
Abstract
The mechanical and thermal characteristics of Recycled Polyester Waste (RPW) reinforced in a polypropylene (PP) matrix were investigated to evaluate their feasibility for producing safety helmet components. Five samples with varying PP and RPW ratio weight fractions were prepared (Sample A:90/10, Sample B:80/20, Sample C:70/30, Sample D:60/40, and Sample E:50/50) and compounded by twin-screw extruder and developed using an injection molding machine. The density, hardness, tensile, and flexural properties of all samples, such as stress, strain, modulus, impact resistance, and Vicat softening temperature, were measured and compared. The findings indicated an increase in density as the RPW content increased, ranging from 0.92 g/cm³ for sample A to 1.23 g/cm³ for sample E. The hardness also increased from 69 Shore D in Sample A 87 Shore D in sample D. The tensile stress and modulus increased from 25.5 MPa to 543 MPa, respectively, for sample A to 27.6 MPa and 827 MPa, respectively, for sample D. The flexural strength and flexural modulus increased from 31.2 MPa to 775 MPa, respectively, for sample A to 34.3 MPa and 1250 MPa, respectively, for sample D. The impact resistance increased as the RPW content increased, ranging from 555 J/m for Sample A 656 J/m for sample D. The Vicat softening temperature increased from 73°C for Sample A to 91°C for Sample E. These findings indicate that RPW has the potential to improve the thermal and mechanical properties of PP, rendering it a sustainable and plausible reinforcement option for head band components of safety helmets.
Keywords
Introduction
Polypropylene (PP) is a commonly used thermoplastic material owing to its high strength, stiffness, and resistance to impact and chemicals. 1 However, PP has certain limitations in terms of its mechanical properties, particularly low ductility and impact resistance. To overcome these limitations, various fillers and reinforcements might be used to achieve a diverse range of tailored properties characteristics including the mechanical properties of PP. 2 Recycled materials have been explored as sustainable and cost-effective alternatives to virgin materials. MarketsandMarkets reported that, the international need for PP is predicted to propagate from $ 75.82 billion in 2018 to $ 99.17 billion by 2023 at a CAGR of 5.5%. This positive progress is attributed to the increasing demand for PP from various end-use industrial sectors including packaging, automotive, and construction. 3 The report also highlights the increasing use of PP in lightweight automotive parts and the trend towards eco-friendly and sustainable materials. 4
Recycled Polyester Waste (RPW) consisting of polyester resin, is one such material that has the potential to serve as a reinforcement for PP. Based on a report by Allied Market Research, the international market for recycled plastic is anticipated to reach $ 67.2 billion in 2023, at a CAGR of 6.2% from 2017 to 2023. 5 The report cites the increasing demand for recycled materials and the growing awareness of environmental issues as the driving factors for this growth. Owing to increasing concerns about the environment, the utilization of environmentally friendly materials in the manufacturing sector has gained importance in recent years. 6 Polypropylene is a widely used thermoplastic material, but its properties can be enhanced by the addition of reinforcement materials. RPW derived from polyester resin can serve as a sustainable reinforcement option for polypropylene. 7 Investigating the mechanical and thermal behavior of polypropylene with RPW as reinforcement is important, as it can provide insight into the potential use of this material in various applications, particularly in safety helmets. Additionally, the use of RPW as reinforcement can contribute to the reduction of waste and the promotion of a circular economy. 8 The results of this study can be useful for product designers and manufacturers seeking to develop sustainable materials and reduce their environmental impacts.
Polypropylene (PP) is an extensively used thermoplastic material because of its due to its inexpensive cost, excellent chemical resistance, and exceptional durability. 9 However, their mechanical and thermal properties can be improved by adding reinforcements. Various reinforcement options have been investigated, such as natural fibers, carbon fibers, glass fibers, and recycled waste materials. 10 RPW derived from polyester resin can be a sustainable reinforcement option for thermoplastic matrix materials. The incorporation of RPW into PP can improve its mechanical and thermal properties, while also promoting a circular economy and reducing waste. Studies have shown that the addition of RPW to polypropylene can increase its tensile strength, flexural strength, tensile modulus, flexural modulus, and impact resistance. 11 Furthermore, the use of RPW as a reinforcement component in safety helmets offers significant benefits. Safety helmets are crucial protective equipment used in various sectors such as construction, manufacturing, and also in sports equipment’s. The use of sustainable materials in safety helmet manufacturing can reduce the environmental impact of these products while still ensuring their effectiveness in protecting individuals. 12
The utilization of recycled waste materials as reinforcements for composite materials has gained popularity in recent decades. 13 This approach can provide an eco-friendly solution to the waste disposal problem while reducing the environmental impact of manufacturing practices. 14 The use of recycled materials as reinforcements has been investigated in various studies, including recycled glass fiber, 15 recycled carbon fiber, 16 and recycled paper pulp. 17 RPW derived from polyester resin has also been used as reinforcement in various thermoplastic materials, such as polyethylene and nylon. In a study by Jubinville et al., 18 it was stated that the mechanical properties of polypropylene were improved by incorporating wood plastics. However, the usage of recycled plastic as a reinforcement material is challenging. Among the primary issues is the non-uniformity of RPW particles, which can lead to inconsistent properties in the composite material. Both the thermal and mechanical characteristics of composites can also be affected by the processing circumstances. Therefore, it is important to optimize the processing parameters to obtain desired properties. 19
Singh et al. 20 investigated how recycled PET bottle waste influenced the mechanical behavior of polypropylene composite. The introduction of up to 30% PET waste by weight greatly improved the tensile and flexural capabilities of the composites, whereas further incorporation of PET waste lowered the mechanical characteristics. This work highlights the potential of using recycled waste as reinforcement in polymer composites. Another study by Grigorescu et al. 21 inspected the mechanical and thermal characteristics of polypropylene reinforced with reused glass fibers from waste circuit boards. The addition of 20% reused glass fibers enhanced the flexural strength and flexural modulus by 61% and 47%, respectively. Recycled glass fibers were found to increase the composites thermal stability in the study. In a similar research work, Ribeiro et al. 22 examined the effect of incorporating waste fiberglass-reinforced plastic (GFRP) into polypropylene composites. It was found that the addition of up to 30% GFRP waste improved the mechanical performance of the composite material, with a maximum improvement of 67% in flexural modulus at 30% GFRP waste content. The study concluded that waste GFRP could be a valuable reinforcement material for polymer composites.
In addition to the abovementioned studies, several other studies have investigated the utilization of recycled waste as a reinforcing material in polymer composites. Kizinievic et al. 23 analyzed the influence of waste paper sludge on the mechanical behavior of polypropylene composite. With the addition of 5% waste paper sludge, the composites tensile strength and tensile modulus improved by 13% and 24%, respectively. Another study by Petlitckaia et al. 24 explored the influence of recycled cork particles on the mechanical characteristics and thermal characteristics of polypropylene composites. They observed that the addition of up to 10% cork particles resulted in a significant enhancement of both the mechanical characteristics and thermal characteristics of the composite materials. Additionally, a number of studies have noted the usage of recycled waste in other applications such as packaging, building materials, and automotive parts.25–27 These studies indicate the potential of recycled waste as a sustainable and cost-effective alternative to virgin materials for a variety of applications. In addition to the aforementioned studies, there have been several recent developments in the usage of recycled waste as a reinforcing material in fabricated composites. Hao et al. 28 investigated the outcomes of adding waste tire rubber in a polypropylene matrix to produce high-performance composites with enhanced mechanical properties. They found that the addition of waste tire rubber significantly improved the mechanical performance, and impact resistance of the composites.
Another recent study by Kang et al. 29 examined the utilization of recycled glass fibers reinforced in polypropylene composites. They noticed that adding recycled glass fibers considerably increased the composites’ tensile strength and modulus. According to the aforementioned study, using reused glass fibers could save the cost of composites by up to 30% when compared to using virgin glass fibers. Furthermore, several studies have focused on the utilization of different recycled wastes as reinforcement materials in polymer composites, such as waste carbon fibers 30 and waste natural fibers. 31 These studies indicate the potential of a wide range of recycled waste materials as reinforcements for polymer composites. Overall, the literature suggests that recycled waste materials can be effective and sustainable alternatives to traditional reinforcements in polymer composites. By incorporating recycled waste materials into composites, the environmental impact of these materials can be reduced and the cost of production can be lowered. Moreover, the use of recycled waste materials can also contribute to reducing the amount of waste sent to landfills, which is an important step towards achieving a globular economy. 32
The use of recycled waste materials as reinforcements in polymer composites is still a relatively new topic, thus there are a number of issues that need to be resolved. 33 For example, the properties of recycled waste materials can vary significantly, which can affect the performance of the manufactured composites. In addition, the level of compatibility between the recycled waste materials and polymeric matrix must be carefully considered to ensure good interfacial adhesion and optimal mechanical properties. Despite these challenges, the potential benefits of using recycled waste as reinforcement in polymer composites are significant. Additional research is needed to fully comprehend the potential of this method and to overcome its challenges. The problem statement of this study is Although sustainable reinforcements are receiving more attention, limited investigation has looked specifically at the use of RPW as a reinforcement for PP in the manufacturing of safety helmet components. Conventional reinforcements, including glass fibers, thermoset resins, raise environmental issues owing to their carbon emissions and restricted biodegradability. Consequently, there is a must for eco-friendly reinforcement options that enhance material strength while advancing sustainability objectives.
The objective of this study is to examine the mechanical and thermal properties of polypropylene composites reinforced with different percentages of recycled plastic waste, in comparison to PP and conventional glass fiber-reinforced polypropylene composites. This research is innovative as it investigates RPW’s potential as a sustainable reinforcement for safety helmet applications, with the objective of minimizing waste and fostering a circular economy. This study examines the impact of RPW content on the mechanical and thermal properties of the composite, offering insights into the viability and efficacy of RPW as a reinforcement in PP composites.
Experimental procedures and methodology
Materials used
The study’s resources include Polypropylene (PP) Grade MI 3530 possessing a density of 0.90 g/cm3, MFI of 3 g/10 min, tensile strength of 26 MPa, Notched Izod Impact strength of 115 j/m, and a hardness of shore D 69, which was purchased from M/s Reliance Polymer, Gujarat, India. The Recycled polyester waste (RPW) used as reinforcement was obtained from from M/s Concord Helmet & Safety Products Pvt. Ltd (Trichy, Tamil Nadu, India).
Composite fabrication
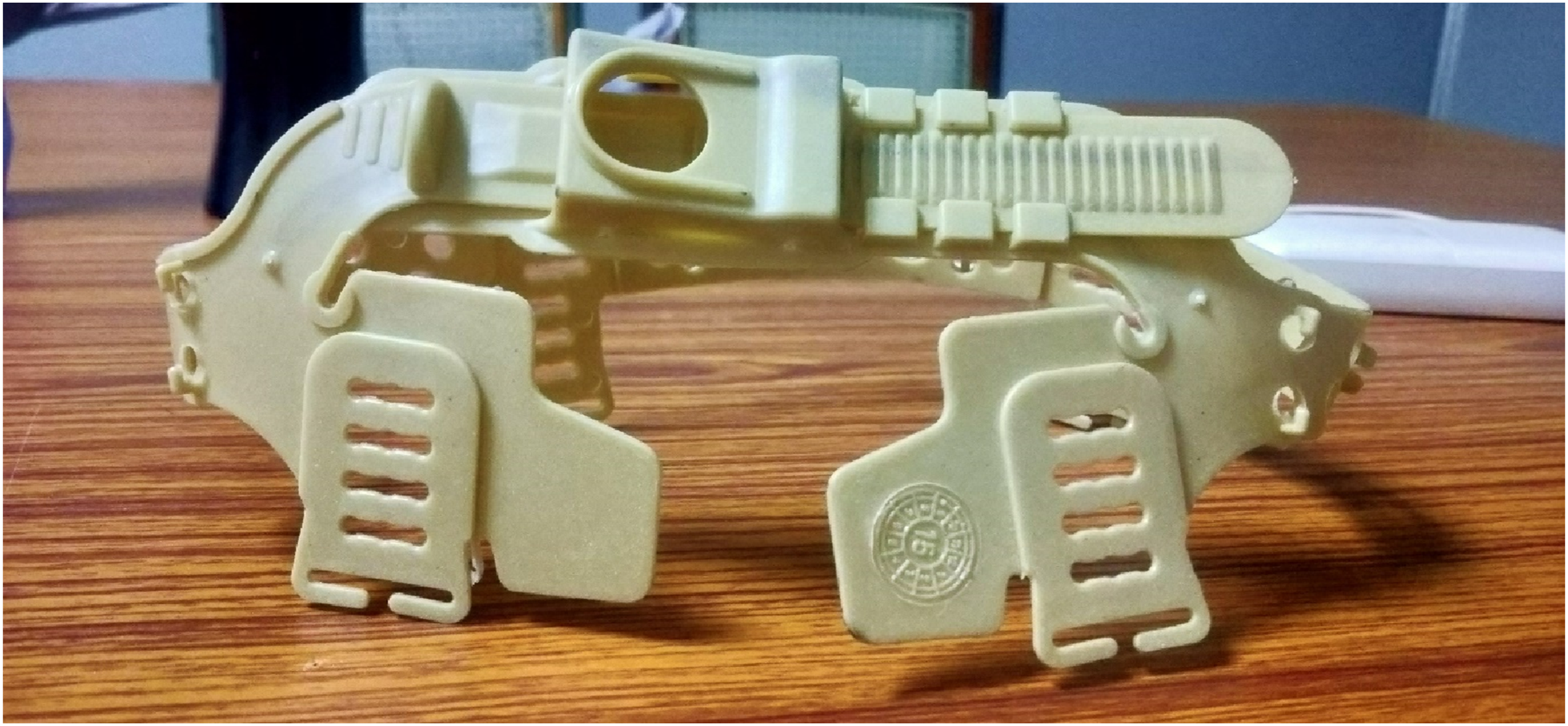
To prepare the composites, the recycled polyester waste was first chopped into small pieces approximately 10-15 mm using scrab girder. The PP resin and chopped recycled polyester waste were then mixed together in a twin-screw extruder equipped with a barrel length of 30D and a screw diameter of 25 mm maintained the temperature maintained at a range of 170 °C–190 °C. Composites were prepared with varying weight fractions of recycled polyester waste ranging from 10% to 50%. This method was chosen for its simplicity in maintaining accurate measurement and uniformity during the preparation and compounding processes. The composites were then molded into test specimens using an injection molding machine with a mold temperature of 60°C and injection pressure of 100-120 MPa. Figure 1 depicts the sequential procedure for the preparation and evaluation of polypropylene-recycled polyester waste (PP-RPW) composites. RPW reinforced polypropylene composites where fabricated samples were cut into ASTM standards for testing purpose. Safety helmet band prepared from PP/RPW Composites shown in Figure 2. (a) recycled polyester waste from helmet, (b) chopped RPW powder using Scrab grinder, (c) Compounding by Twin screw-extruder, (d) testing samples by injection moulding. Safety helmet head band prepared from PP/RPW Composite.
Mechanical testing
The composites were mechanically tested in accordance with the ASTM standards. We used ASTM D792 for density measurement to determine the specific gravity of composite materials through displacement. During the hardness testing, we utilized ASTM D2240 to assess the durometer hardness of the samples. We evaluated the tensile qualities of the polypropylene-recycled polyester waste composites in accordance with ASTM D638. We utilized the Universal Testing Machine (UTM) and set the crosshead speed at 50 mm/min to obtain the tensile characteristics, including tensile strength, tensile strain, and its tensile modulus. We also assessed the flexural properties, including flexural strength and its modulus, using a three-point bending setup on the UTM and a 2 mm/min crosshead speed, for both unreinforced and reinforced plastics. We evaluated the impact resistance in accordance with ASTM D256, using the Izod pendulum method to determine the toughness of the material. The results were determined as the average of three samples for each composition, and all mechanical analyses were done at room temperature.
Thermal testing
Differential Scanning Calorimetry (DSC) was carried out in accordance with ASTM D3418 - Under a nitrogen environment and at a heating rate of 10°C/min, the glass transition temperature (Tg) and melting temperature (Tm) of the composites were determined using DSC (PerkinElmer DSC 6000 differential scanning calorimeter). Thermogravimetric analysis (TGA) was used to determine the composites’ ability to withstand heat, and it was carried out in a nitrogen environment at a heating rate of 10°C/min from room temperature to 600°C using a PerkinElmer TGA 4000 thermogravimetric analyzer accordance with ASTM E1131. The Vicat softening temperature was ultimately assessed under ASTM D1525 to determine the thermal softening properties of the composites. The composites' viscoelastic properties, including storage modulus (E′), loss modulus (E′), and tan delta (tan δ), were measured using a dynamic mechanical analyzer (DMA) at 1 Hz and a heating rate of 3°C/min from −50°C to 150°C accordance with ASTM D4065. To guarantee accuracy and consistency, heat tests were performed on five specimens of each mixture.
SEM analysis
The technique of scanning electron microscopy (SEM) was used in order to investigate the composites’ microscopic features. After applying a small layer of gold to the fractured surfaces of the samples using a sputter coater, SEM analysis (Model: ZEISS) was performed. The samples were investigated at an acceleration voltage of 20 kV and operating distance of 10 mm. The morphology of the composites and the filler material distribution were studied using scanning electron microscopy (SEM) images taken at several magnifications. Photographs were analyzed to determine the degree of adhesiveness between the filler material and matrix, as well as the filler dispersion inside the matrix.
Results and discussion
Tensile properties of PP/RPW composites
The tensile strengths and moduli of the composites are presented in Figure 3(a, b). It can be observed that the tensile strength of the fabricated composites improved with an increase in the percentage of RPW reinforcement, reaching a maximum of 34.6 MPa for sample D (40% RPW). This could be the result of the high tensile strength of the RPW filler material, which contributes to the overall improvement in the composite’s level of strength.
34
However, a further increase in the RPW content above 40% resulted in a reduction in the tensile strength, which might be caused by a lack of adhesion between the RPW and polypropylene matrix, resulting in poor interfacial bonding and decreased mechanical properties.
35
The composite tensile modulus followed a similar pattern, increasing with an increase in RPW content up to 40% and peaking at 1270 MPa for sample D. This can be attributed to the stiffening effect of the RPW filler material, which increases the overall stiffness of the composite. Above 40% RPW content, the tensile modulus of the composites decreased, which may be attributed to the reduced adhesiveness between the RPW and the polypropylene matrix, leading to weak interfacial bonding and reduced stiffness. According to the findings, the tensile characteristics of polypropylene composites may be greatly enhanced by using RPW reinforcement up to a specific proportion. This implies that recycling polyester waste as a sustainable reinforcement material up to 40 wt % can enhance the mechanical characteristics of PP while also minimizing waste and fostering sustainability. (a) Tensile strength of the PP/RPW Composites. (b) Tensile modulus of the PP/RPW Composites.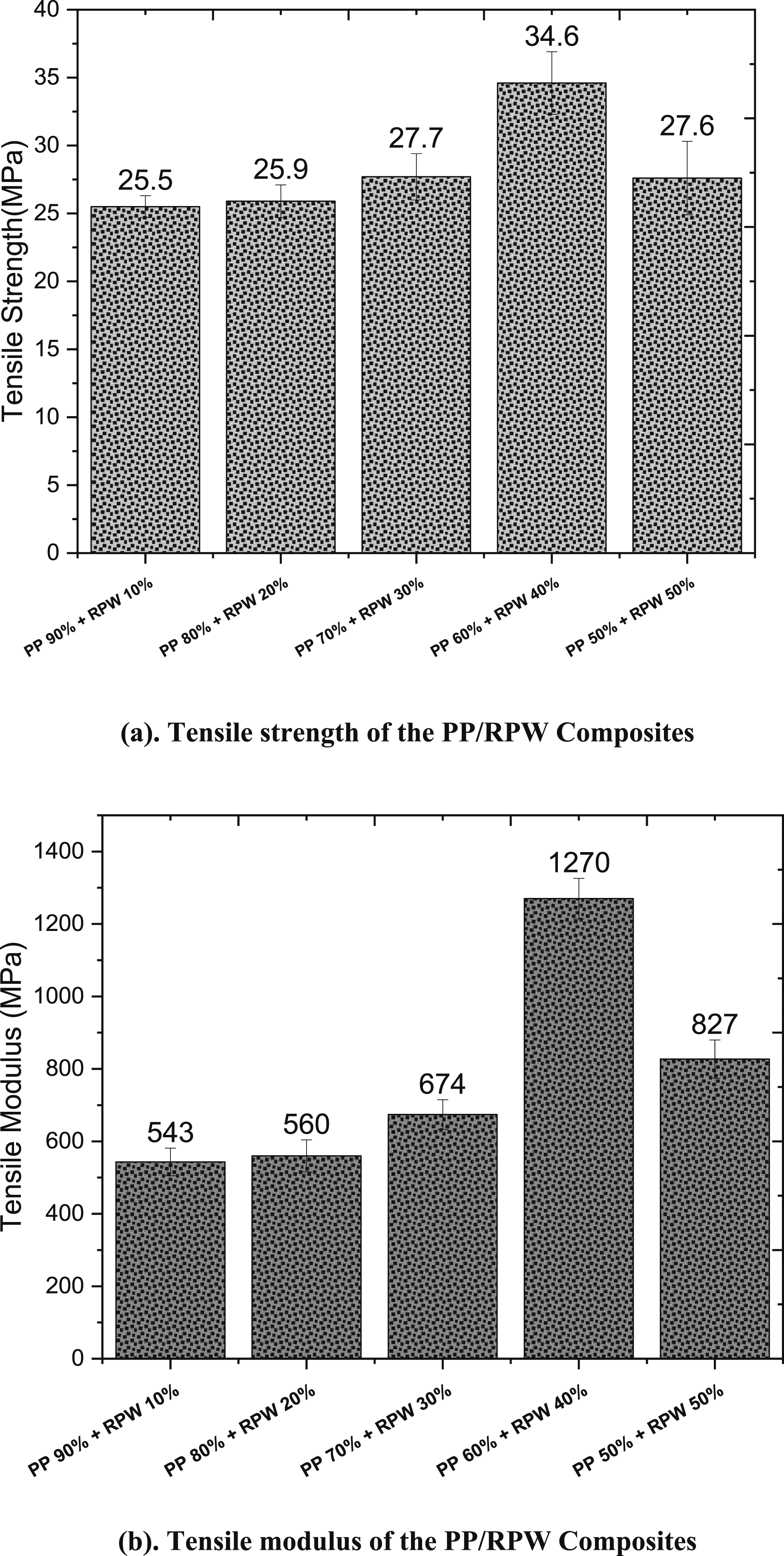
Flexural properties of PP/RPW composites
Flexural properties of the fabricated samples were shown in Figure 4(a, b). Flexural strength of the composites improved as RPW concentration increased. The composite containing 40 wt % RPW had a maximum flexural strength of 46.4 MPa, which was 28% greater than that of plain PP (36.2 MPa). However, flexural performance was lowered when the RPW percentage increased to over 40 wt% RPW. Similar to the flexural behavior, its modulus also increased by increasing RPW content up to 40 wt%. The composite containing 40 wt% RPW displayed the highest flexural modulus of 1990 MPa, the one that was 45% higher than that of the Sample A (1370 MPa). However, as the RPW concentration climbed above 40%, the flexural modulus declined. The increase in flexural strength and its modulus can be ascribed to the higher stiffness and strength of the RPW, which act as reinforcements in the composites.
36
The improvement in flexural characteristics was due to strong interfacial bonds between the RPW and PP matrix, which resulted in significant stress transfer through the matrix to the reinforcement. Butane, Ethane, propane and petroleum naphtha are thermally separated to produce propylene, a gaseous substance. It is a member of the “lower olefins,” a class of hydrocarbons having molecules that have only a single pair of carbon atoms became part of by a double bond, similar to ethylene. The propylene molecule had the chemical formula CH2 = CHCH3. The double bond, however, might be broken by polymerization catalysts, thereby and hundreds of propylene molecules are joined together to produce a chainlike polymer (it is a larger, multiple-unit molecule structure).
37
Every propylene repetitive unit that makes up a molecule has a particular structure. However, more than 40 wt% of RPW concentration may cause a deterioration in flexural characteristics because of inadequate bonding between the RPW and PP matrix, causing the composites to develop voids and defects. Notably, the flexural strength and its modulus found to be decreased while the RPW concentration was above 40% (sample E), which could be attributed to the creation of microcracks in the composite as a consequence of the excessive RPW loading. The outcomes of the present research work indicate the potential of RPW as a useful reinforcement for enhancing the mechanical and thermal properties of PP matrices, particularly at moderate loadings of up to 40%. These findings have important implications in the development of sustainable composite materials for various engineering applications. (a) Flexural strength of the PP/RPW Composites, (b) Flexural modulus of the PP/RPW Composites.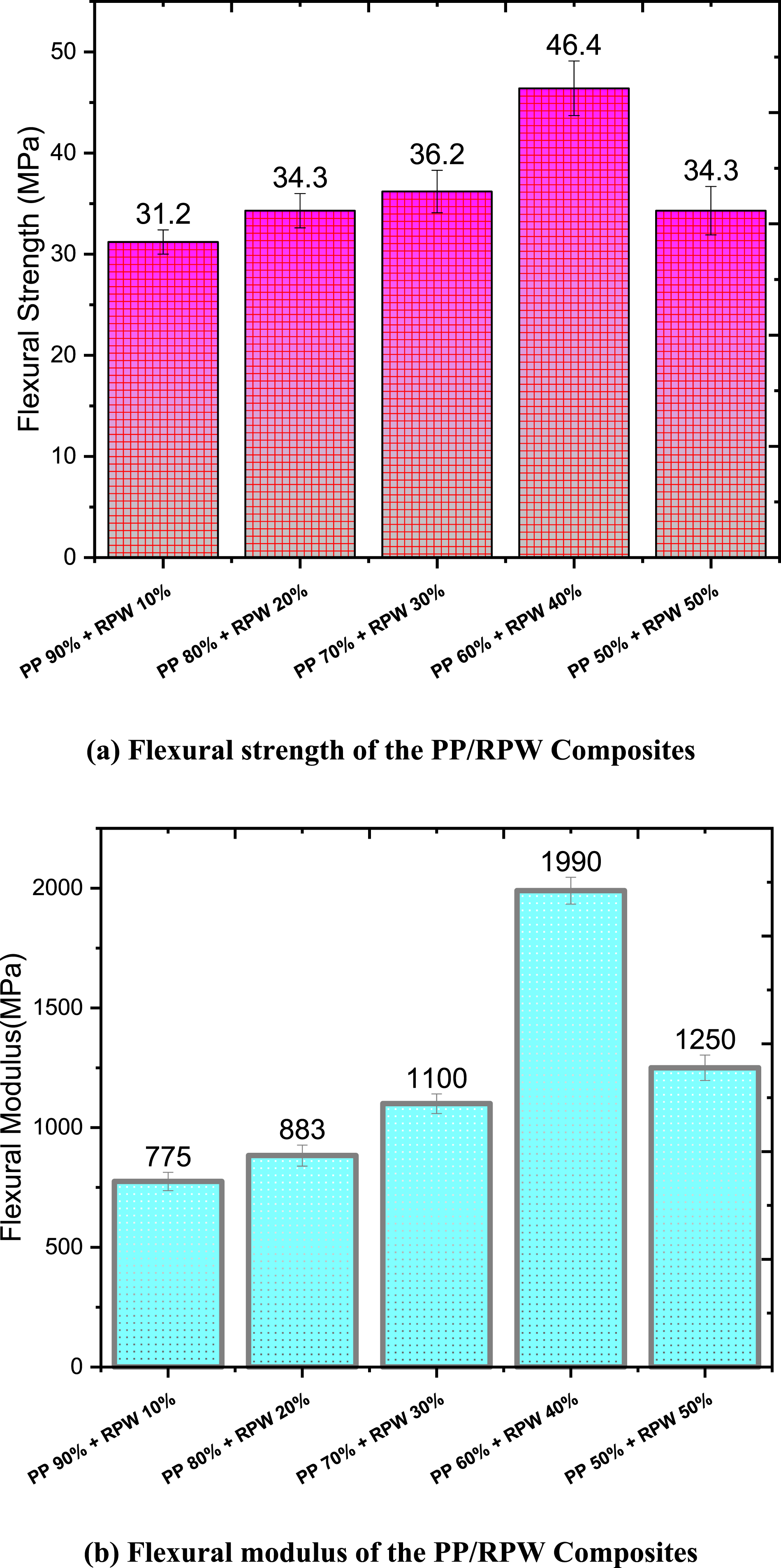
Impact properties of PP/RPW composites
In addition to their mechanical characteristics, the impact resistance of the composites was assessed. Figure 5 demonstrates how RPW addition to the PP matrix improved the composites capacity to withstand impacts. Composite A (10% RPW) had impact resistance 555.9 J/m. The impact resistance possessed by the composites continued to rise with the incorporation of RPW, reaching composite D (40% RPW), which exhibited 656.97 J/m. However, the impact resistance of composite E (50% RPW) decreased slightly compared with that of composite D. This could be due to the weaker adhesive bond between the RPW and matrix of PP, which caused voids or defects to occur at the interface. Higher RPW content is associated with increased impact resistance, which suggests that the composite has efficient energy dissipation processes. The presence of RPW facilitates stress distribution throughout the matrix, while its interfacial adhesion with PP improves the material’s capacity to absorb impact energy, hence reducing the risk of fracture.
38
The results indicate that RPW not only improves density and mechanical properties but also enhances the energy absorption capacity of the composite material, which is essential for helmet applications. Impact strength of the PP/RPW Composites.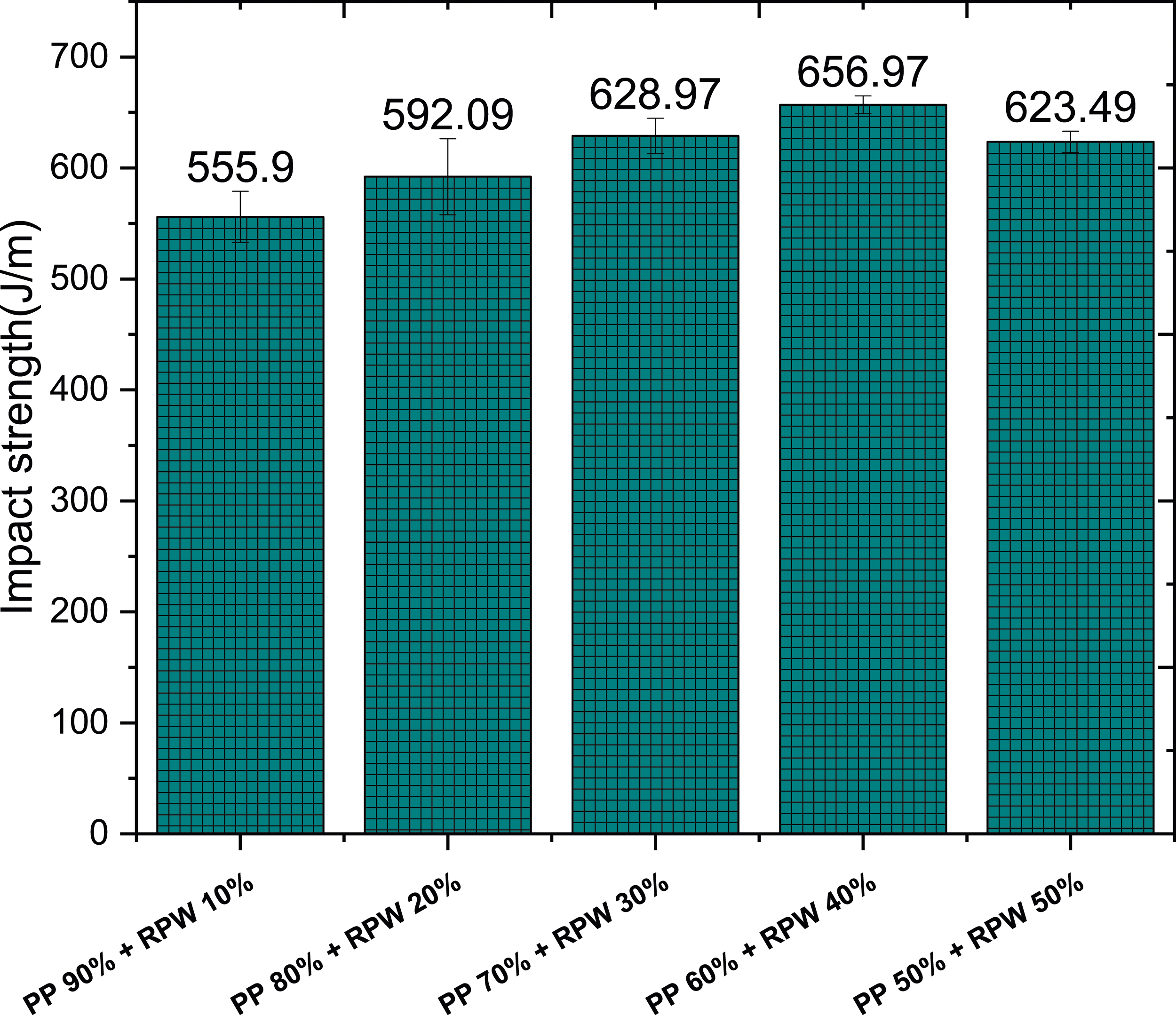
Hardness
Figure 6 lists the Shore D hardness values of PP composites with various quantities of RPW addition. The findings showed that inclusion of RPW somewhat increased the hardness of the composites. The composite containing 40% RPW exhibited the highest Shore D hardness value of 87, which was 18% higher than that of Sample A (69 Shore D) containing 10% of RPW. This can be ascribed to the composite’s improved rigidity and stiffness owing to the presence of RPW. The increase in hardness with the addition of RPW is consistent with previous studies on composites reinforced with recycled glass fibers.
39
The findings indicate that adding RPW to polypropylene can increase the hardness of the resulting composites, which may have implications for their use in applications where hardness is an important property, such as in the production of safety helmets. Shore D hardness of PP composites with varying amounts of RPW.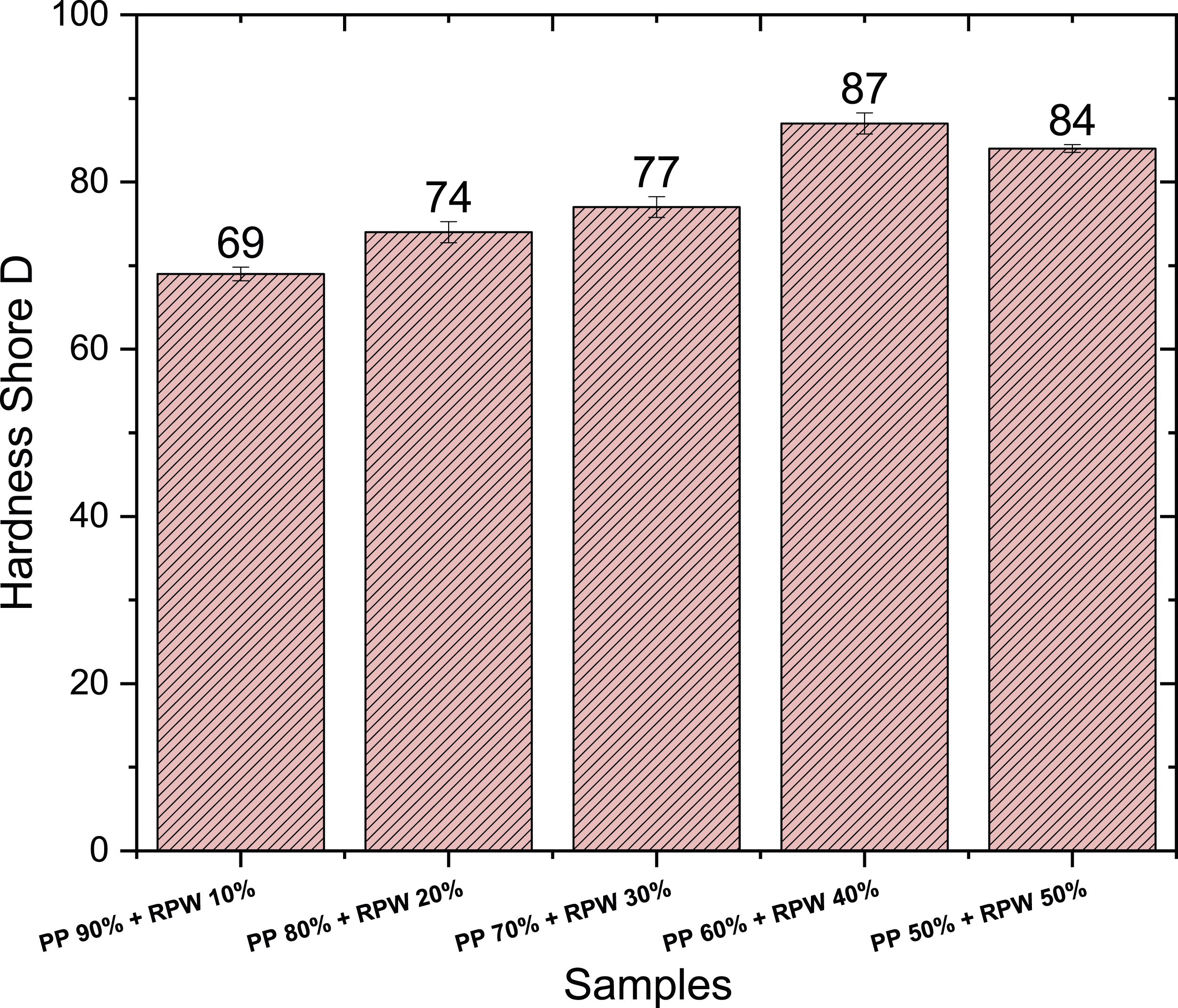
Density
Density values of PP/PRW composites.

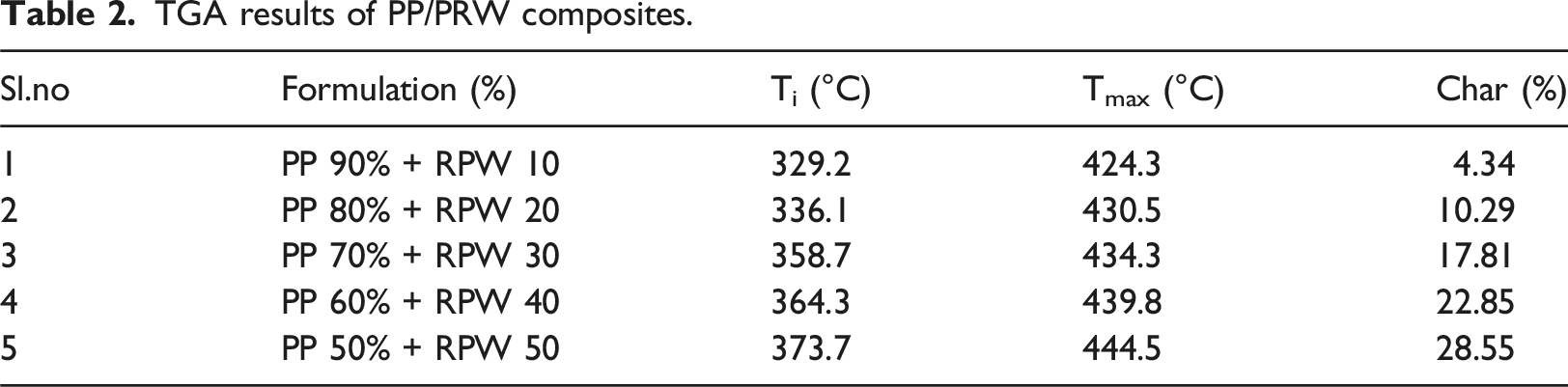
TGA results of PP/PRW composites.
The increase in density with RPW content indicates that the composites are more compact and have a lower porosity. The higher density of the composites can also be attributed to the good compatibility between PP and RPW, which resulted in a homogeneous mixture and reduced the formation of voids. The results suggest that PP/RPW composites can be used in applications where high density is desirable, such as in automotive and construction industries. The high density of these composites can also improve their acoustic and thermal insulation properties.
TGA
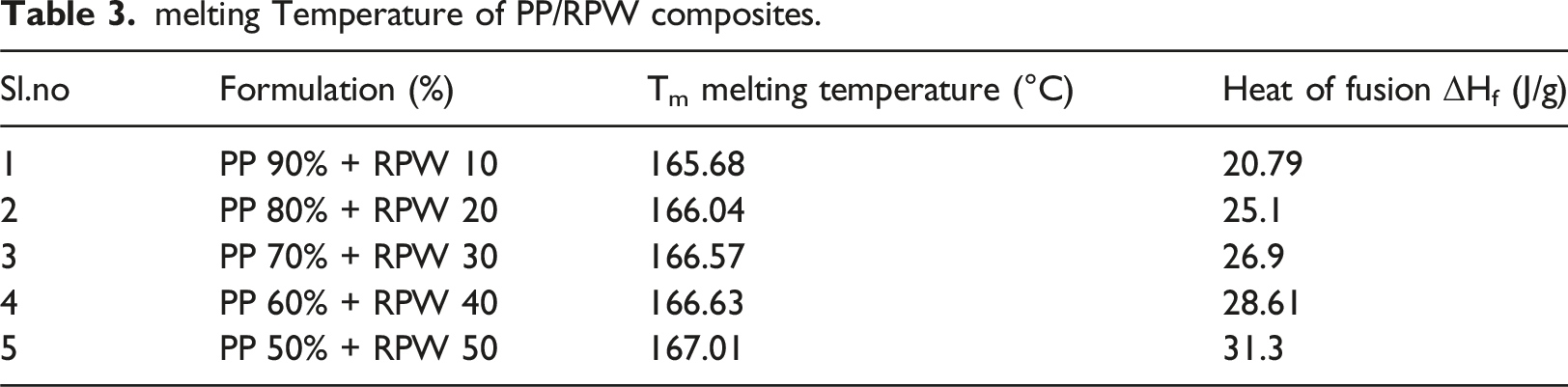
melting Temperature of PP/RPW composites.
DSC
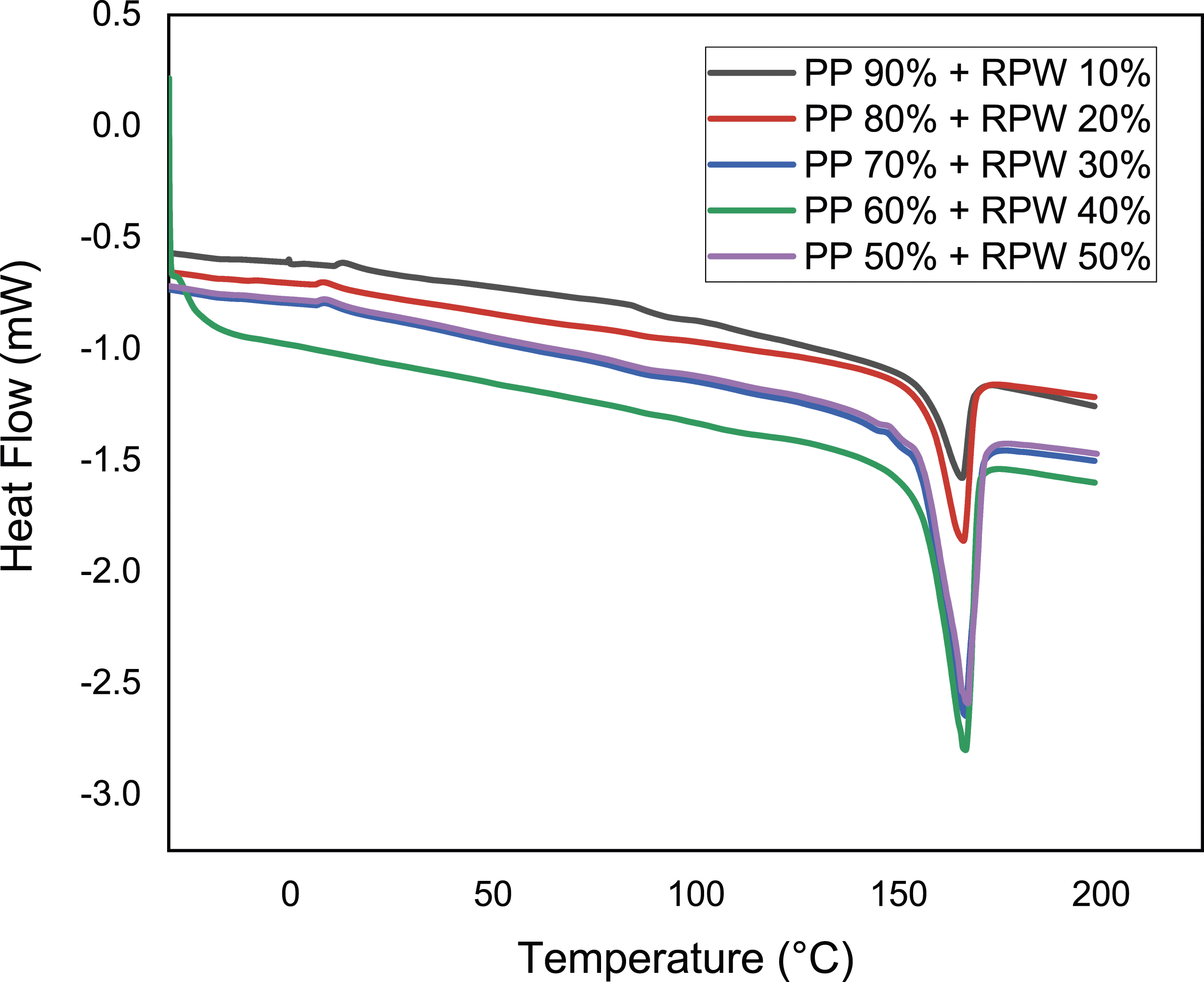
Table 3 shows the results of the differential scanning calorimetry (DSC) investigation of PP composites. Figure 7 shows DSC curves of fabricated samples. According to the findings, the melting temperature (Tm) of the composites gradually increases as the RPW concentration increases. For instance, in the PP 50% + RPW 50% sample, the melting temperature rises to 167.01°C from 165.68°C in the PP 90% + RPW 10% sample. The incorporation of RPW, which probably introduces heterogeneous nucleation sites within the PP matrix, may be the cause of this slight increase in melting temperature with greater RPW concentrations.
41
These nucleation sites have the ability to change the crystallization process, which could raise Tm slightly. It’s also possible that RPW functions as a nucleating agent, improving the composites’ melting and thermal stability.
42
The heat of fusion (ΔHf) values likewise exhibits an increased trend, rising from 20.79 J/g in the PP 90% + RPW 10% sample to 31.3 J/g in the PP 50% + RPW 50% sample. As the RPW content rises, the increase in ΔHf indicates better crystalline structure development. This pattern suggests that RPW increases the PP matrix’s crystallinity, most likely as a result of functional groups on the RPW surfaces that improve matrix-filler adhesion. Strong RPW-induced interfacial bonding may lead to more ordered structures, which would improve crystallization and raise ΔHf.
43
Increased RPW content leads to a modest rise in Tm and ΔHf, indicating that the composite material may withstand greater temperatures before melting, perhaps improving thermal stability (Figure 8). TGA results of PP/PRW composites. DSC results of PP/PRW composites.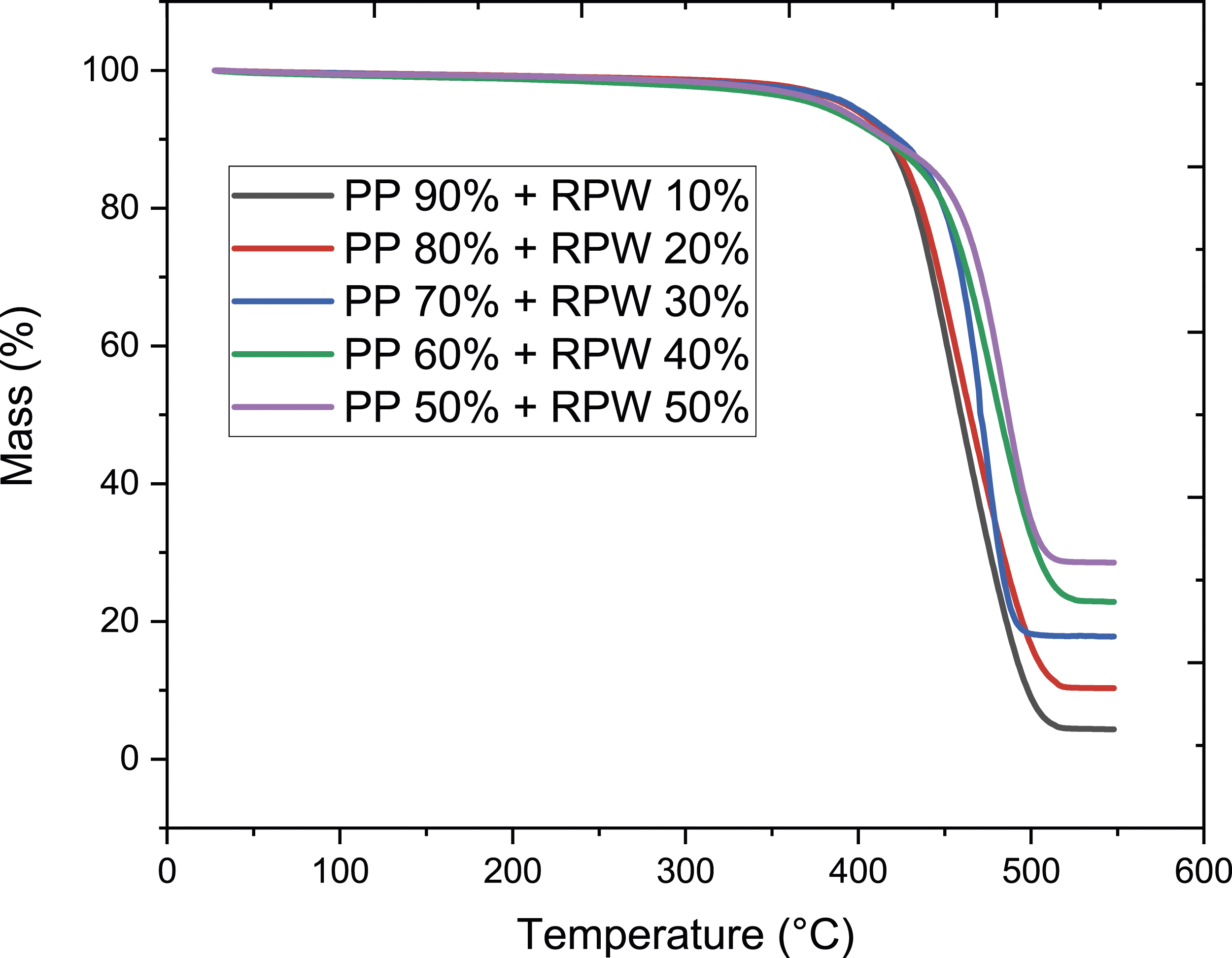
Vicat softening temperature (VST)
Figure 9 shows that PP/RPW composites’ Vicat Softening Temperature (VST) increases with RPW content. VST from 10% RPW composite was 73°C, rising to 91°C for 50% RPW composite. This suggests that adding recycled polyester waste (RPW) improves the polypropylene (PP) matrix’s thermal resilience by preventing softening at high temperatures. The stiffness of RPW particles in the PP matrix increases VST. RPW particles may prevent heat deformation, making the material harder to soften. Due to its aromatic composition, polyester waste adds thermal stability to composites made from semi-crystalline polymers like polypropylene. Thus, RPW strengthens the composite structure, improving heat deformation resistance.
44
Similar studies have shown that stiff, thermally stable fillers increase VST in polymer matrices. Due to their strong heat resistance and matrix reinforcement, fillers like glass fibers and filler materials raise polymer softening temperatures.
45
RPW particles produce a thermally stable interface in the PP matrix, minimizing chain mobility and increasing VST. This composite material’s improved VST makes it better for heat-deformation-resistant applications like safety helmets and other industrial uses. Vicat Softening Temperature of PP/RPW composites.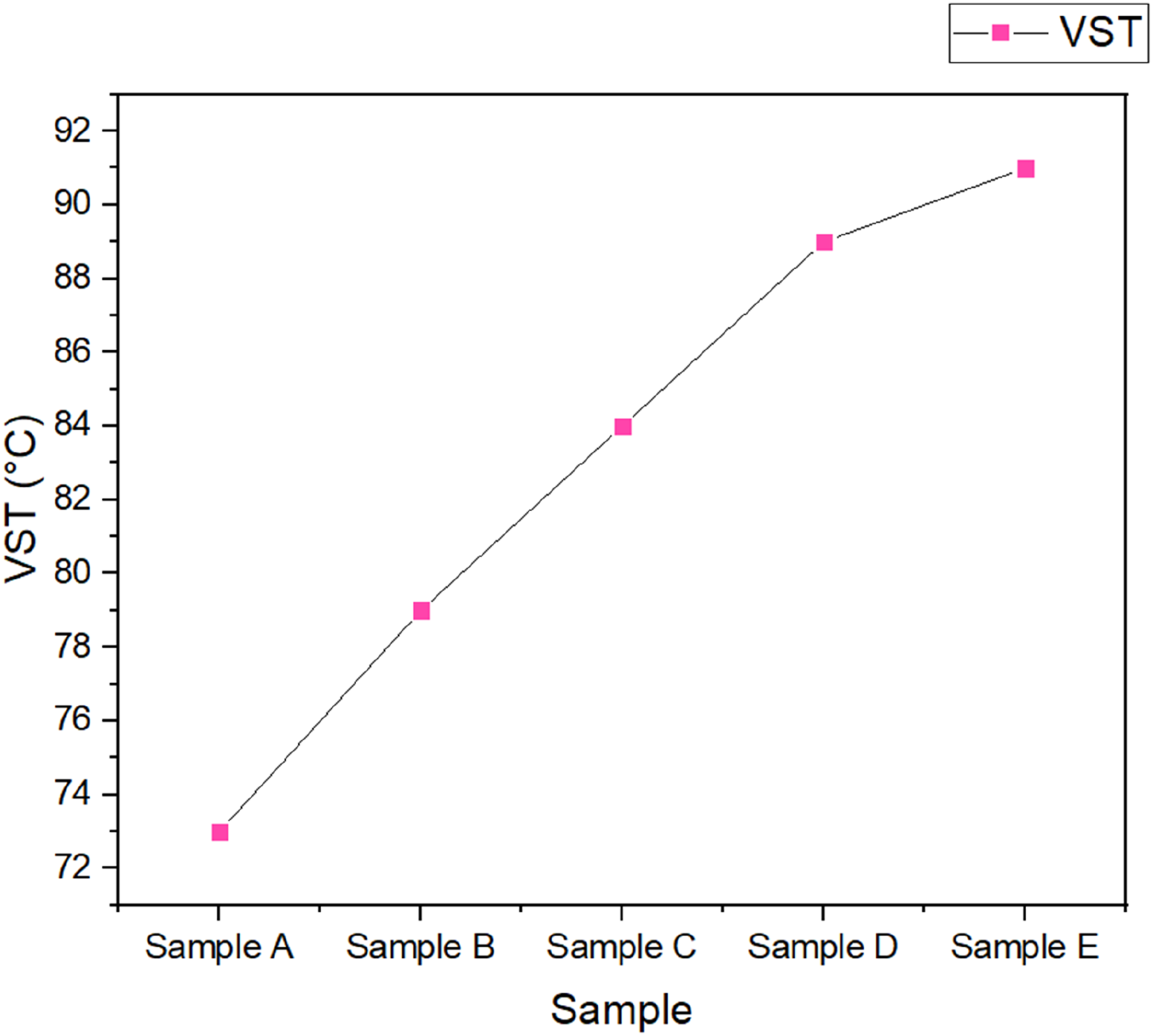
Viscoelastic properties
Viscoelastic properties of PP/RPW composites.
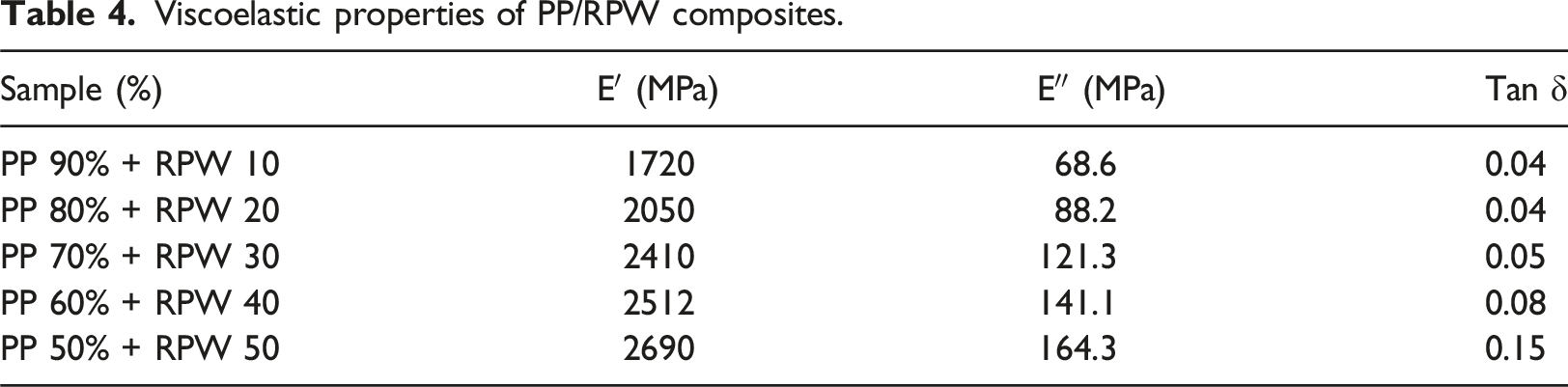
These findings indicate that the addition of RPW to PP improves the viscoelastic properties of the composites, which could make them suitable for applications requiring high stiffness and damping properties, such as in the construction and automotive industries. The storage modulus (E′), loss modulus (E″), and also damping factor (tan δ) of the PP and RPW composites were evaluated by DMA. While the loss modulus reveals the material’s viscosity, the storage modulus reflects the material’s elasticity. The energy lost by a material when subjected to cyclic loading is measured by the damping factor. This can be related to the reinforcing impact of RPW particles, which could increase the stiffness of the composite. The loss modulus also increased with the RPW content, indicating that the composites became more viscous. With increasing RPW content, the damping factor decreased, indicating that the composites dissipated less energy. This is due to the polymers decreased mobility caused by the existence of RPW particles, which inhibits the chains from relaxing. The DMA observations indicate that the addition of RPW to PP increases the rigidity and viscosity of the composite, while decreasing its energy dissipation. These findings are consistent with the mechanical and thermal analysis results, and indicate that RPW can serve as an effective filler material for PP composites.
SEM analysis
Figure 10 shows SEM micrographic images of the composites surfaces that fractured. The fracture surface of the PP composites in the SEM images is relatively smooth, indicating ductile fracture. In contrast, the composite’s fractured surfaces were relatively rough in the presence of voids and deformation. This indicates that the addition of RPW to the PP matrix affects the fracture behavior of the composite. The SEM images also display that the RPW particulates were dispersed well in the matrix of PP with no visible agglomeration. This indicates that the PP matrix and RPW particles exhibit strong interfacial adhesion. The existence of functional groups, including carboxyl group and hydroxyl group, on the outer surfaces of the RPW particles, which can react with the PP matrix during composite processing, is responsible for the excellent interfacial adhesion. The SEM images also reveal the presence of fibrillation in the composites, which indicates the development of some degree of interfacial shear strength between the PP matrix and the RPW particles. The development of the interfacial shear strength could be linked to the mechanical interlocking of the PP matrix with the rough surface of the RPW particles, as well as the chemical bonding between the PP matrix and RPW particles because of the existence of functional groups present on the surface of the RPW particles. SEM results confirmed that the RPW incorporation into the matrix of PP resulted in a better distribution of RPW particles in the matrix of PP, excellent interfacial adhesion existing between the PP matrix and RPW particles, and also some degree of interfacial shear strength between the PP matrix and RPW particles. The aforementioned factors help the PP/RPW composites perform better thermally and mechanically. Moreover, the presence of micro voids around the RPW particles indicated the formation of stress concentration points, which may have led to degradation in the composite’s mechanical properties. SEM examination suggested that RPW addition to the matrix of PP led to changes in the surface morphology and distribution of particles, which affected the performance of the composites thermally and mechanically. SEM analysis of PP/RPW composites. (a) PP with 0% RPW particles, (b) PP with 10% RPW particles, (c) PP with 20% RPW particles, (d) PP with 30% RPW particles, (e) PP with 40% RPW particles, (f) PP with 50% RPW particles.
Conclusion
A novel composite material was successfully prepared by incorporating polyester resin waste (RPW) into a polypropylene (PP) matrix. The TGA and DSC analyses demonstrated that the addition of RPW enhanced the PP/RPW composites thermal stability. Additionally, the composite had enhanced mechanical characteristics, including raised impact strength, flexural strength, tensile strength, and shore D hardness, compared to those of pure PP. The viscoelastic properties of the composites were also enhanced, as observed by DMA analysis. Morphological analysis of the fractured surface revealed enhanced interfacial adhesiveness existed between the PP and RPW phases, which could be attributed to chemical interactions between the two phases. Based on these results, the PP/RPW composite can be recommended for several industrial applications, including construction materials, automotive parts, and household appliances, owing to its improved thermal as well as mechanical properties. The utilization of RPW in composites promotes sustainable and eco-friendly practices by utilizing waste materials in value-added products. Further research should focus on optimizing the composition and processing parameters to further improve the properties of the composite materials.
Footnotes
Acknowledgements
The authors extend their appreciation to the Deanship of Scientific Research at King Khalid University for funding this work through large group Research Project under grant number RGP 2/242/45. The authors would like to extend their sincere gratitude to CIPET for their generous support and provision of facilities throughout the duration of this research. The authors thank Concord Helmet & Safety Products Private Limited, Trichy for support this research. We are grateful to Mr R. Bharath, General Manager, for his direction, ideas, and resources, which helped complete this study. His support has helped us advance our study and achieve our goals.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors extend their appreciation to the Deanship of Research and Graduate Studies at King Khalid University for funding this work through Large Research Project under grant number RGP 2/242/45.