
Abstract
This research tackles the critical challenge of enhancing oil recovery while mitigating corrosion in high-salinity reservoirs, a key factor in improving the economic efficiency and longevity of oilfield operations. By developing an integrated binary system working fluid (cocoamidopropyl betaine – hexamethylenetetramine (CBH)) for air-foam flooding and corrosion inhibition, the study presents a multifunctional solution that combines superior foaming and corrosion inhibition properties. Zwitterionic surfactants are synthesised through quaternisation reactions using cocamidopropyl dimethylamine (PKO), dodecyl dimethyl tertiary amine (12 DMA), cetyl dimethyl tertiary amine (16DMA), and monochloroacetic acid (MCA) as raw materials. The optimal surfactant, CABT-12, is identified through foaming performance evaluations, with a concentration of 1.0% delivering the best results. The corrosion inhibition efficiency reaches its peak when CABT-12 is combined with hexamethylenetetramine at 500 mg/L, achieving an efficiency of 99.48%. The CBH formulation exhibits excellent thermal stability, salt resistance, and oil resistance, with surface tension sharply decreasing to a critical micelle concentration of 0.036%. Laboratory oil displacement experiments show that increasing the injection volume and rate of the CBH formulation significantly boosts oil recovery efficiency. The findings suggest that the CBH formulation holds great promise for enhancing oil recovery while effectively mitigating corrosion in high-salinity reservoirs.
Keywords
Introduction
Oilfields in China are now entering a high water-cut production phase, marked by high water content in produced fluids and a slow rise in newly proven reserves. The challenges of exploration and the costs of recovery are increasing annually. Consequently, controlling the water content in produced fluids and enhancing crude oil recovery are crucial for significantly improving the economic efficiency of oilfields.1,2 Currently, the development of most low-permeability oilfields in China depends heavily on water injection. However, due to reservoir conditions, the sweep efficiency of water flooding remains limited. Foam plays a vital role in oil and gas field development, with applications including foam-based drilling fluids, foam-based fracturing fluids, foam flooding agents, and foam-assisted gas drainage. 3 Air foam flooding effectively improves both displacement efficiency and sweep efficiency. Air foam flooding is a highly promising enhanced oil recovery (EOR) technology that combines air injection with foam injection. It uses foam to adjust the formation and air to displace oil, achieving the dual functions of ‘adjusting and flooding’ simultaneously. This technology can effectively seal off large flow channels and improve oil displacement efficiency.4–6 The evaluation of foam performance mainly includes foaming ability and foam stability, which are assessed through the initial foaming volume (V₀) and the half-life (t₁/₂).7–9 However, the injection of air accelerates oxygen corrosion reactions under high-temperature reservoir conditions, and dissolved oxygen in the formation causes severe corrosion to well pipelines. 10 Surfactants, characterised by low biological toxicity, are asymmetric molecules consisting of a hydrophilic head and a hydrophobic tail. When employed as corrosion inhibitors, the hydrophilic head adsorbs onto the metal surface, while the hydrophobic tail forms a protective hydrophobic film, effectively providing corrosion inhibition.11–14 There are many types of surfactants used as corrosion inhibitors, but the most commonly used are non-ionic, cationic, and multifunctional surfactants. This is because cationic surfactants have certain antibacterial properties, which can provide some corrosion inhibition against steel corrosion caused by bacteria in oil fields. Meanwhile, multifunctional surfactants can form various chelate films with metal ions on the metal surface. 15 These chelate films are not easily soluble in water, thus providing a relatively strong corrosion inhibition effect. 16 Surfactants serve as fundamental components for foam formation. Commonly used foaming agents include cationic surfactants, anionic surfactants, non-ionic surfactants, and zwitterionic surfactants, such as sodium dodecyl sulphate, 17 Cetyltrimethylammonium chloride and fatty alcohol polyoxyethylene ether are widely utilised as surfactants in various applications. 18 Zwitterionic surfactants contain both anionic and cationic hydrophilic groups. A common example of zwitterionic surfactants is betaine-type surfactants, which have coexisting anionic and cationic groups in their molecular structure. Compared to other surfactants, they demonstrate excellent salt tolerance, hard water resistance, foaming properties, and the ability to effectively reduce oil/water interfacial tension.19–21 Given the functional group characteristics of foaming agents and corrosion inhibitors, this study focuses on synthesising and formulating existing surfactants and additives. By evaluating the corrosion inhibition and foaming performance of combined foaming agents and corrosion inhibitors, a novel integrated foam flooding and corrosion inhibition agent (referred to as the cocoamidopropyl betaine – hexamethylenetetramine (CBH) formulation) is developed. 22 This system aims to deliver excellent foaming performance, oil displacement efficiency, and corrosion inhibition, enabling it to serve multiple purposes with a single agent. 23
In this study, zwitterionic surfactants are synthesised via a quaternisation reaction using cocamidopropyl dimethylamine (PKO), dodecyl dimethyl tertiary amine (12DMA), cetyl dimethyl tertiary amine (16DMA), and monochloroacetic acid (MCA) as raw materials. The foaming performance of the synthesised products is compared to identify the optimal surfactant. Key reaction parameters, including reactant ratios, reaction time, and reaction temperature, are systematically optimised to determine the most favourable synthesis conditions. The optimised surfactant was subsequently blended with a series of corrosion inhibitors. A comprehensive evaluation of the resulting formulations – focusing on both foaming performance and corrosion inhibition – led to the development of the CBH composite system. This formulation demonstrates superior foaming capacity, robust foam stability, and significant corrosion inhibition. Mechanistic studies indicate that the CBH system effectively suppresses oxygen-induced corrosion by forming a hydrophobic adsorption film along with a chelate-based protective layer on the metal surface. Oil-displacement tests further reveal that the CBH system not only improves foam stability and sweep efficiency but also provides consistent corrosion protection. These characteristics make the formulation particularly suitable for application in high-water-cut, high-temperature, and high-salinity reservoirs, highlighting its strong potential for field-scale implementation.
Experimental
Materials
In the experiments, the following instruments and materials are utilised: the TP-520H electronic balance from Xiangyi Instrument Equipment Co., Ltd., the GJ-3S digital high-speed stirrer from Qingdao Haitongda Special Instrument Co., Ltd., the 2151 Ross foam metre from Shanghai Longtuo Instrument Equipment Co., Ltd., the QBZY surface tensiometer from Shanghai Fangrui Instrument Co., Ltd., the Site100 spinning drop interfacial tensiometer from KRUSS GmbH, Germany, and the BK-POL polarising microscope from Chongqing Aote Optical Instrument Co., Ltd. Additionally, the following reagents are used: PKO from Shandong Yousuo Chemical Technology Co., Ltd., 16DMA from Jiangsu Jintenai Technology Co., Ltd., 12DMA from Jiangsu Jintenai Technology Co., Ltd., MCA from Tianjin Beilian Fine Chemicals Co., Ltd., sodium hydroxide from Tianjin Damao Chemical Reagent Factory, sodium bisulphite from Tianjin Bodihong Co., Ltd., thiourea from Huainan Huajun New Materials Co., Ltd., ascorbic acid from Guangdong Yuemei Chemical Co., Ltd., sodium thiosulphate from Tianjin Damao Chemical Reagent Factory, ammonium molybdate from Tianjin Shengao Chemical Reagent Co., Ltd., hydrazine hydrate from Tianjin Fuyu Fine Chemical Co., Ltd., dodecyl trimethyl ammonium chloride from Tianjin Fuyu Fine Chemical Co., Ltd., and hexamethylenetetramine (HMTA) from Tianjin Damao Chemical Reagent Factory.
Synthesis method
N-long-chain alkyl betaines were synthesised via nucleophilic substitution reactions between different amines and sodium chloroacetate. First, a solution of sodium chloroacetate was prepared by reacting equimolar amounts of MCA and sodium hydroxide (1:1 molar ratio). The amine compound was then placed in a flask, dissolved in water, and heated to 80°C under continuous stirring. Subsequently, the sodium chloroacetate solution was added dropwise to the amine solution in a 1:1 molar ratio. The reaction temperature was precisely controlled, and the mixture was allowed to react for 3 h, yielding a betaine solution with a concentration of 0.3%.24–28
General reaction scheme:

In the reaction scheme, R represents a long-chain alkyl group, and N(CH₃)₂ denotes a dimethylamino group attached to the long-chain alkyl group. The reaction yields the product R−N+(CH₃)₂−CH₂COO−, which is the betaine structure.
Standard for foaming capacity measurement
The foaming capacity of the surfactants was determined in accordance with the standards outlined in SY/T 5350-2009 (‘Evaluation Procedure for Foaming Agents in Drilling Fluids’) and GB/T 7462-1994 (‘Determination of Foaming Power of Surface Active Agents – Modified Ross-Miles Method’). 29
Screening of corrosion inhibitors by static hanging plate method
The screening of corrosion inhibitors was performed in accordance with the standard SY/T 5273-2000 (‘Performance Evaluation Method for Corrosion Inhibitors in Oilfield Produced Water’). 30 This method provides a systematic approach to identify corrosion inhibitors with superior performance under simulated oilfield conditions.
Calculation of corrosion rate (r):

where r represents the uniform corrosion rate, expressed in millimetres per year (mm/a); m denotes the mass of the specimen before corrosion, in grams (g); m1 denotes the mass of the specimen after corrosion, in grams (g); S represents the total surface area of the specimen, in square centimetres (cm2); t denotes the duration of the corrosion test, in h (h); ρ represents the density of the specimen material, in grams per cubic centimetre (g/cm³).
Calculation of corrosion inhibition efficiency (η):

where η represents the corrosion inhibition efficiency, expressed as a percentage (%); Δm0 denotes the mass difference of the steel coupon before and after corrosion in the blank control group, in grams (g); Δm1 denotes the mass difference of the steel coupon before and after corrosion in the presence of the corrosion inhibitor, in grams (g).
Surface tension measurement
In accordance with the standard SY/T 5370-2018 (‘Methods for Determination of Surface and Interfacial Tension’), surfactant solutions with mass fractions of 0.0001%, 0.0004%, 0.001%, 0.003%, 0.006%, 0.01%, 0.05%, 0.1%, 0.3%, 0.5%, and 0.75% were prepared. The surface tension of these solutions was measured at room temperature using the ring method (du Noüy ring method). 31 This standardised approach ensures accurate and reproducible determination of surface tension, providing critical data for evaluating the interfacial properties of the surfactant solutions.
Interfacial tension measurement
In accordance with the standard SY/T 5370-2018 (‘Methods for Determination of Surface and Interfacial Tension’), the interfacial tension between surfactant solutions of varying concentrations and kerosene was measured using a spinning drop tensiometer at 60°C. 31 This standardised method ensures accurate and reproducible determination of interfacial tension, providing critical data for evaluating the performance of surfactant formulations in reducing interfacial tension under simulated reservoir conditions.
Results and discussion
Screening of synthesis conditions
Screening of reactants
The evaluation of foaming performance for the two synthesised surfactants enables the selection of the more effective foaming agent. Betaine surfactants were prepared under identical conditions of reactant ratios, reaction time, and temperature, and their foaming activities were compared, as illustrated in Table 1.
Evaluation of foaming performance of different reaction products.

As shown in Table 1, the synthesised cocoyl amide propyl betaine exhibits the longest half-life, indicating superior foam stability, while N-dodecyl-N,N-dimethyl betaine (CBT-12) achieves the highest initial foam volume, demonstrating excellent foaming performance. This difference arises from the variation in properties of betaine surfactants with the length of the alkyl carbon chain. 32 The synthesised cocoyl amide propyl betaine (CAB) contains a mixture of fatty acids with C8, C10, C14, and C16 chains, whereas CBT-12, synthesised from dodecyl dimethylamine (12DMA), primarily consists of C12 chains. Under the same conditions, the foam quality and half-life of CBT-12 surpass those of cocoyl amide propyl betaine. To further enhance the performance of the products, amines are mixed in a 1:1 ratio and reacted with MCA. The foaming performance of the resulting 0.3% synthesised product is then evaluated.
As depicted in Figure 1(c), the foam quality and half-life of the betaine surfactant CABT-16, synthesised from the mixed amines of PKO and 16DMA, initially experience a sharp increase before stabilising as the concentration rises. This trend is attributed to the enhanced foaming and foam-stabilising capabilities that accompany higher concentrations of the betaine surfactant. As a zwitterionic surfactant, betaine molecules accumulate at the gas–liquid interface, forming a dense bilayer membrane upon increased aggregation, thereby boosting foam stability. From Figure 1(b), it is evident that CABT-12, produced from the reaction of PKO and 12DMA with MCA, exhibits an initial rise in foam quality and half-life, followed by a gradual decline to a steady level as the concentration increases. At a concentration of 0.8%, peak values are observed, with foam quality reaching 84% and half-life at 6.9 min. In contrast, the betaine surfactant CBT-126, synthesised from the mixed amines of 12DMA and 16DMA with MCA, shows a modest initial increase in foam quality and half-life, followed by a gradual decrease with increasing concentration. Peak values are noted at a concentration of 0.4%, with foam quality at 76.8% and half-life at 6.5 min. However, compared to the previous two surfactants, CBT-126 demonstrates relatively weaker overall performance.
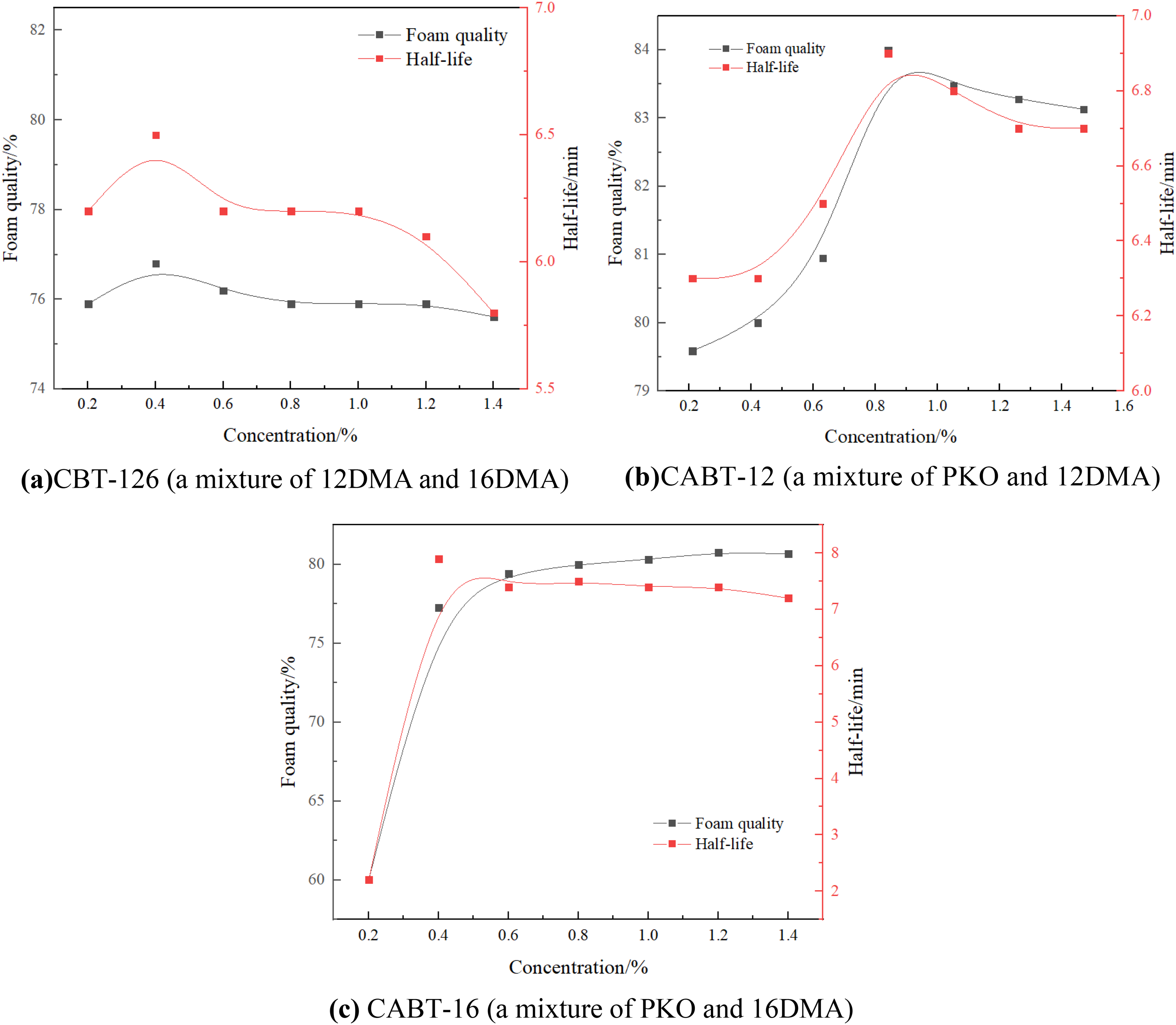
Evaluation of the foaming performance of different reaction products. (a) CBT-126 (a mixture of 12DMA and 16DMA). (b) CABT-12 (a mixture of PKO and 12DMA). (c) CABT-16 (a mixture of PKO and 16DMA).
As depicted in Figure 1, the foam quality of CABT-12 and CABT-16 improves with increasing concentration. However, once the synthesis concentration surpasses 0.8% for CABT-12 and 0.6% for CABT-16, the foam quality plateaus. This phenomenon arises because foam formation is an energy-intensive process. As surfactant concentration increases, surface tension decreases. When the adsorption layer at the liquid film reaches saturation, the energy required to form individual bubbles is minimised. Beyond this point, further increases in concentration do not significantly enhance foam quality, as the energy needed to generate additional foam diminishes under the constant input from a high-speed stirrer. Meanwhile, the half-life of the foam initially peaks before gradually declining with rising concentration. This decline occurs because higher surfactant concentrations compress the adsorption layer at the interface, causing surfactant molecules to precipitate and reducing stability, thereby shortening the half-life. Overall, CABT-12 and CABT-16 exhibit high foam stability, with performance improving as concentration increases.
Screening of reactant ratios
The quantities of 12DMA and 16DMA are carefully controlled, while the amount of PKO is adjusted to achieve molar ratios of PKO to 12DMA and 16DMA at 2:1, 3:1, 4:1, and 5:1, respectively. The reaction temperature is maintained at a constant 80°C, with the reaction time set at 5 h. Under these conditions, the impact of varying PKO ratios on the foaming performance of the resulting betaines, CABT-12 and CABT-16, is thoroughly investigated.
As illustrated in Figure 2, CABT-12 consistently outperforms CABT-16 in overall foaming performance, characterised by higher foam quality and half-life. When the molar ratio of PKO to 12DMA is 2:1, the synthesised betaine CABT-12 achieves a foam quality of 82.49%, despite its relatively short half-life of 7.5 min. As the proportion of PKO increases, the foam quality of CABT-12 initially experiences a slight dip before gradually recovering and rising again. Meanwhile, the half-life initially climbs slowly before surging. When the molar ratio of PKO to 12DMA reaches 5:1, the synthesised betaine CABT-12 demonstrates a foam quality of 81.98% and a half-life of 9.7 min. Given these results, the reaction of PKO with 12DMA at a molar ratio of 5:1 is deemed optimal.
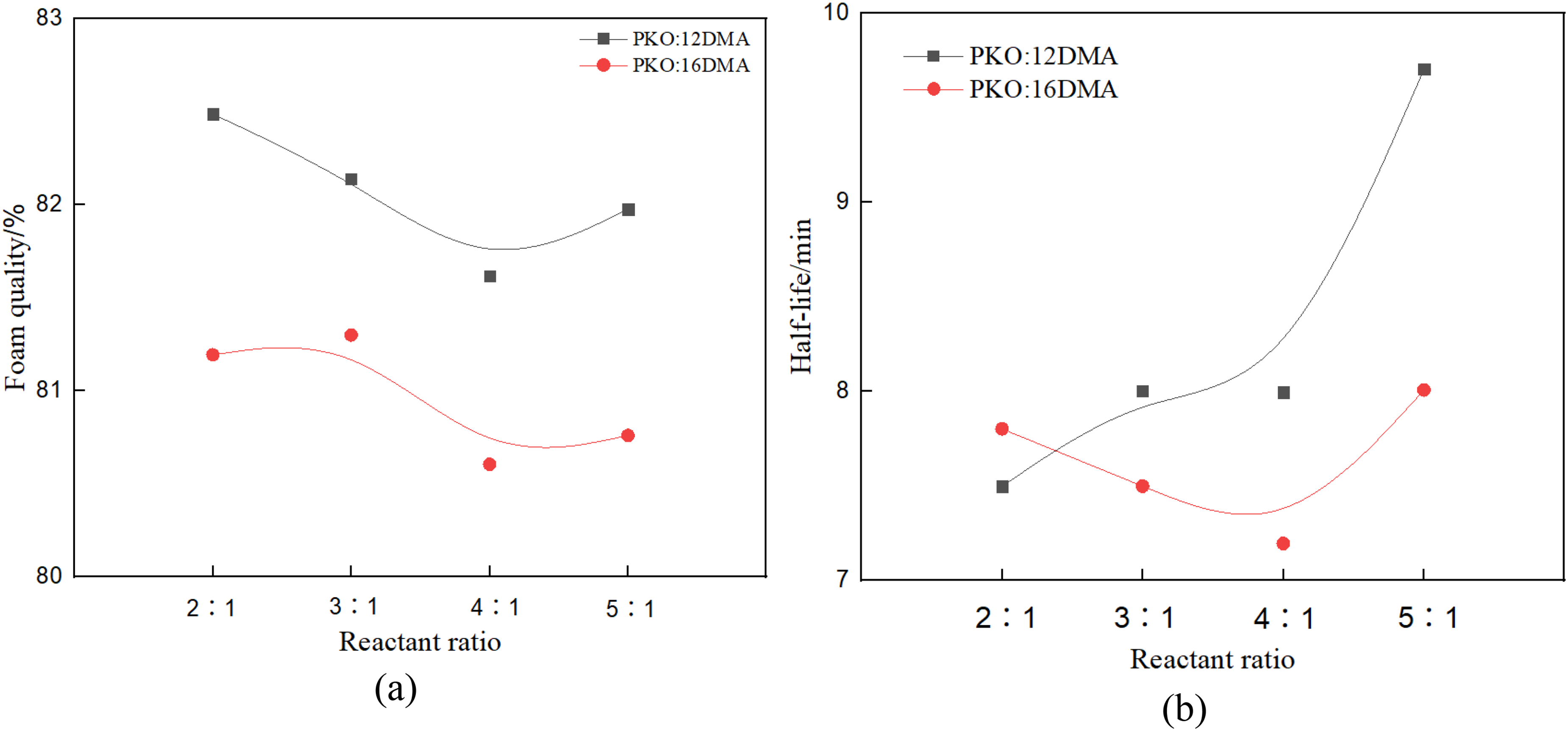
The effect of different reactant ratios on the foaming capacity (a) and half-life (b) of betaine.
Optimisation of reaction time and reaction temperature
As depicted in Figure 3, foam quality and half-life exhibit distinct trends with increasing reaction time across various temperatures. At 60°C, both foam quality and half-life initially rise before declining as reaction time progresses. At 70°C, these parameters remain relatively stable regardless of reaction time. At 80°C, foam quality gradually decreases over time, while the half-life first increases and then decreases. At 90°C, foam quality initially climbs and then drops, peaking at 82.43% at 3 h, accompanied by a relatively long half-life of 9.6 min. The shorter half-life observed at lower reaction temperatures, such as 60°C, results from the slower dehydration rate, which hinders some amine compounds from fully reacting. At 90°C, foam quality steadily increases from the start of the reaction until 3 h, reaching its highest point at this stage. Beyond 3 h, foam quality begins to gradually decline. Based on these observations, a reaction time of 3 h and a reaction temperature of 90°C stand out as the optimal conditions.
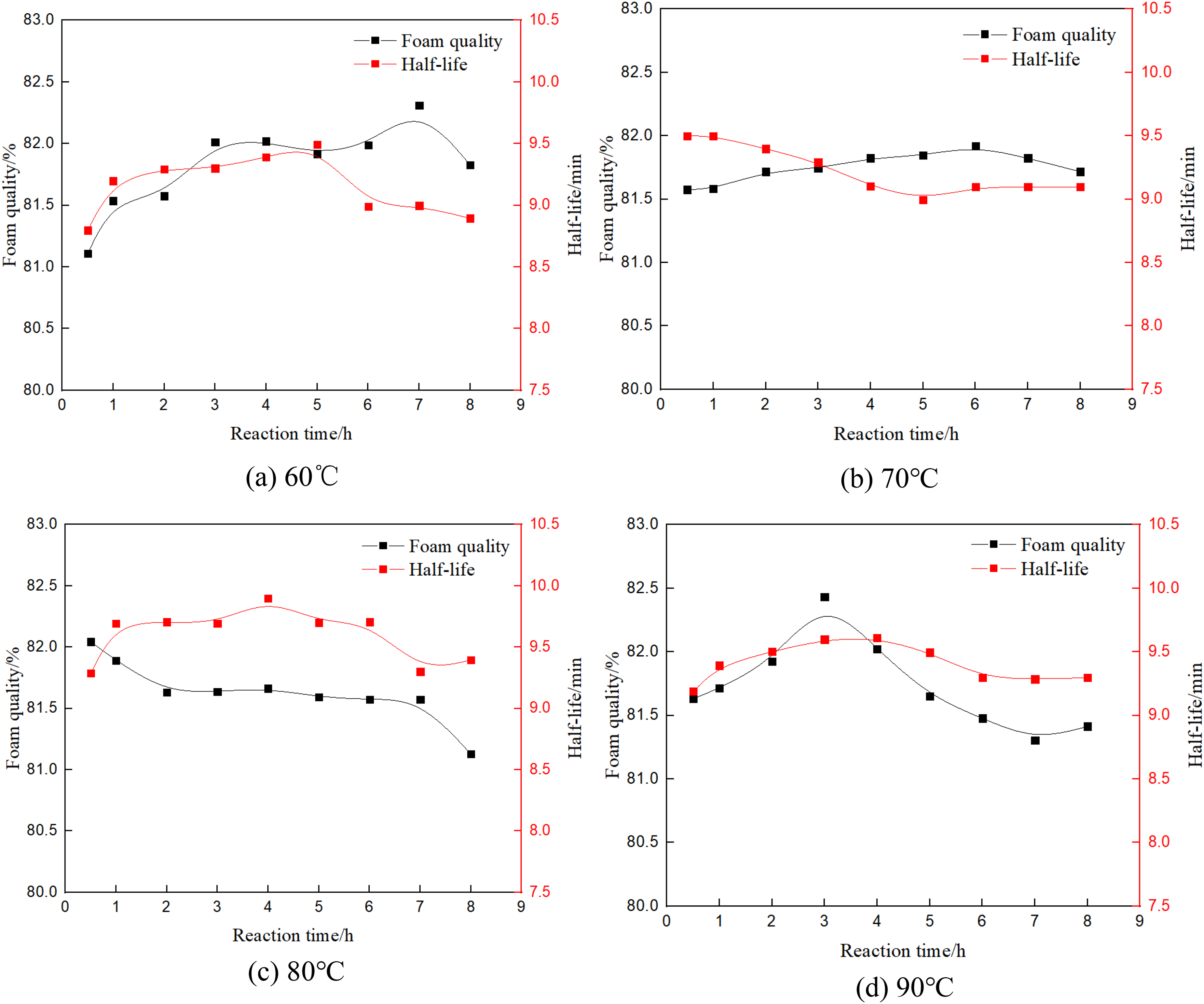
Influence of reaction time on foaming performance of the product at different temperatures. (a) 60°C, (b) 70°C, (c) 80°C, (d) 90°C.
Optimisation of the active ingredient dosage
The foaming performance of the betaine surfactant CABT-12, synthesised under optimal reaction conditions, is evaluated to determine the optimal dosage based on its foaming properties. The experimental results are presented in Table 2. As shown in the table, the optimal dosage of CABT-12 is 1.0%. The foaming performance of CABT-12 betaine at different concentrations varies because increasing the surfactant concentration leads to higher micelle concentration and a greater number of surfactant molecules adhering to the foam liquid film. This results in increased film thickness, thereby enhancing both foaming and foam-stabilising abilities. However, once the surfactant molecules on the liquid film reach saturation, further increasing the concentration causes intermolecular forces among surfactant molecules to affect their spatial arrangement. Consequently, the foaming and foam-stabilising performance slightly decreases.
Foaming ability and half-life of betaine CABT-12.

Screening of corrosion inhibitors
The static immersion method reveals that the corrosion inhibition efficiency of the surfactant CABT-12 reaches 80%–85%, highlighting its inherently strong corrosion inhibition properties. However, given the complexity of field environments, it remains essential to formulate CABT-12 with additional corrosion inhibitors to ensure stable corrosion inhibition performance. Hydrazine hydrate, imidazoline, ammonium molybdate, AEO (alkyl ether oligomer), sodium thiosulphate, and HMTA are chosen as candidate corrosion inhibitors. The effects of combining CABT-12 with these inhibitors on the foaming performance of the foam flooding system are evaluated using a high-speed stirrer.
As shown in Figures 4 and 5, the addition of different corrosion inhibitors has varying effects on the foaming performance of the betaine surfactant CABT-12. For hydrazine hydrate, imidazoline, ammonium molybdate, and sodium thiosulphate, the initial foam volume first increases sharply with rising inhibitor concentration, then gradually decreases and stabilises. In contrast, the addition of HMTA results in a slight decrease in initial foam volume, with minimal overall change, indicating good compatibility with the synthesised betaine surfactant CABT-12. When AEO is added, the initial foam volume decreases as its concentration rises from 0 mg/L to 200 mg/L. However, further increasing the AEO concentration from 200 mg/L to 500 mg/L leads to an increase in initial foam volume. This suggests that at concentrations below 200 mg/L, AEO exhibits poor foaming performance when formulated with CABT-12, but its foaming ability improves with higher concentrations. Regarding foam stability, the half-life of the system increases with higher concentrations of hydrazine hydrate, imidazoline, ammonium molybdate, sodium thiosulphate, and HMTA, indicating enhanced foam stability and good compatibility with CABT-12. Conversely, the half-life of the system containing AEO decreases sharply as its concentration rises from 0 mg/L to 200 mg/L, and then stabilises with further increases in concentration. This suggests that AEO exhibits poor foam-stabilising performance when formulated with CABT-12.
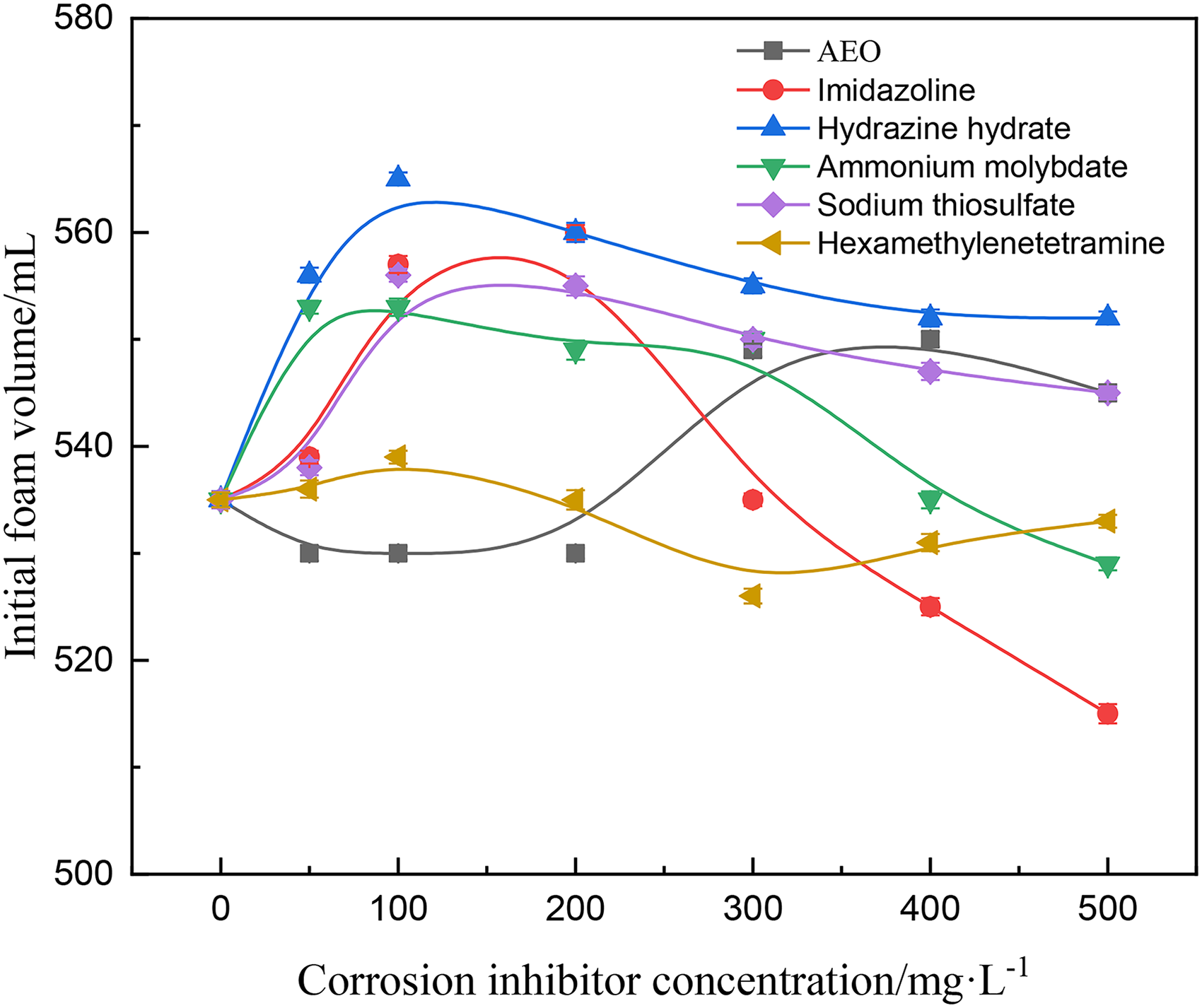
Effect of corrosion inhibitor concentration on the initial foam volume of the system.
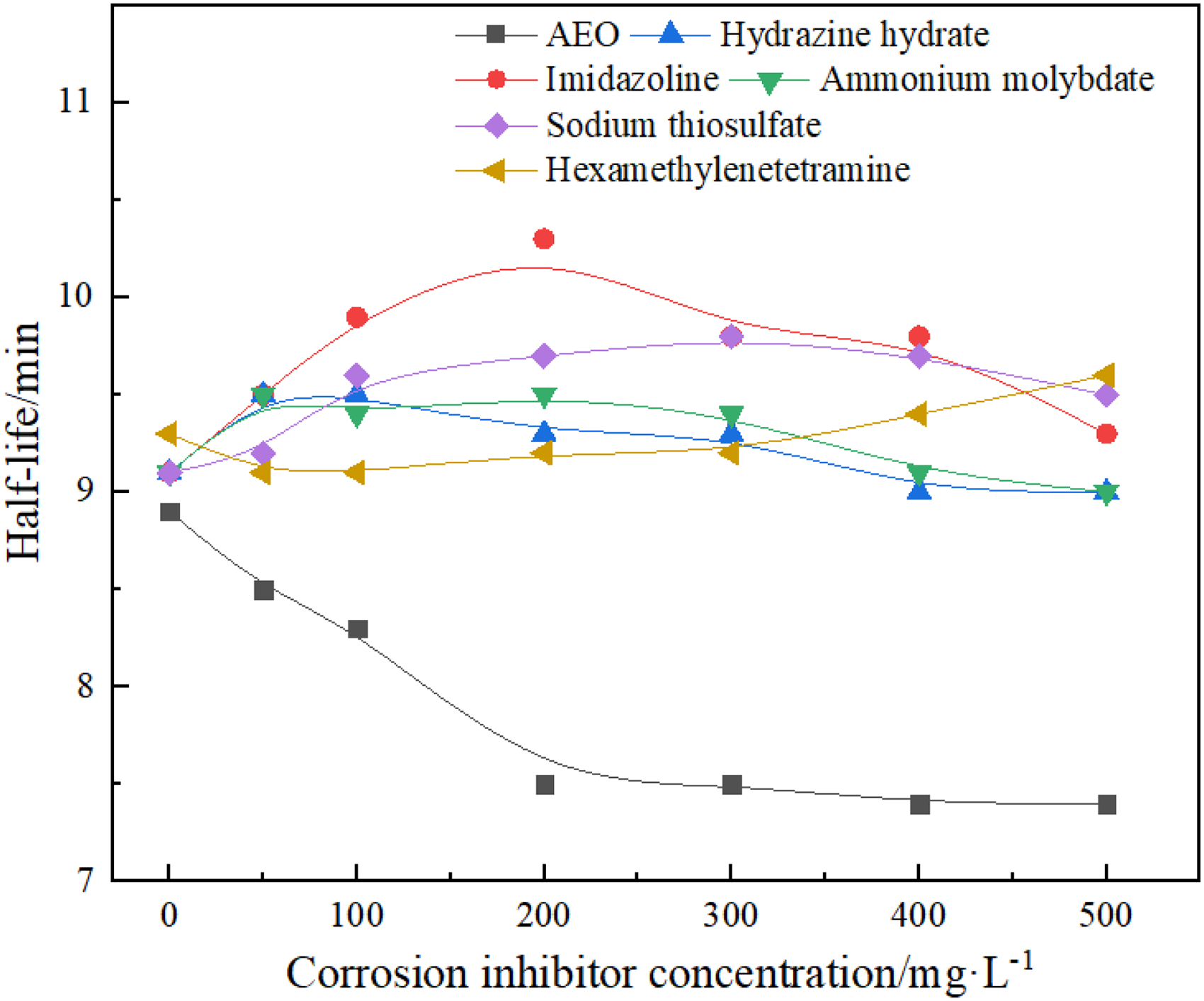
Effect of corrosion inhibitor concentration on the half-life of the system.
As shown in Figure 6, the addition of ammonium molybdate and sodium thiosulphate leads to a sharp decrease in corrosion inhibition efficiency with increasing inhibitor concentration, indicating poor compatibility with CABT-12. As an anodic passivation inhibitor, ammonium molybdate reacts with the steel surface to form a passivating complex. The dissolved oxygen in the aqueous medium facilitates the oxidation of ferrous ions (Fe2+) to ferric ions (Fe³+). Subsequently, the resulting complex, in combination with Fe2+, undergoes transformation into an insoluble iron–molybdenum precipitate, which deposits as a protective film on the anodic regions, thereby suppressing further metal dissolution. Concurrently, surfactant molecules adsorb onto the steel surface, generating a hydrophobic barrier that isolates the substrate from the corrosive environment, contributing to corrosion inhibition. However, the presence of the synthesised surfactant interferes with the formation of the iron–molybdenum precipitate, promoting enhanced anodic dissolution, increased corrosion rates, and diminished inhibition efficiency. 33
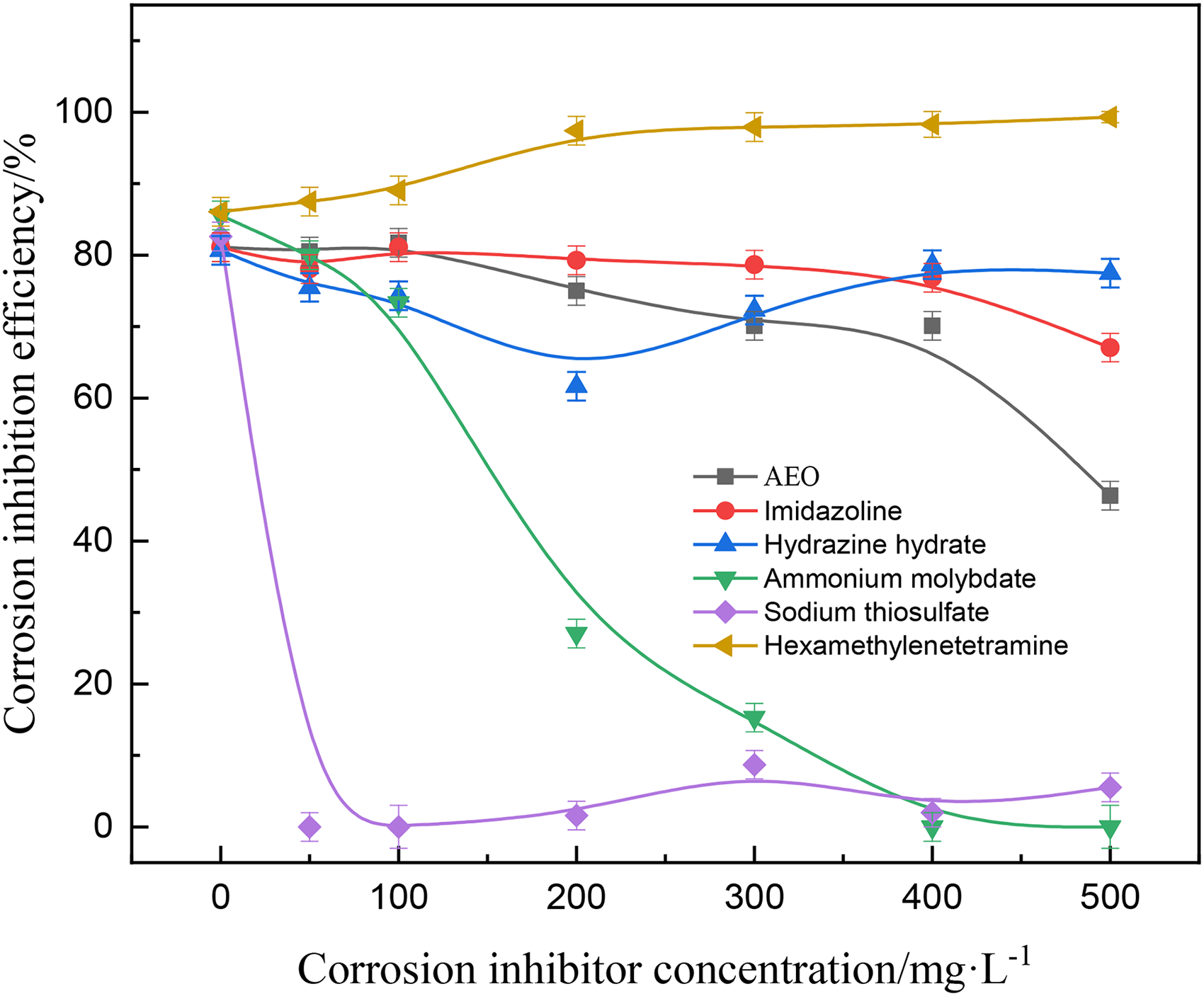
Effect of corrosion inhibitor on the corrosion inhibition efficiency of the system.
Similarly, elevated concentrations of sodium thiosulphate induce a pronounced reduction in inhibition efficiency. At lower concentrations, thiosulphate ions (S₂O₃2−) adsorb onto the steel surface, inducing localised corrosion. Once initiated, the corrosion propagates from these active sites, accelerating the degradation rate and resulting in maximal weight loss, coinciding with the lowest observed inhibition efficiency. When the S₂O₃2− concentration exceeds 200 mg/L, a marginal recovery in inhibition efficiency occurs as the corrosion products evolve into a more cohesive oxide layer. However, at 300 mg/L S₂O₃2−, the accelerated formation of corrosion products leads to their extensive deposition on the steel surface, temporarily impeding further corrosion spread. Nevertheless, these corrosion products exhibit poor adhesion and are susceptible to spallation. Upon detachment, corrosion resumes, ultimately stabilising the inhibition efficiency at a reduced level. 34
When AEO 20 and imidazoline are added, the corrosion inhibition efficiency remains relatively stable at low inhibitor concentrations but decreases with higher doses. 35 In the case of hydrazine hydrate, the corrosion inhibition efficiency improves slightly with increasing concentration, as this oxygen scavenger reduces the dissolved oxygen content in the solution, thereby providing some corrosion inhibition, albeit with limited effectiveness. The corrosion inhibition efficiency increases with higher concentrations of HMTA but plateaus at higher levels. This improvement is attributed to the adsorption of HMTA on the steel surface, forming a protective oxide film that effectively inhibits anodic dissolution. Additionally, the four -NH2 groups in HMTA impart a certain alkalinity, which can combine with H+ ions, thereby suppressing the cathodic reaction and reducing the corrosion rate. Therefore, HMTA is selected as the corrosion inhibitor to be formulated with the synthesised surfactant, resulting in the final foaming-corrosion inhibitor formulation (CBH): 1.0% CABT-12 + 500 mg/L HMTA.
Thermal stability
When the integrated formulation is used for oil displacement, it must meet the temperature requirements of the oil reservoir. Therefore, it is crucial that the formulation possesses good stability and high-temperature resistance. This ensures that the formulation remains stable within the reservoir, thereby extending the effective duration of the displacement process and enhancing oil recovery efficiency.
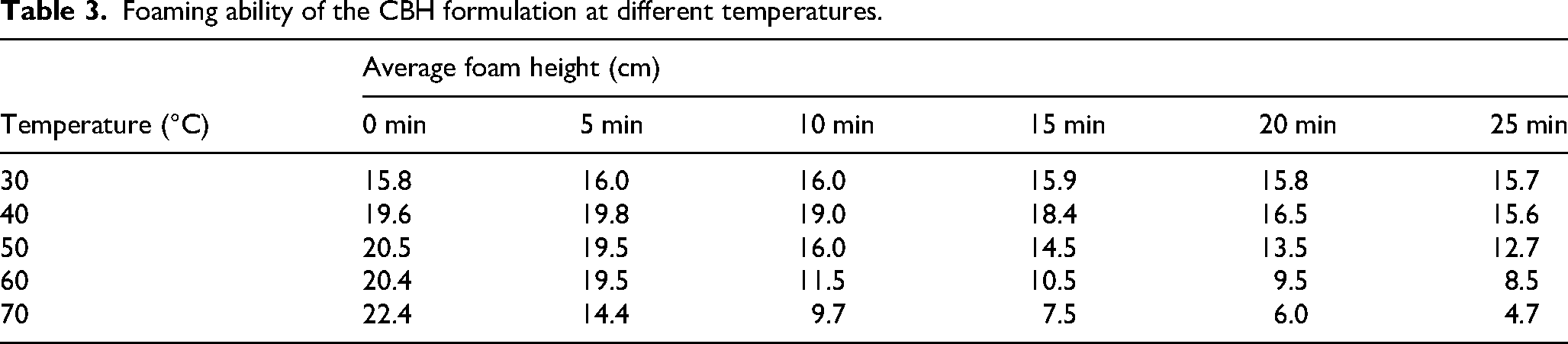
As illustrated in Table 3 and Figure 7, the foam height of the CBH formulation initially rises with increasing temperature, yet declines progressively once a higher temperature range is reached. Concomitantly, foam stability deteriorates with prolonged aging. A sharp reduction in foam height and a rapid decay in stability are observed at 70°C. This behaviour is ascribed to the elevated kinetic energy of surfactant molecules at higher temperatures, which intensifies gas motion within the bubbles. Upon surpassing a critical temperature threshold, intensified water evaporation and accelerated liquid drainage thin the interfacial films, rendering the lamellae more prone to rupture and thereby impairing both foaming and foam-stabilising capacities.36–38 Consequently, 70°C approximates the thermal limit of the surfactant system employed in this formulation, beyond which foaming capacity and foam stability are severely compromised. These observations indicate that the CBH formulation exhibits a certain degree of thermal resistance.
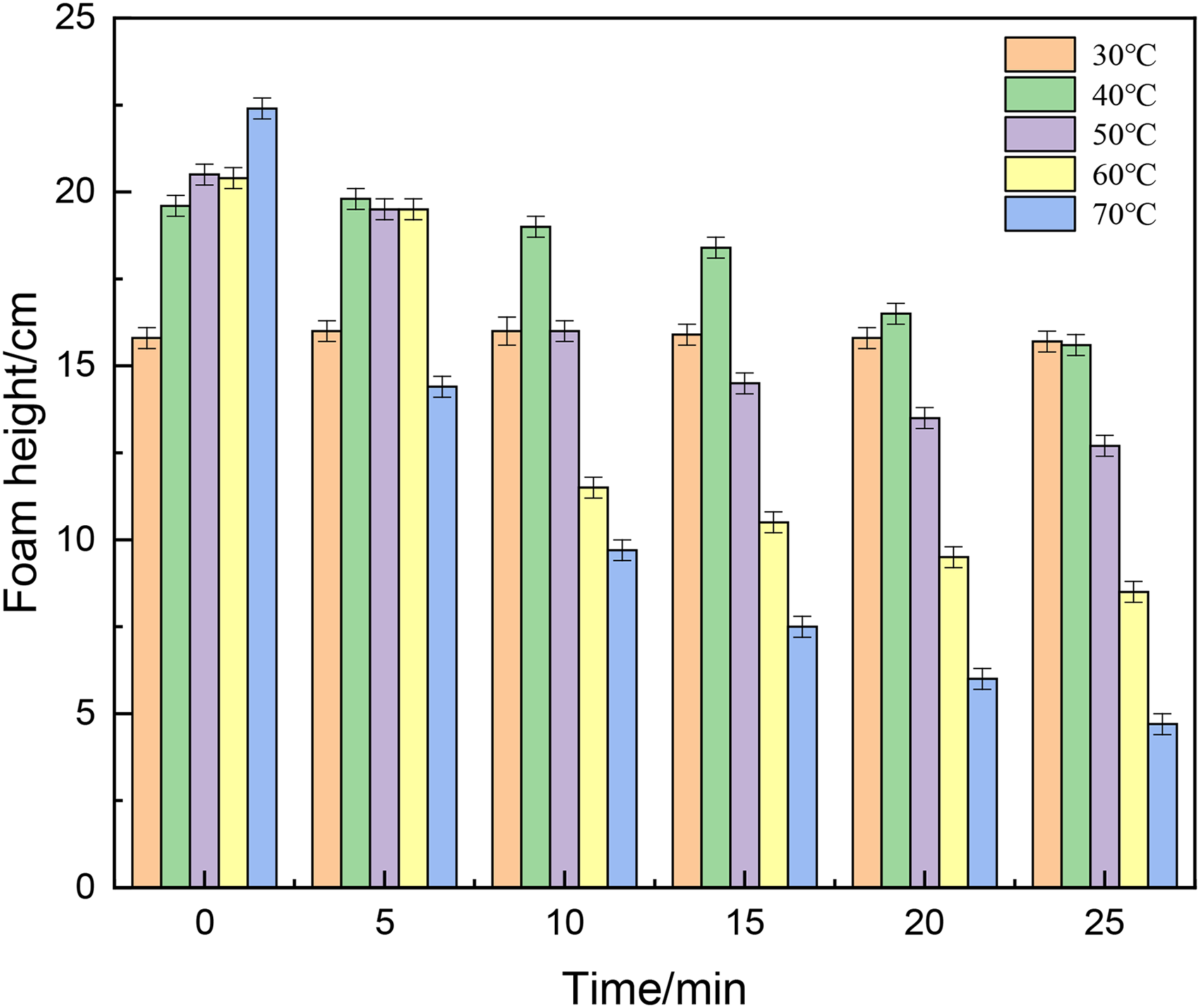
Effect of temperature on foam height of the CBH formulation.
Foaming ability of the CBH formulation at different temperatures.
Salt resistance
In practical field applications, formation water contains various salt ions, which can significantly affect the foaming performance of surfactants. Therefore, surfactants must possess certain salt resistance capabilities to prevent deactivation or precipitation. To evaluate this, the effects of NaCl, KCl, MgCl2, and CaCl2 on the foam performance of the CBH formulation are investigated.
As shown in Figure 8, increasing the concentration of NaCl initially enhances the foaming performance of the surfactant but eventually leads to a slight overall decline, while the foam stability increases. In contrast, increasing the concentration of KCl significantly improves the foaming performance, with the initial foam volume reaching 570 mL and the half-life gradually increasing. However, the half-life remains lower than that of the unsalted system. The addition of different concentrations of MgCl2 also markedly improves the foaming performance, with minor changes in the half-life. Meanwhile, as the concentration of CaCl2 increases, the foaming performance of the CBH formulation first rises and then declines, while the foam stability improves. These results indicate that the CBH formulation exhibits excellent salt resistance.
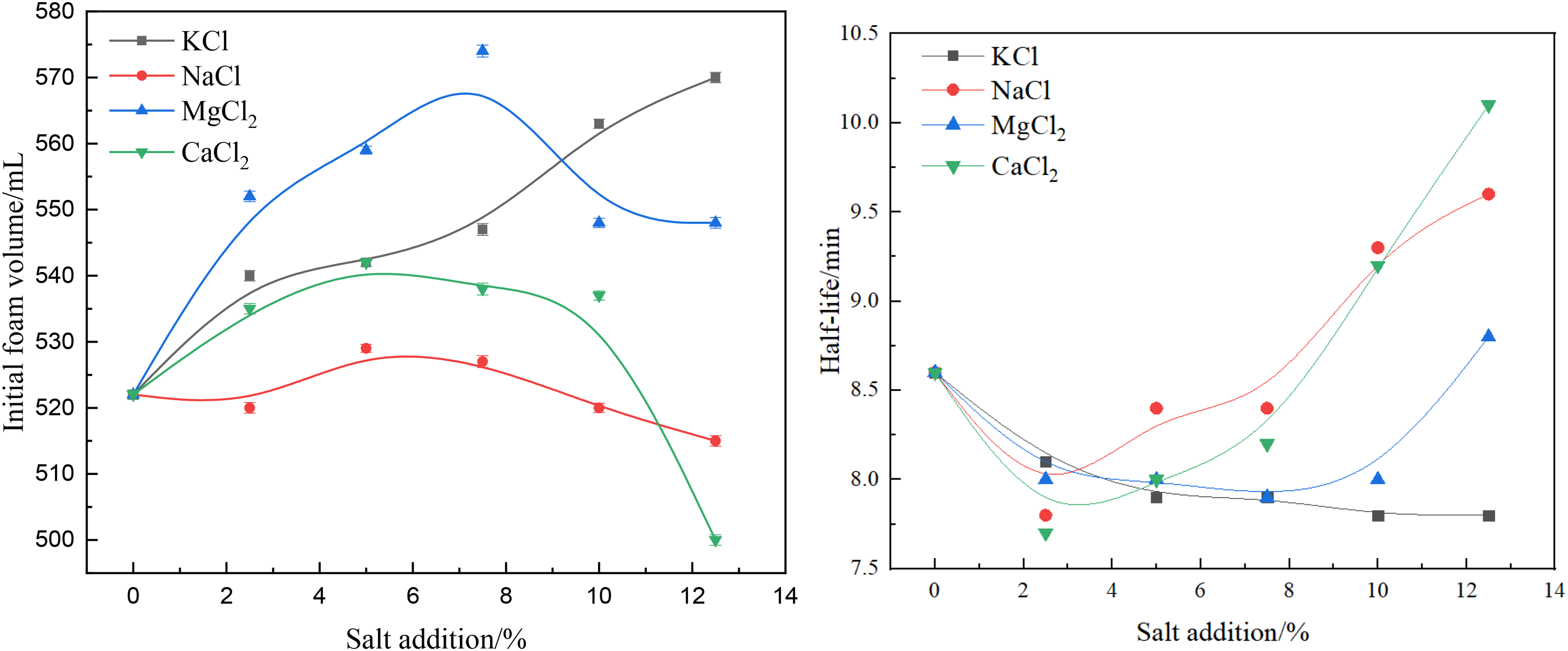
Effect of salt concentration on the foaming performance of the CBH formulation.
Evaluation of oil resistance
The oil resistance of the CBH formulation is evaluated by preparing 250 mL of foaming solution with distilled water and adding varying proportions of simulated oil to test the stability of the CBH formulation upon contact with oil.
As shown in Table 4 and Figure 9, when the concentration of simulated oil is 5%, the foam height initially increases and then decreases over time, eventually stabilising. When the concentration of simulated oil is increased to 15%, the foam height gradually increases, indicating that the CBH formulation exhibits good stability in the presence of oil.
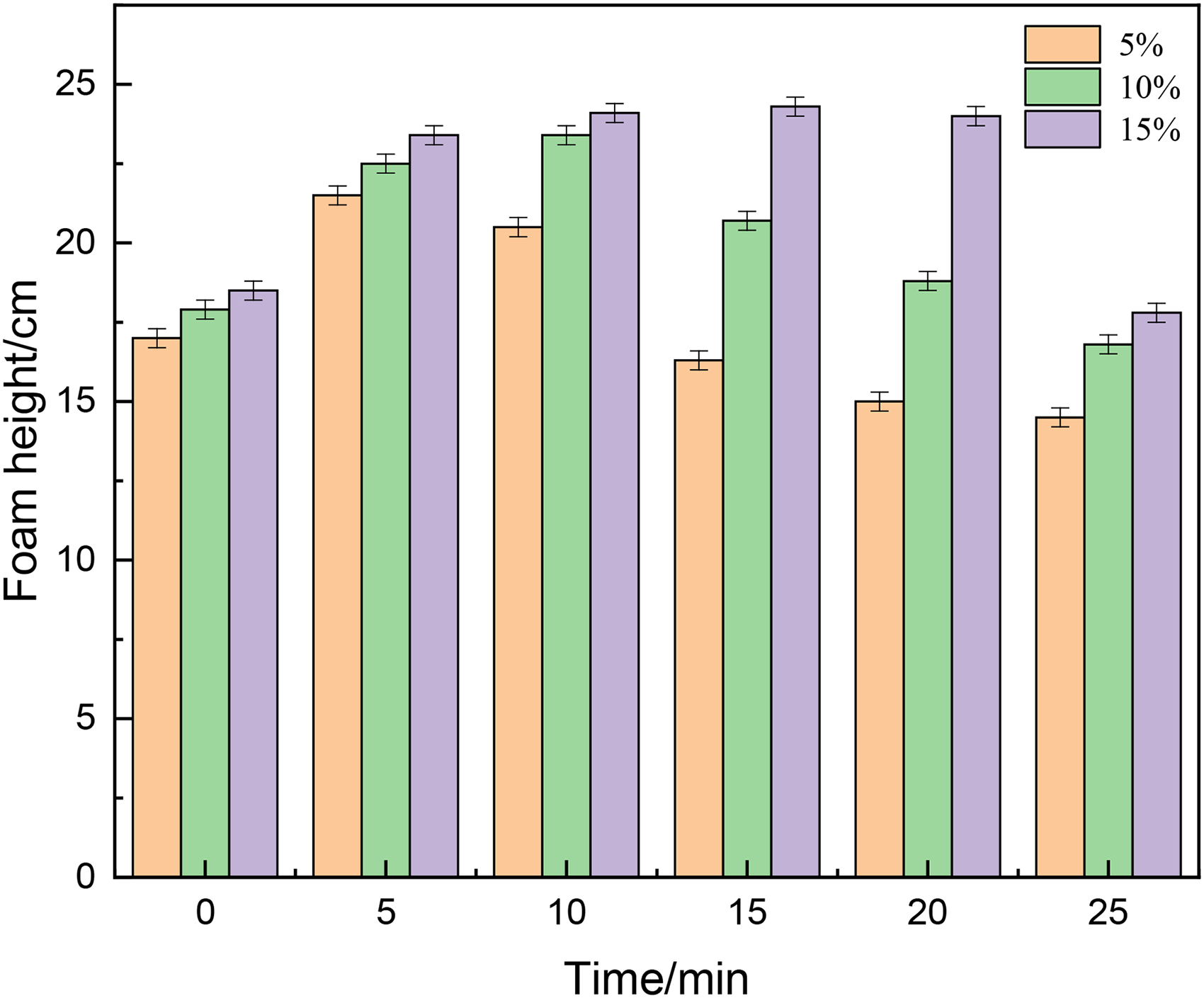
Impact of simulated oil concentration on the foaming performance of the CBH.
Effect of simulated oil concentration on the foaming performance of the CBH formulation.

Microstructure of foam
The microstructure of the CBH formulation is examined using a BK-POL polarising microscope at different magnifications, and the morphological changes of the foam over time are observed. As shown in Figure 10, at 0 min, the microstructure of foam at different concentrations shows little difference, with small and numerous bubbles and relatively thick liquid film walls. This is because the foam has just been formed and contains the highest amount of water. Over time, the foam transitions from a small and dense state to a larger and more loosely packed state. At the same time point, compared to lower concentrations, higher concentrations exhibit thicker liquid films and denser foam structures. This is attributed to the varying number of surfactant molecules on the bubble liquid films at different concentrations, which affects the stability of the foam. It can be observed that at lower concentrations, the foam is less stable, with faster water loss and gas diffusion over time, leading to unstable foam structures. In contrast, at higher concentrations, the foam stability is enhanced, with slower water loss and gas diffusion, resulting in minimal changes in the microstructure of the foam.39,40
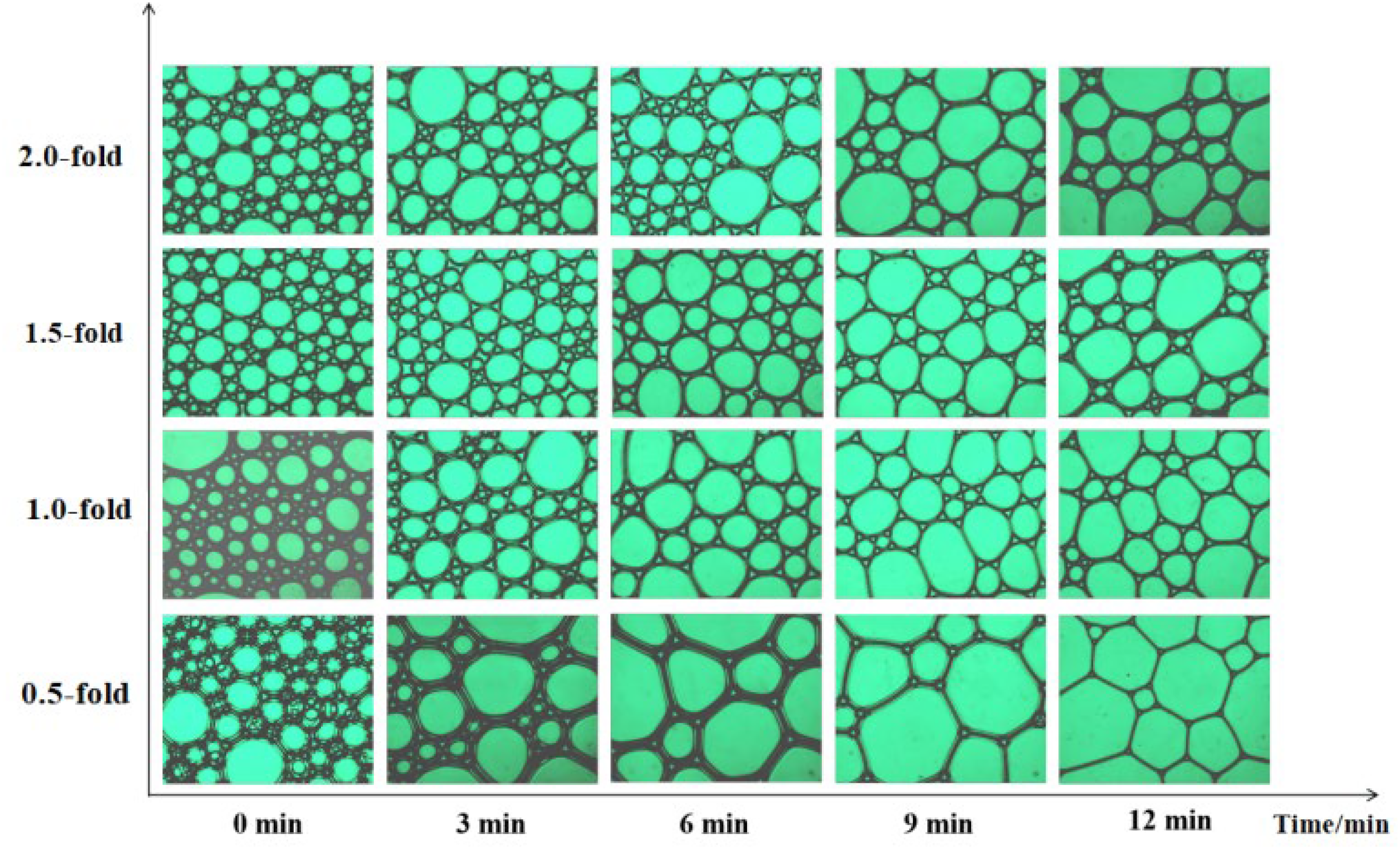
Microstructure of foam in the CBH formulation.
Oil displacement efficiency
Surface tension
The oil used in the experiment has a wax content of 10.48%–15.46%, resin content of 5.4%–7.77%, asphaltene content of 0.57%–0.93%, density at 20°C of 0.845–0.856 t/m³, viscosity at 50°C of 5.2–7.55 mPa·s, and the formation water salinity is high, typically ranging from 8 to 105 g/L. Surfactant solutions with mass fractions of 0.0001%, 0.0004%, 0.001%, 0.003%, 0.006%, 0.01%, 0.035%, 0.125%, 0.25%, and 0.5% are prepared, and the surface tension of each solution is measured using the ring method.
As shown in Figure 11, the surface tension of the integrated formulation system decreases significantly with increasing concentration up to 0.04%, after which it remains relatively stable. Fitting calculations reveal a critical micelle concentration (CMC) of 0.036% for this formulation, which is significantly lower than values reported in the literature for similar surface tension measurements.41–43 At low concentrations, surfactant molecules are oriented at the solution surface. As the concentration increases, more molecules accumulate at the surface with their hydrophobic tails extending outward, thereby reducing the surface tension. Beyond a certain concentration, when the liquid surface is fully covered and no more surfactant molecules can adsorb, micelle formation begins, leading to a stabilisation of surface tension.44,45
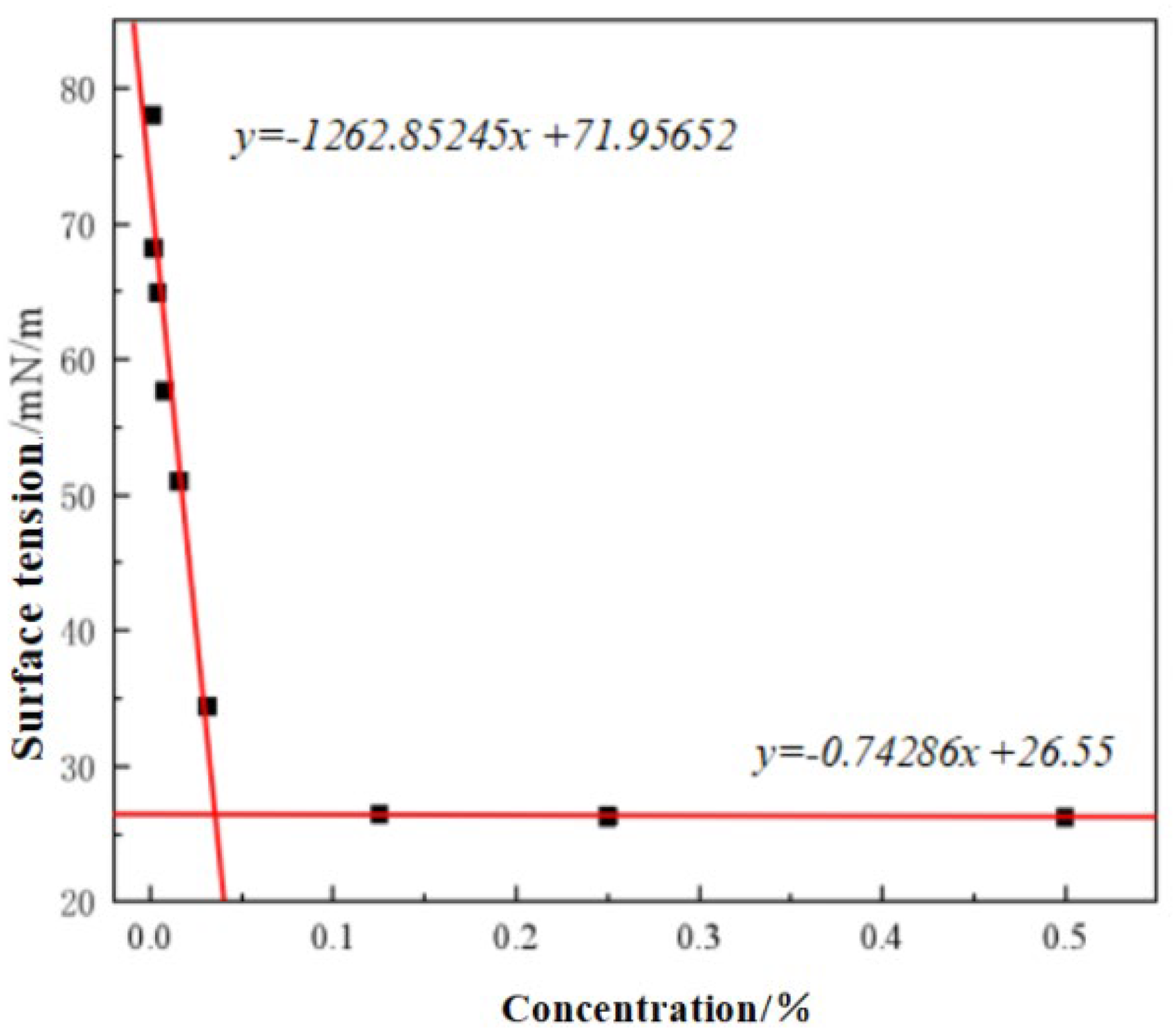
Variation of surface tension with concentration in the CBH formulation.
Interfacial tension
The interfacial tension of the CBH formulation at different concentrations is measured using a spinning drop interfacial tensiometer at 60°C. As shown in Figure 12, the interfacial tension between the CBH formulation and oil decreases rapidly with increasing concentration. When the concentration of the CBH formulation reaches 0.116%, the interfacial tension is 0.231 mN/m, and it remains relatively constant with further increases in concentration. At a concentration of 0.25%, the interfacial tension drops to 0.213 mN/m. This behaviour is attributed to the surfactant molecules reaching adsorption equilibrium at the oil–water interface as the concentration increases, thereby stabilising the interfacial tension. These results indicate that the CBH formulation exhibits excellent interfacial activity and a strong ability to reduce oil–water interfacial tension.
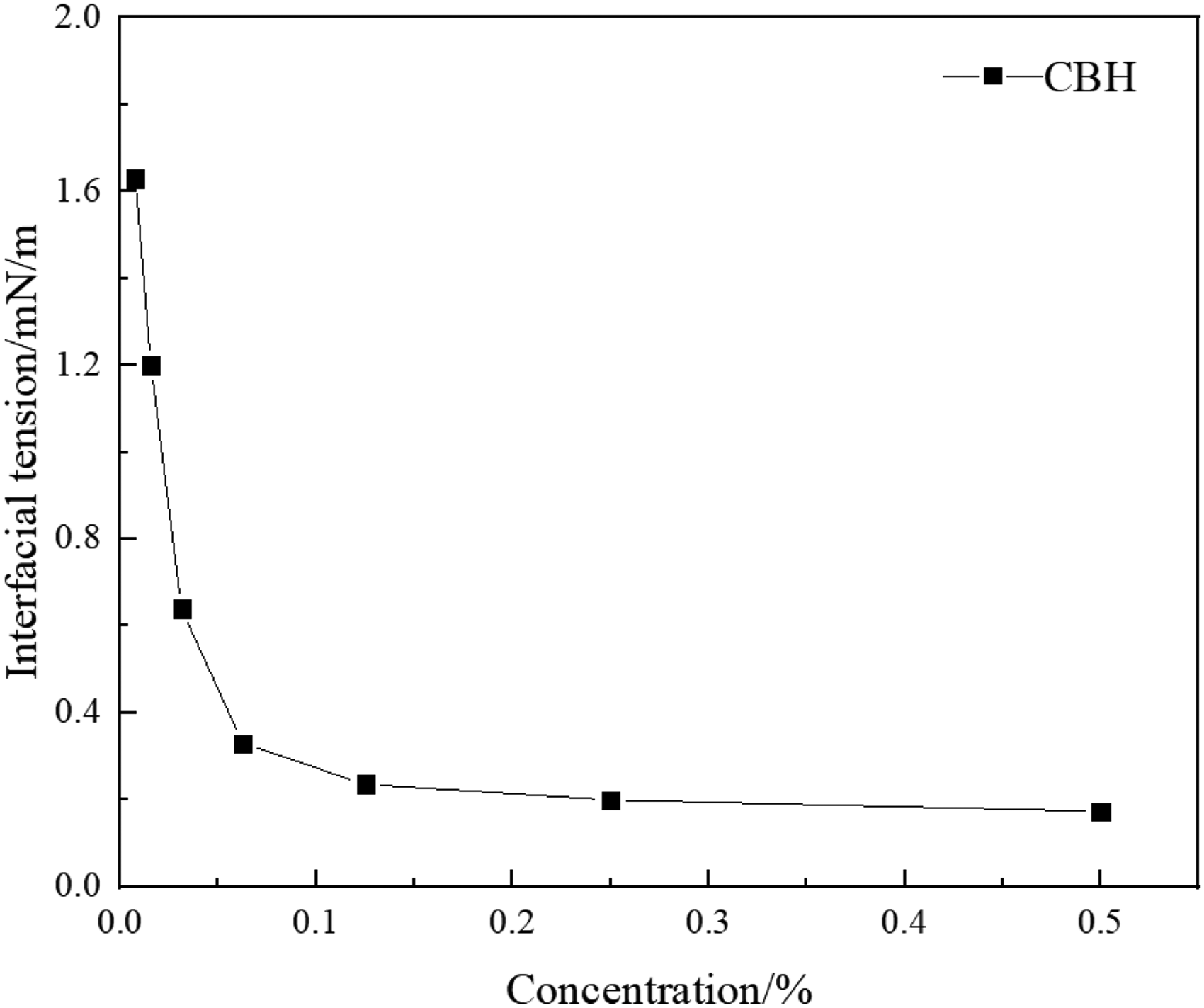
Effect of concentration on interfacial tension.
Simulation of oil displacement
The impact of injection volume on enhanced oil recovery
The effects of different injection volumes of the CBH formulation on oil displacement efficiency are investigated through laboratory experiments.
As shown in Table 5, the oil recovery rates of the CBH formulation are 15.22%, 17.03%, and 21.64% when the injection volumes of the integrated formulation are 0.1 PV, 0.3 PV, and 0.5 PV, respectively. This is because as the injection volume increases, the concentration of surfactant in the reservoir also increases. Surfactant molecules effectively adsorb at the oil–water interface, reducing interfacial tension and thereby enhancing the mobility of crude oil, which in turn improves oil recovery efficiency.
Oil displacement efficiency of the CBH integrated system at different injection volumes.

Impact of injection rate on enhanced oil recovery
The injection rate can significantly affect the generation and stability characteristics of foam. Therefore, the impact of different injection rates on EOR using the CBH formulation is investigated by varying the injection rates to 0.05 mL/min, 0.10 mL/min, and 0.15 mL/min.
As shown in Table 6, the chemical flood recovery efficiency increases significantly with the injection rate. When the injection rate increases from 0.05 mL/min to 0.15 mL/min, the recovery efficiency rises from 22.04% to 27.57%. This indicates that increasing the injection rate can effectively enhance oil recovery. This improvement is attributed to the increased driving pressure difference associated with higher injection rates, which provides greater momentum for the foam to overcome resistance and penetrate smaller pores and throats. As a result, more residual oil is displaced, thereby significantly improving recovery efficiency. Foam flooding, as a technique for EOR, operates primarily through the unique flow characteristics of foam in porous media and its interactions with oil and water phases. 46 Foam is formed by the dispersion of gas in a liquid phase, and its stability relies on the adsorption of surfactants at the gas–liquid interface. By reducing interfacial tension and forming an elastic film, surfactants inhibit bubble coalescence and rupture. In reservoirs, foam selectively plugs high-permeability zones, increasing the gas flow resistance and thereby improving the sweep efficiency of the displacing fluid. This forces the fluid to enter lower-permeability regions and reduces fingering phenomena.5,47–49 Additionally, foam can reduce the interfacial tension between oil and water and enhance the mobility of crude oil, thereby reducing residual oil saturation.50,51 The stability of surfactants in porous media has been well documented in the works of Farajzadeh et al. 52 and Janssen et al. 53 Compared to other EOR systems reported in the literature, the current system demonstrates significant advantages in reducing interfacial tension, improving oil recovery efficiency, adapting to complex reservoir conditions, and reducing costs. Its excellent interfacial activity, high oil displacement efficiency, and good stability make it a promising candidate for the development of low-permeability oil reservoirs.
Displacement efficiency at different injection rates.

Conclusions
In this study, an integrated binary system working fluid (CBH) is developed for air-foam flooding and corrosion inhibition in oilfields. The synthesised zwitterionic surfactant CABT-12 exhibits superior foaming and foam-stabilising properties, with optimal performance at a concentration of 1.0%. The combination of CABT-12 with HMTA at 500 mg/L achieves a corrosion inhibition efficiency of 99.48%, demonstrating excellent corrosion resistance. The CBH formulation shows good thermal stability, with foam height remaining high even at elevated temperatures. It also exhibits strong salt resistance, as evidenced by increased foam stability in the presence of various salts (NaCl, KCl, CaCl₂, MgCl₂). The oil displacement performance of the CBH formulation is evaluated through laboratory experiments, revealing that surface tension decreases sharply to a CMC of 0.036%. Oil recovery efficiency is significantly enhanced by increasing the injection volume and rate of the CBH formulation. Specifically, when the injection volume increases from 0.1 PV to 0.5 PV, the oil recovery rate rises from 15.22% to 21.64%. Similarly, increasing the injection rate from 0.05 mL/min to 0.15 mL/min results in a chemical flood recovery efficiency of 27.57%. These findings indicate that the CBH formulation is a promising candidate for enhancing oil recovery while mitigating corrosion in high salinity reservoirs, offering a multifunctional solution for improved oilfield operations.
Footnotes
Acknowledgments
The work was supported financially by the National Natural Science Foundation of China (52074339) and the Youth Innovation Team of Shaanxi University. We also thank the Center of Advanced Analysis and Testing at Xìan Shiyou University for their work.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.