
Abstract
This study investigates the optimization of annealing parameters to enhance the mechanical performance of stainless-steel wire mesh (SSWM)-reinforced polylactic acid (PLA) composite fabricated via material extrusion (MEX), commonly known as fused deposition modeling (FDM). The primary objective was to identify an optimal thermal post-processing window that can improve tensile properties while maintaining structural integrity of the metal–polymer composite. A full factorial design of experiment was employed to systematically evaluate the effects of annealing temperature (70°C–110°C) and holding time (20–60 min) on tensile strength, tensile modulus, and elongation at break. ANOVA was used to determine the most influential parameters affecting the tensile properties. The results indicated that post-printing annealing significantly influences the mechanical performance of the developed composites. The annealing temperature of 90°C and holding time of 40 min was identified as the best-performing condition within the investigated range of chosen parameters. Moderate annealing improved tensile strength and modulus, while excessive annealing temperature reduced ductility due to structural changes in the PLA matrix. The change in the properties of the composite observed after post-printing annealing is mainly attributed to residual stress relaxation, improved interlayer bonding, and thermally induced structural reorganization of the polymer matrix. The findings also demonstrated that controlled annealing could enhance load transfer in metal–polymer structures fabricated via MEX.
Introduction
The low processing cost, user-friendliness, and widespread accessibility make fused deposition modeling (FDM) as the most used 3D printing technology that is utilized for the additive manufacturing of polymer composites. 1 Multiple studies have been conducted to investigate the fabrication, characteristics, and applications of 3D-printed polymer composites. These studies have focused specifically on polymer matrices, including polylactic acid (PLA),2–4 acrylonitrile butadiene styrene (ABS),5–7 polyamide (PA), 8 polyphenylene sulfide (PPS),9,10 polyetheretherketone (PEEK),11,12 thermoplastic polyurethane (TPU),13,14 polyetherimide (PEI), 15 and polyethylene terephthalate glycol (PETG). 16 FDM is both cost-effective and flexible material extrusion process. It entails part production via the extrusion of molten filaments, which are then placed in successive layers. This enables the production of the appropriate geometry with little wastage of material. 17 Polylactic acid (PLA) is one of the most promising and widely used biodegradable polymers when compared to other FDM materials.18,19 It is acknowledged as a safe material for clinical use and the manufacturing of load-bearing components, 20 citing its thermal stability, flexibility, superior mechanical properties, and non-toxicity. 21 Though the mechanical properties of PLA are quite acceptable but not suitable for multifunctional applications.22,23 In the manufacturing sector, it is common practice to develop hybrid composite materials by incorporating multiple reinforcing components into a thermoplastic matrix material.24,25 Reinforced composites are used in a wide range of industries due to their superior thermomechanical characteristics. Various reinforcements can be added to improve the structural qualities of the composite. The integration of numerous reinforcements allows to change the quality and the cost of composites, as well as the customization of individual polymer component characteristics. Previous research has shown that hybrid composite materials with numerous reinforcing constituents can have a considerable impact on mechanical, thermal, and interfacial behavior, depending on reinforcement architecture and processing circumstances. The stress transfer efficiency and fiber-matrix interaction significantly affect tensile, flexural, and impact performance. 26 Surface modification and interfacial tailoring techniques enhance the compatibility between reinforcement and matrix, leading to improved thermal stability and load-bearing capacity. 27 Moreover, research on natural fiber composite and hybrid composites showed the importance of heat treatment through dynamic mechanical analysis (DMA) in understanding the viscoelastic response, glass transition characteristics, and damping properties of reinforced polymer systems. 28 Hybrid reinforcement topologies have been examined in structural applications, especially in lightweight design, to enhance the stiffness-to-weight ratio and thermal resistance while ensuring manufacturability. 29 Carbon and glass fiber are two of the most commonly used reinforcing materials in this industry.30,31 Numerous studies have shown that fibers such as E-glass, carbon, and basalt are extremely useful reinforcements in the construction of hybrid composite structures.32,33 The addition of metallic reinforcements, such as stainless-steel wire mesh (SSWM) or metal fibers, is a viable method for improving the mechanical properties of polymer composites. 34 Metallic reinforcements, with their greater energy absorption capacity and high elasticity, may effectively address the mechanical constraints of the PLA matrix. Metallic fibers and metal mesh have been used as reinforcement in a variety of research; nevertheless, the inclusion of metallic meshes has primarily been accomplished using hand layup procedures. Mesh-reinforced systems have been identified as an effective method of structural properties augmentation. Sadoun et al. 35 found that steel-mesh topologies significantly improved the tensile characteristics of polymer composites. This was achieved by improving load transfer and reducing stress concentrations. In a related context, Sayyed et al. 36 reported that the mesh shape has a substantial influence on the mechanical performance of SSWM-GFRP hybrid laminates. It was also discovered that mesh size variations had a direct effect on tensile strength, flexural stiffness, impact behavior, and fracture patterns.
Annealing heat treatment is known as a very effective approach for altering the molecular structure of polymers and polymer composites, resulting in improved characteristics. This approach increases the crystallinity of the polymer structure, enhancing its mechanical strength. 37 Annealing is often used to improve the mechanical characteristics of the composite components manufactured by using the injection-molding process. In 3D printing, extruded filaments are rapidly cooled, resulting in the production of amorphous or low-crystalline structures. As a result, annealing could be an important post-processing step for improving polymer crystallinity. 38 Harris and Lee 39 found that annealing of injection-molded PLA samples at 70°C and 100°C improved their stiffness. According to Mathew et al., 40 annealing of injection-molded PLA at 100°C for 10 min optimizes recrystallization and results in a perfect internal arrangement. Bhandari et al. 41 investigated the effect of annealing on the interlayer tensile strength of 3D-printed short carbon-fiber-reinforced PLA and PETG composites. The tensile strength of the CF/PLA composite and the Young’s modulus of the CF/PETG composite increased by 92.5% and 65.7%, respectively. Dong et al. 3 investigated how annealing affected the flexural characteristics of 3D-printed PLA composites reinforced with grafted cellulose nanofibers. The flexural modulus of the CNF/PLA composite increased by about 252.6%. The results indicate that the annealing procedure has a significant impact on increasing the mechanical properties of 3D-printed polymer composites. The analysis also found that a variety of parameters influence the mechanical properties of 3D-printed polymer composites during the annealing process, including but not limited to annealing temperature, duration, polymer, and filler type. Although various studies have investigated the effect of annealing on PLA and fiber-reinforced thermoplastic composites, little study has been conducted on the post-printing thermal treatment of metal-polymer hybrid systems manufactured using material extrusion (MEX). Stainless steel wire mesh (SSWM)-reinforced PLA composites, in particular, may provide specific interfacial and thermomechanical challenges due to the distinct coefficient of thermal expansion, thermal conductivity, and stiffness of the reinforcing metal mesh and polymer matrix. The combined effects of annealing temperature and holding time on tensile strength and interfacial load transfer in such composite systems are unknown. As a result, this study presents a comprehensive experimental examination to understand the effect of annealing parameters on the strength-ductility balance of MEX-fabricated SSWM/PLA composites.
Materials and methodology
Fabrication of composite specimen
The commercial-grade black PLA filament (1.75 mm in diameter) was considered as the matrix material. The filament is composed of polylactic acid without any reinforcement and was sourced from WOL 3D India Ltd. The dark coloration was caused by pigment additions by the manufacturer for esthetic purposes. A plane weave stainless-steel wire mesh (SSWM) of grade SS304 procured from Brindavan Udyog (India) with wire diameter of 0.25 mm and aperture wire mesh of 1 mm was used as metallic reinforcement for this study. Each printed specimen consisted of one layer of SSWM sandwiched between PLA layers of equal thickness. Each tensile specimen was fabricated as per the ASTM D3039. This standard was selected because the rectangular specimens with straight edges reduces the stress concentration and abrupt transition zones. Rectangular samples with straight edges provide more uniform stress distribution and exhibit more consistent and reliable mechanical behavior during testing as compared to dog bone shaped specimen with curved edges. 42 SSWM was cleaned with alcohol for the removal of surface contamination before reinforcing it to the PLA. A 3D CAD model of the rectangular specimen was imported to CURA 5.6.0 for slicing and adjustment of 3D printing parameters. In this study, a fixed combination of 3D printing parameters (infill density of 90%, hexagonal infill geometry, layer thickness of 0.1 mm, printing speed of 100 mm/s, nozzle temperature of 220°C, and bed temperature of 60°C) was chosen for the fabrication of each specimen. The printing parameters were judiciously selected based on the previous studies on improving the mechanical properties of 3D printed PLA structures. 43 The high nozzle temperature ensures proper melt flow, dimensional accuracy, and effective encapsulation of the stainless-steel wire mesh within the PLA matrix. A hexagonal infill geometry was selected for its favorable strength-to-weight ratio and uniform stress distribution. A minimum layer thickness of 0.1 mm was considered as it improves interlayer adhesion and surface quality. The high infill density was chosen because it provides better strength to the 3D printed structures. The minimum printing speed was considered as minimal residual stress is developed at a lower printing speed due to slow cooling of the deposited molten polymer. The nozzle temperature (220°C) and bed temperature (60°C) were chosen within the standard processing limits for PLA to facilitate adequate melting and interlayer adhesion without causing thermal damage. The sliced model was then imported to the 3D printer in a G-code format. The fabrication process started with the deposition of molten PLA over the printing bed. The printing process was paused when 50% of the total specimen was printed. A pre-cut layer of stainless-steel wire mesh was positioned above the printed PLA surface. Adhesive tape along the edges to prevent the displacement of SSWM during the subsequent printing. The printing process was resumed, enabling PLA to encase the embedded wire mesh. The resultant structure is a composite laminate consisting of a PLA/SSWM/PLA layered configuration, whereby the stainless-steel mesh functions as a continuous reinforcement phase integrated within the polymer matrix. Figure 1 illustrates the schematic representation for the manufacturing of SSWM/PLA composite specimens.
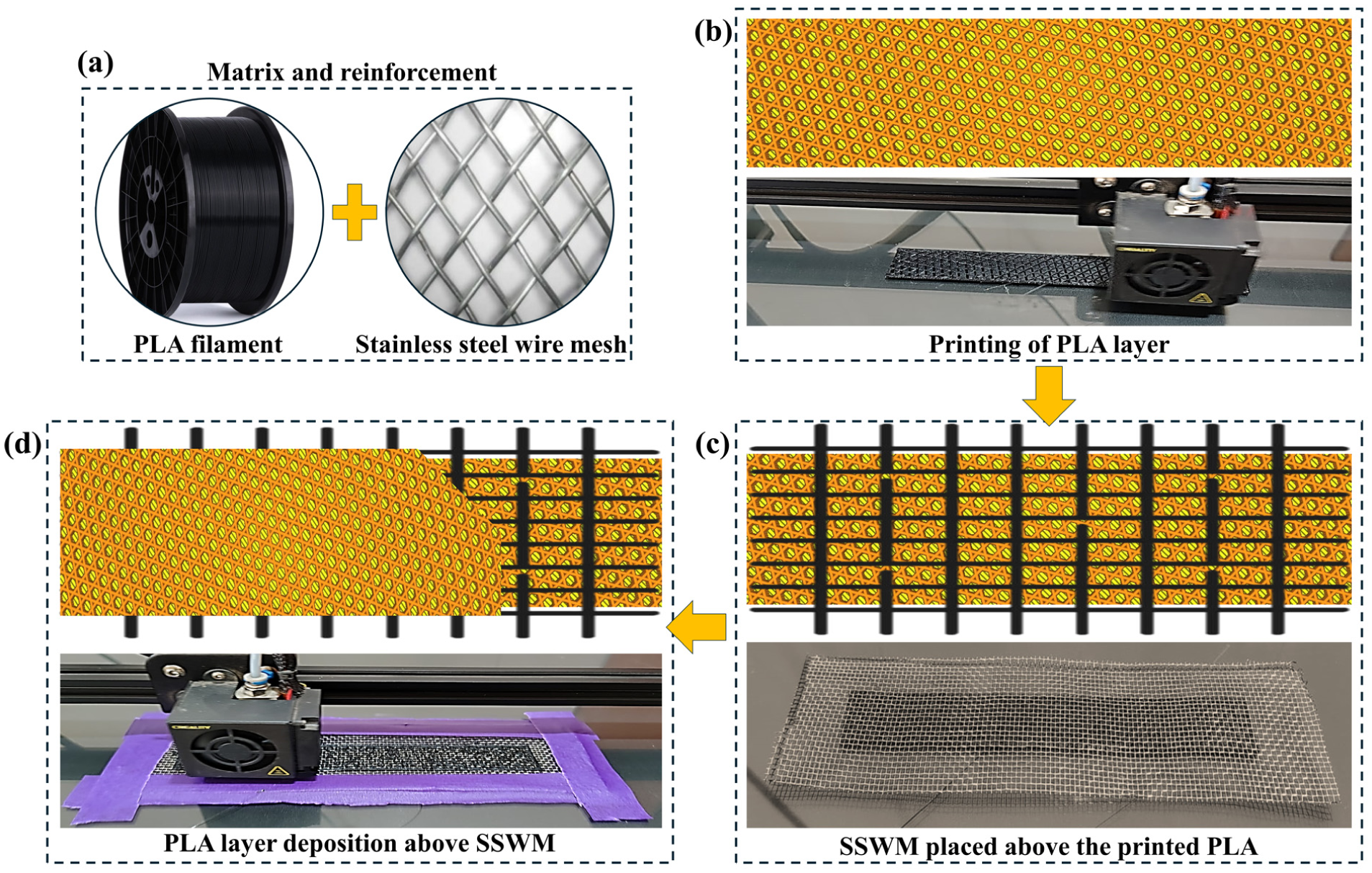
Fabrication of composite specimens: (a) materials, (b) printing of PLA, (c) placement of SSWM, and (d) deposition of PLA over SSWM.
Annealing and tensile testing of the composite specimens
After manufacturing, the printed SSWM/PLA composite specimens were annealed under controlled circumstances. Annealing was carried out at different temperatures for varying durations to investigate their effect on tensile properties. After annealing, the specimens were cooled under a controlled environment to decrease thermal stress. Tensile testing was carried out at ambient temperature utilizing a universal testing machine (Unitek 9450) in compliance with ASTM D3039 specifications. Tensile strength, elastic modulus, and elongation at break were assessed at different annealing conditions. Figure 2 depicts the post-printing annealing and tensile testing process.
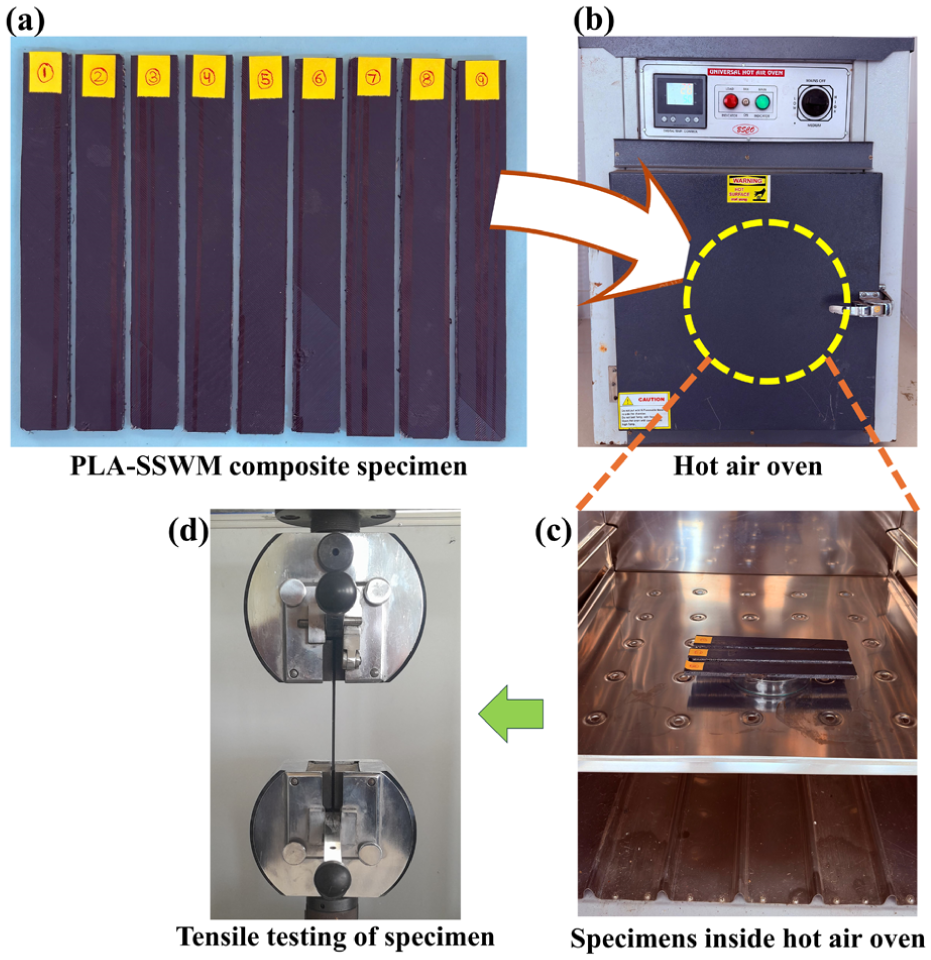
Post-printing annealing and tensile testing of specimens: (a) printed specimens, (b and c) heat treatment of the specimens, and (d) tensile testing of the specimens.
Results and discussion
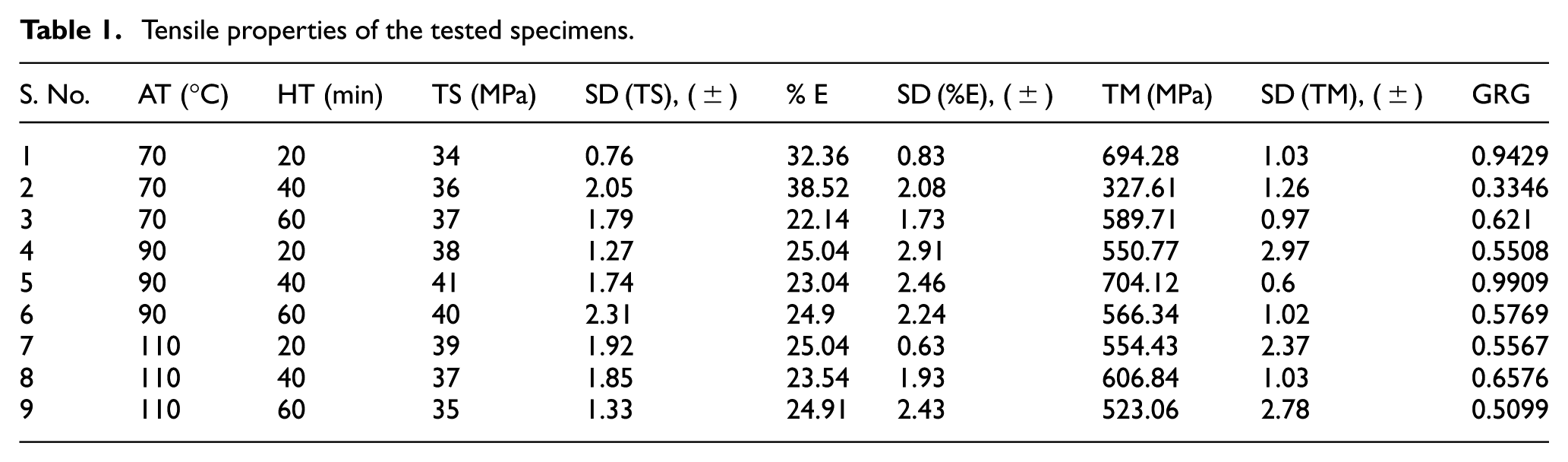
Table 1 presents comprehensive data regarding the tensile strength, % elongation, and tensile modulus of the annealed SSWM/PLA composites. A gray relational grade (GRG) was calculated to combine multiple responses into a single objective response. A higher GRG indicates a combination of parameters that is closer to the ideal multi-objective performance. The data were collected utilizing the full factorial design at annealing temperatures (AT) of 70°C, 90°C, and 110°C for holding time (HT) of 20, 40, and 60 min, respectively. Every testing was repeated three times, and an average value was considered for the statistical evaluation. The tensile strength exhibited a range of 34–41 MPa, with the peak strength recorded at 90°C for a duration of 40 min. Conversely, ductility, defined as the percentage of elongation, exhibited a considerable range, spanning from 22.14% to 38.52%. The maximum elongation observed was 38.52% at a temperature of 70°C for a duration of 40 min. The tensile modulus exhibited a range from 327.61 to 704.12 MPa, with the peak value of 704.12 MPa recorded at a temperature of 90°C for a duration of 40 min. This observation highlights the trade-off in semi-crystalline thermoplastics, that is, conditions that enhance strength or modulus often led to a decrease in elongation. This phenomenon occurs as annealing enhances the crystallinity of the material and reduces its mobility, whereas moderate treatments primarily alleviate residual stress and, in certain cases, may enhance strain-to-failure characteristics. 44 Figure 3 illustrates the tensile strength and modulus of the heat-treated composite specimen. The optimal annealing temperature of 90°C aligns with existing literature regarding the annealing of FDM polymers. The studies indicate that annealing temperatures exceeding the glass transition temperature facilitate the relaxation of polymer chains and promote cold crystallization. This facilitates better transmission of loads and reduces the risk of premature failure due to residual stress. Excessive heat can lead to distortion, induce stress concentrations at the interface, and result in the formation of flaws, ultimately compromising the integrity of the material. 44
Tensile properties of the tested specimens.
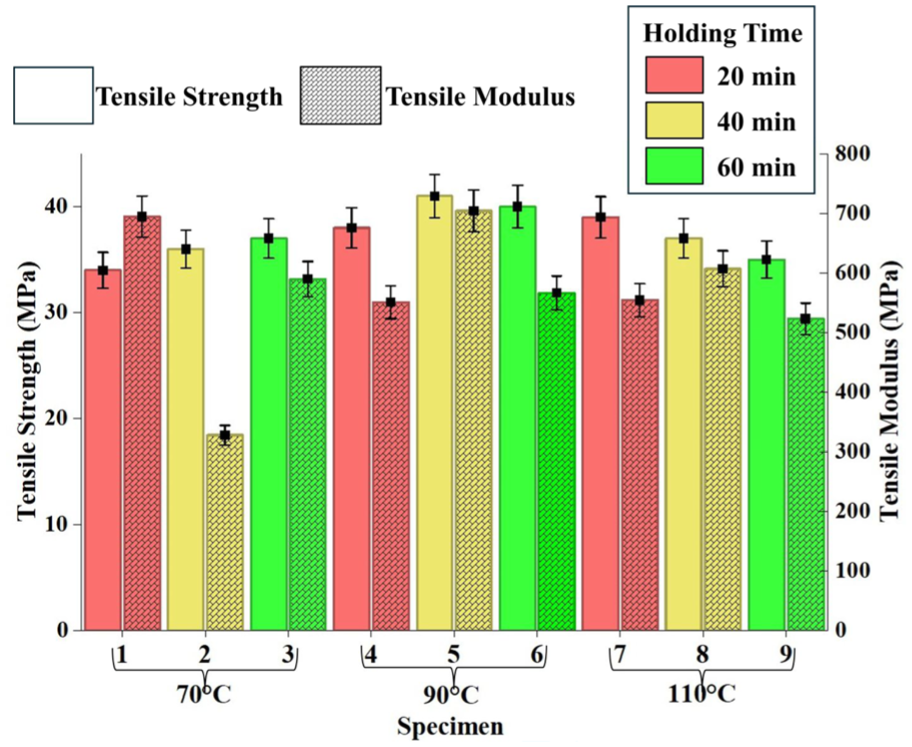
Tensile strength and modulus of the specimens.
Tensile strength can be increased by annealing in the sub-melting region, which also reduces residual stress and increases crystallinity and interdiffusion at interlayer barriers. 45 When interfacial integrity is retained, these benefits are amplified in the SSWM/PLA composite because better reinforcement-matrix continuity increases the efficiency of stress transfer to the embedded mesh. Thermal mismatch (different CTE and conductivity) between PLA and stainless-steel during heating to a temperature of 110°C and then cooling may result in microcracking or interfacial debonding, and extended exposure can aggravate local stress concentrations and coarsen voids. These factors plausibly reduce the net strength of the composite. 46 The highest strength (41 MPa) and maximum modulus (704.12 MPa) were obtained at the same annealing temperature and holding time (90°C and 40 min), indicating that this temperature produces the most effective microstructure (optimal crystallinity and interface condition). This is in line with the established correlation between increased stiffness after annealing and higher crystallinity. 44 The modulus obtained at 70°C and 40 min is extremely low (327.61 MPa), due to relatively large elongation (38.52%). This combination may occur if deformation is dominated by interfacial sliding/mesh pull-out or early yielding, which increases measured strain while decreasing apparent slope.
Figure 4 illustrates that mild annealing produces the largest percentage elongation, which decreases with higher annealing temperatures and longer holding times. The highest elongation is obtained at 70°C for 40 min (38.52%), while other specimens elongated by ∼23%–25%. At 70°C (near above PLA’s glass transition temperature), annealing largely promotes stress relaxation and limited interlayer repair while not pushing crystallization as forcefully as higher temperatures. This can delay fractures due to residual stress concentrations and allow more stable plastic deformation before failure, and hence, increase elongation. 47 With the higher annealing temperature and holding time, the crystallinity of the PLA tends to increase and thus reduce amorphous mobility, increasing brittleness and limiting strain-to-failure, particularly in printed structures where damage frequently occurs at interfaces. 44 In metal-reinforced composites, this ductility reduction can be further intensified by the constraint of the polymer around the mesh and interfacial stress concentrations. Once debonding starts at the mesh/PLA interface, the deformation localizes, and the specimen fails at lower global strain.
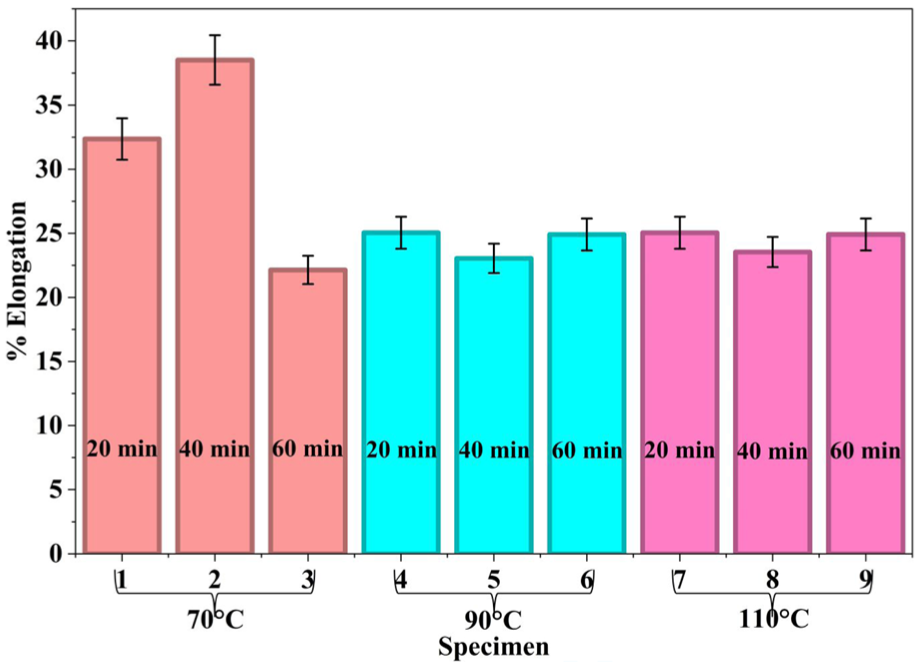
% Elongation of the tested specimens.
Figure 5 (stress-strain curves) illustrates two categories of curves based on the combined strength/elongation patterns. High-ductility coupled with low-stiffness behavior obtained at annealing conditions of 70°C and 40 min exhibits a smaller initial slope (associated with the low modulus) and a longer strain-hardening or plastic deformation before fracture. Mechanistically, this can result in a delay in ultimate failure due to micro voiding at raster boundaries and/or mesh-matrix interfacial slippage, in which the reinforcement mesh can delay catastrophic separation while allowing substantial elongation. A steeper elastic area, higher peak stress, and a minimum plastic region are characteristics of high-strength and high-stiffness behavior obtained at 90°C and 40 min. Stronger load-bearing capacity but reduced ductility are the results of a microstructure with improved inter-layer cohesiveness and crystallinity. Studies on the structure of thermoplastics showed similar strength-ductility trade-offs upon annealing. Recent research on polymer-metal hybrid composites highlighted the critical role that metallic reinforcement structures play in determining mechanical behavior. Wire mesh-reinforced composites have shown improved structural integrity, toughness, and energy absorption when compared to unreinforced counterparts, owing primarily to the mesh architecture’s improved stress redistribution and crack bridging. 48 Recent reviews of polymer-metal hybrid systems have shown that the geometry and architecture of metallic networks embedded in matrices significantly impact stiffness, failure mechanisms, and functional responses. Metal fiber/mesh reinforcement can significantly improve the mechanical properties of polymer composites. Steel meshes can alter fracture modes and improve ductility when reinforced into the polymer matrices.49,50 These findings contribute to the mechanistic basis for mesh-reinforced polymer composite behavior and guide the current study’s emphasis on interface integrity and thermal post-processing optimization.
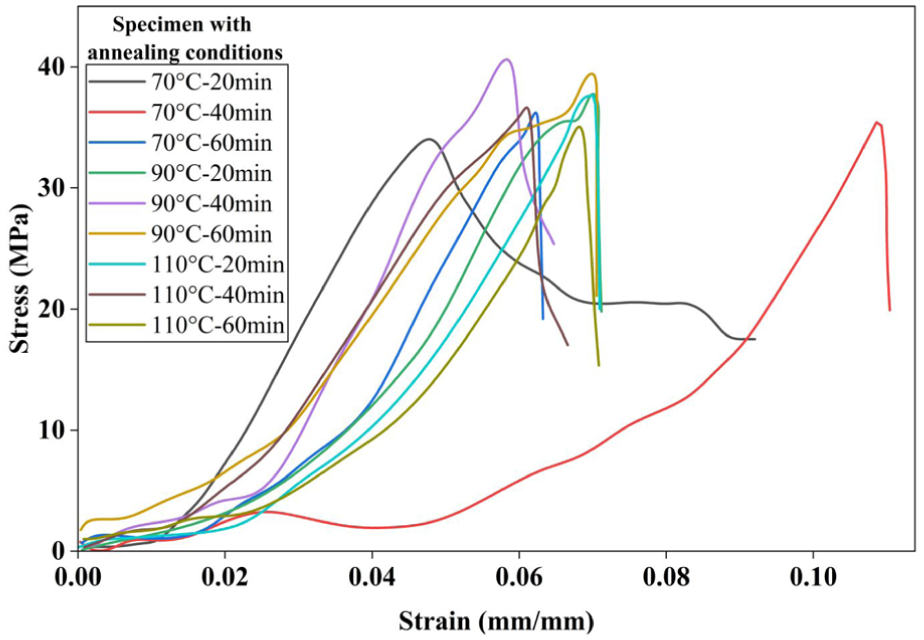
Stress-strain relationship of the tensile tested specimens.
Table 2 shows the analysis of variance for the results obtained in this study. ANOVA was done with consideration of three replicates. ANOVA shows that the input parameters and their interaction have a significant effect on the experimental model. Figures 6 and 7 show the contour plot for tensile strength and % elongation, showing the relationship between annealing temperature and holding time. In Figure 5, a high-strength zone can be observed at about ∼90°C and ∼40–60 min, with a maximum at 90°C–40 min (41 MPa). The combinations of low temperature/short time (70°C–20 min, TS = 34 MPa) and high temperature/long time (110°C–60 min, TS = 35 MPa) resulted in decreased tensile strength. This response surface typically represents the optimized annealing conditions where the temperature is usually the determining factor, and an intermediate temperature maximizes strength by balancing crystallinity and defect/interfacial stability. 51 An overall decrease in elongation as temperature rises is consistent with crystallinity-driven embrittlement trends after annealing. Figures 8 to 10 show the main-effect plots for tensile strength, % elongation, and tensile modulus. Temperature has the greatest impact: mean strength and modulus are highest at 90°C, compared to 70°C and 110°C. Holding time has a weaker effect, with a slight peak at 40 min. This is consistent with broader observations that annealing temperature is generally the most critical factor determining mechanical improvement in FDM parts. 51 Elongation is significantly greater at 70°C than at 90°C–110°C. Longer holding times reduce elongation, which is associated with greater crystallinity and less amorphous mobility. 52 Increased printing speeds may result in more thermal gradients and residual strains because they shorten the time needed to reach thermal equilibration between layers. 53 Likewise, the mismatch between anisotropic contraction effects and interlayer temperature may be amplified by thicker layers. 54 To foster consistent interlayer bonding while maintaining manufacturing efficiency, a considerably slow printing speed of 100 mm/s and a comparatively thin layer thickness of 0.1 mm were chosen for this investigation. A thin layer thickness (0.1 mm) improves filament fusion between adjacent layers and reduces temperature gradients during deposition. This results in a more uniform printed structure while introducing a moderate level of residual thermal stresses due to cooling and contraction between successive layers. When the material is annealed above its glass transition temperature, the increased mobility of polymer chains allows partial relaxation of residual stresses. As a result, annealing can reduce internal stress concentrations and improve load transfer between printed filaments. Because the magnitude of these improvements depends on the initial residual stress state created during printing, the chosen printing parameters provide a consistent baseline from which the influence of annealing temperature and holding time can be evaluated independently.
Analysis of variance for GRG.

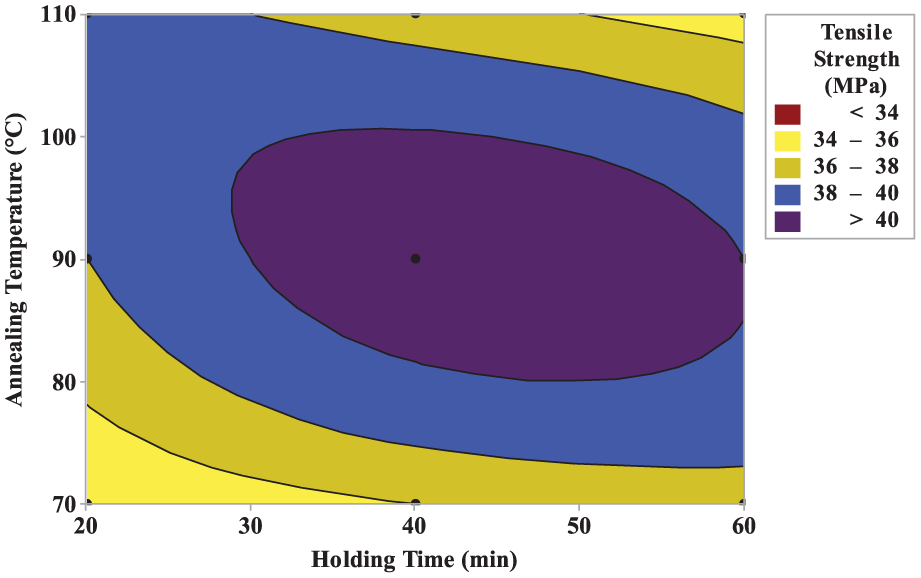
Contour plot for tensile strength showing the relationship between annealing temperature and holding time.
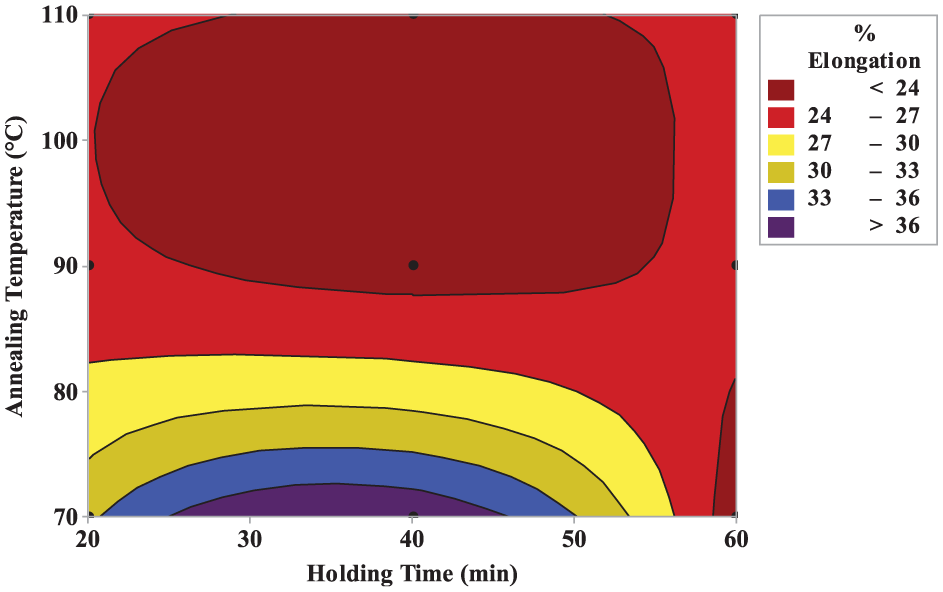
Contour plot for % elongation showing the relationship between annealing temperature and holding time.
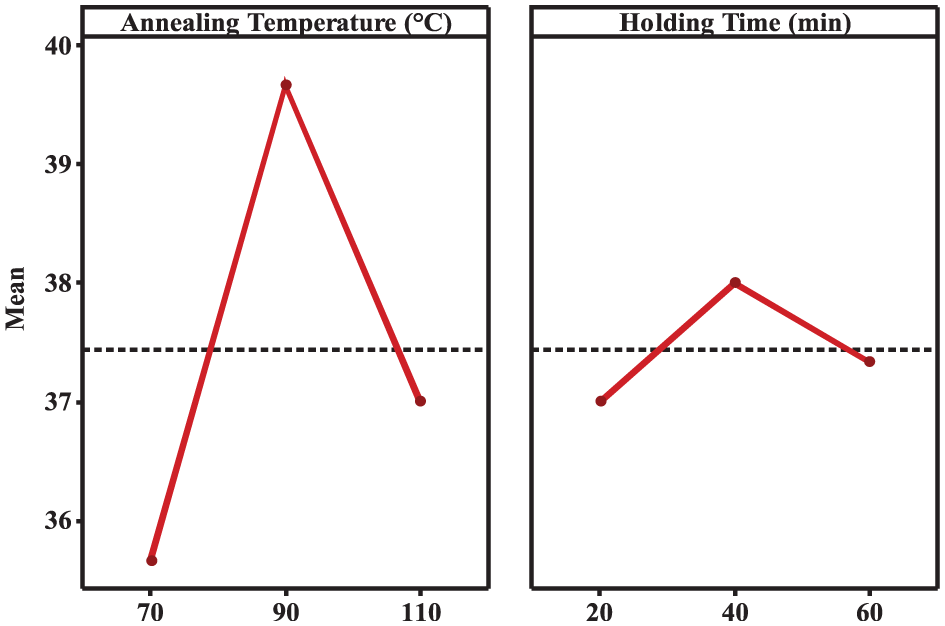
Main effect plot for tensile strength.
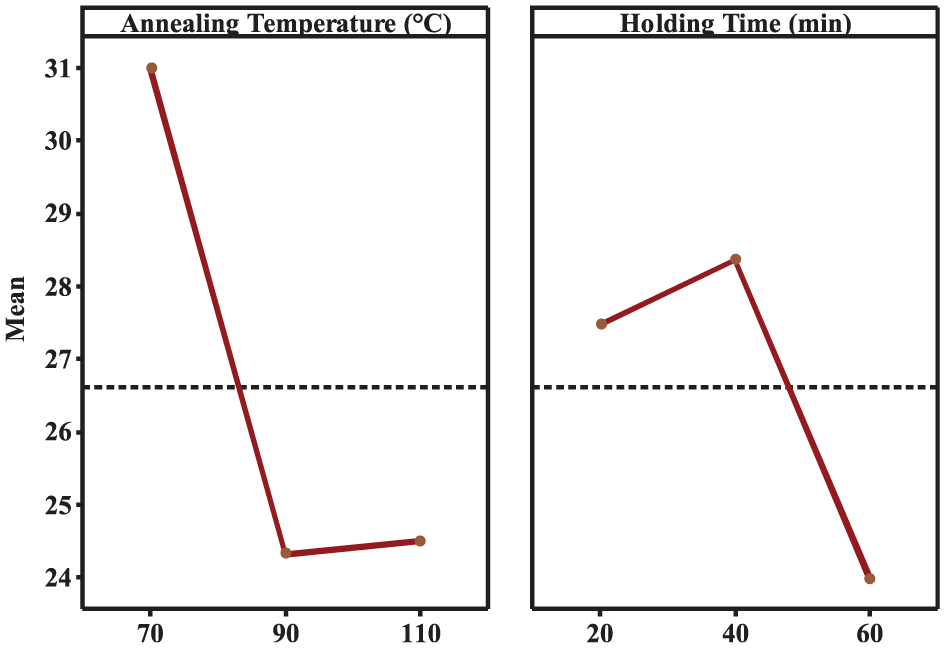
Main effect plot for % elongation.
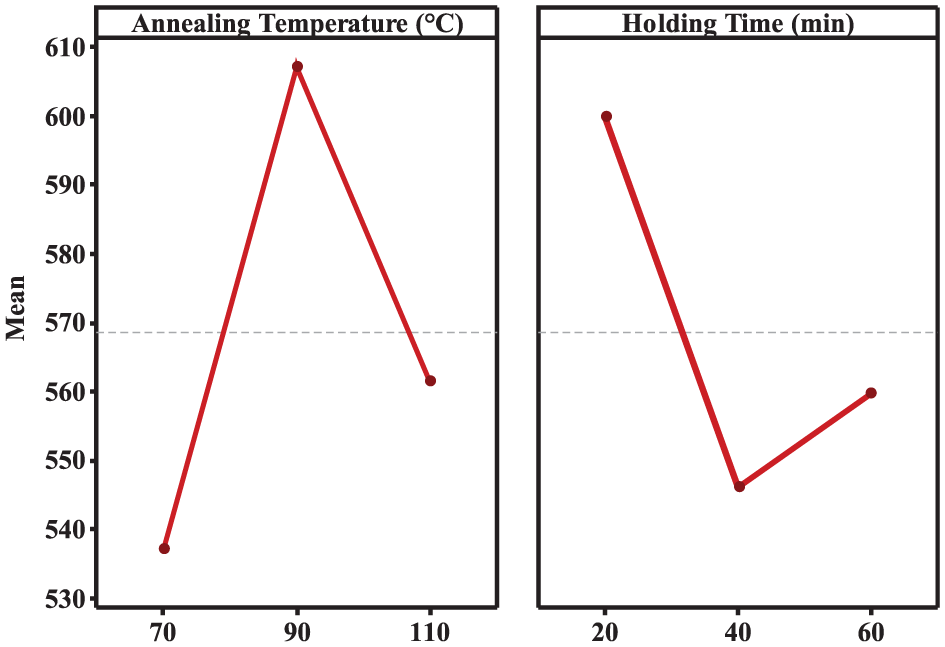
Main effect plot for tensile modulus.
Figure 11(a) to (c) shows the optical micrographs of the cross-section of the fracture region. The images show the presence of embedded SSWM strands within the PLA matrix, along with deformation of the polymer layer surrounding the embedded mesh. Figure 11(b) shows the separation of the PLA layer with SSWM after the tensile failure, while Figure 11(a) and (c) shows the clear bonding between the mesh and the PLA matrix. These features indicate that the reinforcement participated in stress redistribution during tensile loading rather than acting as a purely passive inclusion. Figure 11(d) and (e) show the SEM image of the cross-section of the fractured specimen showing SSWM embedded within the PLA matrix. Figure 11(f) shows that matrix fragments are attached to the SSWM strands, which is a clear evidence of interfacial bonding and mechanical interlocking between PLA and SSWM. The rough surface and residual polymer indicate that failure was governed by interfacial shear followed by progressive debonding. Furthermore, micro-voids and cracks are present in a minimal amount, which are typical indication of cohesive matrix failure and plastic deformation. This indicates that the applied load was transferred to the reinforcement before crack propagation occurred. 55
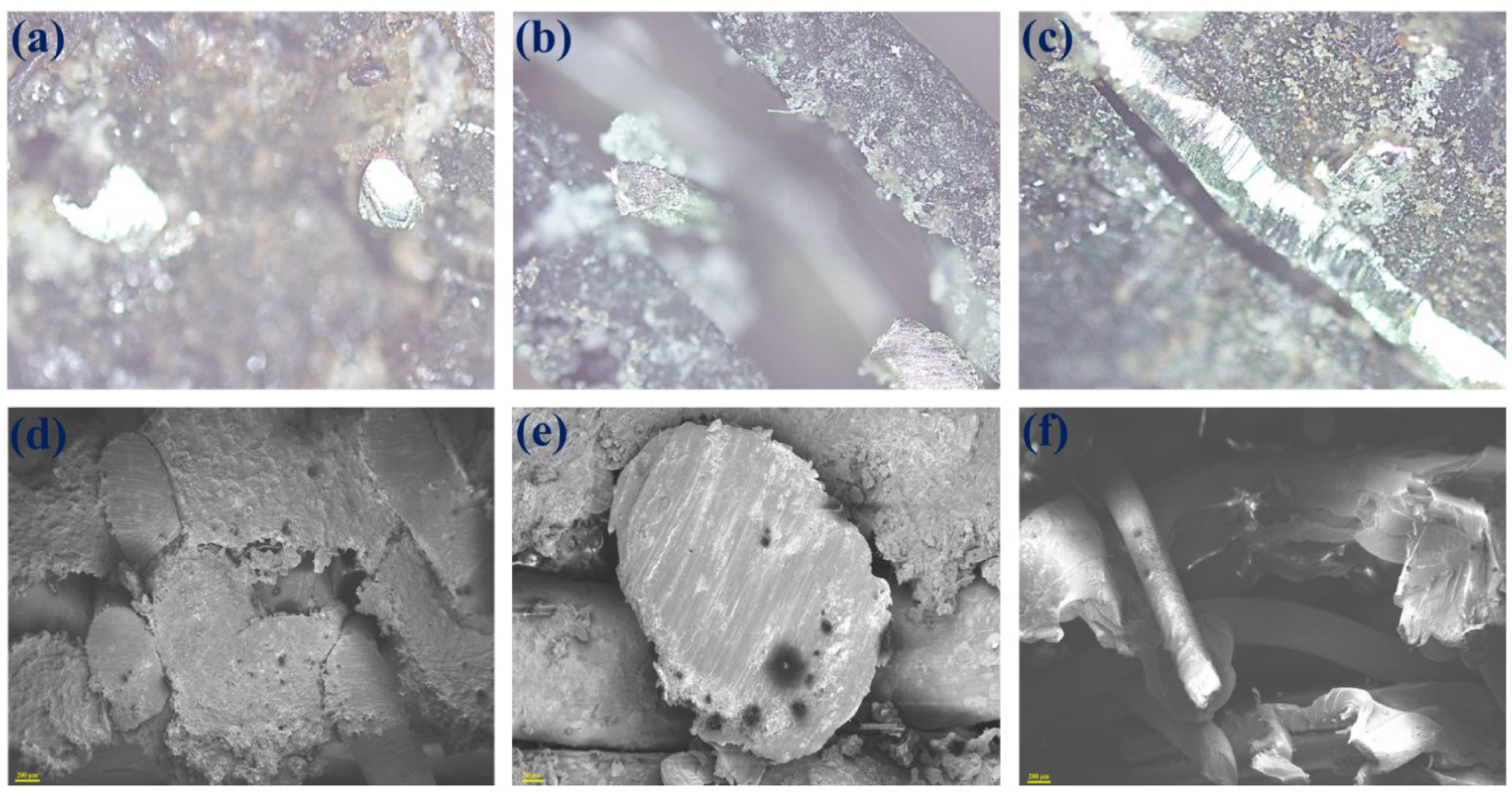
(a–c) Optical images and (d–f) SEM images of cross section of the fractured specimen.
Conclusion
This study investigated the effect of post-printing annealing temperature and holding time on the tensile behavior of fused filament-manufactured stainless-steel wire mesh reinforced PLA composites. The combined effects of thermal treatment on tensile strength, elastic modulus, and elongation at break were investigated using a systematic experimental design. The findings show that annealing is an important post-processing step in determining the mechanical response of metal-polymer composites. The following are some conclusions from the study:
Annealing temperature was found to be the most important parameter impacting tensile performance. The intermediate annealing temperature (90°C) yielded higher tensile strength and modulus than lower (70°C) and higher (110°C) annealing temperatures.
The annealing temperature of 90°C and holding time of 40 min resulted in the maximum tensile strength and stiffness, which was attributed to effective stress relaxation and increased crystallinity.
Ductility (% elongation at break) was highest at moderate annealing conditions (70°C and 40 min), indicating that stress relaxation without severe crystallization promoted delayed fracture and stable plastic deformation.
Prolonged annealing or high-temperature exposure (110°C and/or 60 min) lowered tensile strength, most likely due to over-relaxation, higher interfacial mismatch stresses, and early damage starting at the metal-polymer interface.
The findings confirm post-printing annealing as a viable post-processing technique for modifying the mechanical behavior of 3D-printed stainless steel-reinforced PLA composites, allowing for application-specific balancing of strength and ductility for structural and functional components.
The optimized annealed SSWM/PLA composites demonstrate enhanced tensile strength and stiffness while maintaining controlled ductility, making them suitable for lightweight structural and semi-structural applications. Potential applications include load-bearing panels, lightweight mechanical fixtures, and impact-resistant enclosures.
Future scope
Future research may include extensive microstructural characterization (DSC, XRD, and SEM fractography) to quantify the relationship between annealing-induced structural changes and mechanical performance. Flexural testing may also be carried out to evaluate bending stiffness, interfacial stability, and mesh-matrix load transfer under non-uniform stress states. Furthermore, humidity exposure testing and fatigue analysis to evaluate long-term interfacial stability may be performed in future.
Footnotes
Handling Editor: Aarthy Esakkiappan
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.