
Abstract
Six widely used 7.62 ×51 mm projectile types (M80, M61, P80/1, M80A1, M1158, and M993) were subjected to the analysis in this paper. Numerical simulations (Ansys Autodyn) of projectile impacts on hard steel targets were performed as part of this analysis. Projectiles had the same impact velocity (800 m/s). This allowed evaluation of the projectile’s design and material’s effect on its performance against a hard steel target. Validation of the numerical model and used materials was first performed, using available experimental data. A short description and Computer-Aided Design (CAD) model of projectiles is also given. Comparing the M1158 projectile to other AP projectiles taken into consideration, it was concluded that the former had a much deeper penetration depth into a hard steel target (Armox 500T). The projectile’s penetrating capability is greatly impacted by the material selection used for its component parts. Assuming all other factors remain constant, penetrators with higher density and harderness can achieve deeper penetration. Under the same conditions, an increase in penetrator length results in an increase in penetration depth. The absence of a gilding metal jacket in the projectile’s frontal ogive section can decrease energy required to remove the jacket during the penetration, hence increasing the projectile’s penetration capabilities.
1. Introduction
Small-caliber projectiles are widely used in the world, either for military or civilian purposes. The main topic of the research is 7.62 × 51 mm NATO small-caliber projectiles of different designs (M80, M61, P80/1, M80A1, M1158, and M993). This paper deals with their terminal ballistics parameters, specifically penetration depth and penetration process into hard steel targets. For this purpose, simulations, where materials were validated by available experimental data, will be used.
A rimless, bottlenecked rifle cartridge, the 7.62 ×51 mm NATO, was first used in the United States for the M14 rifle and M60 machine gun in the 1950s. The 7.62 × 51 mm NATO cartridge was developed as a successor to the .30 Caliber M2 round (30-06). Numerous weapons that use the 7.62 × 51 mm NATO fully powered round are still in use today, particularly different designated marksman/sniper rifles and medium/general-purpose machine guns (such as the M24 Sniper Rifle and M240 Medium Machine Gun).
This paper consists of several sections: literature review, description of the projectiles used, validation of the numerical model, and numerical simulation section with analyses and conclusions.
2. Literature review
There are many types of research regarding small-caliber ammunition penetration capabilities. Stewart et al. 1 described test results (penetration depth, muzzle and impact velocities, and bullet mass) of 5.56 × 45 mm F1 Ball and 7.62 × 51 mm M80 Ball ammunition. The 5.56-mm ammunition performed better (larger penetration depth) than the 7.62-mm ammunition due to the hardened steel penetrator present in the 5.56-mm projectile. They also presented penetration depth predictive models and compared them to the results of experimental tests. Chocron et al. 2 used analytical (based on Timoshenko analysis), experimental, and three-dimensional (3D) numerical (Autodyn-3D) methods for analyzing the impact of the 0.30-Cal AP M2 projectile against the edge of a metal target. They concluded that the erosion strain is an important parameter for numerical simulations. Galuta and Regig 3 examined different erosion values in numerical simulations (Autodyn) of small-caliber projectile (12.7 mm) impact into the reinforced concrete plate. They recommended using an erosion value of 1.5 in Autodyn for simulations of high-velocity impact.
Iqbal et al. 4 investigated constitutive behavior of materials for armor-piercing incendiary (API) projectiles (7.62 mm and 12.7 mm) and for Armox 500T steel plates, under varying temperatures, strain rates and stress states. Ranaweera et al. 5 discussed the influence of different metals, thicknesses, fracture mechanics, the feasibility of the connection types, and the order of the metallic plates within targets on the performance of small-caliber ammunition. Preece and Berg 6 performed a comparison of hydrocode predictions and experimental data for the interaction between a lead/copper projectile and several armor designs: steel, Kevlar®, and a Kevlar®/steel combination. Davis et al. 7 performed an analytical and numerical study of 0.30 caliber projectile penetration into AR500 steel plate, using the Alekseevskii–Tate model and the EPIC finite-element code.
Rahman et al. 8 investigated the use of laminated metal panels (steel and aluminum plates) with and without joining materials. Polyurethane was shown to be the most interesting option for joining metal plates of AR500 and Al7075T6—to be used as laminated armor for armored vehicles. Scazzosio et al. 9 experimentally estimated the perforation resistance of double-layered ballistic shields—manufactured by plates of different metals, and compared the results with the performance of a monolithic target—manufactured with high-strength steel of similar areal density. Nsiampa et al. 10 performed numerical simulations of the response of Al 5083 target plates subjected to impact from a 7.62-mm AP P80 projectile. Deniz 11 conducted numerical modeling of ballistic impact phenomena—penetration of hardened steel plates by 7.62-mm AP projectile.
Forrestal et al. 12 conducted an experimental and analytical study to explain the mechanisms and dominant parameters for 7.62 mm APM2 bullets that perforate 7075-T651 aluminum armor plates. Meyer and Kleponis 13 presented a method for fitting static and dynamic strength data for Rolled Homogenous Armor (RHA), to obtain parameters for the Johnson–Cook constitutive model. Frasa et al. 14 studied the perforation of 7.62 × 51 mm P80 AP (0.308 Win) projectiles against thin steel plates with an array of holes (passive add-on armor), using tests and numerical simulations. Børvik et al. 15 estimated perforation parameters for five different high-strength steels (Weldox 500E, Weldox 700E, Hardox 400, Domex Protect 500, and Armox 560T), using 7.62 mm Ball and AP ammunition. They used experiments and numerical simulations (2D) and reported that the Lagrangian formulation (LS-DYNA) could not effectively treat the problem of a soft-core projectile impacting a hard plate, while no major numerical problems were detected using the Lagrangian formulation (LS-DYNA) in simulations of hard-core AP M2 projectile during impact. They used mesh elements with sizes of 0.2–0.3 mm.
Gokhan 16 determined the ballistic limit thicknesses of ST-37 steel plates under oblique impact of small-caliber projectile with hard steel cores (100Cr6), using experimental and numerical methods. Hub and Kneys 17 performed two-dimensional (2D) and 3D numerical simulations of 7.62 × 54R bullet impacting plates of steel Hardox 450, aluminum alloy 7039, and titanium alloy Ti-6Al-4V. The conclusion was that the titanium alloy reduces the weight of the protective system approximately twice compared to steel and aluminum alloy materials. Mosa and Hamzah 18 thoroughly reviewed the research papers dealing with the conventional hard (mono, dual, and triple) and the soft targets, with the description of given armor materials. Matzinger 19 investigated the first layer of body armor (the high-impedance layer), using experiments (measuring the change in projectile velocity impacting aluminum and titanium target plates) and numerical simulations.
Hazell et al. 20 studied (2D Autodyn numerical models) the penetration of the lead antimony-cored 7.62 × 51 mm projectile into a glass-faced polyurethane elastomeric polymer resin. Kılıç et al. 21 investigated critical mechanisms that shield high hardness perforated plates against 7.62 × 54 mm armor-piercing projectile penetration through tests and simulations. The projectile core fracture, the projectile core nose erosion, and the asymmetric pressures that cause the projectile to veer off course are the three mechanisms that have been identified for defeating projectiles.
3. Description of the projectiles
The subject of this research is 7.62 × 51 mm NATO small-caliber projectiles of different designs. A projectile for 9 × 19 mm, Ball cartridge will also be used in the research, during the projectile components material validation process (because of material models experimental data availability). In this section, the projectiles 7.62 × 51 mm, used in the research, will be briefly described. Mentioned data are publicly available data, and minor deviations from real projectiles are possible.
Figure 1 shows 3D model cross-sections of different 7.62 × 51 mm projectiles used in the research. Drawings and 2D/3D models were made with the best available data.
3D model cross-sections of different 7.62 × 51 mm projectiles, used in the research.
The 7.62 × 51 mm, Ball, M80 cartridge has a projectile with a mass of 9.5 g. The projectile initial velocity is 838 m/s at 23.8 m in front of the muzzle. 22 A projectile can perforate a mild steel plate of 3.5 mm nominal (10 gauge) thickness, placed at 550 m from the muzzle at 0° obliquity (normal to the line of fire). 23 At 21°C, the minimum energy must be ≥2931 J (2756 J at 24 m from the muzzle). 24 The projectile is a conventional jacketed (CuZn brass alloy) round with a lead slug (alloyed with antimony; approximately 99% lead, and 1% antimony). 1
The 7.62 × 51 mm, AP, M61 cartridge is used in rifles (M14) and machine guns (M60, M219, M240) against personnel and light armored or unarmored targets, concrete structures, and similar targets. The nominal mass of the projectile is 9.75 g. The velocity of the projectile at 23.8 m in front of a muzzle is 838 m/s. Projectile (Figure 1) consists of a gilding metal jacket, lead point filler and lead base filler, as well as a hardened steel core. The cartridge is identified by a black bullet tip. 22 Armor penetration is specified as 7 mm at 300 m and 5 mm at 500 m. 25
The projectile for 7.62×51 mm, AP, P80/1 cartridge (designed by FN Herstal) consists of hard steel core, the lead base filler, and the gilding metal jacket (Figure 1). The projectile has a mass of 9.6–9.8 g (42.9% brass, 38.6% steel, and 18.5% lead), 25 perforates a 3.5-mm (NATO) steel plate at ≥1100 m, and has a velocity of 823 m/s at 25 m in front of the muzzle. It has a colored black tip in the frontal part of the projectile. The ammunition is also used in the ballistic tests for the TR (Germany) and VPAM (Europe) body armor standards.
The 7.62×51 mm M80A1 Enhanced Performance Round (EPR) is intended to replace the lead-based projectile contained in the current M80 Ball cartridge with a projectile utilizing environmentally friendly materials. It provides improved lethality compared to the M80 Ball cartridge. Projectile (Figure 1) for the M80A1 cartridge consists of a hard steel penetrator, a copper slug/core, and a reverse-drawn copper jacket. Velocity of projectile is 930 m/s (24.8″/630 mm M240 barrel) at 23.8 m. 26 The M80A1 cartridge is compatible with the M240 series of machine guns, the M134 “mini gun,” the Mk48 machine gun, and the M110, MK17, M40A5, and M14 series rifles.27,28 The projectile for this cartridge can be classified as a semi-armor-piercing type.
The new 7.62×51 mm M1158 cartridge has the same design as 7.62 × 51 mm M80A1, but it has tungsten carbide tip instead of hardened steel and steel slug/core instead of copper. The 7.62-mm M1158 cartridge offers improved lethality compared to the M80A1 and M993 cartridges. The M1158 cartridge can be used with the M240 series of machine guns; the Mk 48 machine gun; and the M110 series, Mk 17, Mk 14, and M14 series rifles. 29
Cartridge 7.62 × 51 mm, AP, M993 is, by design, very similar to cartridge 5.56 × 45 mm, AP, M995. The M993 and M995 designs were initiated in 1992 as part of the Soldier Enhancement Program (SEP), intended to give an added capability against armored threat vehicles. Projectile (Figure 1) for this cartridge consists of tungsten carbide core encased with an aluminum cup, and gilding metal jacket (FMJ). Nominal mass of projectile is 8.3–8.4 g, 30 with average velocity of 910 m/s at 23.8 m from the muzzle. Other data suggest velocity of 930 m/s. 31 Ammunition can be used with 7.62 mm rifle (M24 Sniper Weapon System), as well as 7.62 mm Machine Guns M60 and M240. The 7.62-mm cartridge provides an enhanced armor-penetrating capability for use in standard 7.62 mm weapons. 22 Projectile penetrates 18 mm RHA at 100 m distance, and 7 mm RHA at 500 m. 31 The cartridge is identified by a black stripe around the tip of the projectile.
4. Numerical simulations
4.1. Introduction
Simulations for the study used the Autodyn Lagrange processor inside Ansys Workbench. The hydrocode Autodyn can resolve time-dependent problems with geometric and material nonlinearities using finite-element, finite-difference, and finite-volume techniques. The Lagrange processor generally employs a structured (I-J-K) numerical mesh made up of brick components (3D) or quadrilaterals (2D). Vertices in the mesh move in step with the rate of material flow. The Lagrange formulation is computationally faster than the Eulerian method since it does not need to calculate material movement across the mesh. Free surfaces, material interfaces, and history-dependent material behavior can all be better understood using the Lagrange framework. The primary downside of the Lagrange technique is that if there is too much material movement, the numerical mesh might become severely distorted, producing an inadequate solution that can result in calculation stopping. Rezoning the mesh is one way to fix mesh distortion by remapping the distorted solution onto a standard mesh. Autodyn also provides other methods, such as erosion, to further extend the Lagrange formulation to severely distorted phenomena. The partial differential equations that must be resolved in the Lagrange processor express the conservation of mass, momentum, and energy in Lagrangian coordinates. The full solution to the problem is defined by these, a material model, and a set of initial and boundary conditions. 32
4.2. Validation of the numerical model
As a first step in this research, the validation of the 2D numerical model was performed, using available experimental data (Hub) 33 —where the residual velocity of 9 × 19 mm Parabellum projectile (after perforating an aluminum alloy sheet metal—approximation of aircraft outer skin layer) was estimated using experiments.
Originally designed by Austrian firearm designer Georg Luger in 1901, the 9 × 19 mm, Ball, Parabellum (designation 9 mm Luger is also used) is widely considered the most popular handgun and submachine gun cartridge due to its low cost and availability. The projectile of a 9-mm Parabellum cartridge has a mass that, by standard (STANAG 4090), should be within the limits of 7–8.3 g. The projectile consists of lead core and gilding metal jacket. The energy at the muzzle when fired from a standard proof barrel should be between 542 and 814 J. The projectile must be capable of inflicting a fatal wound on personnel protected by steel helmets (defined as M1 helmet) and body armor (defined as Body Armor M1952) at a range of 23 m. When fired from the standard proof barrel at a range of 46 m all shots should be in a group whose mean radius is not more than 76 mm. 34 The 9-mm Parabellum cartridges with the FMJ (Full Metal Jacket) projectile are produced in at least 70 countries around the world.
In Hub et al., 33 after firing of seven projectiles (penetration tests), the average impact velocity was recorded as 390 m/s, and the residual velocity (exit velocity of the projectile, measured using the high-speed camera) was 375 m/s.
In this research, as a part of validation process, a Computer-Aided Design (CAD) model of a target and 9 × 19 mm projectile, based on their geometry, was first created using OCAD software (Figure 2) and exported as .iges file for import into the Ansys Workbench Explicit Dynamics module.
CAD model of projectile and target and mesh applied.
The 2D axisymmetric model was then discretized into 0.1 mm mesh elements using the Lagrangian method (Figure 2). The 0.1-mm element size mesh (for small-caliber projectiles penetration) is recommended by several authors as an optimal mesh. Face meshing was done with quadrilaterals, with very fine mesh of the target (edge sizing perpendicular to impact velocity vector: 150 divisions, bias factor 10; edge sizing parallel to impact velocity vector: 20 divisions).
Initial condition was a projectile (impact) velocity of 390 m/s. The boundary condition was fixing the target on its outer edge (parallel to the symmetry axis). Dimensions of the target were: a diameter of 200 mm and thickness of 1.2 mm (as in Hub et al.). 33 Material models for the projectile parts (core and casing/gilding metal jacket) were retrieved from the Ansys Autodyn material library and from Davis et al., 7 and in the case of the aluminum alloy target plate, they were taken from Hub et al. 33
The target plate (aluminum alloy ASTM 2024T3) used the Gruneisen shock equation of state with the following constants:Γ = 2.0, ρ = 2770 kg/m3, c0 = 5328 m/s, and s = 1.338. The constitutive model (relation between the stress and strain) for the target used the Johnson–Cook model with the following constants: A = 369 MPa, B = 684 MPa, n = 0.73, C = 0.0083, and m = 1.7. The failure model applied for the target was the Johnson–Cook damage model with following constants: D1 = 0.112, D2 = 0.123, D3 = 1.5, D4 = 0.007, and D5 = 0.33,35 This failure model takes into account the influence of strain rate, stress triaxiality, and a temperature on the equivalent failure strain:36,37

where
The damage D is accumulated according to:36,38

where
Damage models deal with the subject of ductility or the strain to material failure, whereas constitutive models deal with the flow stress or strength for metals. When it separates, the material fails. Usually, separation happens when expanding ductile voids coalesce (ductile failure) or when cracks spread (brittle failure). Flow stress and ductility are the two different characteristics of material reaction. For a particular metal, they are frequently connected—decreased ductility is typically associated with increased strength. 39
The Gruneisen shock equation of state parameters (obtained from Autodyn library) for lead core and gilding metal jacket (approximated with copper) are as follows: lead (Γ= 2.74, ρ = 11340 kg/m3, c0 = 2006 m/s, and s = 1.429), copper (Γ= 2.02, ρ = 8930 kg/m3, c0 = 3940 m/s, and s = 1.489).
The strength model parameters for lead core and gilding metal jacket (approximated with copper) are presented in Table 1. In Hub et al., 33 similar models were used for projectile components, except for gilding metal jacket where Piecewise Johnson–Cook constitutive model was adopted. Also, in Siriphala et al., 40 Steinberg–Guinan strength model and shock EOS were used to model copper casing and lead core. More details (with formulas) on the shock EOS model and Steinberg–Guinan constitutive model can be found in the previous work. 41
Steinberg–Guinan strength model parameters used for projectile lead core and gilding metal jacket materials in simulations (Autodyn library).
The residual velocities, obtained in numerical simulations, for the lead core of 9 mm projectile were 375.82 m/s (lowest part of the core close to axis of symmetry was chosen) and for the gilding metal jacket (lowest part of the jacket was chosen) 381.41 m/s (Figure 3). This is in good agreement with experimental data 33 where output velocity of the projectile (as a single component) was recorded as 375 m/s (maximum relative difference compared to numerical simulation presented here is 1.7%). The simulation also showed that the projectile fractured the central part of the target (in the area of the impact point), visible in front of the projectile tip (Figure 3).
Residual velocity profile for projectile 9 × 19 mm, Ball, Parabellum, after the perforation of aluminum alloy plate (impact velocity was 390 m/s).
4.3. Numerical simulations of impacts of different 7.62 × 51 mm projectiles into hard targets
The analysis will be performed in this section for six types of 7.62 × 51 mm projectiles. In the analysis, the impact velocity of the projectiles will be the same for all ammunition (800 m/s). In this way, it should be possible to assess the impact of the projectile design and material types (for the same caliber) on its effectiveness against a hard steel target.
As an integral part of analyses, numerical simulations of the impacts of six projectiles on hard steel target (Armox 500T steel) were performed. Projectile components and materials used in simulations are given in Table 2.
Projectile components and materials used in simulations.
A CAD model of a target and projectiles, based on their geometry, was created, and exported as .iges file for import into the Ansys Explicit Dynamics module (uses Autodyn solver) inside the Ansys Workbench interface.
The 2D axisymmetric models were discretized into mesh elements of 0.1 mm size, using the Lagrangian method. The initial condition was a projectile impact velocity (chosen arbitrarily as 800 m/s for all projectiles). The boundary condition was fixing the target on its outer edge (parallel to the symmetry axis). Dimensions of the target were a diameter of 200 mm and a thickness of 15 mm.
Materials for projectile components are given in Table 3, and their parameters (for EOS, constitutive, and failure models) used in simulations are presented in Tables 4–6. Steinberg–Guinan constitutive model parameters for lead and copper used in numerical simulations (taken from the Ansys Autodyn library) are presented in the earlier section in Table 1. Geometric strain parameter (Autodyn default value of 1.5 for all components) and material failure (specified for target) were used in the simulations to control element erosion during the penetration process. In the simulations, the inertia of eroded parts was retained throughout.
Shock EOS data for all components material, used in numerical simulations.
The constitutive Johnson–Cook model for target (Armox 500T), tungsten carbide, aluminum, steel 4340, and hard steel, used in numerical simulations.
Constants for the Johnson–Cook failure model for target material, used in simulations.

Data for projectiles used in simulations with the same impact velocity (800 m/s).
In the analysis, the impact velocity of the projectiles was chosen to be the same for all projectiles (800 m/s). With this setup, the impact of the projectile design (for the same caliber) on their effectiveness against a hard target can be estimated. As an example of velocity drop, the distance at which a 7.62 × 51 mm NATO projectile has a velocity of 800 m/s is around 40 m from the barrel. 45
Useful data for given 7.62 × 51 mm projectiles (projectile models, muzzle velocity, mass of projectile, cross-sectional area, kinetic energy, kinetic energy density, sectional density) used in the analysis with the same impact velocity (800 m/s) are shown in Table 6. Note that the kinetic energy density represents the ratio of kinetic energy and cross-sectional area A (projection of the projectile onto a plane perpendicular to the direction of movement). Usually, the cross-sectional area of the caliber is used. Sectional density is the ratio of projectile mass to cross-section area.
Penetration depths, into a given target, for different projectiles, obtained in numerical simulations, are presented in Table 7.
Penetration depths for different projectiles 7.62 ×51 mm, obtained in numerical simulations (mesh element size 0.1 mm), with the same impact velocity (800 m/s).
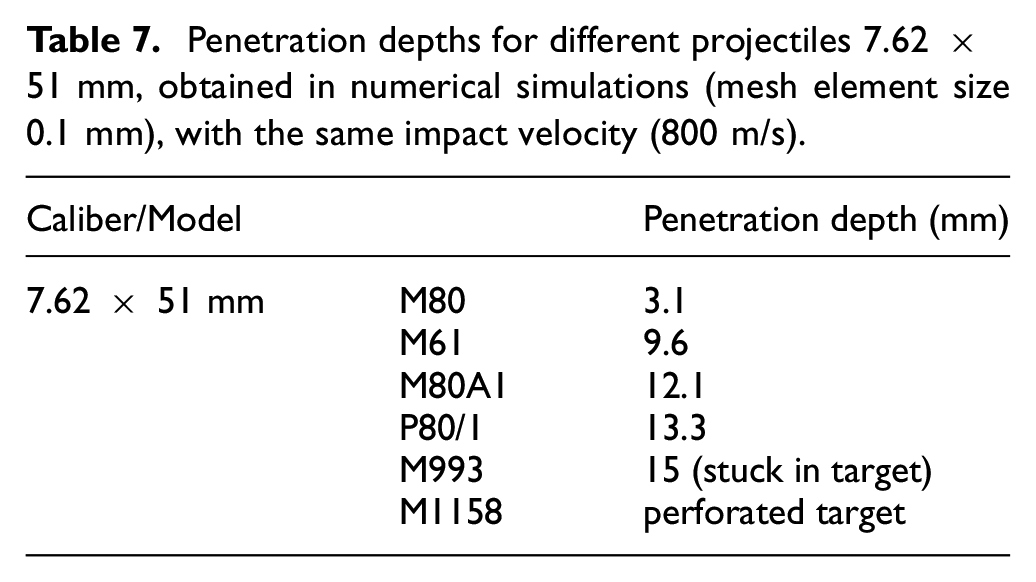
For the same impact velocity (800 m/s), the highest penetration depth into a given target (Armox 500T) is obtained by the new M1158 projectile, namely projectile cleanly penetrated (Figure 4) the target (thickness 15 mm) and exited with residual velocity ~210 m/s (velocity of the lower part of the penetrator).
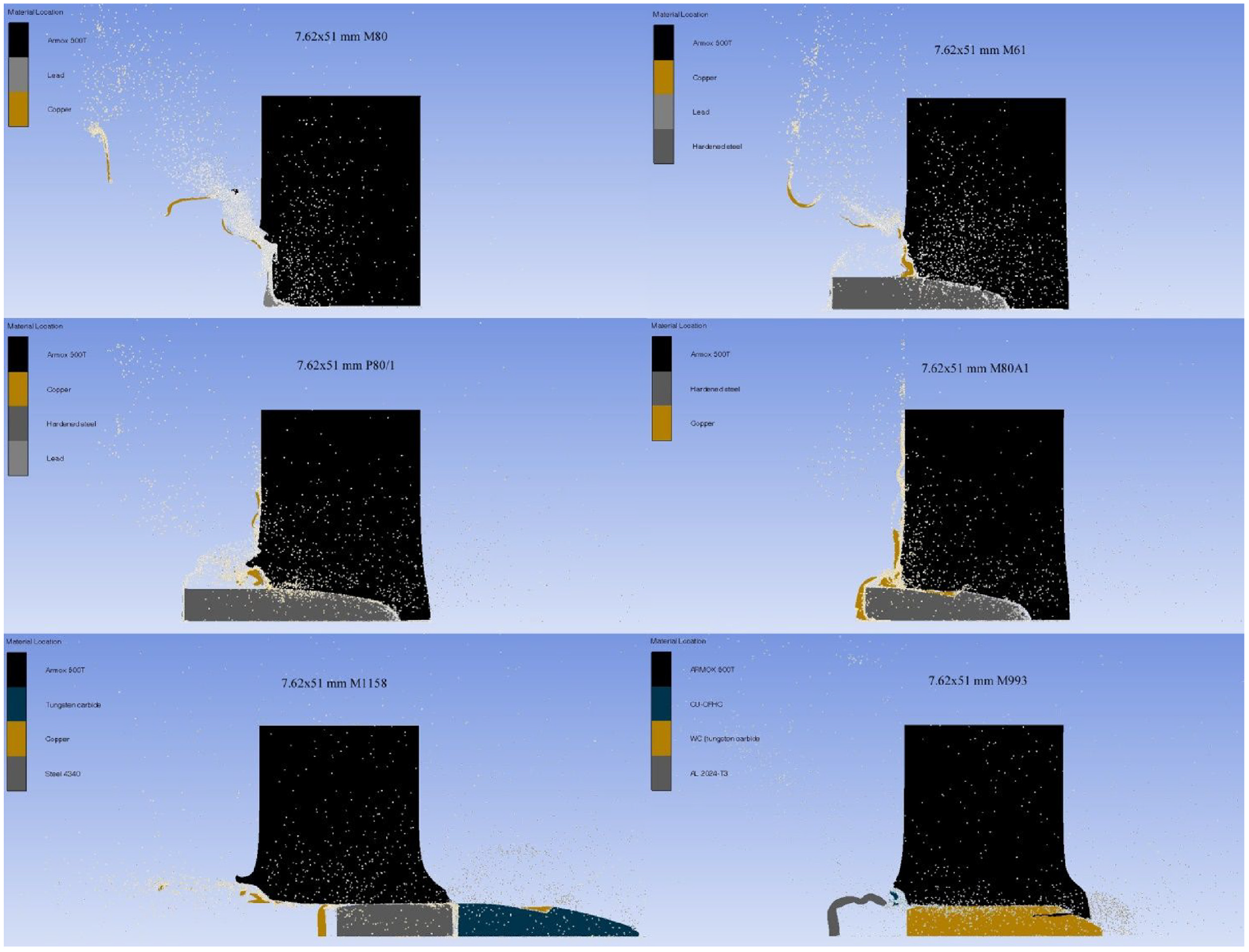
2D axisymmetric graphic showing penetration depths (no further penetration observed—limit velocity reached) for 7.62 × 51 mm projectiles (M80, M61, P80/1, M80A1, M1158, and M993); impact velocity was 800 m/s for all projectiles; mesh element size 0.1 mm.
The M1158 projectile has the highest mass because it contains high-density tungsten carbide and steel inside the gilding metal jacket, and for a given velocity (800 m/s), it has the highest kinetic energy (~3312 J) and also the largest sectional density (0.227) of any 7.62 mm projectile considered. This is a high-performance projectile. The projectile uses a tungsten carbide penetrator of high density and hardness, together with a steel core behind it. In this research, the steel core is represented with steel 4340 but harder steel may be used in real projectiles. Cemented tungsten carbide penetrators are more expensive than hardened steel ones, but they offer a significant increase in penetration capability. The M1158 projectile also does not have a gilding metal jacket on the front (ogive) part of the penetrator (as with the M80A1 projectile), which is an advantage because a smaller part of the gilding metal participates in the penetration (Figure 4), and in this way, the projectile loses less energy during penetration. The entry hole made by this projectile is ~8.6 mm.
The M993 projectile has, for a given velocity, the lowest kinetic energy (~2698 J) due to its low mass (8.43 g), but it compensates with its design (penetrator with a smaller diameter) and penetrator material (dense and hard tungsten carbide). The penetration depth observed for this projectile is 15 mm (the target was perforated but the projectile was stuck in the target). This projectile makes maximal use of its smaller diameter penetrator because its entry hole in the target was 5.8 mm, the lowest for the projectiles considered. This is a high-performance armor-piercing projectile since it uses a very hard tungsten carbide penetrator in subcaliber size, similar to projectile 5.56 × 45 mm M995 (scaled-up version). Lowering the penetrator diameter, compared to its caliber, increases the penetration depth, all other parameters being the same.
The P80/1 projectile showed also significant penetration depth of ~13.3 mm. The entry hole was ~9.6 mm in diameter. This is an example of an efficient hardened steel penetrator AP projectile. Projectile contains relatively massive lead end filler (i.e., compared to M61 projectile).
The M80A1 projectile penetrates ~12.1 mm of hard steel target. It consists of a hardened frontal steel penetrator and copper end filler in gilding metal casing. The entry hole interestingly is the second smallest of all projectiles, namely ~6.8 mm in diameter. This means that the projectile relatively efficiently perforates the target. Even though it has a significantly smaller (in length) penetrator than P80/1, its penetration depth is similar. As in the case of M1158, projectile M80A1 does not have a gilding metal case in front of the penetrator ogive part which can also contribute to an increase in penetration depth.
For the M61 projectile, the penetration depth observed was 9.6 mm and the entry hole was 10.2 mm. This projectile has a central steel penetrator with front, as well as end lead fillers.
As expected, the smallest penetration depth was obtained with the M80 projectile, namely 3.1 mm, but it gives the largest entrance hole since lead is easily deformed during high-velocity impact. It should be noted that the M80 projectile has a lead core and cannot be adequately compared to other projectiles in this group since all others are of armor-piercing or semi-armor-piercing type. This projectile is mainly used against soft targets.
If, for the same impact velocity (800 m/s), projectiles (caliber 7.62×51 mm) of similar design are compared, e.g., projectiles M61 and P80/1, which differ in penetrator mass and length, and in that the M61 projectile has a lead filler in front of a steel penetrator compared to the P80/1, it can be noted that P80/1 model gives better penetration performance against hard steel targets (~38% higher penetration depth observed for a given target). The steel penetrator of the P80/1 projectile is ~15% longer and ~26% heavier than one for the M61 projectile. The mentioned projectiles have similar masses and kinetic energies for a given impact speed (800 m/s). This means that the penetrator masses and lengths are more important factors influencing the penetration depth than the total kinetic energies of particular projectiles.
If the M80A1 and M1158 projectiles, which are of the same design but of different materials, are compared (tungsten carbide penetrator and steel core in the M1158 vs hard steel penetrator and copper core in the M80A1), it can be seen (Table 7, Figure 4) that the M1158 shows a significantly greater penetration depth. Namely, the M1158 projectile went straight through the target with a residual velocity of ~210 m/s while M80A1 penetrated ~12 mm into the hard steel target (Armox 500T). This case is a good example of how only the choice of material affects the increase in penetration capability of the projectile. Because of the denser material used as a penetrator, for a given impact velocity (800 m/s), the M1158 projectile has more mass (~22%) and more kinetic energy (also 22%) than M80A1. The penetrator (tungsten carbide) mass of the M1158 projectile is ~86% greater than that of the hard steel penetrator of the M80A1 projectile. This means that the mass (material density) of the penetrator, all other factors taken as equal, is a very important parameter when considering penetration capabilities of projectiles. Although the M1158 projectile is more expensive to manufacture, it will certainly find its use in anti-armor applications.
5. Conclusion
In this paper, the analysis of penetration capability was performed for six widely used types of 7.62 × 51 mm projectiles (M80, M61, P80/1, M80A1, M1158, and M993). In the analysis, the impact velocity of the projectiles was the same for all ammunition (800 m/s). In this way, it was possible to assess the impact of the projectile design and materials used on its effectiveness against a hard steel target since impact velocity was taken as fixed (constant) in simulations.
Also, a short description and CAD model of each 7.62×51 mm projectile is given in this paper. As a part of these analyses, numerical simulations of the impacts of six projectiles on hard steel targets (Armox 500T steel) were performed.
The analyses showed the following:
The M1158 projectile has a significantly higher penetration depth into a hard steel target (Armox 500T) compared to other AP projectiles considered here.
The choice of material for projectile components (especially penetrator) significantly affects the penetration capability of the projectile. Denser (heavier) and harder penetrators offer increases in penetration depth, other parameters being constant.
Increase of penetrator length leads to increase in penetration depth, all other factors being the same.
The absence of a gilding metal jacket in the projectile’s frontal ogive section can potentially decrease the energy required to remove the jacket during the penetration process, hence increasing the projectile’s penetration capabilities.
The M80 projectile, with soft lead core and gilding metal jacket, shows the lowest penetration depths, compared to other projectiles (this comparison is rather “unjust” since other projectiles were of armor-piercing or semi-armor-piercing types). This projectile is used against soft targets.
Further research could be pointed toward analyses of other important parameters that influence the penetration capability of small-caliber projectiles: component material mechanical characteristics and heat treatment used; impact parameters (angle of incidence, target layout, target material types, stacking of targets made of different materials, inclination of targets), and so on.
Most of these analyses involve higher-performance computers with large numbers of processors (3D numerical simulations) and RAM. Also, to enable their usage in numerical simulations in the future, attention should be directed toward improving the characterization of the projectile component materials failure models. In this way, projectile component erosion could be adequately simulated and simulations will give high-fidelity representation close to real-case scenarios.
Footnotes
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.