
Abstract
Replacement of virgin polymer with its waste become one of the special technique that capture the efforts of many researchers and industrialists alike. In this context, this work discussed the partial replacement of waste tire rubber (WR) and microwave devulcanized rubber (DWR) at different ratios on the properties of virgin styrene butadiene rubber (SBR) as one of the most essential components of synthetic rubber in the tire production. Fixed percent of tetramethylthiuram disulfide and spindle oil were added at the first, then the WR mixture was exposed to different microwave times. Microwave devulcanization value at time 6 min gave the highest devulcanization percent. The prepared blends were exposed in an electron beam accelerator (EB) at 50 and 100 kGy. FTIR, different mechanical parameters, thermal stability (TGA) and scanning electron microscopy of the fabricated specimens have been explained. Effect of automotive oil and thermal aging at different temperature, 70oC and 100oC on the tensile strength and elongation at break (E%) of the unirradiated and irradiated prepared blends have been estimated. Mechanical measurements of all examined specimens after thermal aging and oil immersion were least affected. Moreover, these factors before and after oil dipping and thermal aging revealed that unirradiated and irradiated SBR/DWR blends have superior properties than SBR/WR.
Keywords
Highlights
• Replacement of virgin polymer with its waste become one of the special technique that capture the efforts of many researchers and industrialists alike. • Present work concentrate to attain the highest percent of WR devulcanized by microwave exposure about which discussed before within the research team work in this field. • Addition of TMTD and spindle oil to WR before exposure of various times of microwave irradiation swells the rubber moieties and rises spacing among the rubber chains which in turn easily ready to react with SBR. • Electron beam radiation has many benefits such as: (a) relatively short procedure time, (b) in-line development, (c) highly operative, (d) includes rare variables, (e) low temperature, (f) small release period, (g) low apparatus cost and (h) orderly dose. • Thermal aging and automotive oils effects on the mechanical parameters of the fabricated blends have been considered as applicable study.
Introduction
Reclaiming discarded rubber has become a significant global subject that can elucidate three main problems: wasting of valued rubber, healthiness, and environmental contamination.1–5 As a circumstance, reused rubber discarded doesn’t deteriorate without any problem which attributable to its cross-linked structure and presence of stabilizers and different added substances. 6 The stride is generally self-possessed of natural rubber besides polybutadiene rubber with the exact quantity, as these two ingredients suggestion great protection from abrasion, confrontation to cracking, and little heat buildup. Disappointment to achieve the exact rubber arrangement would definitely chief to the lesser superiority of tire stride that might as well cooperation the tire care.7–9 In devulcanization processes of waste tire rubber, it is expected that the cracking of intermolecular links of the chemical net, such as carbon–sulfur and/or sulfur–sulfur ties, incomes, by advance shortening of the restraints happening. In spite of that numerous devulcanization developments are obtainable, one of the greatest favorable is microwave devulcanization.10–13 In this performance, cleaving the crosslinking links can remain supported by volumetric central heating the vulcanized rubber through microwaves. Such a procedure is quicker and quarters more similar heating than other ways established on convection and transmission. The devulcanized rubber as filler substantial of up to 15 phr or portion of gum of up to 50 phr can be consolidated in a new creation with no significant concert weakening. 14
Styrene butadiene rubber (SBR) is extensively used as unique of the constituents of the elastomeric background for automotive tires, cable, and chain applications owing to its great rupture elongation, nevertheless inappropriately it has little elastic modulus and toughness. In other opinions, SBR is not flat or uniform and has deprived physical assets, which income that it requirements about spices such as accelerators, softeners, antioxidants and fillers to develop its properties. Nearly 50% of car tires are equipped from numerous varieties of SBR. The styrene/butadiene proportion effects the properties of the polymer, with high styrene gratified, the rubbers are stiffer and less elastic. 15
Aging and destruction produce very severe troubles for rubber constituents when they are serviceable in long-standing necessities. Consequently, improving the heat confrontation advances essential for rubber resources to remain used at high employed temperatures with an elongated period. Amid the several methods working to advance the thermal assets of rubber, the adding of antioxidants, carbon black (CB) or inorganic fillers is the greatest usually experienced. 16 Several elastomers used as seals, are under strain and may have a limited bulk to swell. Styrene-butadiene rubber (SBR) is unique of the elastomers which are not resilient to petroleum based oils and lubricants or hydrocarbon fuels. Some researchers considered the influence of blending SBR with other polymers in order to advance some of its properties for instance swelling in oil and liquid. They detected that carbon black and montmorillonite used as reinforcing fillers growth the resistance of SBR rubber to swelling in toluene and oil compared to calcium carbonate and silica. 17
Numerous requests of polymers need their shortest exposure to ionizing rays. The radiation-induced modifications in the physicochemical possessions of polymers rest on essentially on the means in which the incident radiation interrelates with the category of the polymer used. The chief impacts of radiation on polymers stand to yield ionization and excitation. Dependent on its chemical arrangement, the polymer might endure crosslinking or scission or mutually. Numerous examinations were implemented on the influence of ionizing rays on polymers.18–21 X-rays and gamma rays are self-possessed of photons in the electromagnetic range, whereas electron beams stand a particulate radiation with an altered energy level. 22 Electron beam radiation has many benefits such as: (a) relatively short procedure time, (b) in-line development, (c) highly operative, (d) includes rare variables, (e) low temperature, (f) small release period, (g) low apparatus cost and (h) orderly dose. 23
Present work concentrate to attain the highest percent of WR devulcanized by microwave exposure about which discussed before within the research team work in this field.3,24–27 In the previous study, El-Nemr et al. 26 evaluated that, devulcanization of WR was approved via mechano-chemical methods using TMTD or MBTS in the presence of spindle oil and microwave irradiation. The best consequences of devulcanization were attained at 1 and 2 phr TMTD and MBTS, respectively. It was concluded that devulcanization of WR by microwave technique provided the best soluble value at 2.2 min.
In this work, a different technique will be followed about El-Nemr et al. 26 Where, the addition of TMTD and spindle oil to WR before exposure of various times of microwave irradiation, may be swells the rubber moieties and increases spacing among the rubber chains which in turn easily ready to react with SBR. After that, both obtained DWR and WR were blended with SBR to compare the best substitutes of each them with virgin SBR. For applications, the effects of the thermal aging and automotive oils on the mechanical parameters of the blends have been studied. Moreover, the impact of EB irradiation at various doses on the properties of fabricated blends was considered.
Experimental
Material
Waste tire rubber (WR) kindly provided via Narobine Company, Cairo, Egypt, of fragment approximation 10 mesh from the stride and sidewalls of traveler and automobile tires and common content was hydrocarbon, 59.8% [30% NR, 40% SBR, 20% NBR and 10% butyl and halogenated butyl elastic], 24% carbon black, 15% acetone extract, about 0.92% sulfur and approximately 0.98% ZnO. Virgin SBR was Buna 1502 with a styrene gratified of roughly 23% provided by Versalis S.P.A. Company, Piazza Boldrini, San Donato Milanese (MI)-Italy. TMTD with molecular formulation C6H12N2 S4, molecular bulk 240.43 g/mol, and density 1.43 g/cm3, provided by Zhedong Rubber Auxiliary Co., Ltd., China. 1.2-Dihydro-2,2,4 trimethyl quinolone was an antioxidant in the formula of brown granulated droplets: chemical formulation (C12H15N)n, n = 2–4, specific gravity 1.05 g/cm3, delivered by Alfa Aesar GmbH, Germany. Zinc oxide, Shijiazhuang Golden Color Chemical Co., Ltd., China, 99.7%. Stearic acid (octadecanoic acid, further pure status, C8H36O2, minimum: 99%, F.W:284.48) from El-Nasr Pharmaceutical Chemicals Company (ADWIC)-Egypt. Spindle oil delivered by Mobil Company-Egypt. Motor and brake oils provided by Misr Petroleum Company-Egypt.
Preparation of microwave devulcanized rubber
The devulcanization process was carried out as follow: WR powder was carefully mixed with fixed percent 2 phr (parts by weight per 100 parts by weight of rubber) of TMTD and 10 phr of spindle oil and then the mixture set over nights for 24 h until completely dispersion of the ingredients into WR will be attained. After that the mixture was devulcanized by using the microwave procedure. The system is involved of a conservative national microwave oven [SHARP R-750MR (W)], modified with a motorized speed-control moving method. The power of the magnetron was established up at 900 W and 80 g of the tester was placed in a 250-ml glass beaker with a stirring quickness of 100 r/min. WR models were exposed to the microwaves for numerous times at 3, 5, 6 and 7 min. Then, each specimen was standardized in an open 2-roll mill, which remained worked at a friction ratio of 1:1.4 through a nip gap of 1 mm. The whole mixing time was about 15 min for each specimen at room temperature.
Devulcanization of WTR assessments
The reclamation degree of devulcanized waste rubber (DWR) was assessed by defining soluble (sol) and gel portions via Soxhlet extraction through toluene for 8 h duration and 110oC of temperature, followed by drying the sample in a vacuum oven at 70°C until recording constant weight. In overall, the lower the gel contented the more efficient the devulcanization procedure. The sol portion is intended as follows:
Sol. Fraction (%) = Wo - W1/Wo X 100
Wherever Wo is the dry weight of DWR piece before extraction and W1 is the dry weight after extraction. The gel fraction can be intended using the next equation:
Gel fraction (%) = 100‒sol fraction
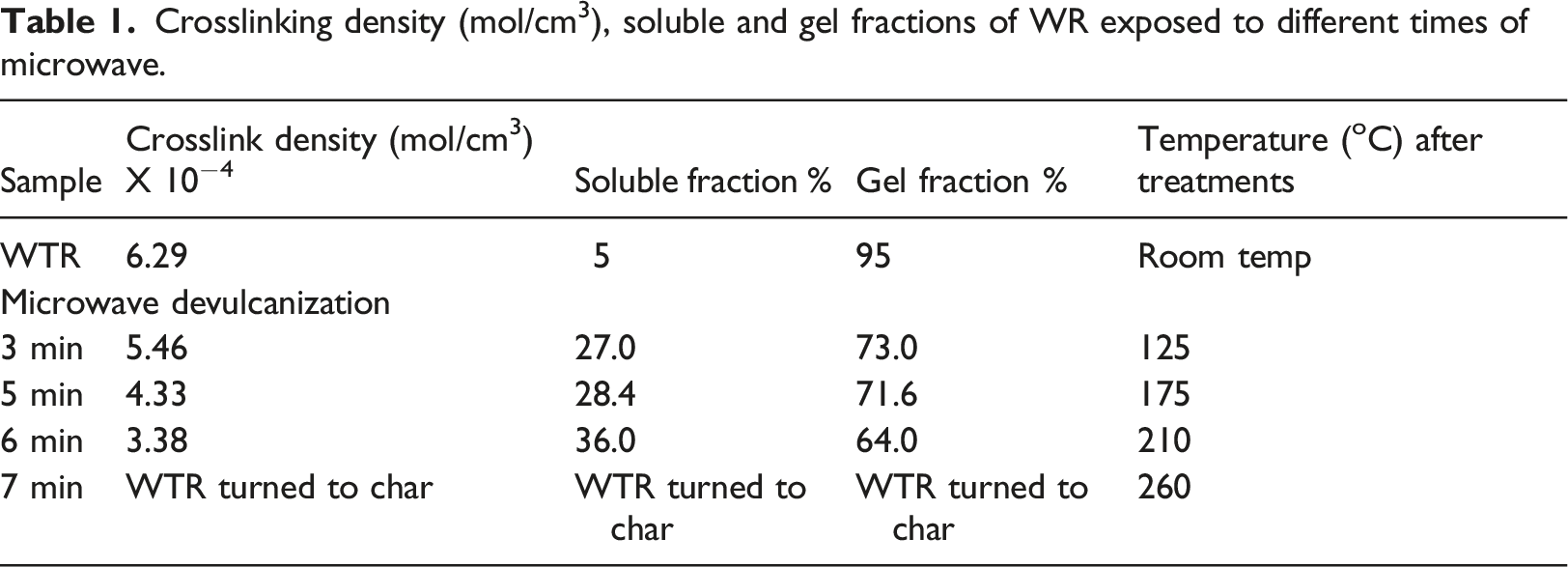
In vision of the counted consequences, the best devulcanization produce, sol fraction 36.0% and gel fraction 64.0%, which achieved at 6 min of microwave exposure and it has been designated to assist the DWR blend portion.
Preparation of rubber blends
In an open mill, SBR was mixed with 1 phr of 1.2-Dihydro-2.2.4 trimethyl quinolone as an antioxidant for 3 min, after that, 5 phr zinc oxide and 1 phr stearic acid were added for mixing time of approximately 5 min. SBR was partially replaced individually with WR and DWR at 20, 30 and 50 wt% until the blend homogeneity was attained. Afterwards mixing, the specimens were hot pressed at about 150°C below 10 MPa for 5 min into sheets of appropriate thickness and size for investigation.
Electron beam irradiation
The irradiation procedures of the all equipped testers are approved out at ambient temperature via electron beam accelerator (Energy 3 MeV, power 90 kW, Beam current 30 mA, conveyer haste 16 m/min (50HZ) and scan thickness adjustable up to 90 cm) at the National Center for Radiation Research and Technology (NCRRT)–Egyptian Atomic Energy Authority (EAEA), Cairo, Egypt. Specimens were subjected to Electron beam irradiation at ambient settings for 50 and 100 kGy. The electron beam was calibrated using thin alanine film dosimeters (Kodak BioMax Alanine Films) calibrated in the 60Co gamma cell Excel 220 (MDS Nordion, Canada), which was calibrated using an Alanine Pellet Dosimetry System of the National Physical Laboratory (NPL), UK (traceability to NPL). In addition, a polystyrene calorimeter was used for EB calibrations.
Thermal aging examination
Aging belongings were established agreeing to the ASTM D573-99 Standard Test Method for Rubber-Deterioration in an Air Oven. The tested samples were aged by means of hot air rotation in oven at temperature 70°C and 100°C for 48 h. The mechanical parameters including tensile strength and elongation at break of unirradiated and irradiated specimens were examined again after aging.
Oil resistance evaluation
All the samples were immersed separately in motor and brake oils for 4 weeks at room temperature. The subsequent process is approved to study the swelling performance: firstly, the samples were evaluated via a digital balance in the air (W1) and then soaked into the two oils, brake and motor separately. After achievement of swelling period, the specimens were separated and dressed carefully using a filter paper to eliminate the extra oil residual on the samples, then assessed again (W2). The swelling % was intended using the equation

The mechanical parameters including tensile strength and elongation at break of unirradiated and irradiated samples were tested again after brake oil immersion for 2 weeks.
Infrared spectroscopy analysis (FTIR)
The functional groups investigation was concluded via the attenuated total reflectance-Fourier transform infrared (ATR-FTIR) Vertex 70 FTIR spectrometer, Bruker Optik GmbH, Ettlingen, Germany at a resolution of 0.5 cm–1 in the range of 4000–400 cm−1.
Mechanical measurements
Stress–strain extents were distinguished via dumbbell-shaped test bits at a crosshead speed of speed of 500 mm/min at 25 ± 2°C using a tensile analysis machine Qchida automated testing machine, Dongguan Haida Equipment Co., Ltd. China. The ISO 527–2 norms and ASTM D 412a-98 were shadowed. The typical value of the mechanical factors: tensile strength (MPa), elongation at break (E %) and tensile modulus at 100% elongation (M100) was considered through at minimum three samples. Hardness of samples was carried out by using a durometer type A, Model 306 L Pacific Transducer Corp. The units of hardness are stated in Shore A.
Abrasion measurements
Abrasion resistance examinations were completed by using an abrasion tester kind AP.40 (Maschinebau GmbH Rauenstein Thuringen, Germany). The loss in the mass percent was considered according to ASTM D 3389-75 (1982), by using the next equation: Mass loss (mg) per revolution = [(Wi‒Wf)/n] x 1000, Where Wi is the original mass of sample (g), Wf the final mass of sample (g), and n is the number of revolutions, 84 revolutions.
Thermogravemetric analysis (TGA)
Thermogravimetric analysis (TGA) was implemented through a Shimadzu TGA-50 frame-work (Kyoto, Japan) and warmed inside the temperature range 20–600°C at a pace of 10°C/min, under a measured dry nitrogen flow of 20 mL/min. The mass of the samples was between 1:4 mg.
Scanning electron microscopy (SEM)
The cross-section morphology of the samples was examined utilizing SEM of ZEISS EVO 15 SEM, UK after sputter-coated with gold for 3 min.
Results and discussion
Evaluation of the devulcanization percent
Crosslinking density (mol/cm3), soluble and gel fractions of WR exposed to different times of microwave.
Further growing the elasticity of the devulcanized rubber, it besides speeds up rubber oxidation and inhibits sol from developing by performing as a radical acceptor.
33
The adding of oil too swells the rubber and increases spacing among the rubber chains as represented in Scheme 1. This in sequence creates the cross-links more available to the devulcanizing chemical agents and increases the devulcanization effectiveness. After that as shown in Scheme 1, applying microwave irradiation to WR contain TMTD caused polymer cross-link bond cleavage instantaneously with breaking of TMTD to form thiocarbamate radicals, which might conglomerate with a broken polymer radical and therefore the molecular weight declines.
34
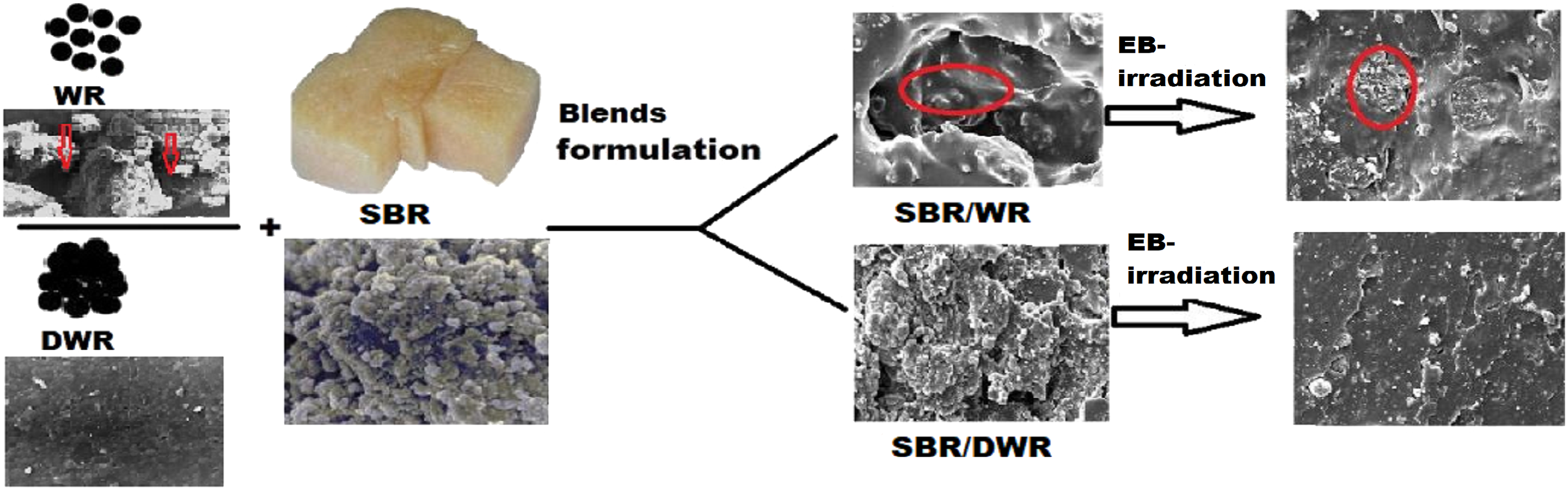
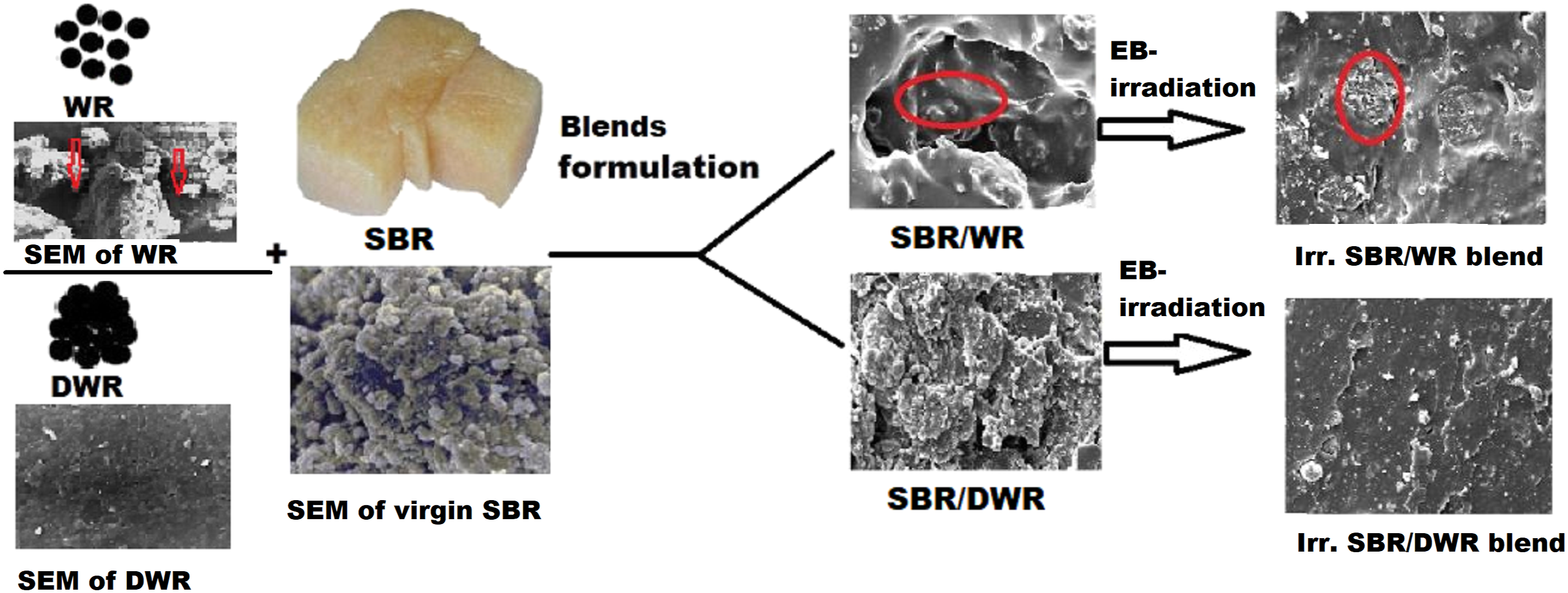
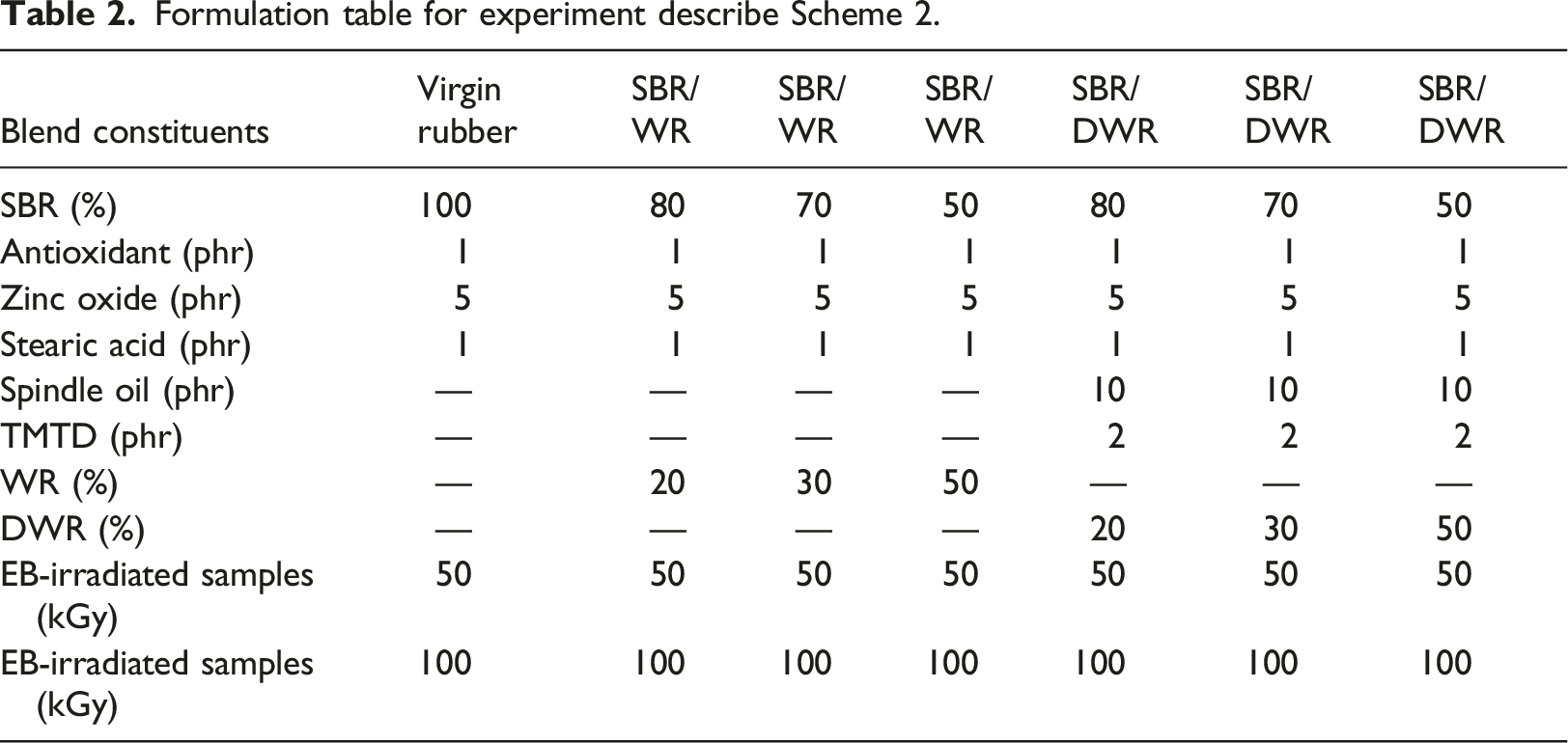
Subsequently, both obtained devulcanized WR (DWR) and WR were blended separately with SBR for comparison. The schematic diagram of blending procedures was displayed in Scheme 2 and formulated in Table 2. Suggested mechanism of WR devulcanized by TMTD and microwave treatment. Schematic diagram of SBR/WR and SBR/DWR blends formation. Formulation table for experiment describe Scheme 2.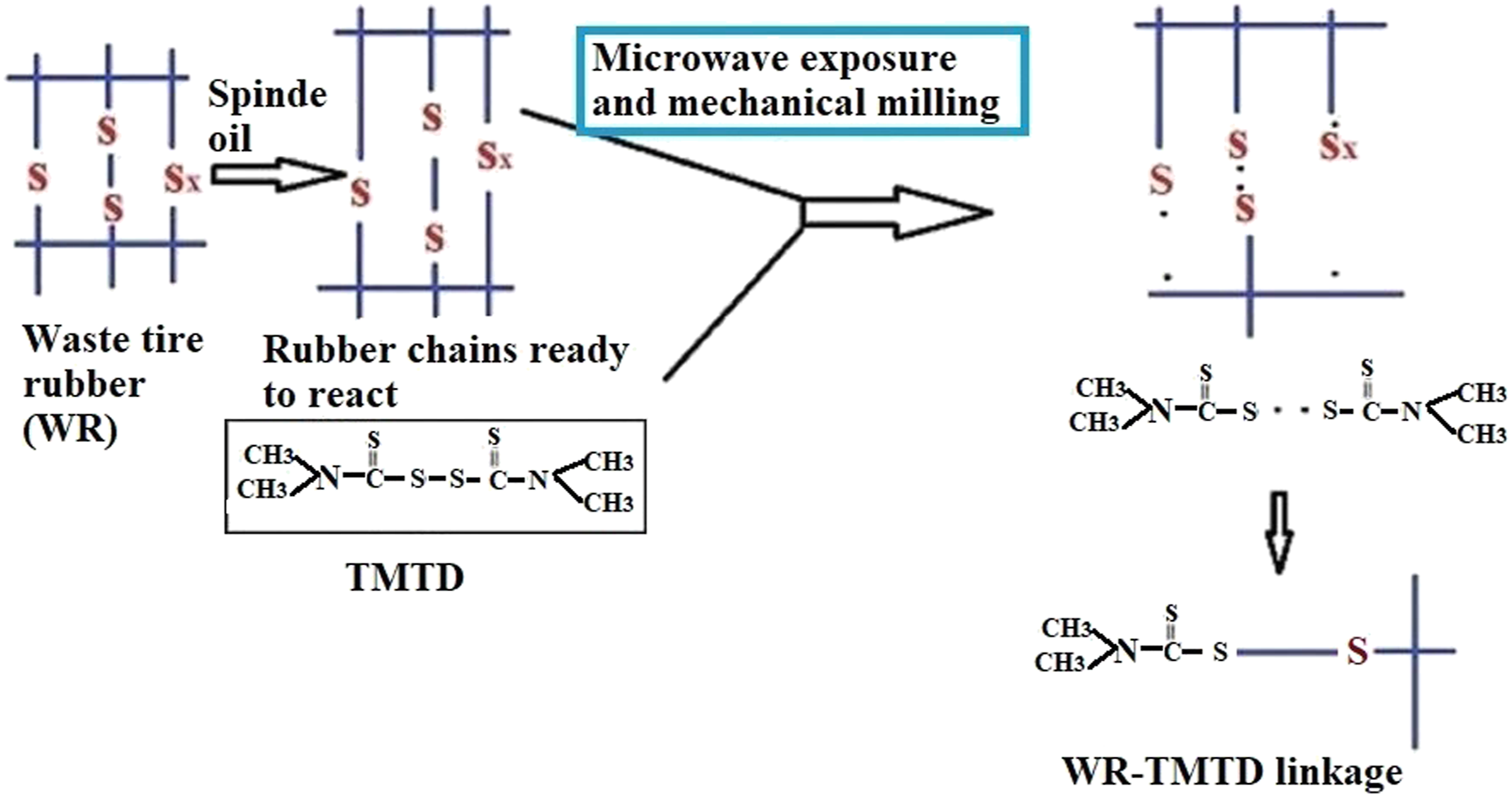
FTIR investigation
Figure 1 demonstrates FTIR spectra of SBR and its blends with waste tire rubber (WR) and microwave devulcanized rubber (DWR). The spectrum investigation of SBR displays different absorption bands were designated by black arrows: 1.4 cis–butadiene (754 cm−1), 1.4 trans–butadiene (965 cm−1), 1.2–butadiene unit (909 cm−1), distinct aliphatic CH stretching (2849 and 2919 cm−1), whereas, aromatic CH and also distinctive =C–H stretch (3030 cm−1), C–C aromatic ring (980 cm−1), such absorptions are characteristic of the SBR.
35
Fourier transform infrared of styrene butadiene rubber (SBR) and its blends with WR and devulcanized waste rubber (DWR), 50/50 wt% Irr: irradiated sample.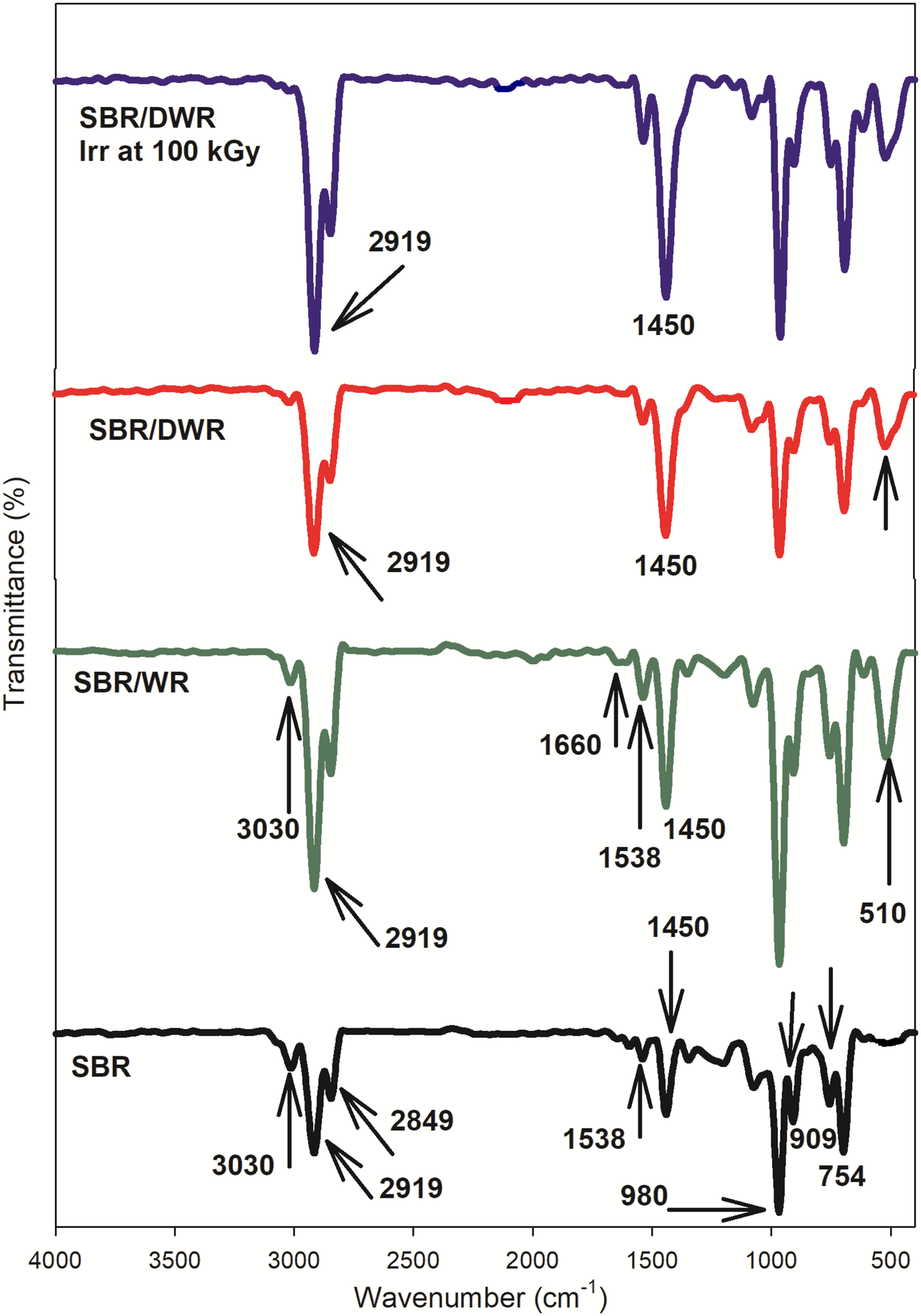
The absorbance at 1538 cm−1 associated to the occurrence of zinc stearate which is a product of the reaction of zinc oxide with stearic acid that occur through the developing process of the SBR compounds. 36 After blending of SBR with WR aggregates, the intensity of this band was increased as a result of zinc stearate particles presented in the WR powder. On the other hand, this band and that presented at 1660 cm−1 in SBR/WR were diminished after formation of SBR/DWR blend, in which the crosslinking density was declined due to microwave devulcanization of rubber chains. Similar study was discussed the correlation between crosslink density and intensity of absorbance at 1538 cm−1 and 1660 cm−1 for NR/GTR composites. 37 This assisted that microwave devulcanization caused partial degradation of WR chains. Furthermore, FTIR absorbance 510–525 cm−1 in SBR/WR blend credited to the vulcanizing S–S bond, has been clearly diminished in SBR/DWR after the microwave devulcanization procedure as an importance of the bond cleavage. 24 Likewise, the small absorbance at 3030 cm−1 that distinct to =C–H stretch was disappeared or, at least, undergo a strong reduction in SBR/DWR and its corresponding EB-irradiated species due to π-bond cleavage as an import of devulcanization process and growth of the network C–C sigma-bond skeleton. Whereas, the peak of C–H stretching vibration at 2849 and 2919 cm−1 does not show differences between the SBR/WR and SBR/DWR, significance that the hydrocarbon backbone is not degraded, whatever the microwave power practical. Only changes in these bands were its intensities that increase by adding WR into SBR and also irradiated SBR/DWR owing to development of the crosslinking linkages. Furthermore, it is simply realized that the intensity of C–H bending at 1450 cm−1 was improved after EB-irradiation.
Mechanical properties of SBR/WR and DWR blends
Tensile strength (MPa)
The tensile strength (TS) of SBR replaced by the various ratios of waste rubber (WR) or devulcanized waste rubber (DWR) is displayed in Figure 2. The obvious decrease in TS with adding WR, is owing to the weak interface among WR and SBR and the worse molecular weight of the WR itself. The use of great shear and temperature through the recovery procedure of WR lead to the breakdown of the molecular bonds into shorter pieces. Addition more of this low-molecular-weight portion caused a gradual decrease in the tensile strength. These results agreed with the value obtained by Colom et al.
37
who considered the effect of 50 phr of WR on natural rubber and also the data that observed by Hassan et al.
18
who intended the influence of WR blending with NBR. Tensile strength (MPa) of SBR and its blends with (A) DWR and (B) WR content at various electron beam irradiation doses.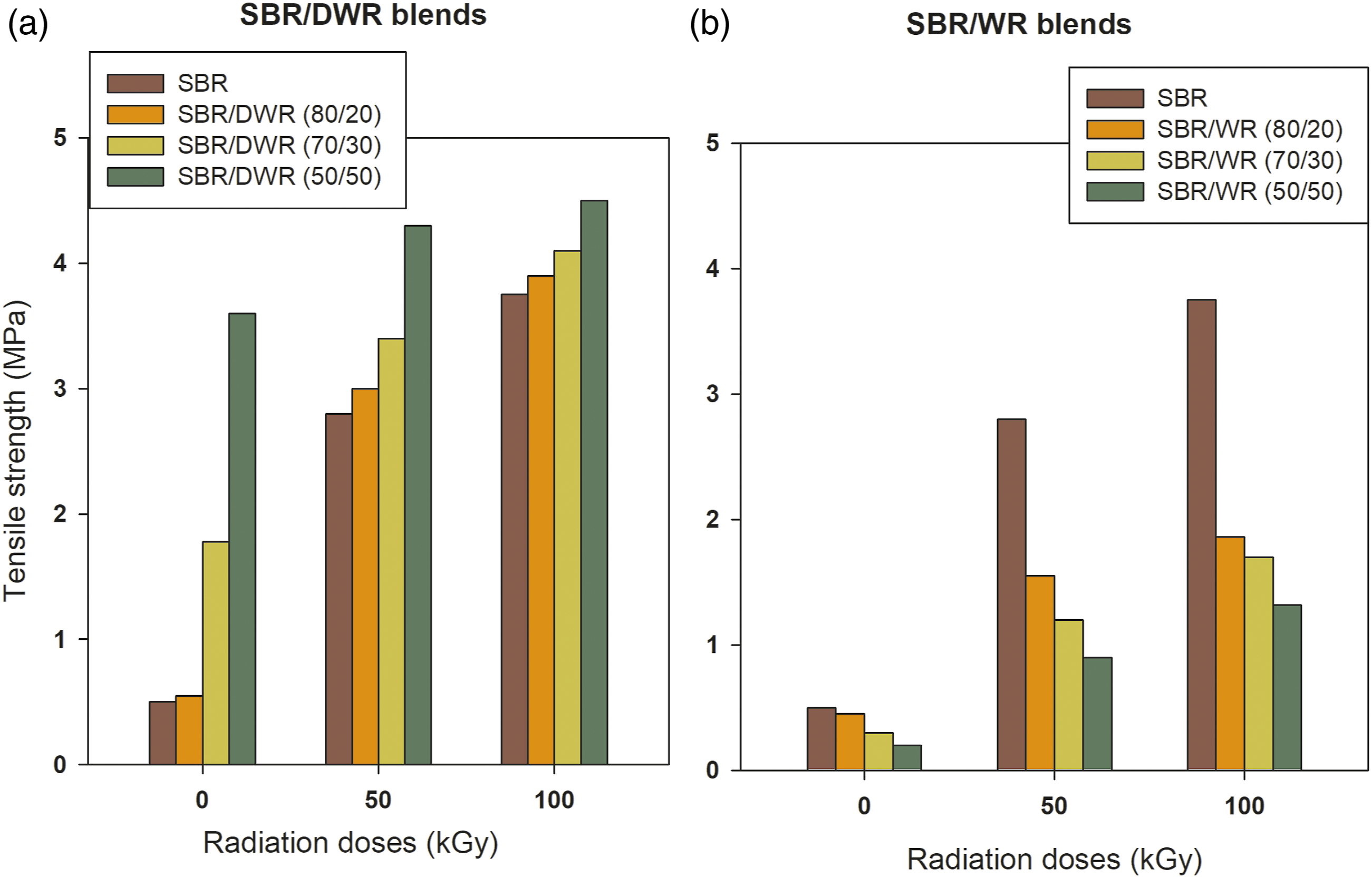
Contrary with SBR/WR behavior, the blending of SBR with microwave DWR leads to an enhancement in tensile assets. The ultimate standards of tensile strength stayed attained by 50% DWR. This advanced in the TS is owing to the modification of waste rubber by microwave, where this technique increase the adhesion between SBR and DWR. This may reveal the role of microwave exposure that may look like the effect of coupling agent on the facial interaction within the matrix components.
38
Also, the microwave treatment enhanced the interfacial adhesion between DWR and virgin SBR matrix.
39
The suggested mechanism between SBR and the fabricated DWR signified in the Scheme 3. Microwave treatment enhances the roughness and specific surface of DWR, also breaks some C-S and S-S crosslinking links which increased the compatibility between SBR and DWR. Moreover, the occurrence of carbon black in the reclaimed rubber lead to increase the TS. Furthermore, the presence of devulcanizing agent, TMTD, and spindle oil acting as plasticizers enhanced the adhesion and compatibility of the blends. Suggested mechanishm of SBR-DWR linkage by mechanical milling and electron beam irradiation.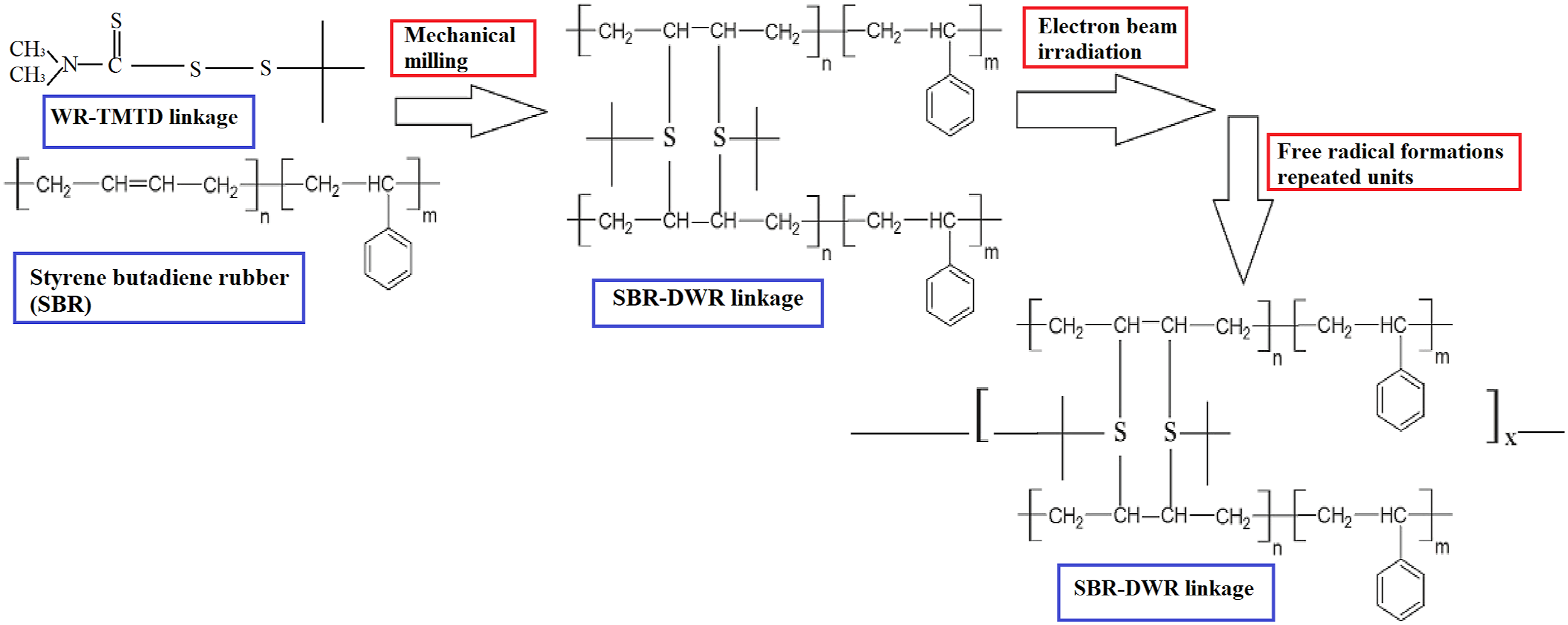
Hence, the devulcanizing agent, spindle oil, swells the waste rubber (WR) and increases the spacing among the rubber chains as represented in Scheme 1. After that as shown in Scheme 1, applying microwave irradiation to WR contain TMTD caused polymer cross-link bond cleavage instantaneously with breaking of TMTD to form thiocarbamate radicals, which might conglomerate with a broken polymer radical and therefore the molecular weight declines. 34 Therefore, the fabricated devulcanized waste rubber (DWR) blended with SBR according to the suggested mechanism shown in Scheme 3. The impact of EB irradiation upon TS of both SBR/WR and SBR/DWR blends displayed the same behavior as clear from figure 1. TS of the prepared specimens improved with radiation dose up to 100 kGy, EB irradiation generate active spots that can donate to better SBR and DWR attachment. Advanced bonds may procedure by crosslinking, which is accountable for the development in the mechanical strength of the composites up to definite level. Obviously, in this study tensile strength of SBR/DWR, 50/50 at 50 kGy recorded 4.3 MPa whereas El-nemr et al. 26 recorded 0.7 MPa by microwave treatments and TMTD mechano-chemically treated 2.8 MPa at the same dose. Thus, in this work, the simultaneous effect of spindle oil and TMTD before microwave exposure gave significantly improvement of devulcanization yield.
Elongation at break (E %)
Variant in elongation % of SBR and its blends with WR or DWR at different percent and different radiation doses is shown in Figure 3. It is obvious that, elongation at break (%) of SBR decreases via all percentages of WR loading, where Eb (%) value reduces from 1500% to 1100% of SBR/50 WR. This reduction in Eb (%) values due to low molecular bulk and the existence of filler in the WR which obstruct molecular movements producing the sample to fail at minor elongation.
18
Whereas, Eb (%) of SBR don’t clearly affected when blending with DWR indicated that virgin rubber elongation don’t sacrificed when replaced by DWR. Elongation % values of blended rubber of SBR and WR or DWR increased up to 50 kGy and then reduced at 100 kGy as displayed in Figure 3. This result could be related with the steady development of radiation-induced crosslinking which allows the rubber gum to undergo strain-induced crystallization.
25
Whereas, at 100 kGy, affected the matrix to convert stiffer with little energy intemperance making the macromolecules restraints incapable to stretch upon distortion. Also, by comparing elongation data in this work and that obtained previously of SBR/DWR, 50/50 at 50 kGy, here recorded 1370% that near to El-nemr et al.
26
by microwave only, nevertheless using TMTD mechanochemical treated provided 950%. Elongation at break (%) of SBR and its blends with (A) DWR and (B) WR content at various electron beam irradiation doses.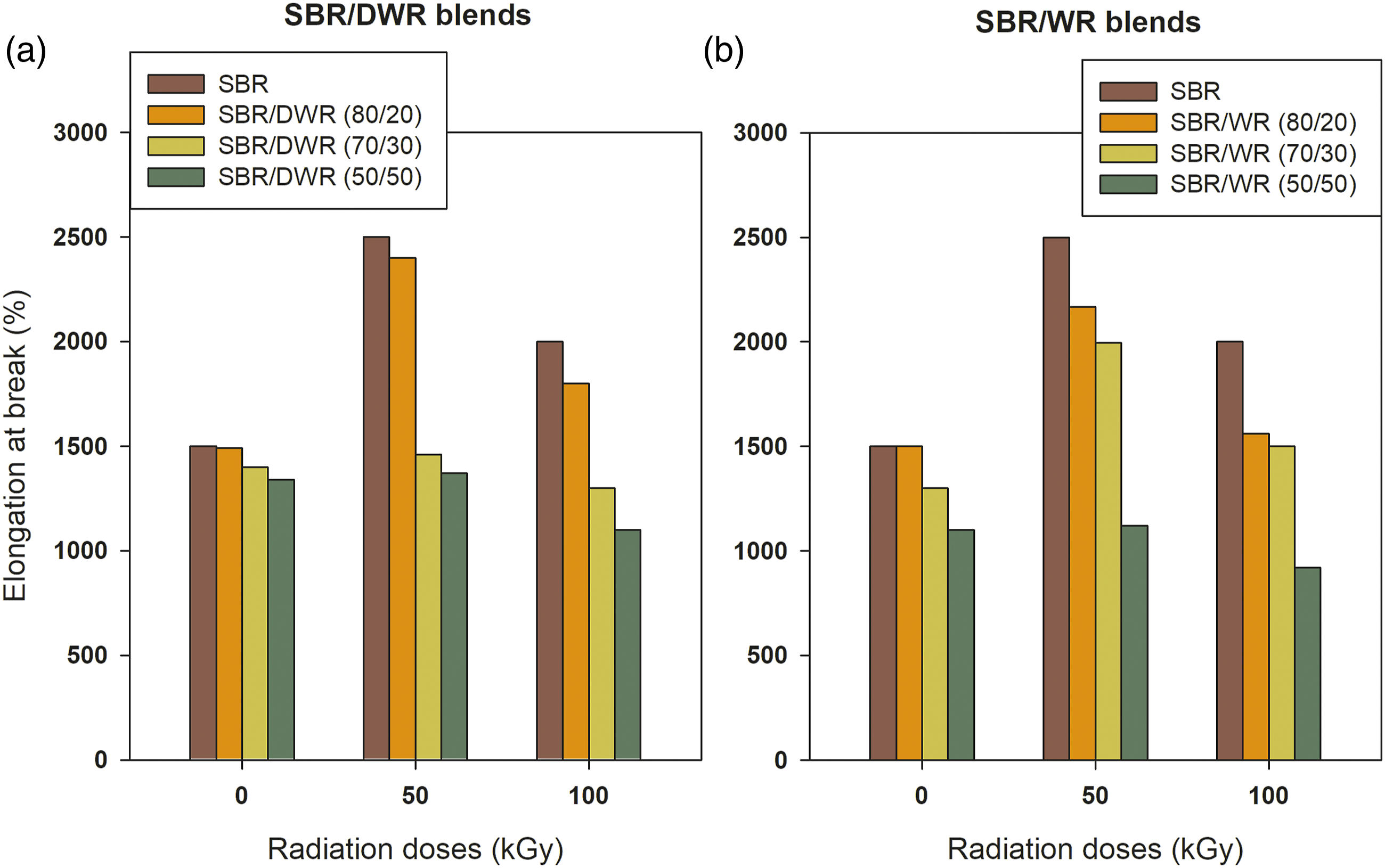
Tensile modulus at 100% elongation (M100)
Figure 4 show the modulus at 100% elongation of SBR replaced with various contents of DWR or WR and irradiated at 50 and 100 kGy. Results exhibited that modulus of SBR slightly improved with DWR or WR but blend contained DWR gave higher M100 values. This may be due to DWR participated in the cross-linking reaction because the devulcanization treatment broke some bonds and produced new active sites which in turn participated in the forming new chemical bonding between SBR and DWR moieties. On the other hand, the rigidity of WR particles originated from carbon black content (CB) was responsible for the slight enhancement of SBR/WR tensile modulus. Furthermore, tensile modulus systematically increased with EB radiation dose up to 100 kGy for all blends that can be explained by the increase in the cross-link density of chains, which affects mobility to decrease, and more load is required for strain. Tensile modulus (MPa) at 100% clongation (M100) of SBR and its blends with (A) DWR an (B) WR contents at various electron beam irradiation doses.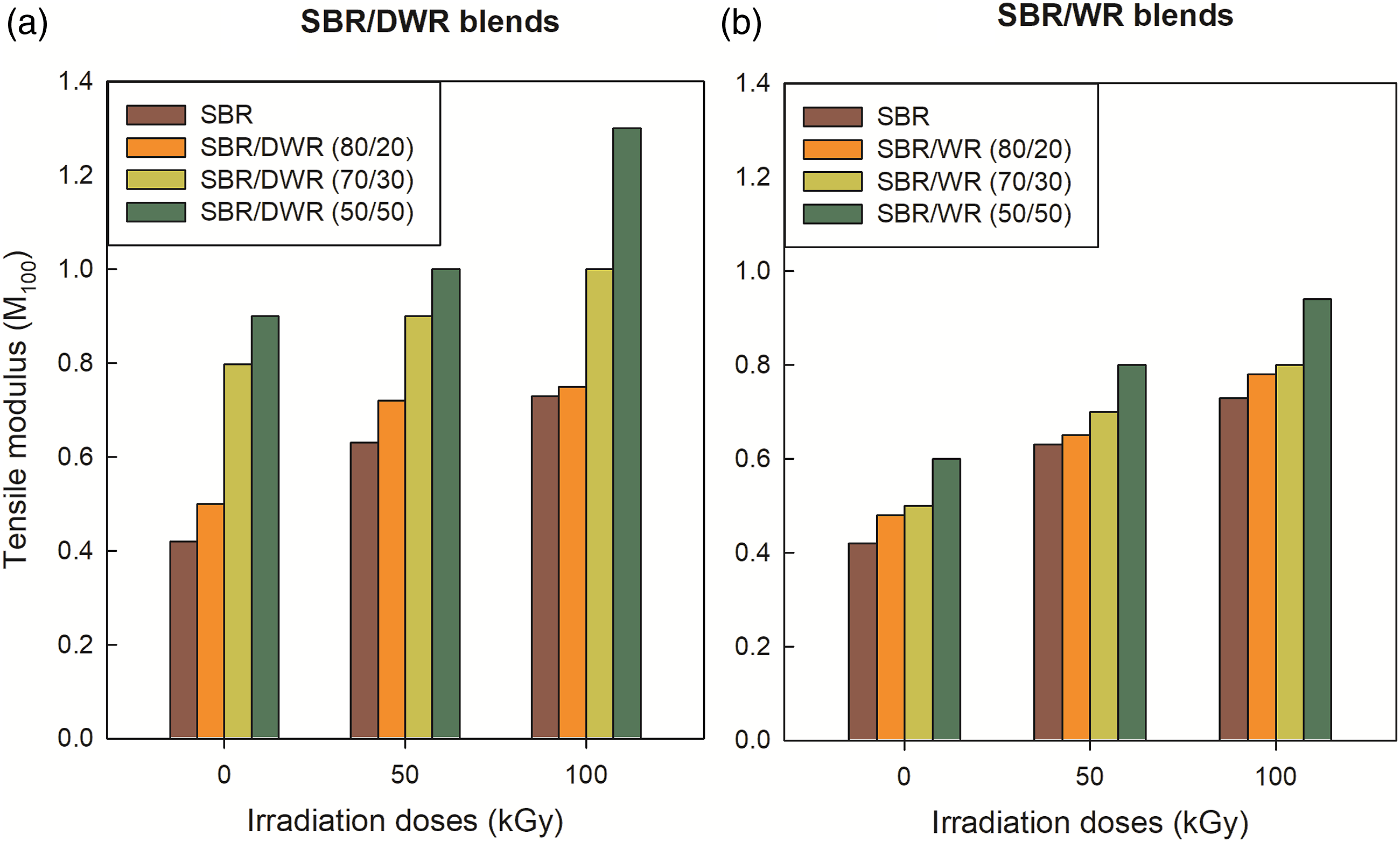
Hardness (Shore A)
Figure 5 shows the hardness variance of the virgin SBR rubber loaded with WR or DWR as a function of EB-radiation doses. It can be seen that the hardness values effectively increased with increasing degree of loading with WR or DWR. Also its values increased with irradiation doses. Hardness enhancement with the absorbed dose indicated a resistance improvement to penetration of the durometer tip. The systematic increase in hardness at all doses by raising the WR or DWR contents may express the role of radiation-induced crosslinking in the vulcanization material associated with the simultaneous increase in carbon black existing in the waste and vulcanized rubber. Therefore, the addition of more WR to virgin rubber as SBR in this study, produced an increment in hardness (%). This proved that the rigidity is higher in SBR/WR blends gotten by content of carbon black (CB) presented in waste rubber tire (WR). Last observation had been evidenced earlier by Salleh et al.
40
and Ismail et al.
41
who elucidated that the incorporation of WR into virgin rubber increased the hardness of polymer matrix. Furthermore, blending of DWR with SBR enhanced the hardness (%) and this manners proved previously by Elnaggar et al.
3
Comparatively blends contain DWR have lower hardness due to microwave treatment lead to some chain scission and creates new active sites for further reaction with SBR. Also spindle oil act as plasticizer which led to lower values of hardness (Shore A) than WR blends. Hardness (Shore A) of SBR and its blends with (A) DWR and (B) WR contents at various eletron beam irradiation doses.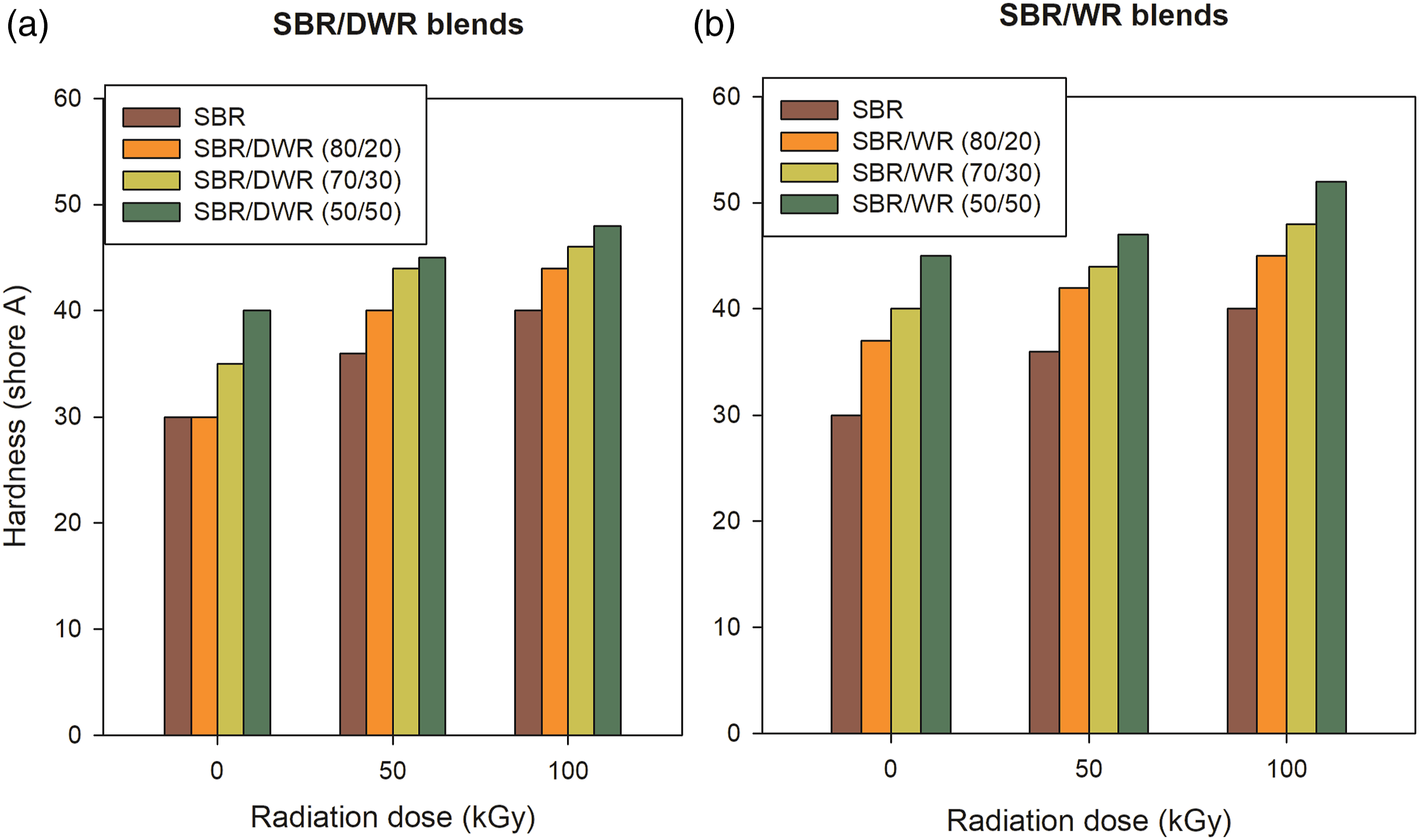
Abrasion resistance
The abrasion resistance is one of an important measurement that indicates the ability of blends to withstand the wear and tear resulting from friction caused by mechanical parts and repeated abrasion or friction. The abrasion resistance of SBR and SBR blended with 30%, 50% of WR and also 30%, 50% of DWR illustrated in the figure 6. Abrasion resistance of SBR obviously enhanced with adding DWR that due to presence of free carbon black which act as reinforcing filler, besides the microwave exposure of WR in the presence of spindle oil increased the homogeneity and interfacial compatibility between blend components. On the other hand, abrasion resistance of SBR was enhanced with addition of 30% WR due to free carbon black that acquired stiffness of the matrix. Whereas, the blending of 50% WR with virgin SBR revealed large abrasion loss due to the bulky amount of WR in the blend matrix caused inconsistency between SBR and WR crumbs and the weak interface between them has been arisen. EB-irradiation led to improvement of the abrasion resistance of native SBR and SBR/DWR blend because the applied radiation dose, 50 and 100 kGy, established the higher cross-link density as previously discussed. Abrasion loss (wt%) of unirradiated and irradiated SBR, SBR/WR and SBR/DWR blends.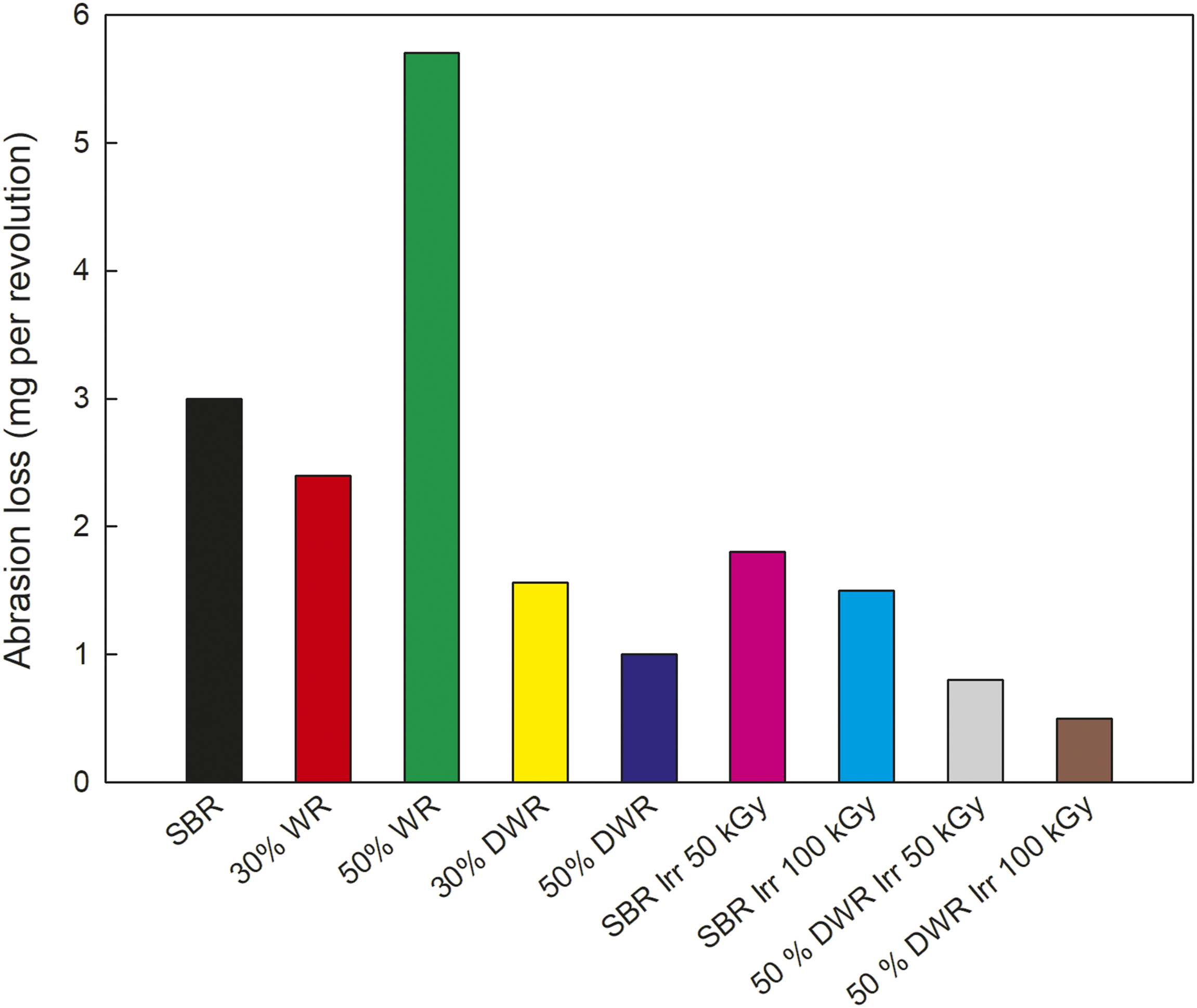
Thermal stability
The thermograms of SBR and its combinations with DWR and WR may possibly be studied at five regions of Tml10, Tml25, Tml50, Tml75 and charred residue at 600oC, where Tml is the temperature at mass loss 10, 25, 50 and 75 wt% respectively of the original mass. Also corresponding derivative curves (DTG) of all TGA thermograms have been considered. All results, whether for irradiated or unirradiated samples, are displayed in Figure 7 and Figure 8 and Table 3. It is evident from figure 7 and Table 3, the thermal stability at Tml10 and Tml25 decreases when DWR and WR are blended with SBR. This behavior is matching to what happened in the work
25
which stated that the first bulk loss under N2 stream relates to 9% of the whole form of the tire section as a consequence of the volatilization of dispensation oil or any additional low boiling-point constituents. Moreover, the presence of natural rubber (NR), diene rubber, in WR and DWR is highly subject to degradation.
42
Furthermore, the thermal decline in the first stage of decomposition (Tml10) of 50 SBR/50 DWR blend may be fulfilled to the bulky percent of DWR (50%) that contain various chemical ingredients ready to decompose. Moreover, the decomposition volume of the weak S—S and S—H bonds caused by microwave devulcanizaion is large than 30% DWR. Therefore, the mass loss is generally due to the vaporization or decomposition of processing oils or further inorganic additives found in the rubber matrix. In contrast, Tml75 of 50 SBR/50 DWRm as shown in Table 3, had recorded the highest thermal stability 509oC, as a result of the satisfied compatibility of the elastomeric compounds. Thermogravimetric analysis (TGA) and DTG parameters of SBR, SBR/DWR and SBR/WR blends. Thermogravimetric analysis and DTG parameters of irradiated SBR/DWR, 50/50 wt%. Thermogravimetric analysis parameters of SBR and its blends with WR and DWR at various electron beam irradiation doses.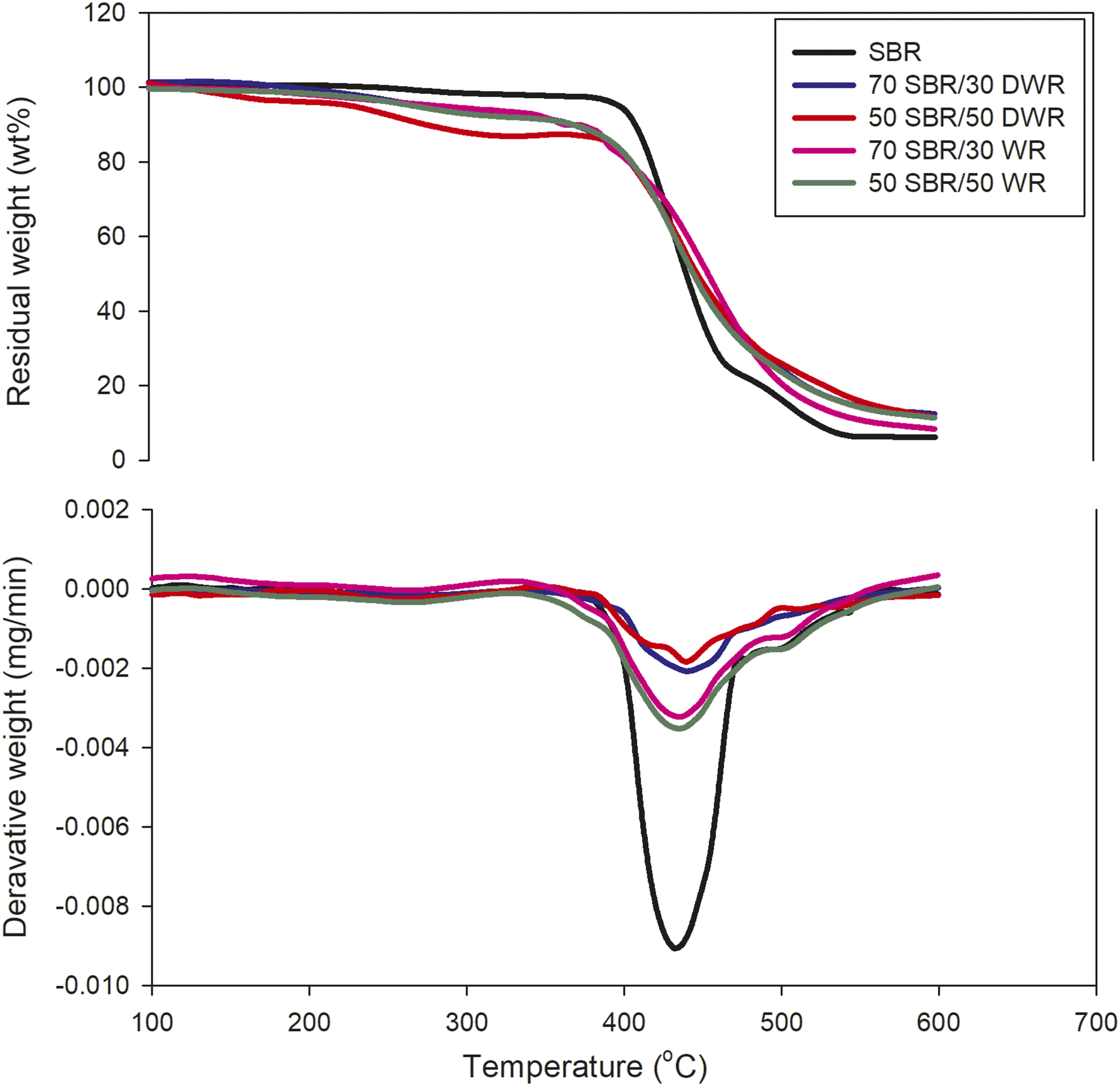

At Tml50 and Tm75, the thermal stability of SBR as well as for the residual weight at 600oC increased when blended with DWR and WR. Thus the temperature which required to decompose 50 or 75% of the original blends weight was increased as a result of the stability of the matrix and the leaving of all the volatile compounds outside it. Obviously, the residue achieved for SBR at 600°C improved by its combination with DWR and WR dependent on the carbon black percentage in DWR.
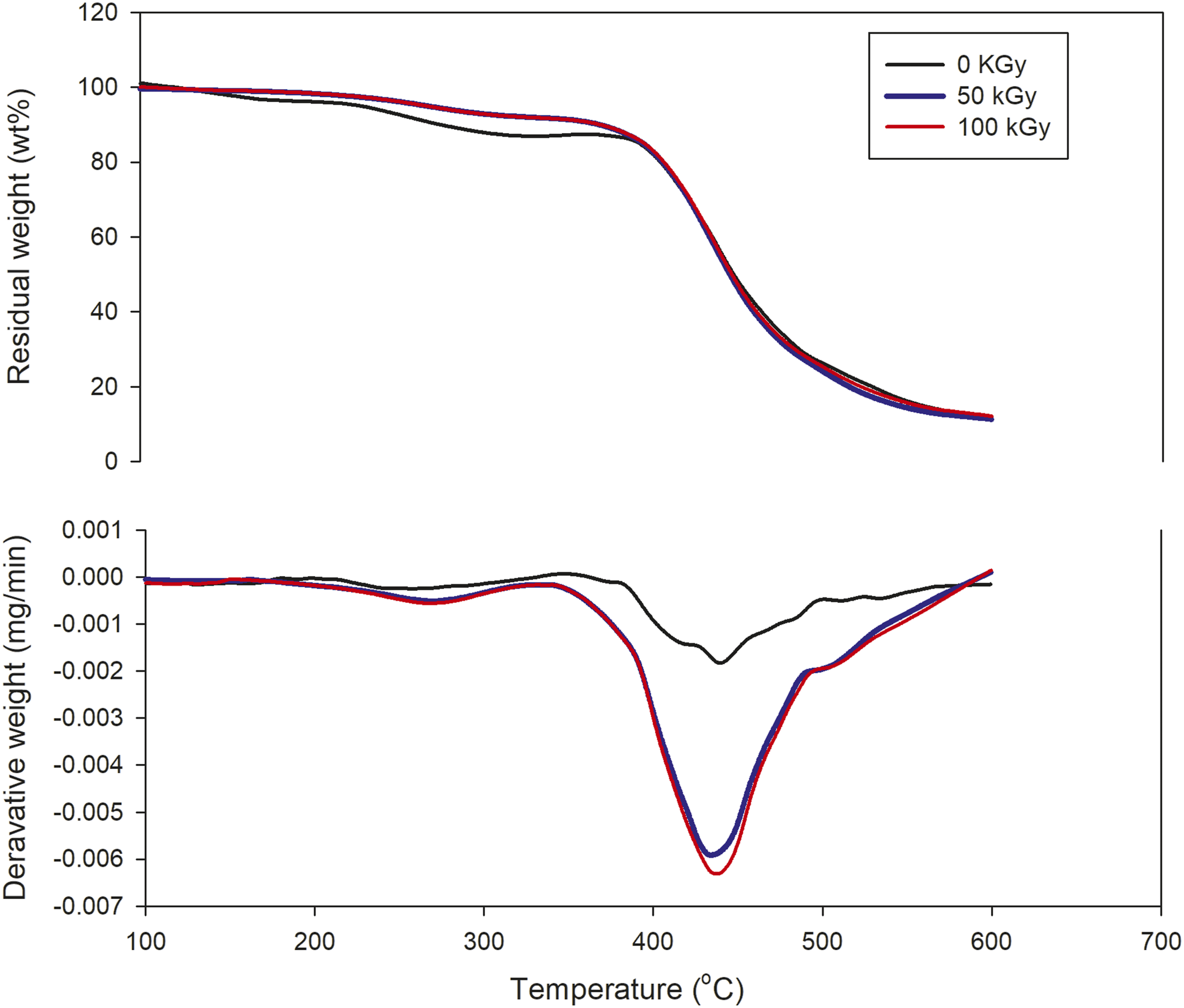
Figure 8 shows the irradiated TGA thermograms and the corresponding rates of thermal decomposition reaction (DTG), the selected blend 50 SBR/50 DWR that provided the best tensile strength values. Irradiated blend revealed contrasting behavior of unirradiated ones at earlier stages of the thermal decomposition, Tml10 and Tml25 especially for Tml10. In which, the thermal stability of the 50 SBR/50 DWR increases significantly upon exposure to electron beam from 274oC to 377oC at 50 and 100 kGy. Thus, the formation of the crosslinking density produced by radiation improved the thermal stability of the blend. Previous result was coincidence with mechanical data which evident the formation of crosslinking density by applied doses. Apparently, from Table 3, there is no significant changes in the thermal stability of irradiated samples at 50 and 100 kGy for Tm10, Tm25 and Tm50. Whereas, a minor increase in the thermal stability of irradiated sample at 100 kGy of Tm75 and the residual weight due to the slight development in crosslinking density at this elevated dose, 100 kGy. From the data signified in figure 7 and Table 3, Tmax of SBR arises at 430oC, this evidence was supported in the previous work. 27 It is obvious that, Tmax value of SBR was improved when the rubber was blended with 30 and 50 wt% of DWR reflecting the thermal stability of the developed matrix. Furthermore, SBR/DWR have Tmax value greater than that of SBR/WR blend which in turn revealed the superior homogeneity inside SBR/DWR matrix.
Morphological description
The morphological structure of WR and DWR as well as unirradiated and irradiated SBR/WR and SBR/DWR blends, 50/50 wt%, were represented in figure 9. The SEM micrographs of the fracture surface of WR and DWR samples, Figure 9A and B respectively), confirm the influence of the devulcanization development. The micrographs (A) demonstrate asymmetrical domain sizes and holes between particles labelled by red arrow (x) in the WR consistency that may be stated to multiple constituent’s crosslinking linkage. Whereas, clearly even and flat apparent can be appreciated in DWR pictures (B) underlining the devulcanizate arrangement. Furthermore, SBR/WR blend photograph that displayed in Figure 9C state large fleabags and non-adhesion due to weak linkage between SBR and WR texture marked by (xx). However, photo (9 D) of SBR/DWR blend was exhibited bond attachment and regular texture caused by devulcanization of WR. Alternatively, irradiated specimens of both SBR/WR (Figure 9E) and SBR/DWR blend (Figure 9F) displayed smoothness texture than its counterpart unirradiated ones due to crosslinking density caused by irradiation. Whereas, SBR blended with DWR matrix (F) was compacted and don’t include any holes, aggregates as in 9 E labelled by (xxx) of SBR/WR. SEM observations were agreed with the mechanical results that concluded before. SEM of A: WR, B: DWR, C: SBR/WR, D: SBR/DWR, E: Irr SBR/WR and F: Irr SBR/DWR Irr: Irradiated samples SBR/WR or DWR 50/50 wt%.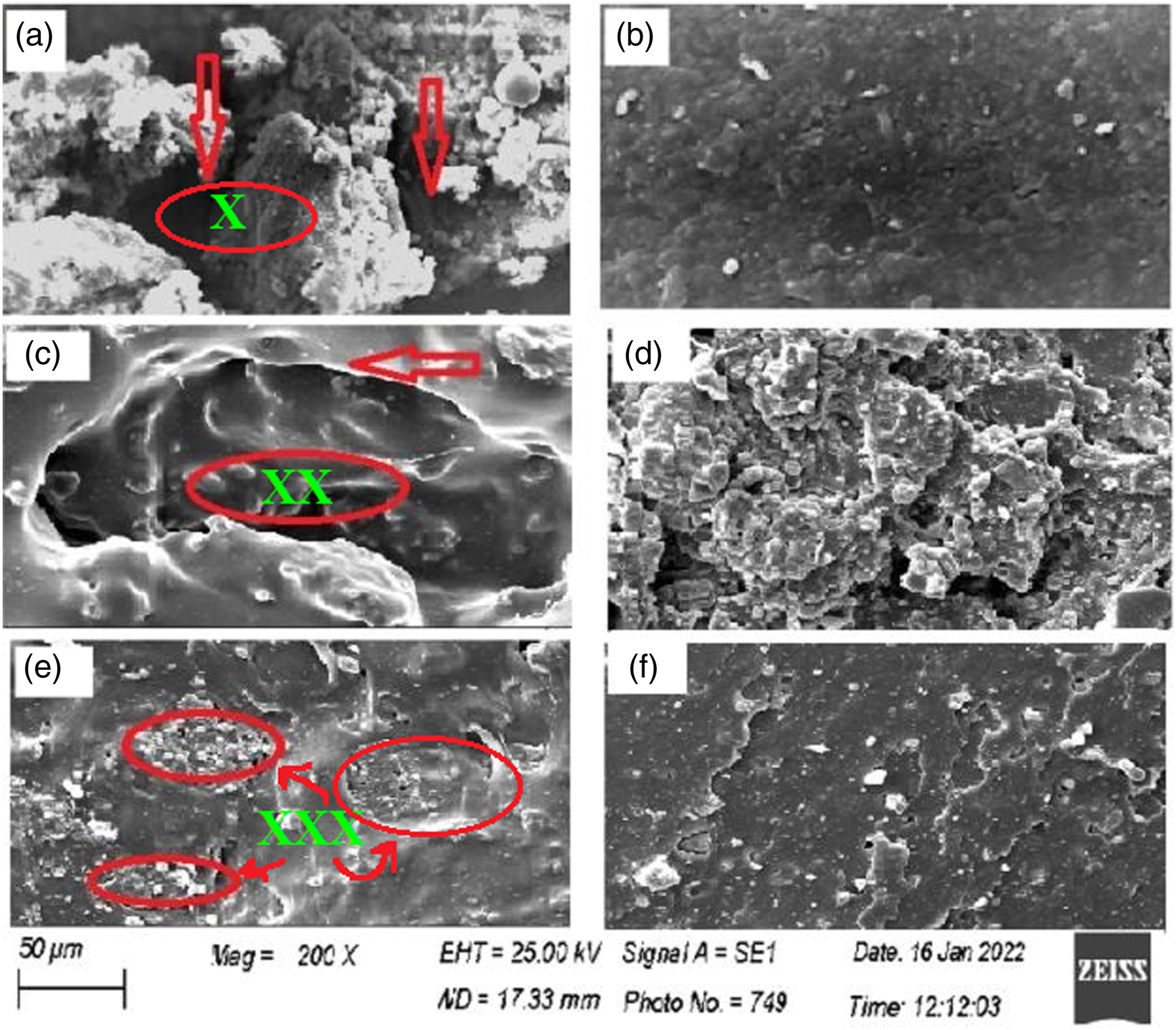
Oil resistance of prepared composites
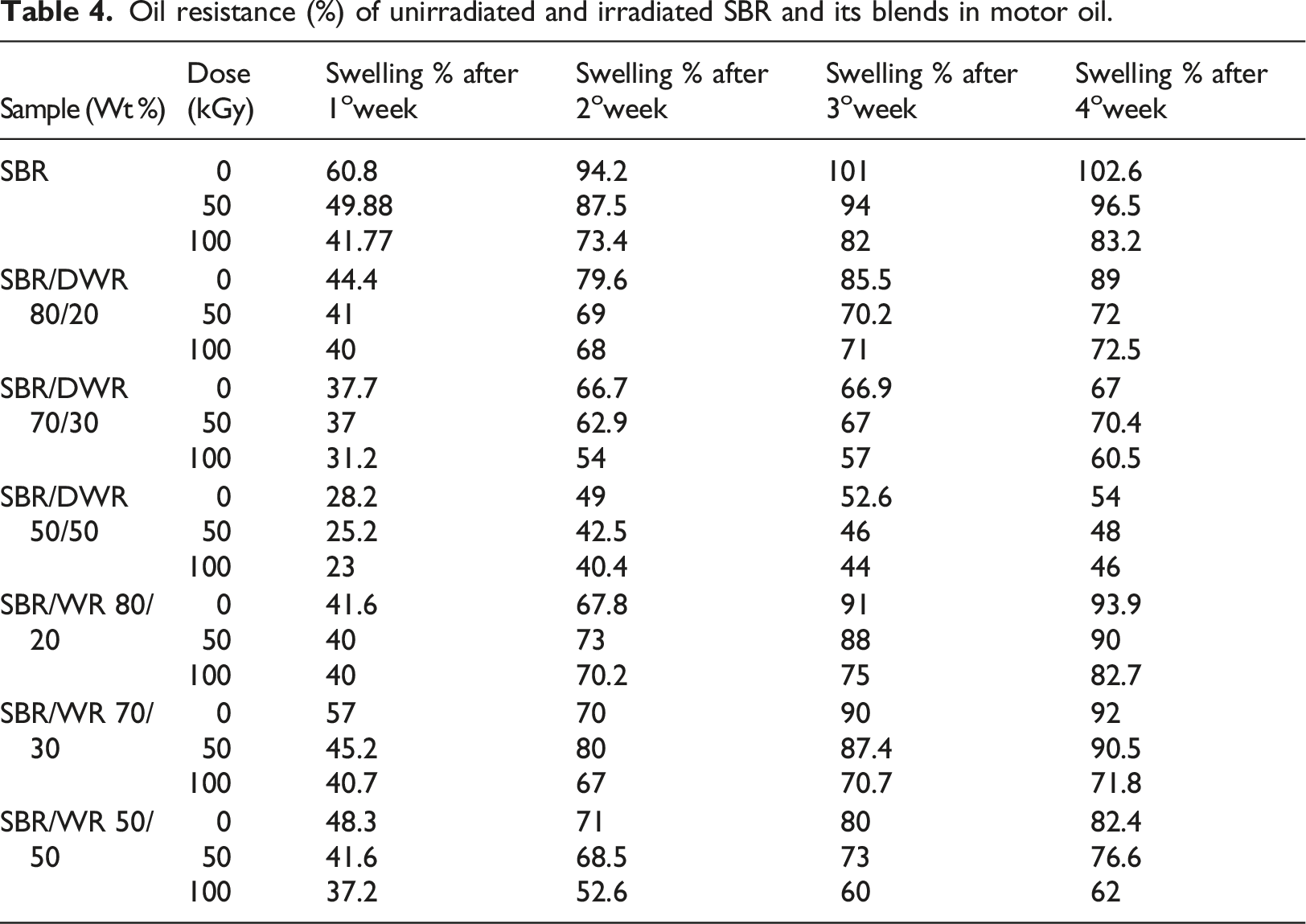
Oil resistance (%) of unirradiated and irradiated SBR and its blends in motor oil.
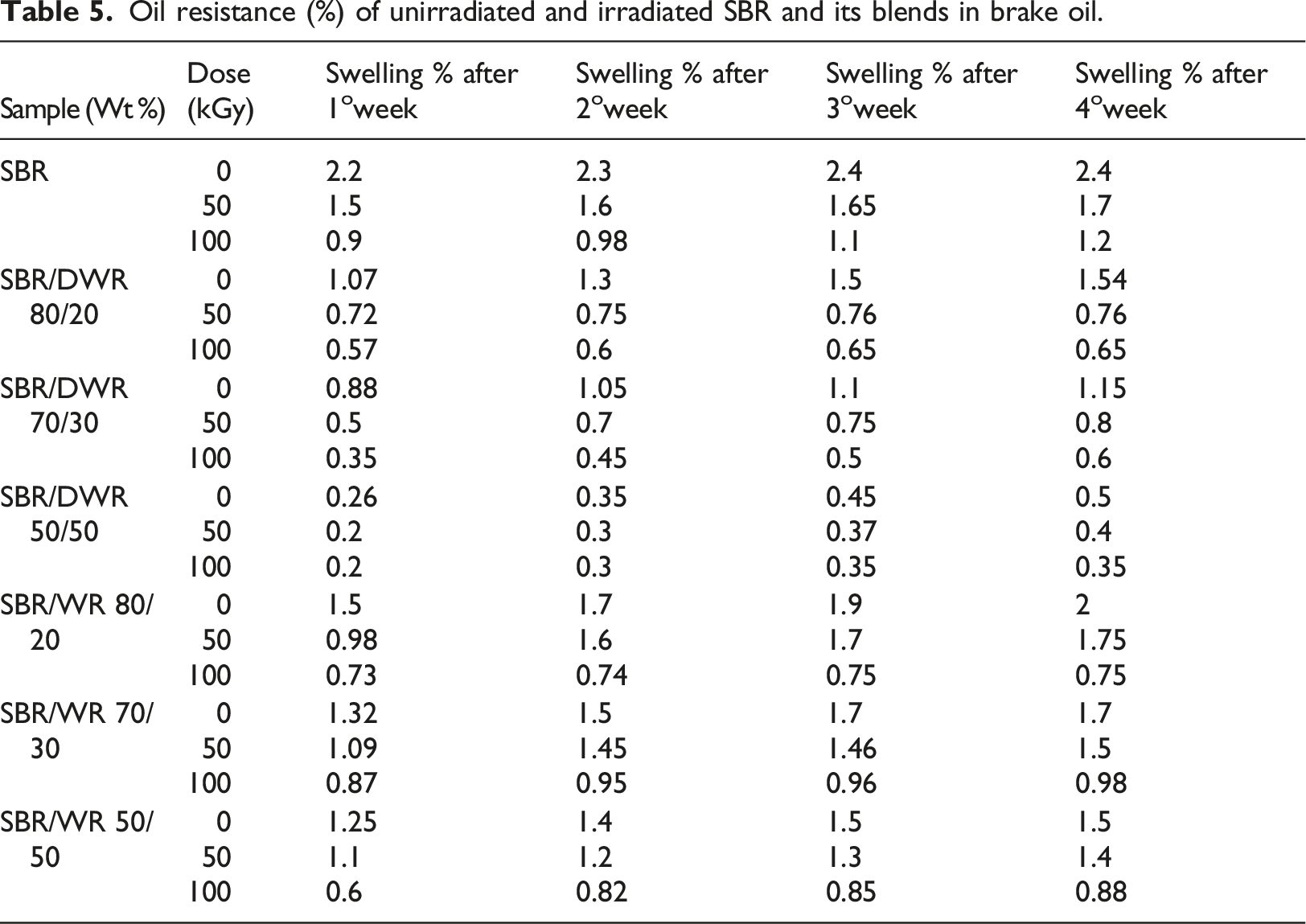
Oil resistance (%) of unirradiated and irradiated SBR and its blends in brake oil.
Mechanical parameters after thermal aging
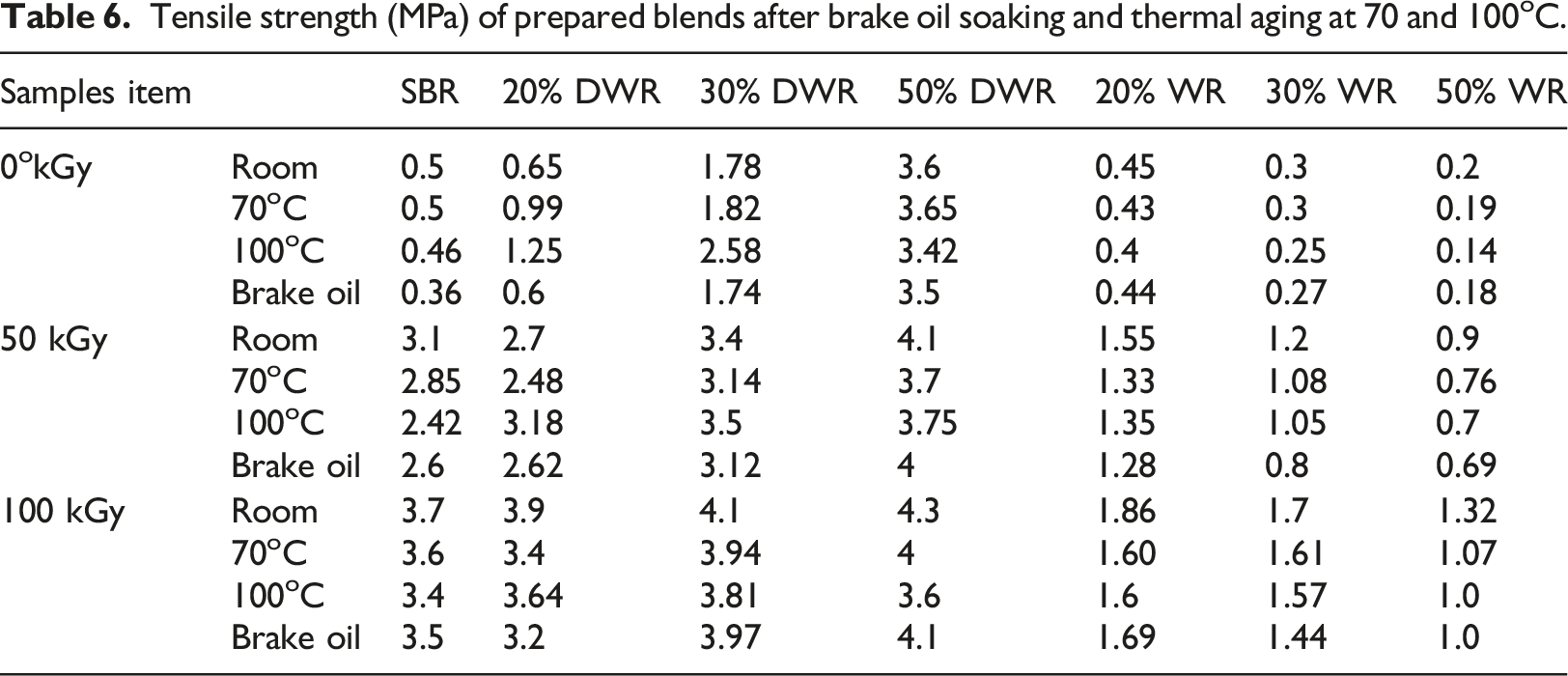
Tensile strength (MPa) of prepared blends after brake oil soaking and thermal aging at 70 and 100oC.
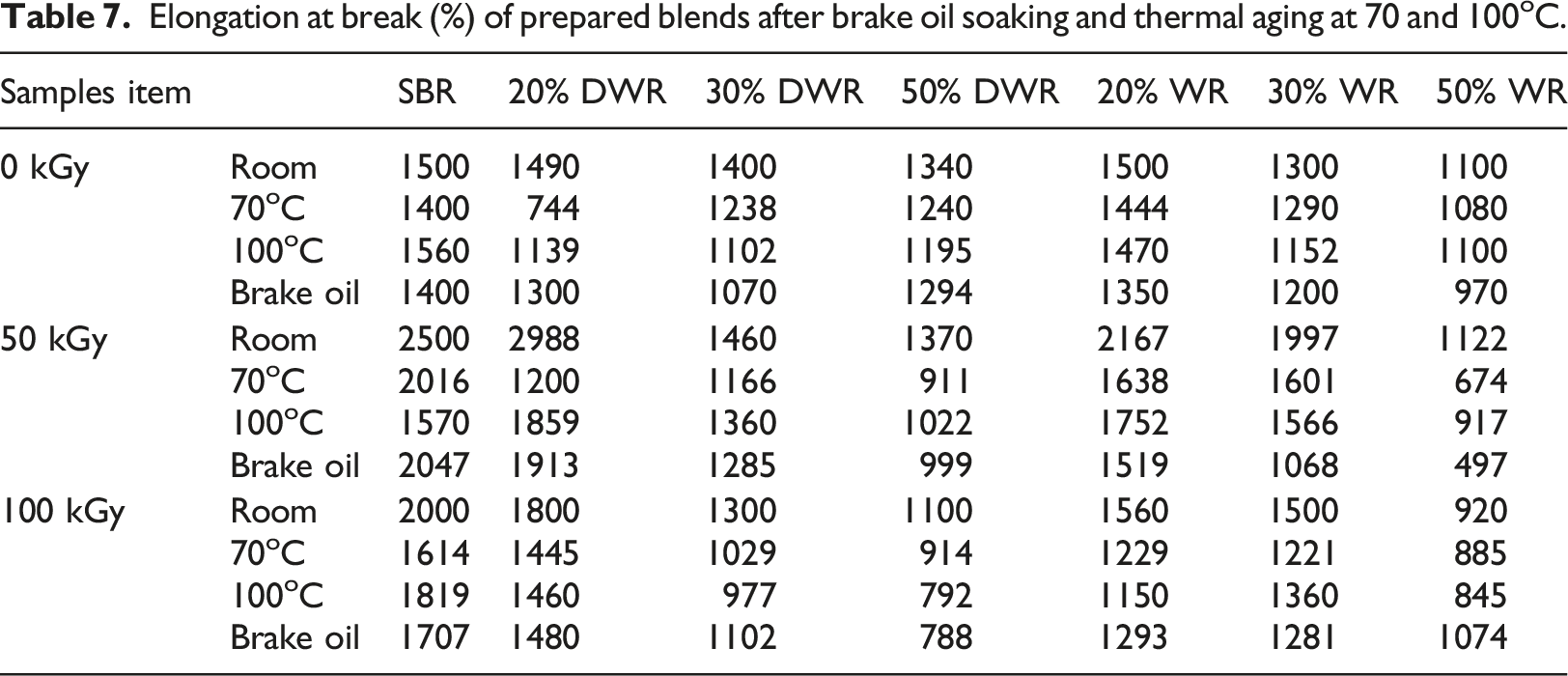
Elongation at break (%) of prepared blends after brake oil soaking and thermal aging at 70 and 100oC.
Mechanical parameters after swelling in brake oil
The mechanical performance of the samples after immersion in brake oil for 2 weeks was considered, because the absorption of the specimens in motor oil caused a significant deterioration and its rate was very high, which in turn proved its failure to resist motor oil absorption. The change in mechanical assets as tensile strength and elongation at break after immersion in brake oil was recorded in Table 6 and Table 7. A great reduction in tensile strength was detected for SBR about its blends due to existence of carbon black in WR and DWR that resist oil diffusion and resist the reduction in mechanical performance after immersion in oil. 44 Results also showed that the reduction in the tensile strength of SBR/DWR blends revealed significant improvements of oil resistance than its WR counterpart because the homogeneity was achieved by using microwave treatment. On the other hand, of the irradiated samples, the change in mechanical properties is not a significant decrease because the radiation induced crosslinking. The growth in cross-links of the polymer tends to hamper the amount of swelling and successful the mechanical properties by creating restriction arguments that bound the absorption of solvent into the elastomer medium. 45
Conclusions
Spindle oil and TMTD simultaneously were applied on WR particles before microwave exposure attained highest devulcanization percent when compared with previous works. Both obtained DWR and WR were blended with SBR to compare the best substitutes of each them with virgin SBR. Impact of EB irradiation at various doses on the properties of fabricated blends was considered. Thermal aging and automotive oils effect on the mechanical parameters of the SBR/DWR or WR blends have been studied.
Microwave devulcanization value at time 6 min gave the highest devulcanization percent. The decrease in TS of SBR with WR blending was obviously, whereas SBR/microwave DWR have a development in tensile properties. The ultimate value of TS were attained at 50% DWR replacement. TS of the equipped specimens improved with radiation dose up to 100 kGy, EB irradiation yield active places that can donate to enhanced SBR and DWR bonding. Elongation at break (%) of SBR decreases with all ratios of WR loading. Whereas, Eb (%) of SBR don’t clearly affected when blending with DWR indicated that virgin rubber elongation don’t sacrificed when replaced by DWR. Abrasion resistance of SBR obviously enhanced with adding DWR that due to presence of free carbon black which act as reinforcing filler. Moreover, microwave exposure in the presence of spindle oil increased the homogeneity and interfacial compatibility between SBR/DWR blend components. EB-irradiation led to improvement of the SBR/DWR abrasion resistance because radiation dose established the higher cross-link density of the polymer matrix.
Thermal stability of SBR as well as its residual weight at 600oC increased when blended with DWR and WR at Tml50 and Tm75. The thermal permanence of the 50 SBR/50 DWR increases significantly upon exposure to electron beam irradiation from 274oC to 377oC. Swelling percentage in oils of SBR clearly decreased with DWR loading than WR. Also, fixed reductions in swelling fraction was detected by growing radiation dose up to final crosslinking forming a three-dimensional linkage arrangement. Swelling percentage values are higher in motor than fluid oil.
TS of SBR/DWR blends after thermal aging at higher temperature 100oC exhibited a little decrease of all blends about original data. Nevertheless in the case of SBR/WR the decrease in the mechanical is greater than that of SBR/DWR. Irradiation doses helped all samples in preserve their mechanical properties against thermal aging more than unirradiated samples. The absorption of the specimens in motor oil caused a significant deterioration and its swelling rate was very high, which in turn proved its failure to resist motor oil absorption.
Mechanical performance of the samples after immersion in brake oil for 2 weeks was considered. A large decrement in the tensile strength was observed for native SBR than SBR/WR and SBR/DWR blends. While, the decrease in the tensile strength after swelling in oil of SBR/DWR blends is very low when compared with SBR/WR. The decrease in the mechanical properties of the irradiated samples after oil immersion is not significant. The growth in the crosslinking density of the polymer due to irradiation impede the brake oil swelling.
Footnotes
Acknowledgements
Authors would like to thank National Center for Radiation Research and Technology (NCRRT), Egyptian Atomic Energy Authority (EAEA) for facilitating experiments of preparation, irradiation and apparatus used for characterization.
Author contribution
All the authors have accepted responsibility for the entire content of this submitted manuscript and approved submission.
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.
Data availability statement
The data that support the findings of this study are available from the corresponding author upon reasonable request.