
Abstract
Seamless knitting first emerged in the 1980s, mainly in two production methods: warp knitting and weft knitting. Among them, the weft knitting seamless technology appeared earlier, but due to the limitations of the production machinery structure and knitting method, the types, styles, and sizes of its raw materials and fabrics are somewhat restricted. On the other hand, the warp knitting seamless technology breaks through the constraints of the traditional weft knitting mode on the production environment and has become an important development trend in the current seamless knitting industry. Seamless pantyhose accounts for a large proportion in the current seamless clothing market. It is directly formed in one step by a knitting machine using warp knitting or weft knitting technology without the need for processing on the waist, hips, and legs of the pants. Since the parts such as the trouser legs, toe caps, and sock tips are all sewn together, seamless socks and pants have almost no seams and fit the skin very well. By using yarns with different materials and properties, seamless pantyhose can be endowed with characteristics such as breathability, sweat absorption, and softness and smoothness, bringing a natural and comfortable wearing experience to the wearer. This product has the advantages of novel style, exquisite pattern, and seamless one - time forming. Designers need to apply aesthetic design concepts and combine seamless process technology with the closed design of traditional underwear.
1. Introduction
Since the 1990s, China has introduced seamless knitting equipment and achieved large-scale production of seamless knitted pantyhose through technological assimilation and localization. In recent years, with the popularization of computerized Jacquard knitting and intelligent weaving technology, fabrics can be formed into segmented structures, and differentiated functional fabrics with thick and mesh structures can be prepared, providing technical support for the development of the experimental pantyhose sample. 1 Guided by national policies promoting textile intelligence and functional upgrading, the industry is gradually moving away from low-end homogeneous competition and focusing on structural optimization and performance improvement. Warp-knitted seamless pantyhose, with its overall seamless structure, is superior to ordinary pantyhose in terms of mechanical performance and wearing comfort, and has become an important development direction for mid-to high-end pantyhose products. 2 The traditional production process of warp knitted pantyhose has too many stitches at the side seams, which affects the wearing comfort and aesthetics. To solve this problem effectively, a new type of warp knitting seamless process - the Jacquard is proposed. 3 This process adopts the misalignment method of the Jacquard guide needles and is formed in one step on the corresponding double - needle - bed Jacquard warp knitting machine, requiring little or no cutting and sewing to achieve the perfect splicing of the waist, hips, and legs of the garment. From the aspects of manufacturing cost and production efficiency, a 130 - inch double knitting machine can knit 128 horizontal stripe sock courses and produce 24 pairs at a time. Therefore, warp knitted seamless fabrics have become the first choice of various manufacturers. 4
At present, relatively in - depth research has been carried out on the structural forming theory, product design theory, and CAD technology of the upper-body seamless fabric, while the research on the bottomless seamless fabric mainly focuses on the knitting technology of the large opening. 5 There is a lack of in - depth research on the pattern design of the upper-body bottomless large-opening seamless fabric. As far as the current situation in China is concerned, the development time of warp knitted seamless fabrics is not long, and most of the equipment adopts foreign seamless equipment, which can only produce relatively simple tubular fabrics; the style changes of seamless socks and pants are limited. 6 Due to problems such as fiber selection and process design in the seamless forming process, many problems have arisen in the comfort and other aspects of clothing. There is an urgent need for in - depth research on the performance, design, and production equipment of different types of knitted seamless products to solve the current problems and meet the market needs. 7
2. Production process of warp knitted seamless socks and pants
2.1. Working principle of seamless socks and pants
Seamless bottomless seamless socks and pants refer to the one - time forming of the waist, hips, crotch, legs, and other important parts without side seams and without the need for post - processing sewing. The manufacturing of seamless socks and pants generally adopts warp knitting and weft knitting methods.8,9 The warp knitting process uses combs to form the main structural effect of the sock body and uses the continuous linking method to form the crotch, legs, and sock mouth, which has the characteristics of stable structure and are not easy to cause yarn breakage and can be formed in one step and multiple seamless socks and pants can be knitted at a time.
10
The weft knitting method is mainly plain knitting, which is prone to yarn breakage. Only one sock can be knitted at a time, and the crotch and sock bottom need to be taken off the machine first and then the sewing of the subsequent process can be completed, which greatly increases the process difficulty and increases the cost.
11
The production machine is a Jacquard warp knitting machine manufactured by Wujin Mayer Company of Karl Mayer in Changzhou.12,13 As shown in Figure 1, it is a double needle bed Jacquard warp knitting equipment.
14
Karl mayer RDJ 4/2 jacquard weaving machine.
On the warp knitting sock machine, usually, the combs on the front needle bed knit the front piece of the stockings onto the front needle bed, and the combs on the back needle bed knit the back piece of the stockings onto the back needle bed.15,16 The front and back sets of warp yarns respectively form two separate fabric pieces, one on the front and one on the back; and the middle combs are filled with yarn on both the front and back needle beds, thus forming a cylindrical structure (as shown in Figure 2(b)).
17
Schematic diagrams of warp knitting machine structure: (a) Combs of double-needle-bed single-jacquard warp knitting machine; (b) pantyhose knitting structure.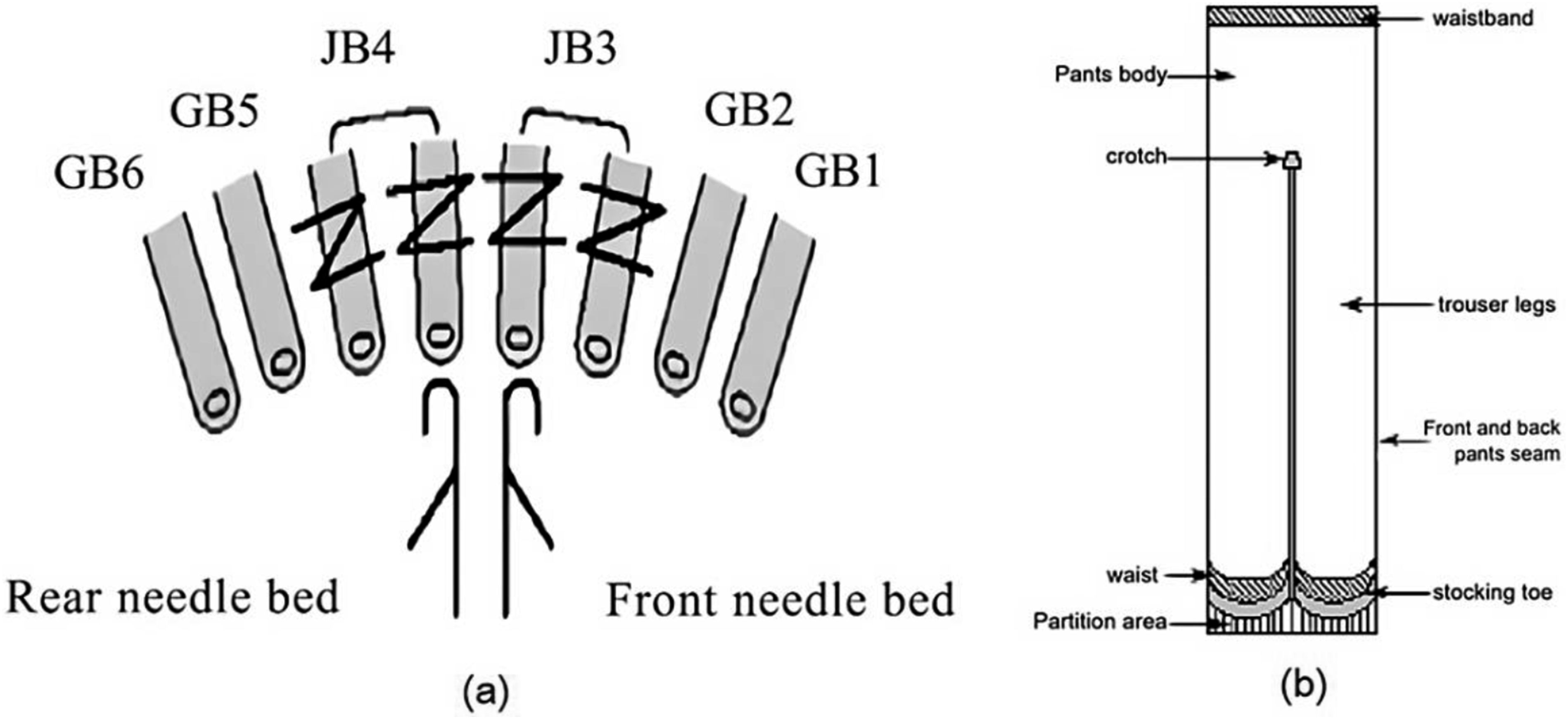
2.2. Raw materials of seamless socks and pants
The raw materials of seamless socks and pants are usually 70 - denier nylon yarns with elastic fibers, and for nylon fibers with higher quality requirements, elastic fibers can be selected as the core. During the entire warping process, the Z-twist of each warp yarn should reach 50%, and the S-twist should also reach 50%. 18 The purpose is to offset the torque of the Z - twist and S - twist warp yarns after assembly. When knitting larger fabrics, GB2 and GB5 still use disc heads. However, due to the large difference in the amount of yarn required for the thick, medium, and thin winding groups of GB3 and GB4, if they are supplied from the same warp beam, the required amount cannot be achieved. At this time, GB3 and GB4 should be changed to yarn creels for yarn feeding, and the amount of yarn supply for each yarn can be determined according to needs. 19
3. Explanation of jacquard process of seamless socks and pants
3.1. Design Example
Product name: Warp knitted seamless pantyhose and Jacquard seamless socks and pants.
Set 400 pattern units, 1600 pattern units, and a pair of seamless socks and pants.
a. Use various colors to represent different Jacquard pattern designs in different regions, as shown in Figure 3(a). Double jacquard pattern design of pantyhose.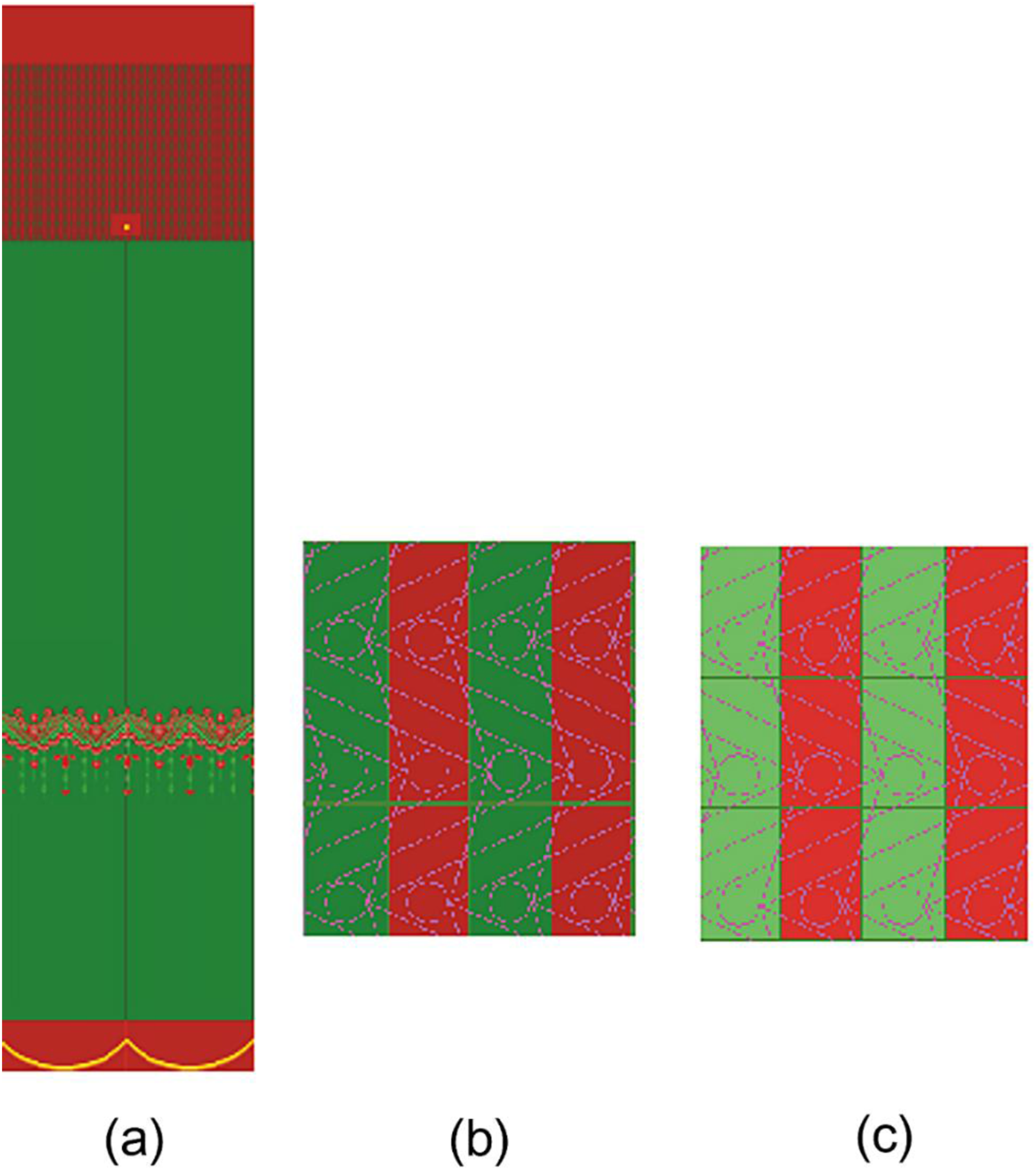
b. As shown in Figure 3(b), separately design the Jacquard structure of each part.
c. Use the copy-and-paste functions in the HZCAD software to arrange the corresponding Jacquard patterns and generate the final Jacquard design, as shown in Figure 3(c).
Seamless socks and pants include eight parts: waist of pants, pants, crotch, tube of pants, front and back seams, toe tip of short seamless socks and pants, head of sock, and slit part. The weaving method is from the toe of the sock to the waist of the pants and then from the waist of the pants to the toe of the sock, repeating this cycle. Using the seamless technology, each functional part is directly integrated with the fabric, using only one machine operation is required, and no additional sewing is needed. After taking it off the machine, only the knitting chain in the cutting area needs to be cut to obtain a complete pair of seamless socks and pants.
Seamless tight - fitting pantyhose usually uses three - needle Jacquard needle selection technology, and the process of each part is loop - forming Jacquard. With the Jacquard fabric as the base thread, the result of the fabric is light and thin, and in the case of an odd number of transverse rows, it is mesh - like. While there is an even number of transverse rows displacement, it is a thick fabric. They are represented by three colors respectively, one is green, one is red, and khaki. Each of the three colors has a letter in front. See Figure 4, the Jacquard process design drawing of seamless pantyhose. Jacquard process design drawing of seamless pantyhose.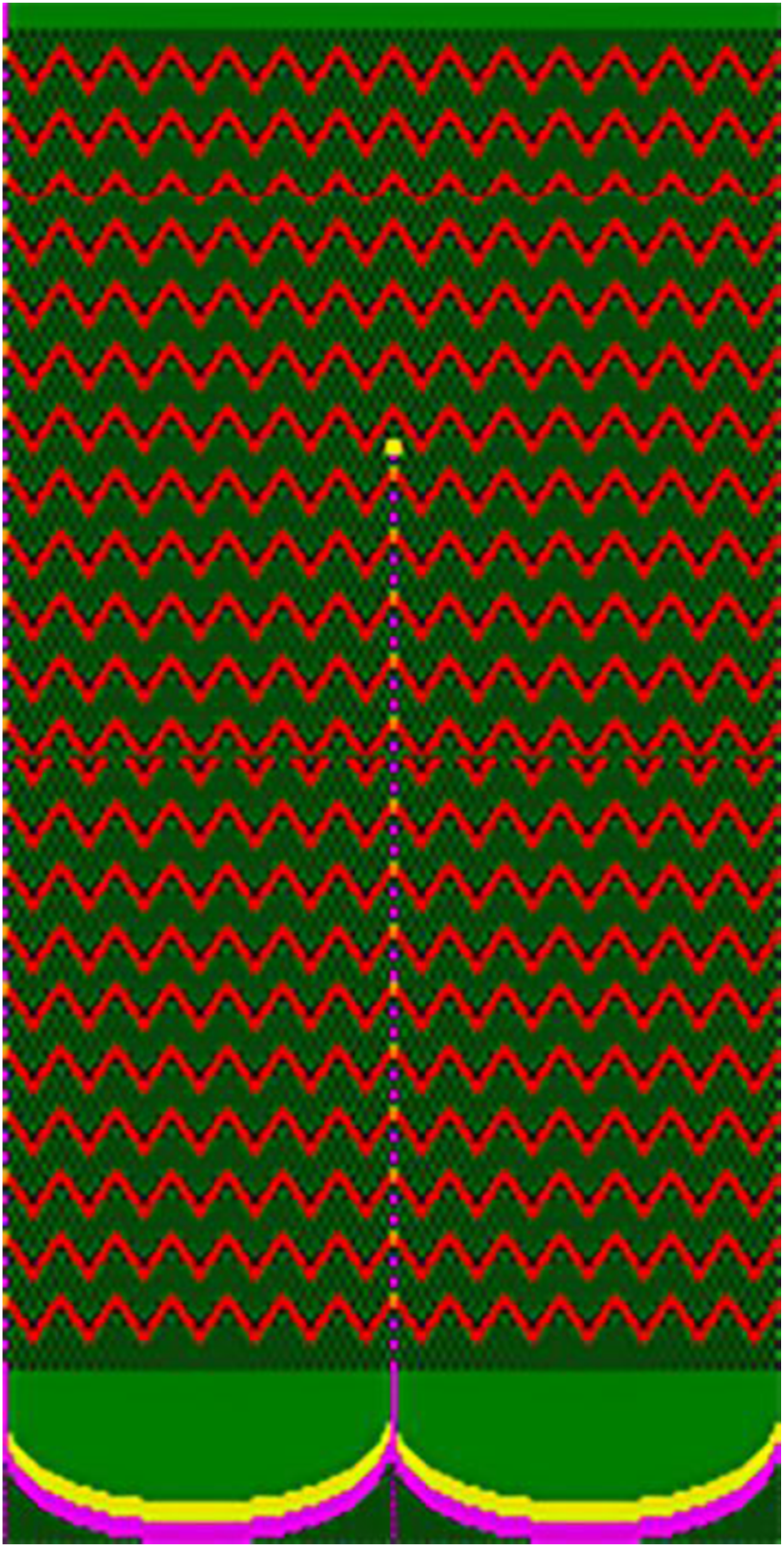
As shown in Figure 4, the green regions represent the thin or mesh-like basic structure, which forms the main fabric area of the seamless pantyhose and provides basic breathability, elasticity, and fit. The red regions represent the thick or reinforced structure, which is mainly used for structural reinforcement and Jacquard pattern formation. The continuous red wavy stripes indicate reinforced or shaping areas in the pantyhose. The yellow and purple regions represent semi-thick transitional structures or Jacquard detail structures. These transitional structures are located between the thin and reinforced areas, helping to smooth the transition between different fabric thicknesses and maintain structural continuity. In addition, the yellow markers are used as positioning references during the Jacquard design process, such as the centerline and dimensional reference points of the pantyhose.
3.2. Fabric density design principles and size specifications
The size of the seamless pantyhose is closely related to the knitting density of each section of the seamless socks and pants. To make the size of the pantyhose fit the body shape, it is necessary to ensure that the number of Jacquard warp threads and the number of rows in each section of the toe and waist are the same. The transverse density and longitudinal density of the fabric are the main factors determining its size. The number of courses of the fabric during knitting is usually measured per 25.4 mm (1 inch). Therefore, when designing the finished specifications, the ratio of the product density to the machine density must be considered. In addition, since only two loop - forming Jacquard combs are used for yarn laying and there is no ground weave involved, it is necessary to ensure that each needle in each transverse row is wound with a coil; in the same transverse row, some colors may not intersect. That is, during the yarn laying process, it should be ensured that each transverse row has at least one Jacquard comb laying yarn for it, otherwise, the phenomenon of loop loss will occur in the warpwise direction, resulting in perforations.
3.3. Jacquard comb lapping diagrams and side seam splicing methods
Lapping diagram and control signal of main patterns.
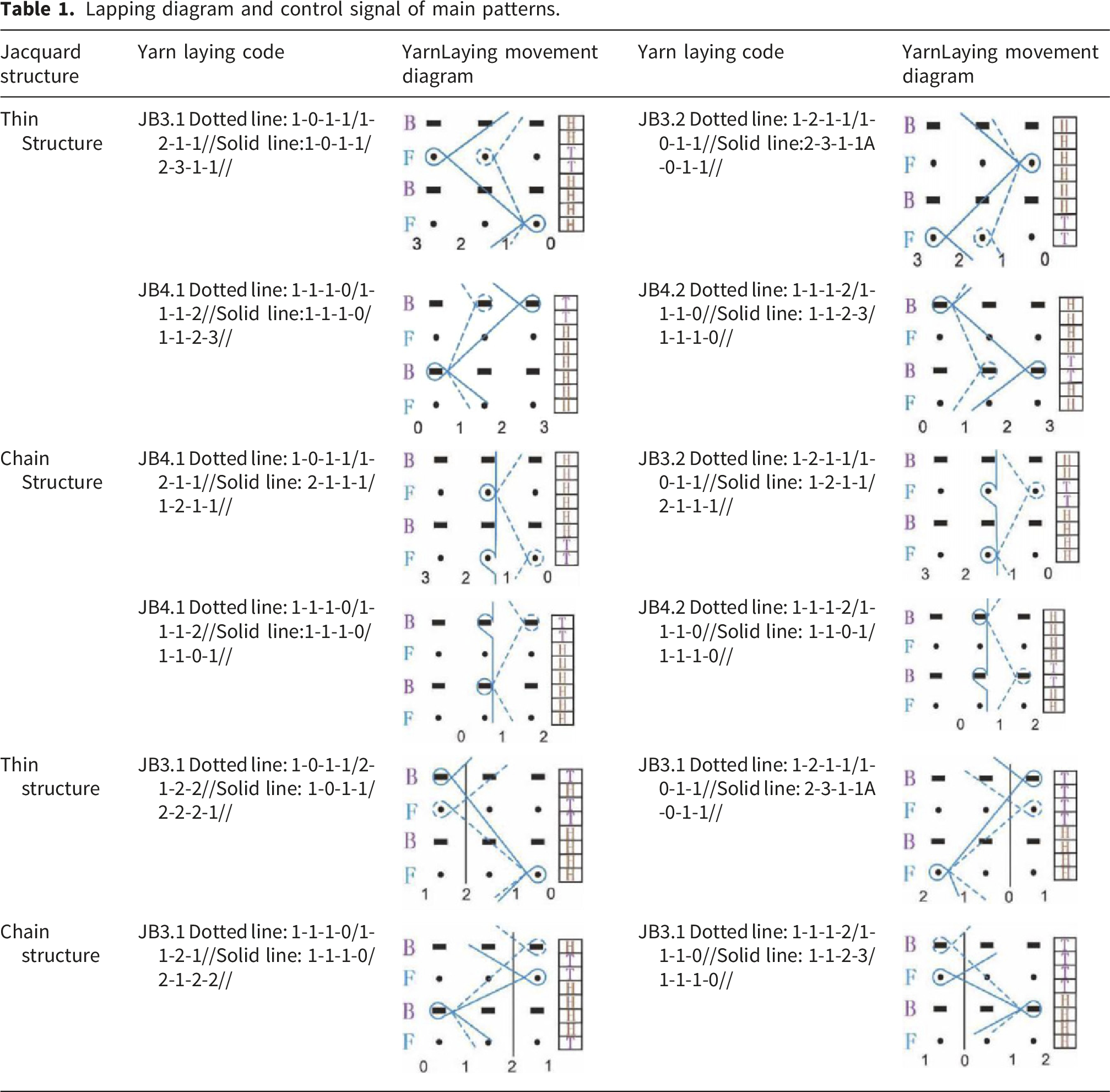
When knitting the side seams of the left pant leg and sock tube, some Jacquard needles of the combs JB3.1 and JB4.1 simultaneously form loops on the front and back needle beds; when knitting the side seams of the right pant leg and sock tube, some Jacquard needles of the combs JB3.2 and JB4.2 simultaneously form loops on the front and back needle beds. The yarn laying movement and offset state (control signal) of the Jacquard combs are shown in Table 1. It can be seen from Table 1 that there are the following four methods for connecting the front and back fabric pieces at the side seams: the front Jacquard combs JB3.1/JB3.2 do not lay yarn in front of the needles in the even - numbered transverse rows on the front needle bed, and when the combs swing to the back needle bed, they lay yarn in front of the needles on the back needle bed to connect the front and back fabric pieces; the rear Jacquard combs JB4.1 and JB4.2 complete the yarn laying in front of the needles in the odd - numbered transverse rows on the back needle bed, and when the combs swing to the front needle bed, they lay yarn in front of the needles to connect the front and back fabric pieces.
3.4. Design parameters of jacquard pattern
The experimental product was fabricated on an E24 double-needle-bed Raschel warp knitting machine with a gauge of E24 and a knitting width of 3302 mm (130 inches), producing both thick structure and mesh structure. The Jacquard pattern dimensions were designed with a width of 304 warp-wise columns and a height of 556 weft-wise rows.
The total number of knitting needles and the number of pantyhose pieces produced simultaneously were calculated as follows:

Design Parameters of Double Jacquard Pattern of Tight - fitting Sports Pants.

4. Preparation for jacquard design
4.1. Sample size
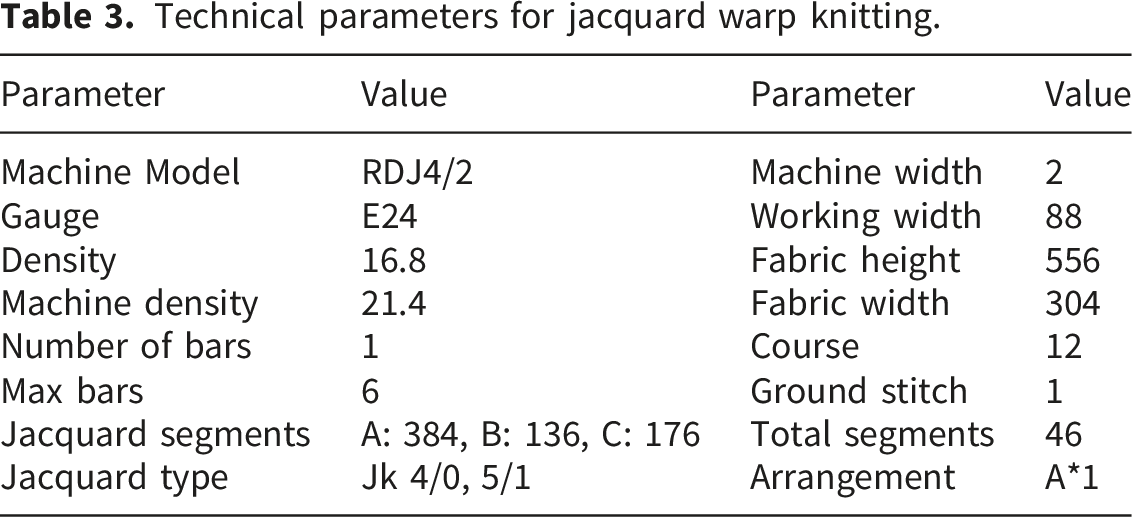
The product design is completed using the Huazhong CAD seamless fabric design system, and the operation example is shown in Figure 2. The process production is completed at the Warp Knitting Technology Research Center of XX Textile University. First, complete the fabric parameter setting and Jacquard pattern design in the Huazhong CAD seamless fabric design system (Figure 5, Table 3), and then complete the preliminary product production on the double - needle - bed raschel warp knitting machine of the RDJ4/2 model. Cad design example. Technical parameters for jacquard warp knitting.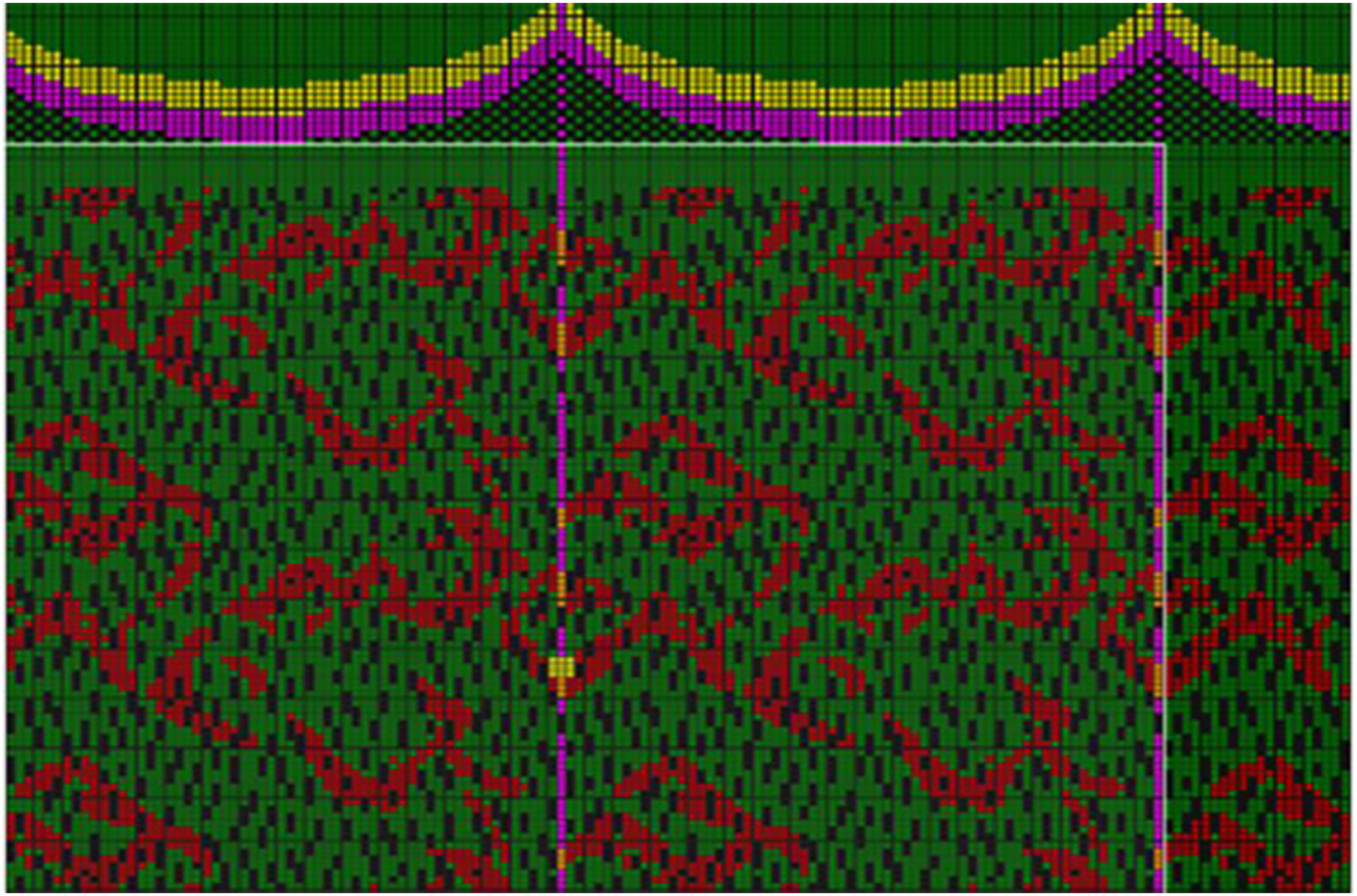
As shown in Figure 5, the CAD design provides the process plan for weaving seamless pantyhose using the RDJ4/2 double-needle-bed Raschel Jacquard warp knitting machine. Different colors in the CAD pattern correspond to different Jacquard lapping movements and fabric structures. The green regions represent the thin basic structure and occupy most of the background area, serving as the main fabric structure of the pantyhose. The red regions represent the thick or reinforced Jacquard structure, which forms the main Jacquard pattern and provides local structural reinforcement. The khaki regions represent transitional semi-thick structures between the green and red areas, improving the continuity between different fabric structures. The yellow and purple lines are used as auxiliary structural or positioning lines, indicating boundaries, division lines, or connection areas in the Jacquard design. Therefore, the color coding in the CAD design provides a direct visual indication of the corresponding fabric structures and process arrangement.
According to Table 3, RDJ4/2 is a model of a double-needle-bed Raschel Jacquard warp knitting machine. E24 indicates that there are 24 needles per inch (25.4 mm) on the needle bed. The machine width is 2 m, and the working width is 88 inches. The machine can be equipped with up to six guide bars. The density value of 16.8 refers to the longitudinal stitch density of the finished sock, expressed as courses per centimeter (CPC), indicating 16.8 stitch courses per centimeter along the length direction of the sock. The value of 21.4 represents the stitch density set on the machine. The fabric height is 556 mm, and the fabric width is 304 mm. A, B, and C represent different Jacquard areas, with 384, 136, and 176 stitches, respectively. The 46 process segments correspond to different Jacquard areas, structural changes, or pattern adjustments. Jk 4/0 and 5/1 refer to two Jacquard lapping movements. A*1 indicates that Jacquard area A is repeated once.
4.2. Finished product display
Since the components of the warp knitted seamless pantyhose produced are spandex and nylon, attention should be paid to the fabric size stability and the prevention of crease formation during the processing. At the same time, in order to ensure uniform dyeing of the product, generally, the warp knitted seamless pantyhose needs to be pre - shrunk and pre - set before dying. The final finished product of the warp knitted seamless pantyhose is shown in Figure 6. Finished product and details of warp knitted seamless pantyhose.
4. Product performance testing
4.1. Air permeability testing
Test results of air permeability.
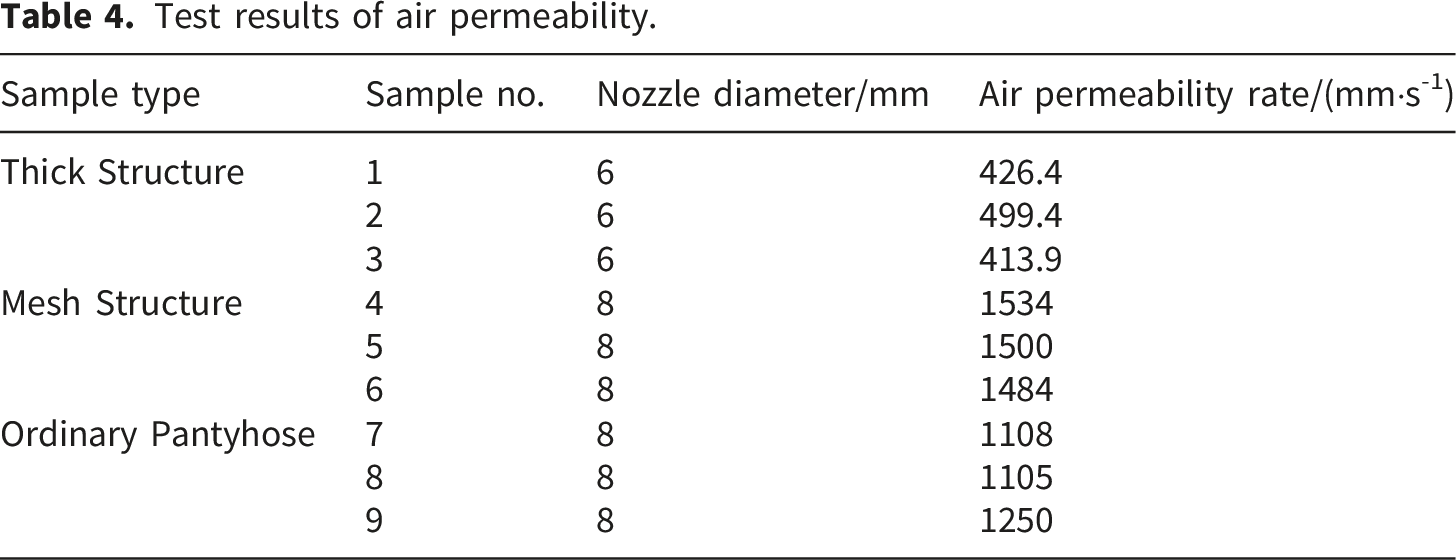
According to Table 4, the average air permeability of the thick structure was 446.6 mm/s, while that of the mesh structure was 1506 mm/s. The air permeability of ordinary pantyhose was 1154 mm/s. Therefore, through fabric structure design, knitted seamless pantyhose commonly used in spring and autumn can maintain a certain degree of wind resistance and warmth while providing breathable comfort. The mesh structure samples were tested using 8 mm nozzles, and the air permeability values were 1534, 1500, and 1484 mm/s, respectively, with an average value of 1506 mm/s.
The mesh structure contains regular pores and numerous air channels inside the fabric, which allows airflow to pass through the fabric more easily. Therefore, its air permeability is much higher than that of the other two types of samples. Sweat and moisture can be released more rapidly during wearing, resulting in better thermal and moisture comfort. Under the same 8 mm nozzle conditions, the air permeability values of ordinary pantyhose were 1108, 1105, and 1250 mm/s, with an average value of 1154 mm/s. The air permeability of ordinary pantyhose was between that of the thick structure and the mesh structure. Compared with the mesh seamless pantyhose made of the same material, conventional pantyhose have a higher knitting density and fewer pores, resulting in lower air permeability than mesh seamless pantyhose, but higher air permeability than dense thick seamless pantyhose.
4.2. Moisture permeability test
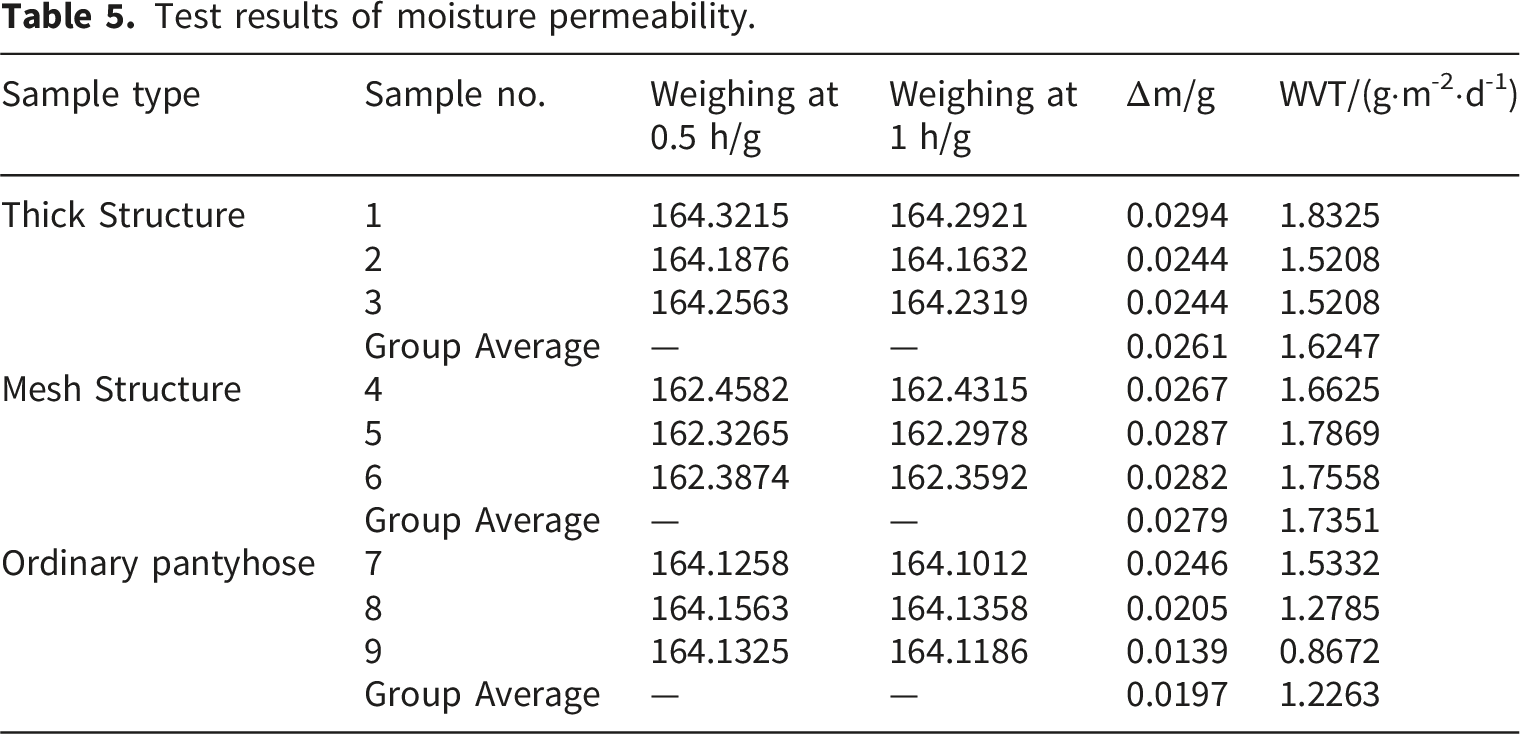
The moisture permeability of fabric characterizes the ability of water vapor to penetrate the fabric and is a key indicator for evaluating the thermal and moisture comfort performance of knitted seamless socks and pants. In this experiment, the YG601H computerized fabric moisture permeability tester was used, and the tests were conducted based on the moisture permeability cup method. Three types of samples were prepared: thick structure samples, mesh structure samples, and conventional ordinary pantyhose samples. Three specimens were prepared for each type, and circular specimens with a diameter of 70 mm were uniformly cut from the samples. The moisture permeability index of each sample was calculated according to Formula (3).
Test results of moisture permeability.
4.3. Transverse stretching test
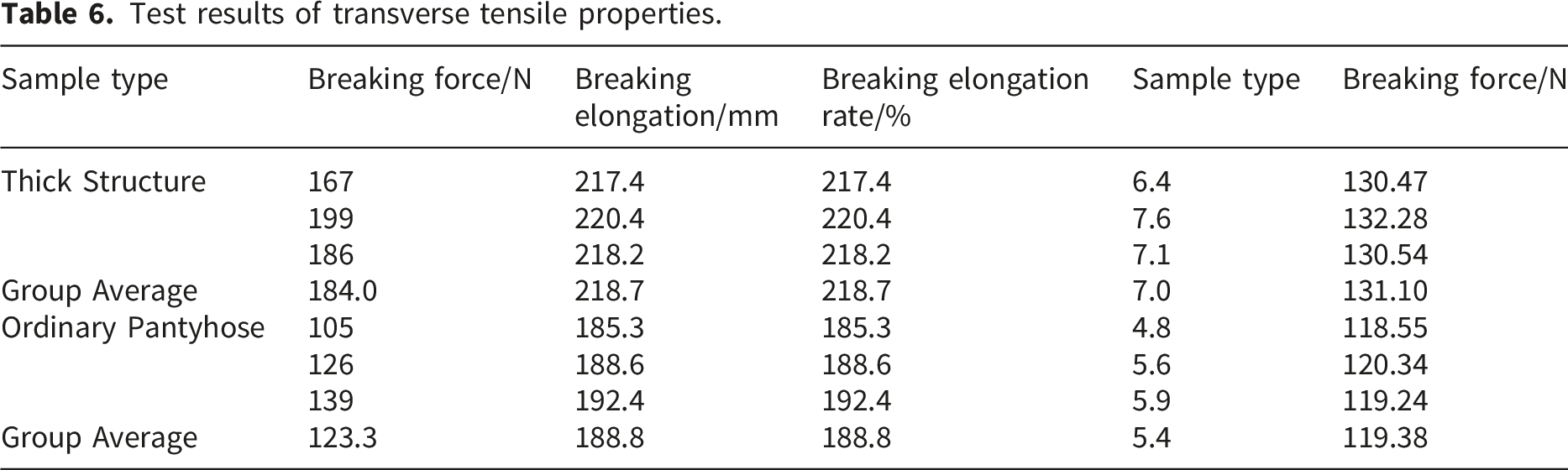
At present, the uniaxial tensile test method is commonly used to evaluate the tensile properties of fabrics. This method can separately measure the longitudinal, transverse, and diagonal tensile properties of samples. In this experiment, the YG065H electronic fabric strength tester was used to conduct transverse tensile testing. The test samples were divided into two categories: thick structural fabric samples and conventional pantyhose fabric samples. Three samples were prepared for each category, with a uniform size of 12 cm in length and 5 cm in width.
Test results of transverse tensile properties.
4.4. Bursting strength test
Test results of toe bursting strength.

5. Discussion
Knitted seamless pantyhose can flexibly regulate its breathability by changing its organizational structure. The mesh structure seamless pantyhose has significantly better breathability than ordinary pantyhose on the market, making it breathable and dry to wear; Thick seamless fabric has lower breathability than regular pantyhose, making it more suitable for warm autumn and winter scenes. The market for warp knitted seamless fully - formed garments is broad, comfortable to wear, and fashionable. Its production technology is relatively mature. The relatively perfect Jacquard automatic adjustment system and relatively advanced manufacturing equipment have laid a good foundation for the production of warp knitted seamless fully - formed garments. 19 In this study, a complete design method for warp-knitted seamless pantyhose was established based on the Huazhong CAD system and double-needle-bed Raschel warp knitting machine, with systematic analysis of the Jacquard mechanism and lapping movements. The bottomless stockings that are fully formed without using the ground comb only need to be made by four Jacquard combs with reverse - symmetric yarn laying, so the obtained fabric is thinner, more transparent, structurally stable, and has a smooth hand feel. It is a new variety with good fashion sense and comfort in seamless clothing and can also show the unique temperament of women. Through the research on the large Jacquard bottomless stockings, the development and design functions of the system are applied to the computer - aided design system. 20 The RDJ4/2 type warp knitting machine is used to process and weave the one - time fully - formed seamless socks and pants required by people, which verifies the correctness and feasibility of this method. Based on the analysis of the yarn running rules of the Jacquard mechanism, the study masters its different control functions. According to the requirements of the patterns, flexibly apply Jacquards of different thicknesses to make it have various organizational forms. And by utilizing the powerful design capabilities of Huazhong CAD, combine the pattern layout with the material selection to obtain a seamless sock with a unique style, which meets the market demands and is suitable for production.
Warp knitting technology has been continuously developing and innovating in recent years, providing more possibilities for the design and research and development of warp-knitted seamless pantyhose. New warp knitting equipment and processes can achieve more complex organizational structures and pattern designs, improving the quality and performance of products. For example, by adopting multi-bar warp knitting technology, more delicate patterns and textures can be woven, increasing the aesthetic appeal of the products. The emergence of high-speed warp knitting machines has improved production efficiency and reduced production costs, enabling warp-knitted seamless pantyhose to better meet market demands. 21 In the context of continuously upgrading consumer market demand, the research and development iteration of seamless knitted products must be synchronized and dynamically optimized in order to maintain long-term development potential and core competitiveness in market competition. Taking the pantyhose category as an example, its product positioning has gradually upgraded from the initial basic insulation function to a seamless integrated product with both shaping and body shaping functions. This transformation is not only a comprehensive upgrade in product functionality, but also a breakthrough innovation in the field of warp knitting and weaving technology. At the same time, the increasingly sophisticated simulation system and the continuously optimized performance of new fiber materials have provided new technical support and innovation momentum for the product design and technological research and development of seamless knitted pantyhose.
6. Conclusion
This study investigated the design and production technology of warp-knitted seamless pantyhose based on the Huazhong CAD system and double-needle-bed raschel warp knitting machine. Through systematic analysis of the Jacquard mechanism and lapping movements, a complete design method was established. The experimental results show that the bottomless seamless pantyhose produced with four Jacquard combs using reverse-symmetric lapping movements possess excellent properties such as thinness, transparency, structural stability, and smooth hand feel. The production verification demonstrates that this method can effectively realize one-step forming of seamless garments with complex Jacquard patterns, which significantly reduces post-processing procedures and improves production efficiency. The research results provide theoretical guidance and technical support for the development of fashionable and comfortable warp-knitted seamless products, and have important practical significance for meeting market demands and promoting industrial application.
Footnotes
Ethical considerations
This article does not contain any studies with human participants. No ethical approval was required for this study.
Author Contributions
Funding
The authors disclosed receipt of the following financial support for the research, authorship, and/or publication of this article: This work was sponsored by the Industry-University-Research Collaboration Project of Jiangsu Province (NSG022077001).
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.