
Abstract
The mechanical performance and sustainability of plied yarns produced from degummed silk waste were evaluated, with particular attention to their suitability for outerwear applications. Among the three silk waste types examined, Sample 1 (cocoon unwinding waste) possessed the finest and most uniform fibers (diameter 11.5–12 μm, fineness less than 1 dtex), establishing it as the preferred material for yarn production. Mechanical testing of machine-spun single, two-ply, and four-ply yarns indicated that two-ply yarns achieved a breaking stress approximately 40% higher than that of four-ply yarns. Additionally, two-ply yarns exhibited a higher modulus of elasticity and lower extension. The optimal yarn structure was identified as a two-ply yarn (component count: 34.2 tex; 638 turns per meter), which demonstrated the highest elastic recovery under cyclic loading up to 5% extension. Thermal shrinkage tests revealed that higher twist levels produced greater shrinkage, which is significant for post-processing stability. Scanning electron microscopy confirmed the smoothness and uniformity of Sample 1 fibers, correlating with the enhanced mechanical properties observed in the yarns. In summary, two-ply silk-waste yarns derived from cocoon unwinding waste represent an effective and sustainable alternative for high-performance outerwear. Further research is recommended to assess the scalability of this process and the potential of other silk waste types for similar applications.
1. Introduction
The textile industry produces substantial amounts of silk waste during cocoon unwinding, resulting in damaged cocoons, filament breakage, and improperly degummed fibers. While these by-products have traditionally been treated as waste, their potential as raw materials for high-value yarn production remains underexplored. Current industrial practices primarily focus on virgin silk, overlooking the opportunity to recycle and upcycle degummed silk waste. Recent environmental and economic pressures highlight the urgent need for sustainable resource management, yet a significant research gap exists regarding the optimisation of silk waste reuse in yarn manufacturing. This study addresses this gap by systematically evaluating the reuse potential of degummed silk waste, here designated as Sample 1, in the production of single-, two-, and four-plied yarns. The findings demonstrate that Sample 1 substantially enhances the breaking strength of two-ply yarns, indicating its viability for durable outerwear and supporting the advancement of circular economy practices within the textile sector.1–4
The generation of silk waste during cocoon processing, including defective cocoons and reeling remnants, presents both a challenge and an opportunity for resource optimisation in the silk industry. Efforts to convert these by-products into fine yarns directly address sustainability and resource efficiency goals, yet the full potential of such approaches remains insufficiently realised.
Multiple studies have focused on transforming silk by-products into valuable yarns to enhance textile resource efficiency. For instance, blending silk waste with viscose has yielded quality knitted fabrics, showcasing effective material reuse and supporting the advancement of sustainable textile production.5,6
Innovations such as core-spun yarns, which integrate waste silk with polyester, exemplify closed-loop, cradle-to-cradle approaches in textile manufacturing. These techniques recycle materials while maintaining performance standards, highlighting the industry’s move toward circularity.7,8
Silk waste is categorised into double cocoons, non-reeling cocoons, and cut silk fibres. Characterised by high fibroin content, as noted by Gaviria et al., this material is suitable for a range of applications, including textiles and biomedical products, reinforcing its value as a resource rather than mere waste.9,10
Contemporary advances in spinning techniques, such as solution spinning studied by Yazawa et al., demonstrate that strong, high-quality regenerated silk fibres can be produced from wild silkworm cocoon waste. 11 Leveraging silk’s intrinsic properties, these methods yield fibres with notable strength and durability, expanding their applicability across diverse textile sectors.
Mechanical performance variability, as highlighted by Cheung and Lau, distinguishes silk fibres from synthetic alternatives and poses challenges for consistent fine yarn production. 12
Advances in silkworm genetics, as reported by Li et al., may further enhance the properties of silk fibres, offering future avenues for improving raw material quality. 13
The biocompatibility of silk, as established in studies by Chithrashree et al., extends its utility into biomedical applications, broadening the scope of silk waste reuse beyond textiles. 14 Sustainability remains central to these efforts; for example, Basho et al. investigated how fabric cutting techniques impact fibre retention and recycling outcomes. 15 Upcycling initiatives, such as Orzada’s zero-waste designs, seek to utilise every fibre. 16 However, challenges persist in maintaining high fibre quality during recycling and spinning. Moriwaki et al. demonstrated that suboptimal reeling increases fibre breakage, underscoring the importance of optimised processing for economically viable fine yarn production from silk waste. 17
Zhou and Qin’s introduction of four-line compact spinning (FLCS) to silk processing demonstrated that compact spinning can significantly improve the quality, strength, and uniformity of spun silk fabrics compared to traditional ring spinning. 18
Innovative yarn structures, such as triplet spun yarns developed by Matsumoto et al., combine fibres of varying fineness to reduce hairiness and improve ring-spun yarn quality. 19 The specialised twisting process minimises issues like snagging and pilling, resulting in textiles with enhanced durability and feel.
Matsumoto et al. also examined core-sheath twin spun yarns, finding that multilayered configurations offer advantageous properties for silk textile applications. 19 These innovations align with the broader trend toward optimised silk waste utilisation through advanced yarn engineering.
Blending oak tasar silk waste with acrylic fibres, as investigated by Lakhchaura et al. using mechanised ring spinning, revealed that varying blend ratios produce notable differences in yarn properties. This demonstrates the feasibility of incorporating silk waste into composite yarns for tailored performance. 20
Sarıoğlu and Babaarslan’s work on core-spun yarns revealed that filament fineness directly influences air permeability and porosity, providing valuable insight into producing high-quality fabrics from silk waste. Optimising spinning parameters remains essential for enhancing yarn characteristics. 21
Tyagi’s investigation into lycra-viscose core-spun yarns highlighted how filament position and spinning speed affect yarn quality, offering further understanding for optimising production processes. 22
Utilising silk waste in yarn production offers substantial economic and environmental benefits, reducing dependence on new resources and mitigating environmental impacts. 22 Optimising recycling processes, such as the use of lubricants to preserve fibre length and quality, further facilitates the integration of silk waste into circular economy models. 23
Incorporating waste silk fibres into composites expands their utility beyond traditional textiles, prolonging material lifecycles and reducing landfill waste. Such practices support the development of a more sustainable textile supply chain.24,25
The optimisation of spinning processes is critical for achieving desirable yarn characteristics. Fibre type, delivery speed, and air pressure influence attributes such as hairiness, uniformity, strength, and elongation, emphasising the importance of precise process control.26–28
Advances in ring spinning, blending, and novel yarn structures underscore the growing potential to convert silk waste into high-quality yarns that support both sustainability and textile performance.28,29 Continued research into the processing and optimisation of silk waste materials is essential to overcome challenges and fully realise their benefits in the textile industry.
2. Materials and methods
2.1. Materials
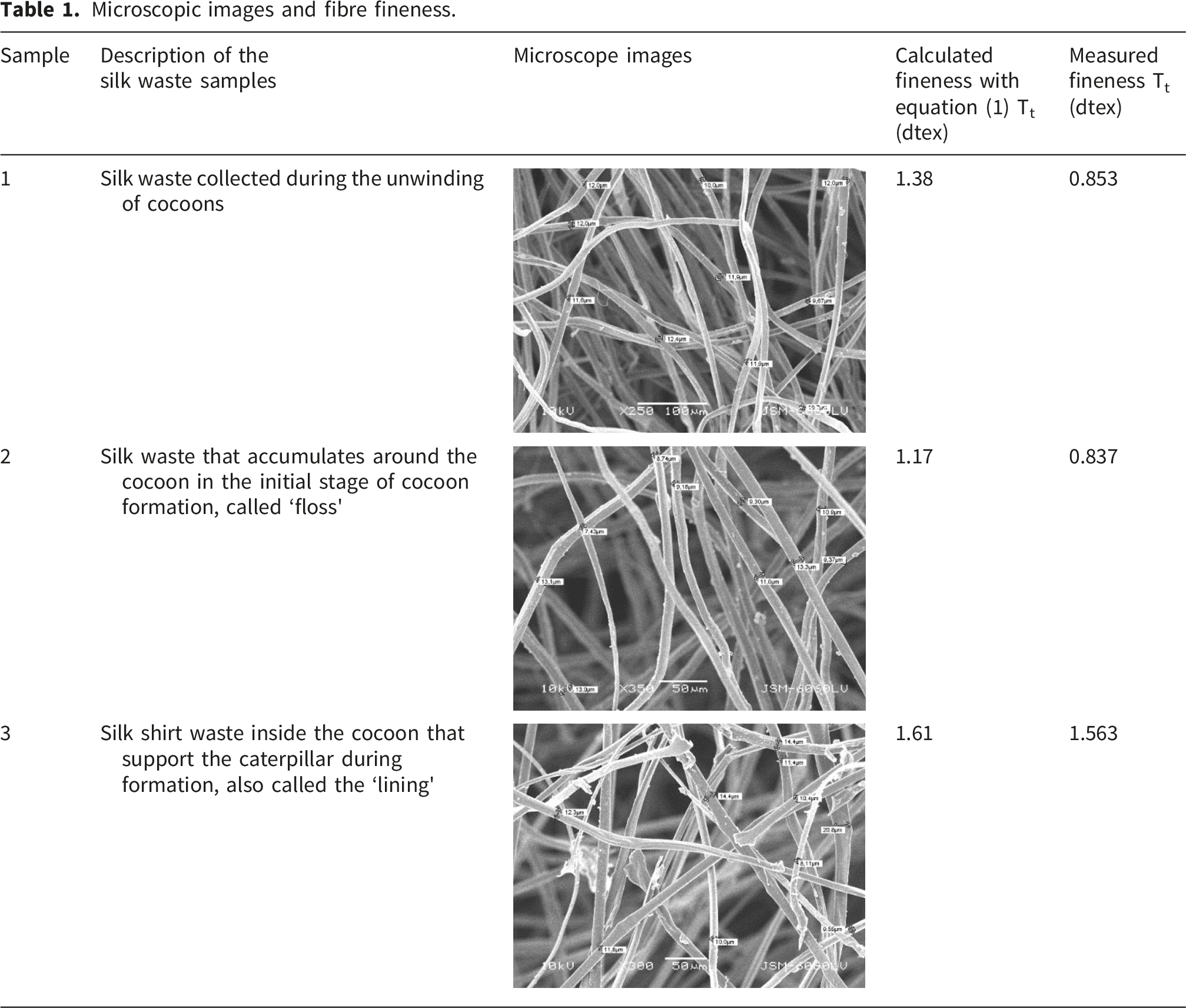
Microscopic images and fibre fineness.
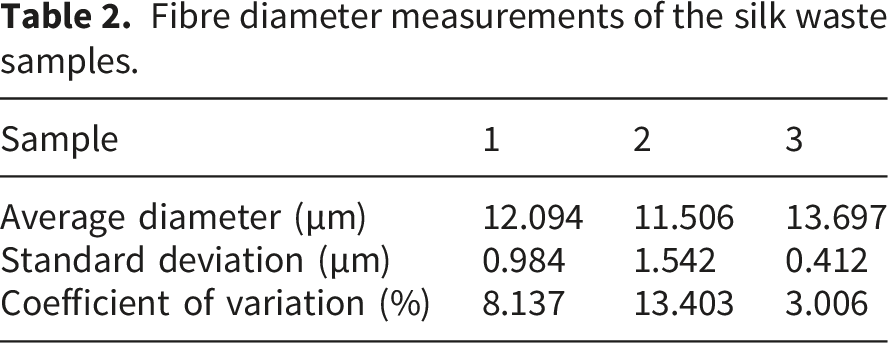
Fibre diameter measurements of the silk waste samples.
In the next phase, machine-spun yarns were evaluated for use in outerwear and knitted fabric. The yarns were plies made of two or four strands twisted together. All yarns were made from silk produced after removing sericin (degumming) from silk waste collected during cocoon unwinding (Sample 1). Given that both single components for the production of two-ply yarn, as well as for the production of four-ply yarn, are of different fineness, thickness, and have a different number of turns, we paid more attention to the comparison of the single component and the twisted yarn. And then we compare two-ply twisted yarn and four-ply twisted yarn. Both yarns, however, were made from the same silk waste (from Sample 1). Ring spinning was done on a laboratory ring spinning machine (Ring Lab 3108A, Mesdan, Puegnago del Garda, Italy). In this process, fiber strands are drawn out, twisted, and wound onto a bobbin. Two-for-one (TFO) twisting twisted two yarns together with one spindle rotation on a hollow spindle. This step used a TFO Lab Twister (Meera Industries Limited, Surat, India). The process further enhanced yarn strength and texture.
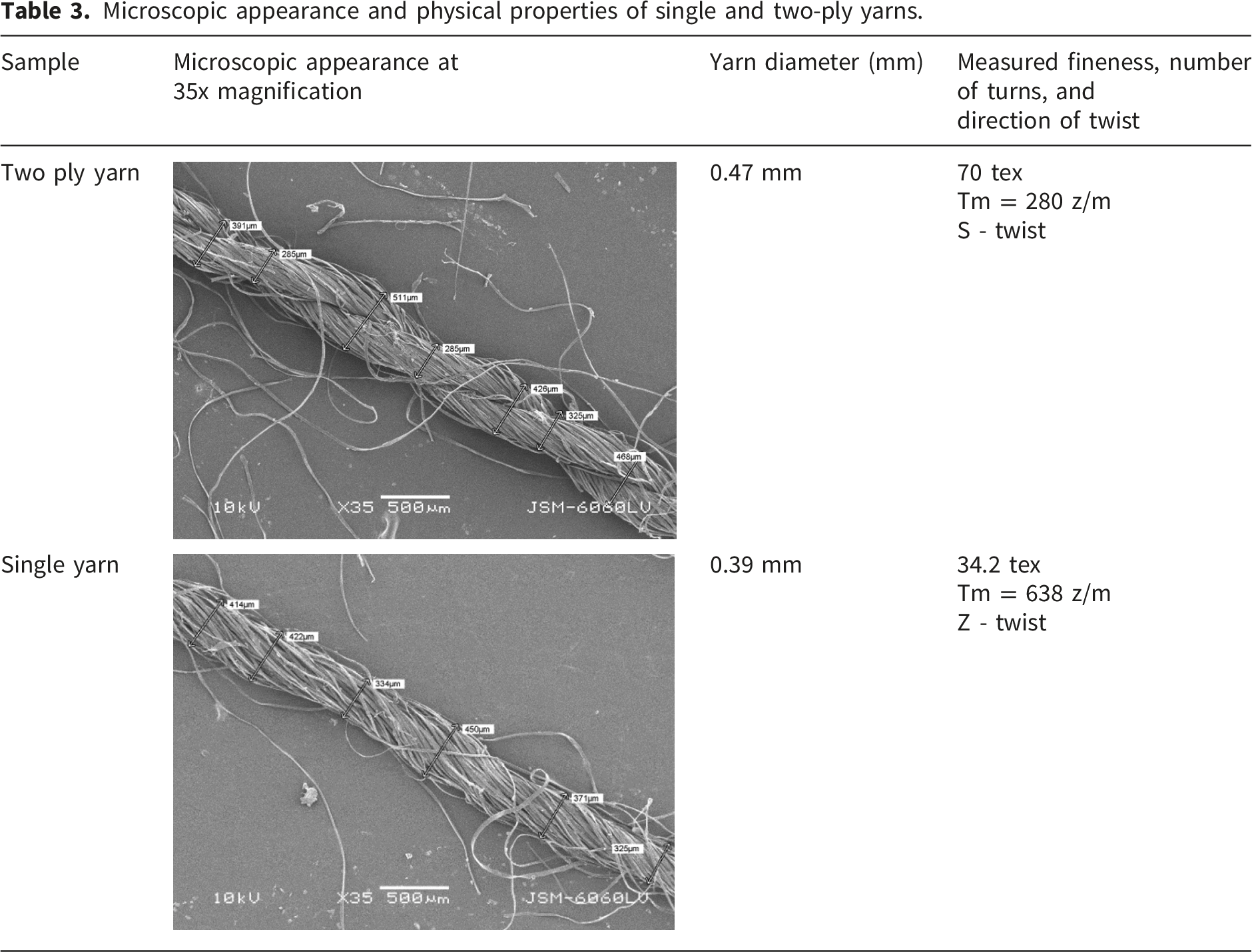
Microscopic appearance and physical properties of single and two-ply yarns.
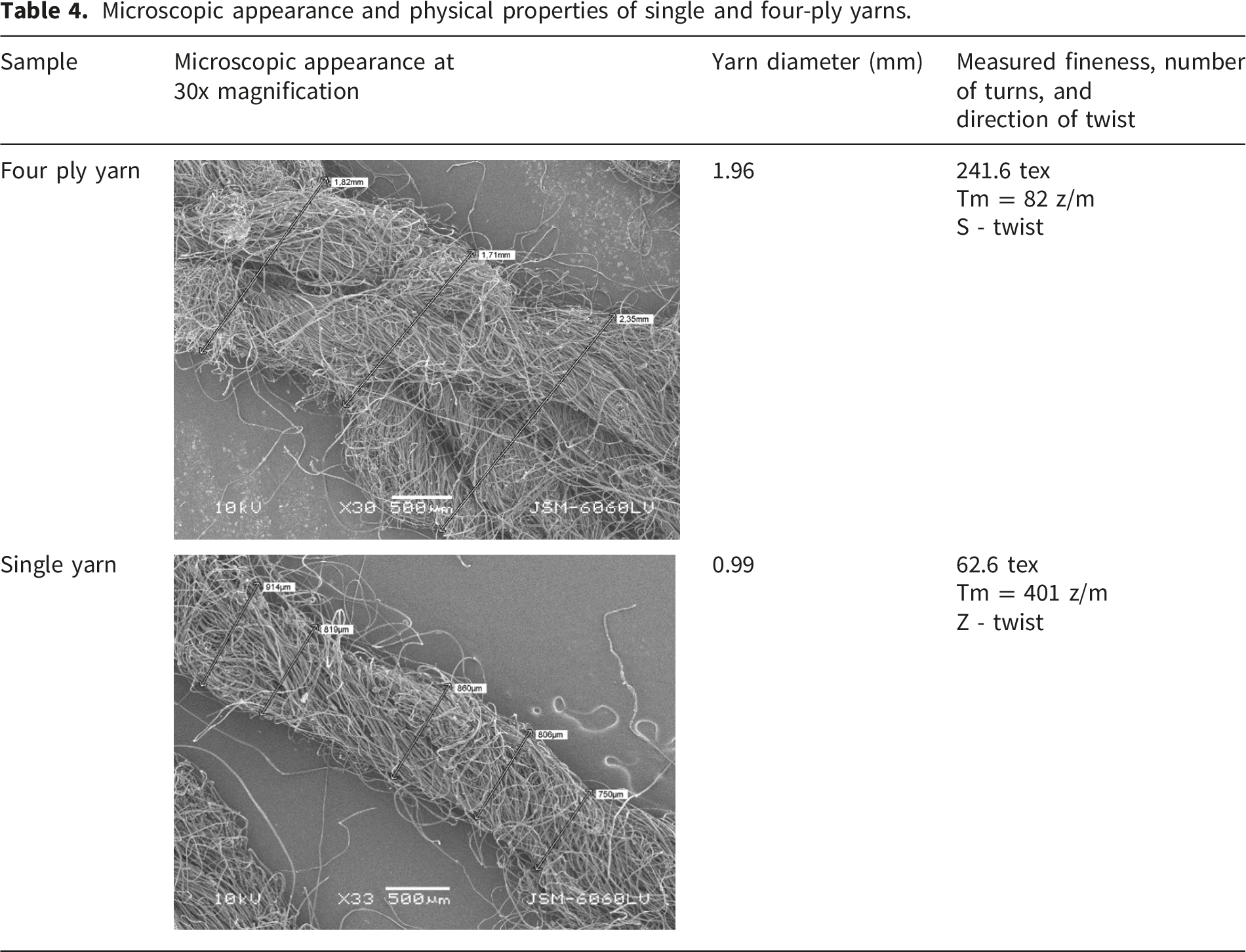
Microscopic appearance and physical properties of single and four-ply yarns.
For samples 1 and 2, computed fiber fineness values exceed 1 dtex, whereas measured values remain below 1 dtex. This discrepancy suggests a flatter fiber morphology and the absence of the circular cross-section assumed in computational models. In contrast, sample 3 exhibits close agreement between measured and calculated fineness, indicating that its fibers more closely match the modeled circular cross-section.
Fibers from sample 3, which originate from inside-cocoon waste, exhibit the greatest thickness (Table 1). Sample 1 fibers are derived from waste generated during cocoon unwinding, whereas sample 2 fibers are obtained from waste produced at the onset of cocoon formation. The thickness of samples 1 and 2 is comparable.
Microscopic analysis indicates that samples 1 and 2, obtained during unwinding (sample 1) and at the beginning of cocoon formation (sample 2), are most suitable for ring-spun silk yarn production (Table 1). This suitability is attributed to their larger surface area, smaller diameter, and higher fineness (11.5–12 μm diameter; below 1 dtex, approximately 0.85 dtex). Following degumming, sericin is not observed in samples 1 and 2, whereas sample 3 retains some sericin and displays coarser, occasionally broken fibers, making it more appropriate for fiber and composite production. The characteristics of samples 1 and 2 are considered to improve spinning performance relative to sample 3.
Tables 3 and 4 provide additional evidence by presenting the microscopic appearance and physical properties of machine-made yarn produced from the silk waste of sample 1. These data further support the suitability of specific samples for yarn production.
2.2. Methods
2.2.1. Fineness of fibres
Silk waste was analysed using a scanning electron microscope (Jeol JSM-7600F, Japan) and a Leica optical microscope (Specion s. r.o., Prague, Czech Republic). Fibre diameter was measured at 250× magnification, and fibre fineness was subsequently calculated. The average silk fibre density for degummed silk, 1.36 g/cm3, was used in equation (1) for the calculation of fineness, Tt:
30

Where are: Tt– fineness (tex); d – diameter of fibres (mm); ρn– specific density of silk fibres (1.36 g/cm3). 29
2.2.2. Breaking force and extension
Breaking force and extension of single, two-ply, and four-ply yarns were measured according to ISO 2062. 31
2.2.3. Stress-extension curve analysis
The stress-extension curve characterizes the behavior of yarn under tensile loading by illustrating its response to applied stress. This curve provides essential information regarding the yarn’s strength, elasticity, and deformation characteristics. The breaking force represents the maximum load the yarn can withstand before failure. The yield point indicates the onset of permanent deformation. The elastic modulus quantifies stiffness, while the elastic deformation limit defines the maximum stretch before irreversible change occurs.
Analysis of these properties begins with the curve’s initial linear region. In this region, stress is defined as the applied force per unit yarn fineness. See equation (2):
In this definition, σ (Eq. (2)) is stress (cN/tex), F is the applied force (N), and Tt is the fineness of the yarn (tex).
Strain is the relative change in length (equation (3)):
Here, ε is strain (-), ΔL is the extension (mm), and Lo is the original gauge length (mm).
Within this initial linear region, the proportional relationship between stress and strain indicates elastic deformation. In this phase, the yarn returns to its original length once the load is removed. Moreover, the slope of this linear segment represents the elastic modulus (Young’s modulus, equation (4)), quantifying the yarn’s stiffness
31
:
Here, E0 is elastic or Young’s modulus (cN/tex), as defined in equation (4).
A higher value of Young’s modulus (E0) indicates that the yarn exhibits greater resistance to deformation and increased stiffness.
The yield point signifies the transition from elastic to plastic deformation. At this stage, molecular chains within the yarn begin to slip past one another, resulting in irreversible structural changes. Beyond the yield point, the yarn cannot fully recover its original shape and undergoes permanent deformation. The curve identifies the yield point at the end of the linear region, where deviation from proportionality begins. Equations (5) and (6) present the corresponding yield stress and yield strain:

Here, σy is the stress at the yield point (cN/tex), Fy is the force at the yield point (cN), and ΔLy is the extension at the yield point (mm). Finding this point is essential for understanding the yarn’s limits in real use. 32
Finally, the breaking point is when the yarn breaks under stress. 33
2.2.4. Elastic recovery
Elastic recovery is a key property of yarns that influences their performance in diverse textile applications. It quantifies a material’s ability to return to its original length after deformation. ASTM D 1774 34 outlines standard test methods for assessing the elastic recovery of yarns. This property is particularly important for applications that demand high durability and resilience, including apparel manufacturing and functional textiles.35,36,37
Samples were subjected to cyclic stretching to 5% extension using an INSTRON 5567 (Instron, Norwood, USA) dynamometer at a speed of 100 mm/min and a clamping length of 250 mm. The 5% cyclic load was selected to closely replicate the typical strain experienced by garments during wear, thereby providing a realistic assessment of yarn performance in practical applications. Five cycles were performed. After the final cycle, permanent elongation was measured on the dynamometer, and elastic return was calculated using equation (7):
Where are: Ee – elastic recovery (%); εtotal – total extension (5%); εpermanent – permanent extension (%)
2.2.5. Hot water shrinkage of yarns
Yarn shrinkage in skein form following boiling-water treatment was assessed in accordance with ASTM D 2259. 38 Skeins with a circumference of 1 meter and approximately 5,000 dtex were prepared using a standard reel and measured lengthwise under a pretension of 1 cN/tex (L1). 38
Subsequently, the skeins were immersed in hot water at 95°C without applied tension for 30 minutes, then dried and conditioned under standard conditions.
39
The reduced length was measured again at a pretension of 1 cN/tex (L2). Hot water shrinkage (%) was calculated using equation (8):
Where are: L1 – the original yarn length at a pretension of 1 cN/tex (cm); L2 – the yarn length after treatment in boiling water at a pretension of 1 cN/tex (cm). 39
2.2.6. Statistical analysis
One-way ANOVA was chosen to assess the significance of the number of plies (single component and two- or four plies) and the structure of the two-ply and four-ply twisted silk waste yarn on breaking stress, modulus of elasticity, elastic recovery, and shrinkage during cooking. Subsequently, ANOVA was employed to evaluate the significance of multiple (two and four) component twisted silk waste yarns on breaking stress, modulus of elasticity, elastic recovery, and shrinkage during cooking.
The basis of one-way ANOVA is partitioning the sums of squares into between-class (SSb) and within-class (SSw). This technique lets all classes be compared at once. The method assumes a normal distribution of samples. One-way ANOVA involves three steps. First, calculate the sums of squares for all samples, then for within-class and between-class cases. For each stage, determine the degrees of freedom (df), the number of independent ‘pieces of information’ used in estimating a parameter. These calculations are used with Fisher’s statistics to test the null hypothesis. The null hypothesis states there are no differences in class means, implying identical variance within and between classes. If F ≥ 1, then class mean differences are likely significant. These results are tested for statistical significance using the p-value, the probability that a variate is at least as extreme as the observed one by chance. If the p-value is low (e.g., p ≤ 0.05 or p ≤ 5%), the null hypothesis is rejected, indicating class differences are statistically significant. If the p-value is greater than 0.05 (e.g., p ≥ 0.05 or p ≥ 5%), then the null hypothesis is accepted, indicating differences are accidental. ANOVA was performed using SPSS Statistics software. 40
3. Results and discussion
3.1. Results of the scanning electron microscope images of the silk waste
Observations with the JEOL JSM-7600F scanning electron microscope indicate (SEM) that filaments produced during silkworm closure are highly elongated, posing significant challenges during unwinding. Despite these challenges, the filaments achieve longitudinal alignment during carding. Continued carding leads to filament breakage, producing shorter fibers that form surface knobs and result in a veil with numerous rolls and knobs. Subsequent spinning processes yield yarns with marked unevenness, primarily due to surface irregularities, which negatively impact their mechanical properties. Sample 1 exhibits the lowest incidence of knobs, suggesting that cocoon unwinding waste from this sample is of higher quality. In contrast, microscopic analysis of Sample 3 shows extensive filament breakage and a higher frequency of knots, indicating inferior material quality (Figure 1). The average diameter of knobs and neps is approximately 1 mm. After degumming, SEM imaging confirms the absence of sericin on fibers from Samples 1 and 2. These fibers are thinner, finer, and more uniform compared to those from Sample 3. Conversely, Sample 3 contains coarser fibers with residual sericin and significant fiber damage. These findings demonstrate that fibers from Sample 3 are unsuitable for manufacturing ring-spun yarns. Consequently, silk waste from Sample 1 was selected for further mechanical processing and evaluation. Images of the silk waste samples on a scanning electron microscope.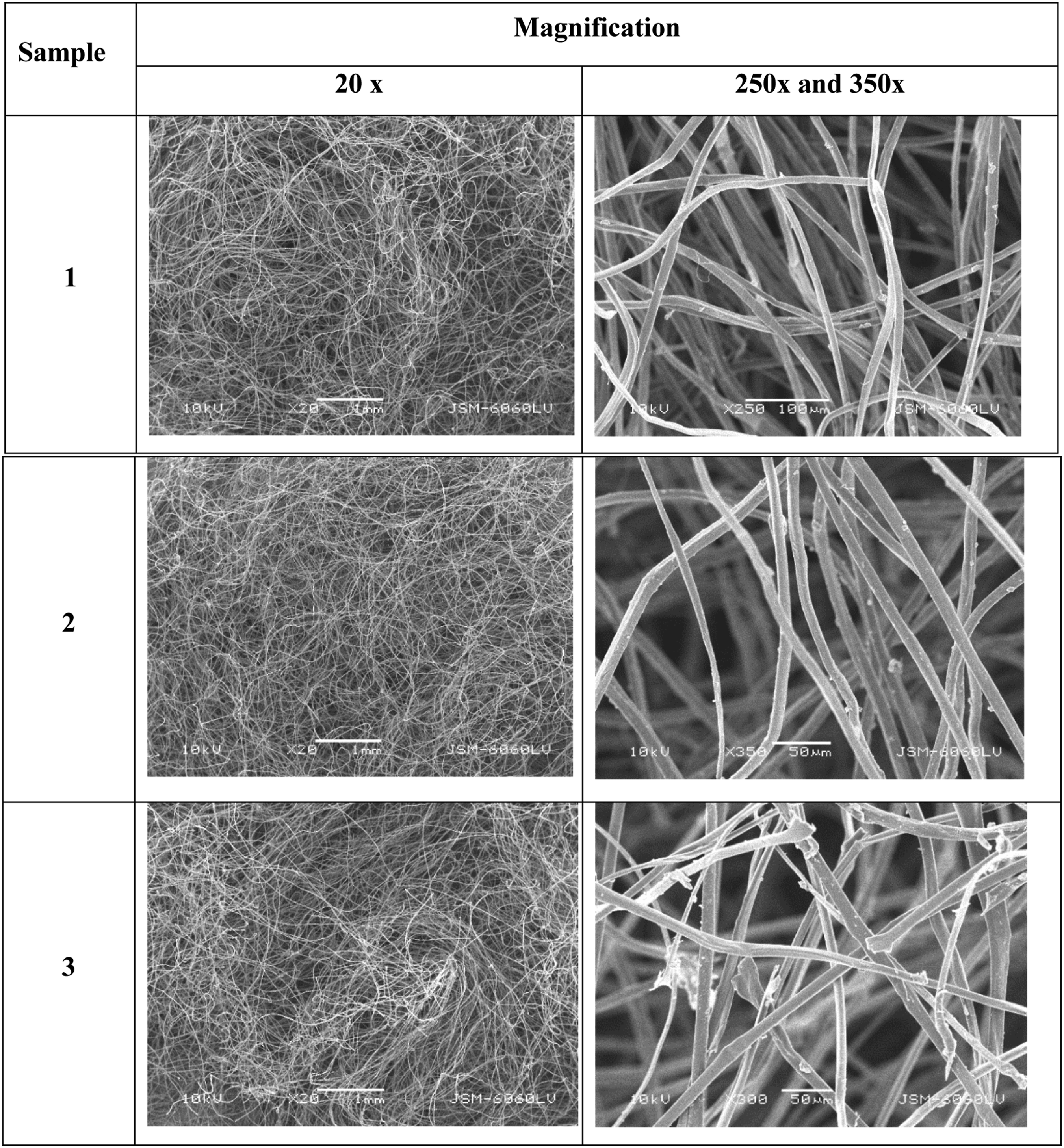
3.2. Results for the breaking force and extension of two-ply and four-ply yarns
Breaking force, breaking stress, and extension of samples.
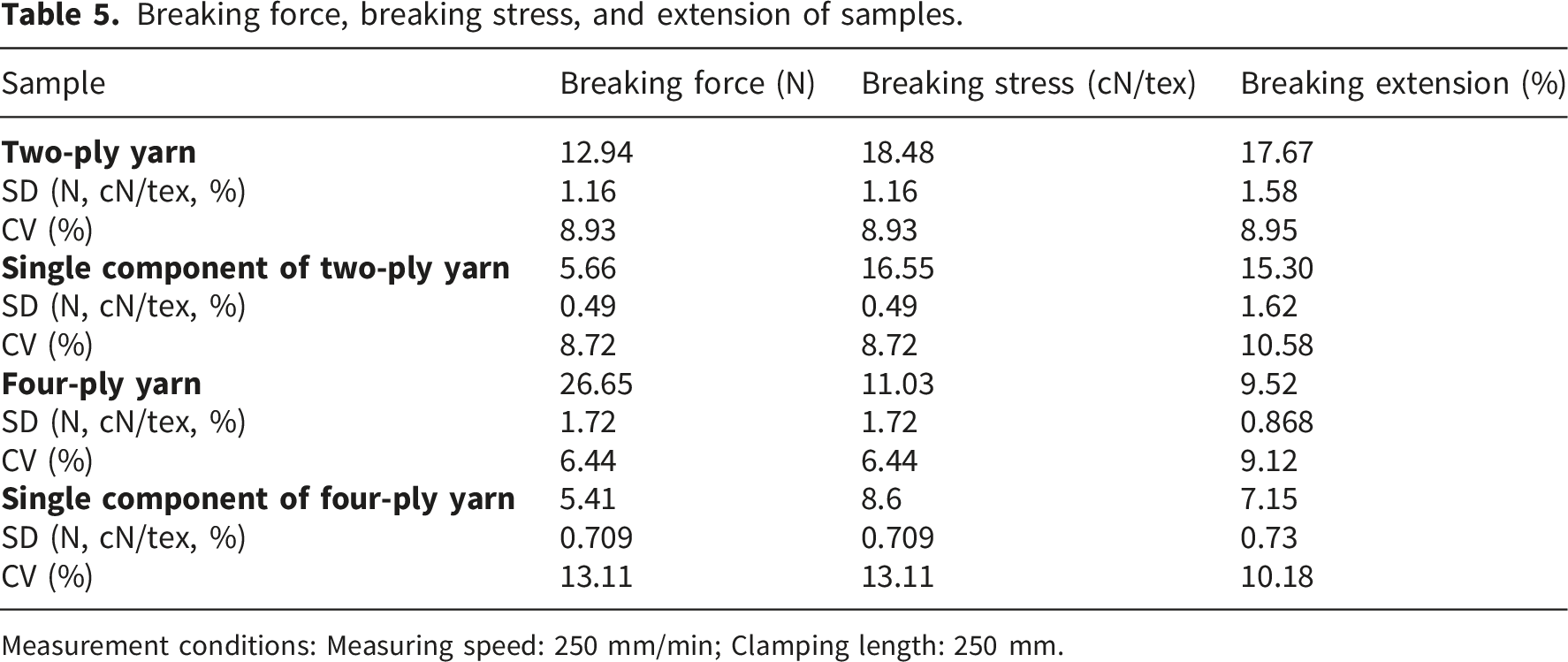
Measurement conditions: Measuring speed: 250 mm/min; Clamping length: 250 mm.
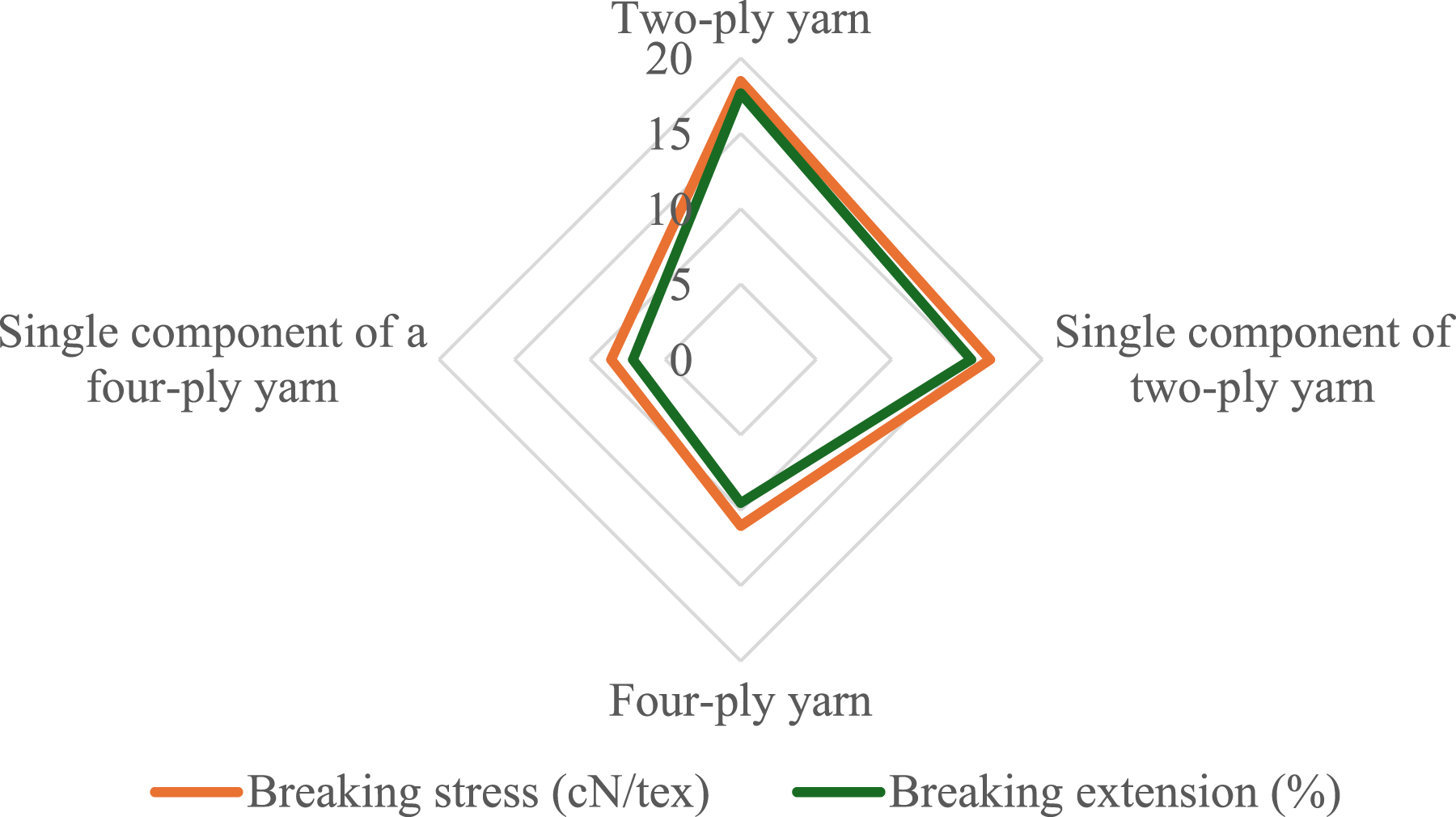
The breaking stress and breaking extension of the single and plied yarns from silk waste.
Two-plied silk-waste yarn offers greater advantages over four-plied yarn, as direct comparisons show. First, regarding breaking stress, the two-plied yarn achieves 18.48 cN/dtex—about 40% higher than the four-plied yarn’s 11.03 cN/dtex—indicating greater durability. Looking at individual components, the single component of a four-plied yarn has a breaking stress of 8.6 cN/dtex, which is 22% lower than the combined breaking stress. Moreover, the two-plied yarn exhibits a higher breaking extension (17.67%) and a steeper force/extension curve up to about 3% extension. Considering fineness and twist, the finer yarn (70 tex; 280 z/m) is finer than the four-plied yarn (241.6 tex; 82 z/m), resulting in more twists per meter and, consequently, higher breaking stress and extension. By contrast, when evaluating diameter and rigidity, the four-plied yarn has a larger diameter (1.96 mm) than the two-plied yarn (0.47 mm), which increases rigidity. Both yarn types are produced from silk waste from sample 1 (Table 5).
The single component in a two-plied yarn exhibits higher breaking stress than that of a four-plied yarn. This improved performance results from the combination of greater fineness (34.2 tex) and a higher number of turns per meter (638 z/m), which increases inter-fiber friction and promotes more uniform load distribution among fibers. Additionally, finer filaments reduce the critical flaw size, further enhancing tensile strength. In contrast, the single component of four-plied yarn is coarser (62.2 tex) and has fewer turns per meter (401 z/m), which adversely affects its stress and extension properties. In summary, the optimal single component for plied yarns is the finer (34.2 tex) filament with the highest number of turns per meter (638 z/m). Stress and extension curves are shown in Figures 3 and 4, respectively. Stress-extension curves for two-ply yarn (red) and single component (blue). Stress-extension curves for four-ply yarn (red) and single component (blue).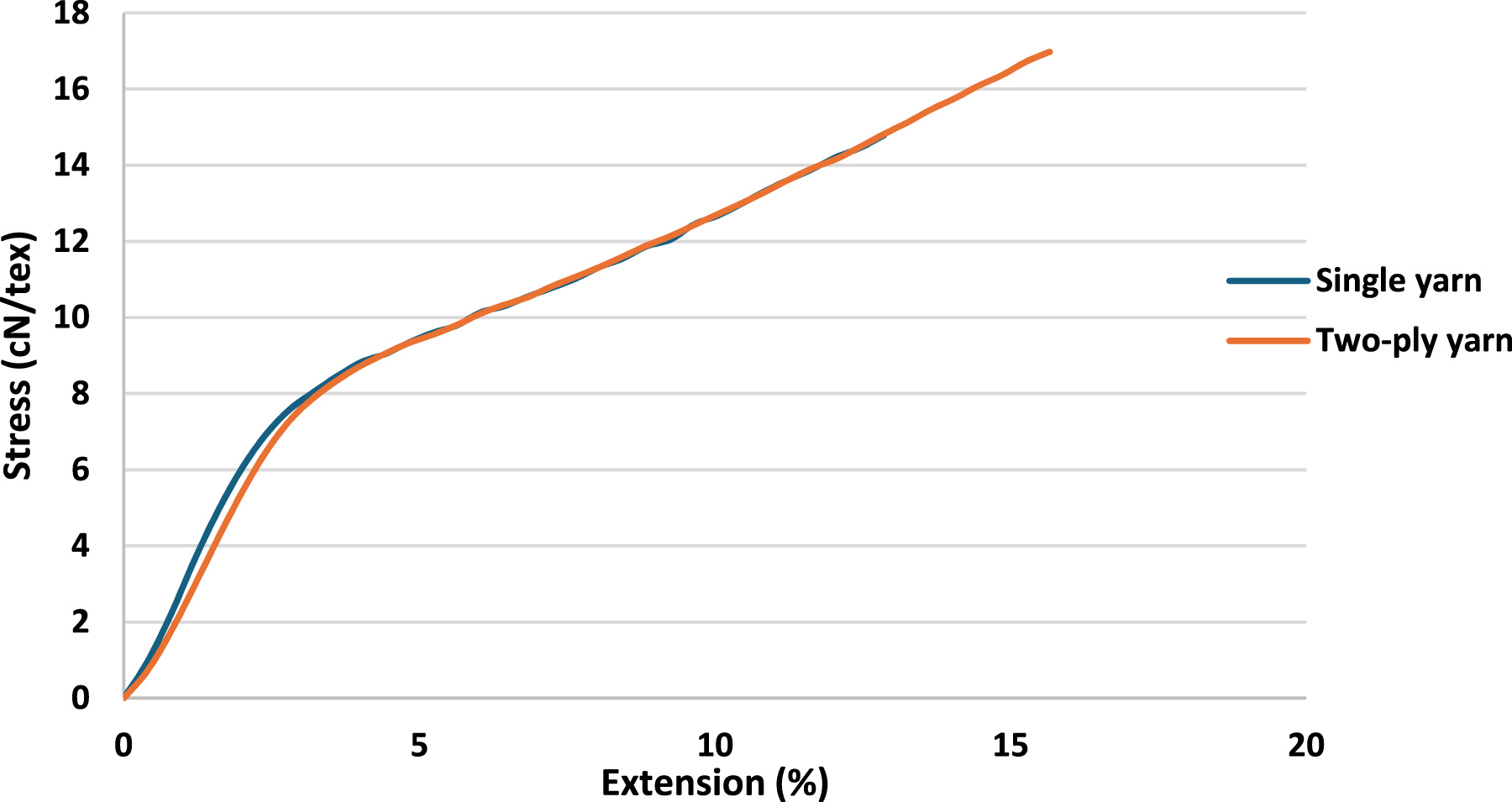
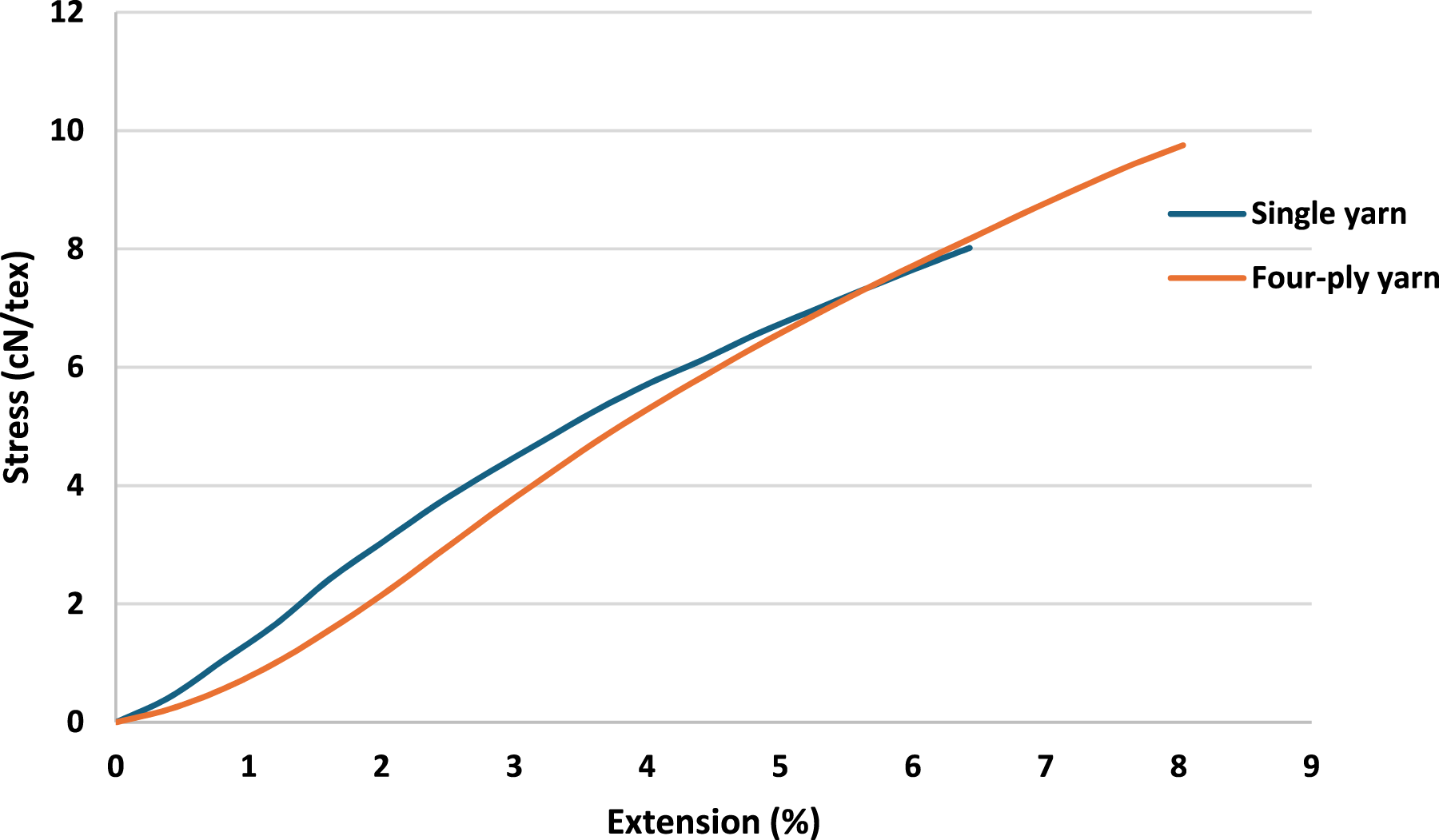
Figure 3 indicates that the single component used to produce a two-plied yarn exhibits a slightly higher modulus of elasticity but a lower breaking stress compared to the two-plied yarn. Both curves display a similar overall shape, suggesting that the single yarn resists additional loads in a manner comparable to the two-plied yarn, although its breaking point is lower.
Figure 4 shows that a single yarn component of a four-plied yarn has a higher modulus in the elastic region but a lower breaking stress than the four-plied yarn. In other words, while the single yarn resists loads more effectively up to 6.8% extension due to its higher modulus, it fails at a lower tension because it consists of only one component compared to the four-plied yarn. This difference is attributed to the greater number of twists in the single yarn, which increases its turns per metre and thus its load resistance. The modulus of elasticity and yield point for both yarn types in Figure 5 support these findings. The modulus of elasticity, extension at Eo, and elastic limits of the single and plied yarns.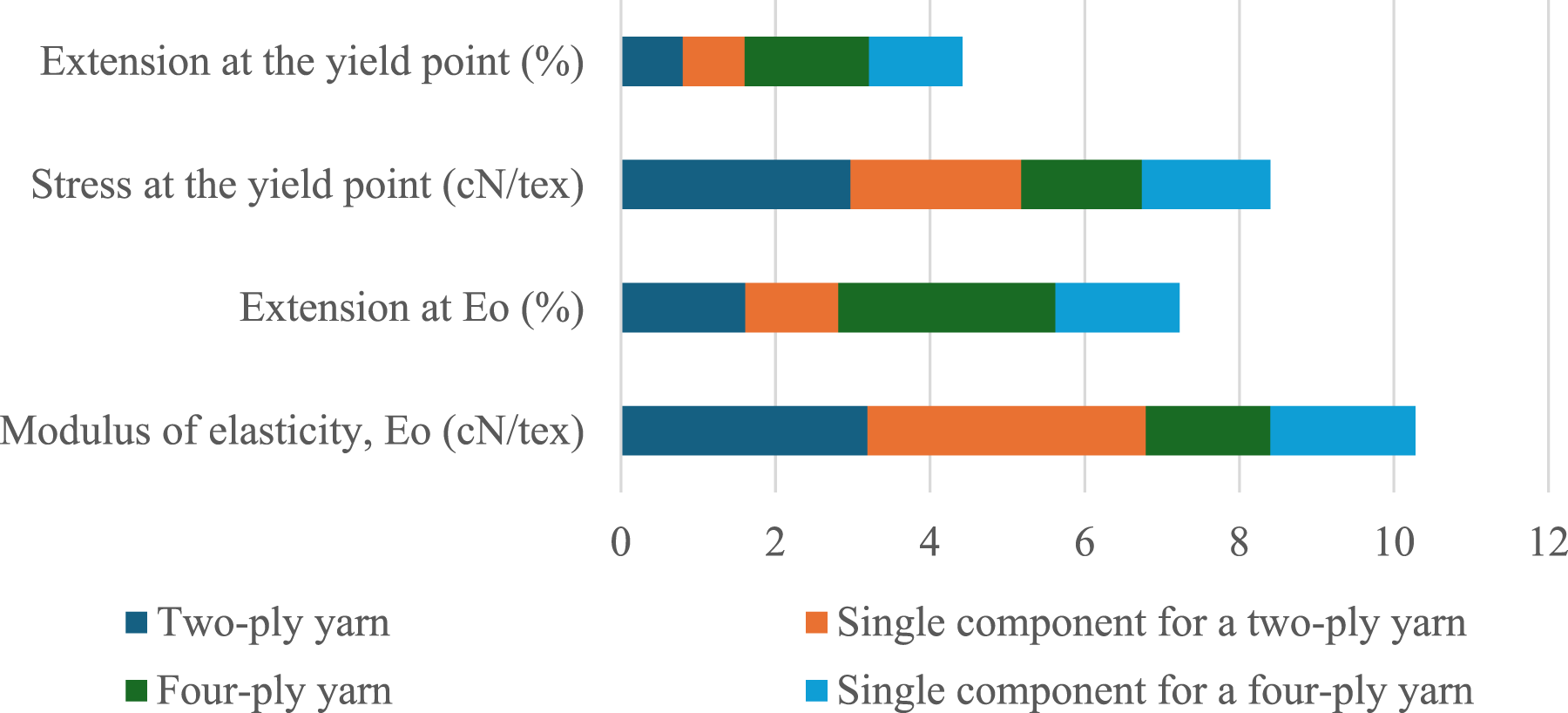
3.3. Results for the modulus of elasticity and the elastic limit
The values determined from the stress-extension curve, including the modulus of elasticity, extension at Eo, and the elastic limits (stress and extension at the yield point), are shown in Figure 5.
The highest modulus in the elastic region, where deformations are reversible, is seen in the single component of the two-plied yarn (3.6 cN/tex), whereas the two-plied yarn itself has a modulus of 3.19 cN/tex. Similarly, the single component of the four-plied yarn has a higher modulus than the four-plied yarn, due to more turns per meter in the singles than in the plied yarns. At high tension, the elastic limit in both the two-plied yarn and its single component is proportional to that of the four-plied yarn. The four-plied yarn stretches to almost twice the yield-point extension of the two-plied yarn because of its additional components. However, due to its higher stress at the yield point and greater modulus, the two-plied yarn is more suitable for outerwear than the four-plied yarn produced from silk waste.
3.4. Results of elastic recovery
The results of elastic recovery are shown in Figure 6. Elastic recovery of single and plied yarns.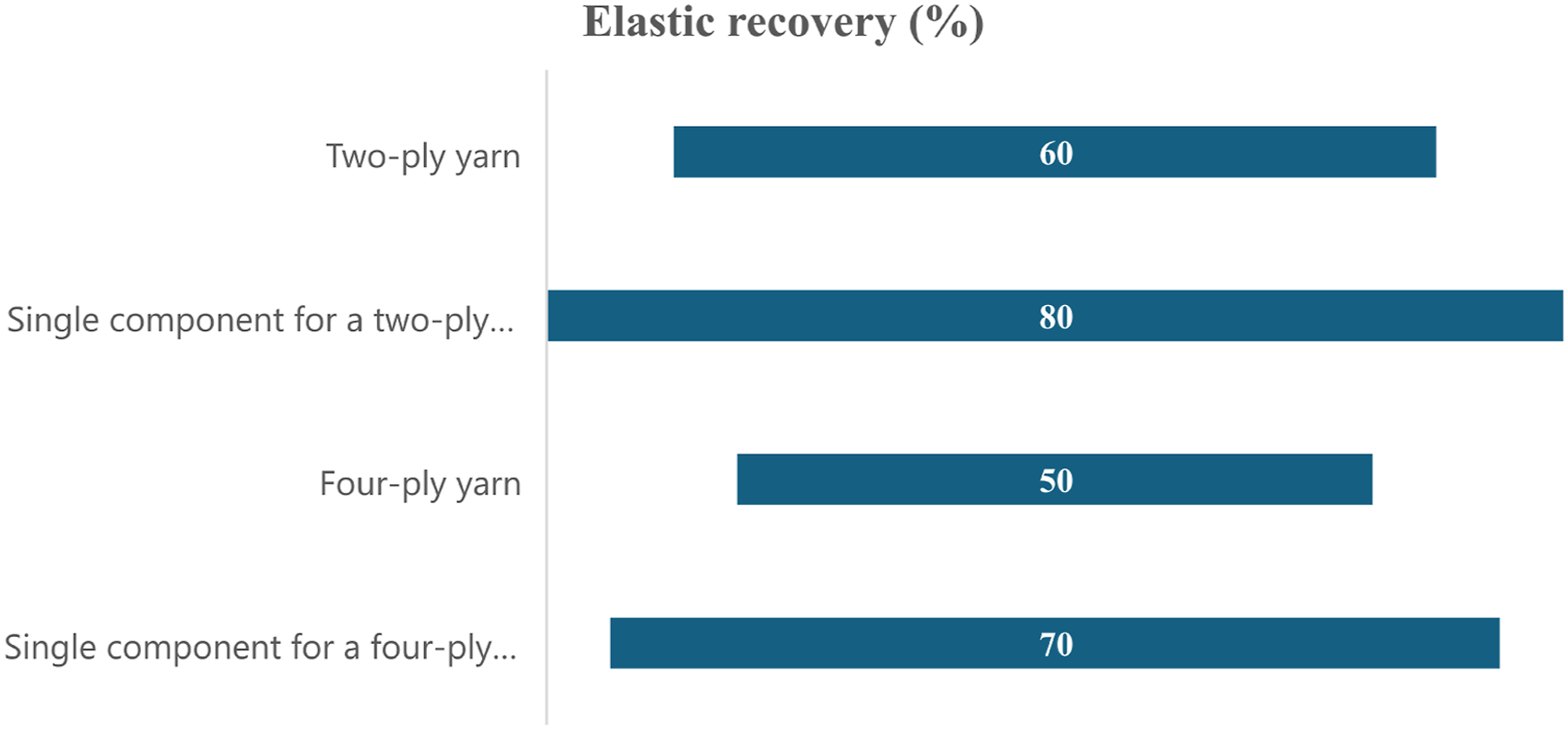
Single-component yarn in two-plied yarn production has 80% elastic recovery. Two-plied yarn reaches only 60% under cyclic loading up to 5%, showing lower elasticity. A four-plied yarn with the lowest turns per meter (82 z/m) achieves only 50% recovery. After five stretching cycles at 5% extension, a two-plied yarn recovers only slightly over half its original length. Single-component yarn, with the highest turns per meter (638 z/m), stores more elastic potential and recovers length more effectively than two-plied (280 z/m) and four-plied yarns. Single-component yarns used for two- and four-plied yarns have higher elastic recovery. Elastic recovery at low extensions (up to 5%) is essential for outerwear. While two-plied yarn recovers less than single-component yarn, it outperforms four-plied yarn. For silk waste yarns, a two-plied yarn is recommended for outerwear use due to better elastic recovery.
3.5. Results of yarn shrinkage during cooking
Yarn shrinkage during cooking.
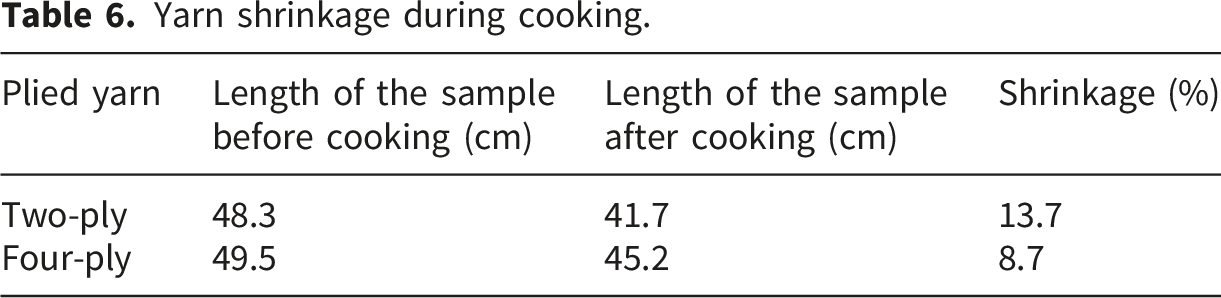
The shrinkage of two-plied yarn during cooking exceeds 10%, indicating that substantial stresses accumulate in the yarn during ring spinning and subsequent twisting on the hollow spindle twister. These stresses are released during cooking, resulting in dimensional reduction. Two-plied yarn contains more turns per meter than four-plied yarn, and a higher number of turns correlates with increased shrinkage. As the accumulated tensions from twisting are released during cooking, yarns with more turns per meter exhibit more pronounced shrinkage. Consequently, two-plied yarn demonstrates a higher shrinkage percentage (13.7%) than four-plied yarn (8.7%). The greater the number of twists in a two-plied yarn, the greater the shrinkage when cooked in hot water. Under cyclic loading up to 5% elongation, a two-plied yarn also exhibits a higher elastic return due to its greater number of turns compared to a four-plied yarn.
3.6. Statistical analysis
The results of the one-way anova.
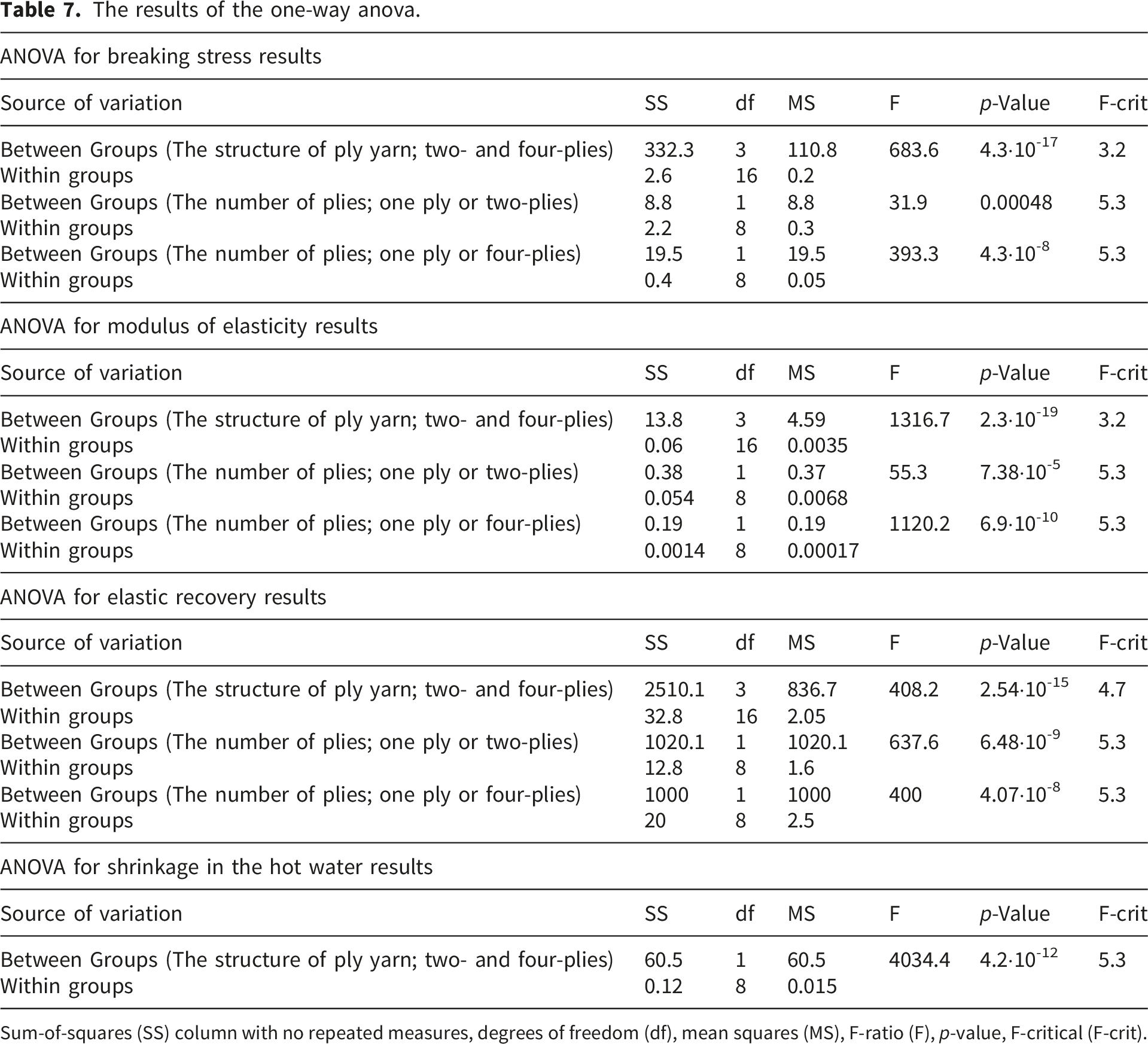
Sum-of-squares (SS) column with no repeated measures, degrees of freedom (df), mean squares (MS), F-ratio (F), p-value, F-critical (F-crit).
One-way ANOVA shows that yarn structure (two- or four-plied) and number of plies (one, two, or four) both significantly affect yarn breaking stress, modulus of elasticity, elastic recovery, and shrinkage during cooking (p ≤ 0.05, Table 7).
4. Conclusions
This study provides a comprehensive scientific evaluation of the valorization of degummed silk waste, particularly from cocoon unwinding, for the production of high-performance yarns suitable for outerwear applications. The experimental approach encompassed detailed characterization of silk waste sources, yarn spinning and twisting processes, and systematic mechanical property assessments, including tensile strength, modulus of elasticity, extension, elastic recovery, and shrinkage.41,42
Scanning electron microscopy revealed that samples 1 and 2 exhibited the highest quality. Sample 1 originated from the unwinding of cocoons, while sample 2 consisted of waste from cocoon surfaces. Both samples displayed fiber diameters of 11.5-12 μm and fineness below 1 dtex. Sample 1 waste was selected for further yarn development.
The breaking stress of two-plied yarn is approximately 40% greater than that of four-plied yarn, allowing it to withstand significantly more force before failure. Additionally, the extension of two-plied yarn is half that of four-plied yarn, resulting in reduced stretch under load. These results indicate that two-plied silk-waste yarn is more suitable for outerwear applications than four-plied yarn, as its higher breaking stress and lower extension enhance tear resistance and durability. Both yarn types were produced from sample 1 silk waste, sourced from the unwinding of cocoons.
The optimal single component for producing plied yarns should have a linear density of 34.2 tex and a twist of 638 turns per meter in the Z-direction, resulting in the finest and most compact yarn construction.
Two-plied yarn demonstrates higher stress at the yield point and a greater modulus of elasticity than four-plied yarn, making it more suitable for outerwear applications. The single-component yarn used in two-plied yarn production also exhibits a higher modulus of elasticity than that used in four-plied yarn, primarily due to a greater number of turns per meter. Under cyclic loading at lower extensions (up to 5%), the two-plied yarn achieves the highest elastic recovery, a critical requirement for outerwear, whereas the four-plied yarn with the lowest twist (82 z/m) achieves only 50% elastic recovery. The single component used for four-plied yarn production shows elastic recovery comparable to that used for two-plied yarn, but it has a higher twist than the four-plied yarn itself. An increased number of turns per meter in either yarn results in greater shrinkage. While increased twist enhances elasticity, it also significantly increases shrinkage. During thermal processing, accumulated twisting tensions are released, resulting in greater shrinkage in two-plied yarns than in four-plied yarns.
The study confirms that two-plied silk-waste yarns, produced from cocoon unwinding waste, exhibit higher breaking stress, lower extension, and greater modulus of elasticity compared to four-plied yarns.
Further research is needed to evaluate the scalability of this approach and to assess alternative silk waste sources, such as surface-cocoon and shirt waste.
Footnotes
Consent to participant
This article does not contain any studies with human or animal participants.
Funding
The author disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This research was funded by the Slovenian Research Agency, Slovenia (Program P2-0213 Textile and Ecology and Infrastructural Centre RIC UL-NTF)”.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.