
Abstract
Despite the relative accessibility of clay, its low cost and reputation as a robust and sustainable building material, clay three-dimensional printing remains an under-utilized digital fabrication technique in the production of architectural artefacts. Given this, numerous research projects have sought to extend the viability of clay three-dimensional digital fabrication by streamlining and automating workflows through computational methods and robotic technologies in ways that afford agency to the digital and machinic processes over human bodily skill. Three-dimensional printed clay has also gained prominence as a resilient material well suited to the design and fabrication of artificial reef and habitat-enhancing seawall structures for coastal marine environments depleted and disrupted by human activity, climate change and pollution. Still, these projects face similar challenges when three-dimensional printing complex forms from the highly plastic and somewhat unpredictable feed material of clay. In response, this article outlines a research project that seeks to improve the translation of complex geometries into physical clay artefacts through additive three-dimensional printing processes by drawing on the notion of digital craft and giving focus to human–machine interaction as a collaborative practice. Through the case study of the 1:1 scale fabrication of a computationally generated bio-reef structure using clay as a feed material and a readily available Delta Potterbot XLS-2 ceramic printer, the research project documents how, by exploiting the human ability to intuitively handle clay and adapt, and the machine’s ability to work efficiently and with precision, humans and machines can fabricate together. With the urgent need to develop more sustainable building practices and materials, this research contributes valuable knowledge of hybrid fabrication processes towards extending the accessibility and viability of clay three-dimensional printing as a resilient material and fabrication system.
Keywords
Introduction: the artefact and its context
Despite the relative accessibility of clay, its low cost and reputation as a resilient and sustainable building material, clay three-dimensional (3D) printing remains an under-utilized digital fabrication technique in the production of architectural artefacts. While clay’s high compressive strength, plasticity and fire resistance makes it a highly desirable building material more generally, it presents numerous challenges as a feed material in direct additive 3D printing processes. The need for a specialized range of equipment, as well as post-fabrication labour time such as firing clay artefacts, has meant that clay 3D printing remains an economically less feasible option over many existing industrialized modes of production and fabrication. 1 With these issues in mind, numerous research projects have begun to explore ways to extend the viability of clay 3D digital fabrication using computational methods and robotic technologies to streamline and automate workflows.2–4 These approaches typically involve refining the instructions sent to a 3D printer or robotic arm in ways that can further distance the designer from the material and fabrication processes. This serves to reinforce the normative binary of humans designing and machines fabricating, as well as the common assumption that the role of new technologies is to limit human involvement in production processes and displace bodily skill. 5 Alternatively, this research project explores the participatory and collaborative roles that designers might play to enhance clay 3D printing processes and outcomes. Put another way, this approaches the problem of extending the viability of clay as a fabrication medium by adopting a digital craft perspective.
The value of recasting computational design and digital fabrication as form of craft practice operates both conceptually to recover associations with human action and skill in those processes and methodologically as an approach that opens up to more agile and dynamic processes. Shifting away from the focus on optimizing workflows for linear modes of instruction-based fabrication based on pre-defined digital forms and allowing for intervention and disruption can extend the possibility for new knowledge and facilitate increased flexibility to accommodate for changing conditions. This perspective echoes tenets of ‘resilience thinking’ that finds its origins in ecology science from the 1970s 6 and draws from the capacity of an ecological ‘system to absorb disturbance and reorganise’ while retaining core functionality 7 (p. 558). Resilience is a well-applied concept in environmental conservation 8 and resource management 9 and is increasingly referenced in the field of design as part of a sustainable futures discourse.10,11 In the context of the ‘made world’, the notion of resilience is less about optimizing artefacts to stand the test of time and remain unchanged, and more about enabling adaptive systems that have the ‘capacity to absorb disturbance, and accept change’ 11 (p. 140). In this way, notions of resilience further resonate with interpretations of craft as a practice and a process that explores the limits, opportunities and interdependencies of a making system comprised of materials, tools, techniques and humans. 12
Unlike the industrial-era production paradigm that diminished human action in the production system and emphasized the optimisation of isolated components, resilience thinking adopts a systemic logic that takes into account human and non-human interactions and influences across multiple scales. So, while the drive towards more sustainable design and building practices has understandably catalyzed renewed interest in clay as a material, this research explores clay as part of a 3D fabrication system and in the context of a coastal marine ecology project to mitigate the impacts of rapid urbanization and pollution. More specifically, this research forms part of a larger research project Bio-Shelters: Design Reef Habitats at the Sydney Harbour that has used advanced computational methods and datasets based on local biological organisms and site conditions to inform the multi-agent-based generation of artificial bio-reef structures. 13 The design and installation of artificial reef and habitat-enhancing seawall structures in coastal marine environments are approaches that are currently being trialled to restore bio-diversity in marine environments that have been disrupted by human activity, climate change and industrial development in locations including Australia 14 and Mexico. 15 As clay is a natural and accessible resource with a low embodied energy and the ability to be formed into complex shapes, it is a logical choice for marine habitat environment projects over polylactic acid (PLA) that is typically used for 3D printing.
The research project described herein explores the 1:1 scale fabrication of the computationally generated bio-reef structure using clay as a feed material and a readily available Delta Potterbot XLS-2 ceramic printer. Through the lens of digital craft and undertaking numerous cycles of iterative exploration, this project explores how a computationally driven fabrication process can be combined with human skill in a collaborative context 5 to inform ways to enhance the fidelity, accessibility and viability of 3D printed clay artefacts. Put another way, through the bio-reef structure case example, this asks in what way can hybrid processes of human-machine fabrication impact the outcomes of digitally designed 3D printed clay artefacts. The following sections of this article outline the theoretical concepts that have framed the research project and informed the methods employed to address the research inquiry, as well as their outcomes, significance and contribution to the broader field of digital fabrication exploration.
Digital craft: engaging human, machine and material consciousness
This research explores the translation of digital design geometries into physical clay artefacts through practices of human–machine collaboration and the sensibility of digital craft.16–18 In earlier architectural discourse, the concept of ‘digital craft’ functioned largely to legitimize and valorize the digital medium as an active participant in the design process rather than a tool with minor significance and no influence in the process or the outcome. 19 More recently, Nick Senske attests that the digital craft perspective allows us to see computationally based design and fabrication methods as those that require thoughtful effort, conscious choice and a design sensibility attuned to the fundamental principles of the computing medium(s). 17 Equally, the notion of digital craft has been invoked to collapse the so-called distance between and linearity of design conception and production. 20 In this way, digital craft draws focus to how material form and behaviour can be informed by digital fabrication methods that are seen as part of a larger interconnected and nonlinear design/fabrication process. 18 Underlying each of these interpretations, and what is inherent to a large body of digital fabrication research documented in recent conferences and exhibitions, is a fundamental ambition to recover an association between computational processes and digital fabrication and human action and skill.21–23
The notion of digital craft draws important focus to interrogating the ways things are made through digital and computational mediums. Much like traditional craft, digital craft as a practice is rooted in understanding not only the medium (material, software and/or fabrication technique) but also how to best put the medium into action. In this way, intelligence of the medium is fostered through iterative processes of exploration and experimentation, whereby learning and thinking occur through active making. Richard Sennett 24 offers that a craftsperson is distinguished from a layperson by their ability to use the tools at their disposal with minimum effort and a maximum result. Yet, the simple and repetitive use of a tool or material according to a predefined process does not necessarily equate to more thoughtful use. Sennett argues that crafting is defined by three key actions: the ability to localize, to question and to open up 24 (p. 277). David Pye’s 25 definition of craft goes further to characterize craft as risk-taking where the ‘quality of the result is continually at risk during the process of making’. From this perspective, digital craft advances through processes of reflection, adaption and responsiveness to ‘…the constraints and opportunities of the medium’ in ways that can lead to ‘improvisation and innovation’. 17 Significantly, both semantically and as a description of a design method, digital craft also describes an inherently hybrid practice. This can be understood in several key ways that include approaches that bring together, and indeed revive, ‘traditional’ materials and/or techniques with and through contemporary computational and digital technologies, and as hybrid human/machine practices where processes of making involve human–machine interaction. From Shelby Doyle’s 26 perspective, human–machine collaboration is critical to the pursuit of digital craft. As she warns, ‘If fabrication and digital craft is seen as the completion of an idea that is then constructed by the machine, then indeed the most valuable aspect of craft is lost to over-determination’.
Following this reasoning, digital craft operates in one sense here as a synergetic model that brings human and machine together as a collaborative exchange and, in another sense, as a process that reconciles a traditional material with an advanced digital workflow. While clay is not a material typically associated with digital fabrication, it is intrinsically connected to notions of traditional craft, with some of the oldest known crafted items dating back to the Palaeolithic era. 3 In the popular imagination, the very notion of a ‘craftsperson’ tends to conjure images of potters methodically working their art in clay. Given this traditional craft legacy, it may seem incongruous to pair machine-based digital fabrication technologies – that are normatively assumed to operate autonomously and efficiently – with a material plasticity that is desirable to work with one’s hands. Unlike traditional 3D printing materials such as plastic filaments, clay is heavy and viscous, making it harder to achieve complex geometries that would involve support structures if printed in PLA. As a result, clay 3D printing is typically used to fabricate artefacts traditionally associated with clay such as tiles and vessels. Consequently, scalability and formal complexity are key barriers to adopting clay 3D printing in a broader range of architectural and construction applications.
A number of recent projects have explored extrusion-based 3D-printing techniques to produce artefacts such as vessels and vases as well as façade cladding systems. In the G-code Clay and Seed Stitch Wall projects by the Emerging Objectives collective, the approach taken involves investigating the formal and material opportunities that can be triggered by manipulating the G-code instructions for programming the machinery itself, as opposed to assuming the artefact’s form as final in a computational environment. 3 While this method tends to retain the primacy of machinic agency, it nonetheless engages in processes of intervention and adaption in ways that develop a deeper knowledge of how the machine and the material interact to affect formal outcomes. From another perspective, and using a six-axis robot arm to deposit clay, the project Clay Non-Wovens uses the principles of traditional craft to understand the impact of the extruded bead to print patterned rectangular screens with varying permeability. 4 These examples highlight how ‘knowing’ the material and the fabrication machine and exploiting the plasticity of the clay can contribute to unpredictable print quality and, in the case of Clay Non-Wovens, print damage.
A number of projects further explore hybrid practices of digital fabrication by engaging a combination of physical and digital materials, as well as bodily and machinic techniques and tools. The Ceramic Components project involves a clay 3D printer working in collaboration with a robotic arm to create an architectural artefact on a rotating cylindrical surface. 2 Much like Clay Non-Wovens, new knowledge is generated in this project through informed experimentation and the capabilities of robotics to ‘overcome’ the material constraints of clay. The iterative process of trial and error and its importance in the development of clay 3D printing digital craft is reinforced in Informed Design to Robotic Production Systems. 27 Yet, similarly in this case example, human intervention in the process is reserved solely for the digital realm, and never the handling of the clay. While innovative, the experimental outcomes seem to be at mercy of the clay and the challenges its materiality brings to the fabrication process. Engaging human bodily skill is explored in the Arc project which also developed a CNC engraving tool for ceramics. 28 Using an iPad, the Arc system translates sounds and gestures into CNC tooling paths to shape clay during the making process. The artists found that while gesturing could open new frames of design for ceramics, particularly in performing precise tasks, Arc was not able to capture the subtleties of the human hand which ultimately led to frustration and abandonment of the tool.
Similarly, a project re-engaging the human bodily skill in the fabrication process is the focus of Being the Machine, where the roles of the robot and human are reversed, and the human follows the G-code instructions (usually reserved for instructing 3D printers). 29 The researchers argue that the aim of hybrid fabrication in this context was to create ‘new roles for digital fabricators in the physical making practices’ 29 (p. 2478). The study underscores the idea that a symbiotic relationship can be created when the machine does things it is good at, such as visualizing and analyzing models – and humans focus on what they are good at, such as adapting to changing circumstances, reacting to unexpected results and working with materials. These examples point to the differing participatory roles that the human designer can play in fabrication process.
Bio-reef case study: methodology and methods
The digital craft perspective that is adopted in this case study engages an integration of digital and material consciousness and (bodily) praxis to challenge the distinctions between design and fabrication and designer and machine. This further aligns to the overarching methodology of Action Research (AR) that originates in the social science discipline and has found more recent application in interdisciplinary research inquiries that connect activities of design with digital technologies and software development. 30 AR is categorized by its distinctive cycles of iteration that include diagnosing, action planning, action taking and evaluating and learning. It is an approach that simultaneously engages in practical problem-solving while also expanding an area of knowledge as well as the competencies of the research participants involved through iterative cycles of action to generate feedback. In this project, this has involved identifying a problem, planning an intervention, iteratively executing interventions and reflecting on each iteration. Here, the reflection and learning stage are critical to re-inform subsequent actions and iterations until the desired outcome is achieved. 31
This practice-based and ‘learning by doing’ approach of AR echoes key tenets of craft and digital craft, where the thoughtful act of engaging in a process is considered as important as the outcome. The overarching plan in this case study anticipated multiple iterations to explore different strategies and levels of human intervention in the clay 3D printing process. The beginning point for this approach was a benchmark print that involved sending G-Code instructions to a Potterbot XLS-2 clay printer using the feed material of proprietary earthenware clay mixed to the manufacturer’s recommendations and allowing the print to proceed without human intervention. Following this and each subsequent iteration, the researcher’s reflections informed a revised plan for the succeeding iteration (see Table 1).
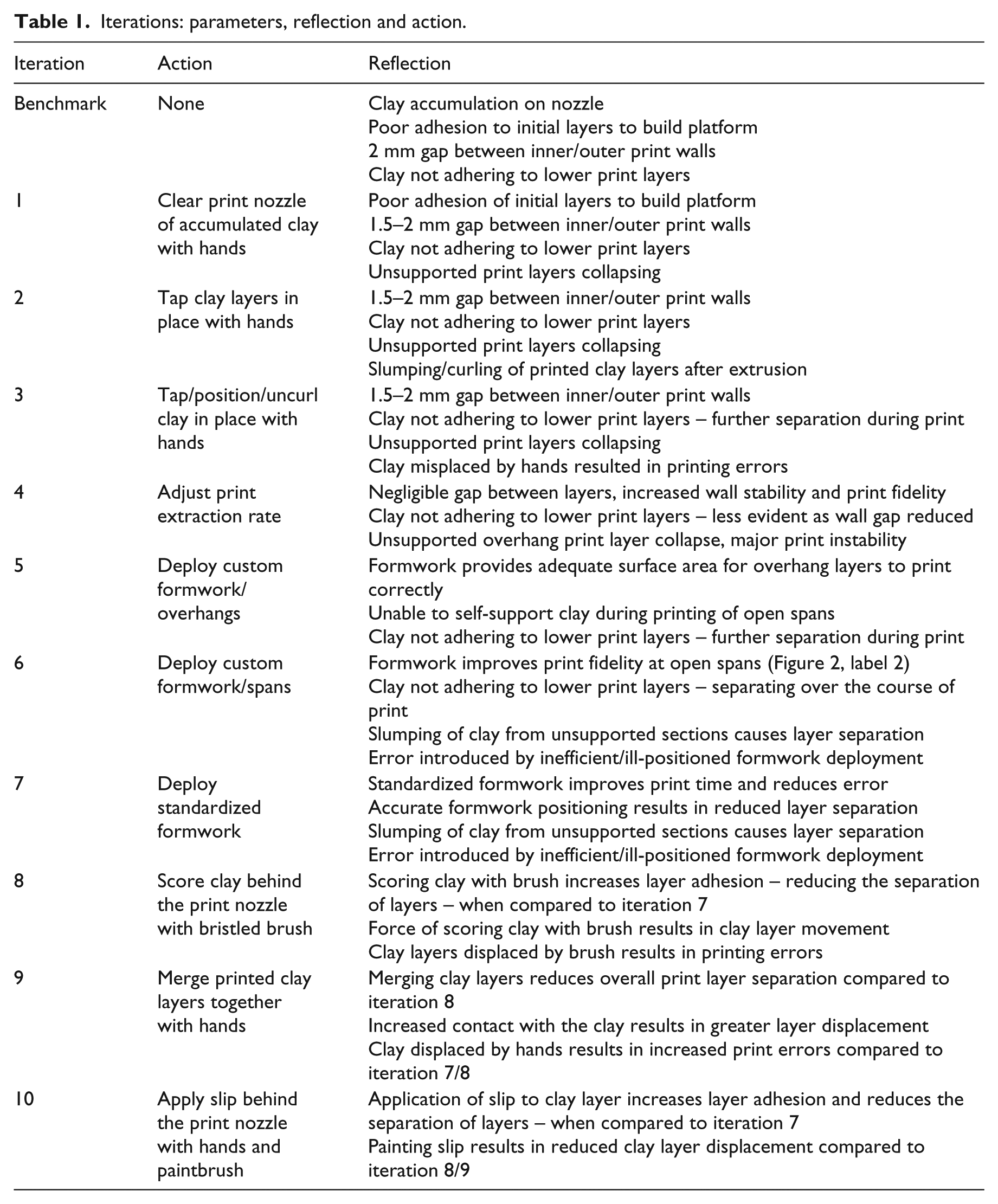
Iterations: parameters, reflection and action.
Case study: clay 3D-printing a bio-reef structure
This case study uses clay 3D printing to fabricate a computationally generated bio-reef structure to examine how varying human–machine interaction can influence the structural integrity, fidelity and likeness of the fabricated artefact to its digital twin. Aligned with the practice-based way that craft is learned through repetition and iterative improvement, 32 the research has focused on the iterative development of one model. The complex form used in this case study forms part of a larger bio-reef structure. Figure 2 shows a prototype of the larger scale bio-reef structure during and after the process of 3D printing in PLA. Significantly, the left-hand-side image in Figure 2 highlights the supports required to achieve a successful print outcome. Circled in the right-hand-side of Figure 2 is the section of the overall model chosen for this case study. This section was selected on the basis that it allowed for the isolation of the key features of interest to the print improvement process (see Figure 2).
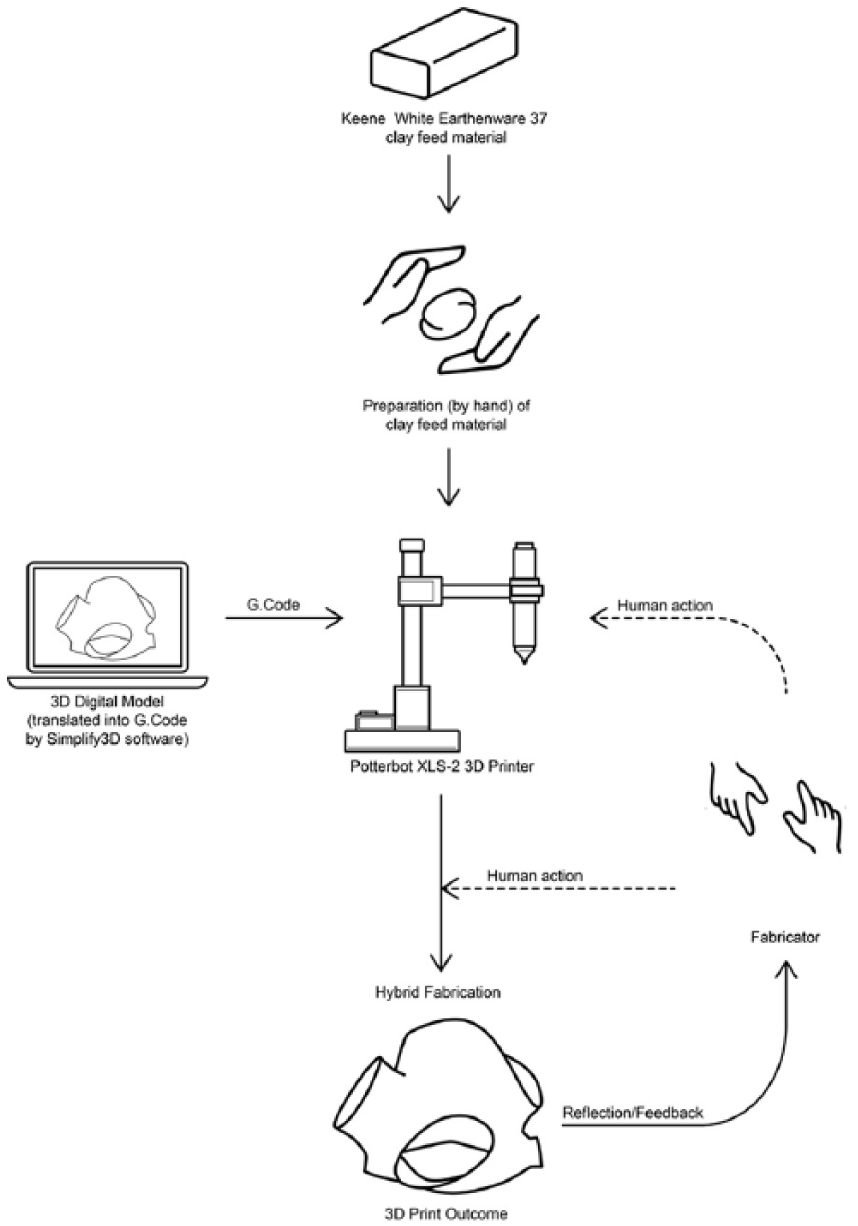
Graphic schematic of the iterative process.
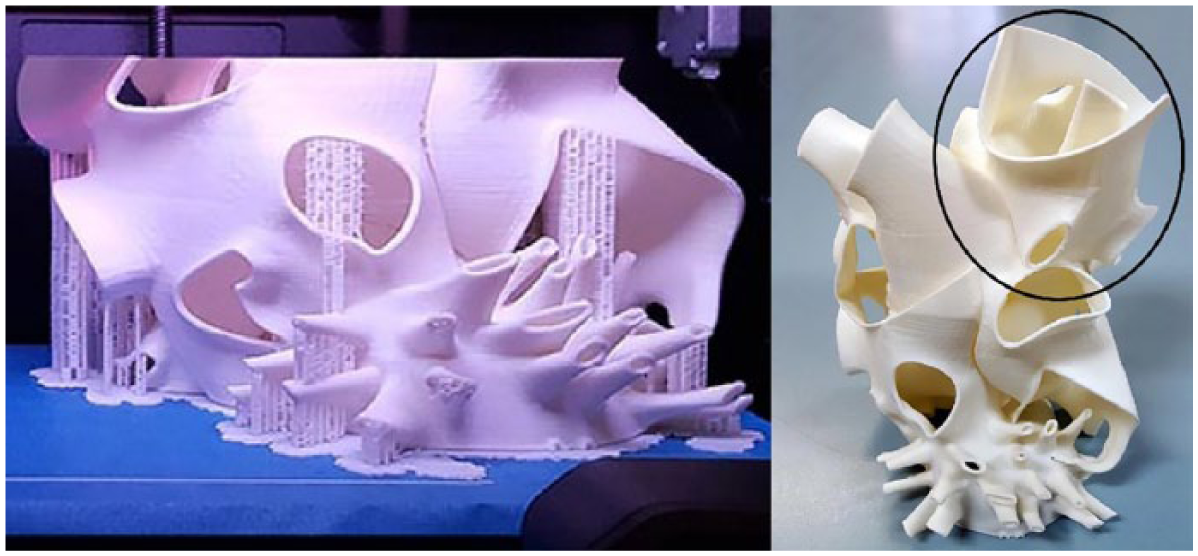
Test print of bio-reef structure in PLA, showing the considerable amount of formwork and support required; (right) 3D printed model of the bio-reef structure, with the portion of the model used in this project circled.
This project used a Potterbot XLS-2 that features a large-scale ceramic 3D printing arm with a 6 mm diameter print nozzle. The printer is equipped with an external control panel that enables the user to make manual adjustments to printing speed and extraction rate during the printing process. The feed material of clay was prepared by wedging the clay while mixing in water to achieve the desired consistency. Wedging is a clay-handling technique that involves adding small amounts of water and massaging it into the clay, followed by kneading the clay with the palms of your hands once, then folding the clay over and again kneading with your hands. Every 5 min of wedging, you massage in more water and slowly the clay becomes more pliable. Wedging helps ensure the clay achieves an even consistency. While each bag of proprietary earthenware clay was different, on average, 300 mL of water was added to a 25 kg bag of clay.
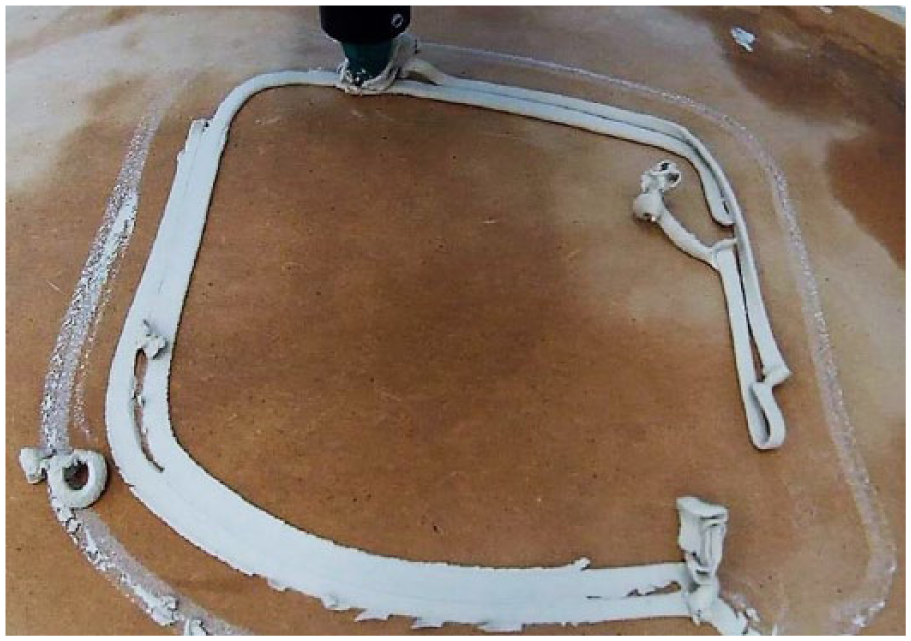
The instructions for the Potterbot were produced by translating a digital version of the bio-reef structure into G-code using the Simplify3D software which then visualizes the G-code (Figure 3). The visualization of G-code is useful in that it enables the user to better understand the tool path and become familiarized with the printing process. The labels in Figure 3 indicate key areas where structural deformation and print failure were anticipated including the overhang (label 1) and the opening spans (labels 2 and 3).
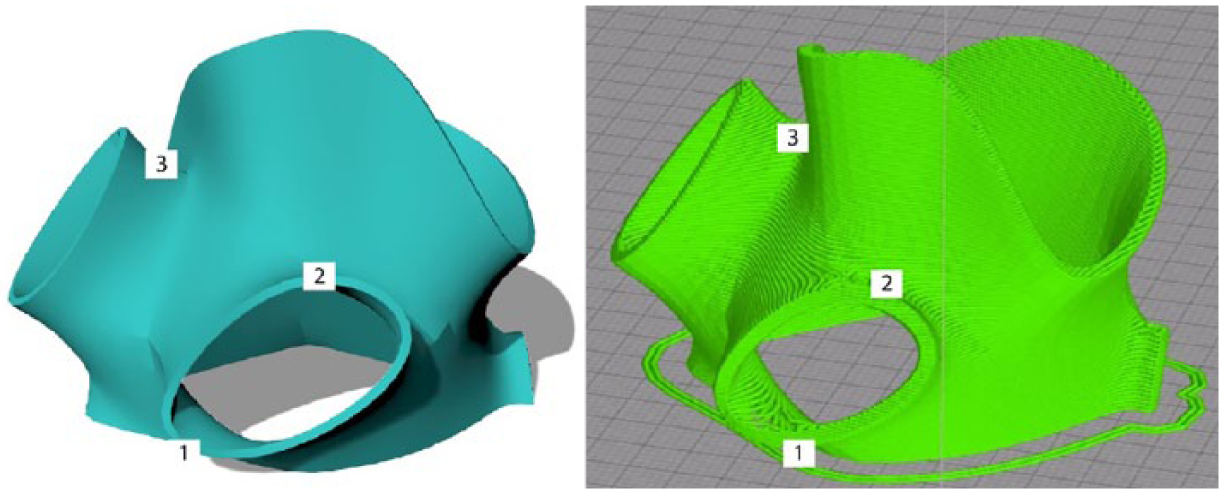
(Left) Digitally rendered 3D model of the bio-reef structure; (right) visualization of printing G-code.
To understand the Potterbot’s ability to print the selected model from the supplied G-Code and without human intervention, a benchmark print was executed (Figure 4). Through observation of the printing process as opposed to only the inspection of final print, this established multiple failure points in the translation of the G-Code to the printed clay artefact. These failure points were evaluated and strategies of human–machine interaction were developed in response.
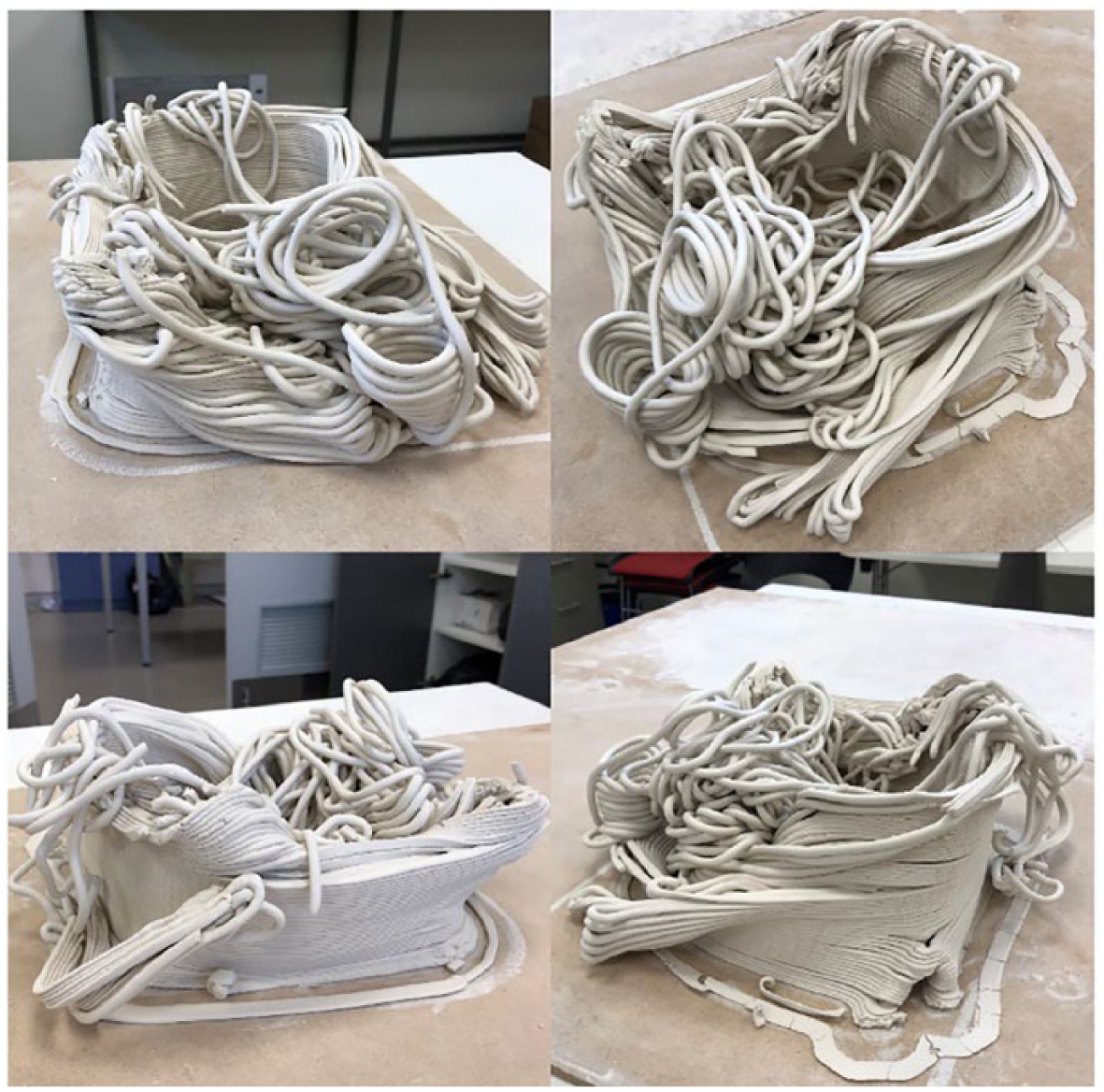
Photographs documenting the outcome of the benchmark print.
Intuitive strategies (iterations 1 through 3)
A key observation in the early part of the clay 3D printing process was that the clay was not adhering correctly to the build platform, or itself, which resulted in clay accumulating on the build plate and print nozzle. This clay build-up impacted the ability of the Potterbot to correctly extrude layers on top of one another causing print issues to compound. In addition, excess clay on the nozzle would further displace established print layers, causing print errors (Figure 5).
The initial stages of printing with no intervention were common for clay to accumulate on the platform and nozzle which would result in ongoing print problems if not resolved.
To address these initial issues, the instinctive response of the fabricator was to attempt to clear the nozzle and tap clay layers to the build plate or onto the layer beneath it. Learned experience with previous 3D fabrication processes indicated that these simple actions performed by the fabricator could prevent the accumulation of errors. Based on these observations and the outcomes of the benchmark print, the following strategies were followed for print iterations 1 through 3:
Clearing the print nozzle to be free of accumulated clay, with either fingers or a small piece of dowel.
Tapping the clay into place directly after extrusion, to ensure adhesion to the build platform or layer below it.
Positioning or placing clay in the correct place if it had been moved by either the machine or the fabricator.
These approaches example the adaptive ways that the fabricator can utilize simple and minimal intervention to influence the print outcome. These strategies subsequently meant that in the following iterations, the clay printed in horizontal layers of consistent thickness, which reduced layer separation and collapse, result in less deviation and improved print fidelity (Figure 6).

Improvements between two test print iterations realized through the application of the simple human/machine intervention strategies.
Extrusion width (iteration 4)
The next iteration sought to address issues related to the gaps occurring between the inner and outer walls of the model. Increasing the extrusion width of the clay, so that the inner and outer walls are connected, explored whether greater print stability could be achieved. To increase extrusion width and volume, the diameter of the print nozzle was set from 6.0 to 7.1 mm. In order to accommodate the larger nozzle, the extrusion rate of the clay was increased. This was done by manually increasing the extraction speed on the external control panel of the Potterbot, and a series of tests were undertaken to evaluate the impact of extrusion rate on extrusion width. It was observed that a manual extrusion rate of 2.00× speed resulted in a widening and merging of the inner and outer walls of the print. In so doing, this prevented the inner and outer walls of the model from separating and collapsing during the print process, and contributed to the overall stability of the model (Figure 7).
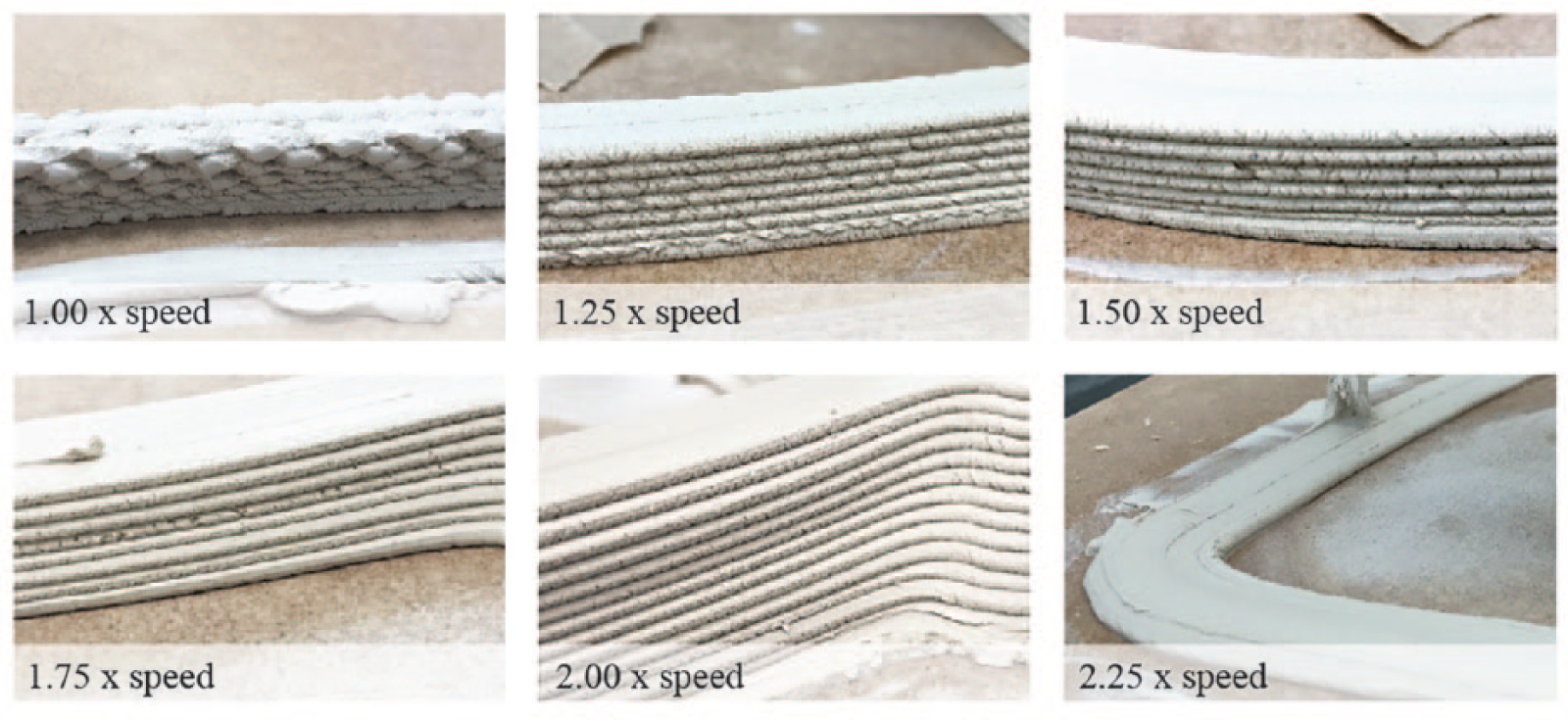
Photographs showing the impact on clay extrusion width and consistency with increasing extrusion speed with a 7.1 mm nozzle.
In addition, increasing the extrusion width meant a wider area for subsequent layers to adhere to. This decreased the errors that occurred when a layer deviated from the layer beneath it (both as intended and when the printed clay had been accidentally shifted) (Figure 8).

The impact of increasing extrusion width on the separation of the inner and outer walls of the printed model: (left) 6 mm nozzle and 1.00× extraction speed; (right) 7.1 mm nozzle and 2.00× extraction speed.
Formwork and supports (iterations 5 and 6)
The bio-reef model features considerable openings and overhangs, and for these to be printed successfully, the model required adequate layer build-up or formwork to ensure layers were supported. The overhang in the bio-reef model (label 1, Figure 3) required a layer deviation that could not be accommodated by the print layer height and extrusion width of the clay printer, which resulted in layers being extruded without support (top left image of Figure 9). The unsupported layers created print issues for subsequent layers, resulting in the print fidelity quickly deteriorating. To address this problem and provide a surface for the clay to be printed on, supports were designed and deployed. The initial supports were cut from 3 mm cardboard allowing a single layer to be used in conjunction with each print layer. Cardboard could be quickly cut and adjusted to fit the required geometry during the printing process. The use of supports on the lower overhang shows how the cardboard supports allow the lower half of the model to be printed (Figure 9).
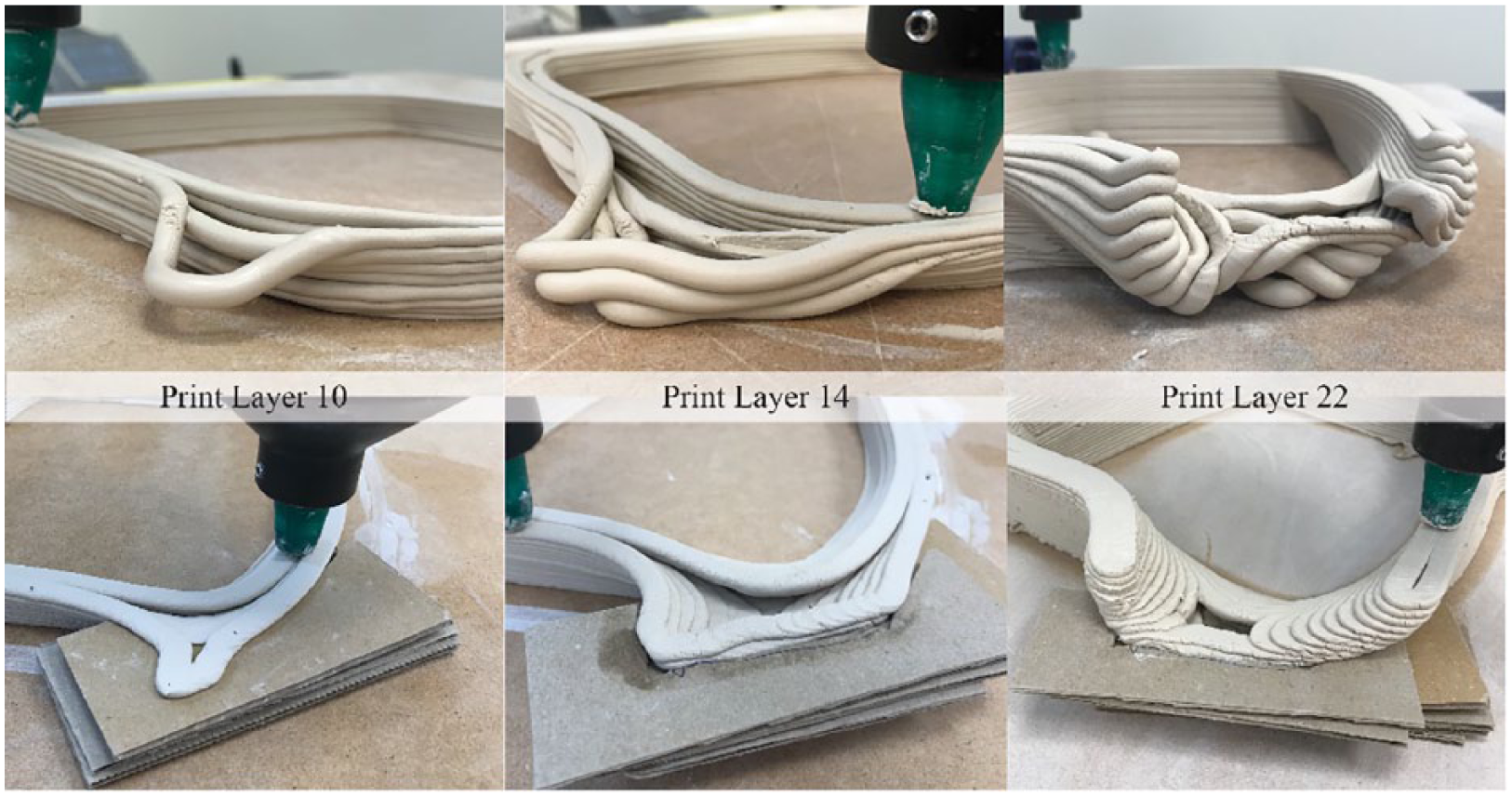
The benefit of human intervention: supports were placed on print outcomes at three separate stages in the printing process: layer 10, layer 14 and layer 22.
By observing the print process – as opposed to sending the information to print and assuming the autonomy of the printer – support layers could be deployed ‘on demand’ to improve the print. Initially, the supports were cut to fit the shape of the print (Figure 9), yet this involved considerable effort by the fabricator. As experience was gained, a set of universal support shapes were developed. Following this, the refined supports were pre-cut and assembled on the overhangs as necessary, reducing the effort of the fabricator.
The upper bridging of the model also necessitated a secondary support structure which was developed out of cardboard and folded to an appropriate height during the process. Strips of cardboard, pre-cut to a width of 2.5 cm coupled with a secondary smaller cardboard layer, were used to assist in the extrusion of clay over the span (Figure 10). The fabricator’s experience and skill with the supports improved the ease in which the supports could be deployed and maximized the benefits of their use (Figure 11).
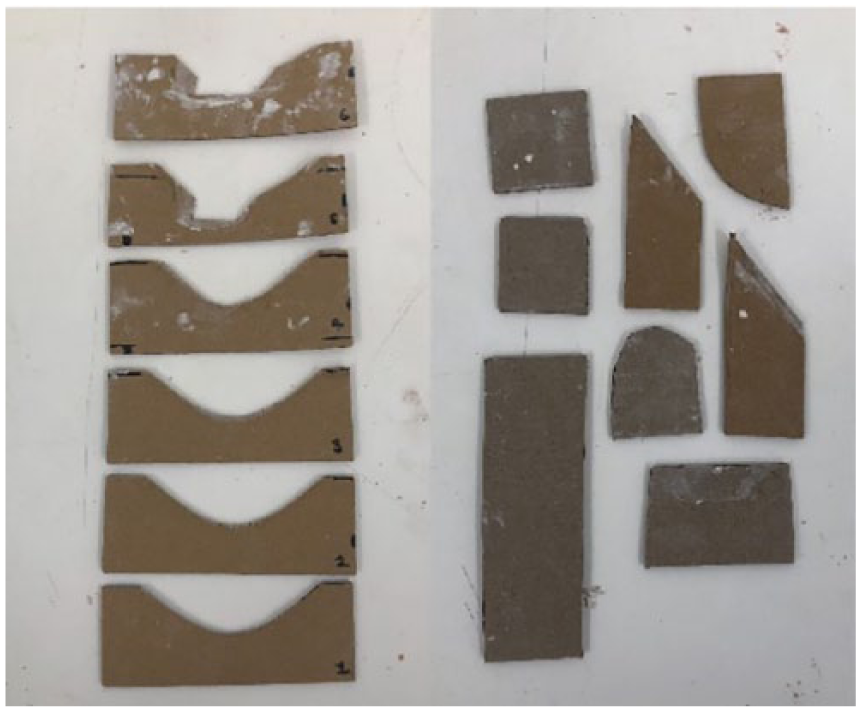
(Left) Initial support shapes used, cut from 3 mm cardboard to fit the exact shape of the print model; (right) standardized support shapes cut from 3 mm cardboard.

(Left) Print outcome with no upper support structure; (middle and right) photographs showing the use of the upper support structure and the result on print outcomes.
Clay handling (iterations 7 through 10)
With the support structures constructed and deployed by the fabricator, a fully realized bio-reef model was printed (Figure 12), and consequently, subsequent iterations focused on exploring traditional ceramics techniques of scoring, pinching/merging and slipping, to effect surface outcomes.

Outcomes of print iteration 7, using supports and intuitive interaction strategies.
Iteration 8 was used to evaluate scoring – which involved spreading and lightly scoring the clay with a toothbrush during the entire fabrication process. Scoring involved creating a crosshatch pattern on the extruded clay layer and is used in traditional clay craft to help join clay pieces (Figure 13). While functionally successful, visual inspection and comparison to iteration 7 indicated a less successful print due to considerable layer separation. These errors were the unintentional outcomes of the human fabricator’s intervention in the process. Particularly, the pressure required to adequately score the clay resulted in the existing layers shifting and collapsing.

Outcomes of print iteration 8 that involved scoring of the clay. Layer separation particularly evident in the middle image.
The strategy used on iteration 9 involved lightly pinching or merging clay layers together by hand during the printing process (Figure 14) which avoided layer separation that occurred in iteration 8. While the pinching/merging of the layers also resulted in deviations in layer placement, as the fabricator had greater agency, further adjustments could be made to correct these errors, and therefore, less layer separation is evident. The impacts of this strategy are particularly visible in the upper fin of the model. Rather than a smooth gradient (Figure 12), there is considerable distortion in the layers, which were unintentionally displaced as they were pinched.

Outcomes of print iteration 9 that involved the pinching and merging of clay layers, and the impact of the fabricator evident on the appearance of the clay.
The final strategy undertaken involved painting a layer of slip onto the clay behind the printing nozzle. Slip is a mixture of water and clay, roughly the consistency of cream, and is used in traditional clay craft as a glue when adhering clay pieces. As the slip could be applied with little force and with a paint brush, this method of intervention introduced the least fabricator error; however, layer separation/offsets due to fabricator intervention were still evident (Figure 15).

Outcomes of print iteration 10 that involved the application of clay slip between the print layers with a paint brush.
While each iteration provided valuable experience into the process, all three approaches introduced errors not evident in iteration 7. When adjustment was only made as required (as in iteration 7), the print fidelity appeared to be closer to the original digital model. These strategies offer insight into potential techniques that could be attempted in the printing of clay 3D artefacts as well as a method to investigate and interrogate the printing process.
Discussion
This research has documented the outcomes of the iterative development of a clay 3D-printed bio-reef structure to explore the opportunities afforded by taking a digital craft–based approach that gives focus to engaging human bodily skill in the digital fabrication process (see Table 1). A range of factors can affect print outcomes from the complexity of the form, the G-Code, variations in the feed material’s viscosity, to the functional characteristics of the printer in use. When operating on the basis of G-Code alone, the first prints resulted in numerous structural failures confounding the assumed seamlessness of digital fabrication that is echoed in notions such as ‘file-to-fabrication’. The Potterbot’s method of pressure-driven clay extrusion initially appeared to be unsuited to the fabrication of a complex form featuring wide openings and overhanging parts. Arguably, an alternate solution to the Potterbot’s inability to autonomously print the case study’s complex form could have been addressed through the use of a different 3D clay printer such as the Wasp that uses an auger to extract clay. With the Wasp printer, the extrusion of clay can be intermittently halted, which could potentially overcome some of the problems this case example revealed. Yet, this approach would also introduce additional issues of cost, as well as potentially different printer-specific issues. Moreover, the aim of this case study was to work with the constraints and opportunities of the printer-to-hand and to explore how the barriers that were encountered could be mitigated through human engagement in the fabrication process. Based on this, the action involved testing levels of human intervention in the fabrication process, and through iterative action, reflection, adaptation and experimentation, the print outcomes progressively achieved a higher fidelity, formal integrity and likeness to the original 3D digital model. A major contribution to print success in this case study was the development and deployment of support structures. The supports deployed by the fabricator increased printing stability and provided the required formwork for the overhang and spans to be printed without significant error and were easily removable after the print was dry. Iteration and experimentation with support strategies reduced the effort required while maximizing results.
Collaborative strategies such as those engaged in iterations 8–10 provide detailed insight into the way human bodily skill can be deployed to improve, but equally introduce error into the printing process. The merging of print layers by hand throughout the print process produced functionally successful outcomes, but sustained human interaction tended to result in unintentional movement of the printed clay and a reduction of print fidelity. Reflecting on these strategies, simpler engagement which emphasized the human’s adaptability and flexibility rather than the machines precision is not only easier to execute but yielded the most consistent results. This reinforces the notions of craft as thoughtful engagement with the material and the process. Further reflection on this process emphasizes not only the importance of human involvement in regard to the fidelity and quality of the printed outcome, but also the experience and skill gained from engagement and experimentation in the printing process. Much like craft, experience with the tools, the material and process facilitated and improved innovative strategies which could be used to more effectively collaborate with the machine and enhance subsequent print outcomes. It was through the active physical manipulation of clay that an understanding of how much and at what pressure higher fidelity outcomes could be reached. Through in-depth engagement in the fabrication process, the human fabricator was able to collaborate productively with the machine, anticipating the machine’s actions and deploying support structures and adjustments as necessary.
Opening up to a more agile and adaptive process of human–machine fabrication is an important alternative conceptual perspective to extending the viability of clay 3D printing as a material system for larger scale built environment applications. This process invites deeper interrogation of both material and machine behaviour towards understanding the material and machine’s coupled limits and constraints as opportunities for both human involvement and unique material expression. As opposed to the normative expectation that additive 3D printing should operate autonomously to produce perfect and precise artefacts, the hybrid digital craft approach recognizes material fabrication as a heteronomous system wherein functional and aesthetic outcomes can be achieved through human–machine collaboration. In the case presented here, the human fabricator conceptually as well as literally scaffolds the process – a condition also typical of building construction sites where humans engage with construction equipment with varying degrees of automaticity. It is feasible then that hybrid fabrication processes could be applied in the production of larger scale complex clay building components. Either as off-site or in-situ production, this could include the combination of robotic arms as feed material depositors and dynamic scaffolds that could be manoeuvred in place as required and/or assisted by the use of, for example, mixed reality technology head-sets that could allow for their accurate placement to be visualized as holographic location-anchored projections. 5 To further make the business case for such an approach in a commercial context, factoring in the cost efficiency of using clay together with the calculated labour time of a hybrid human–machine fabrication system could be a focus for future research.
Conclusion
This article has outlined a research project that addresses the viability of clay 3D fabrication from the perspective of digital craft, tested in the context of a larger bio-reef project that aims to help restore the diversity of coastal marine environments. Clay performs well across numerous categories, making it, in theory, a highly desirable building material. It is a readily accessible, natural and cost-effective material resource that is also scalable, transportable and inherently resilient given its high compressive strength, fire resistance and thermal efficiency when formed as a mass. Technical advances and the falling cost of additive fabrication technology coupled with the urgent necessity to develop more sustainable building materials and practices has spurred numerous research projects seeking to extend the viability of 3D printing in clay. Often this research focuses on optimizing digital workflows and machine development, whereas this case study demonstrates that fabricating a complex form with the feed material of clay using a readily available extrusion-based additive 3D printer can be achieved through a hybrid process that leverages human–machine collaboration. The case study examples how the adaptive capacity and intuitive reasoning of the human fabricator can result in simple and minimal interventions that achieve more successful print outcomes. More generally, this advances a hybrid process, where the human as active collaborator can act responsively to address fabrication problems as they arise and that might otherwise necessitate costly equipment and/or project-specific components such as a bespoke extruder. By challenging the normative assumption that designers design and machines fabricate, machines, humans and material agencies can be brought together as adaptable, interdependent and resilient making systems where feedback loops can provide real ways to open up further opportunities for innovation.
Footnotes
Acknowledgements
The authors extend their thanks to Madison King and the staff at the Built Environment Design Futures Lab at the University of New South Wales, Sydney.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.