
Abstract
In order to improve the oil and water resistance of the lunch box, wheat straw was used to produce the lunch box, while chitosan and beeswax served as raw materials for the oil- and water-resistant coating. The surface of the food box is coated by spraying. Firstly, a single chitosan solution is sprayed onto the surface of the wheat straw food box, and oil and water resistance tests are conducted. Subsequently, a composite oil and water resistant agent was prepared by adding beeswax to the chitosan solution. Optimization experiments were conducted on the dosage of the composite oil and water resistant agent from the perspectives of coating solution concentration and coating amount. The results showed that under the conditions of chitosan concentration of 2.0 wt%, beeswax solid content of 50 wt%, and coating amount of 2 g/m2, the oil resistance level of the food box could reach level 9 or above, and the water absorption rate decreased to 11.3%. The food box met the requirements for oil and water resistance, providing a promising green alternative to traditional plastic tableware.
Introduction
In recent years, O2O (Online to Offline) business model has emerged, and the catering sector has realized a major transformation with the help of e-commerce platform. With the rapid development of online ordering services, disposable tableware has gradually become an indispensable consumable in modern life. 1 Traditional disposable tableware to polyethylene and other petroleum-based polymer materials as raw materials, through the production of processing and become, although the use of convenient, affordable and other advantages, but the large-scale application, easy to lead to “white pollution”. 2 Plastic tableware cannot be degraded, and the microplastics it produces will enter the human body through natural circulation, which will have a serious impact on human health. 3 In order to solve the growing problem of white pollution and in response to the current trend of green development and green manufacturing in the industrial sector, it is important to develop new biodegradable lunch boxes with the capability of realizing decomposition under natural conditions in the short term.
Wheat straw is rich in lignocellulose, which is mainly composed of cellulose (30% ∼ 50%), hemicellulose (15% ∼ 30%) and lignin (15% ∼ 30%). 4 Pretreatment process is an important link in the utilization of lignocellulosic resources, after decades of research and development, for different characteristics of lignocellulosic raw materials, has formed a physical, chemical and biological pretreatment technology system of three major categories. 5 Physical pretreatment mainly uses mechanical crushing, steam blasting, microwave treatment and ultrasonic radiation and other technologies. Chemical pretreatment mainly uses acid and alkali solutions, organic solutions and other treatment lignin. 6 Biological pre-treatment of lignocellulose by enzymes produced by microorganisms to break the chemical bonds in lignocellulose, due to the different compositions of cellulose, hemicellulose and lignin, and the corresponding degradation of different enzymes. 7 Physical and chemical methods are most commonly used in the preparation of plant fiber disposable lunch boxes. Gu et al. significantly degraded lignocellulose and increased glucose yield by 44% after pretreating corn stover with a high-speed ball mill. 8 Bichi et al. treated rapeseed straw and canola straw lignin with 1% sodium hydroxide solution to optimize the hardness and impact strength of the material, while 3% sodium hydroxide solution treatment improved the abrasion resistance and tensile strength. 9 Shifa et al. compared two composites prepared from alkali-treated and untreated wheat straw and showed that alkali-treated wheat straw had better mechanical and water repellent properties. 10 Wang Yuyao et al. microwave treatment at a power of 500 W for 18 min and the use of sodium chlorite under acidic test conditions were able to efficiently remove lignin from the wood. 11 Yuan et al. treated wheat straw with 0.25 mol/L NaOH and Na2CO3 for 6 h at 30°C, and the solidification efficiencies reached 86.7% and 91.1%, respectively. 12 Liang Jun et al. found that acid digestion and hydrothermal pretreatment improved the performance of alkaline pulping of rice straw, and the pulp performance after cooking with caustic soda-anthraquinone method was excellent, with pulp yield ranging from 41.50% to 43.45%. 13 Wu Jianxin et al. mixed a variety of straw plant stalks, using high temperature and high pressure treatment of raw materials, so that lignin denaturation, and through the grinder mechanical grinding dissociation of fibers, and ultimately pressed molding biodegradable disposable lunch boxes. 14 Bai Bo et al. used acidic ammonium steaming cotton stalk raw materials, processing part of the lignin, by-products to get xanthic acid, the use of grinding machine on the fiber pulp kneading deconcentration, the preparation of cotton straw molded lunch box fiber, not only to meet the molded lunch box on the special requirements of the fiber pulp to improve the level of comprehensive utilization of straw resources, but also to eradicate the problem of pulping pollution from the source. 15 Chen et al. mixed bamboo fiber and starch, using steam blasting and mechanical refining process, successfully prepared a mechanical strength, oil and waterproof, can withstand high and low temperatures of bamboo fiber tableware. 16
The surface of straw tableware is not smooth enough, and its oil and waterproof ability is very limited, therefore, in the process of preparing biodegradable disposable tableware, in order to make the lunch box has good oil and waterproof performance. It must be coated, and among the coatings, the use of plastic polymers for coating is a common practice. 17 The most common methods of coating are spraying, immersion and layer-by-layer deposition. 18 The polymers typically used for coating are often difficult to degrade and require extensive use of chemical additives in the coating process. This not only pollutes the environment, but also interferes with the original biodegradable properties of plant fiber tableware, making recycling more difficult. 19 In recent years, researchers have attempted to treat plant fiber tableware with bio-based materials that combine environmental protection with water and oil repellency. Bio-based materials with water and oil repellent properties, mainly polysaccharides, proteins, polylactic acid, as well as beeswax, wormwood and other biomass materials. 20 Yi et al. used a three-layer coating method to enhance the oil and water resistance of paper-based packaging: first coated with chitosan solution to enhance oil resistance, then coated with modified nanocellulose to improve hydrophobicity and oil resistance, and finally coated with zeinolysin to achieve heat sealing performance, the coated paper can be heated and self-sealed without adhesive, and it is both antimicrobial and biocompatible, which has a great potential for the food packaging field. 21 Wang et al. developed a biologically-derived polymer surfactant by grafting modified hemicellulose with long-chain fatty acids and prepared a fully bio-based waterproof coating (water-coated beeswax Pickering emulsion), which is biocompatible, biodegradable, safe and environmentally friendly, and is expected to be used for waterproofing of paper-based tableware to provide a new solution for waterproofing treatment. 22 Liu Xiaofei et al. Chitosan and beeswax were coated on the surface of paper-based materials in different composite ways, and the oil and waterproof performance of paper-based fiber materials was significantly improved. 23 Kaipeng Wang added montmorillonite to chitosan solution and prepared fluorine-free oil-proof paper with high oil-proof performance by membrane transfer method to improve the oil-proof property of chitosan coating. 24 Chen Xi et al. used silane-modified nanocellulose as a water repellent component and chitosan as an oil repellent component to prepare coatings by a one-step mechanochemical method, and the modified paper exhibited up to 12 levels of oil repellency, with a water contact angle of up to 106.1°. 25
This paper takes the wheat straw lunch box as the research object, and carries out the research from the perspective of improving the oil and waterproof performance. Firstly, wheat straw is used as the raw material, and the wheat straw fiber is prepared by alkaline cooking method. Secondly, the production of wheat lunch box is completed by PFI grinder, standard fiber dissociation disperser, cold press embryo making and hot press molding. Finally, the oil- and water-resistant properties of the lunch box were realized by coating with chitosan/beeswax mixture solution.
Materials and methods
Test materials and pre-treatment
The material of the disposable lunch box prepared by this research is wheat straw, which comes from Bayannur City, the largest wheat-producing area in the Inner Mongolia Autonomous Region, and all of them are the raw materials of wheat straw recycled in the same year. Wheat straw is a biodegradable agricultural residue that can decompose rapidly under natural or composting conditions. Studies have shown that over 60–80% of wheat straw mass can be degraded within 60–90 days in soil environments, making it a promising alternative to conventional disposable plastic tableware. 26
Pre-treatment of wheat straw is a fundamental part of ensuring the quality of the lunch boxes. As the collected wheat straw contains high moisture and impurities such as soil and dust, it needs to be pre-treated to ensure the purity and homogeneity of the raw material. The pre-treatment of wheat straw involved oven drying at 60°C to reduce the moisture content to approximately 10 wt%, thereby preventing microbial growth and minimizing degradation during storage. The dried straw was manually cleaned to remove visible debris, followed by mechanical screening using a 20-mesh sieve to eliminate fine impurities and dust. Both root and tip portions were removed to retain the fibrous middle section, which offers better uniformity and pulping performance. The cleaned straw was then cut into segments of 3–5 cm in length, with an average length of approximately 4 cm, to facilitate efficient chemical-mechanical pulping.
Pulping process
Aiming at the characteristics of wheat straw, the combined mechanical-chemical pulping method is adopted to effectively separate fibers, reduce pollution and improve the performance of lunch boxes while increasing the yield. The pulping process mainly includes the following links: (1) Steaming: Steaming aims at removing lignin and decomposing hemicellulose, which is a key step to optimize the performance of lunch boxes. Through a single-factor test method, the best pulping process parameters of wheat straw fiber are obtained: liquid solidity ratio of 15 mL/g, boiling temperature of 100°C, boiling time of 90 min, sodium hydroxide solution mass fraction of 2%. Weigh a certain amount of pre-treated wheat straw raw materials, feed it into a steam bath pot, and add a certain amount of water and sodium hydroxide powder, and adjust steaming at a constant temperature in a steam bath pot. (2) Washing: The washing process is mainly to remove the waste liquid and impurities from the pulp. (3) Grinding: The grinding process has a significant effect on the quality of the pulp. In this paper, a PFI grinder was used to mechanically grind the alkali-treated wheat straw pulp. The wheat straw fiber slurry after alkali treatment is fed into the grinding machine, using 0.2 mm grinding disc gap to grind the slurry, the slurry pressure is 3.33 N/mm, select the appropriate slurry rotation, multiple times after grinding to control the slurry slurry at 25 ∼ 30° SR. The pulping degree can be measured by the pulping degree tester. (4) Dissociation: Fiber dissociation is a process of dissociating bundled fibers into single fibers by hydrodynamic action of fiber raw materials in high-speed rotating state. Through the high-speed rotation of the fan blade makes the pulp better separated into single fibers, and get the wheat straw fiber suspension with uniform fiber distribution.
Lunch box molding process
The disposable lunch box molding process prepared in this experiment is mainly divided into two processes: cold pressing and hot pressing. Firstly, the wet embryo of wheat straw was prepared by cold pressing molding process, and then the wet embryo was dried by hot pressing to get the molded wheat straw lunch box, the specific process flow is as follows: (1) Cold press embryo making: Wheat straw slurry after mixing and separating by fiber dissociation disperser is poured into intermittent fiber-based wet molding equipment. The wet embryo of wheat straw lunch box is prepared by the pumping method, the wet embryo after water filtration is pressurized by mold and further vacuum dehydration, and the straw wet embryo with lower water content is produced after cold pressing, and the water content of the wet embryo is controlled by changing the dehydrating time, and the number of pressure releases is set to be 4 times, the time of pressure release is set to be 7 s, and the time of blowing and demolding is set to be 6 s after the preliminary preexperimentation, the time of cold pressing is decided by the desired water content of the wet embryo, and the lower water content of wet embryo, the longer cold pressing time, and this cold pressing process can realize the rapid molding and demolding of wet embryo for the lunch box, which is helpful for improving the production efficiency. The lower the moisture content of the wet embryo, the longer the cold pressing time, the cold pressing process can realize the rapid molding and demolding of the wet embryo of the lunch box, which is conducive to improving the production efficiency. (2) Hot press molding: the wet embryo of wheat straw after cold press molding, transferred to the plane and pulp molding hot press molding equipment for hot press treatment. Using a combination of single-factor test and response surface analysis, the optimal hot pressing process parameters were determined as follows: hot pressing temperature of 177°C, hot pressing pressure of 6 MPa, and moisture content of wet embryo of 62%. After a series of processes, the alkali treated molded wheat lunch boxes are shown in Figure 1.
Pressed lunch box after alkali treatment.
Coating procedure of chitosan/beeswax-based oil and water repellent on wheat straw lunch boxes
Although the biodegradable disposable wheat straw lunch box exhibits good environmental degradability, the hygroscopic nature of cellulose and the porous fiber network significantly reduce its mechanical strength under humid conditions. In addition, the inherent porosity and hydrophilicity lead to poor oil and water resistance, which needs to be further improved through surface modification.27,28 Coating the surface of the lunch box can effectively fill the pores between the fibers, improve the surface densification, reduce the penetration of water and grease, and enhance the oil and water resistance of the lunch box. 29 In recent years, biodegradable materials such as chitosan, starch, and micro- and nanocellulose derivatives have gained significant attention for their environmental benefits. Due to their excellent film-forming ability, they can form dense coatings on the surface of tableware, providing effective resistance to oil and water. 30 Chitosan is a biodegradable and environmentally friendly material with excellent film-forming properties, which makes it possible to realize oil- and water-resistant effects on the surface of tableware. In this paper, natural biodegradable chitosan and beeswax were used as the main raw materials to prepare a mixed coating solution to spray the surface of the lunch box in order to enhance the oil and water repellency of the lunch box. By means of pressure-feeding spray gun, the prepared oil and water repellent agent is evenly sprayed on the surface of the lunch box according to the size of the coating volume.
Performance testing and characterization methods for degradable disposable lunch boxes
Test methods for oil and water resistance
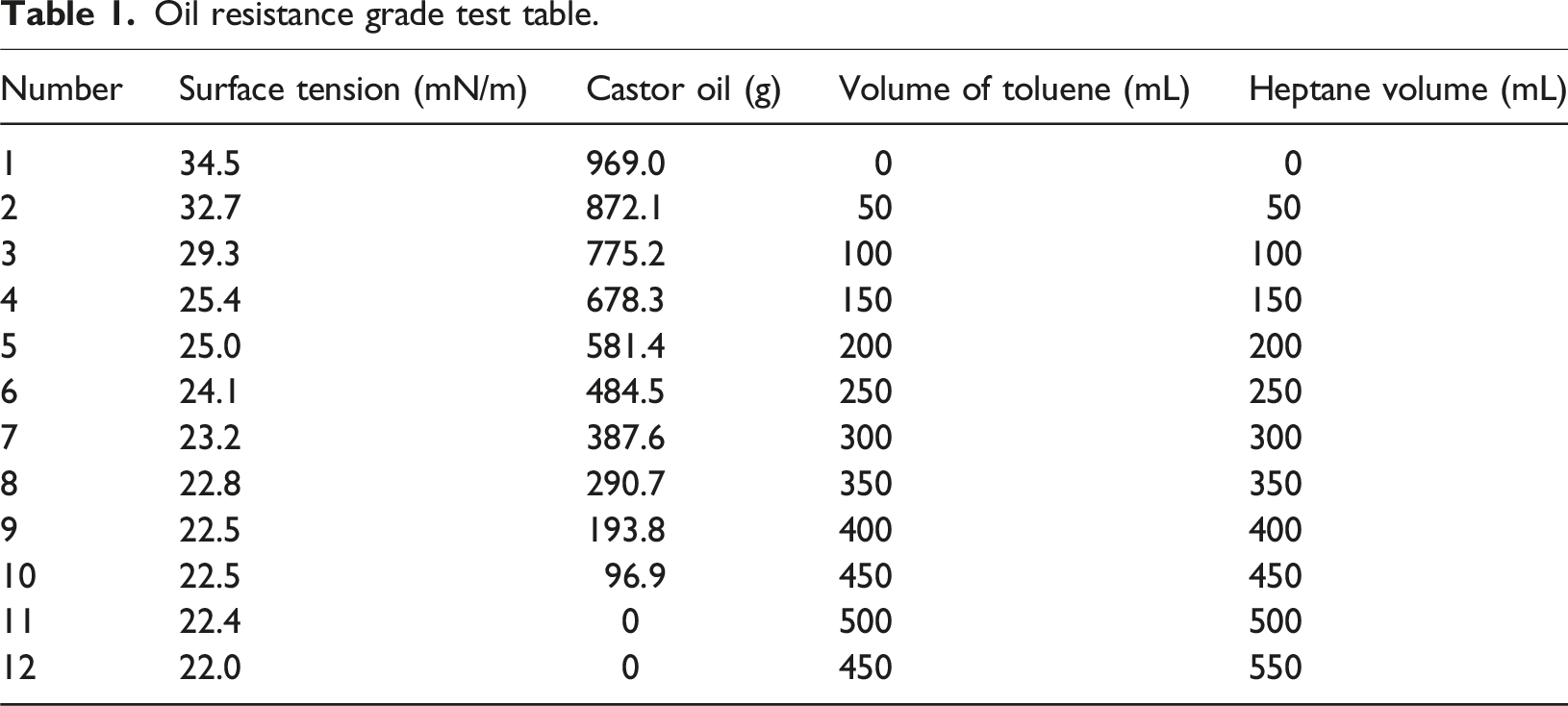
TAPPI kit test oil resistance
Oil resistance grade test table.
Water absorption test method
The water absorption test evaluates the water resistance of a lunch box by determining the ratio of the change in mass to the initial mass of the lunch box before and after holding water. The water resistance of wheat straw lunchboxes was evaluated by calculating the water absorption (WA) after a fixed immersion period. 31 The wheat straw lunch box was filled with 30 °C warm water and incubated in a constant-temperature and humidity chamber for 5 h. The mass of the lunch box samples was weighed before and after the test, respectively, as a means of determining the water absorption rate of the lunch box at a certain time.
The formula is as follows:
Contact angle test method
Contact angle is an important indicator of the wetting properties of solid surfaces. Contact angle measurement is a common method to assess surface wettability, as it quantifies the interaction between a liquid droplet and the material surface. The contact angle between the oil droplets and water droplets can intuitively reflect the oil and waterproof performance of the lunch box. 32
Thermal stability analysis
Thermal stability analysis is mainly to investigate the thermal stability of the oil-proof water repellent prepared in this paper at high temperatures. A thermogravimetric analyzer was used to test the thermal stability of the anti-oil waterproofing agent and to analyze its thermal decomposition temperature, thermal stability range and mass loss during decomposition.
Test methods
The viscosity of the anti-oil waterproofing agent is a critical parameter influencing its sprayability and coating uniformity. In this study, the viscosity was measured using an NDJ-1S digital viscometer at 25°C under a rotational speed of 60 r/min. This ensured consistent characterization of the solution’s flow properties prior to spray application. Fourier Transform infrared spectroscopy (FTIR) is a characterization technique used to analyze the chemical composition and molecular structure of materials. In this paper, a Fourier infrared spectrometer was used to analyze and test the milled lunch box sample material by recording infrared spectrograms in the wavelength range of 4000 to 400 cm−1 with a scan frequency of 64 scans and a resolution of 4 cm−1. By analyzing the characteristic absorption peaks in the spectrum, the chemical bonds and functional groups in the lunch box material are determined, and the chemical composition and structure of the lunch box material are resolved in combination with the standard spectrum.
The surface and cross-section microstructures of the lunchboxes were observed by variable pressure scanning electron microscopy (SEM), and key microstructural information such as surface roughness, pore structure, and the degree of straw fiber bonding of the lunchboxes were obtained by high-resolution imaging, which provided an important experimental basis for the study of the performance of the lunchboxes. The surface and cross-section of the lunch boxes were sprayed with gold to enhance their conductivity before scanning, and the scanning electron microscopy analysis was performed under high vacuum conditions and observed with an accelerating voltage of 15 kV.
Research on oil and waterproof performance of wheat straw lunch box
Preparation of oil and water repellents
Preparation of chitosan coating solution
Add chitosan powder (0.5–2.0 g) to 100 mL of 1% (by volume) acetic acid solution, stir at 60°C with a magnetic stirrer at 800 r/min for 10 min until the chitosan powder is completely dissolved. Due to the high viscosity of chitosan solution, the addition of glycerol as a plasticizer can effectively improve its fluidity and enhance the film-forming properties. 33 The amount of glycerol added was controlled to be 20% of the mass of chitosan, and stirring was continued to ensure homogeneous mixing, and the final chitosan solution was formulated as 0.5 wt%, 1.0 wt%, 1.5 wt%, 2.0 wt%, 2.5 wt%, and left to stand.
Preparation of chitosan/beeswax hybrid coating solution
Beeswax and surfactant Tween-80 were mixed at a mass ratio of 3:1 and heated to 70°C to ensure complete melting. The mixture was then slowly added dropwise to the preheated chitosan solution maintained at 60°C, under continuous magnetic stirring at 800 r/min. The emulsification process was continued for 30 min until a homogeneous and stable emulsion was formed, and after naturally cooling to room temperature, obtaining chitosan/chitosan with a beeswax solid content (as a percentage of the chitosan content) of 20 wt%, 30 wt%, 40 wt%, 50 wt%, and 60 wt%. beeswax composite oil and water repellent.
Test results and analysis
Optimization of oil and water repellent dosage
Effect of chitosan solution concentration on the oil-proof performance of lunch box materials
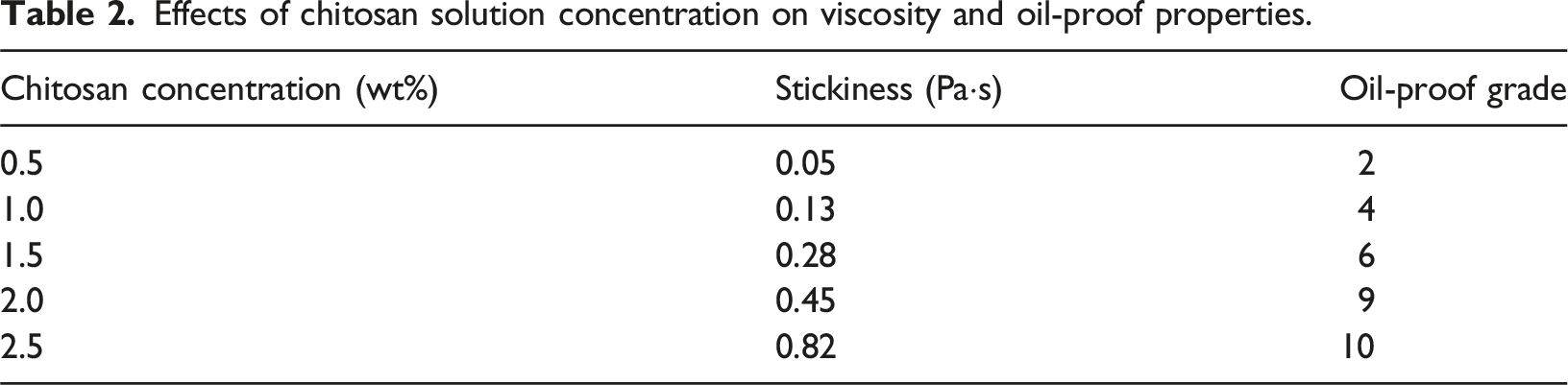
The above chitosan solutions of different concentrations are applied to the lunch boxes by spraying, see Section 2.2.4 for spraying equipment and methods. Maintaining different concentrations of chitosan solution coating amount of 2.0 g/m2, after 60°C drying treatment, to study the effect of changes in the concentration of chitosan solution on the oil-proof performance of lunch boxes. The oil resistance of the containers was assessed using the TAPPI Kit Test oil resistance test method described in Section 2.3.3, where an oil resistance rating of 12 indicates excellent oil resistance, while a rating of 0 indicates that the containers are not oil resistant. As shown in Figure 2 for different concentrations of chitosan solution viscosity changes and coated lunch box material oil resistance level, uncoated lunch box material oil resistance level 0, the lack of an effective barrier layer on its surface resulting in significant oil penetration phenomenon. In the process of increasing the concentration of chitosan solution from 0.5 wt% to 2.5 wt%, the viscosity of the solution increased from 0.05 Pa-s to 0.82 Pa-s, and the oil-proof grade of the lunch box material increased from grade 2 to grade 10, which indicates that chitosan has good barrier property to oil and grease, but the viscosity of the solution increased while improving oil-proof property, and the viscosity is too large to be conducive to actual production. When the concentration of chitosan solution was increased from 2.0 wt% to 2.5 wt%, the oil-proof grade of the lunch box was increased from 9 to 10, with little change in the oil-proof grade, but the viscosity was increased from 0.45 Pa-s to 0.82 Pa-s. Due to the high price of chitosan, based on the material cost control and process feasibility analysis, the optimal concentration of chitosan solution was determined to be 2 wt%, which can meet the oil and waterproof performance of the lunch box and at the same time reduce the production cost of the lunch box (Table 2). Effects of chitosan solution concentration on viscosity and oil-proof properties. Effects of chitosan solution concentration on viscosity and oil-proof properties.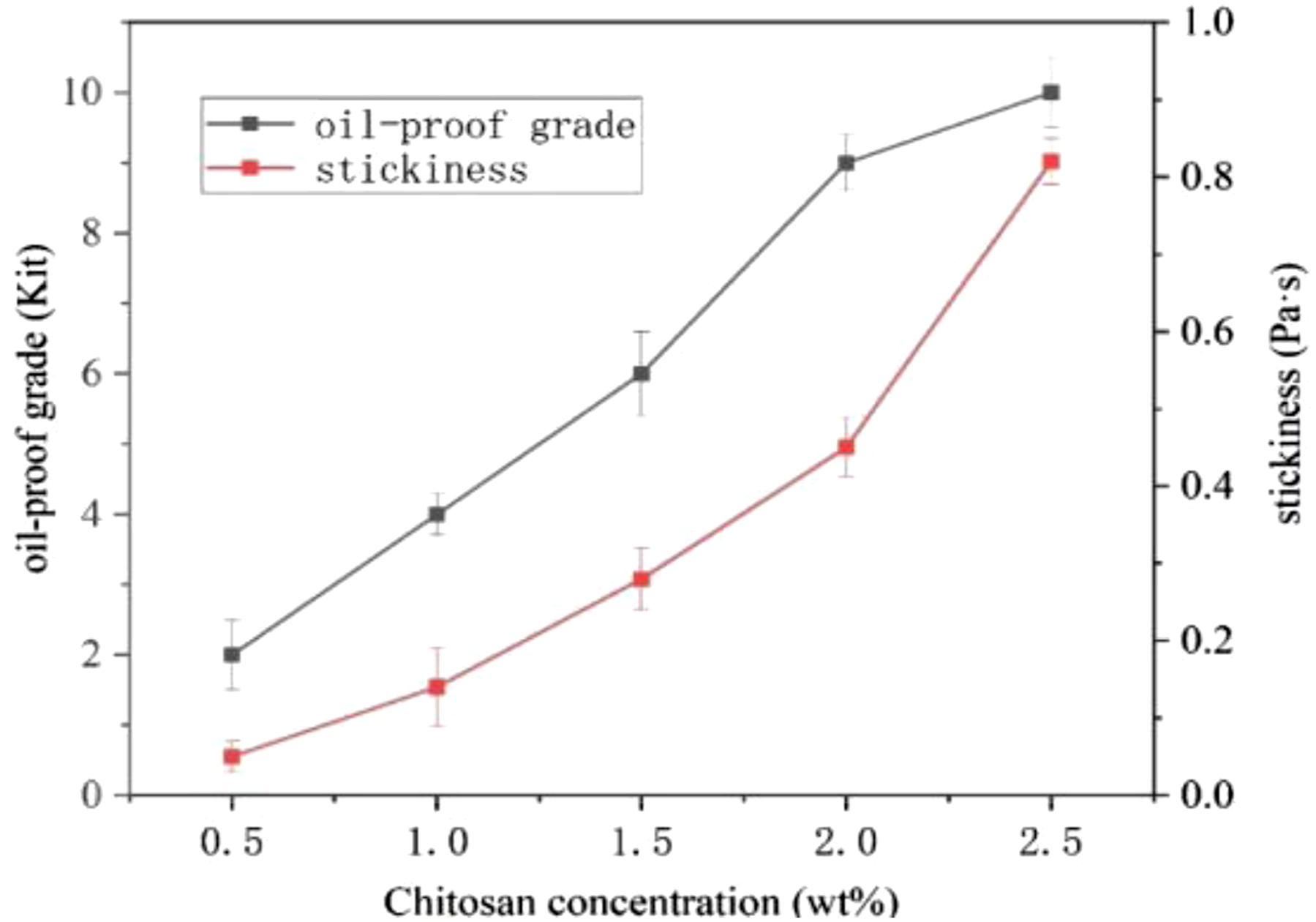
Influence of the coating amount of chitosan solution on the oil-proof performance of lunch box materials
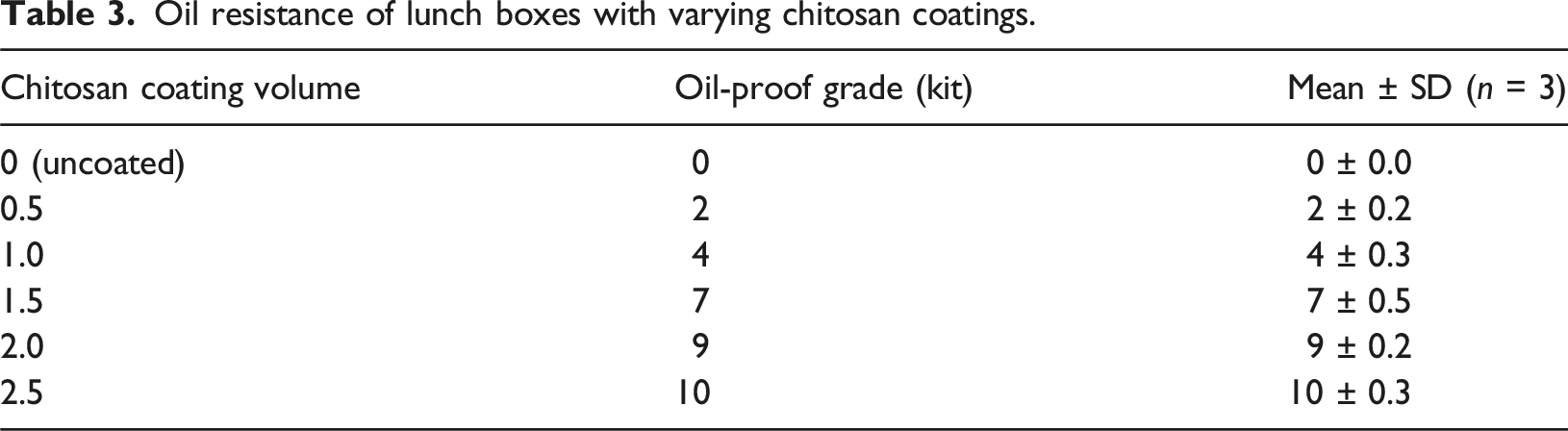
The 2 wt% chitosan solution was used to coat the surface of the lunch box material to study the effect of different chitosan solution coating amount on the oil-proof performance of the lunch box, and the test results are shown in Figure 3. As the coating amount of chitosan solution increased from 1 g/m2 to 2 g/m2, the oil resistance of the lunchboxes was significantly increased from level 4 to level 9, which indicated that the chitosan coating could enhance the resistance to oil and grease on the surface of the lunchboxes. The oil resistance of the lunch box material is mainly affected by the surface characteristics of the coating and the integrity of the film, uncoated lunch box material due to the high surface energy and the existence of a porous structure, easy to be infiltrated by oil and grease resulting in poor oil resistance. With its good film-forming properties, chitosan can be coated on the surface of lunch boxes to effectively cover the pore structure of the material surface. When the amount of chitosan coating is 2 g/m2 and above, the coating can completely cover the mesh structure on the surface of the lunch box material, blocking the diffusion path of oil and grease, so as to meet the oil-proof requirements of disposable wheat straw lunch boxes. Therefore, in order to meet the requirements of the oil-proof performance of the lunch box, the minimum selection of chitosan solution with a coating amount of 2 g/m2 saves the manufacturing cost and reduces the thickness of the lunch box. Each test was performed in triplicate (n = 3), and the average Kit values with standard deviations were calculated to assess the reproducibility of oil resistance performance (Table 3). Oil resistance of lunch boxes with varying chitosan coatings. Oil resistance of lunch boxes with varying chitosan coatings.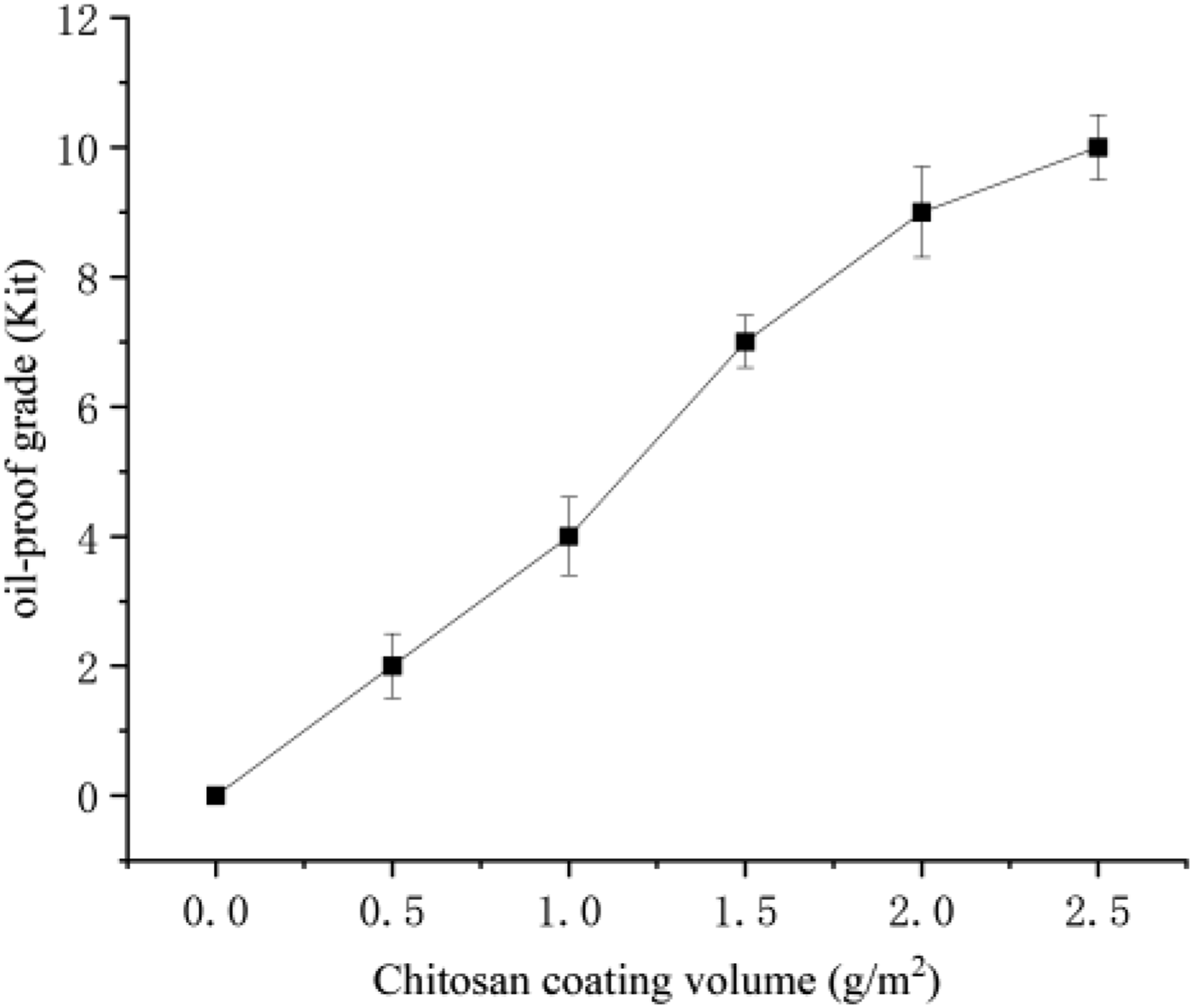
Effect of chitosan solution coating amount on water absorption of lunch box materials
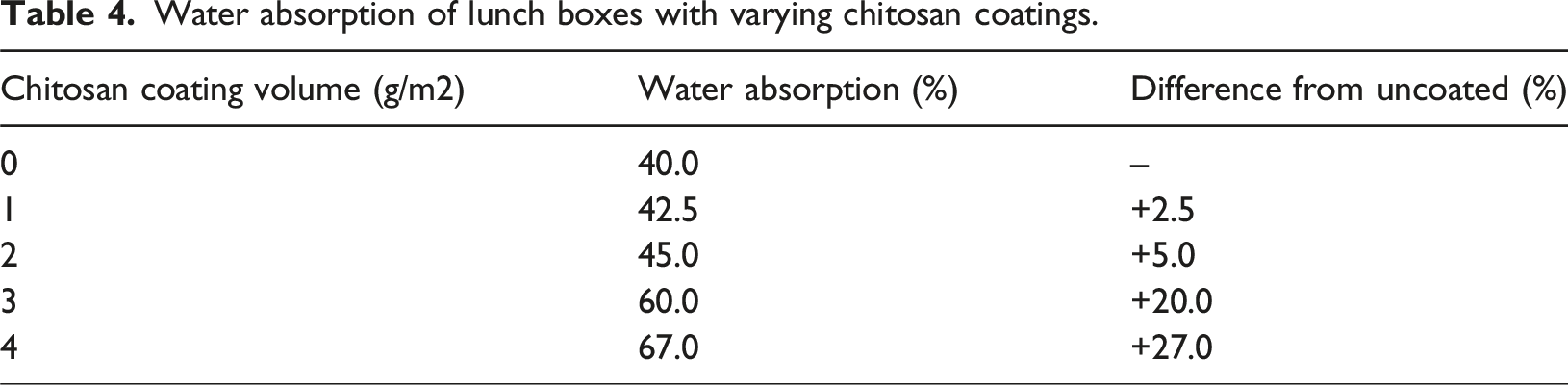
In this test, chitosan solution with different coating amount was sprayed on the surface of lunch box, and the water absorption rate was tested by the water absorption test in Section 2.3.3 respectively, to characterize the waterproof performance of the lunch box after coating with the water absorption rate, and the results of the test are shown in Figure 4, and the absorption rate of the lunch box increases with the increase of the coating amount of chitosan. The small increase in water absorption of the lunchboxes during the increase in chitosan coating from 1 g/m2 to 2 g/m2 is due to the fact that chitosan is able to fill the pores of the lunchbox material quickly when the coating amount is low. When the coating amount increased from 2 g/m2 to 4 g/m2, the water absorption rate increased significantly, which was due to the fact that although chitosan formed a good barrier film on the surface of the lunch box, the coating had strong hydrophilicity, which led to a larger water absorption rate. When the coating amount was 4 g/m2, the water absorption rate of the lunch box increased to 67%, which was about 27% more than that of the uncoated lunch box, indicating that the water absorption rate of the chitosan-coated lunch box was higher than that of the uncoated lunch box, and that a single chitosan coating was not conducive to the enhancement of the water resistance of the lunch box. Therefore, in this study, the comprehensive performance of lunch boxes will be improved by adding beeswax to the chitosan solution to produce a compound solution as an oil and water repellent coating for lunch boxes (Table 4). Water absorption of lunch boxes with varying chitosan coatings. Water absorption of lunch boxes with varying chitosan coatings.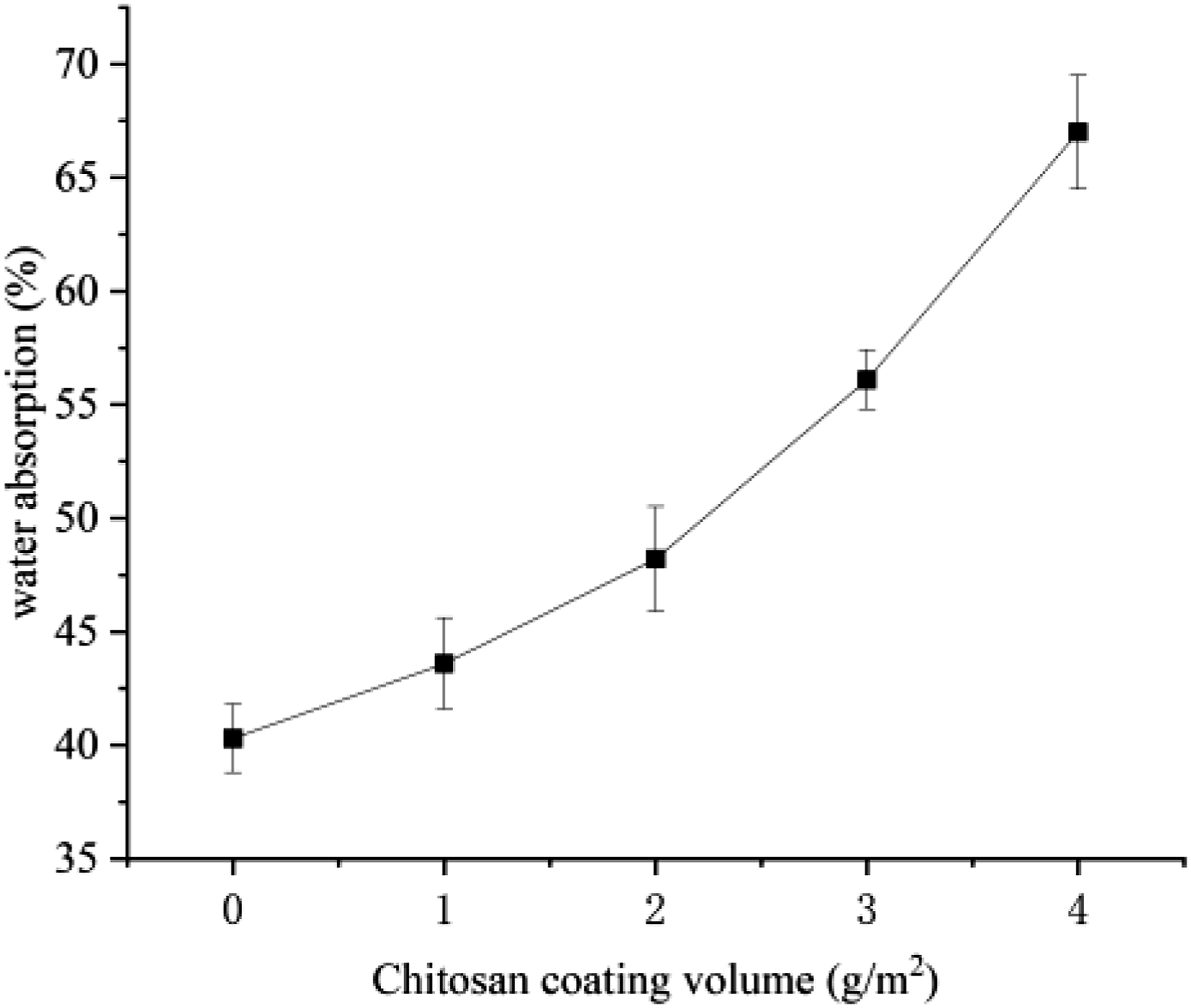
Effect of beeswax solid content in chitosan/beeswax solutions on the water absorption of lunch boxes
The concentration of chitosan solution was selected to be 2.0 wt% and the coating amount of mixed solution was 2 g/m2 to study the effect of different solid content of beeswax on the water absorption of lunch box materials. The results of the tests are shown in Figure 5, using chitosan/beeswax composite solution to coat the lunchboxes, The water absorption rate of lunch boxes gradually decreases as the solid content of beeswax increases. Specifically, the water absorption rate of uncoated lunch boxes is 40.5%, while when the beeswax content reaches 20% (mass fraction), the water absorption rate drops to 32.5%, a reduction of 8%. When the beeswax content is further increased to 30% (mass fraction), the water absorption rate is further reduced to 24%., due to the chemical composition and physical structure of the beeswax, which gives it efficient water repellency properties. Beeswax emulsion, when used alone, tends to penetrate into the internal structure of the lunch box material, making it difficult to form a continuous wax film on the surface.
34
Therefore, it is necessary to combine the film-forming property of chitosan to enhance the waterproof performance of the lunch box. When the solid content of beeswax is less than 50 wt%, the water absorption rate of the lunch box decreases with the increase of solid content of beeswax, and the waterproof property of the lunch box becomes better and better. As shown in Figure 5, the water absorption rate of the lunch box decreases with increasing beeswax content and reaches approximately 11.3% at a beeswax concentration of 50% (mass fraction). Further increases in beeswax content did not significantly reduce the water absorption rate, suggesting that a saturation effect may have occurred due to the formation of a dense, continuous hydrophobic barrier. Therefore, 50% (mass fraction) was selected as the optimized beeswax content for subsequent experiments. Effect of beeswax content on lunch box water absorption.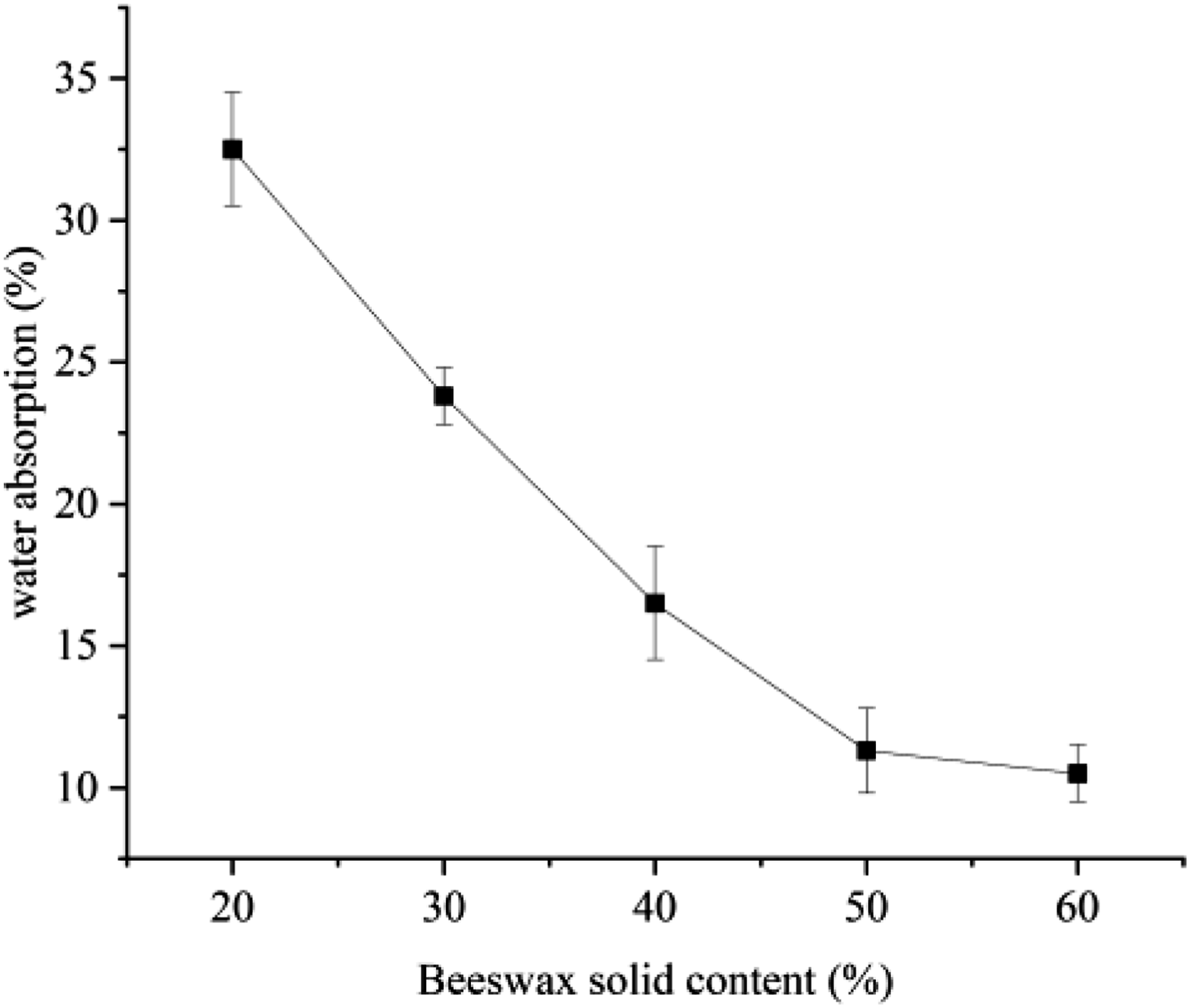
To summarize, the best process for the oil and waterproof coating of lunch box is as follows: chitosan concentration is 2.0 wt%, beeswax solid content is 50 wt%, and the coating amount is 2 g/m2. At this time, the oil-proof grade of the lunch box can reach more than 9 levels, and the water absorption rate is reduced to 11.3%, which makes the lunch box have a good oil and water-proof performance.
Oil contact angle and water contact angle of lunch boxes
The Kit value and water absorption rate provide general indicators of the oil and water resistance of the coated lunch boxes. However, to assess the dynamic surface wettability and barrier durability under realistic conditions, contact angle (CA) measurements of both water and oil droplets were conducted at multiple time intervals (0 s, 15 s, 30 s, 60 s, and 5 min) after deposition on the surface.
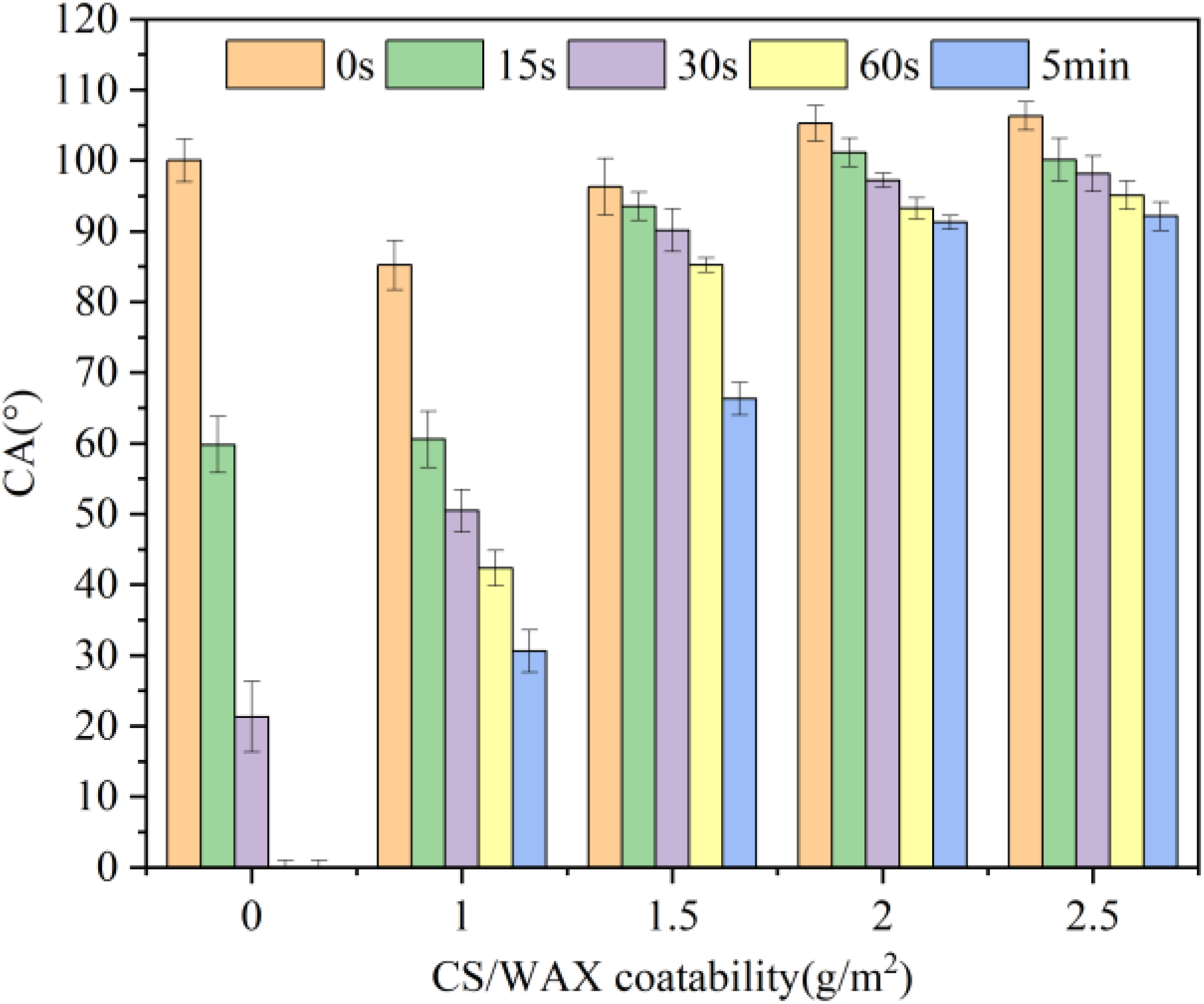
As shown in Figures 6 and 7, the initial contact angles of both water and oil droplets increased significantly with the rise in CS/WAX coating amount, indicating enhanced surface hydrophobicity and oleophobicity. At a coating level of 2.5 g/m2, the initial water contact angle reached approximately 110°, and remained above 100° even after 5 min. Similarly, the oil contact angle maintained a value above 75° throughout the 5-min observation period. The larger the contact angle, the more hydrophobic and oleophobic the surface of the lunch box. By measuring the contact angle of water and grease droplets, the ability of the lunch box to block water and grease can be comprehensively evaluated, thus more accurately assessing the practical application of chitosan/beeswax hybrid coatings. In this section, the variation of contact angle of oil and water droplets on the surface of lunch box with different coating amount of chitosan/beeswax will be investigated from the contact angle point of view. Oil droplet contact angle variation with different CS/WAX coating amounts. Contact angle change with varying CS/WAX coatings on food containers.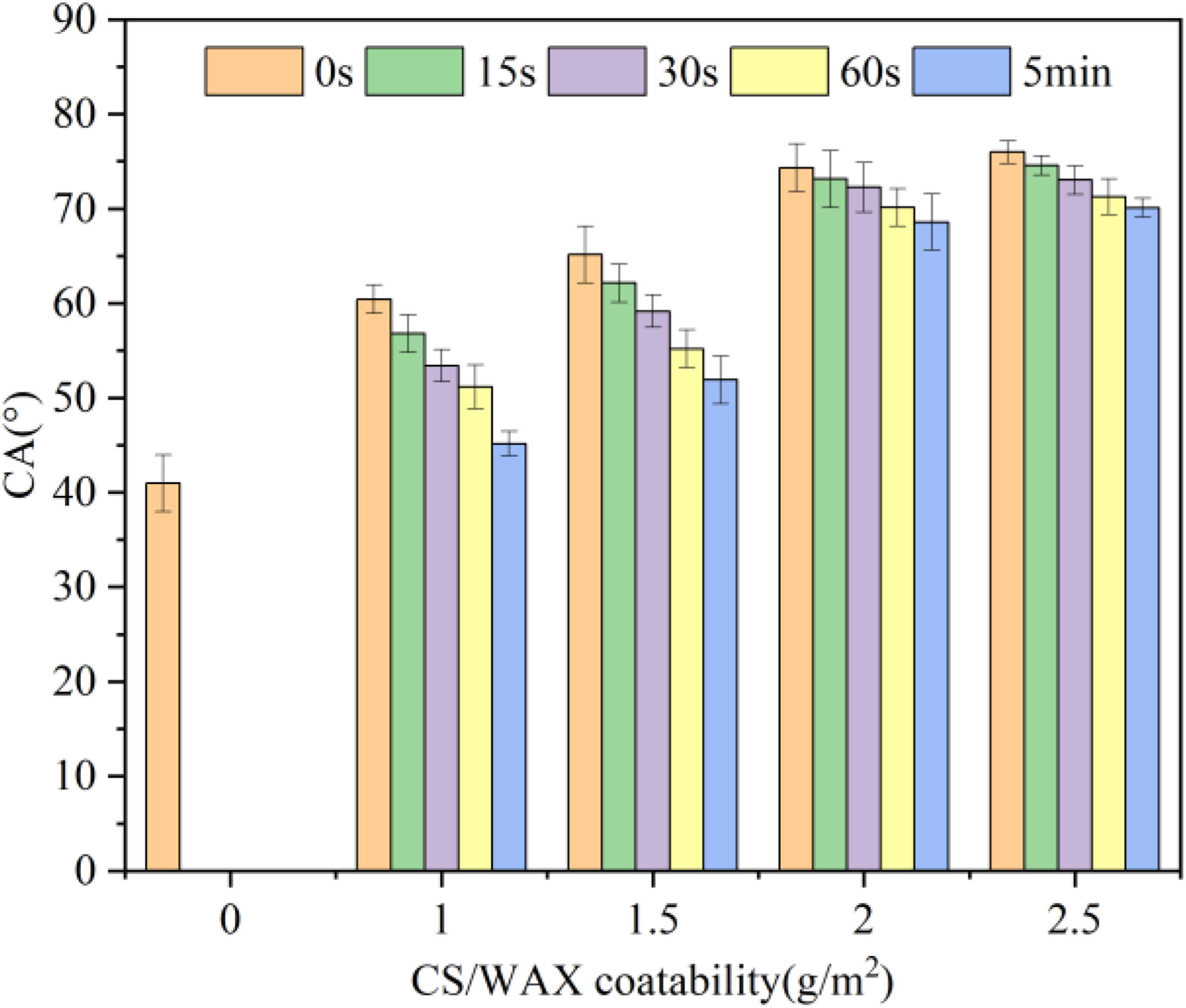
Surface wettability of oil on coated and uncoated lunch boxes, with different CS/WAX coating amounts
Figure 6 shows the change in oil droplet contact angle over time on uncoated and CS/WAX-coated lunch boxes at different coating amounts (0–2.5 g/m2). Compared to uncoated samples, the initial oil contact angle was approximately 41°, while samples coated with 2.5 g/m2 achieved a contact angle of 76°, representing a 35% increase, indicating that the coating effectively enhances the lunch box’s oil-repellent performance.
At lower coating amounts (e.g., 1.0 g/m2), the oil droplet contact angle rapidly decreased within 5 min (from 61° to 45°, ΔCA ≈ 16°), indicating that the coating lacks long-term surface stability. In contrast, when the coating amount was increased to 2.0 g/m2, the contact angle showed only a slight decrease (from 74° to 68°, ΔCA ≈ 7°), reflecting enhanced durability and retention of the coating’s oil-repellent functionality over time.
Further increasing the coating to 2.5 g/m2 resulted in a stable change in contact angle (ΔCA ≈ 5°, within 5 min), indicating the formation of a continuous and dense hydrophobic barrier. This saturation effect suggests that once the coating amount exceeds a critical threshold, the CS/WAX layer has fully covered the surface, and additional material does not significantly improve surface energy or microstructure. Therefore, 2.5 g/m2 is determined to be the optimal coating level for achieving high and stable oleophobicity. Based on these observations and repeated measurements (n = 3), the coating amount of 2 g/m2 was identified as optimal for achieving high and stable oil-repellency. The low variability in contact angle change over time at this level confirms the formation of a durable and continuous hydrophobic barrier.
Surface wettability of chitosan/beeswax solutions with different coating amounts to water
Figure 7 illustrates the dynamic changes in water droplet contact angles on the surfaces of both uncoated and CS/WAX-coated lunch boxes at different coating amounts (0–2.5 g/m2). The aim is to compare the wettability and water resistance across samples with varying coating levels over time (measured at 0 s, 15 s, 30 s, 60 s, and 5 min). As shown in Figure 7, the uncoated lunch box exhibited an initial water contact angle of approximately 100°, which sharply decreased to 21.3° within 30 s. This rapid decline indicates poor water repellency, as the droplet quickly spread and penetrated the surface. The initial contact angle of the lunchboxes was lower than that of the uncoated lunchboxes when the coating amount was 1 g/m2. This was due to the fact that the chitosan/beeswax coating failed to form a complete and dense hydrophobic layer at the low coating amount, which resulted in non-uniform surface coverage. The partial exposure of the hydrophilic amino and hydroxyl groups of chitosan enhances the surface hydrophilicity, making it easier for water droplets to spread and reducing the contact angle. When the coating amount reaches 2 g/m2, the initial contact angle is approximately 105°, and it decreases to 91.25° after 5 min, which exceeds the conventional hydrophobic threshold of 90° and thus meets the basic waterproof requirement for food packaging materials. According to previous studies, a water contact angle above 90° is generally considered sufficient to prevent rapid water penetration in biodegradable coatings. This is because as the coating amount rises, the hydrophobic component of the beeswax forms a denser and more homogeneous coating at a higher coating amount, which effectively reduces the surface energy and enhances the hydrophobicity. Continue to increase the amount of coating, the lunch box surface water contact angle does not change much, indicating that the waterproof performance is close to saturation, the coating effect is stable. Overall, increasing the coating amount can effectively improve the waterproof performance of lunch boxes, but the performance improvement tends to level off after the coating amount exceeds 2 g/m2. All data points represent the average of three independent replicates (n = 3), and the standard deviations are shown as error bars in Figure 7. These results demonstrate that a CS/WAX coating of 2.0–2.5 g/m2 achieves stable water repellency (CA > 90° for 5 min), making it optimal for practical waterproof packaging applications.
Microstructure analysis of lunch boxes before and after coating
Scanning electron microscopy (SEM) was employed to investigate the surface microstructure of the lunch box material before and after coating, with the aim of correlating morphological changes with barrier performance. SEM provides direct visual evidence of the coating’s ability to fill pores, reduce surface roughness, and form a continuous barrier that impedes the penetration of water and oil molecules. Figure 8 presents SEM images of: (a) uncoated lunch box material, (b) material coated with 2 g/m2 chitosan solution, and (c) material coated with 2 g/m2 chitosan/beeswax composite solution, all at a magnification of 500×. This coating level was selected because it demonstrated near-optimal waterproof and oilproof performance in contact angle tests, and the magnification was chosen to clearly resolve surface fiber networks and coating morphology. As shown in Figure 8(a), the uncoated sample exhibits a loose fibrous mesh structure with visible inter-fiber pores. These pores act as direct pathways for oil and water molecules to infiltrate, explaining the material’s poor barrier performance. In Figure 8(b), application of a 2 g/m2 chitosan coating visibly reduces the size and number of open pores. The coating forms a semi-continuous film that partially fills the inter-fiber voids. As a result, oil molecules must first encounter and overcome the chitosan barrier before diffusing further, thereby significantly improving oil resistance. This observation confirms the formation of a functional hydrophilic film with barrier capability. Figure 8(c) shows that the surface coated with the chitosan/beeswax mixture becomes smoother and more compact. Beeswax, melted and dispersed under heating, penetrates and seals the rough microstructure of the chitosan layer, filling residual pores and cracks. The combined action of chitosan (film-forming) and beeswax (hydrophobic sealing) leads to the formation of a dense and continuous hydrophobic barrier, which effectively resists the intrusion of grease and water. This structure is particularly important in practical applications, as full pore coverage and coating continuity are essential for meeting functional requirements in food packaging and biodegradable tableware standards. SEM images of food container surfaces pre- and post-coating.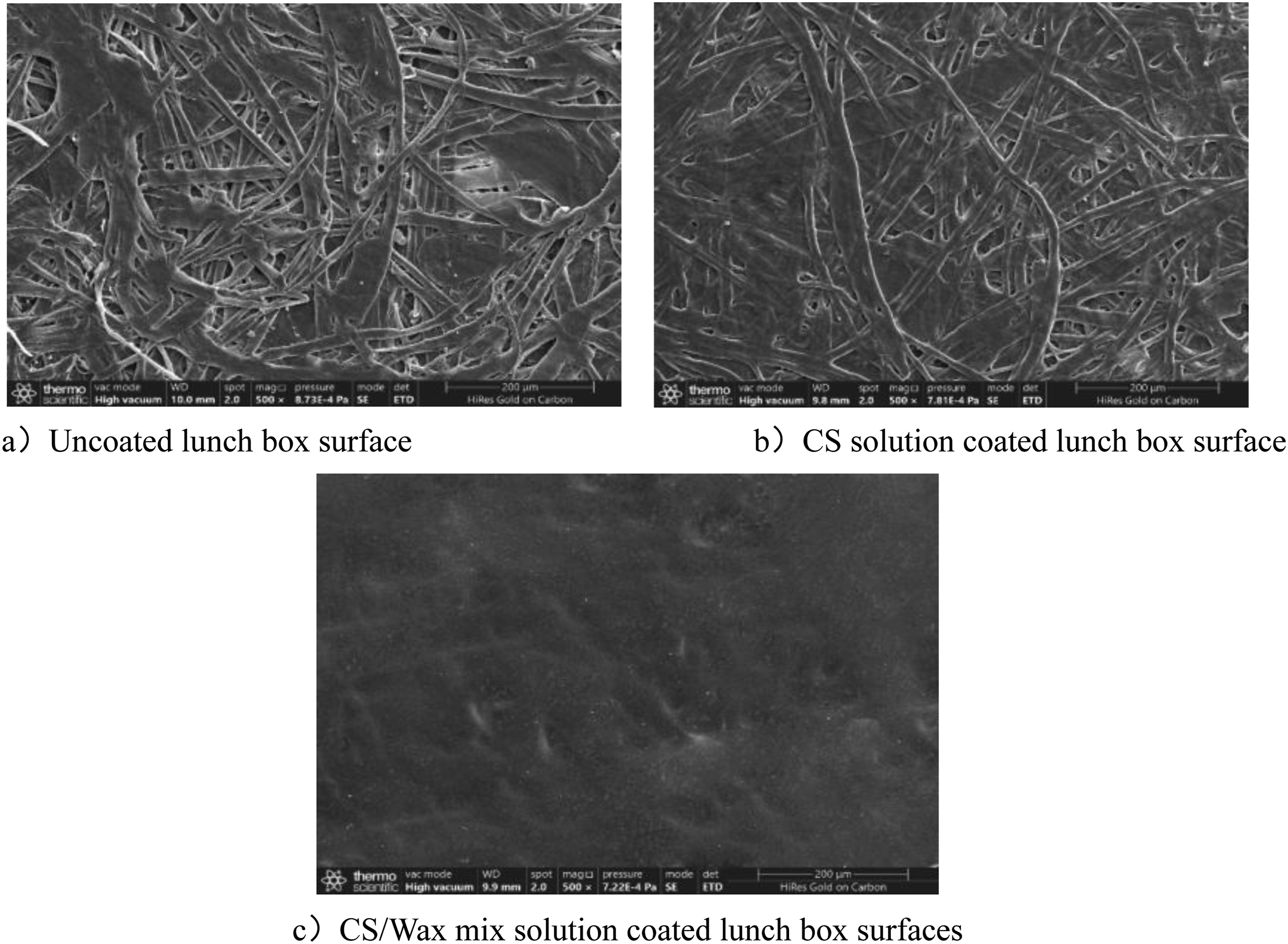
Infrared spectral analysis
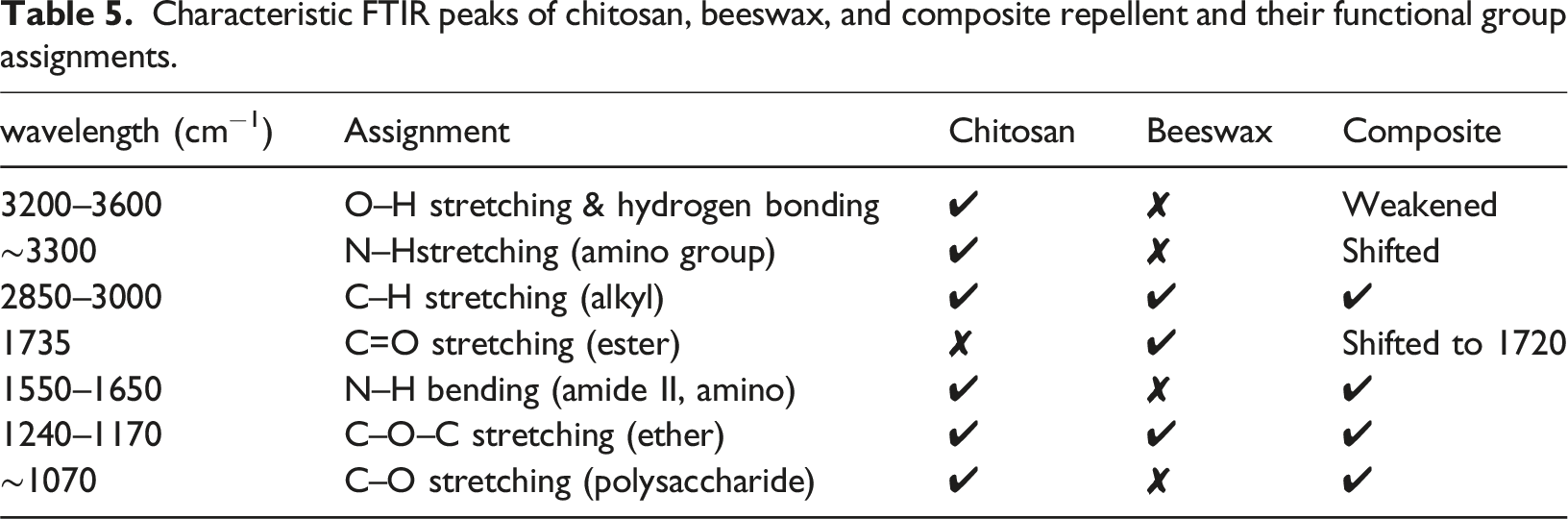
The chemical structures of chitosan oil repellent, beeswax and its composite oil and water repellent were characterized and analyzed by Fourier transform infrared spectroscopy. The different solutions were prepared as homogeneous films at specific temperatures and the intact areas of the surfaces were selected for testing. As shown in Figure 9, the broad peaks at 3200–3600 cm−1 of chitosan anti-oil agent originated from hydroxyl and hydrogen bonding, and the amino-stretching vibration peak at 3300 cm−1 and the bending vibration peak at 1550–1650 cm−1 showed that its partially non-deacetylated structure The C-O-C bond at 1070 cm−1 and the C-H vibrational peaks at 2850–3000 cm−1 confirm the polysaccharide backbone. The C=O stretching vibrational peak at 1735 cm−1, C-O-C vibrational peak at 1170–1240 cm−1 and C-H vibrational peaks at 2920 cm−1 and 2850 cm−1 of beeswax indicate the presence of esters and long chain alkanes. The infrared spectra of the composite antifreeze had both the characteristic peaks of chitosan and beeswax, in which the ester group C=O peak was shifted to 1720 cm−1 from 1735 cm−1 to a lower wavelength and the hydroxyl peak was weakened, indicating that the amino group of chitosan interacted with the ester group of beeswax through hydrogen bonding, and the hydrophobicity of the alkane chain further reduced the exposure of polar groups. These spectroscopic changes demonstrate strong molecular compatibility between chitosan and beeswax, and the formation of intermolecular hydrogen bonds and hydrophobic interactions. These molecular interactions contribute directly to the improved barrier performance of the composite coating, as evidenced by higher and more stable contact angles (e.g., >90° after 5 min) and reduced water absorption rates. Therefore, the FTIR results not only confirm chemical compatibility but also support the macroscopic enhancement in oil and water resistance of the composite repellent (Table 5). IR spectra of chitosan, beeswax, and chitosan/beeswax composite oil/water repellents. Characteristic FTIR peaks of chitosan, beeswax, and composite repellent and their functional group assignments.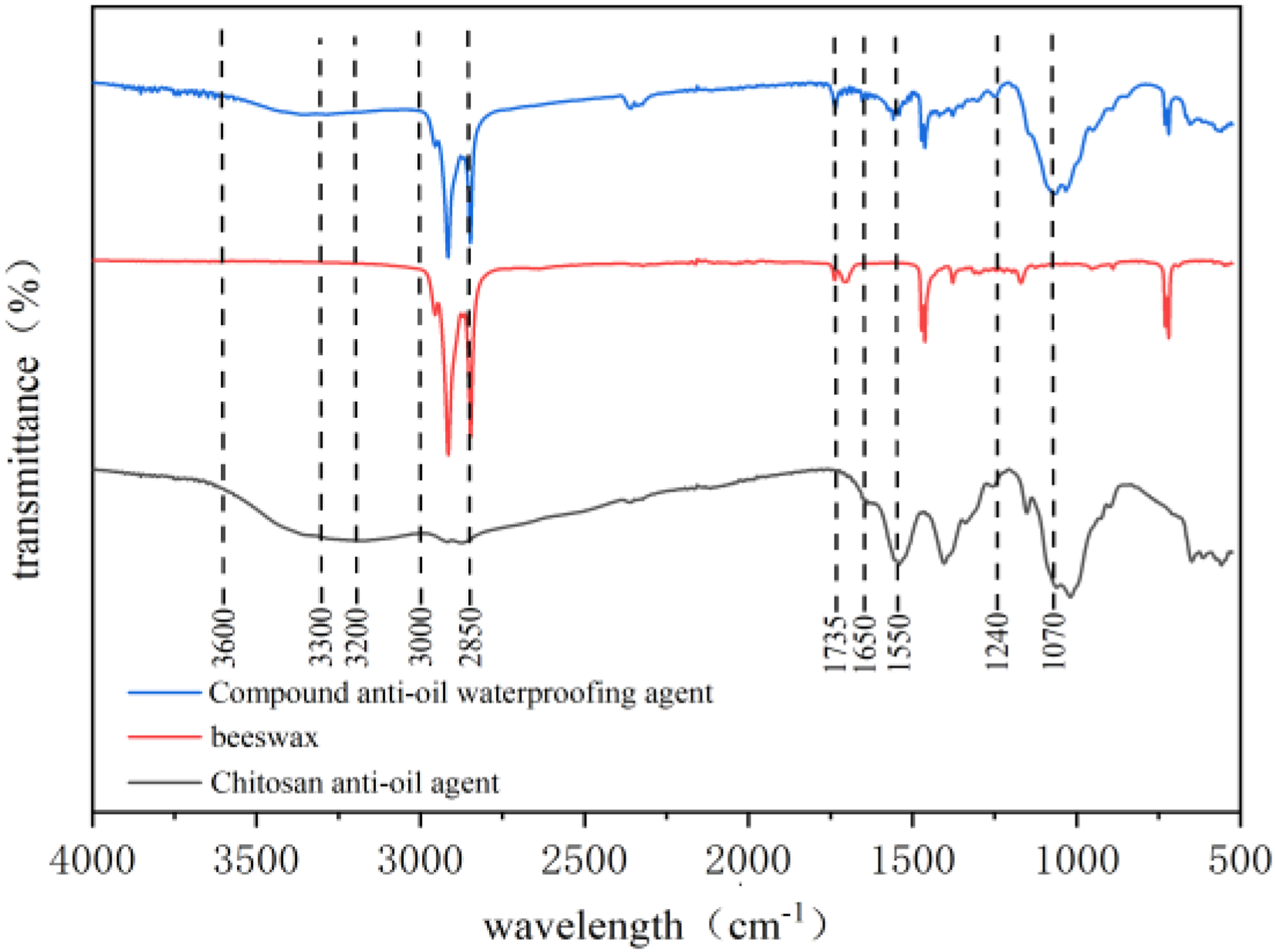
Thermal stability analysis
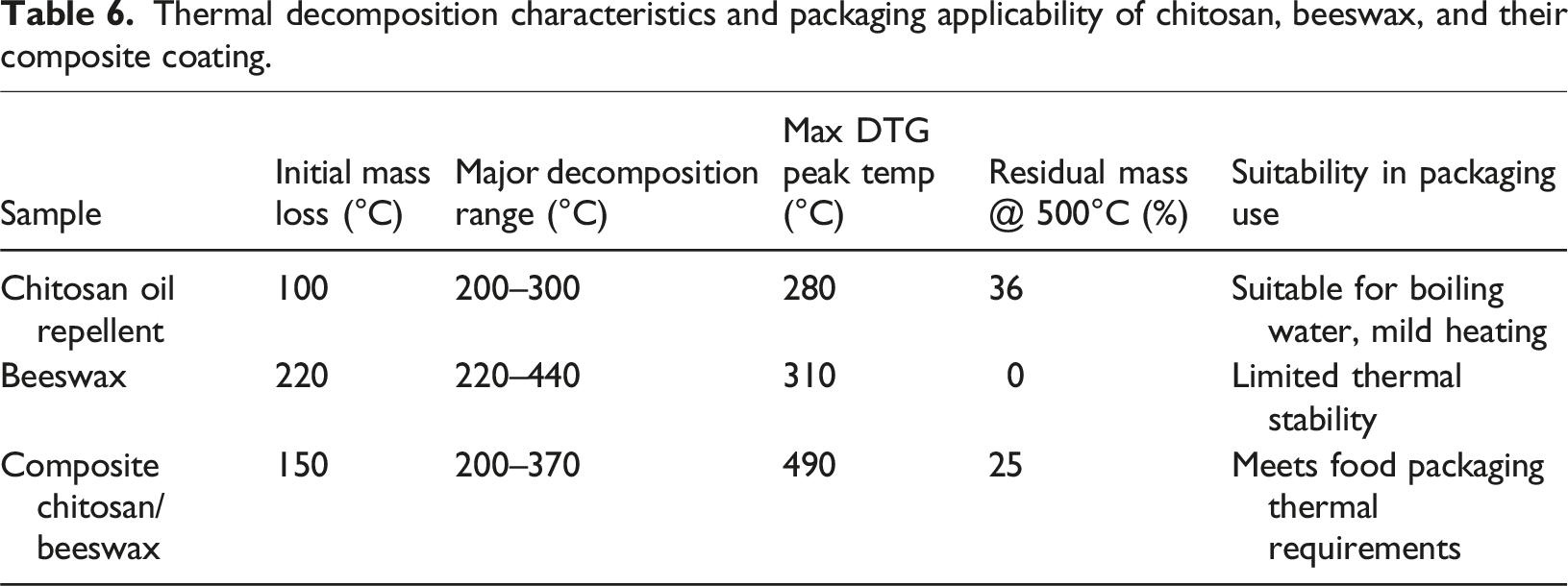
Thermogravimetric analysis technique was used to analyze the thermal stability of chitosan oil repellent, beeswax and its composite oil repellent and water repellent. The experimental results are shown in Figure 10. From the TG spectrum, it can be seen that chitosan undergoes significant decomposition in the range of 200 ∼ 300°C, with high residual amount at high temperature, which indicates that some of its carbonization products possess good thermal stability; beeswax has almost no quality change before 220°C; In the interval of 220 ∼ 440°C, the beeswax loses a lot of weight, and after 350°C, the weight loss rate increases further, and the rate gradually slows down near 400°C; after 440°C, the beeswax has been carbonized, and its mass basically no longer decreases at elevated temperatures.
35
Chitosan/beeswax composite oil and water repellent at 100 ∼ 200°C, the mass loss amplitude is lower than single beeswax, indicating that chitosan inhibits the decomposition of beeswax, at 200 ∼ 300°C, the composite oil and water repellent decomposition temperature overlaps with chitosan, but the residual amount is higher, which indicates that the composite anti-oil and water repellent high temperature stability is strengthened, and the synergistic effect of beeswax and chitosan slows down the decomposition process, and enhances the overall thermal stability. This indicates that the composite anti-oil and waterproof high temperature stability is enhanced, and the synergistic effect of beeswax and chitosan delays the decomposition process and enhances the overall thermal stability. In the DTG spectrum, the decomposition rate peak of the composite anti-oil waterproofing agent is shifted to the middle, and the peak intensity is weakened, which further confirms that the thermal resistance of the composite anti-oil waterproof coating is improved. The mass loss of the composite anti-oil and waterproofing agent is less than 10% at 100 ∼ 200°C, which, combined with the actual application scenario of the lunch box, indicates that the thermal stability of the lunch box can meet the requirements after coating. TG/DTG of chitosan, beeswax, and chitosan/beeswax repellents.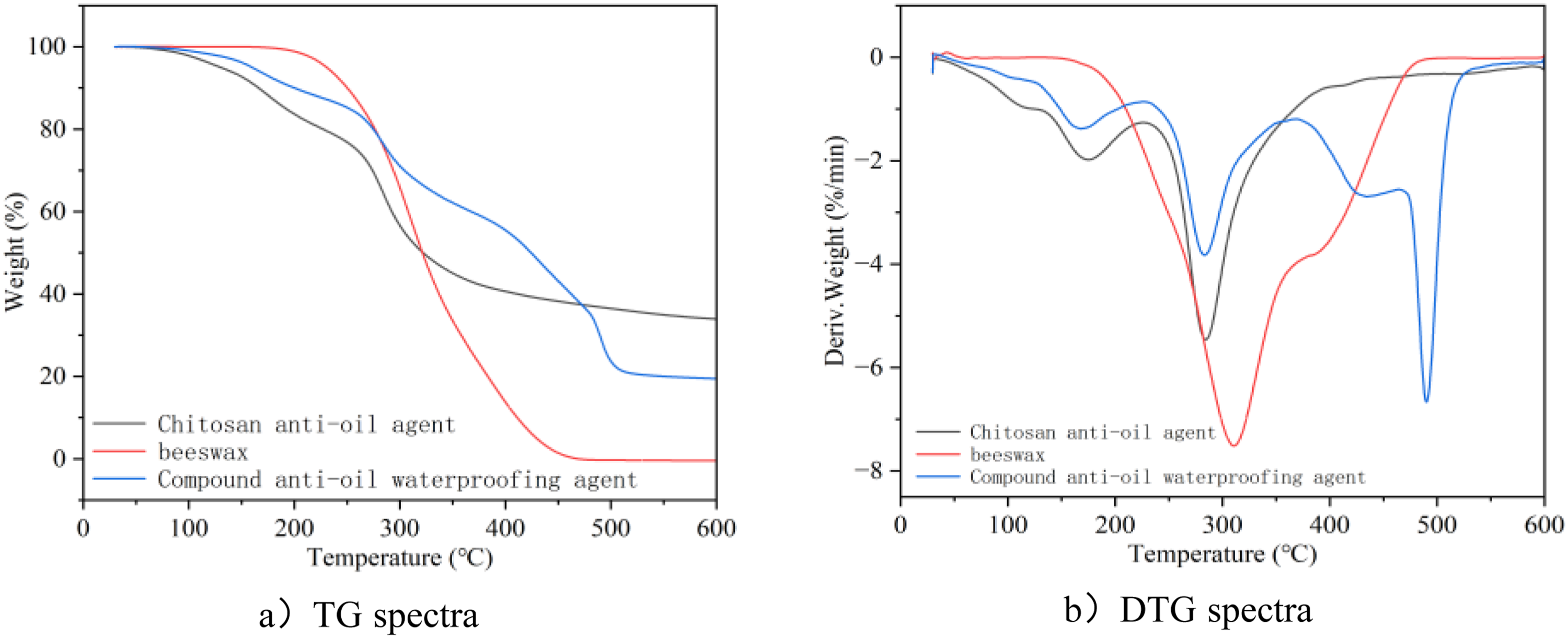
Thermal decomposition characteristics and packaging applicability of chitosan, beeswax, and their composite coating.
The effects of chitosan coating solution and chitosan/beeswax composite oil and water repellant on the oil and water repellency of lunch boxes were investigated after they were coated onto the surface of wheat straw lunch boxes by spraying. By exploring the concentration and coating amount of the coating solution, it was concluded that under the premise of meeting the oil and waterproofing requirements of the lunch box, the optimal ratio of chitosan/beeswax composite oil and waterproofing agent is: chitosan concentration of 2.0 wt%, beeswax solid content of 50 wt%, and coating amount of 2 g/m2. At this time, the oil-proof grade of the lunch box can reach more than 9, the water absorption rate is reduced to 11.3%, and the oil droplet contact angle and water droplet contact angle of the lunch box have a small change in 5 min. SEM, FTIR and other methods were used to characterize the performance of the anti-oil and waterproof coating of the lunch box in terms of microscopic morphology and chemical structure, and the results showed that the polysaccharide/beeswax composite anti-oil and waterproofing agent formed a dense anti-oil and waterproofing barrier on the surface of the lunch box and the thermogravimetric analysis of the anti-oil and waterproofing agent proved that it had a certain degree of thermal stability, and it was able to satisfy the requirement of the use of the lunch box for the resistance to heat oil and heat water.
Conclusion
In this paper, wheat straw is used as raw material, chemical mechanical method is used to prepare slurry, and wet hot press molding method is used to prepare biodegradable disposable wheat straw lunch box. Natural chitosan and beeswax were selected to formulate the composite solution, and the surface of the lunch box was coated by surface spraying, to study the effect of the concentration of the coating solution and the amount of coating on the oil- and waterproof performance of the lunch box. The surface of the lunch box is sprayed by chitosan/beeswax composite solution, which improves the oil and water resistance of the lunch box. When the chitosan concentration was 2.0 wt%, the beeswax solid content was 50 wt%, and the coating amount was 2 g/m2, the lunch box had the best oil and waterproof performance. The oil-proof grade of the lunch box reaches more than 9, the water absorption rate is reduced to 11.3%, and the oil droplet contact angle and water droplet contact angle of the lunch box have a small change in 5 min. Infrared spectroscopy and scanning electron microscopy analysis show that the coating effectively fills the pores on the surface of the lunch box, forming a dense oil and waterproof barrier, which significantly improves the oil and waterproof performance of the lunch box. The results of thermogravimetric analysis showed that the chitosan/beeswax composite coating had good thermal stability. Although the coating exhibits excellent barrier properties under laboratory conditions, further research is needed to evaluate its mechanical robustness, long-term stability, and biodegradability in real-world environments. Future work may also explore different ratios of biopolymers to wax and study the performance of the coating under simulated usage conditions.
Footnotes
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This study was supported by the Science and Technology Program of Inner Mongolia Autonomous Region [Grant No. 2023YFHH0005].
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.