
Abstract
Composites reinforced with landfill waste materials have find the applications in engineering materials and they can lead to reduce the environmental pollutions. Waste tyre rubber, broken ceramic tiles and wood particles are creating the environmental hazard to the surroundings. In particular, the recycling of used tyre rubber is highly challenging, but it has very good property to absorb the energy. The reinforcement of rubber as single filler in composite has the limitations in processing and applications. Hence, the above waste materials are incorporated to prepare the composite in the present work. The fracture toughness and shear strength of composites were evaluated and compared with other combinations along with pure epoxy specimen. In order to find the application of composite in dynamic conditions the vibration analysis were done. The presents of rubber decreased the fracture toughness and at the same time the incorporation of ceramic largely improved the fracture toughness of epoxy composite. The shear strength of composites increased with the addition of ceramic and wood particles. But the rubber particle has the great influence on the damping behavior of ceramic base epoxy composites. The addition of ceramic with the epoxy increased the natural frequency and decreased the damping factor. This can be compensated by the inclusion of rubber with ceramic in epoxy resin matrix. 15 wt % addition of rubber with ceramic and epoxy increased the natural frequency of 18.52% and damping factor of 288% than 5 wt % of rubber with ceramic and epoxy. The natural frequency and damping factor of ceramic and rubber based epoxy composite have the highest amount of all combinations and can be used for vibration applications to absorb the energy at high frequencies.
Introduction
Polymer composite materials have an important role in structural and non-structural applications in the recent developments. The physical, mechanical, chemical and thermal properties of polymer composites are vary greatly with the nature of reinforcing materials. The reinforcing materials like carbon and glass fibers are commonly used in the present days due to their high strength to weight ratio. However, the fundamental concerns like high cost of raw materials, bonding integrity and availability are limiting the development of polymer matrix composites.
The effective way of recycling the synthetic reinforced polymer composites is highly challenging to the human world. So, the researchers are looking for a suitable natural reinforcement for the synthetic fillers. Some natural fillers like rice husk, wheat husk and coconut coir were identified and recognized for the replacement of synthetic fillers. 1
The natural fillers have many advantages over synthetic fillers such as biodegradability, corrosion resistance, ease of availability, low cost, eco friendly and free from health hazards.2–4 Even the natural fillers have several advantages over synthetic filler, the use of natural fillers in composites is very limited due to their high moisture absorption, low thermal stability, hard to process and quality variations.5,6
The disposing of hazardous waste like waste tyre rubber, wood dust and broken ceramic tiles were possessed environmental issues. According to the data, 7% of waste rubber tyres only recycled on site, 11% were burned and 5% were exported for processing. The remaining 77% were sent to landfills or dumped illegally or burned. 7 The burning of tyres causes air pollution thereby producing hazardous fumes containing toxic substances. There are no effective methods of disposal of tyre rubber. Similarly the wood dust produced from wood processing industries also contributes a large volume of waste production. Airborne wood dust creates severe allergic disease to the humans and animals due to their toxin and also produces the environmental hazards. 8 Dry wood dust can be easily ignited by sparks or even heat accumulation in summer and result in explosions. The pile of wood dust produces harmful leachate into local water systems creating environmental hazard. In the other hand 10% to 30% of broken ceramic tiles from construction fields are directly dumped into landfills. This waste is not recycled, which creates environmental pollution to the surroundings. They cause soil, air and groundwater pollution. The ceramic is durable, hard and long degradation in nature.
In order to minimize the pollution caused by above wastes, this type of hazardous waste may be incorporated with the polymer resin matrix for polymer composite production. Rubber materials have high energy absorption properties, which may be used for producing energy absorbing polymer composite materials. 9 The wood and ceramic are superior against compressive forces.10,11 Hybridized these wastes with polymer resin matrix can produce novel composites for engineering applications. The composites are hybridized with more than two reinforcements for high strength requirements.
Hybridization is a method of improving the properties of composite material by extracting the good properties from reinforcements. 12 Even though many types of fillers were identified by the researchers’, Single filler composites have not met the required physical and mechanical properties. So, the hybridization of filler was introduced to achieve the desired property of composites. Hybrid composites are more efficient for structural and non structural applications. 13
There is a limited research focuses the use of waste tyre rubber, wood dust and broken ceramic tiles in the hybrid composite materials. The present work explored the compatibility of above waste materials as reinforcements to the polymer composites. The rubber particles have polymer based monomers, when added with matrix and ceramic the cross linking of monomers stabilize the structure, 14 Which results in improving the vibration characteristics of the composite materials. The bonding of particles with the polymer matrix determines the cohesive strength of the composite. The optimum property of composite is obtained by the good bonding of reinforcement with matrix. Covalent or ionic bonds of the ceramic particles are rigidly bonded with the resin matrix. 15
The waste Tyre Rubber Particles (TRP), Wood Dust Particles (WDP) and Ceramic Tile Particles (CTP) were used as fillers with Epoxy Polymer (EP) matrix in the present study. In this study, nine composites were prepared with different weight percentage of TRP, WDP and CTP, see section 2. The fracture toughness was measured using three point bend test, see section 3. Shear strength of the composites was calculated by short beam shear test, see section 4. The impact hammer vibration test was conducted to measure the natural frequency and damping factor of the composites and the results discussed, see section 5. In section 6, the best combination of composite and their proposed applications were summarised.
Experimental programme
Materials and fabrication
In order to use the waste tyre rubber as reinforcement in polymer composites they have to be converted into fine particles. The process of transforming tyre rubber to rubber powder is known as grounding. The waste tyre rubbers were collected from automobile workshops. First the tyres are reduced into small pieces of size 2–5 inches using shredding machine. Further, it was grounded to fine particles of 30 mesh sizes using waste tyre pulverizing machine as shown in Figure 1(a). The ruptured ceramic tiles of different size from the construction site and tiles supplier were picked, then washed in water for cleaning and brought at room temperature. Then it was crushed into micro particles of size 20 μm using grinding machine. The teak wood dust particles of micro level size were received from wood cutting industry. The wood dusts were gently rubbed with hands to free the each particle and then it was dried in sunlight at a temperature of 300C–350C for 5 days to remove the moisture. Because the moisture content in the reinforcement deviates the property of composite materials. The micro level particles were reduced into 20 μm using cotton mesh. An epoxy resin of LY556 along with the hardener of HY951 was used as a matrix material. The particle size of the reinforcement is important for better mechanical properties of the composite and the effect of different fillers are mainly influenced by the amount of fillers added with the resin matrix. The prepared rubber particles, ceramic particles and wood dust particles are shown in Figures 1(b) to (d). (a) Pulverizing machine (b) tyre rubber particles (c) ceramic tile particles (d) wood dust particles.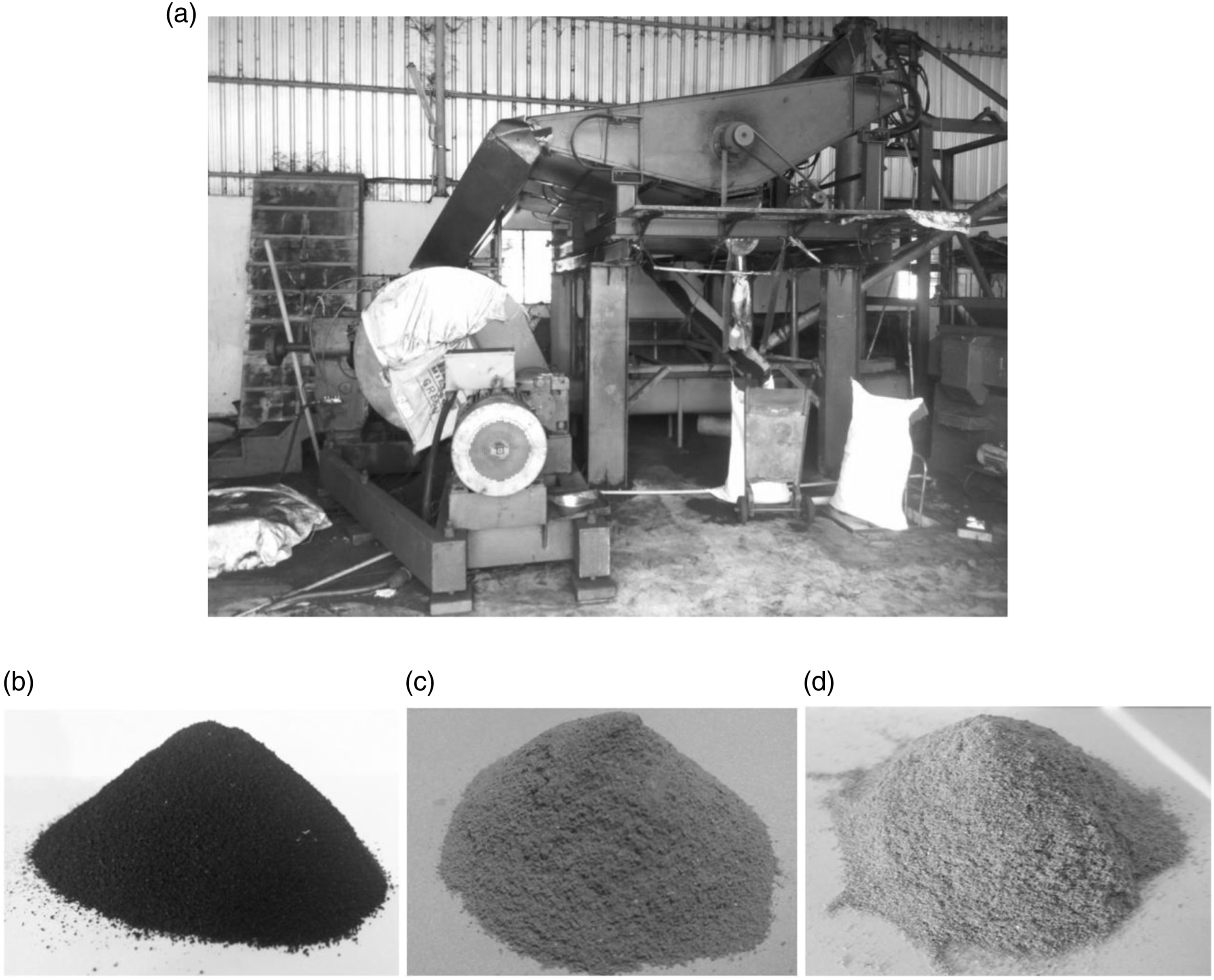
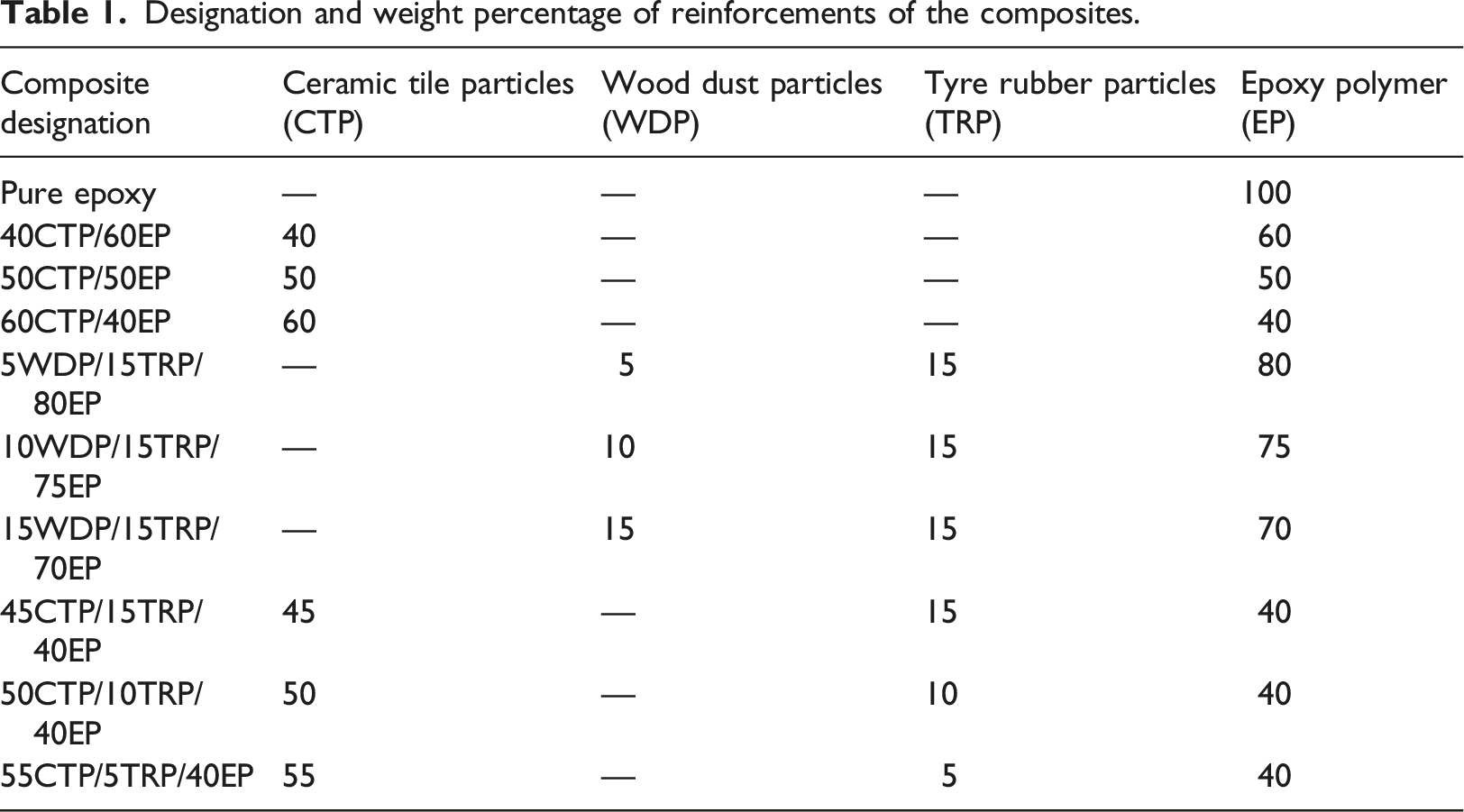
Designation and weight percentage of reinforcements of the composites.
Method
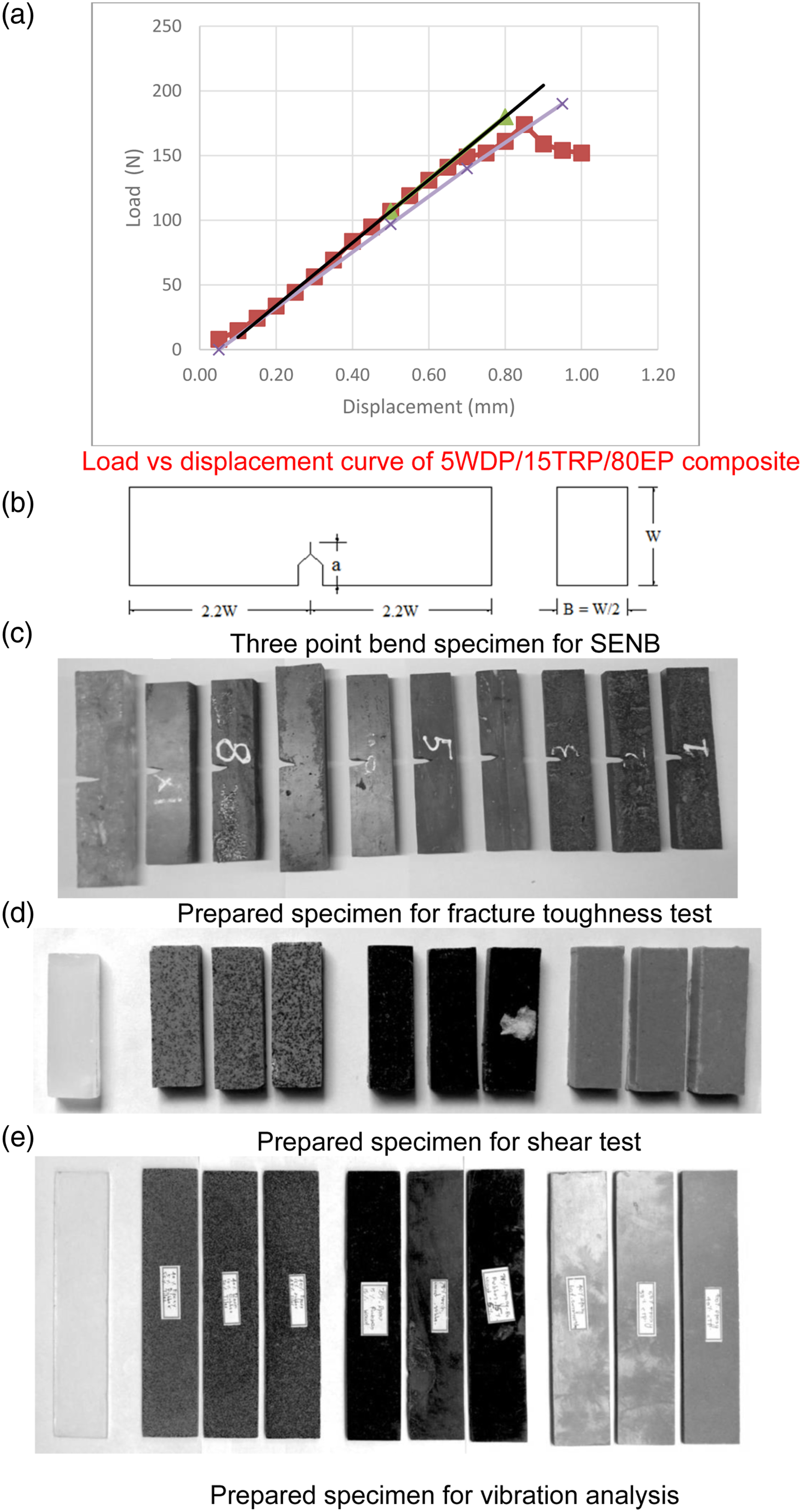
The single edge notch bending (SENB) specimen was prepared according ASTM D5045-99 standard for three point bending test. The width of (W) 28 mm and thickness of (B) 14 mm was selected as per the guideline given in ASTM. A notch was created on the specimen along its length such that 0.45 < a/W <0.55. This was prepared by machining and the natural crack was initiated at its centre by inserting a razor blade. The crack notched specimen was loaded in three point bending machine at a cross head speed of 10 mm/min. The load versus displacement curve was drawn and the best fit straight line plotted on the curve. A sample load versus displacement curve is shown in the Figure 2(a). Then the second straight line was drawn with compliance of 5% greater than first straight line. If maximum load falls between the lines, then this was taken as peak load for fracture toughness. If maximum load falls outside the two lines, then intersection of compliance line on the curve corresponding point was taken as peak load for fracture toughness. The fracture toughness was calculated by using the following formula. (a) Load versus displacement curve of 5WDP/15TRP/80EP composite. (b) Three point bend specimen for SENB. (c) Prepared specimen for fracture toughness test. (d) Prepared specimen for shear test. (e) Prepared specimen for vibration analysis.
The short beam test was conducted to find the shear strength of the prepared composite as per ASTM D2344 standard. The length of 40 mm width of 12 mm and the thickness of 5 mm was adopted for the dimensions of the specimen. The ultimate stress of the composite was determined by three point bend test at the cross head speed of 1 mm/min. The short beam shear strength of the composite was calculated by using the following formula.
Where,
The natural frequency of vibration and damping factor of composites were evaluated by cantilever beam method as per ASTM E756-05 standard. The composite material of size 200 mm × 40 mm x 3 mm was fixed at one end on the support through fixture and kept the other end free as shown in Figure 3(a). An accelerometer was attached at the free end of the specimen with the help of wax. A gentle impact force was applied to the specimen using impact hammer. The vibration responses were observed by the accelerometer and amplified the signals before fed into computers. These input signals are converted into graphical and numerical outputs with the help of DEWE software. The prepared specimen for vibration analysis is shown in Figure 2(e). The loaded sample for fracture toughness, shear strength and vibration analysis is shown in Figures 3(b) to (d). (a) Schematic diagram of vibration experimental setup. Loaded sample for (b) Fracture toughness test (c) Shear test (d) Vibration test.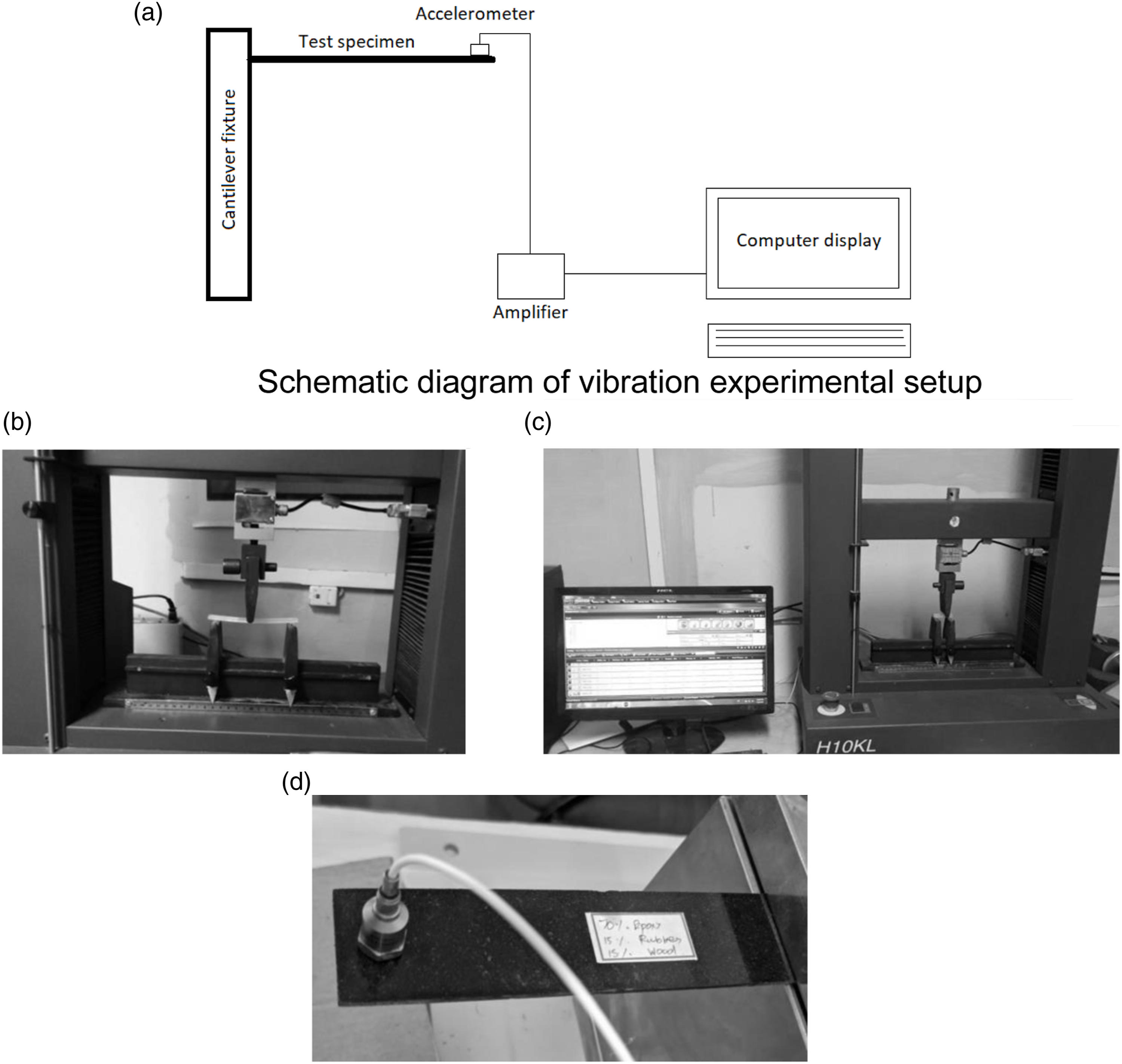
Fracture Toughness
The fracture toughness of prepared composite with different wt % of reinforcements and matrix is in Figure 4. The fracture toughness of neat epoxy specimen was measured for comparative study and estimated to 0.91 MPa m1/2. The brittle behaviour of cured epoxy resin exhibited less fracture strength than prepared composites. The 40 wt% of CTP with 60 wt % of epoxy showed the fracture toughness of 2.55 MPa m1/2, which is 180% higher than the neat epoxy specimen. It was observed that the addition of CTP increased the fracture toughness of pure epoxy resin due to the elements presents in CTP. The 50 wt % of CTP reduces the fracture toughness of CTP/EP composite and estimated to 2.31 MPa m1/2. Which is 9.4% lower than the 40CTP/60EP composite. Further increasing the amount of CTP to 60 wt % in the epoxy resin matrix provided the fracture toughness of 2.05 MPa m1/2. It was noticed that the increasing amount of CTP reduced the fracture toughness of the epoxy matrix composite. Even though the CTP is brittle in nature it increases the fracture toughness of epoxy resin due to the presence of clay, feldspar, pottery stone and silica.16,17 But increasing CTP, adds more brittleness to the epoxy resin. This causes the reduction of fracture toughness of composite at high content of CTP. From the result it was observed that up to certain wt % of CTP the fracture toughness of the epoxy composites increases. Fracture toughness of composites.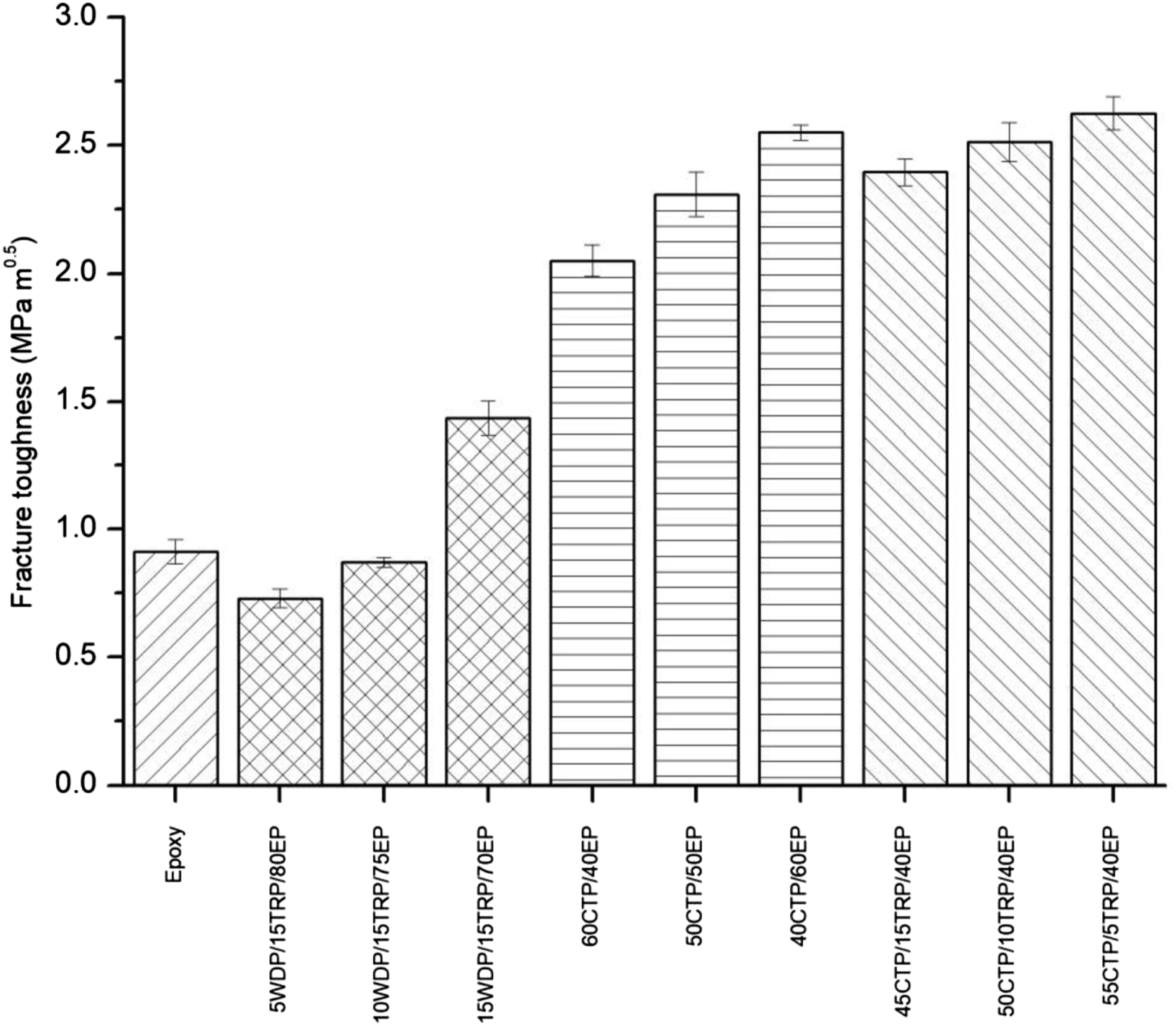
The 5WDP/15TRP/80EP composite showed the fracture toughness of 0.73 MPa m1/2, which is 19.78% lower than pure epoxy resin sample. The 15 wt % of TRP kept as constant and increase the WDP to 10 wt % and decrease the EP to 75 wt % exhibited the fracture toughness of 0.87 MPa m1/2. This is 19.17% higher than 5WDP/15TRP/80EP composite. It was observed that increasing the wt % of WDP improved the toughness of the composite. Further addition of 15 wt % of WDP and reduction of 70 wt % of EP increased the fracture toughness to 1.44 MPa m1/2, which is 97.26% more than 5WDP/15TRP/80EP composite and 58.24% higher than neat epoxy specimen. The results explored that the fracture toughness of epoxy increased with the addition of WDP and decreased in the presence of TRP. But, the wood particles may not have as much higher fracture toughness. 18 So, with the addition of WDP improve the fracture toughness of composite to minimum level. 19
The 45CTP/15TRP/40EP composite exhibited the fracture toughness of 2.40 MPa m1/2, which is 163.73% more than pure epoxy specimen. The result reveals that the addition of CTP and TRP increased the fracture toughness of epoxy composites. The 50 wt % of CTP and 10 wt % of TRP provided the fracture toughness of 2.51 MPa m1/2. This is 4.58% more than 45CTP/15TRP/40EP composite. This 4.58% improvement of fracture toughness is due to the increasing amount of CTP and decreasing the amount of TRP. It was observed that more amount of TRP decreased the fracture toughness due to increase the elasticity of the materials. 20 The 55CTP/5TRP/40EP showed the fracture toughness of 2.63 MPa m1/2, which is 9.58% more than 45CTP/15TRP/40EP composite. The result clearly reveals that CTP in the presence of small wt % of TRP increased the fracture toughness of the epoxy composite to 189%. But without the presence of TRP the fracture toughness of the composite linearly decreased with the addition of CTP was observed in CTP/EP composite.21,22
Shear strength
The variation of short beam shear strength of the prepared composite is shown in Figure 5. The shear strength of pure epoxy specimen was taken as 53.62 MPa. The 40 wt % of CTP added with 60 wt % of epoxy reduced the shear strength of the pure epoxy by 81.1%. The 50CTP/50EP composite exhibited the shear strength of 45.14 MPa, which is 77.56% more than 40CTP/60EP composite. Further, increase the amount of CTP to 60 wt % improved the shear strength of the composite into 56.81 MPa. It was observed that inclusion of 40 wt % of CTP reduced the pure epoxy shear strength and then proportionally increased with the increment of CTP into the epoxy matrix. The more brittle nature produced by CTP caused the increase in shear strength of the composites.
23
Whereas, initial 40 wt % of CTP is lacking to produce more brittleness to the epoxy, so, the shear strength was reduced. Shear strength of composites.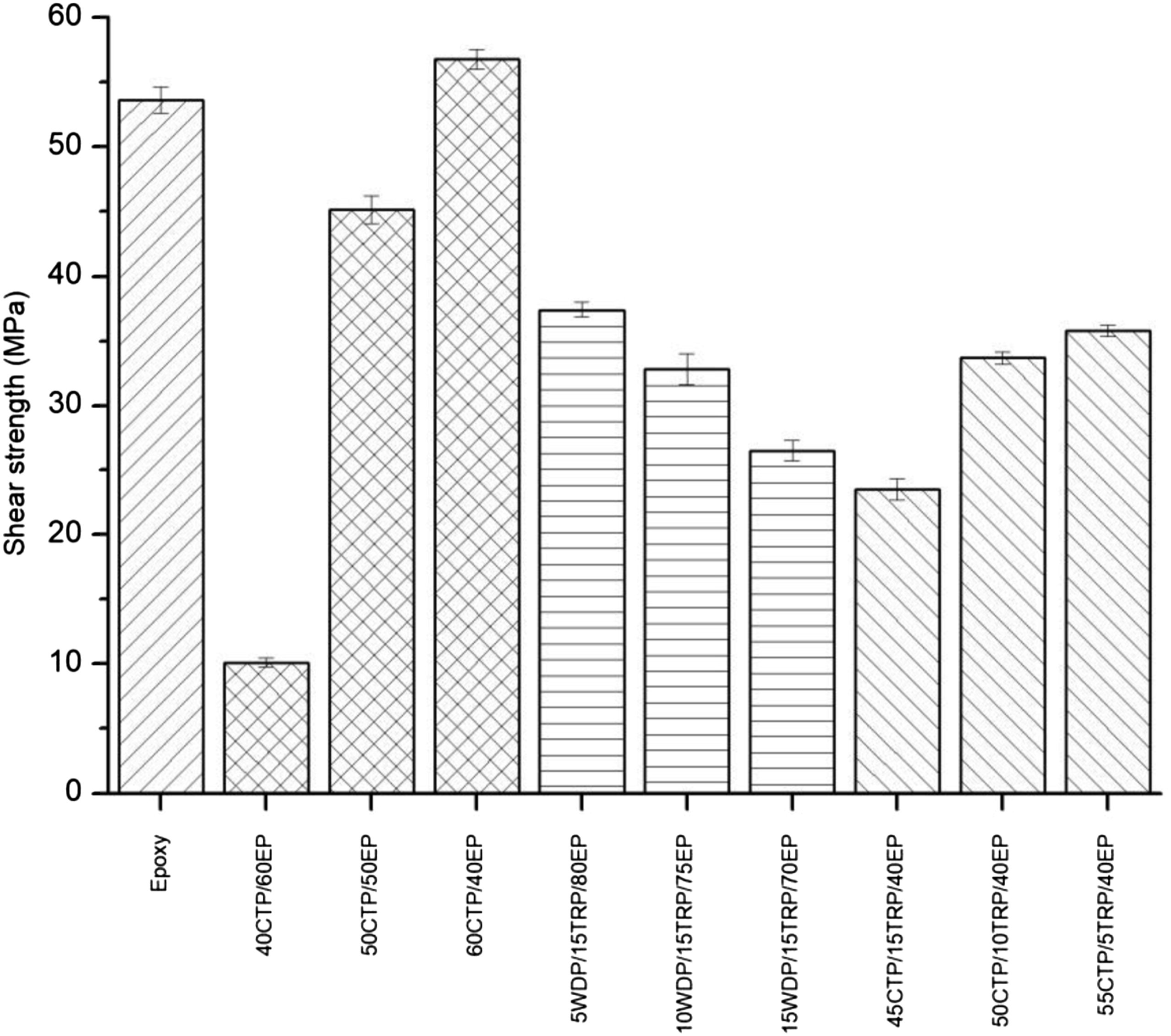
The 5WDP/15TRP/80EP composite has the shear strength of 37.40 MPa. The increment of WDP to 10 wt % and reduction of EP to 75 wt % decreased the shear strength of the composite to 32.82 MPa. The 15WDP/15TRP/70EP composite measured the shear strength of 26.52 MPa. This is 50.54% less than pure epoxy specimen and 29.09% less than 5WDP/15TRP/80EP composite. The addition of WDP and TRP does not increase the shear strength of composite due to elasticity produced by the reinforcements. Also the shear strength of wood and rubber is comparatively less than epoxy matrix. From the result it was observed that, decreasing the amount of EP matrix reduced the shear strength of composite due to lowering the brittleness of material. 24
In CTP/TRP/EP combination the 40 wt % of epoxy resin was kept constant and varied the wt % of CTP and TRP. This helps to study the behaviour of composite under the influence of CTP and TRP. The 45CTP/15TRP/40EP has the shear strength of 23.49 MPa. This is 56.19% lower than the pure epoxy sample of 53.62 MPa. The 15 wt % of TRP produced an elastic behaviour on the composite was noticed in the load displacement graph. This elastic nature reduced the shear strength of composite material. Further increment of CTP and reduction of TRP in 50CTP/10TRP/40EP composite increased the shear strength to 33.68 MPa. This is 43.38% more than the 45CTP/15TRP/40EP composite. It was observed that the addition of CTP improved the brittleness of epoxy matrix, which leads to increase the shear strength of composite. At the same time reduction of TRP decrease the ductility and enable to increase the shear strength of composite. 25 The 55CTP/5TRP/40EP composite provided the shear strength of 35.79 MPa, which is 52.36% more than 45CTP/15TRP/40EP composite. The result reveals that adding brittle material of CTP and reducing elastic material of TRP increased the shear strength of CTP/TRP/EP composite.
Vibration analysis
The natural frequency and damping factor of composites and pure epoxy is shown in Figures 6 and 7. The pure epoxy sample exhibited the mode 1 frequency of 18 Hz and damping factor of 0.148. The corresponding acceleration was measured as 0.00,095 m/s2. The 40 wt % of CTP with 60 wt % of epoxy has the mode 1 frequency of 24 Hz and the damping factor of 0.079. This is 33.33% more than frequency and 46.62% less than damping factor of pure epoxy. It was observed that the brittle nature of CTP improved the stiffness of material, which leads to increase the frequency of composite and decreased the damping factor of epoxy resin. This showed the less energy absorption of CTP composite for dynamic applications. The acceleration of 40CTP/60EP composite was found as 0.00,079 m/s2. It was observed that the addition of CTP with epoxy matrix decreased the acceleration to 16.84%. That means the displacement of brittle material decreased due to its stiffness. Natural frequency of composites. Damping factor of composites.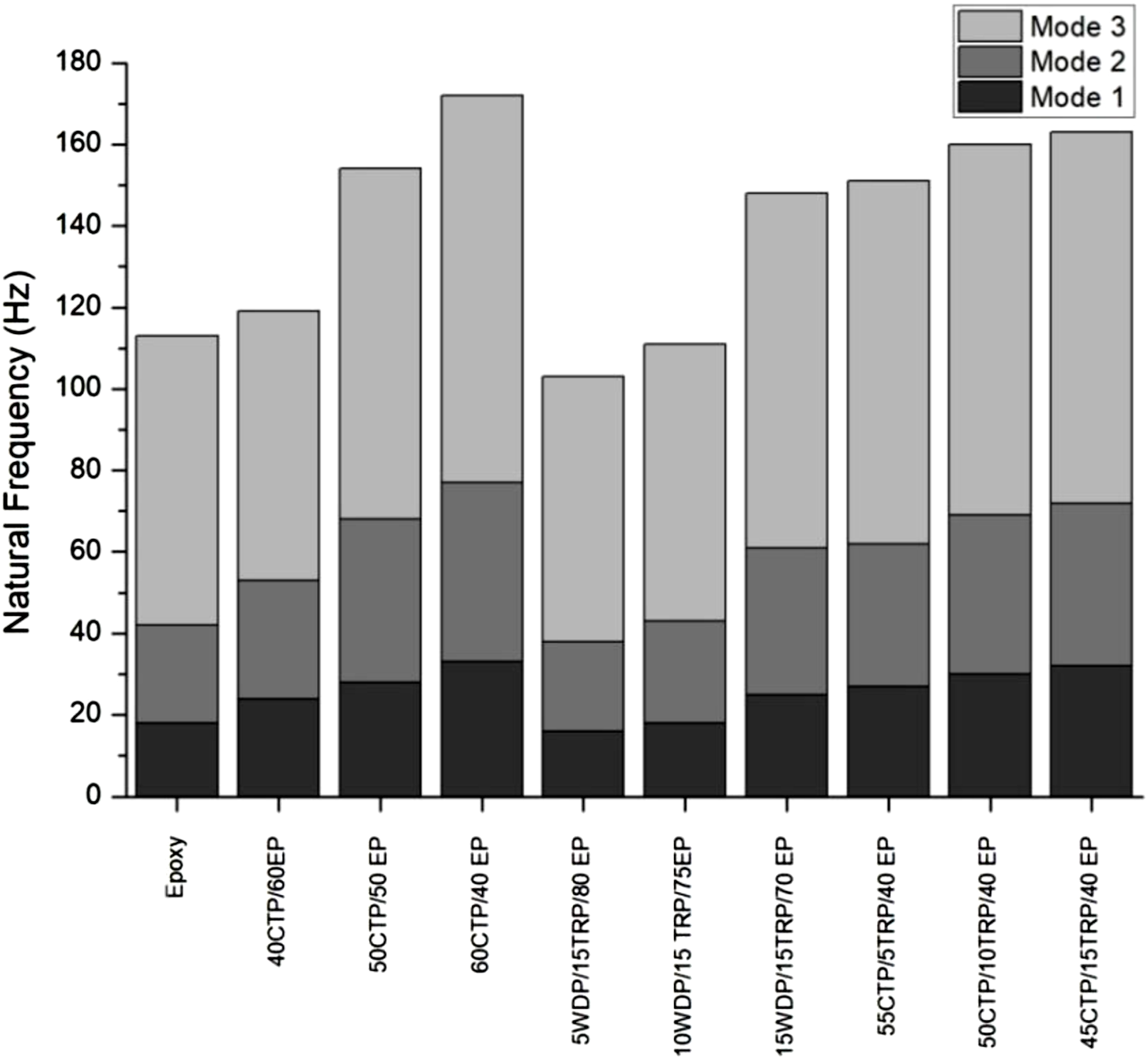
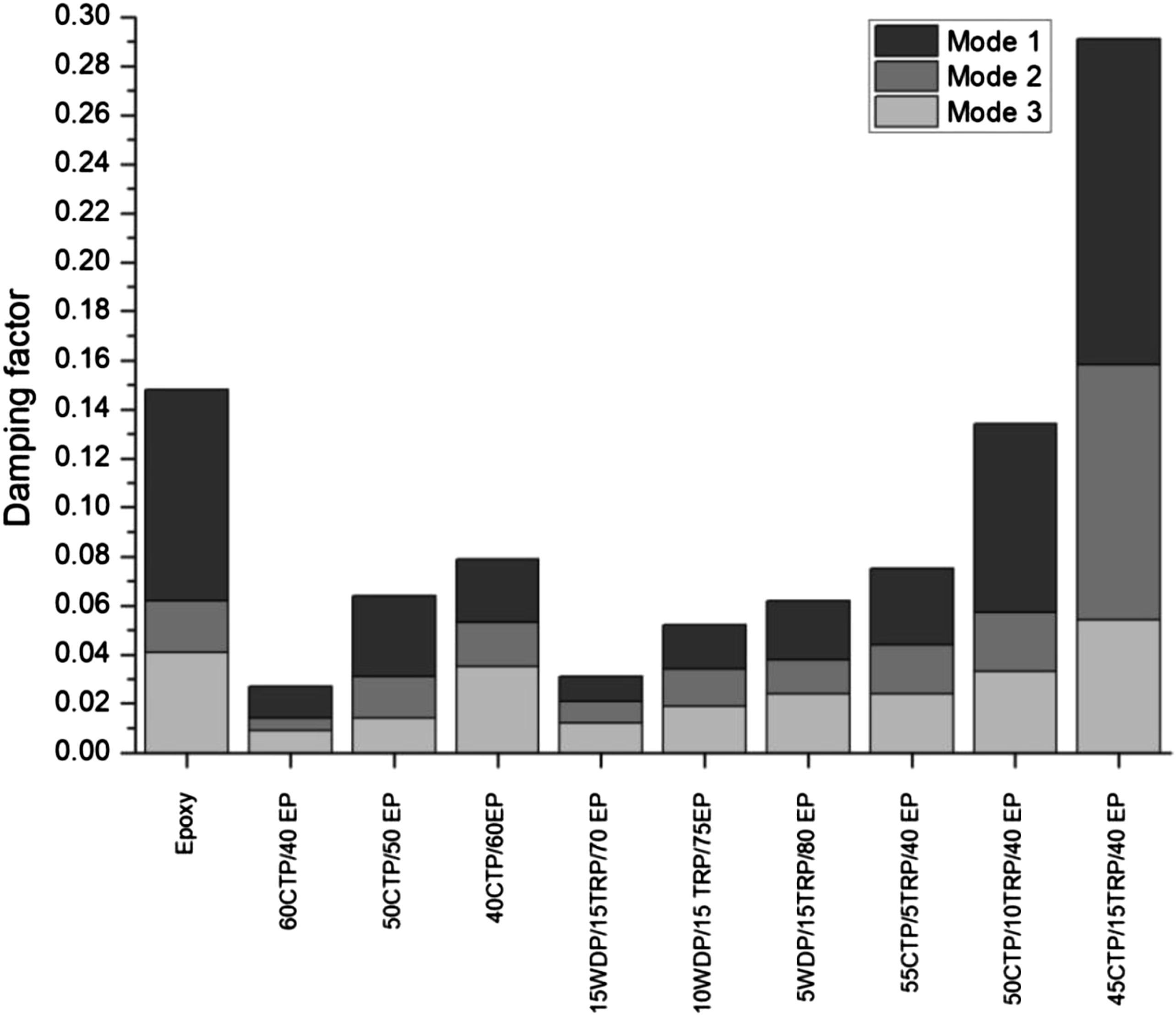
The increment of CTP to 50 wt % with epoxy resin matrix has the mode 1 natural frequency and damping factor of 28 Hz and 0.064 respectively. This is 16.66% more than frequency and 18.98% less than damping factor of 40CTP/60EP composite. It was noticed that increment of CTP increased the frequency and decreased the damping factor of composites due to addition of brittleness to the material.
23
This brittleness causes the material to be more stiffness thereby reduced the displacement of composites. This reduced displaced was observed from the acceleration of 0.00,026 m/s2. The variation of mode 1 natural frequency and damping factor of CTP/EP composite is shown in Figure 8. Frequency and damping factor of CTP/EP composite.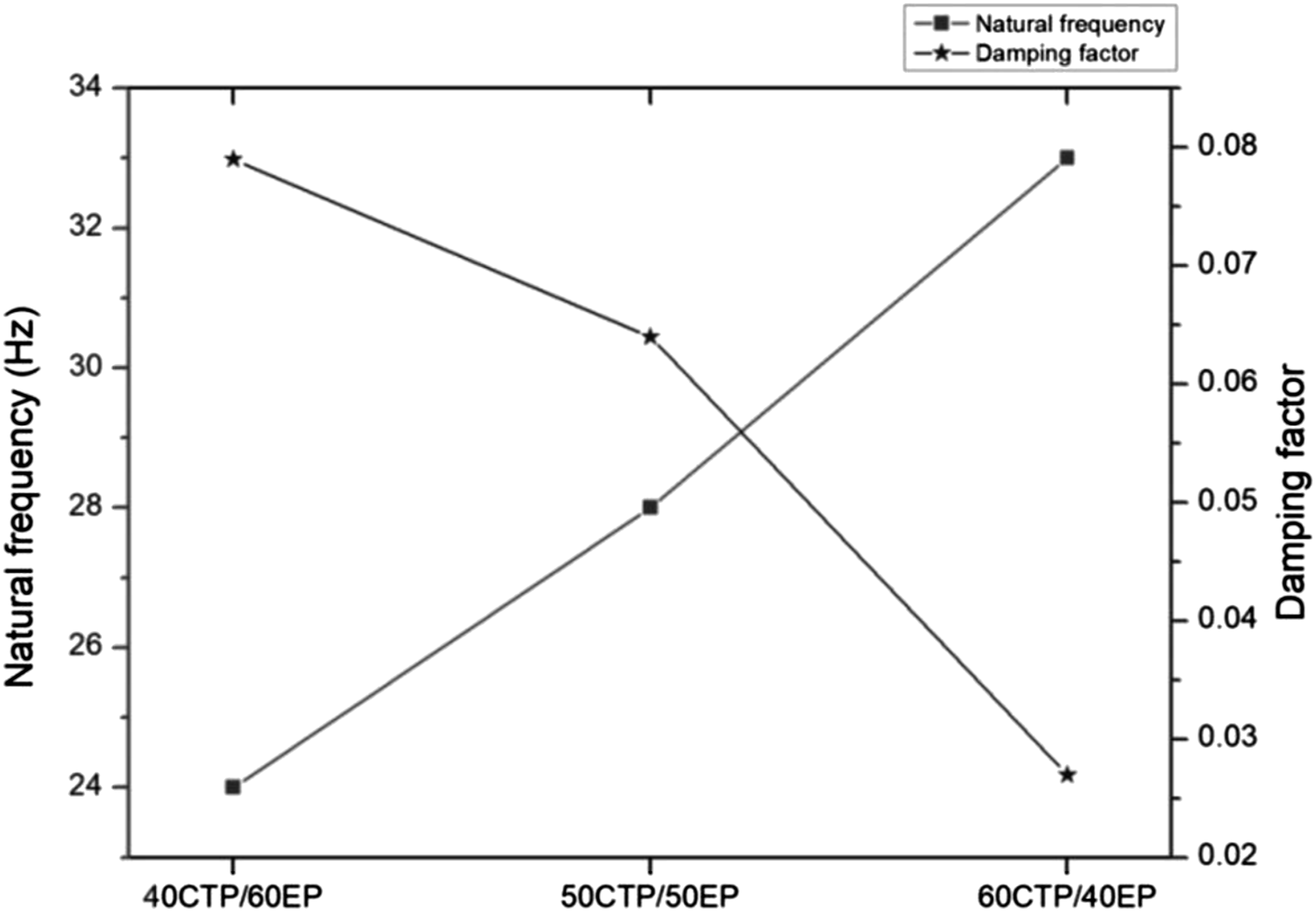
Further increment of CTP as 60CTP/40EP composite provided the mode 1 natural frequency of 33 Hz and damping factor of 0.027. The corresponding acceleration was measured as 0.00,015 m/s2. The 20 wt % increment of CTP in 40CTP/60EP composite increased the frequency to 37.5% and decreased the damping factor to 65.82%. The results reveal that the more addition of brittle nature CTP improved the frequency of pure epoxy sample and reduced the decay of oscillation. The more stiffness leads to reduce the displacement of material under vibration was noticed from the findings. The higher frequency of CTP/EP composite may be used for forced vibration components.
The variation of mode 1 natural frequency and damping factor of WDP/TRP/EP composite is shown in Figure 9. In this combination the 15 wt % of TRP kept as constant and varied the wt % of WDP and EP. This will help to study the behaviour of WDP and influence of TRP in epoxy matrix composite. The initial addition of 5 wt % of WDP and 15 wt % of TRP with epoxy resin showed the mode 1 natural frequency and damping factor of 16 Hz and 0.062 respectively. This is 11.11% and 58.1% less than frequency and damping factor of pure epoxy specimen. The addition of WDP and TRP provide ductility to the epoxy material. This leads to decrease the damping factor of composites. The corresponding acceleration was measured as 0.00,069 m/s2. This small amount of reinforcement does not help to increase the frequency and acceleration of pure epoxy sample. Frequency and damping factor of WDP/TRP/EP composite.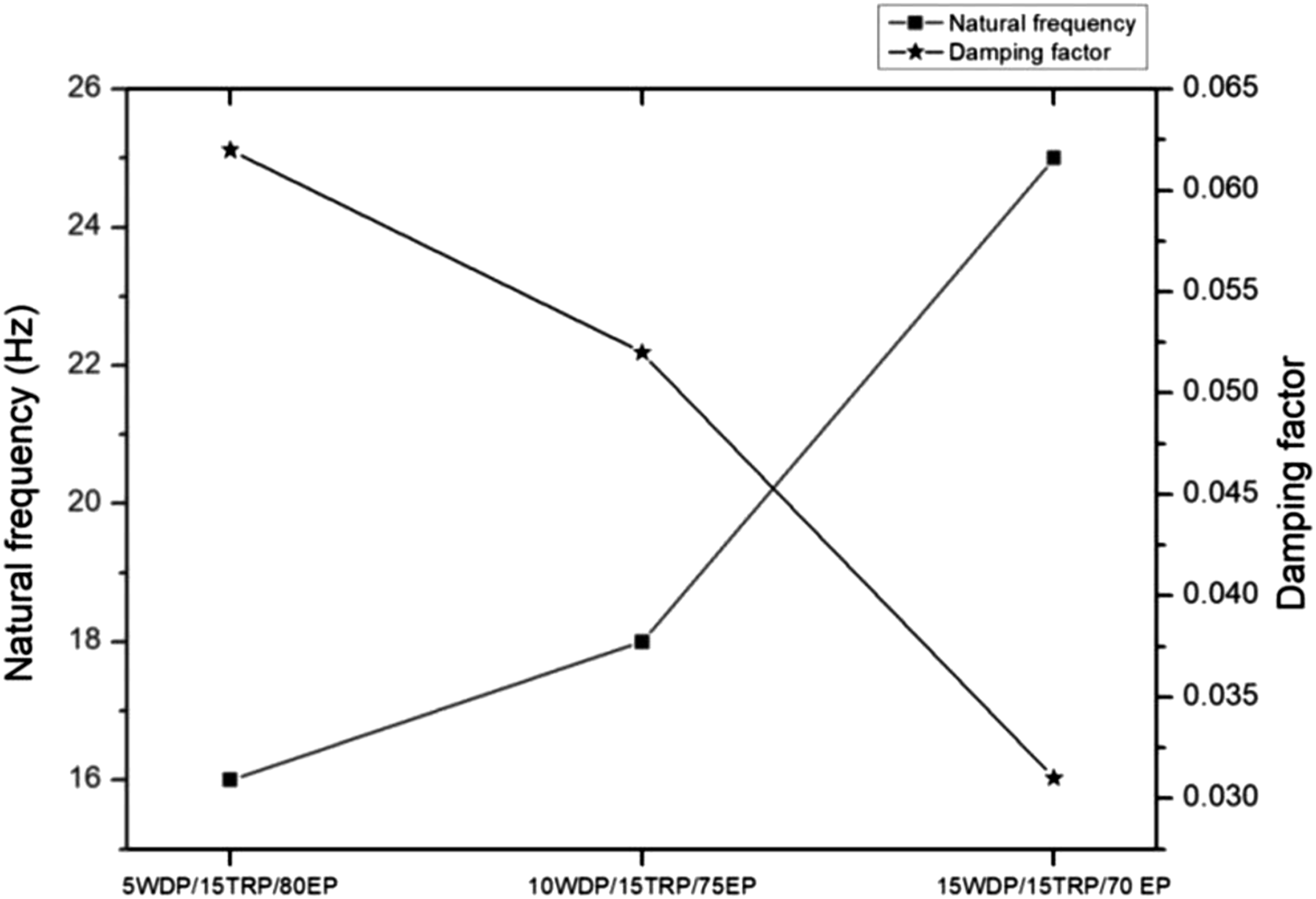
The 10WDP/15TRP/75EP composite has the mode 1 natural frequency and damping factor of 18 Hz and 0.052 respectively. The corresponding acceleration was noticed as 0.0017 m/s2. The addition of 5 wt% of WDP and reduction of 5 wt% of EP in 5WDP/15TRP/80EP composite increased the frequency to 12.5% and decreased the damping factor to 16.13%. At the same time the acceleration is also increased to 146.38%. The increment of WDP and TRP makes the material to be elastic and reduced the weight, which enable more displacement of composite. 26 Further increment of WDP as 15WDP/15TRP/70EP composite provided the mode 1 natural frequency of 25 Hz and damping factor of 0.031. This is 56.25% more than frequency and 50% less than damping factor of 5WDP/15TRP/80EP composite. It was observed that the more addition of WDP increased the frequency and decreased the damping factor of epoxy composite. 27 But the corresponding acceleration was found as 0.25 m/s2. The total 30 wt % of WDP and TRP reinforcement reduced the weight of composite, which abruptly increased the displacement of material.
The variation of mode 1 natural frequency and damping factor of CTP/TRP/EP composite is shown in Figure 10. In this combination of composite the 40 wt % of epoxy kept as constant and varied the wt % of CTP and TRP. The 55CTP/5TRP/40EP composite showed the mode 1 natural frequency and damping factor of 27 Hz and 0.075 respectively. This is 50% more than frequency and 49.32% less than damping factor of pure epoxy sample. It was observed that the addition of CTP with epoxy increased the frequency of composite due to more brittleness provided by CTP. The corresponding acceleration was found to be 0.000,047 m/s2. The incorporation of TRP has the positive impact on damping factor compared with CTP/EP composite. This was noticed from the results of CTP/TRP/EP composite. Frequency and damping factor of CTP/TRP/EP composite.
The addition of 10 wt % TRP and 50 wt % of CTP with epoxy matrix exhibited the mode 1 natural frequency of 30 Hz and damping factor of 0.134. This is 11.11% and 78.67% more than frequency and damping factor of 55CTP/5TRP/40EP composite. The corresponding acceleration was noticed as 0.00,013 m/s2. It was noticed that increment of TRP increased the natural frequency and damping factor of composite material. 28 The elastic nature of TRP helps to improve the frequency and damping factor of CTP reinforced epoxy composite. 29 In CTP/EP composite the addition of CTP increased the natural frequency but decreased the damping factor. This deficiency of damping factor can be rectified by the addition of TRP as CTP/EP/TRP composite. The high damping factor is important to dissipate the absorbed energy as much as quickly. 30 Both high frequency and high damping factor materials are best suited for damping applications. 31 Further increment of TRP as 45CTP/15TRP/40EP composite has the mode 1 natural frequency of 32 Hz and damping factor of 0.291. The acceleration was measured as 0.00,046 m/s2. This natural frequency and damping factor is 18.52% and 288% more than 55CTP/5TRP/40EP composite. The displacement of material is also controlled to some extent with the addition of TRP in CTP and EP composite. The result reveals the importance of TRP to improve the damping factor, so that this combination of composite can be effectively used in vibration application.32,33
Conclusion
The used tyre rubber, broken ceramic tiles and wood dust were used to fabricate the composites by using open resin transfer moulding technique. The fracture toughness, shear strength, natural frequency and damping factor were evaluated. The inclusion of 40 wt % of CTP increased the fracture toughness of pure epoxy specimen to 180%. But the results showed that, increment of CTP declined the fracture toughness. So, keeping 40 wt % of CTP is optimum to improve the fracture toughness of epoxy resin. The ductile nature of TRP with CTP increases the fracture toughness but increment of TRP leaning the fracture toughness due to its elasticity. The more addition of WDP increased the fracture toughness slowly. Initial addition of 40 wt % of CTP reduced the shear strength of pure epoxy by 81.1%. The increment of CTP to 60 wt % improved the shear strength of epoxy by 5.95% only. The inclusion of TRP with CTP reduced 56.19% shear strength of epoxy resin matrix due to the ductile nature of rubber. A similar trend was noticed with the addition of WDP and TRP into epoxy matrix. The 40 wt % of CTP with EP increased the natural frequency of epoxy by 33.33% and decreased the damping factor by 46.62%. The increment of CTP improved the brittleness and thereby increased the natural frequency and decreased the damping factor. The addition of WDP and TRP follows the same trend in natural frequency and damping factor. But, the addition of TRP with CTP showed the positive results in natural frequency and damping factor. The 55 wt % of CTP and 5 wt % of TRP has 50% more than natural frequency and 49.32% less than damping factor of pure epoxy sample. The 45 wt % of CTP and 15 wt % of TRP has natural frequency and damping factor of 18.52% and 288% more than 55CTP/5TRP/40EP composite. The results clearly reveal the influence of TRP to improve the damping factor of composites due to its energy absorption capacity of rubber materials. 34 So this hybridization of TRP with CTP and EP can be used in composite for vibration applications in order to absorb the energy as quickly. This composite can be used as front and back pumpers of car and side panel, headlight visor and tail panel of motorcycle. The existing plastic materials of above parts are easily broken during impact and vibration. But this composite have prepared with the rubber particles hence, it is more suitable for absorption of energy during vibration and impact. By the way, the landfill waste materials can also be used to fabricate the composite materials to reduce the environmental pollutions.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.