
Abstract
This study investigates how heat treatment affects the corrosion behaviour of alloy 625 produced by wire-based additive manufacturing, specifically laser-wire directed energy deposition (LW-DED) and wire arc additive manufacturing (WAAM). Rapid solidification in these processes leads to dendritic microstructures with elemental segregation and intermetallic phase formation, which impact corrosion resistance. LW-DED has a comparatively higher cooling rate than WAAM, resulting in finer microstructures and interdendritic regions. A solution heat treatment at 1038°C was applied to examine its influence on microstructure and corrosion properties. Electrochemical tests in 3.7% HCl assessed material performance and induced corrosion, while scanning electron microscopy and energy dispersive spectroscopy analyses characterised microstructural changes. Results show that heat treatment encourages recrystallisation and reduces elemental segregation, making the microstructure of LW-DED samples similar to conventional wrought material. WAAM samples, which presented coarser as-built microstructure and larger interdendritic regions, were impeded by a lower driving force for recrystallisation and additional barriers from Laves phase pinning. As a result, the WAAM samples displayed only partial recrystallisation and retained some dendritic features under the same heat-treatment conditions. These changes enhanced corrosion resistance, as demonstrated by lower corrosion current densities and higher corrosion potentials in heat-treated samples compared to as-built ones. Specifically, the average corrosion potential increased by 237 mV for LW-DED and 20 mV for WAAM, while average corrosion current density decreased by 28% and 45%, respectively, after heat treatment. The findings highlight the significance of optimising heat treatment with the manufacturing method to improve the corrosion resistance of additively manufactured superalloys for extreme environment applications.
Keywords
Introduction
Alloy 625 (UNS N06625) is a nickel-based superalloy utilised in environments where resistance to high temperature corrosion and stable mechanical properties are required.1–4 Alloy 625 is strengthened by solid solution mechanisms involving its alloying elements, including chromium, molybdenum, niobium, and iron. 5 Intermetallic phases also contribute to precipitation hardening effects. Precipitates such as gamma double prime, delta, Laves phase, silicon-rich particles, and carbides (MC, M6C, M23C6) are commonly present in an alloy 625 matrix. 6 The behaviour of these precipitates can be influenced by processing methods, heat treatments, and compositional variations within the alloy specification.3–7
Additive manufacturing (AM) is the process of building parts layer by layer.8–13 Compared to traditional methods that remove material or require complex tooling, AM reduces waste and shortens lead times.14–16 It allows for the creation of intricate or specialised components that would be difficult or impossible with subtractive manufacturing, thus enabling innovative solutions to complex engineering challenges. Additionally, AM is useful for maintenance, repairs, and fabricating parts on demand, including in remote locations.17–19
To understand the microstructural evolution in AM alloy 625, particularly via wire-based methods, it is crucial to examine the solidification behaviour driven by rapid cooling rates that distinguishes AM materials from their wrought counterparts. These processes often resemble welding in terms of solidification patterns and elemental segregation, especially for alloying elements like niobium and molybdenum, which have partitioning coefficients less than one (k < 1), indicating their tendency to remain in the liquid phase during solidification.20–22 Due to limited diffusion, these elements accumulate at the solidification front, forming a solute-rich boundary layer and inducing constitutional supercooling where the local liquid temperature drops below the liquidus.20,21,23 The extent of this supercooling increases with faster growth rates, lower temperature gradients, and higher concentrations of segregating elements, resulting in varied solid-liquid interface morphologies such as cellular, columnar dendritic, or equiaxed dendritic structures. These interdendritic regions are enriched with the solutes and may increase the number and size of intermetallic phases like Laves phase, carbides, or nitrides.20,22–26
Solidification modes can vary from weld to weld, and the microstructure morphology and size are determined by differences in solidification growth rates and variations in temperature gradients. 26 Particularly, the solidification rate in laser welding is higher than that of arc welding resulting in a finer microstructure. This trend also applies to wire-based AM, where process parameters significantly affect the resulting microstructure and, consequently, the material properties.13,26–30 Similar to welding, AM processes exhibit microstructural variability influenced by local solidification conditions, with finer structures forming under higher cooling rates, such as those seen in laser welding compared to arc welding.20,26,31 For example, in our previous work as well as a study by Islam et al., average dendrite arm spacing (DAS) and grain diameter (GD) were shown to be approximately twice as large for WAAM (13.94 µm DAS/448.15 µm GD) samples than LW-DED (5.15 µm DAS/237.00 µm GD) samples.26,30
AM alloys frequently undergo heat treatment to modify their microstructure and mechanical properties.32–34 The aerospace material specification for the heat treatment of nickel alloy and cobalt parts (AMS2774), specifies a solution heat treatment at 1038°C for AM alloy 625. 35 Recrystallisation mainly occurs via strain-induced grain boundary migration, with nucleation concentrated at grain boundaries. 36 The as-built microstructure of AM alloy 625 is mainly composed of coarse columnar grains, limiting recrystallisation positions during heat-treatment.36,37 Segregation of alloying elements and formation of intermetallic phases like Laves phase can also inhibit recrystallisation and grain growth through pinning mechanisms.33,36,38 A combination of these factors can result in differences in recrystallisation temperatures and times as well as the resulting grain sizes when heat treating AM parts.33,36,38 Investigations involving treatments above 1100°C on AM alloy 625 have demonstrated recrystallisation into equiaxed grains, resulting in microstructures comparable to those observed in forgings or castings.33,38–40 Furthermore, heat treatment influences corrosion behaviour by altering carbides, secondary phases, and grain structure, as well as reducing elemental segregation through diffusion.34,38,39
Extensive research has been conducted on the oxidation behaviour of numerous nickel-based superalloys under varying conditions.41–45 Investigations into the initial stages of high-temperature (873–1523 K) oxidation of wrought alloy 625 in air identified two distinct mechanisms: the formation of a Cr₂O₃ film between 873 and 1323 K, and oxide films containing substantial amounts of niobium and titanium at temperatures above 1323 K. 42 Corrosion studies of wrought alloy 625 in water across a range of temperatures (298–773 K), in the presence of oxygen and hydrochloric acid, revealed multiple corrosion phenomena including general corrosion, chloride-induced pitting, and intergranular corrosion.43,44
Although fundamental corrosion principles derived from wrought alloys remain applicable, AM alloys may exhibit distinct corrosion behaviours due to microstructural differences. Literature indicates that while similar corrosion mechanisms are observed in both wrought and AM materials, subtle variations exist.29,39,46–53 For example, when exposed to aqueous LiCl environments, powder directed energy deposition (DED) alloy 625 demonstrates stable passivity up to 1 V versus SCE, effectively resisting localised corrosion, followed by transpassive dissolution at higher anodic potentials than its wrought counterpart, which experienced passivity breakdown and localised corrosion at open circuit potential (OCP). 46 In wrought alloy 625, titanium- and niobium-rich nitride inclusions can promote pit initiation and increase susceptibility to localised attacks; conversely, pit initiation was notably suppressed in laser powder DED samples where nitride inclusions were refined to sub-micrometer scale and uniformly distributed. 46
Comparative assessments of alloy 625 produced via various AM techniques in 3.5% NaCl solution indicate that laser wire DED (LW-DED) and wire arc AM (WAAM) methods yield lower corrosion resistance relative to laser powder bed fusion (LPBF), attributed to coarser grain structures, increased elemental segregation, greater porosity, and the presence of secondary phases such as Laves and carbides. 30 Furthermore, an evaluation of alloy 625 fabricated using LW-DED and tested in boiling ferric-sulfuric acid for 120 h found that subgrain segregation results in chromium-rich dendrite cores with significantly enhanced corrosion resistance compared to molybdenum-rich interdendritic regions. 54 Numerous micro-corrosion couples arise between dendrite cores (acting as cathodes) and interdendritic areas (anodes). 54 Additionally, titanium- and niobium-rich inclusions dispersed throughout the interdendritic region of LW-DED and WAAM alloy 625 have been identified to serve as secondary micro-corrosion couples, facilitating preferential attack in multiple studies.30,54
Although some recent research has explored how microstructure relates to corrosion in AM alloy 625, there is still a lack of thorough comparison between different AM methods and their associated heat treatment effects on corrosion resistance. Microstructural variation introduced by unique AM methods manifest in differences of morphology, size, and degree of elemental segregation, which consequently influence the formation and characteristics of intermetallic phases such as Laves phase. Heat treatment plays a pivotal role in improving both the corrosion resistance and mechanical properties of materials prior to their service deployment. A more detailed understanding of the differences arising from various AM processes, as well as their influence on heat treatment response, is critical for optimising corrosion-resistant AM alloy 625 and clarifying connections among processing, microstructure, and performance.
In this study, electrochemical testing revealed that solution heat treatment at 1038°C improved corrosion resistance for both LW-DED and WAAM alloy 625 samples. Heat-treated specimens exhibited higher corrosion potentials and lower corrosion current densities compared to their as-built counterparts, indicating reduced corrosion rates. Microstructural analysis confirmed that heat treatment promoted recrystallisation and homogenisation of alloying elements, diminishing interdendritic segregation of alloying elements such as niobium and molybdenum.
Materials and experimental methods
This study investigated two AM methods for producing alloy 625 samples: LW-DED and WAAM. For both methods, samples were prepared in the as-built and heat-treated conditions. Following fabrication and preparation, samples were tested in an electrochemical cell to induce corrosion and evaluate behaviour.
Sample preparation
For the LW-DED process, 1.14 mm (0.045 in) diameter commercial 625 welding wire was deposited onto an alloy 625 wrought plate using a Phillips additive hybrid system consisting of a Meltio deposition head integrated into a HAAS VF5 mill. Key parameters were 1075 W laser power, 0.947 mm layer height, 11 mm/s wire feed, 9.1 mm/s travel speed, and 15 L/min argon flow. The printing pattern involved a boundary pass followed by fill passes, which were oriented with a 90-degree offset between layers. The material was printed into blocks with 2.5 cm × 2.5 cm × 7.6 cm (1 in × 1 in × 3 in) dimensions.
For the WAAM process, the cold metal transfer (CMT) deposition mode of a Fronius TPS400i with commercial alloy 625 wire was utilised. Metal was deposited into a single bead width to create a rectangular block. Key parameters included 133 A current, 13 V potential, 84.7 mm/s wire feed, 3.25 mm/s travel speed, 4 mm weave pitch, 10 mm weave width, 30-s inter-pass pause, and 11.8 L/min argon flow. The final dimensions for the blocks were approximately 1.5 cm wide, 13 cm long, and heights ranging from 3.5 to 10 cm.
After printing, a block of each type underwent heat treatment according to aerospace material specification AMS2774 revision G. The blocks were solution heat treated in air at 1038°C (1900°F). 35 Other than the heat treatment itself, sample preparation procedures were consistent for both as-built and heat-treated samples.
The printed blocks were detached from the base plate utilising a SSG HB600 wire EDM (electrical discharge machining) instrument, which additionally facilitated the sectioning of test coupons. Subsequently, the surfaces of each coupon were systematically ground with silicon carbide abrasive papers in a sequential manner from 240 to 1200 grit, thereby ensuring consistent sample surface preparation conditions throughout the experiment.
Electrochemical testing and characterisation
Each corrosion test coupon was subjected to two or three non-overlapping tests. Electrochemical measurements were obtained using a standard three-electrode cell configuration consisting of a saturated Ag/AgCl reference electrode [E(ref) = + 0.197 V vs. SHE], platinum film counter electrode, and an alloy 625 working electrode. The potentiostat employed was a Gamry Interface 1010B. Each sample's active area was a 1 cm2 circle, and the electrolyte used was 3.7% v/v hydrochloric acid at ambient temperature. The electrolyte was chosen to provide an aggressive, chloride-rich environment, which allows for accelerated simulation of corrosion processes in real-world applications such as chemical processing, marine, and energy sectors.33,41,45,46
Experiments were conducted sequentially, encompassing OCP monitoring, potentiodynamic polarisation scans, and potentiostatic testing. The OCP was recorded for one hour prior to initiating further electrochemical analysis. Subsequently, a potentiodynamic scan from −250 mV to +250 mV versus OCP was performed at a rate of 0.5 mV/s, with data acquisition every 0.2 s. A second OCP measurement preceded a broader potentiodynamic scan from −1.3 V to 1.9 V versus E(ref). Potentiostatic testing was then executed at +1 V vs OCP for one hour to induce corrosion, with continuous current data collection at one-second intervals. Tafel slope analysis of each polarisation curve enabled quantification of the corrosion current density and potential using Gamry Echem Analyst Software.
After testing, the test areas were subsequently cut into individual samples using a Pace MEGA-M250 saw with a 25.4 cm, 0.1 cm-thick MAX-C250 blade, then ultrasonically cleaned in isopropyl alcohol to remove loosely attached corrosion products. Surface topography and composition were analysed using a Tescan MIRA3 scanning electron microscope (SEM) equipped with Oxford energy dispersive X-ray spectroscopy (EDS).
Results
In order to facilitate a rigorous comparison between AM techniques and conventional manufacturing processes, electrochemical assessments were also conducted on annealed wrought alloy 625. These samples underwent identical preparation and testing protocols as those applied to LW-DED and WAAM specimens. All reported potentials are given with respect to the saturated Ag/AgCl reference electrode employed in these experiments.
Electrochemical testing
Figure 1 presents box and whisker plots illustrating the distribution of OCP and corrosion potential values obtained from electrochemical testing of alloy 625 samples fabricated via LW-DED, WAAM, and conventional wrought processing. The data encompass both OCP measurements and corrosion potentials derived from potentiodynamic polarisation curves, recorded for each sample under as-built and heat-treated conditions. Notably, the mean potential values for both AM methods exhibit a marked increase following solution heat treatment at 1038°C. Specifically, the average potential increases by 237 mV for the LW-DED samples and by 20 mV for the WAAM samples after heat treatment. This shift toward higher potential indicates an enhancement in corrosion resistance by post-heat treatment.
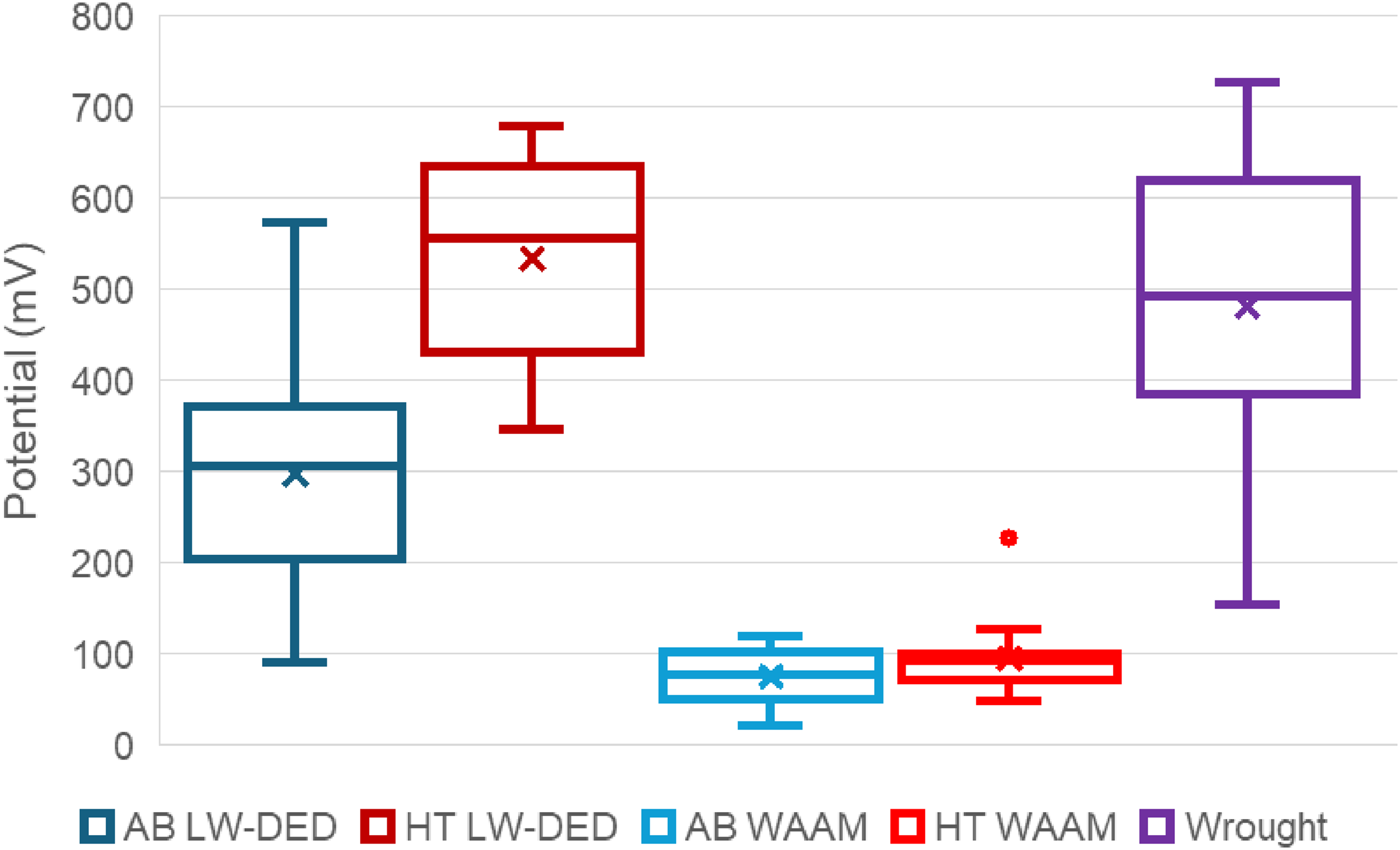
Box and whisker plot of the OCP/corrosion potential versus E(ref) for each AM method before and after heat treatment compared to wrought alloy 625.
Figure 2(a) presents box and whisker plots of the calculated corrosion current values for alloy 625 samples produced by LW-DED, WAAM, and conventional wrought processing. The AM methods compare data for testing before and after heat treatment, while the wrought, which was received in the annealed condition, serves as a reference. The corrosion currents were obtained from Tafel analysis of potentiodynamic polarisation data for each sample. The data reveals a consistent trend for both AM methods. The mean corrosion current decreases by 28% for the LW-DED (p = .020) and 45% for the WAAM (p = .001) samples following solution heat treatment at 1038°C, reflecting a statistically relevant reduction in corrosion rate and an overall enhancement in corrosion resistance. These results highlight that heat treatment improves corrosion resistance for both AM techniques in a manner that parallels the shifts observed for corrosion potential in Figure 1.
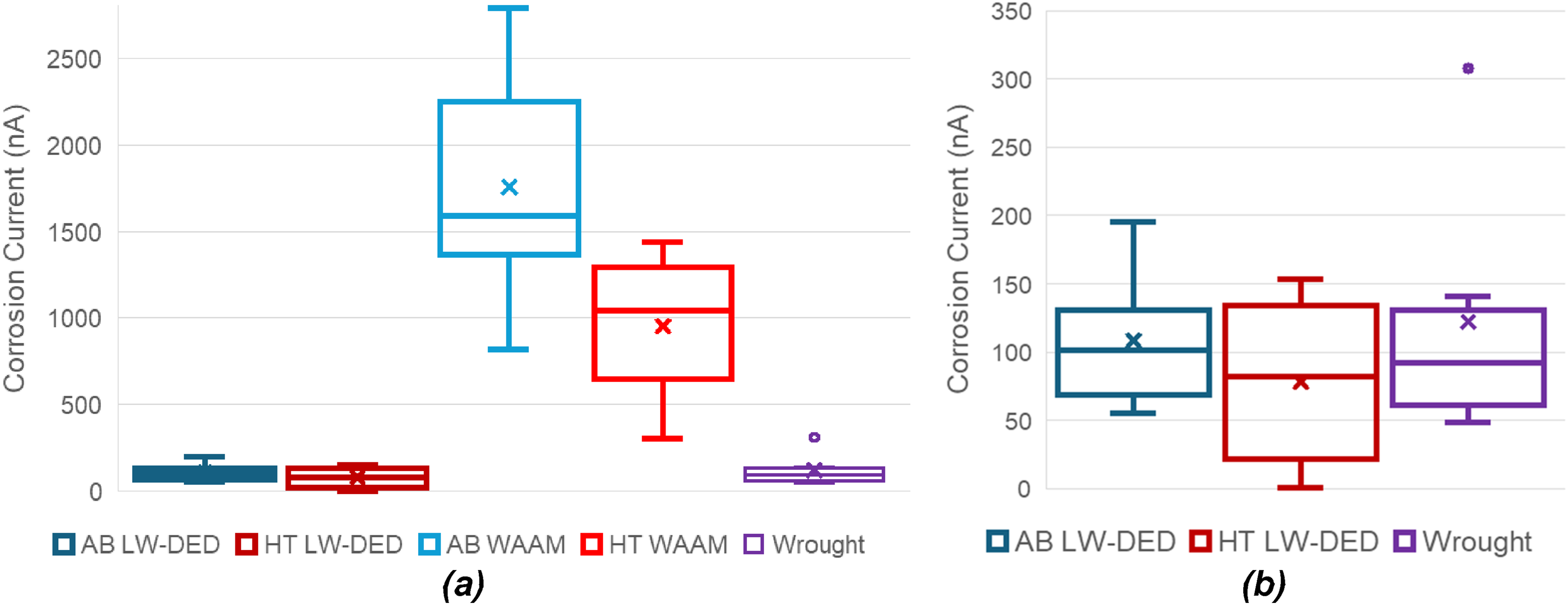
Box and whisker plots of the calculated corrosion current (a) for each AM method and (b) for LW-DED before and after heat treatment compared to wrought alloy 625.
Figure 2(b) shows the box and whisker plot for the corrosion current without the WAAM sample in order to better compare the LW-DED and wrought samples on a smaller scale. This shows more clearly the decrease in corrosion current after heat treatment for the LW-DED samples as well as their overlap with wrought samples indicating no statistically significant difference (p = .257) in corrosion performance between the two manufacturing methods.
All manufacturing methods and conditions investigated exhibited distinct passive and transpassive behaviours within the evaluated potential range. The comprehensive potentiodynamic scans presented in Figure 3 compare representative data for both the as-built and heat-treated conditions of the AM methods, alongside results from the as-received wrought alloy. Notably, both LW-DED and wrought alloy 625 samples demonstrated consistent electrochemical responses, characterised by a singular pronounced decrease in current at elevated potentials [850 to 950 mV vs. E(ref)]. In contrast, the WAAM samples displayed greater variability, with multiple current drops occurring throughout the potential window, predominantly at lower potentials [−200 to +600 mV vs. E(ref)] compared to LW-DED and wrought counterparts.
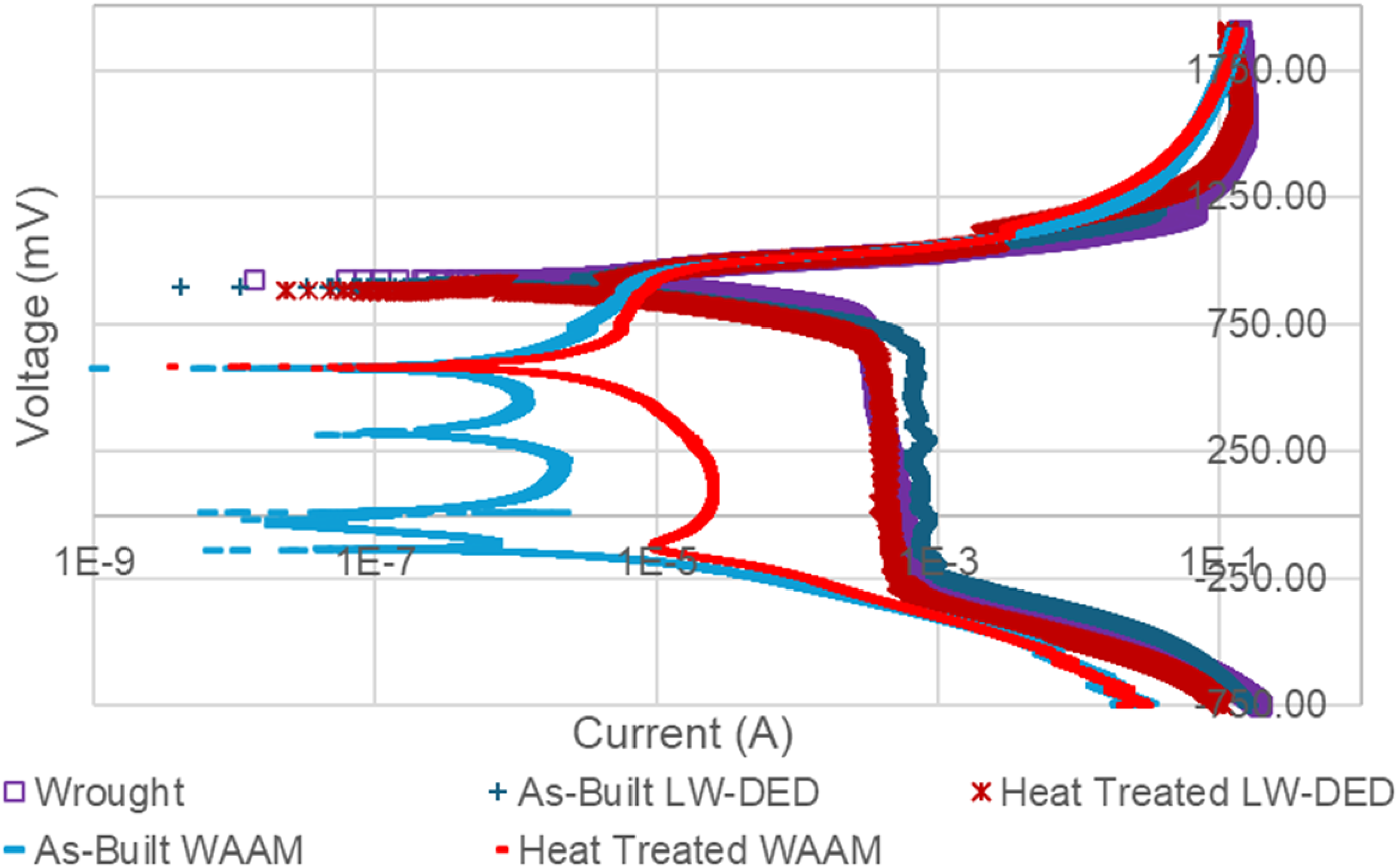
Potentiodynamic curves for each AM method and condition in comparison to wrought.
The potentiodynamic profiles of LW-DED samples in Figure 3 showed minimal differences between as-built and heat-treated states. Conversely, WAAM samples exhibited a marked improvement in stability following heat treatment, as evidenced by reduced variation in the potentiodynamic curves shown in Figure 3. The pronounced variability observed in the as-built WAAM condition is attributed to the presence of microstructural heterogeneities, specifically micro-couples of secondary phases that promote localised galvanic corrosion. Heat treatment facilitates the diffusion and homogenisation of these segregated secondary phases, thereby diminishing the extent of anodic regions and enhancing the overall corrosion resistance of the WAAM material.
Post-corrosion characterisation
LW-DED
The as-built LW-DED specimens displayed a pronounced dendritic microstructure, characterised by preferential corrosion occurring within the interdendritic regions. As depicted in Figure 4, SEM and EDS compositional maps reveal the cross-sectional morphology and elemental distribution of the residual dendrite cores. The SEM secondary electron image (Figure 4(a)) highlights the intact dendrite cores, in contrast to the interdendritic regions, which have either undergone complete corrosion or remain as areas containing corrosion products. The corresponding EDS maps (Figure 4(b)–(f)) illustrate the distribution of principal alloying elements in alloy 625, including nickel, chromium, niobium, and molybdenum, as well as oxygen. Notably, the dendrite cores are enriched in nickel (Figure 4(b)) and chromium (Figure 4(c)), whereas the selectively corroded interdendritic regions are associated with corrosion products rich in oxides (Figure 4(f)) containing elevated concentrations of niobium (Figure 4(d)) and molybdenum (Figure 4(e)).
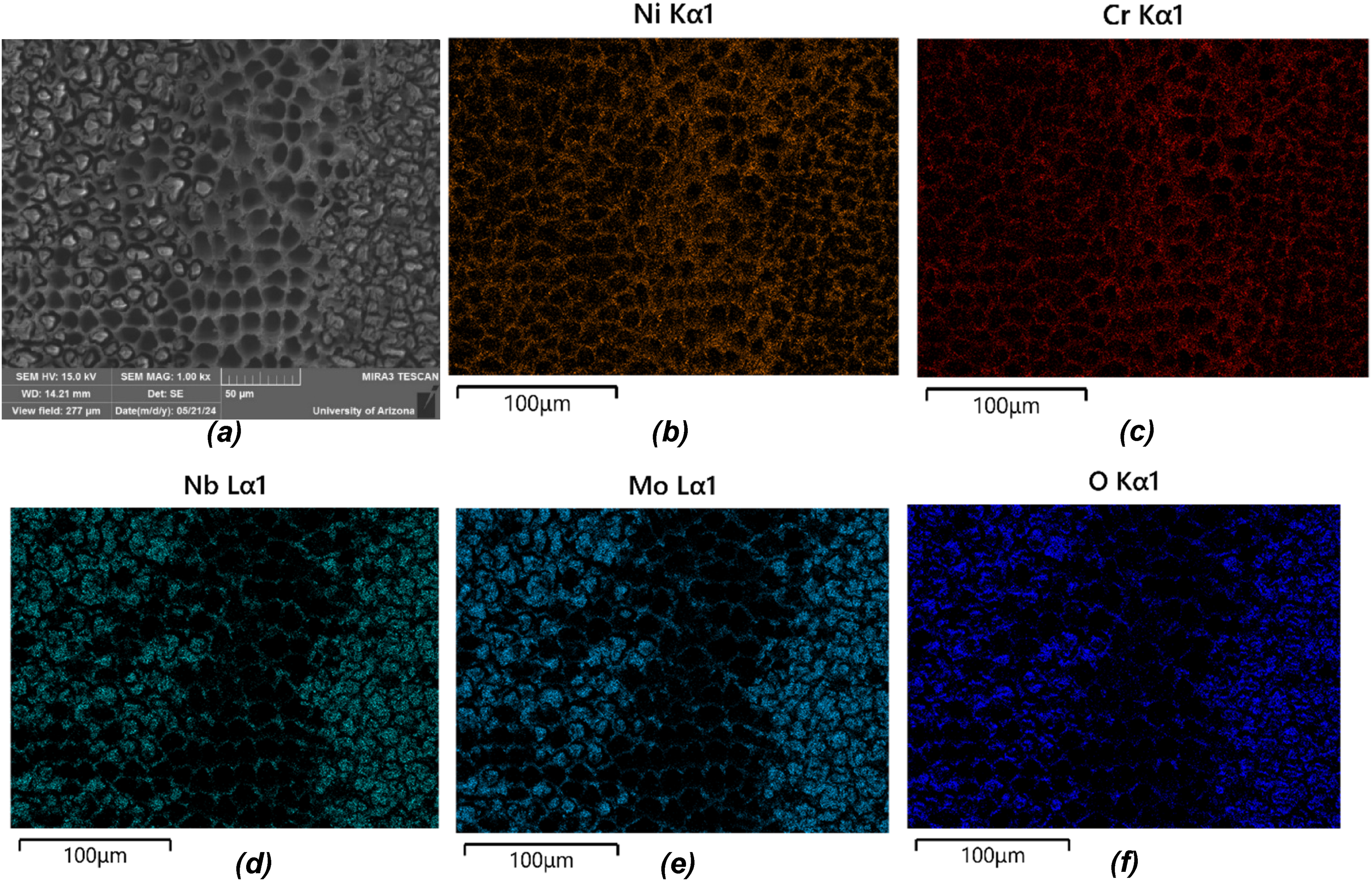
As-built LW-DED corrosion sample surface (a) SEM image with EDS composition maps for (b) nickel, (c) chromium, (d) niobium, (e) molybdenum and (f) oxygen.
Following heat treatment, the microstructure undergoes significant changes. The surface of the heat-treated LW-DED sample after corrosion testing is presented in Figure 5. Figure 5(a) presents an SEM image of a heat-treated LW-DED coupon's surface, which demonstrates that heat treatment induces recrystallisation and grain growth. Notably, the distinct dendritic structure observed in as-built samples, such as in Figure 4, is no longer present post-treatment, as shown in Figure 5. Heat treatment not only changed the morphology but also promoted the diffusion of previously segregated elements in LW-DED samples, as shown in Figure 5(b)-(e), which displays EDS compositional maps for nickel, chromium, niobium, and molybdenum, respectively. Unlike the as-built state in Figure 4, these elements are distributed evenly, without interdendritic segregation after heat treatment.
Heat-treated LW-DED sample surface (a) SEM image and EDS composition mapping for (b) nickel, (c) chromium, (d) niobium and (e) molybdenum.
WAAM
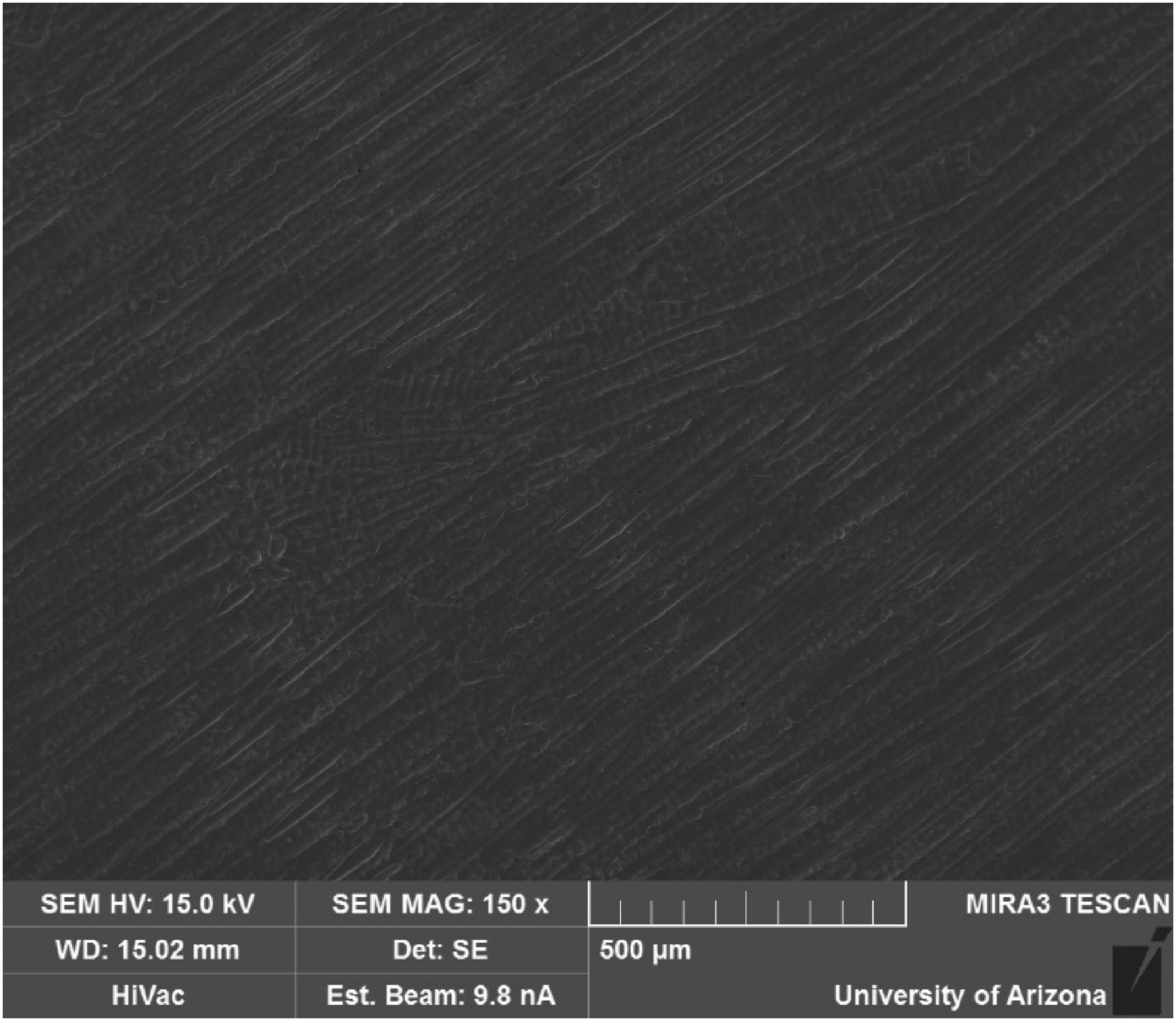
The as-built WAAM samples exhibited a clear dendritic microstructure, where some of the alloying elements (Nb, Mo) segregated within the interdendritic regions, resulting in areas prone to selective corrosion. Figure 6 presents an SEM image of the surface of an as-built WAAM sample after corrosion; it illustrates that the interdendritic regions have deteriorated due to localised attack.
As-built WAAM sample surface SEM image.
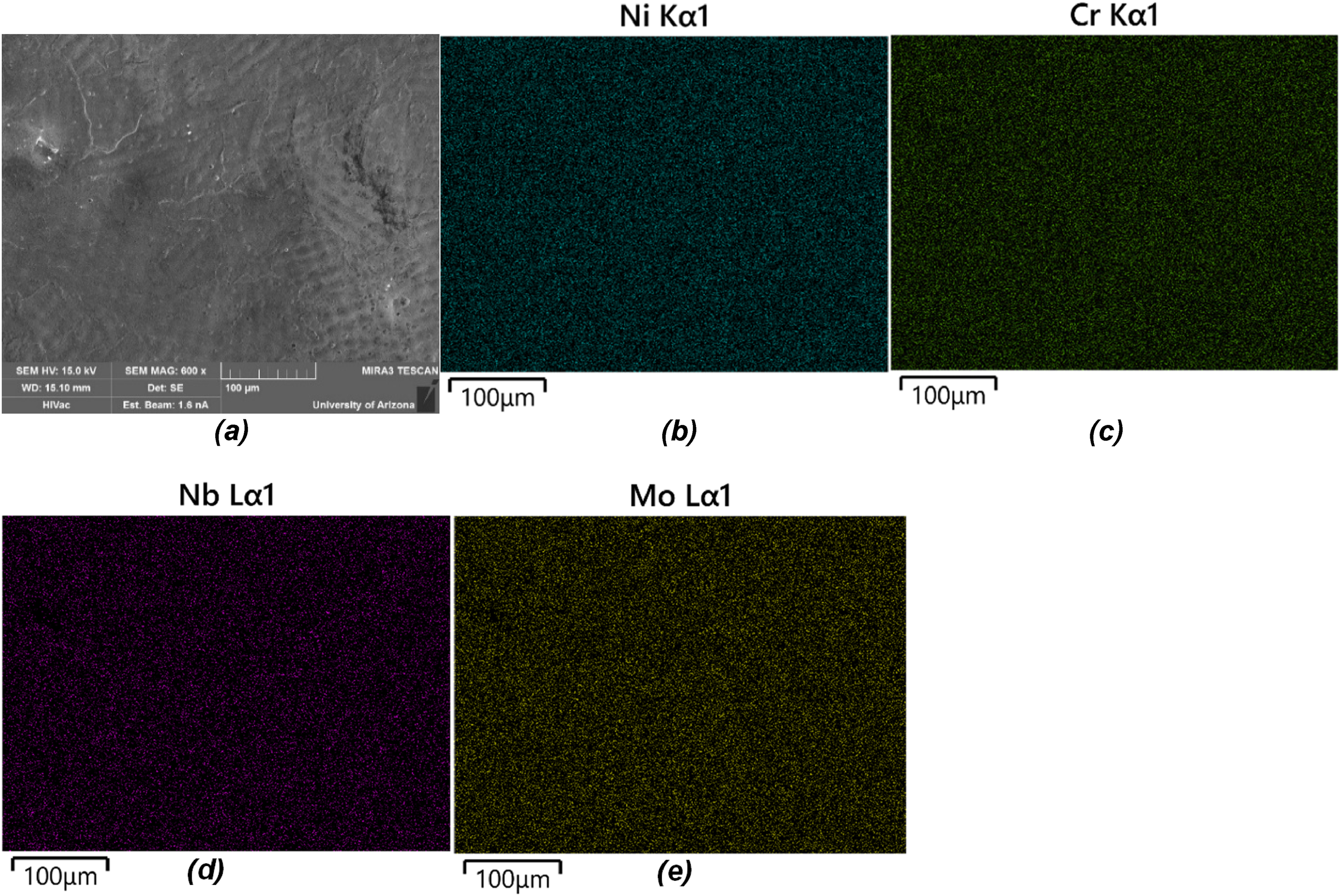
A detailed examination of the as-built WAAM sample surface in Figure 7 allows for analysis of the corrosion products present. Figure 7(a) presents an SEM image of the corrosion surface corresponding to the EDS compositional maps in Figure 7(b) to (g). Notably, Figure 7(b) and (c) depict regions with nickel and chromium depletion, which correspond to areas enriched in other elements. Figure 7(d) and (e) illustrate that niobium and molybdenum constitute the majority of the general corrosion product observed, although relatively small amounts remain on the surface compared to the LW-DED samples. Additionally, silicon (Figure 7(f)) and titanium (Figure 7(g)) are segregated into distinct intermetallic phases on the surface, leading to the formation of additional micro-corrosion couples. For example, an adoption of the Volta potential difference (ΔV) from literature shows ΔV of −30 to −60 mV for Laves phase (Si-rich) and ΔV as low as −100 mV for Laves phase with a Ti core. 30 These phenomena collectively expand the anodic region and increase the corrosion susceptibility of WAAM samples relative to LW-DED and wrought materials. This also corresponds to the variability seen in the potentiodynamic testing shown in Figure 3.

As-built WAAM corrosion surface (a) SEM image and EDS composition maps for (b) nickel, (c) chromium, (d) niobium, (e) molybdenum, (f) silicon and (g) titanium.
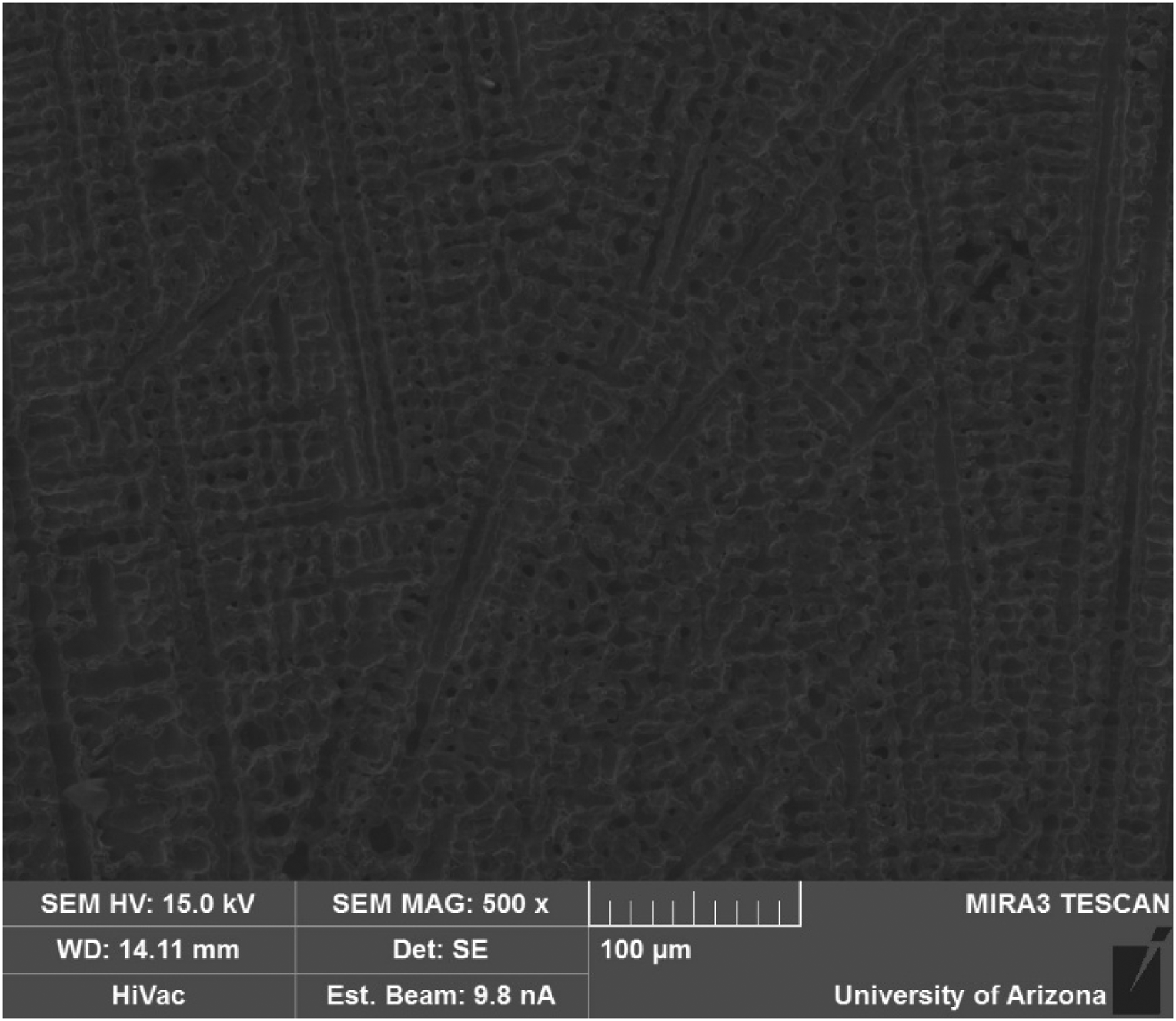
After heat treatment, the microstructure of the WAAM samples exhibited moderate changes. While some recrystallisation and diffusion of alloying elements occurred, as seen in the SEM image in Figure 8, portions of the original dendritic structure persisted. Unlike the more pronounced transformation observed in the LW-DED samples, the WAAM specimens retained some dendritic features post-treatment, indicating incomplete recrystallisation and continued presence of interdendritic regions, which were selectively corroded.
Heat-treated WAAM surface still shows some remaining dendritic structure.
Figure 9 presents the corrosion product on the heat-treated WAAM surface. Specifically, Figure 9(a) displays an SEM image, while Figure 9(b) to (g) show the corresponding compositional EDS maps. The observed patterns in the heat-treated corrosion product are consistent with those prior to heat treatment. Figure 9(b) and (c) illustrate a deficiency of nickel and chromium within the corrosion product, whereas Figure 9(d) and (e) indicate an enrichment of niobium and molybdenum. Although less pronounced than in the as-built sample, Figure 9(f) and (g) reveal localised segregations of silicon and titanium on the surface after heat treatment. Collectively, these results suggest that, although heat treatment induces some improvement in microstructure and segregation within the WAAM samples, its effectiveness in achieving homogenisation is inferior when compared to that observed for LW-DED.

Heat-treated WAAM corrosion surface (a) SEM image, EDS maps of (b) nickel, (c) chromium, (d) niobium, (e) molybdenum, (f) silicon and (g) titanium.
Discussion
The heat treatment applied according to aerospace material specification AMS2774 Rev. G at 1038°C induced microstructural changes in both LW-DED and WAAM alloy 625 samples that align with established trends observed in alloy 625 and similar nickel-based alloys.35,38–40 Recrystallisation and grain growth were evident in the heat-treated specimens, although some dendritic substructures persisted in WAAM samples, indicating incomplete recrystallisation. The process promoted diffusion, which contributed to reduced segregation within interdendritic regions. Additionally, the growth of certain precipitates was observed, attributable to the migration of alloying elements such as niobium and molybdenum from previously segregated areas.
Figure 10 shows comparisons of SEM images of the corrosion surfaces for as-built and heat-treated samples for both the LW-DED and WAAM coupons. All of the images are taken at the same scale to emphasise the differences in the microstructure and the corrosion behaviour. Figure 10(a) and (b) show the LW-DED samples. The as-built sample in Figure 10(a) displays a fine dendritic structure with some adherent corrosion product, while the heat-treated sample in Figure 10(b) shows the effect of the precipitation and coarsening, which has also resulted in some localised pitting attack. Figure 10(c) and (d) show WAAM samples. There is strong corrosion of the interdendritic regions in the as-built sample shown in Figure 10(c) while the heat-treated sample shown in Figure 10(d) shows less segregation, coarser microstructure, and corrosion centred more on precipitates than interdendritic regions.
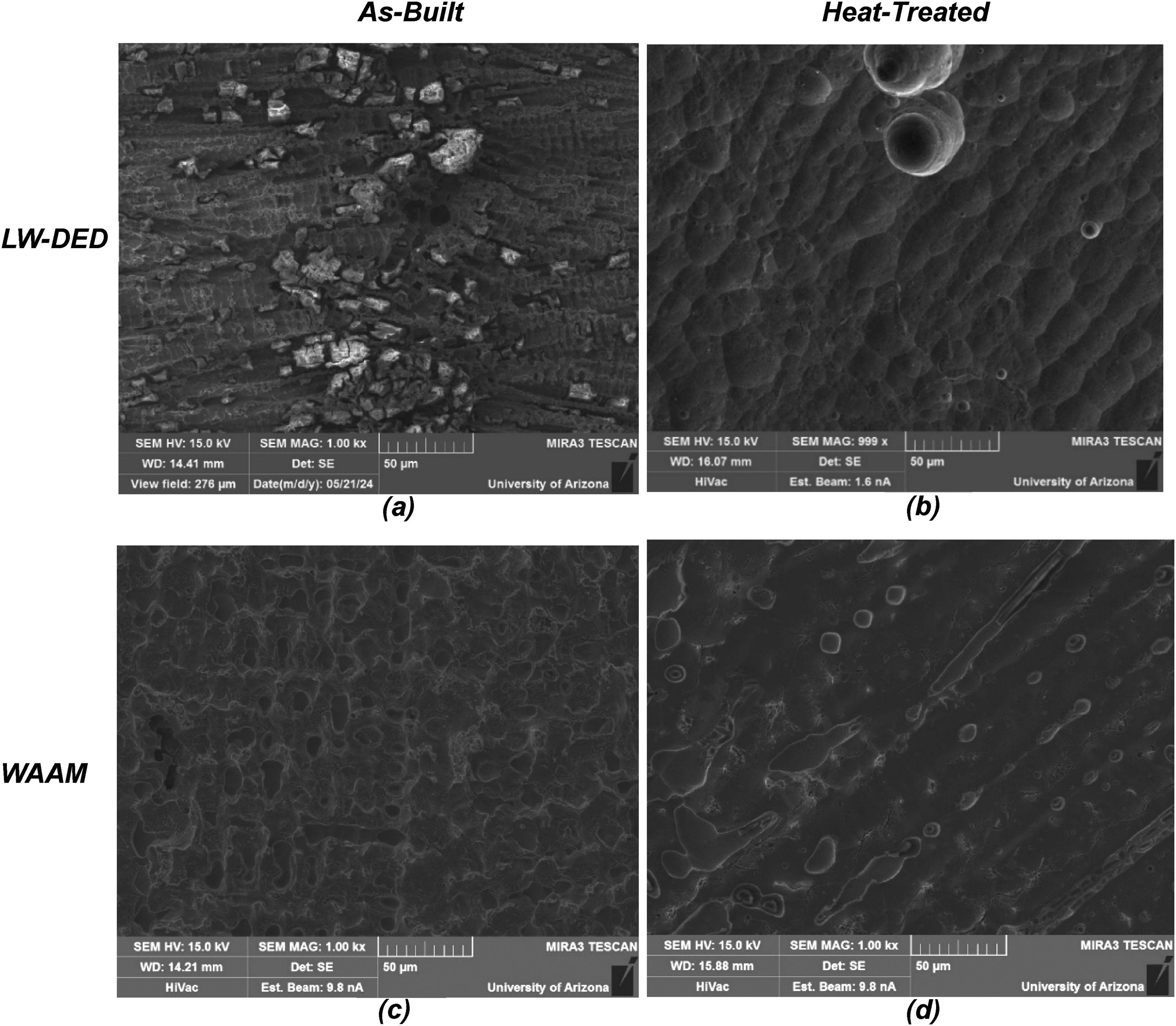
SEM images of (a) as-built and (b) heat-treated LW-DED samples as well as (c) as-built and (d) heat-treated WAAM samples.
Heat treatment has a significant influence on the corrosion behaviour of alloy 625 samples produced by both LW-DED and WAAM methods, primarily through its impact on microstructural evolution. Electrochemical testing demonstrated that heat treatment led to an increase in corrosion potential and a decrease in corrosion current density, indicating enhanced corrosion resistance for both AM techniques. These improvements are attributed to the reduction in elemental segregation and the homogenisation of alloying elements, particularly from within the interdendritic regions. The removal of the dendritic substructure in the LW-DED corresponds to a markedly larger average corrosion potential shift (237 mV) compared to the WAAM samples where partial dendritic structures remained corresponding to a smaller average corrosion potential increase after heat treatment (20 mV). The process of recrystallisation and grain growth during heat treatment facilitates diffusion of elements such as niobium and molybdenum, diminishing local compositional variations that can serve as sites for preferential corrosion.
Post-corrosion characterisation further supports these findings by revealing notable changes in surface morphology and corrosion product distribution after heat treatment. Following heat treatment, the microstructure became more homogenised, with corrosion products more uniformly distributed and localised primarily around precipitates rather than interdendritic regions. These findings are also in concurrence to testing by Kocaman et al. that found improved corrosion resistance for heat-treated WAAM alloy 625 samples in HCl environments due to the more uniform microstructure. 33
SEM and EDS analyses showed that, in as-built WAAM samples, pronounced segregation and precipitation of silicon and titanium-rich structures promoted micro-corrosion couples and increased susceptibility to corrosion. This finding matches observations made by Islam et al. and Zhang et al. in their studies of as-built wire-based AM methods.30,54 While some dendritic features persisted after heat-treatment in WAAM samples, the extent of segregation and associated corrosion was markedly reduced. As seen in Figure 10, the area subjected to localised attack on the sample surface after heat-treatment has decreased compared to the as-built, demonstrating that the heat treatment used in this study partially mitigates the elemental segregation as a driver of corrosion in those samples.
Collectively, these results highlight that the effectiveness of heat treatment in improving corrosion resistance is intricately linked to its ability to promote alloy homogenisation and reduce microstructural heterogeneity. While precipitate evolution during heat-treatment also contributed to pit-site initiation, the overall corrosion rate decreases due to the combined effects of heat treatment. Examining again the Volta potential differences for MC precipitates, which has a ΔV of +60 to +100 mV, and Laves phase, with a ΔV of −30 to −60 mV, within the interdendritic regions indicates a less galvanically susceptible microstructure due to precipitates grown during heat-treatment compared to the result of elemental segregation in the interdendritic regions during the build process. 30 The exact contributions to corrosion susceptibility from each have not been decoupled, but the combined effect is seen in the resultant increase of corrosion potential.
The heat treatment could additionally be improved to promote full recrystallisation and homogenisation for the WAAM method, which exhibits coarser microstructure and larger interdendritic regions due to its unique thermal history compared to LW-DED. Since recrystallisation mainly occurs via strain-induced grain boundary migration, with nucleation concentrated at grain boundaries and the as-built microstructure of the WAAM samples is much coarser than the LW-DED, recrystallisation positions are more limited during heat-treatment.36,37 Kinetic processes in heat treatment, such as the dissolution of Laves phase, which can further inhibit recrystallisation through pinning mechanisms, are strongly influenced by the size of the Laves phase, as well as temperature and time of heat treatment.33,36,38 Alternate heat treatments, such as those explored by Chaurasia et al. and Hu et al., which found complete recrystallisation after solution heat treatment at 1200°C for laser powder DED alloy 625, may be more effective in achieving these microstructural changes and therefore further improve corrosion resistance for wire-based methods as well.38,40 Due to large differences in microstructure between different AM methods, a single heat-treatment protocol may not be sufficient to cover all methods. This is specifically highlighted in this study as the specification used provided wrought-like microstructure in LW-DED samples, but not in WAAM samples.
Conclusions
This study sought to gain a comprehensive understanding of how heat treatment influences the corrosion behaviour of wire-based AM alloy 625. Examining the link between microstructure and degradation performance provides useful information for industrial applications in corrosive environments and helps bridge the current knowledge gap about how post-processing affects the corrosion mechanisms of wire-based AM alloy 625. The corrosion behaviour is influenced by the microstructure, which itself is shaped by the manufacturing method and heat treatment as follows:
LW-DED and WAAM both produce dendritic microstructures with elemental segregation in the interdendritic regions in the as-built condition. WAAM produces coarser microstructures than LW-DED due to comparatively lower cooling rates. Heat treatment significantly reduced or eliminated dendritic microstructures in LW-DED and WAAM samples. Increased solid-state diffusion during heat treatment promotes homogenisation of alloying elements that were previously concentrated in interdendritic regions. Coarser microstructure and larger interdendritic regions in as-built WAAM samples led to incomplete homogenisation after the given heat-treatment. The finer substructures of LW-DED led to wrought-like microstructure after heat-treatment. The formation and growth of intermetallic precipitates during heat treatment can act as initiation sites for pitting corrosion. Although precipitates formed during heat treatment could initiate pits, the diffusion of segregated elements from interdendritic regions ultimately improved corrosion resistance. Heat treatment leads to a higher corrosion potential for both methods, with a markedly larger potential increase for the LW-DED samples. For both techniques, heat treatment lowers the corrosion current and rate. Overall, applying heat treatment in accordance with AMS2774 Rev. G
35
enhanced the corrosion resistance of LW-DED and WAAM alloy 625.
Footnotes
Acknowledgements
Thank you to Dr. Jonah Klemm-Toole from the Colorado School of Mines for providing the WAAM samples and to Mohamed Ibrahim and Dr. Mohammed Shafae from the University of Arizona for printing the LWDED samples for this research.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
Data will be made available on request.