PUE/LSR/GnPs samples failed. However, as liquid silicone rubber content increased up to 50 vol.%, this had led to weak interfacial interaction between two immiscible polymers and required lower energy to break the sample when tear stress was applied to PUE/LSR/GnPs. The effect of silicone rubber content on the tear strength of PUE/LSR/GnPs at fixed GnPs content of 1.0 vol.%.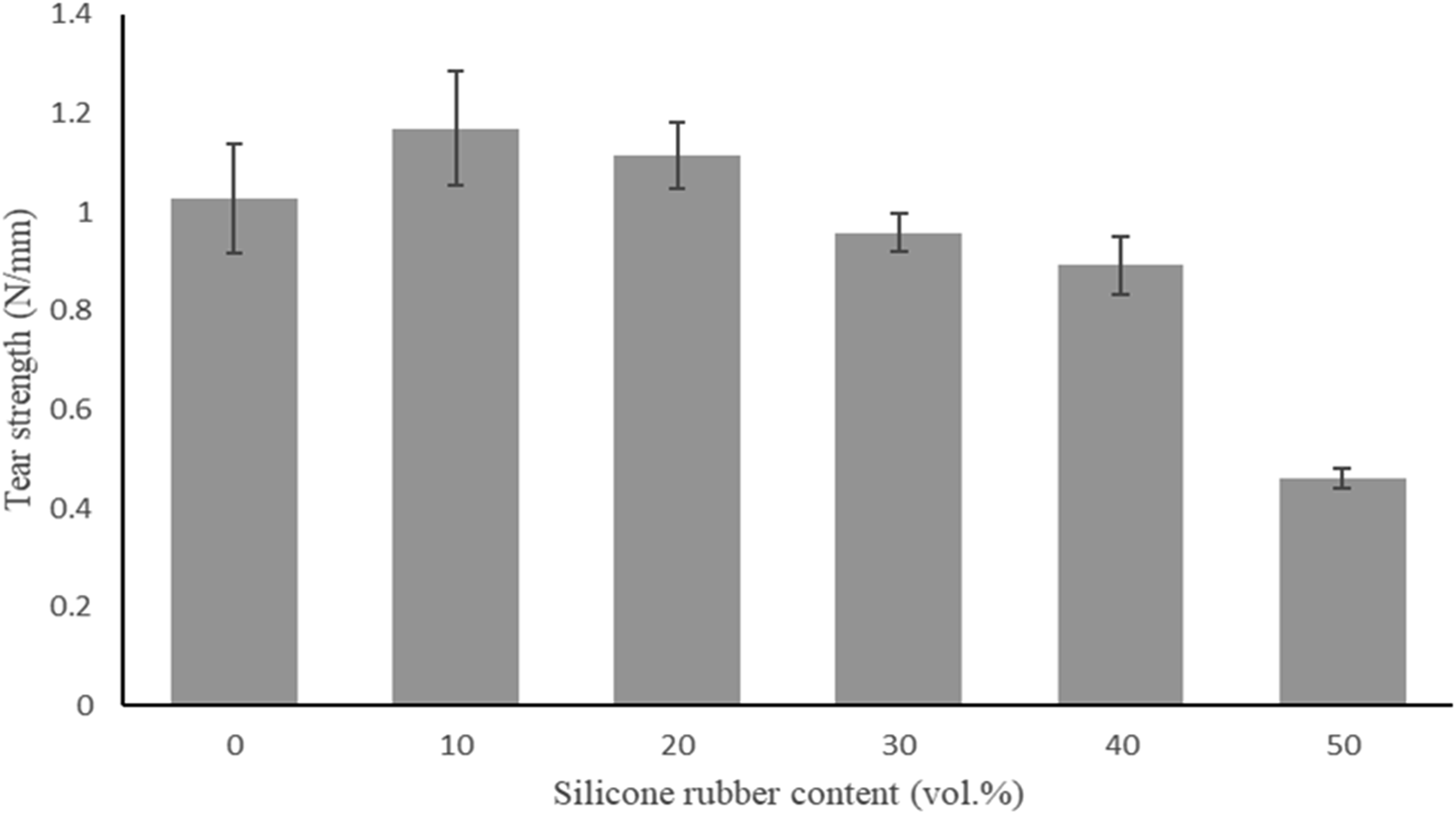
Thermal stability of PUE/LSR/GnPs stretchable conductive materials
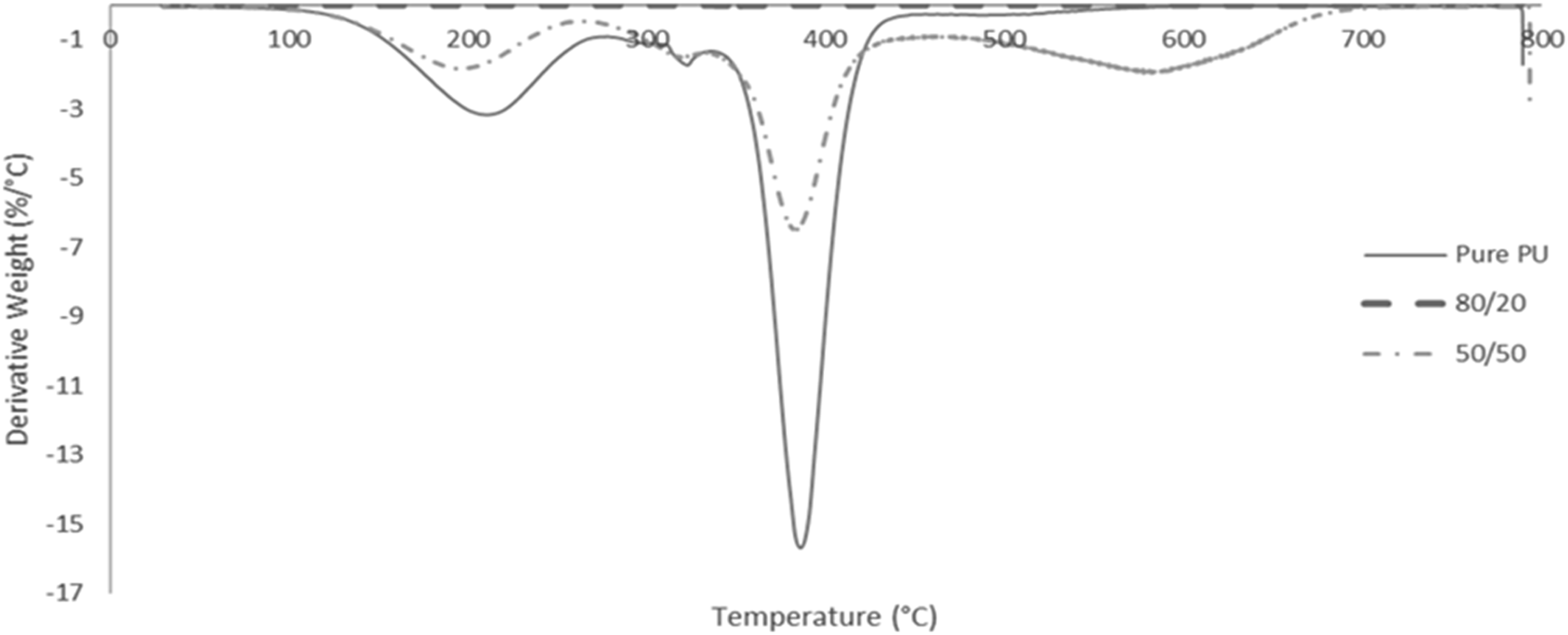
Thermogram (TG) curve was used to analyze the thermal stability of PUE/LSR/GnPs stretchable conductive materials while a differential thermo-gravimetric (DTG) curve was used to identify the maximum decomposition temperature of PUE/LSR/GnPs. The TG and DTG curves of pure PUE and the selected PUE/LSR/GnPs blends are presented in Figures 6 and 7, respectively. TGA curve for pure PUE and selected PUE/LSR/GnPs at fixed 1.0 vol.% of GnPs content with 20 vol.% and 50 vol.% of silicone rubber content, respectively. DTG curve for pure PUE and selected PUE/LSR/GnPs at fixed 1.0 vol.% of GnPs content with 20 vol.% and 50 vol.% of silicone rubber content, respectively.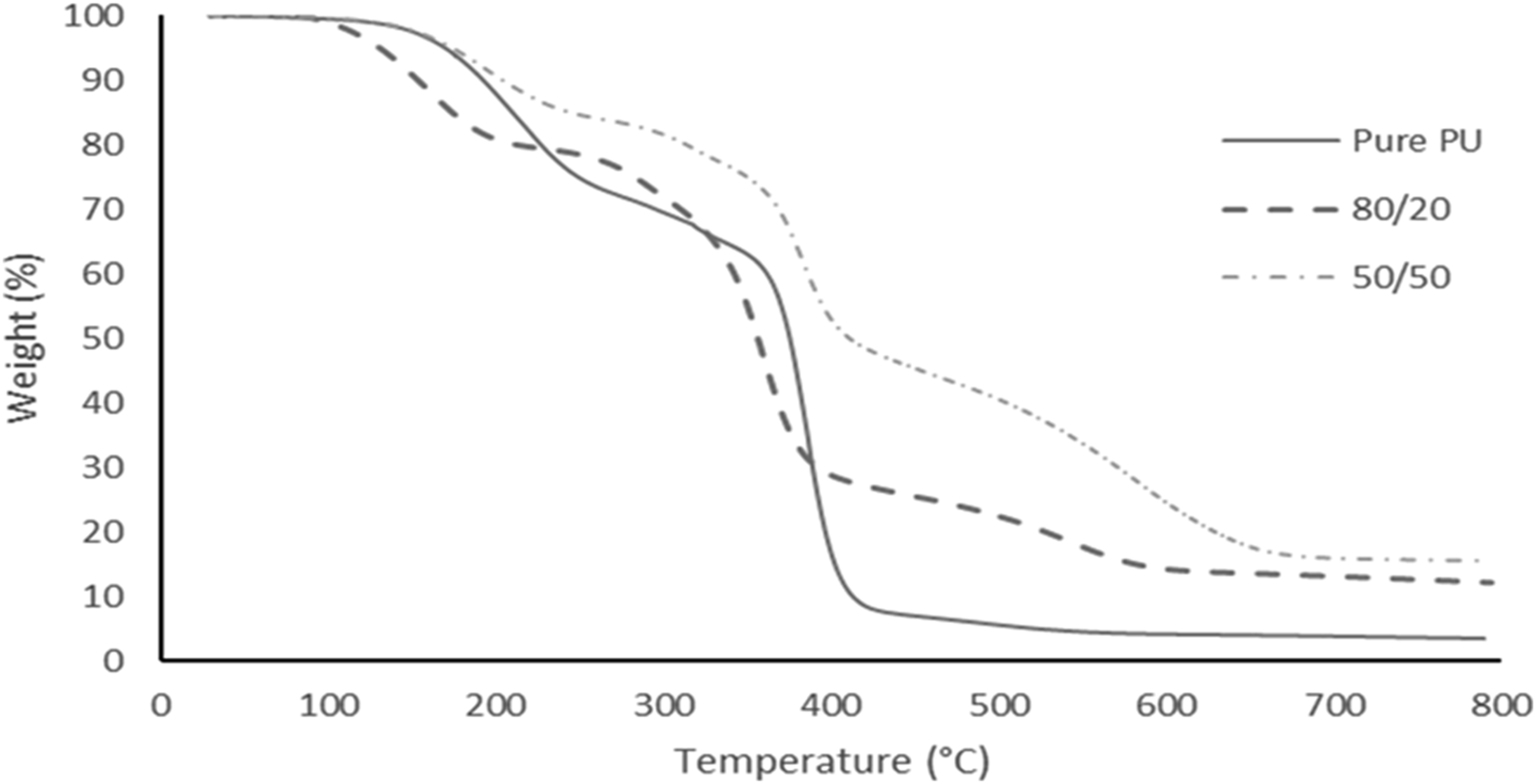
Based on Figure 6, the TG curve of PUE/LSR/GnPs at 20 vol.% and 50 vol.% of silicone rubber content, shows a different degradation behavior compared to the TG curve of PUE/LSR/GnPs at 0 vol.% of LSR content. The PUE/LSR/GnPs at 0 vol.% of LSR content shows three steps degradation behavior while, the PUE/LSR/GnPs filled at 20 vol.% and 50 vol.% of silicone rubber content shows four steps degradation behavior. This has proven that the addition of LSR had a significant influence on the degradation mechanism as well as the degree of degradation of the PUE/LSR/GnPs blends.
As referred to in Figure 6, the weight loss of pure PUE and PUE/LSR/GnPs blends started at 169°C and continued up to 385°C. The first degradation temperature at peak, (Td1) has corresponded to the degradation of PUE hard segment, which is the dissociation of the isocyanate group and polyol into a primary amine, alkene and carbon dioxide. The second and third degradation temperature at peak, Td2 and Td3 of PUE/LSR/GnPs systems took place at a temperature ranging from 350°C to 500°C. Under this degradation temperature, the soft segment of PUE tends to break down to form secondary amine and carbon dioxide.
When the degradation temperature rises from 400°C to 550°C, the fourth degradation temperature at peak, Td4 is clearly observed. The PUE/LSR/GnPs systems with 20 vol.% and 50 vol.% of silicone rubber, performed an additional degradation behavior. Previous researchers also supported that the silicone rubber would have a tremendous weight loss from 450°C to 550°C in the TG profile. 26 This is because silicone rubber started to depolymerize into shorter chains of silicone rubber through the elimination of cyclic oligomers. Thus, the degradation behavior of PUE/LSR/GnPs blends in the fourth degradation temperature at peak (Td4) was attributed to the structural decomposition of silicone rubber. This also correspondingly proved that due to the presence of silicone rubber, the additional degradation step was found on PUE/SLR/GnPs at 20 vol.% and 50 vol.% of silicone rubber.
The T5, T50, and degradation temperatures at peak (Td1, Td2, Td3 and Td4) PUE/LSR/GNP stretchable conductive materials with 20 vol.% and 50 vol.% of LSR content.
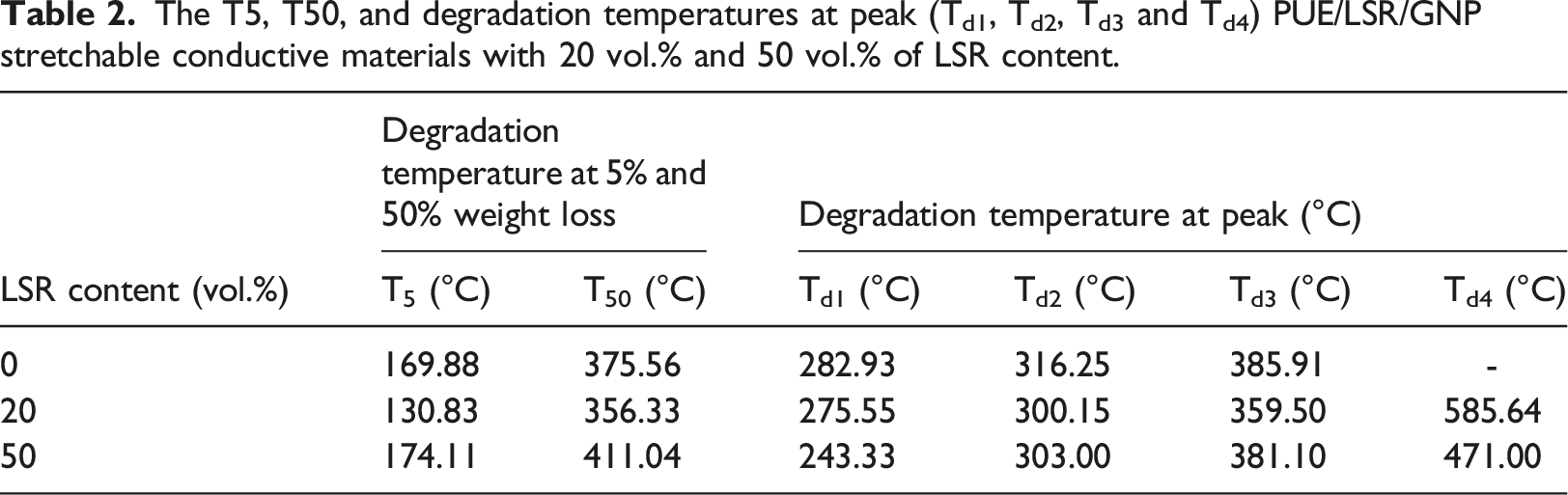
Degradation temperatures at different peaks for PUE/LSR/GnPs systems at 20 vol.% and 50 vol.% show lower temperature as compared to that at 0 vol.% of silicone rubber content. The presence of silicone rubber has occupied some free volume of the matrix and thus pushed the GnPs to be intact with each other more closely. This made GnPs nano-fillers easier to agglomerate under the influence of Van der Waals force and to form a large cluster of GnPs particles. As a result, less heat energy was required to break the weak interfacial bonding between PUE matrix and agglomerated GnPs particles in PUE/LSR/GnPs systems.
On the other hand, the PUE/LSR/GnPs at 50 vol.% of LSR content yielded higher Tmax value (381.1°C) as compared to PUE/silicone rubber/GnPs with 20 vol.% of silicone rubber content (359.50°C). The possible mechanism is that PUE/silicone rubber/GnPs (50 vol.% of silicone rubber) exhibited a considerably slower decomposition rate than PUE/silicone rubber/GnPs (20 vol.% of silicone rubber). This slow decomposition rate is caused by the restriction movement of polymer chains around the GnPs surface. Another possible mechanism is contributed by the GnPs nano-filler that possesses high intrinsic thermal conductivity. Incorporating GnPs nano-filler in PUE/silicone rubber/GnPs (50 vol.% of silicone rubber) helps the blend facilitate heat dissipation. George and Bhowmick agree with it as they stated in their findings that expandable graphite could act as an effective heat shielder by dissipating more heat from the matrix and improving the thermal stability of the composite. 28
Electrical conductivity of PUE/LSR/GnPs stretchable conductive materials
Figure 8 shows the effect of silicone rubber content on the bulk resistivity of PUE/LSR/GnPs stretchable conductive materials. When liquid silicone rubber content increased from 10 vol.% to 30 vol.%, the bulk resistivity of PUE/LSR/GnPs decrease linearly from 9.14 × 107 Ω.cm to 6.23 × 103 Ω.cm. This indicates that electrons can travel smoothly within the PUE/LSR/GnPs conductive materials. LSR will act as an elastomeric spacer in PUE/LSR/GnPs to push GnPs closer with each other and to form conductive pathways that allow electrons to travel further increasing liquid silicone rubber content from 30 vol.% to 50 vol.%, PUE/LSR/GnPs blends illustrate a small decrease in bulk resistivity. The increased liquid silicone rubber content in the PUE phase will push more GnPs to re-align neatly and form more conductive pathways in the PUE/LSR/GnPs blends. This can lead to a higher electron-transporting rate within the formed GnPs networks. As a result, PUE/LSR/GnPs blends are transformed into a semi-conductive material. This result is also agreed by Huagen et al. as they concluded that the conducting filler tends to selectively localize in one phase to yield a conductive material at low conductive filler loading from four different polymer blends systems.
29
Effect of silicone rubber content on bulk resistivity of PUE/silicone rubber PUE/LSR/GnPs with 1.0 vol.% of GnPs content.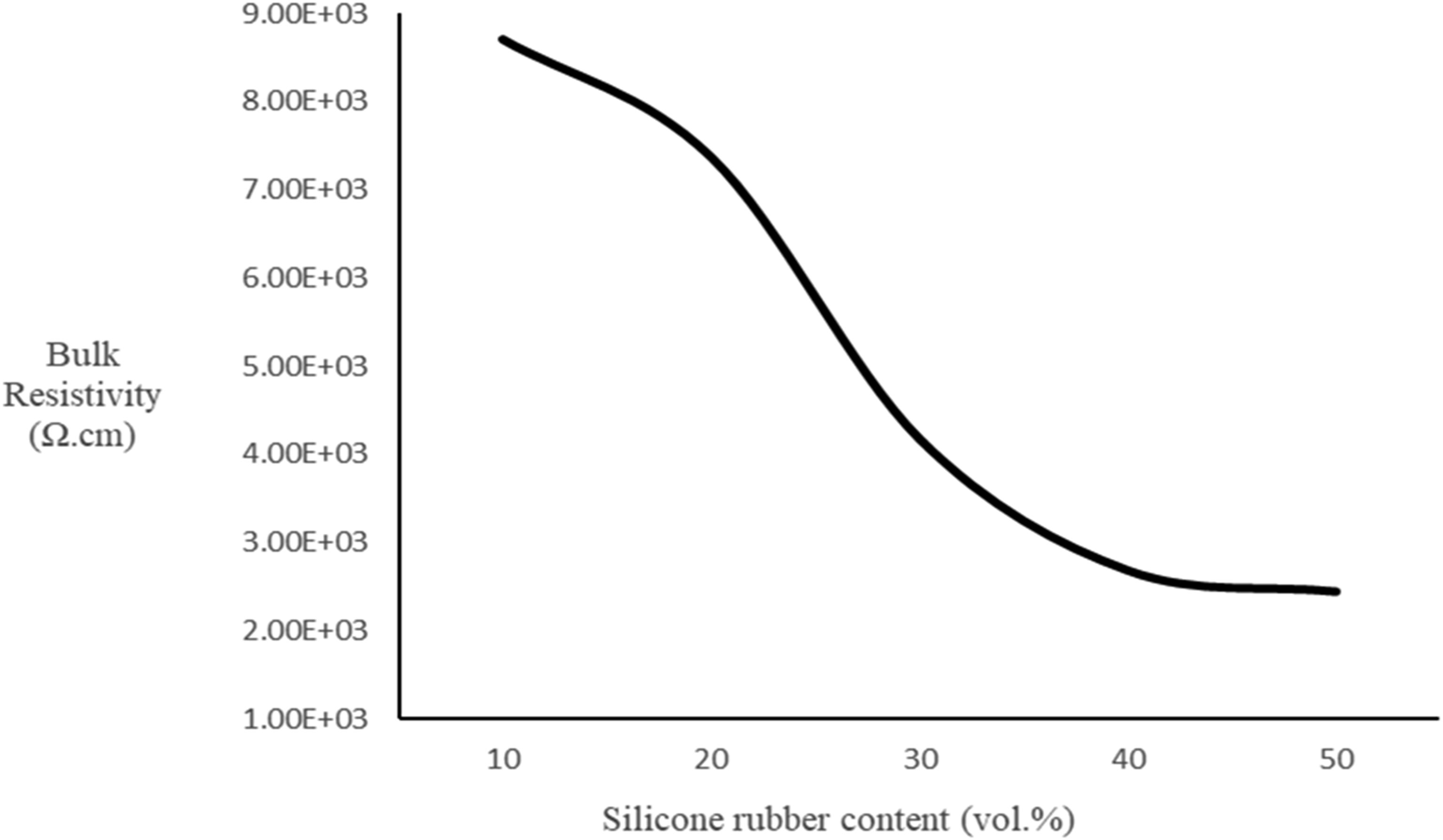
Figure 9 shows the effect of silicone rubber content on the bulk conductivity of PUE/LSR/GnPs conductive materials. As liquid silicone rubber content increased from 10 vol.% to 50 vol.%, bulk conductivity of PUE/LSR/GnPs blends followed to perform a positive increment, that is from 1.64 × 10-4 Ω-1 cm-1 to 2.45 × 10-4 Ω-1 cm-1. Content of GnPs in the composite was fixed at 1.0 vol.%, resulting in an insignificant increment of bulk conductivity. Introducing a secondary immiscible matrix into PUE matrix will further promote GnPs to re-align themselves more uniformly and easier to form conducting pathways for electrons to travel. This will improve the mobility of the electrons to travel within the blends and increase the electrical conductivity of PUE/LSR/GnPs blends. Previous researchers also agreed with this suggestion that using two different types of matrices can improve the electrical conductivity of the conductive materials.
30
Hwang et al., have conducted similar research by adding multi-walled carbon nanotubes (MWNT) into polypropylene (PP)/polystyrene (PS) blend and they discovered that electrical conductivity could be improved by adopting two -matrix systems.
31
Effect of silicone rubber content on bulk resistivity of PUE/silicone rubber PUE/LSR/GnPs with 1.0 vol.% of GnPs content.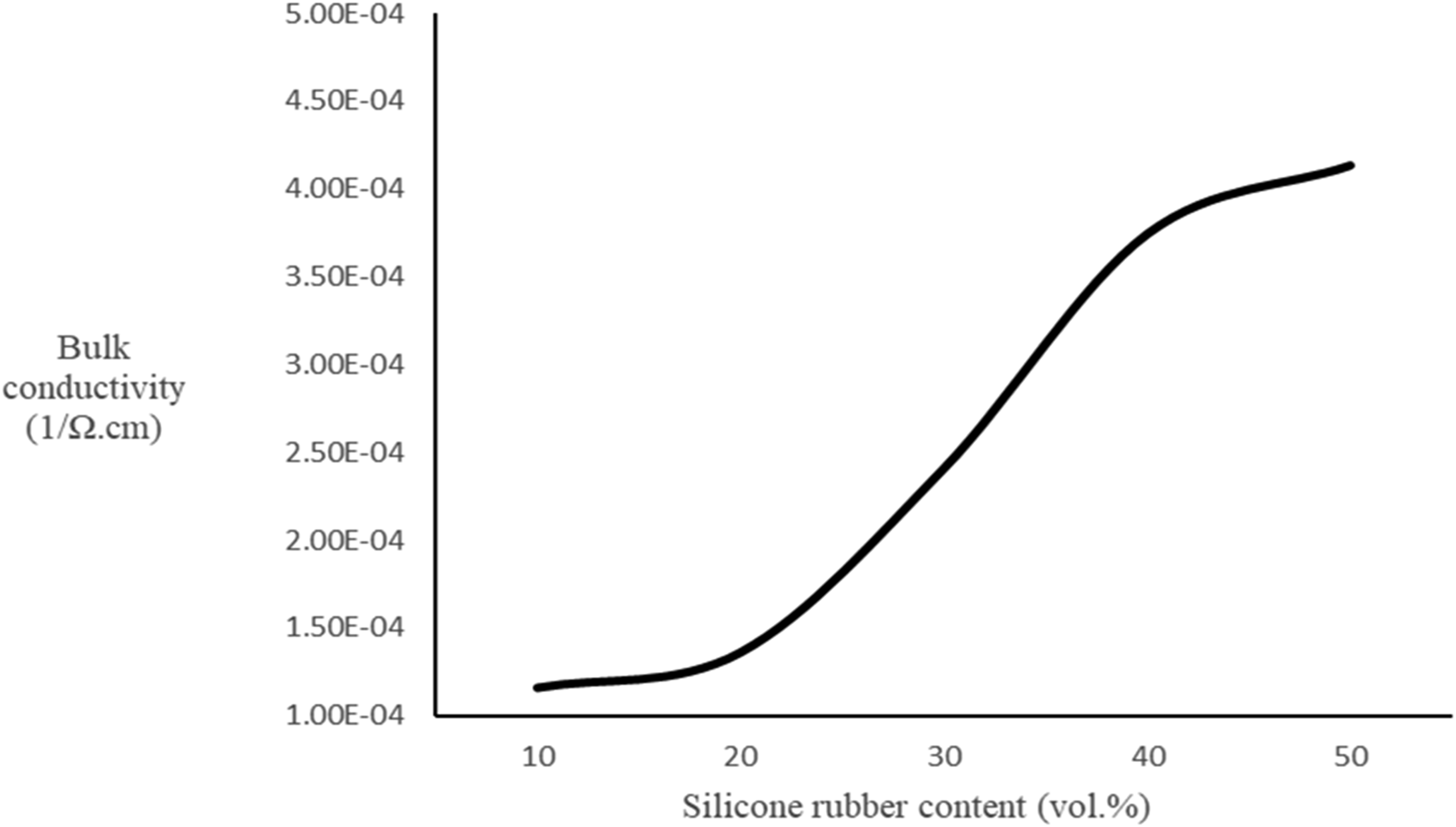
Conclusion
Polyurethane elastomer blended with 10 vol.% of silicone rubber loading has an improvement in tear strength. However, the poor interfacial interaction between polyurethane elastomer and LSR has caused several declines in tensile strength. Concurrently, polyurethane elastomer blended silicone rubber is more thermally stable compared to pure PU. The blends of polyurethane and silicone rubber filled with graphene nanoplatelets give rise to better electrical conductivity.
Footnotes
Acknowledgements
The author would like to acknowledge the support from the Fundamental Research Grant Scheme (FRGS) under a grant number of FRGS/1/2018/TK05/UNIMAP/02/13 from the Ministry of Higher Education Malaysia.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was supported by the Fundamental Research Grant Scheme (FRGS) (FRGS/1/2018/TK05/UNIMAP/02/13).