
Abstract
This study investigates the effect of recycling and nanofiller incorporation on the morphological, rheological, and mechanical properties of various injection moulded polyesters. The research compares the behaviour of two types of bio-based (polylactic acid (PLA) and polybutylene succinate (PBS)) and two types of petroleum-based (polyethylene terephthalate (PET) and polybutylene terephthalate (PBT)) polyesters, including polymers with aliphatic and aromatic structures. Recycling was simulated by repeated extrusion for both unreinforced and 6 wt% montmorillonite (MMT) reinforced nanocomposites. Although in all cases the rheology measurements resulted in shear-thinning behaviour, the complex viscosity range and shape of the curves varied differently for each material depending on the MMT reinforcement and the number of extrusions. The melt flow index (MFI) values showed that neither reprocessing nor MMT had a significant effect on the results of PBT, PBS, and PLA. A sharp increment was observed when PET was processed with MMT, indicating the polymer’s notable degradation. Non-isothermal crystallization was used to investigate the extent of overcooling, and the results were compared at 10°C/min and at cooling rates extrapolated to 1°C/min. The undercooling of PBS and PBT barely changed with reprocessing and MMT content, but degradation in PET also modified the crystallization tendency, while in PLA MMT reinforcement inhibited molecular ordering. The wide-angle X-ray diffraction (WAXD) study showed an intercalated structure for all types of polyester nanocomposites, with minor differences in the layer-stack number. Dynamic mechanical analysis (DMA) indicated changes in the glass transition temperature and storage modulus with reprocessing and the addition of MMT. While below the glass transition temperature, the glassy amorphous phase has a more pronounced effect on the storage modulus, above this temperature the crystalline phase tends to dominate, as the contribution of the amorphous phase in the rubbery state is minor to the stiffness. The homogeneous distribution of MMT was confirmed by the shape of the Cole-Cole diagrams.
Introduction
Polyesters have gained immense importance due to their many uses in various applications and their versatility, durability, sustainability potential and ease of manufacturing. They can be found in clothing, home furniture, automobile parts, food containers, packaging materials, building materials, electrical insulators and the medical field. 1 Polyesters can be classified into two basic types depending on the raw materials from which they were created. One of them is called petroleum-based polyesters, which are produced from petrochemical raw materials1,2 such as poly (ethylene terephthalate) (PET) and poly (butylene terephthalate) (PBT).3,4 The other type is called bio-based polyester, which is produced from renewable resources such as plants2,5,6: the most famous are poly (lactic acid) (PLA) and poly (butylene succinate) (PBS). Both types have advantages and disadvantages, so choosing one depends on the final requirements of the application.5,7 The large amounts of plastics produced, once they are consumed and disposed of into the environment, eventually end up as undegradable wastes, therefore contributing significantly to global pollution. For this reason, there is an urgent need to produce environmentally friendly plastics based on renewable sources, especially in short-term packaging and disposable applications.
In general, polyesters are particularly beneficial to the environment when used in the composites industry as sufficient dispersion and strong interactions can be achieved when they are processed with fillers.2,7–9 Montmorillonite (MMT) is a suitable option to combine with polyesters due to its effective role in obtaining products with improved properties compared to pure polyesters, as well as because of the benefits it achieves for environmental sustainability.7,10,11 Crystallization studies of polyester/MMT nanocomposites have revealed intriguing results where the incorporation of MMT of various types (modified and unmodified) into polyesters such as PET, PBT, PBS and PLA affect the crystallization behaviour. The researchers indicated that MMT acted as a heterogeneous nucleating agent, which initially enhanced crystallization rates but inhibited them at higher concentrations due to hindrance to the movement of the polyester chains.12–17 For example, adding up to 2.5 wt% of MMT to PET increased the crystallization rate as a result of the strong interaction between MMT and PET, 13 while another study found that incorporating MMT up to 4 wt% enhanced crystallinity. 14
The addition of MMT improved the structure of polyesters and their crystalline attributes, resulting in a change of the mechanical properties, as the researchers showed an improvement in both tensile strength and flexural strength when adding MMT, up to 3 wt% for PET and PBT12,15 and up to 5 wt% for PBS and PLA.18,19 The tensile strength increased by 20% when adding 1 wt% of MMT to PET, 20 95% when adding 3 wt% for PBT, 15 16% for PLA 21 and 69% for PBS when adding 4 wt%. 22 The elongation at break, storage modulus, and loss modulus also enhanced16,20,21,23: increasing the ratio of MMT led to an increment in the storage modulus from 1.68 to 2.27 GPa for PET at 3 wt%. 12 The improvement in mechanical properties is due to the sufficient dispersion of MMT particles in the polyester matrix at low content of MMT, while its addition in large amounts led to its agglomeration and thus a decrease in mechanical properties.12,13,21,24 Izod impact strength decreased with increasing ratio of MMT (6 wt%) due to the MMT particles acting as sites of strong stress concentration and thus propagating the diffusion of cracks. 25
Furthermore, MMT dispersion in polyester nanocomposites showed unambiguous effects on their rheological behaviour. The researchers confirmed that the addition of MMT improved the flow behaviour of polyester melts, as there was an improvement in the melt viscosity when adding MMT to PBT as a result of enhancing phase dispersion and interfacial adhesion due to the strong interactions between MMT and the polyester matrix. 15 This enhancement can also be seen when MMT is added to PLA. 19 When the clay content in the nanocomposite was increased, there was an improvement in the complex viscosity at low frequencies.26,27 Moreover, its addition to recycled PET resulted in a decrease in shear viscosity because it acted as a compatibilizing agent. 28 Regarding the creep of composites, studies revealed that the addition of MMT enhances the creep resistance of polyester-based nanocomposites, as the incorporation of clay with PLA, PBS and recycled PET led to a decrease in time-dependent creep deformation due to the formation of a dense network that restricts the movement of the polymer chain.29,30 However, adding more than 5 wt% to PBS increased creep behaviour due to a decrease in size and amount of crystallinity with increasing MMT ratio. 27
Recycling polyester is critical for sustainability and reducing environmental impact as it provides many benefits including reducing the demand for fossil fuel-derived raw materials, diverting waste from landfills and conserving energy.31–35 It was also found that incorporating MMT nanofillers in recycled polyester composites improved performance and properties when done under appropriate processing conditions. Studies36,37 have shown that using recycled PET or PLA in nanocomposites leads to high-quality products with enhanced mechanical and thermal attributes such as tensile and flexural strength at low ratios of MMT due to sufficient clay dispersion.
This work aims to compare the effect of recycling on the rheological, morphological and mechanical properties of different injection-moulded polyesters and polyester/MMT nanocomposites. This will explore how the increasing use of MMT reinforcing materials in various applications may affect physical recyclability.
Materials and methods
Materials
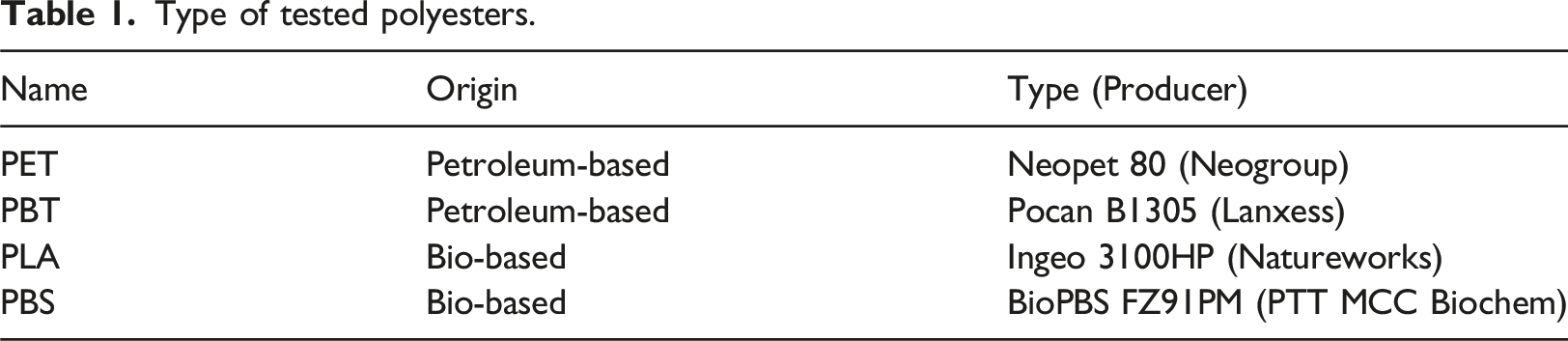
Type of tested polyesters.
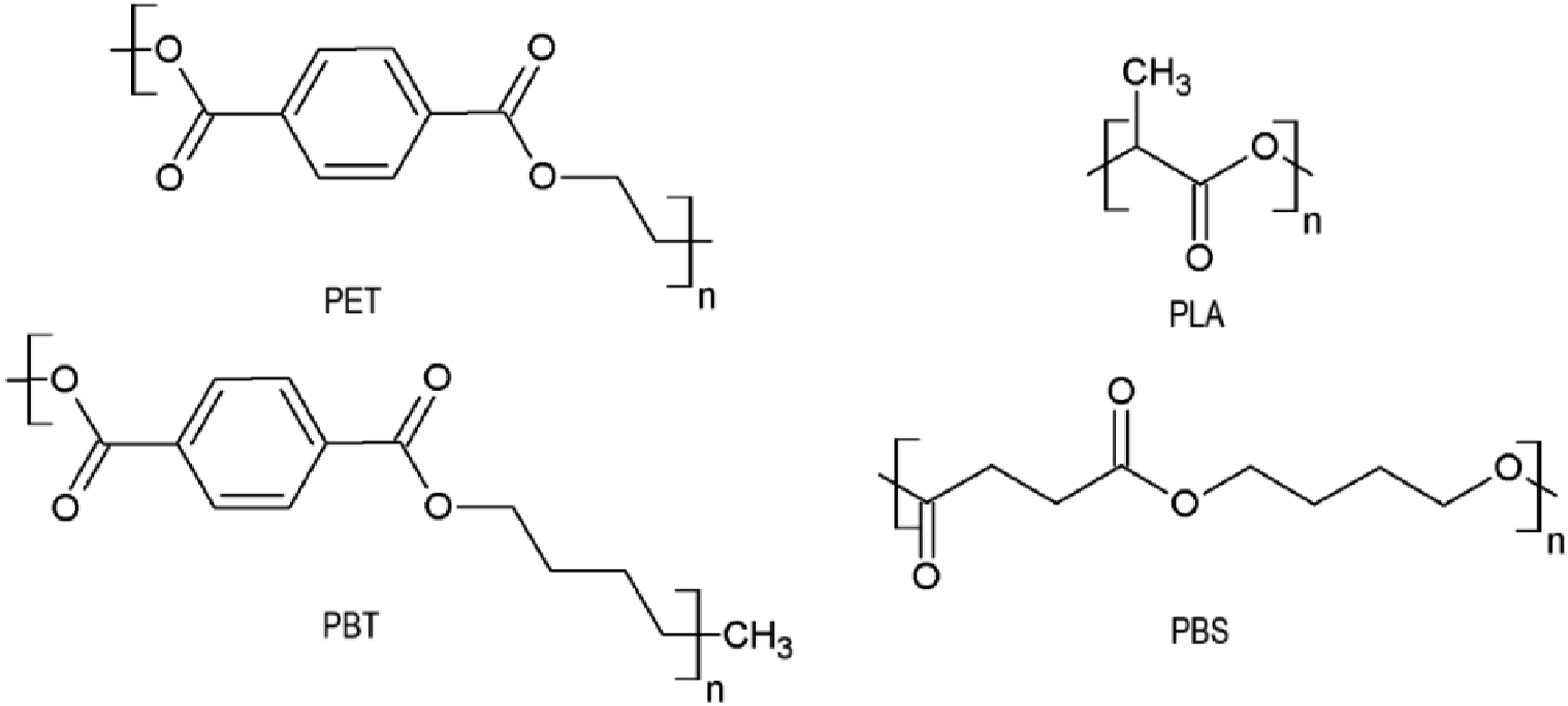
Repeating units of the applied polyesters.
Methods
Sample preparation
All materials were dried before processing using different drying times and temperatures, 80°C /5 h for PBS; 90°C /5 h for PLA; 120°C /4 h for PBT and 160°C / 4 h for PET.
Labtech 26-44 twin-screw extruder (Labtech Engineering, Thailand) with a screw diameter of 26 mm and an L/D ratio of 48 was used to prepare the nanocomposites. The screw speed was always 55 rpm, and the zone temperatures ranged from 150 to 170°C for PBS, 180°C–190°C for PLA, 240°C–250°C for PBT and 250°C–270°C for PET. To simulate the recycling process the extrusion step was repeated. Single and double extrusion of pure polyesters have also been performed and are taken as a reference.
Subsequently, mechanical, and morphological test specimens with a size of 60x60x2 mm3 were produced using injection moulding. The following settings were applied to a 50 MEtII electric injection moulding machine (Mitsubishi, Japan): 60°C mould temperature, 60-65 mm/s injection speed; 50 bar for 10 s of holding pressure. The zone temperatures were set between 160 and 170°C for PBS, 190°C–200°C for PLA, 250°C–260°C for PBT and 260-280°C for PET.
Characterization methods
Using a MiniFlex II (Rigaku, Japan) equipment with a Cu Kα target at room temperature in the range of 2° to 90°, basal spacing measurements of MMT platelets in the injection moulded specimens were carried out. At a scan speed of 2° 1/min, the X-ray generator was run with 30 kV. Bragg’s Law was applied to calculate the interlayer spacing (dhkl) from the (001) peak.

The dynamic mechanical analysis (DMA) was carried out with a three-point bending head to determine the glass transition temperature (Tg) of nanocomposites, using a Q800 (TA Instruments, Inc., New Castle, DE, USA) measuring device. The dimensions of the specimens were 50 × 8 × 2 mm3. The nanocomposites were tested between 30 and 80°C for PET, (−60)-100°C for PBS, 30°C–150°C for PBT and 30°C–70°C for PLA. The heating rate was 2°C/min for each specimen. The measurements were done at 1 Hz frequency with 15 µm amplitude.
The rheometric tests were carried out by an ARES G2 (TA Instruments, Inc., New Castle, DE, USA) type oscillation rheometer, equipped with a 25 mm diameter sheet-sheet measuring head with a gap size setting of 1 mm. The polyesters and nanocomposites were tested in 0.05-300 rad/s frequency range at 5% deformation.
The melt flow index (MFI) of the polymer samples was determined by an LMFI-2LENNCN (Dynisco, USA) melt flow indexer. The PBS was tested at 190°C/2.16 kg, the PBT at 250°C/2.16 kg, the PET at 260°C/1.2 kg and the PLA samples at 210°C/2.16 kg. Before examination, the materials were dried with the same conditions as prior to injection moulding.
The differential scanning calorimetry (DSC) measurements were performed on a DSC131 EVO (Setaram, France) device. A non-isothermal program was applied in a nitrogen atmosphere, and the flow rate of the gas was 50 mL/min. The samples were heated from room temperature to +30°C above their melting temperature (Tm) at a rate of 20°C/min and kept at that temperature for 4 minutes to erase their thermal history. This step was followed by cooling to 0°C at different cooling rates (40, 20, 10, 5 and 2.5°C/min) and heating with 20°C/min. The crystallinity of the samples was calculated according to the following equation:
Results and discussions
Rheological properties
The compounds were examined by rotational rheometer and showed three typical behaviours in the 0.5-500 rad/s frequency range. The absolute value of the complex viscosity |η*| (η* = η′ - iη″) is shown in log–log plots in Figure 2. In the case of PET, the |η*| of the original material was the highest in the entire range. The |η*| of the reprocessed, unreinforced PET was similar, while the |η*| of the MMT-loaded samples were only 10%–20% of the unfilled materials. This significant change can be caused by the degradation, which can lower the average molecular weight of PET by 13%–15%,42,43 and the viscosity increasing effect of the MMT cannot compensate this. Similar behaviour can be seen in the case of PBS, but much lower scale. In the case of PLA and PBT, the MMT increases the viscosity on a greater scale than the decrease caused by the degradation. The shape of the curves of unreinforced samples was conventional rheology curve-like (shear thinning), while the reinforced samples showed a nearly linear decrease over the examined frequency range. PBT and PLA showed a similar behaviour, the shape of the curves was analogous. For these samples, the |η*| at the upper end of the frequency range was nearly the same for each sample. For the unreinforced materials, the curves had a conventional rheological curve shape, and the |η*| decreased with the increasing number of extrusions. The reinforced samples behaved differently for these materials. The curves did not converge towards a constant value at low frequency, but the viscosity increased steadily as the frequency decreased. In addition, the |η*| of the 2x extruded samples was higher than that of the once-extruded samples. This can be caused by the better dispersion in the case of the two-times extrusion samples.44,45 All the curves of the PBS samples were conventional rheological curve-like, with |η*| values also close to each other. The effect of adding MMT and recycling on the absolute value of the complex viscosity of various types of polyesters: (a: PET, b: PBS, c: PBT, d: PLA; 1X: one processing cycle, 2X: two processing cycles).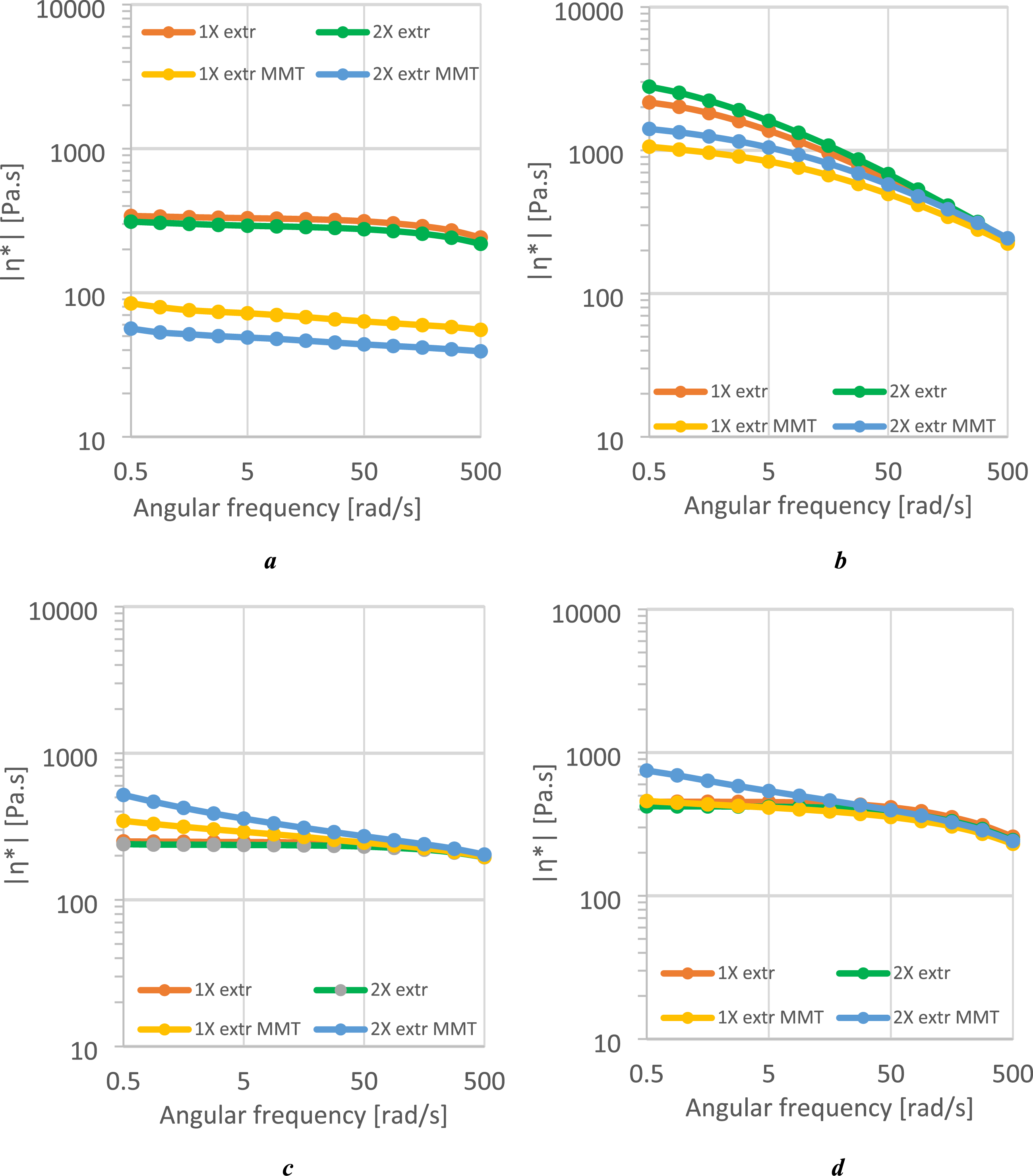
The four materials all exhibited shear thinning behaviour over the investigated range. Near the lower limit of the frequency range, the plateau phase was not yet visible, but the shape of the curves was approaching it. The |η*| values at the lower limit of the measurement varied between 1000 and 3000 Pa for each sample. For PBT and PLA, the |η*| was significantly higher at lower shear rates due to MMT than for the unfilled case. The |η*| of the three materials except PBS started to increase at the lower limit of the frequency range, a yielding effect started to appear. The non-Newtonian behaviour was also present at lower frequencies, which is caused by the interparticle interaction of the MMT.
The trends in storage modulus (G′) curves (Figure 3.) are similar to the viscosity curves. The G′ values of PLA and PBT were higher for the reinforced samples than the unreinforced ones, and among them, the highest results were measured on the 2x extruded samples. In the case of PET and PBS, just the opposite was observed: The G′ values were higher for the unfilled materials. It is true for all four materials that the curves of the unfilled samples are almost identical. As for the reinforced samples, the difference is negligible for PET and PBS, while the contrast is greater in the case of PLA and PBT: the two-times extruded samples have higher storage modulus, which also can be caused by the better dispersion of the MMT. Effect of reprocessing on storage modulus (a: PET, b: PBS, c: PBT, d: PLA; 1X: one processing cycle, 2X: two processing cycles).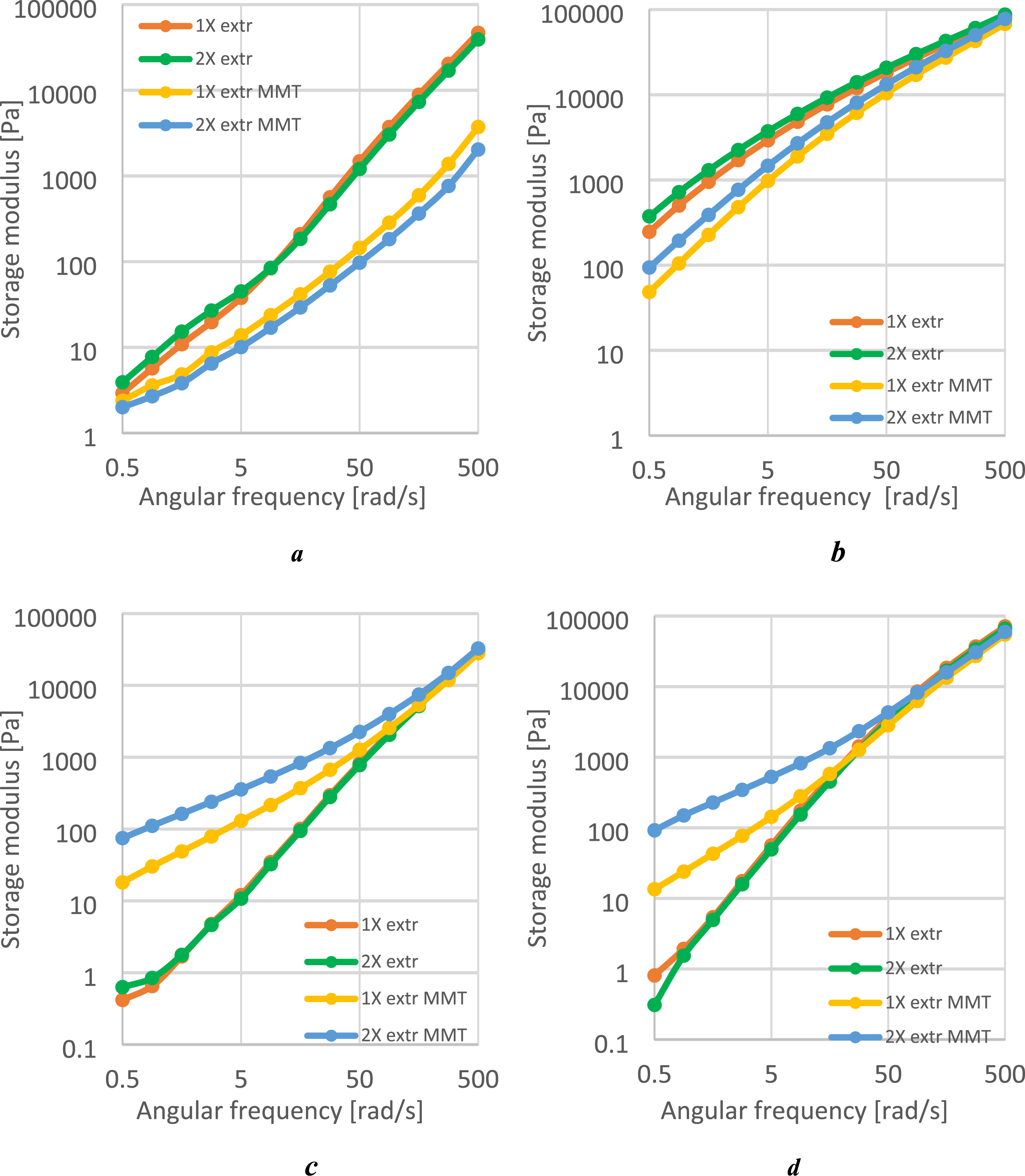
In the cases of PLA, and PBT the physical network formed by the MMT increased the storage modulus. The number of extrusions improved the dispersion MMT, which also enhanced the effect of the physical network.
In the case of PLA, PBT and PBS, the creep compliance for MMT-filled materials is lower than that for unfilled samples (Figure 4.). Among the latter, there is no significant difference between the 1x and 2x extruded samples, so the molecular weight has no notable effect on the compliance thus, there is no significant difference between the molecular weights that would critically affect the viscosity of the material in the melt state, as a function of time. As for the reinforced samples, the compliance of the 2x extruded samples was lower than that of the 1x extruded ones, indicating a higher elastic behaviour and better MMT dispersion. Creep of polyesters and polyester/MMT nanocomposites before and after recycling: (a: PET, b: PBS, c: PBT, d: PLA; 1X: one processing cycle, 2X: two processing cycles).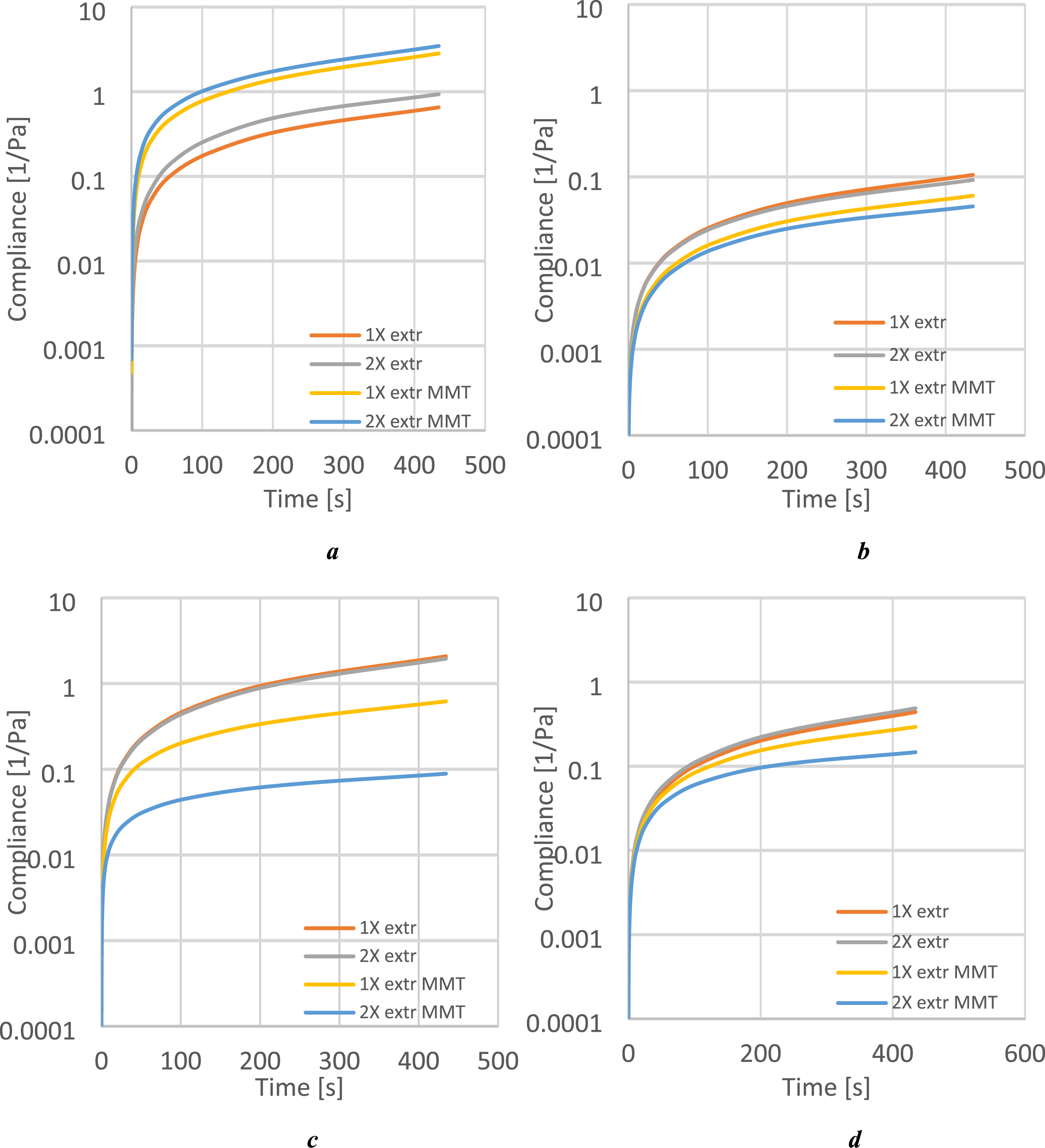
However, PET was different from the other polymers in every aspect. Compared to the unreinforced samples, the reinforced samples had higher compliance, which is the opposite of what was measured for PLA, PBT and PBS. Furthermore, the compliance of the 2x extruded samples was higher than that of the 1x extruded. The latter is consistent with the |η*| values because the linear section of the creep curves can be used to infer the zero-viscosity value, and PET also behaved inversely to the other three materials on the viscosity curve.
The melt flow index of the samples, a property crucial from the viewpoint of injection moulding, is presented in Figure 5. In the case of PBS, PBT, and PLA, there was no significant difference between the results of the samples with different compositions or processing states. The MFI values of the abovementioned polymers slightly increased with the number of reprocessing, both for unfilled and MMT-loaded samples, indicating a mild degradation. For PBT and PLA, MMT also enhanced the values, while just the opposite was observed in the case of PBS. As for PET, the MFI of the pure samples marginally increased with the processing cycles. However, a considerable rise was visible when MMT was added to the polymer, and the reprocessing further enhanced the MFI of the loaded sample. These results comply with the rheological tests presented in Figure 2 a., where the absolute value of complex viscosity of PET/MMT nanocomposites was considerably lower than that of pure samples. The MFI measurements further support our statement that MMT cannot compensate for the substantial chain cleavage of PET during melt processing. Melt flow index of polyesters and polyester/MMT nanocomposites.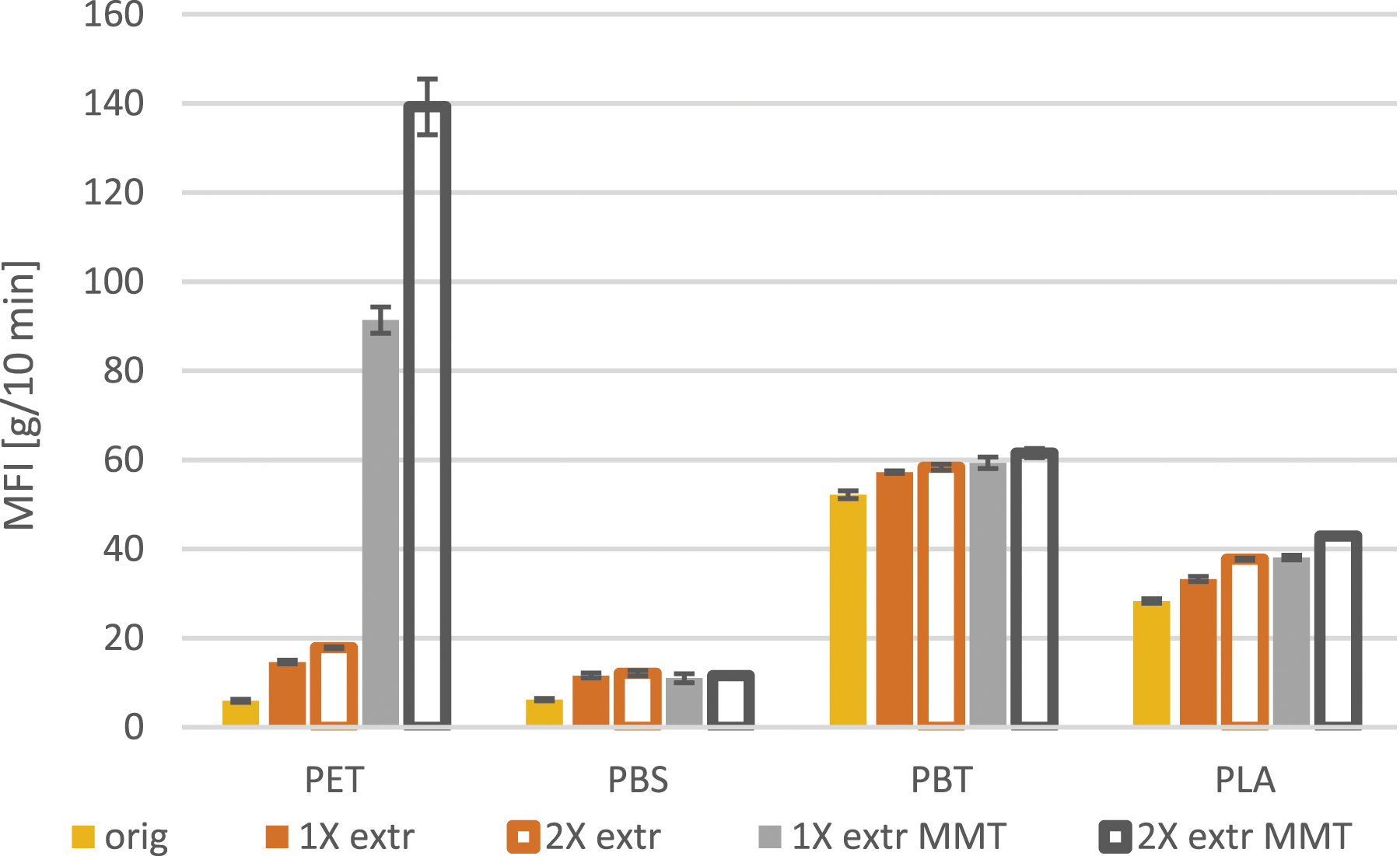
Crystallization properties of polyester/MMT nanocomposites
Based on the results of non-isothermal crystallization, the crystallinity of the samples shows a linear correlation with the natural logarithm of the cooling rate, as indicated by Figure 6. When no MMT was added to PET, the crystallinity decreased with reprocessing. After the first processing cycle, MMT did not have any effect, but it increased the crystallinity after the second reprocessing cycle. As for PLA, reprocessing increased the degree of crystallinity. The nucleating effect of MMT was only noticed at relatively low cooling rates. In the case of PBS, the results were quite similar in all four cases. It can be concluded that reprocessing reduced crystallinity, while MMT increased the values. Higher cooling rates resulted in a smaller difference between the samples for PET and PBT. In the latter case, MMT successfully increased crystallinity, however, reprocessing had an opposing effect. Effect of cooling rate on crystallinity (a: PET, b: PBS, c: PBT, d: PLA; 1X: one processing cycle, 2X: two processing cycles).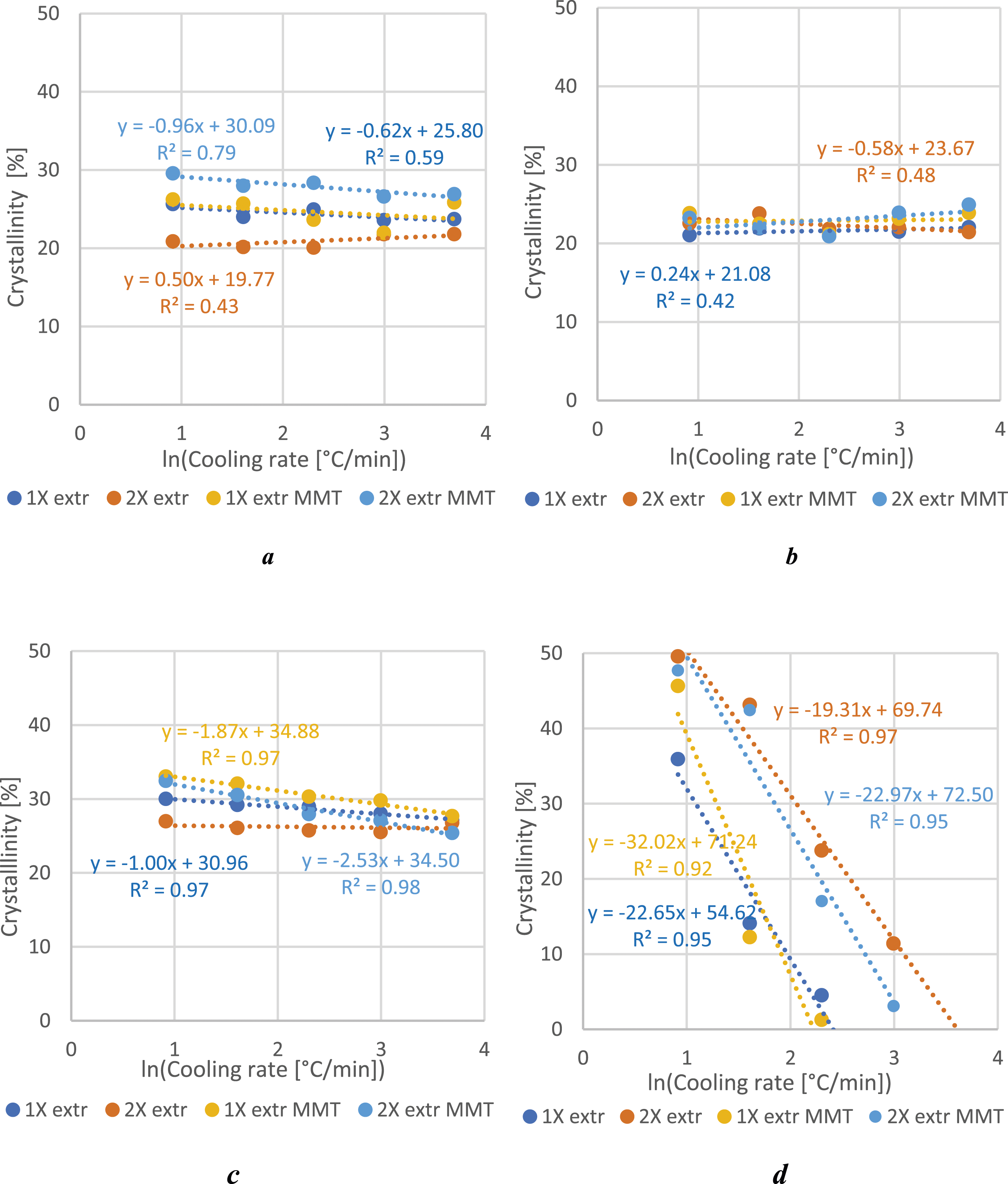
The difference between the equilibrium melting temperature (Tm,0) and the peak temperature of crystallization (Tc,p) during the cooling scan is defined as the degree of undercooling (ΔTc).
46
The degree of undercooling as the function of the natural logarithmic cooling rate is presented in Figure 7. Most samples showed a strong, positive correlation. Except for PET, the difference was negligible between the samples of the same material. In the case of PET, both MMT and reprocessing reduced the degree of undercooling, promoting crystallization. Effect of cooling rate on undercooling (a: PET, b: PBS, c: PBT, d: PLA; 1X: one processing cycle, 2X: two processing cycles).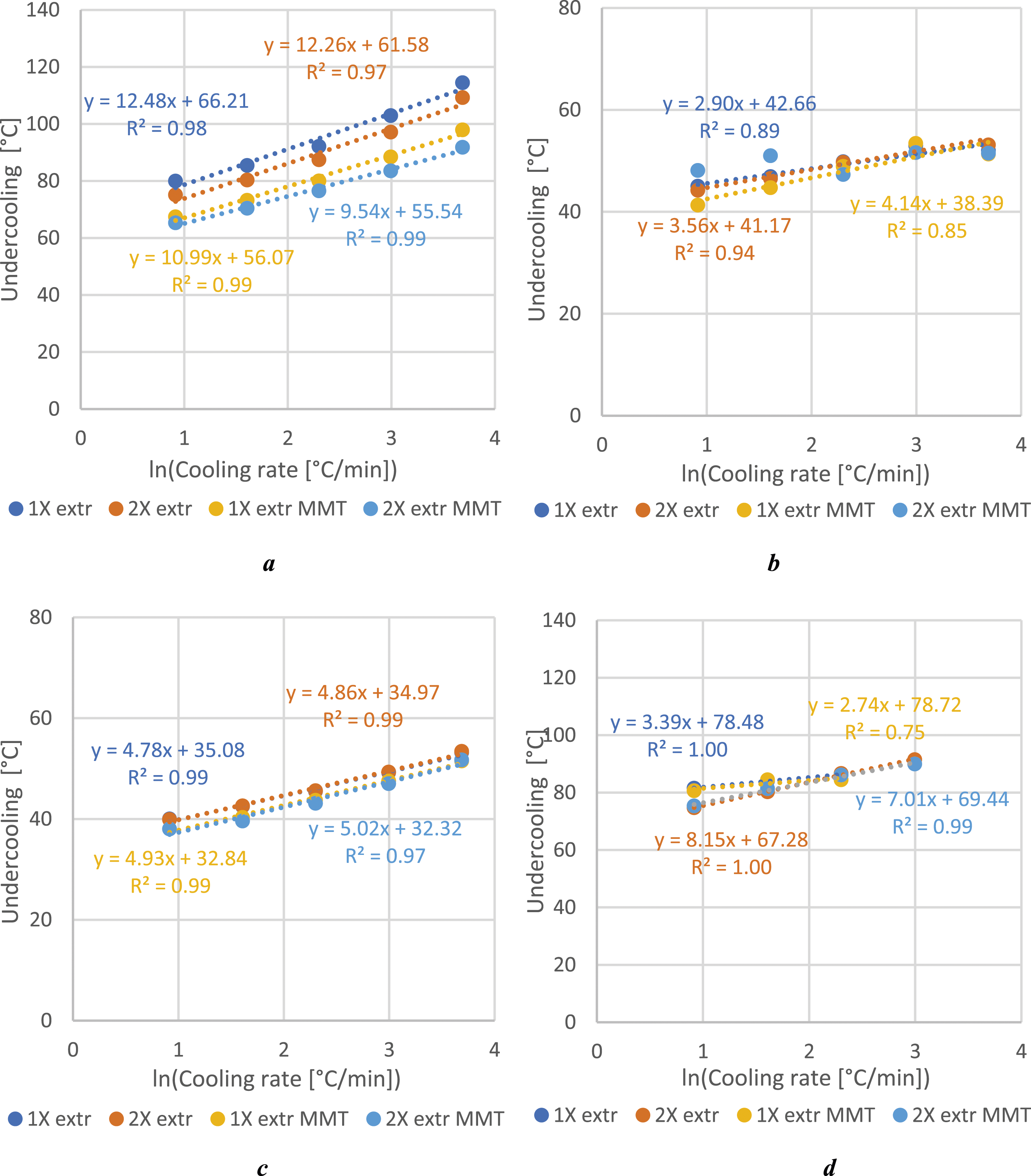
Figure 8 indicates the undercooling at 1°C/min (a) and 10°C/min cooling rate for the polyesters and polyester/MMT composites. At a lower cooling rate, the undercooling was smaller for all materials compared to the results obtained at 10°C/min. This is because at lower cooling rates the polymer molecules have sufficient time to form crystals at higher temperatures, while increasing the cooling rate results in less time spent at a given temperature, thus the crystallization can only start at lower temperatures.
47
At 1°C/min, both the incorporation of MMT and reprocessing decreased the undercooling of PET and PBT, but the effect of recycling was more pronounced. The highest undercooling was observed in the case of PLA, which is known to crystallize slowly because of the rigid segments in its chains.
48
The undercooling even slightly increased after reprocessing but incorporating MMT greatly reduced the values. As for PBS, MMT lowered undercooling after one processing cycle, while it hindered crystallization after the subsequent cycle. Undercooling after the processing steps (a) at 1°C/min and (b) at 10°C/min cooling rate.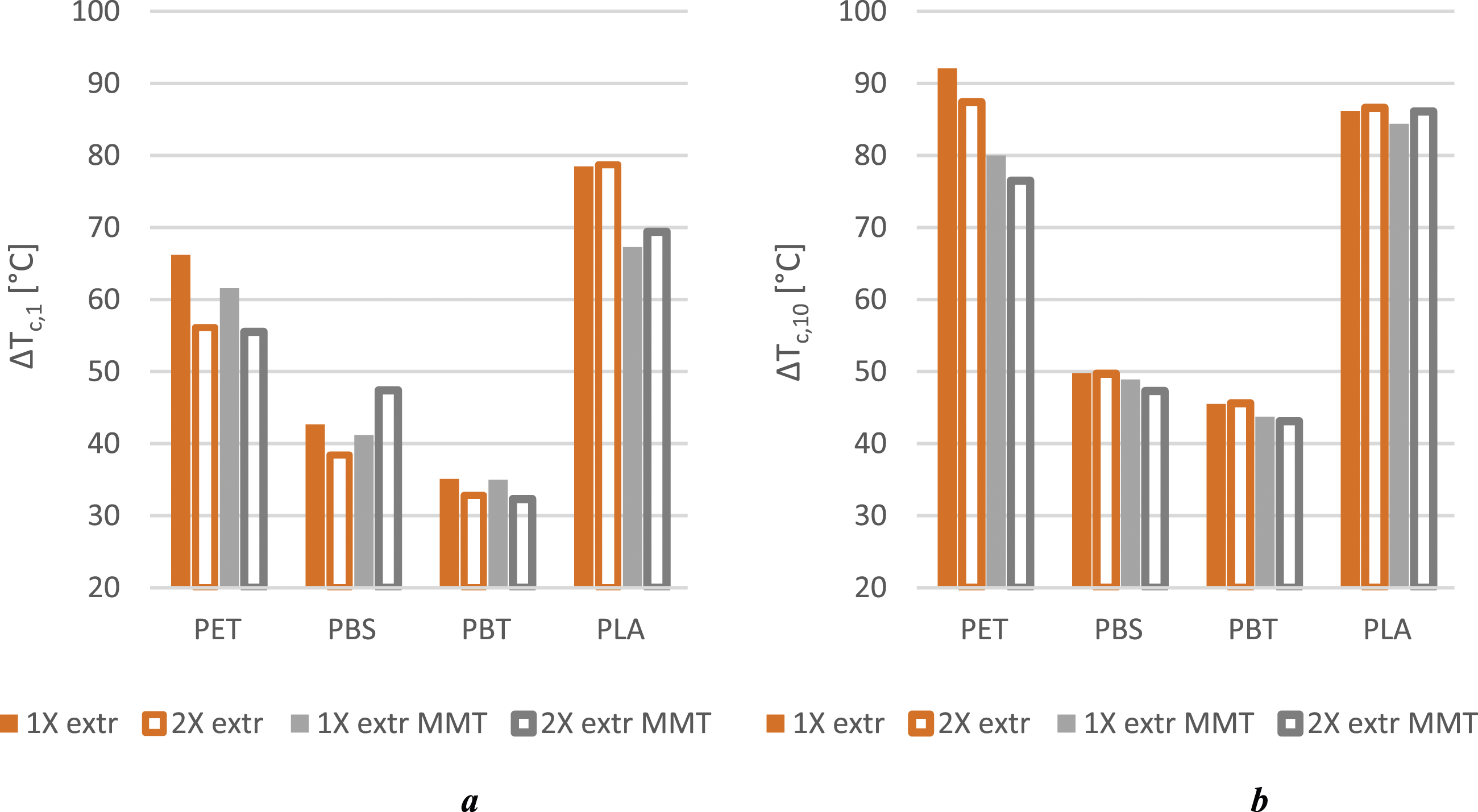
Analysing the results obtained at 10°C/min, it can be stated that PET had the greatest difference between the samples. The decrease caused by recycling and adding MMT was also observable, but MMT had a greater effect on undercooling. In the case of PLA, a slight crystallization hindering caused by reprocessing was noted, but the degree of this was less pronounced at accelerated cooling. Interestingly, unlike what was reported at 1°C/min, the MMT also impeded the crystallization. On the other hand, the undercooling of PBS and PBT barely changed with reprocessing and MMT content.
Figure 9 presents the crystallinity at 1°C/min and 10°C/min cooling rates. As for PET, reprocessing barely changed the crystallinity at 1°C/min. The incorporation of MMT hindered the crystallization after the 1st processing cycle, but with further processing, MMT acted as a nucleating agent. The crystallinity values presented in Figure 9(a). were significantly higher for PLA when MMT was added, indicating an efficient nucleating effect. Reprocessing increased the Xm values, but the difference was greater for the samples with MMT. The recycling of MMT-free PBS did not influence the crystallinity, while MMT slightly enhanced the results. However, after the 2nd reprocessing, the lowest crystallinity among PBS samples was reached with MMT. In the case of PBT, reprocessing promoted crystallization, in both cases, but MMT decreased crystallinity, especially after the 1st reprocessing. Crystallinity after the processing steps (a) at 1°C/min and (b) at 10°C/min cooling rate.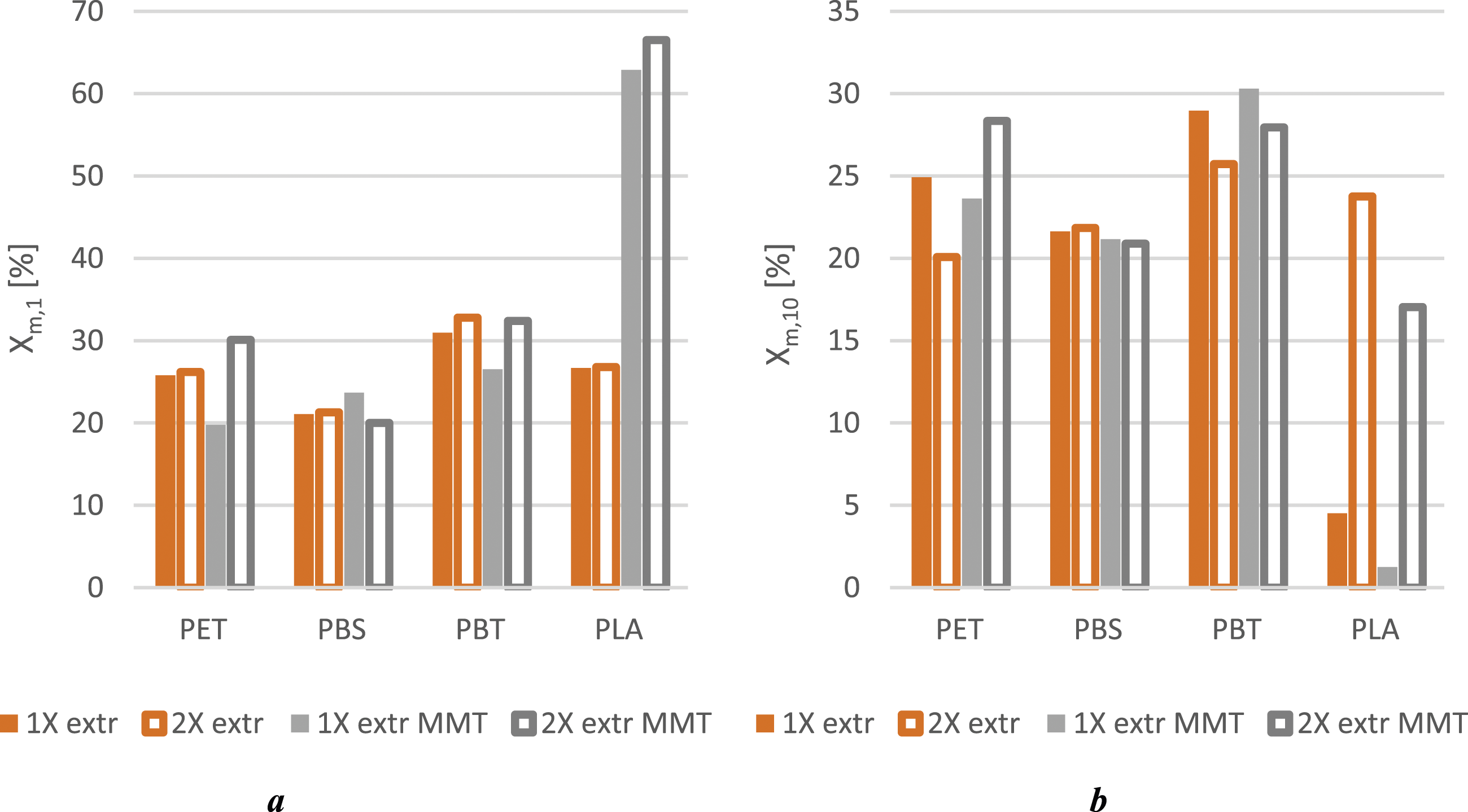
By comparing the results of Figure 9(a) and (b), it can be established, that the cooling rate affected the crystallization of PLA the most: except for the twice reprocessed, MMT-free sample, the crystallinity significantly dropped. The reprocessing enhanced the values, in contrast to MMT, which did not act as a nucleating agent anymore. At higher cooling rates, the chain mobility and chain length have greater influence on the crystallization process, than at lower rates, hence rigid PLA chains are less prone to crystallize. The crystallinity of PET decreased with reprocessing in the case of unreinforced PET, while just the opposite was noticed when MMT was added. This phenomenon is probably of greater importance at higher cooling rates. Similarly to the results of Figure 9(a) MMT reduced crystallinity after the first processing, while it was an effective nucleating agent after the second cycle. Neither MMT, nor reprocessing affected the crystallization of PBS significantly, but a slight hindering influence of MMT can be noted. The reprocessing decreased Xm,10 for PBT, but MMT enhanced the values, unlike at lower cooling rates.
Nanocomposite structure
Figure 10 shows the effect of recycling on the wide-angle X-ray diffraction (WAXD) patterns of various nanocomposites (polyester with MMT), including the pure MMT sample. The addition of MMT to polymers significantly changes the diffraction patterns with 2ɵ values for polyester-MMT composites ranging from 2.86° to 3.04°, while MMT powder showed a higher angle of 4.5°. According to Bragg’s law, this shift to lower angles in the nanocomposites indicates an increase in the spacing between the MMT silicate layers due to the intercalation of MMT into the polymer matrices.
49
The basal spacing of the MMT layers did not change significantly with recycling but was influenced by the type of polyester. PBS and PBT had slight changes, while PET and PLA showed a noticeable decrease in intensity after recycling due to the decrease in crystallinity and reduction of dispersion of MMT, meaning that they are more sensitive to the recycling process, which led to a change in the microstructure compared to the rest nanocomposites. WAXD patterns of MMT powder and various recycled polyester-MMT.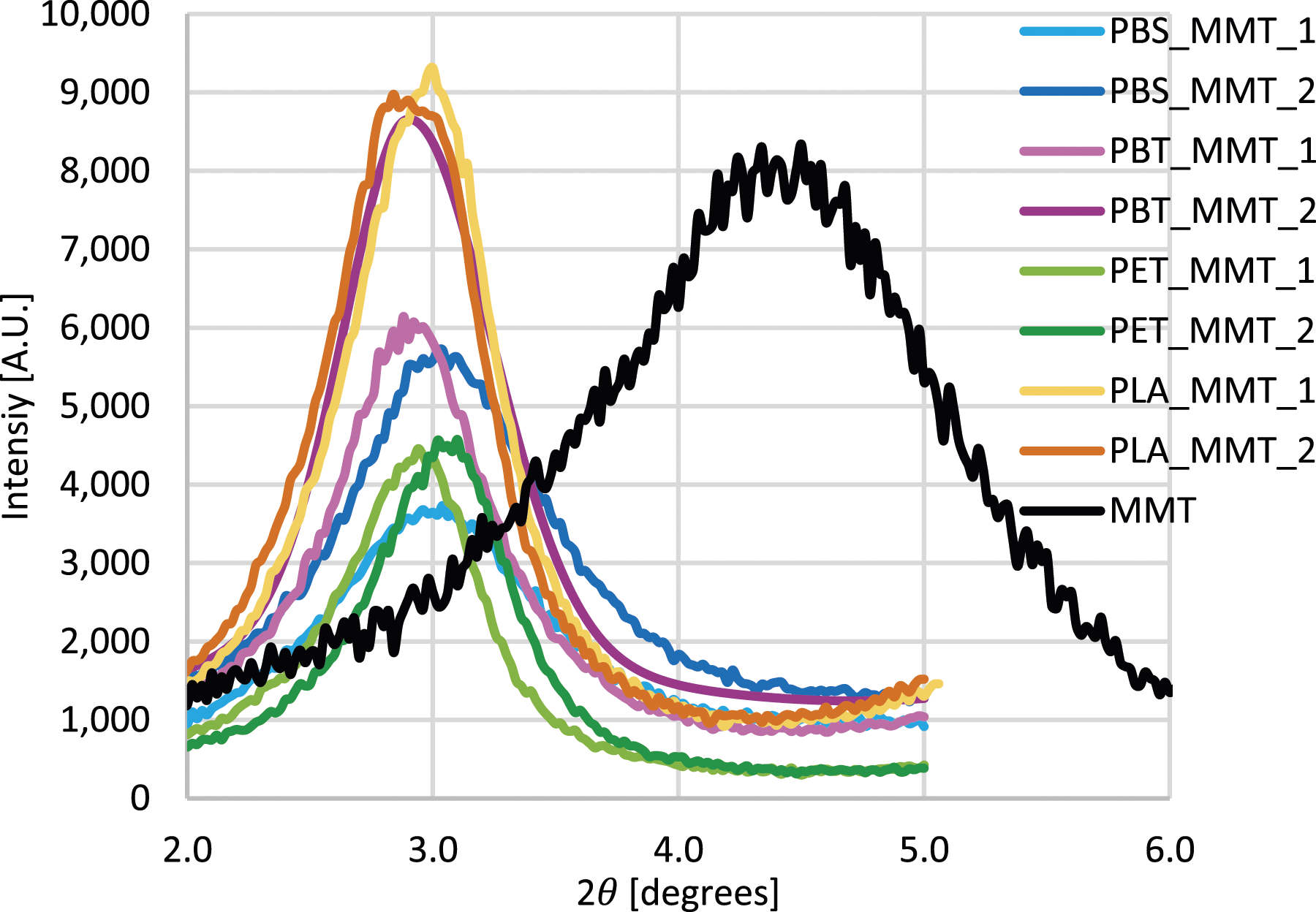
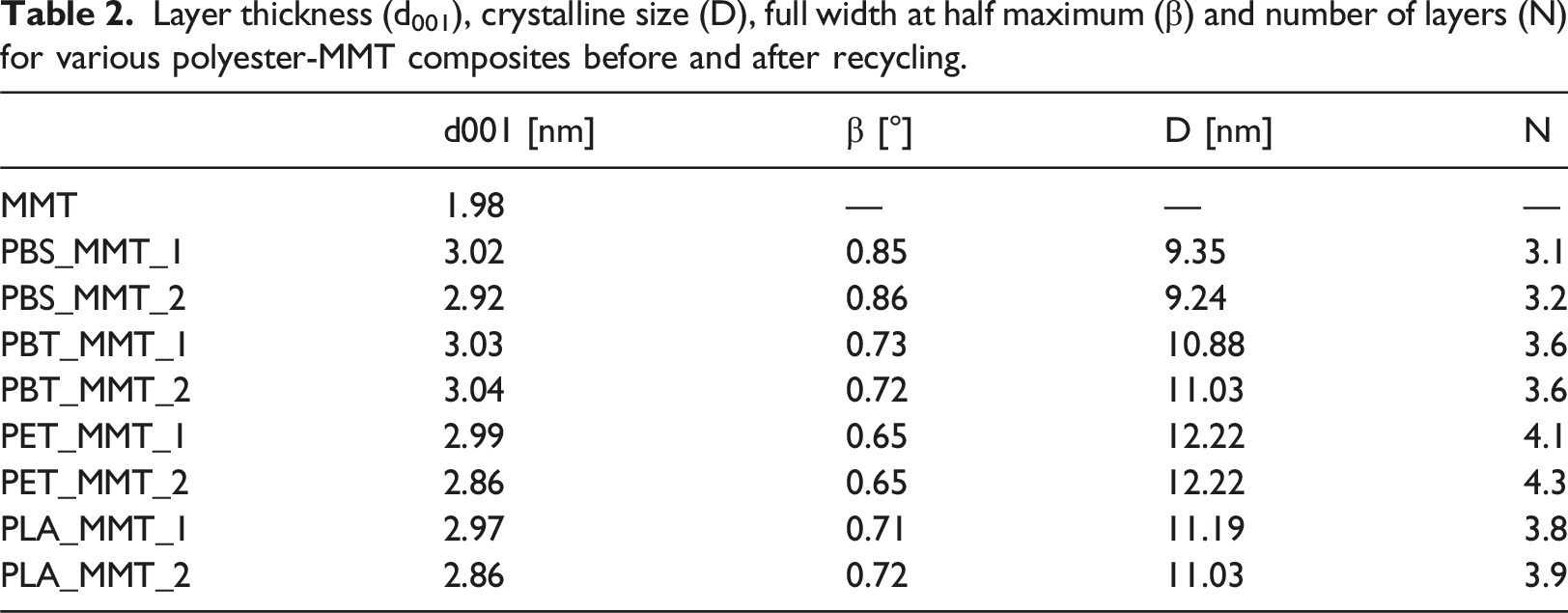
Layer thickness (d001), crystalline size (D), full width at half maximum (β) and number of layers (N) for various polyester-MMT composites before and after recycling.
Dynamic mechanical properties
Standard DMA measurements were done on injection moulded specimens. As a result of reprocessing, the moduli increased for almost all materials in the filled and unfilled samples, except for pure PET and PBT/MMT, where a slight decrease was observed (Figure 11). All the samples have higher amorphous than crystalline fraction, and below the glass transition temperature, this amorphous phase has an outstanding role in the mechanical properties, and the degraded chains in the amorphous phase can form a more oriented structure during manufacturing, which enhances stiffness. By comparing the materials at their Tg, it can be concluded that MMT reduced the moduli of PET in both cases and improved the moduli of PBT, PBS and PLA. Storage moduli as the function of temperature: PET (a), PBT (b), PBS (c) and PLA (d) with a black dashed line indicating the Tg of the polymer.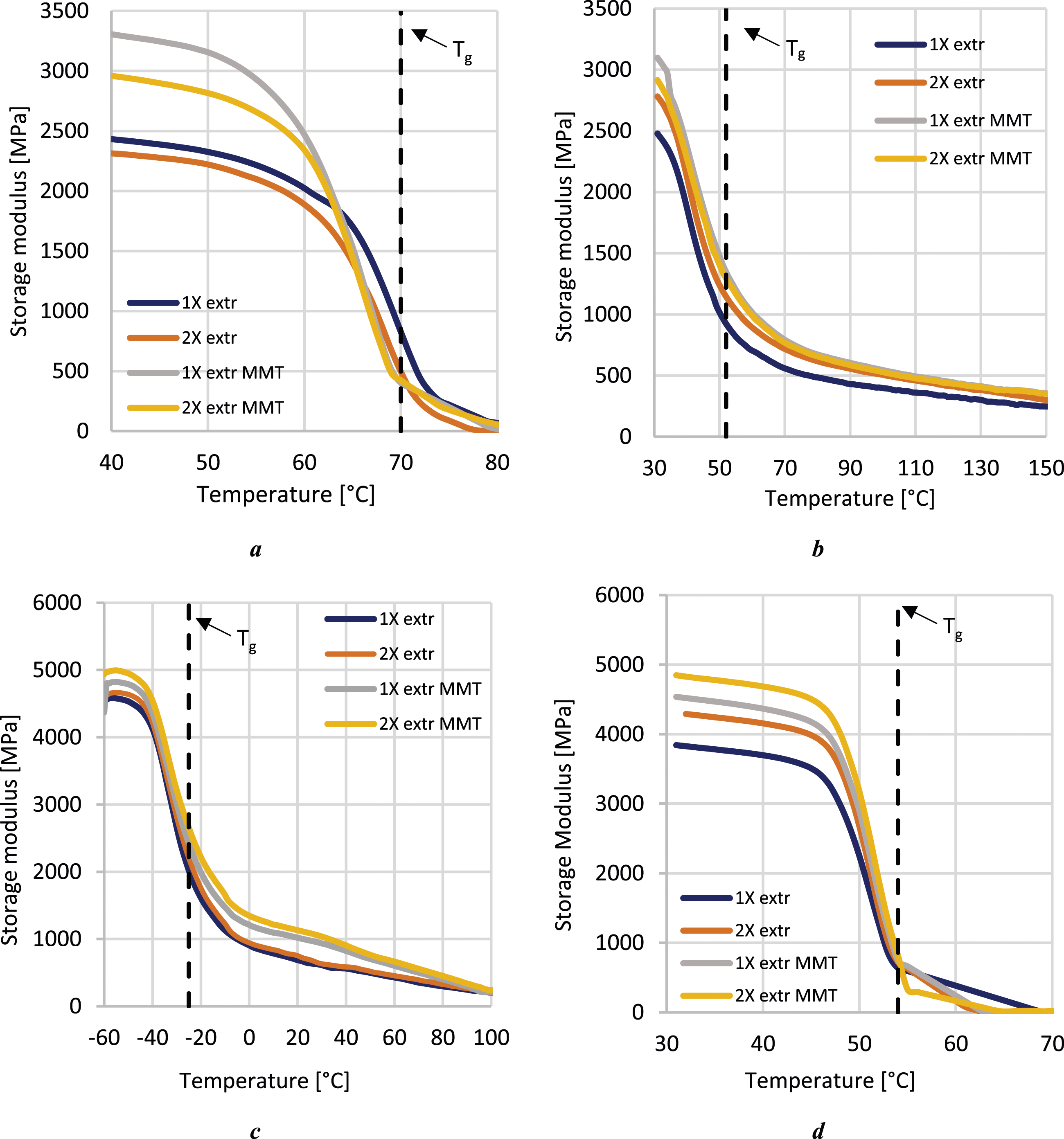
The moduli occurring above the Tg were significantly lower compared to the values below the glass transition for materials that have very high amorphous fraction during manufacturing (PET and PLA), in these cases the moduli dropped by 95% and the nanofiller did not have remarkable effect on the materials. As for PBS and PBT, the moduli decreased by 30%–40% around Tg. Regarding PET, PBT and PLA, both processing and MMT had negligible effect, and though a greater change was observed in the case of PBS, no trend was perceptible, which is probably caused by the different ordered structures formed in each sample. Above the glass transition temperature, only the crystalline fraction has a significant role in the mechanical properties, that is why the material with higher initial crystallinity (PBS and PBT) had lower decrease in modulus change at the Tg step.
By plotting the Cole-Cole plots (Figure 12) for the filled materials, one can infer the dispersion of the MMT and the resulting structure. The Cole-Cole plots were typically semi-circular, slightly flattened for PBT compared to the other samples, and similar for the other polymers. The shape of the curves indicates that the dispersion of the nanofiller, thus the structure of the composite is homogeneous, this was not immensely affected by reprocessing either.
50
Cole-Cole diagrams of the samples (a: PET, b: PBS, c: PBT, d: PLA; 1X: one processing cycle, 2X: two processing cycles).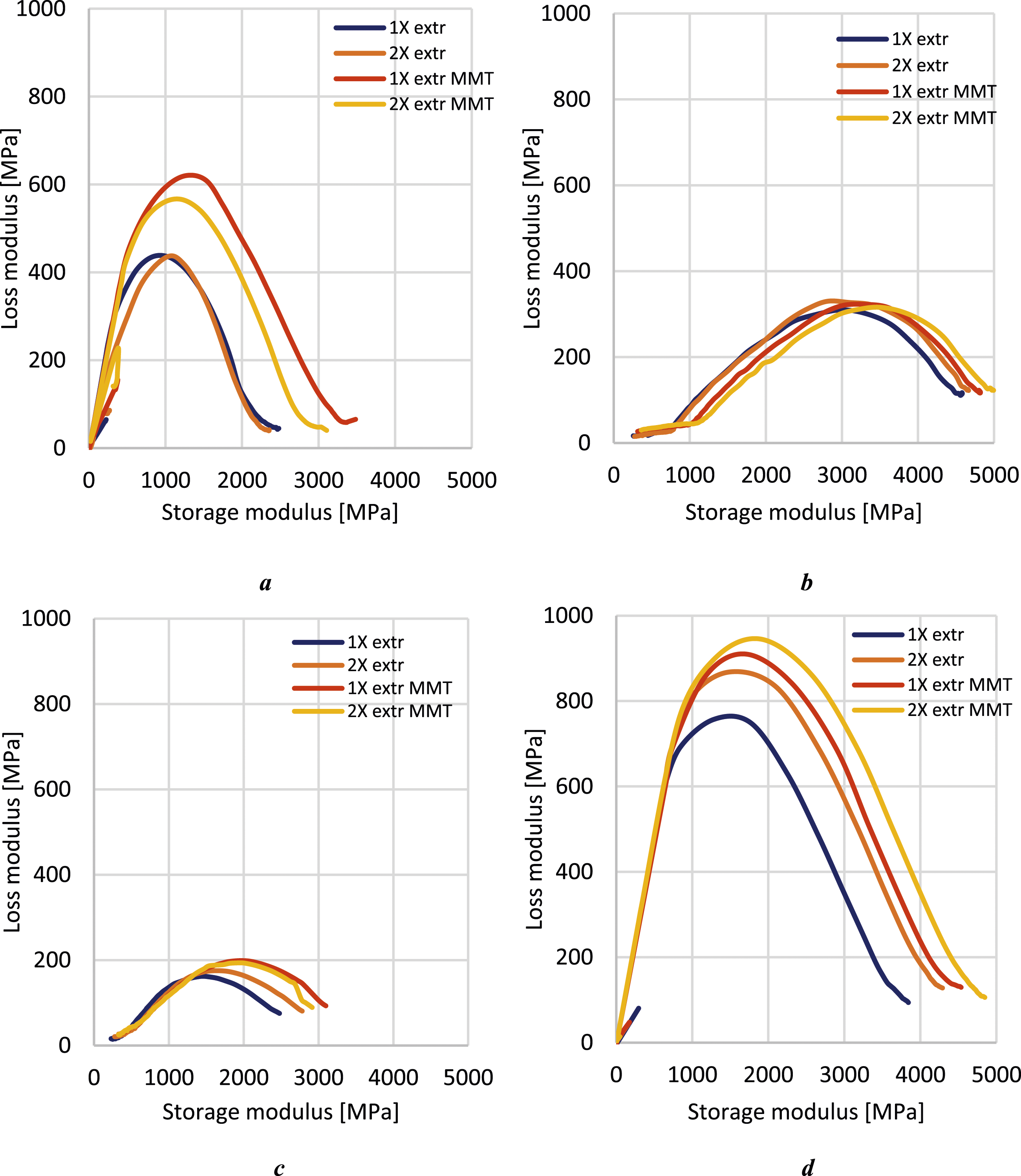
Conclusions
Four types of polyesters and their MMT nanocomposites were investigated in their original and after-physical recycling state. Our experimental results revealed that the application of MMT affects the behaviours of polyesters significantly. Notably, at 6 wt% of MMT, good dispersion was achieved, which was found to be crucial to enhancing the physical network within the nanocomposites, thus increasing the modulus in both the melted and solid states. The results showed that the behaviour of the materials varies significantly depending on the type of polyester used. PET showed very different behaviours due to degradation notably reducing its molecular weight and thus affecting its viscosity and mechanical properties. As for PLA and PBT, the viscosity of MMT-nanocomposites increased despite degradation. Shear thinning behaviour was observed in all materials, with notable increases in the absolute value of the complex viscosity at low frequencies for the reinforced samples. In addition, the DSC results demonstrated that the thermodynamic driving forces are related to interphase interactions, the physical network, and molecular weight changes. The impact of reprocessing and MMT was expressed differently depending on the matrix polymer. The nucleating effect of MMT was more pronounced at lower cooling rates, and the greatest enhancement in crystallinity was achieved for PLA with the nanofiller. It also showed that the storage modulus increased upon reprocessing for almost every material. At the Tg of the polymers, PET showed higher storage modulus in the non-reinforced cases, while PLA, PBS and PBT showed increased modulus with MMT reinforcement, principally when recycled. Cole-Cole plots indicated a homogeneous dispersion of the nanofillers, unaffected significantly by reprocessing, suggesting a stable composite structure. Overall, this study confirmed that it is possible to recycle different polyesters, and by using MMT as an additive the mechanical properties can be improved. The results justified that biodegradable polyesters and their nanocomposites can in many cases be physically recycled with even better efficiency than conventional petroleum-based polyesters.
Footnotes
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: The project was funded by the National Research, Development and Innovation Fund of Hungary in the frame of the GINOP_PLUSZ-2.1.1-21-2022-00041 project. E. Slezák expresses her gratitude for the project no. KDP-IKT-2023-900-I1-00000957/0000003, which has been implemented with the support provided by the Ministry of Culture and Innovation of Hungary from the National Research, Development and Innovation Fund, financed under the KDP-2023 funding scheme.