
Abstract
This study investigates the dry sliding tribological behavior of as-received Armox 500T steel using a pin-on-disc tribometer across three rotational speeds (350, 400, and 450 RPM) and four applied loads (20, 30, 90, and 120 N). Microstructural characterization confirmed a fine lath martensitic structure with retained austenite, yielding an average Vickers microhardness of 528.64 HV. Volume loss, specific wear rate, coefficient of friction, and surface roughness were evaluated as tribological responses. Rotational speed drove a mild-to-severe wear regime transition and dominated specific wear rate (∼88% ANOVA contribution), while applied load exclusively governed coefficient of friction (COF) (∼99.8%). An inverse relationship between surface roughness and specific wear rate at higher speeds was attributed to thermally induced surface flattening and mechanically mixed layer formation. The Time × Applied Load interaction was the largest contributor to volume loss, confirming the time-dependent nature of material removal. These findings provide practical guidance for avoiding critical speed–load combinations in sliding applications.
Introduction
Armox 500T is a high-strength martensitic protection steel alloy, recognized for its unique combination of high hardness, extraordinary toughness, and tensile strength.1,2 It is also known for its superior machinability, weldability, and heat treatability.3,4 With a nominal hardness of 531 ± 35 HV, 5 it is extensively used in applications requiring protection against ballistic and wear-related damage, including armored vehicles, security structures, and heavy-duty industrial equipment, such as bulldozers, excavators, buckets and conveyors.6,7 The performance of Armox 500T is derived from its carefully controlled chemical composition, heat treatment, and thermomechanical processing. 8 The manufacturing process involves quenching from approximately 1000 °C followed by tempering between 200–500 °C. 9 This results in a fine lath martensitic microstructure, which is responsible for the hardness and strength of the alloy. 10 Rapid cooling rates are necessary to suppress the formation of softer phases such as pearlite and bainite, ensuring a fully martensitic structure. 11 It was also reported that the hardenability, strength and toughness properties can be improved by controlling the grain size of austenite. Fine austenite grain size is desirable for achieving short laths and equiaxed structures after quenching. 12
The wear resistance of Armox 500T is a crucial characteristic for determining the alloy performance for high impact/velocity applications. Therefore, wear resistance is influenced by several factors, including applied load, component geometry, the relative motion of surfaces, sliding distance, surface roughness, chemical composition, the microstructure of the alloys, operating temperature, lubrication, and the impact of vibration on the frictional behavior of the alloys, which may lead to severe volume loss. 5 Despite numerous studies tackling the tribological behavior of steel alloys,13–16 limited literature is available regarding Armox 500T steel. In the work of Saxena et al., 5 the wear resistance of Armox 500T base metal was conducted using a pin-on-disc (POD) dry sliding wear tribometer. The tests involved varying an applied force in the (30–120 N) range, sliding distances up to 6000 m, sliding velocity 3.33 m/s and a track radius of 30 mm. The findings indicate that the lost volume increased with an increase in both applied load and sliding distance due to thermal softening of pin material, while the coefficient of friction (COF) decreased with increase in both parameters. Yousef et al. 12 investigated the influence of thermal cycle on the tribological properties of Armox 500T grain refined by niobium (Nb). Their aim was to navigate the change in austenite grain size after refinement procedures. A pin-on-disc tribometer was used to evaluate the wear characteristics of the investigated alloys under 80 N load, a rotating speed of 400 RPM, and a sliding distance of 1200 m. The pin track radius was 16 mm. The results show that the wear rate decreases as the grain size of austenite is refined at high Nb content.
Previous studies have investigated Armox 500T under severe conditions, including high-velocity impacts17,18 and wear. 19 However, a notable gap remains regarding its tribological behavior across variable conditions spanning from mild to severe wear regimes. Severe test conditions are typically employed for defense applications. However, intermediate to mild wear regimes are relevant to many civil and industrial uses, where components experience prolonged, low-stress sliding contact. Understanding this behavior is crucial for predicting component lifetime and optimizing performance. Therefore, this study seeks to examine the tribological behavior of the Armox 500T steel alloy under varying dry sliding wear conditions at rotational speeds of 350, 400 and 450 RPM, applied loads ranging from 20 to 120 N, and corresponding sliding distances of 1154.53, 1319.46, and 1484.40 m. The microhardness and microstructure of the Armox 500T specimens in their as-received state are also analyzed. The resulting surface roughness at the end of each experimental set of parameters is measured. The impact of significant process parameters on the wear rate is assessed through design of experiments (DOE) using multilevel factorial analysis of variance (ANOVA).
Methodology
The material used in this work was Armox 500T steel (quenching from ∼1000 °C followed by low tempering at 200–500 °C), supplied by SSAB 6 in the form of 6 mm thick plate. The maximum allowable contents of the alloying elements, as specified by the manufacturer, are presented in Table 1, with iron constituting the balance.
Maximum content of the alloying elements in Armox 500T.

The test pins were machined from Armox 500T plate into 30 × 10 × 6 mm tetragonal shapes. Wire electro-discharge machining (WEDM) was used to cut the pins with a discharge current of 30 A, a gap voltage of 15 V, and a wire speed of 40 mm/min. The WEDM process was performed under a stream of dielectric coolant to prevent any microstructural changes that might occur due to heat. The pins underwent multi-stage grinding and polishing across the plate thickness for microstructural and microhardness analysis. The grinding process involved using a sequence of silicon carbide papers with grit sizes ranging from 150 to 2000 and ethanol (98% purity) was used as a cooling and lubricating agent. Specimens were then polished to a mirror-like finish using a 1 μm alcohol-based diamond suspension.
Vickers microhardness testing was conducted on the polished surfaces using a HWDM-3 microhardness tester. A load of 500 gf was applied for a duration of 15 s. Five indentations were made along the horizontal axis of the specimen to ensure statistical reliability and assess microhardness uniformity.
For microstructural analysis, the polished surfaces were etched for 30 s with a Nital solution (6% HNO3 in 94% ethanol 20 ) and subsequently rinsed with ethanol to protect surface against oxidation. The microstructural characteristics were examined using a Leica 750MD optical microscope at various magnifications.
Tribological tests were performed using a pin-on-disc tribometer under dry sliding conditions, conforming to the ASTM G99 standard. 21 The tribometer was calibrated prior to wear test and standard block weights were used for the normal load to ensure measurement consistency across all experimental runs. The prepared Armox 500T pins were mounted in a stationary holder and pressed against a rotating disc. The counter-surface disc was made of tungsten carbide-coated cast iron plate with a surface hardness of 63 HRC. The disc dimensions are 165 mm in diameter and 8 mm in thickness. All tests were conducted under ambient laboratory conditions (approximately 22 ± 2 °C, atmospheric pressure, and 45 ± 5% relative humidity) to ensure reproducibility and to simulate the typical service conditions.
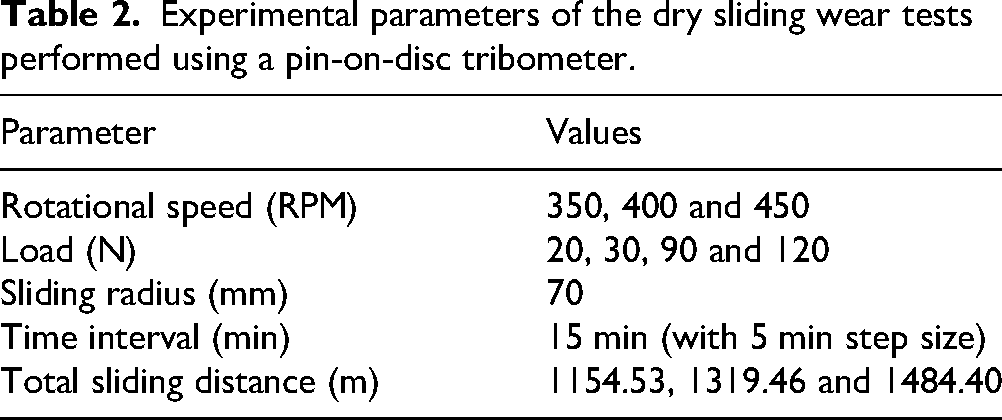
The experimental parameters, selected to illustrate varying wear conditions, are detailed in Table 2. The experimental design comprised three factors: rotational speed (350, 400, and 450 RPM), applied load (20, 30, 90, and 120 N), and sliding time (5, 10, and 15 min), resulting in a multilevel factorial design with a total of 36 test conditions. Tribological responses were recorded at each time interval for every speed-load combination, yielding a fully structured experimental matrix suitable for multilevel factorial ANOVA. The load gap between 30 and 90 N was intentional. It ensures that some conditions fall within the mild wear regime (20 and 30 N) and others within the severe wear regime (90 and 120 N), thereby capturing the tribological behavior across both sides of the mild-to-severe wear transition boundary. 22 The corresponding total sliding distances at 350, 400 and 450 RPM are 1154.53, 1319.46 and 1484.40 meters, respectively. The 36 test conditions represent a full multilevel factorial design with no replication. For each of the 12 speed-load combinations, tribological responses were recorded sequentially at three sliding time intervals within a single continuous test run. COF was recorded continuously throughout each test, and the reported value represents the average over the corresponding time interval. No averaging across repeated runs was performed.
Experimental parameters of the dry sliding wear tests performed using a pin-on-disc tribometer.
The wear volume loss (Vwear) was calculated from the mass loss measurements using average density of Armox 500T as 7.85 g/cm3.
18
The specific wear rate was then determined using equation (1)
23
:

Where Fn is the normal force (N) and Ff is the force of friction (N). The normal force is the load applied during pin on disc experiment. Ff is the frictional force obtained from the instrument.
The surface roughness (Ra) of the pin was measured before the wear tests and after the completion of each test series (i.e., after testing at 350, 400, and 450 RPM) using a contact profilometer (SE3500). The wear test pin surfaces were prepared to a consistent initial surface finish prior to testing of about 3.03 μm. All pins were ultrasonically cleaned in ethanol for 10 min and dried before each test to ensure consistent initial contact conditions. The weight of each specimen was measured before and after each wear test using an analytical balance with an accuracy of 1 × 10−4 g to measure mass loss (g) after each run. The mass loss values were used in equation (1) to calculate the specific wear rates. The experimental results were analyzed using multilevel ANOVA with Minitab 18 statistical software. Volume loss, specific wear rate and coefficient of friction were selected as the response variables. The factors investigated were rotational speed at three levels (350, 400, and 450 RPM), applied load at four levels (20, 30, 90, and 120 N), and sliding duration at three levels (5, 10, and 15 min), yielding a total of 36 experimental runs (3 × 4 × 3). The ANOVA framework was employed to evaluate the relative contribution of each factor to the measured responses, identify statistically significant interactions, and determine the dominant factor governing each response. A confidence level of 95% (α = 0.05) was adopted for all statistical analyses.
Results and discussion
Microstructure and microhardness analysis
The as-received Armox 500T specimens were examined in their original delivery condition, without any additional alloying or heat treatment by the authors. Optical microscopy images of the polished and etched specimen are shown in Figure 1. The microstructure reveals a fine needlelike (acicular) morphology, which is a characteristic of lath martensite formed during quenching and subsequent tempering applied by the manufacturer. The fine and dense martensitic lath structure is the primary source of high hardness and strength.4,9
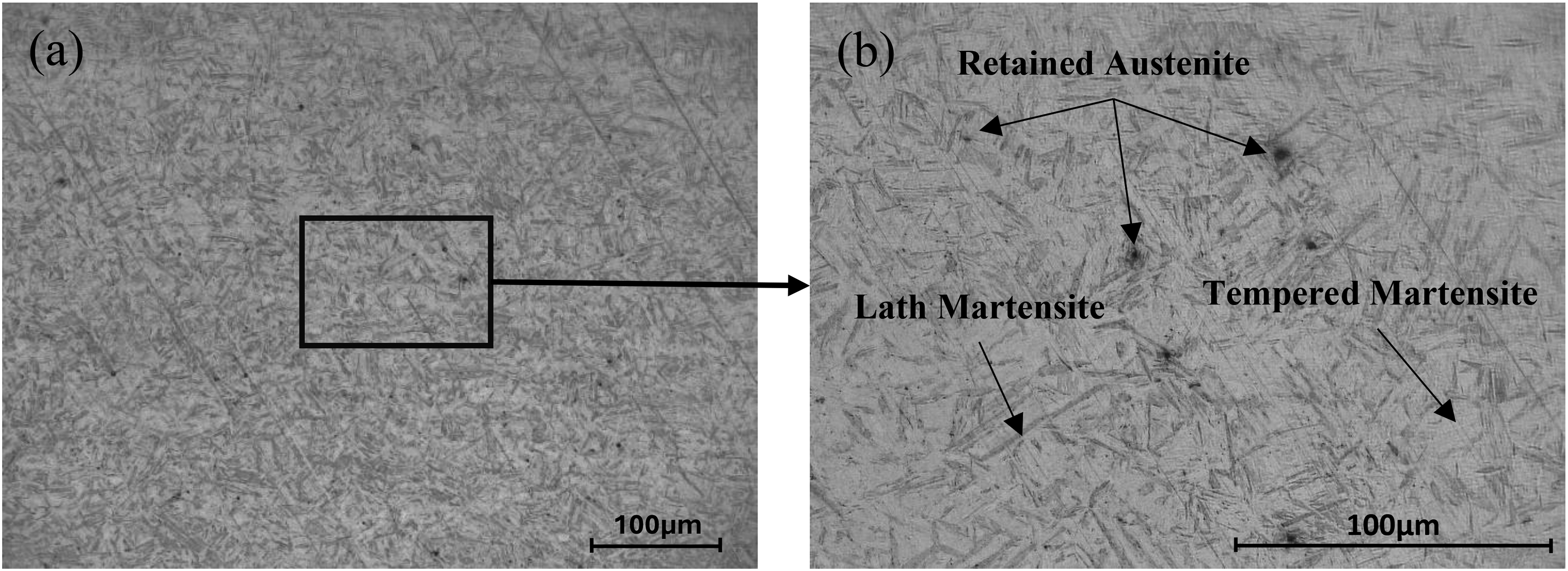
Microstructure of as-received Armox 500T steel alloy (a) at 200x and (b) 500x magnifications.
The matrix is a tempered martensite, with reduced tetragonality, formed after tempering. During low tempering temperature, supersaturated carbon in body-centered tetragonal (BCT) martensite lattice diffuses out and precipitates into fine carbides. Both ductility and toughness are improved through dislocation pinning by fine carbides, without significant loss of strength. The observed dark features showed different particle sizes and diffuse boundaries, which are not typical characteristics of polishing pits or surface artifacts. These features are more consistent with retained austenite islands within the martensitic matrix. This interpretation is also supported by published studies on Armox 500T and similar high-hardness martensitic steels.5,11 These thin interlath films or scattered small dark islands are most likely retained austenite, stabilized by carbon enrichment and alloying elements. 24 In Armox 500T, retained austenite is typically present in small amounts of 1–3 vol.%. 25 This small retained fraction of austenite contributes to improved toughness without compromising hardness. A similar microstructure for the as-received Armox 500T steel alloy was reported by Barényi et al.. 11 Possible phase quantification can be performed using X-ray diffraction (XRD). However, this analysis falls outside the scope of the present tribological investigation, since the steel alloy was not modified or altered in the current study. The retained austenite fraction is then adopted from published characterization studies on Armox 500T steel. 25
Optical microscopy has limited resolution for fine lath martensitic steels at this hardness level. However, the microstructural interpretation was not based only on the optical images. It was also supported by published studies on Armox 500T and similar high-hardness martensitic steels. These studies consistently report a mainly fine lath martensitic structure with small amounts of retained austenite after the manufacturer's processing route.
The microhardness test was performed on the polished surface, taking five readings in the following sequence 5, 10, 15, 20 and 25 mm, along the horizontal axis of the specimen. The average Vickers microhardness of the as-received Armox 500T specimen was 528.64 HV, with a standard deviation of ±26.37 HV. The corresponding average Rockwell microhardness is 50.94 HRC, with a standard deviation of ±1.75 HV. Both microhardness scales for all attempts across the specimen are plotted in Figure 2. The inset figure illustrates the locations where the microhardness values acquired across the specimen.
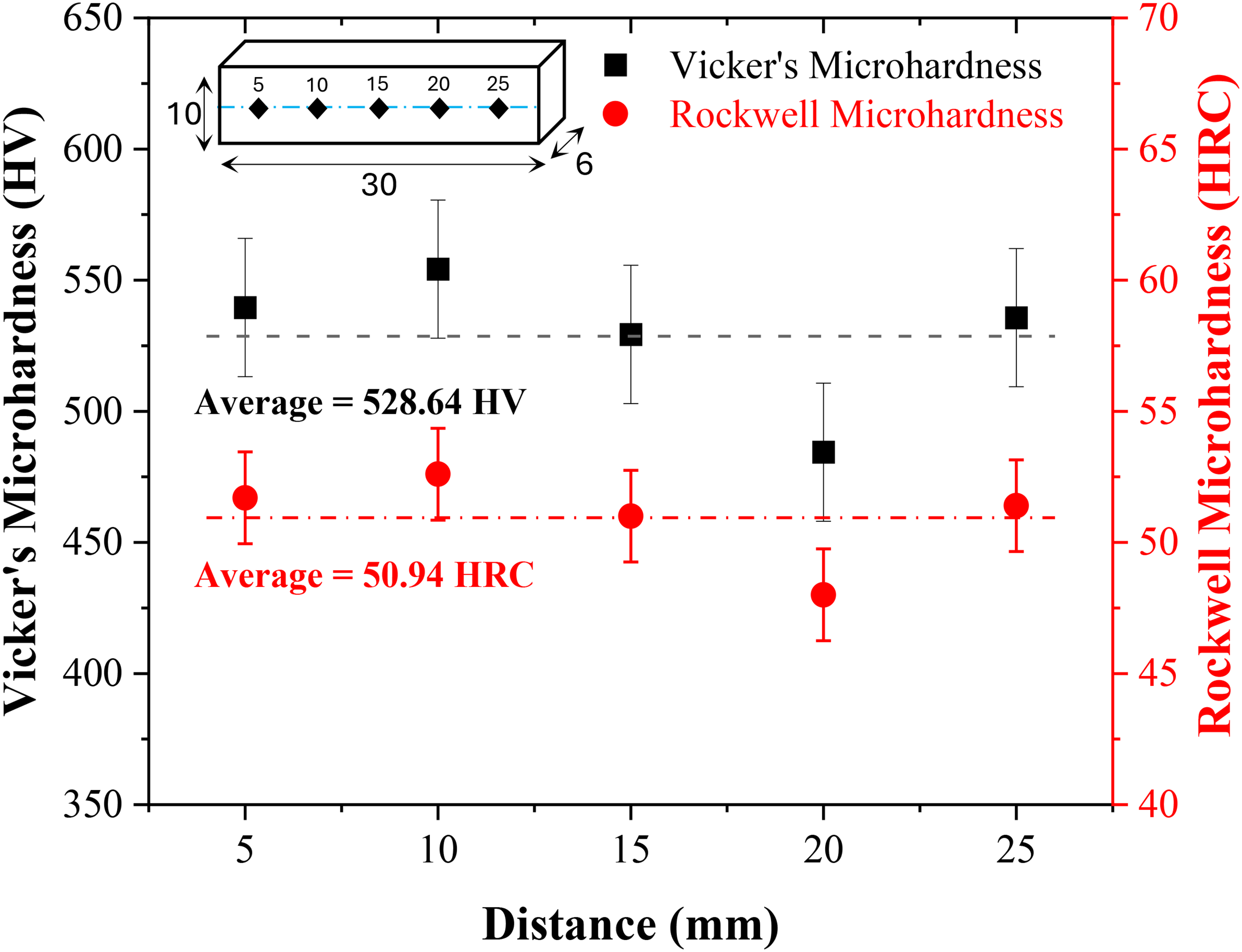
Vickers microhardness and corresponding Rockwell hardness values measured at five locations across the specimen. Error bars represent one standard deviation. The inset illustrates the indentation positions.
The microhardness values were consistent along the specimen, confirming material homogeneity. The values are in proximity to those reported by Popławski et al., 7 within a range of 549–589 HV. However, minor fluctuations could be observed. The differences in the microhardness numbers could be due to the presence of various phases at which the indenter landed. The lath martensite with a BCT crystal structure 26 is the hardest phase, while microhardness values decrease in areas where tempered martensite and/or retained austenite are prevalent. Retained austenite, with a face-centered cubic (FCC) crystal structure, also has a significant effect on reducing the hardness of tempered Armox 500T steel. 27 However, the probability of the indenter making direct contact with interlath retained austenite films is low, given their scattered distribution.
Wear test results
The wear behavior of Armox 500T was evaluated in accordance with the test parameters listed in Table 2. The wear test was performed with a total of 36 iterations to monitor the tribological behavior of the alloy under variable test conditions. Figure 3 demonstrates the lost volume of Armox 500T alloy as a function of rotational speed (350, 400 and 450 RPM) and time (5, 10 and 15 min) at different loads (20, 30, 90 and 120 N).
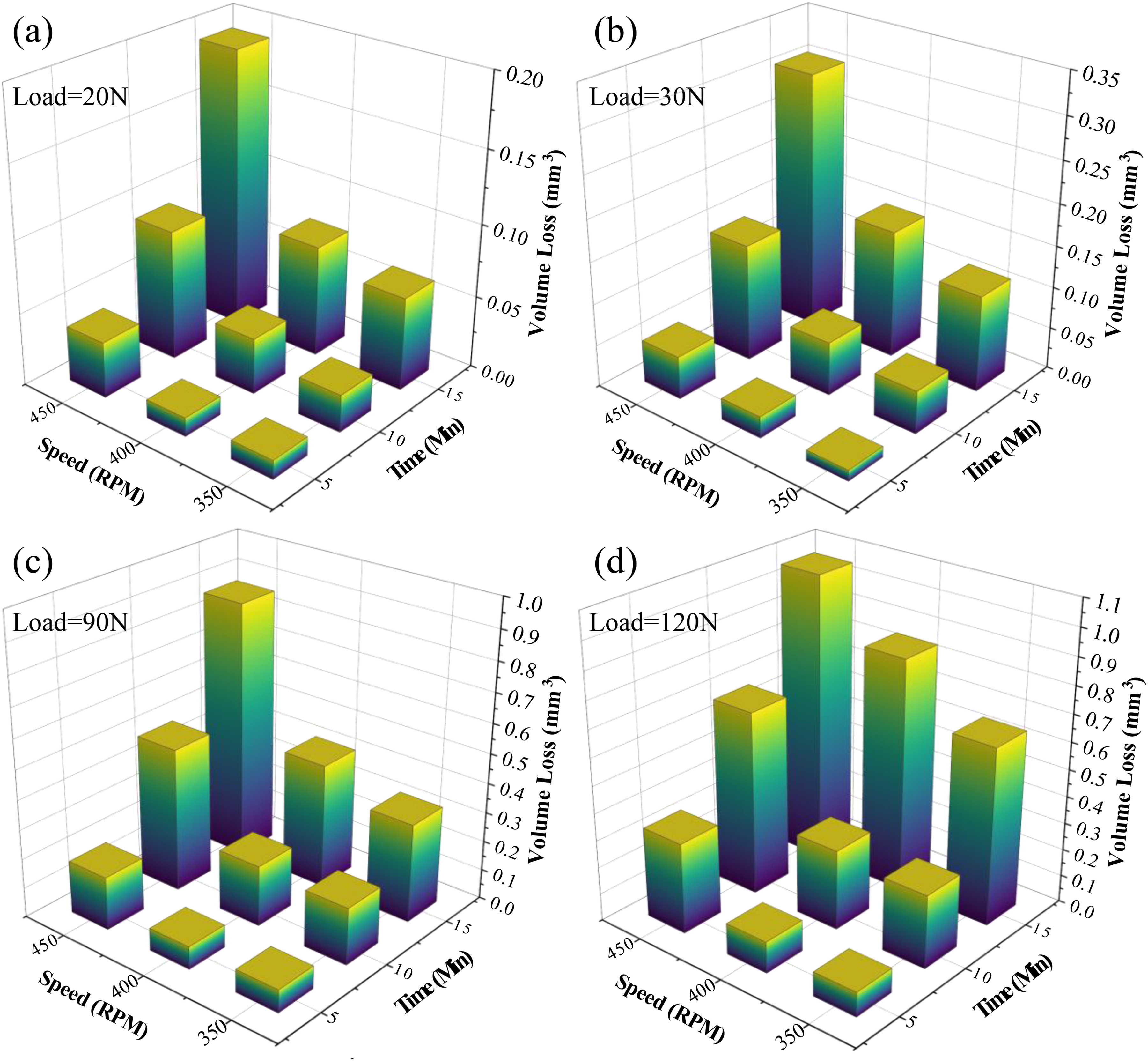
Volume loss (mm3) as a function of rotational speed and time at (a) 20 N; (b) 30 N; (c) 90 N; (d) 120 N.
The lost volume showed a direct relationship with increase in rotational speed and time. It further increased with increase in the applied load to reach a maximum of 0.1923, 0.3076, 0.8717, and 1.0641 mm3 at 20, 30, 90 and 120 N, respectively. The observed increase in volume loss with rotational speed is consistent with thermally induced softening of the near-surface material. This mechanism is widely reported for high-hardness steels under dry sliding conditions.5,28 Direct thermal measurements were not conducted in this study. However, the strong dependance of material removal on sliding speed provides indirect evidence for frictional heating as a contributing mechanism. The primary focus of the present work was to identify and characterize the transition between mild and severe wear regimes under variable speed and load conditions, rather than to resolve the underlying surface mechanisms through post-test characterization.
A similar trend was reported by Saxena et al. 5 who attributed the volume loss to the thermal softening of pin material. The nature of the dry sliding wear test results in frictional heat that raises the temperature of the sliding bodies at the pin/disc interface. The surface area of the pin is much smaller than that of the counterface disc; thus, the temperature of the pin surface will rise more as compared to the disc surface, resulting in higher volume loss.
The specific wear rate was calculated using equation (1) and plotted as a function of applied load and rotational speed in Figure 4. The specific wear rate shows modest and gradual increase with increasing applied load across all tested speeds. These findings are consistent with Archard's wear law, 29 attributed to the exceptional mechanical properties of Armox 500T, which exhibits a hardness of approximately 531 HV (500 HBW). The high hardness resists plastic deformation and subsurface damage accumulation, thereby limiting the load-sensitivity of material removal. This behavior is consistent with mild wear regime. This behavior aligns with findings reported by Zum Gahr, 28 who demonstrated that highly hardened steels exhibit a restrained load-sensitivity in the mild wear regime due to their resistance to plastic deformation and subsurface damage accumulation.
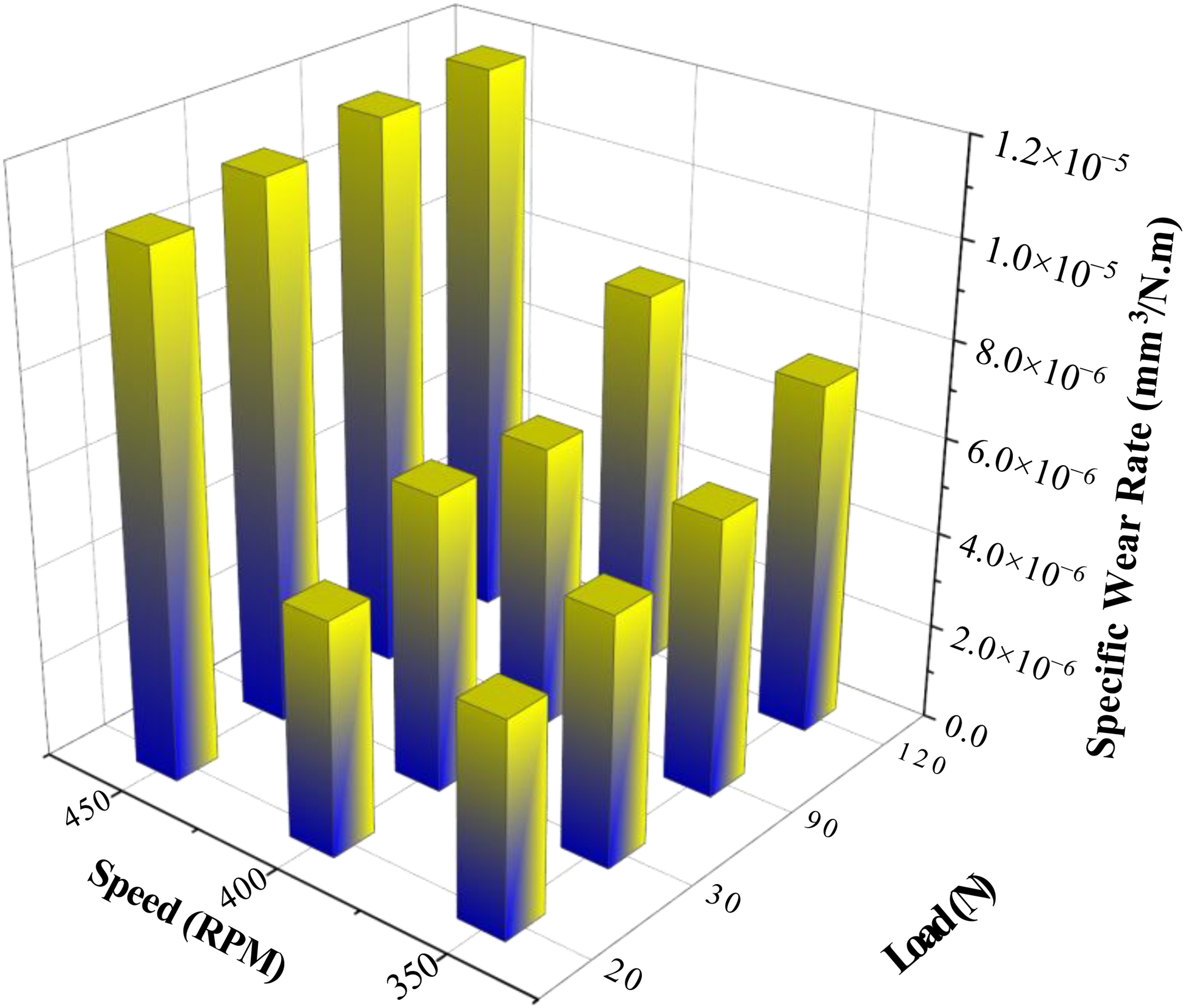
Specific wear rate as a function of rotational speed and applied load.
On the other hand, rotational speed exerts a substantially more dominant influence on the specific wear rate. A clear and progressive increase in wear rate is observed as speed rises from 350 to 450 RPM. The pronounced increase in the specific wear rate signals a transition from the mild to severe wear regime. This transition was not captured by load-hardness relationships alone. Higher rotational speeds directly increase the sliding distance per unit time, and thus more interfacial friction heat generation is expected. The friction heat promotes thermal softening of the surface material, which reduces local hardness and accelerates material loss. 30 The wear regime transition cannot be fully captured from isolated 2D representations of specific wear rate against load or speed alone. The 3D bar chart presented in Figure 4, therefore, provides a more comprehensive visualization of this phenomenon, enabling a clearer identification of the conditions governing the transition from mild to severe wear regime.
Figure 5, redrawn after, 22 describes the transition between mild to severe wear for cast iron. Below the transition line (TL), a mild wear mechanism operates through the removal of surface oxide debris. Above TL, a severe wear mechanism becomes responsible for a significantly elevated wear rate, characterized by plastic deformation of the substrate and the generation of metallic debris driven by higher bulk temperatures. In the present work on Armox 500T, the wear rate data reveals an analogous transition pattern: at lower rotational speeds (350 RPM) and moderate loads (20–30 N), the system operates within the mild wear regime. However, as rotational speed increases toward 450 RPM in combination with higher applied loads of 90–120 N, the specific wear rate escalates sharply. This observation is consistent with crossing the mild-to-severe wear transition boundary. Therefore, it is important to avoid the dangerous regions of speed and load in design for specific tribological applications.
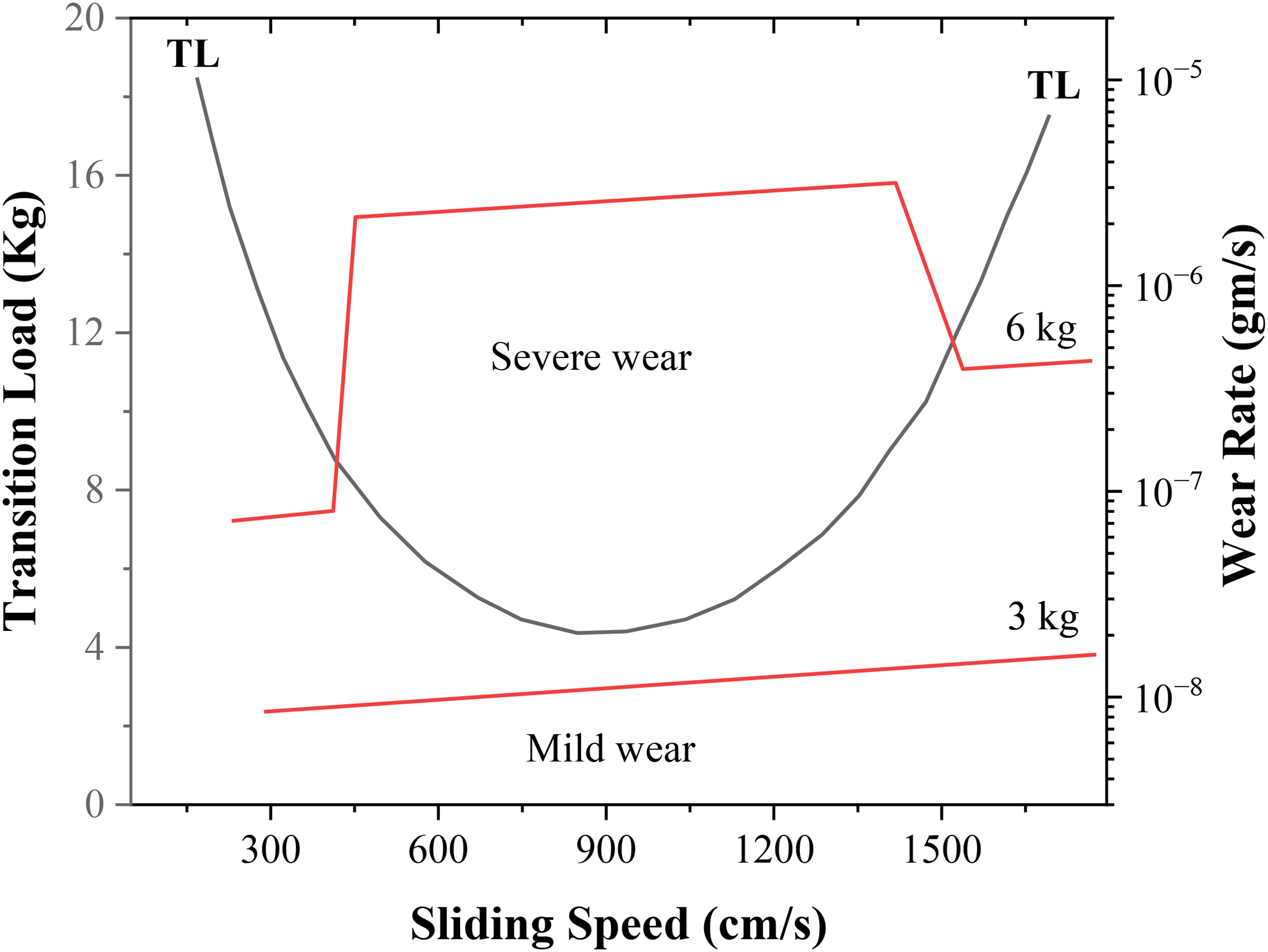
Combined effect of sliding speed and applied load on the wear regime, showing the predominantly adhesive wear mechanism with a possible mixed adhesive-abrasive contribution at higher speed-load combinations.
The transition between mild and severe wear regimes is governed by the combined effects of applied load and sliding speed, as demonstrated in Figure 5. The operative wear mechanism is interpreted as predominantly adhesive, consistent with the high hardness of Armox 500T (528.64 HV), the stable COF recorded throughout testing, and the indirect evidence of mechanically mixed layer (MML) formation from surface roughness data.22,29,31,32 The wear regime map employed follows the classification framework established by Eyre 22 and Ashby and Lim 30 for metallic sliding systems. However, a mixed adhesive-abrasive contribution cannot be excluded at higher speed-load combinations, where thermal softening of the near-surface material may promote localized abrasive interactions. Direct confirmation of the operative wear mechanism through post-test SEM/EDS analysis is recommended for future investigations.
Figure 6 presents the coefficient of friction of Armox 500T alloy as a function of sliding time and applied load at three rotational speeds: 350, 400, and 450 RPM. Several consistent trends are observed across all tested conditions.
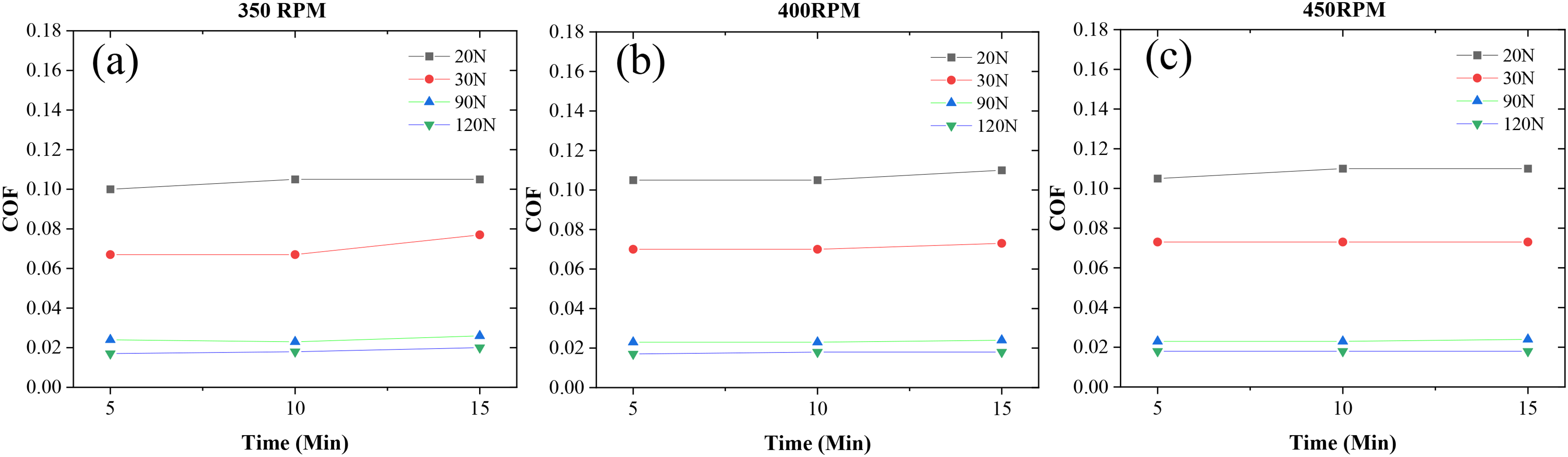
Coefficient of friction as a function of time and applied load at (a) 350 RPM; (b) 400 RPM; (c) 450 RPM.
At all rotational speeds, the COF values exhibit a generally stable behavior throughout the test duration, with only marginal variations over time. This stability suggests that the tribological contact reached a steady sliding condition early in the test. It can be attributed to the rapid formation of a work-hardened surface layer and thus the formation of a stable surface tribofilm. 33 This conclusion aligns with the high hardness of the alloy limiting significant surface damage during sliding.
With respect to the effect of applied load, a clear and consistent load-dependent behavior of COF values is observed across all speeds. The lowest COF values are recorded at the highest applied loads of 90 N and 120 N, while the highest COF values are associated with the lowest load of 20 N, with intermediate loads of 30 N. This inverse relationship between applied load and COF is in accordance with Amontons’ law of friction, 34 which predicts that the COF may decrease under higher loads when the real contact area increases and interfacial shear stress is distributed over a larger area. This behavior has been reported for hardened steels when higher normal loads tend to promote interfacial film formation that reduces COF under dry sliding conditions. 31
The COF values remain remarkably consistent across the three tested speeds for each corresponding load level. This finding is consistent with observations reported by Eyre, 22 who emphasized that variations in load and speed may independently and differentially influence the wear rate and frictional behavior of metallic sliding systems. Therefore, the wear regime transition does not necessarily coincide with a proportional change in COF.
An inverse relationship between post-test surface roughness and specific wear rate as a function of rotational speed, shown in Figure 7, was observed. Although counterintuitive, this inverse trend is physically consistent with reported literature. For instance, Eyre 22 demonstrated that variations in speed are responsible for creating thermal changes at the wear interface. The changes include thermal softening that are responsible for resisting plastic flow of near-surface material. Under these circumstances, surface asperities undergo plastic deformation and flattening regardless of the increase in volumetric material removal. These variations drive both higher wear rate and lower surface roughness.
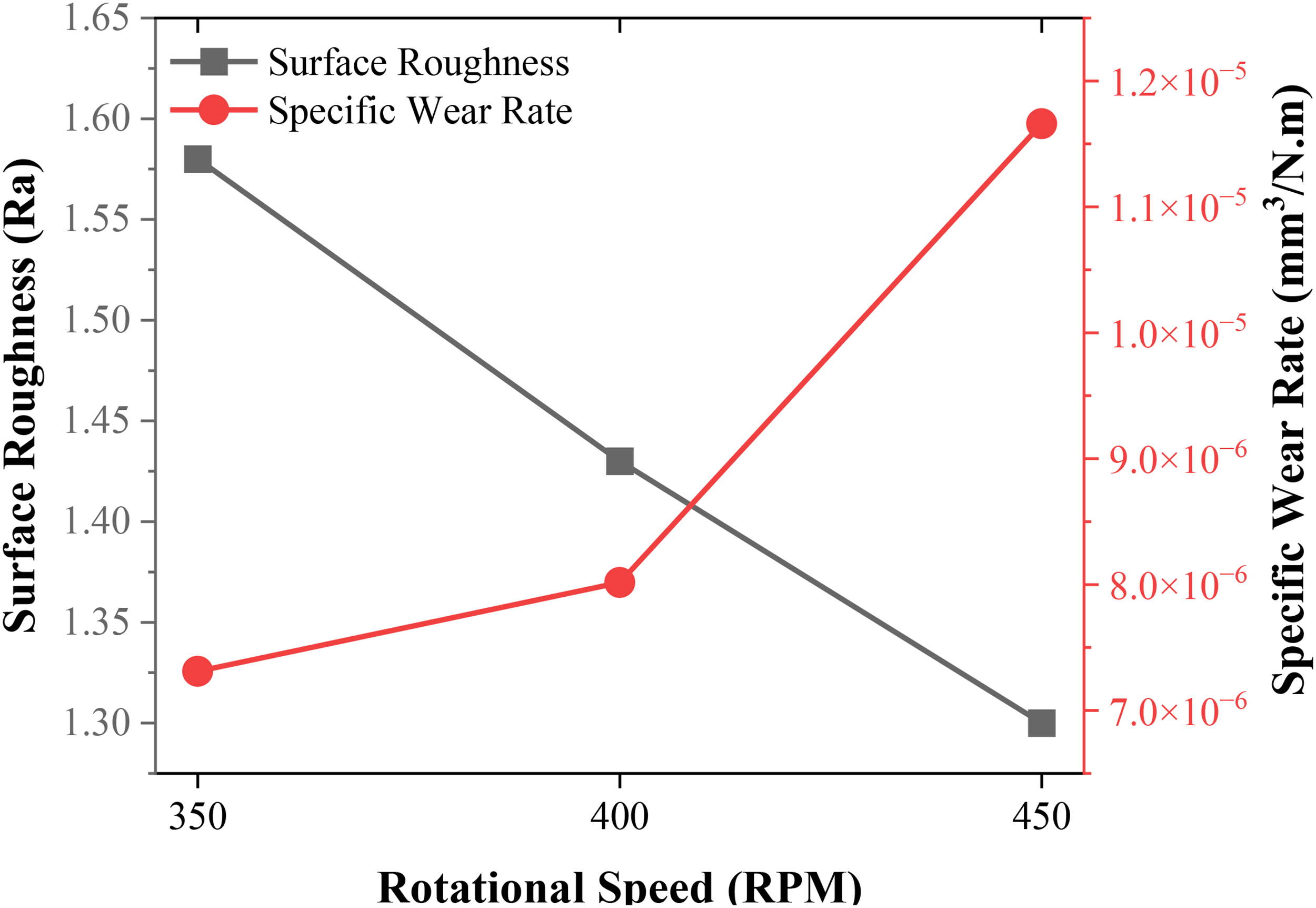
Post-test surface roughness (Ra) and specific wear rate as a function of rotational speed.
Rigney 35 demonstrated that MML formation in metallic sliding systems produces smoother surface finishes despite progressive material loss. The tribolayer fills surface irregularities before debris is ultimately ejected from the contact inducting polishing action that smoothens the worn surfaces. The simultaneous occurrence of MML formation and accelerated wear at 450 RPM in the present study is therefore fully consistent with the onset of the mild-to-severe wear regime transition identified in Figure 4.
The inverse relationship between surface roughness and specific wear rate at higher speeds is consistent with MML formation at the contact interface. This behavior has been reported as an indirect indicator of MML activity in ferrous alloys under comparable tribological conditions.13,31,35 It is further interpreted here as supporting evidence for the onset of the severe wear regime, which is the central mechanistic finding of this study. It is acknowledged that direct microstructural confirmation through post-test SEM analysis was not performed in this study, as discussed in the limitations section. The surface roughness measurements here represent the primary quantitative evidence supporting this interpretation.
Multilevel factorial analysis of variance (ANOVA)
Prior to interpreting the ANOVA results, the underlying model assumptions were verified through residual diagnostics for all three responses. Figures 8, 9, and 10 present the four-panel residual diagnostic plots for volume loss, specific wear rate, and COF, respectively. Each panel includes a normal probability plot, residuals versus fitted values, a histogram of residuals, and residuals versus observation order.
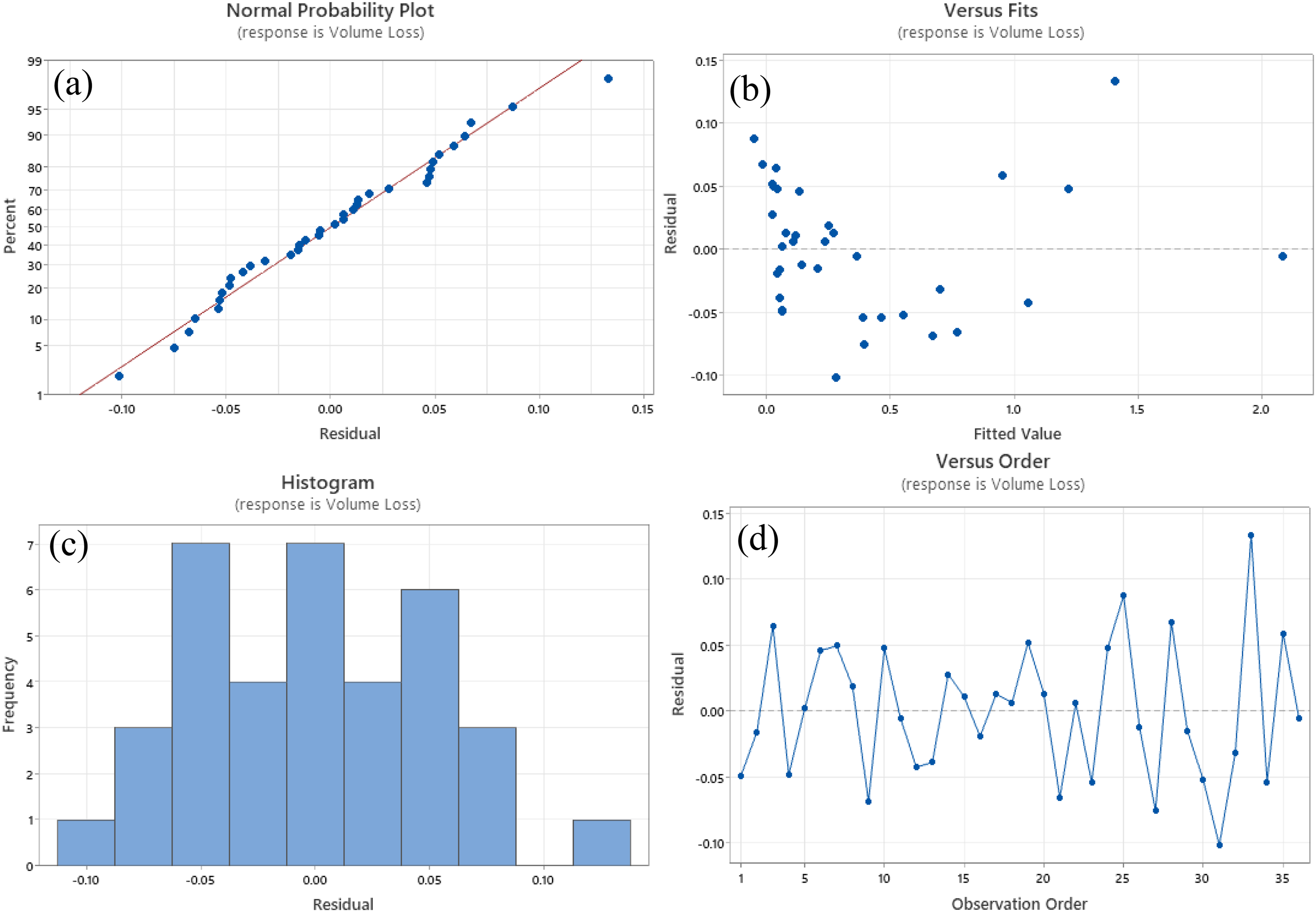
Residual diagnostic plots for volume loss: (a) normal probability plot, (b) residuals versus fitted values, (c) histogram of residuals, (d) residuals versus observation order.
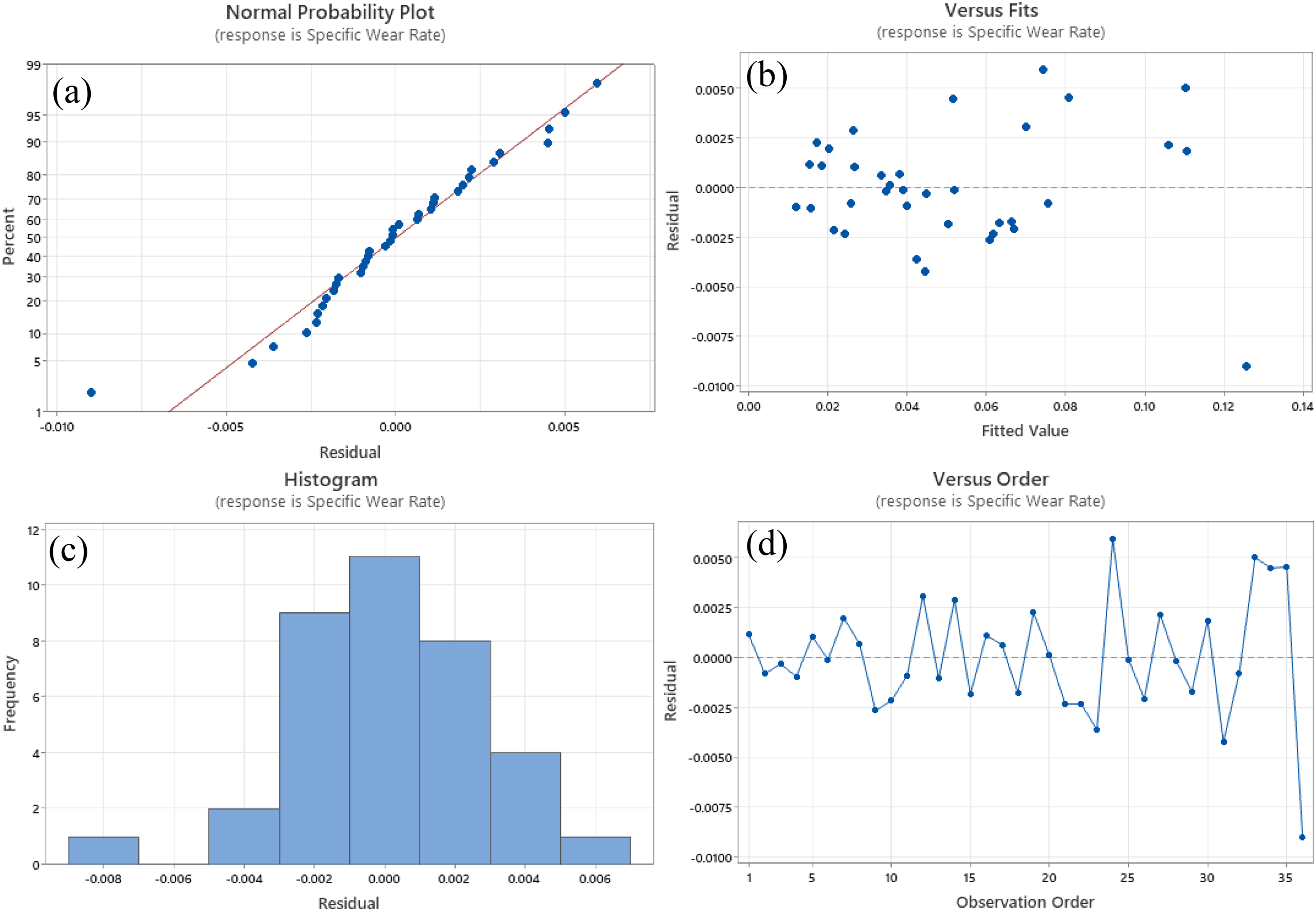
Residual diagnostic plots for specific wear rate: (a) normal probability plot, (b) residuals versus fitted values, (c) histogram of residuals, (d) residuals versus observation order.
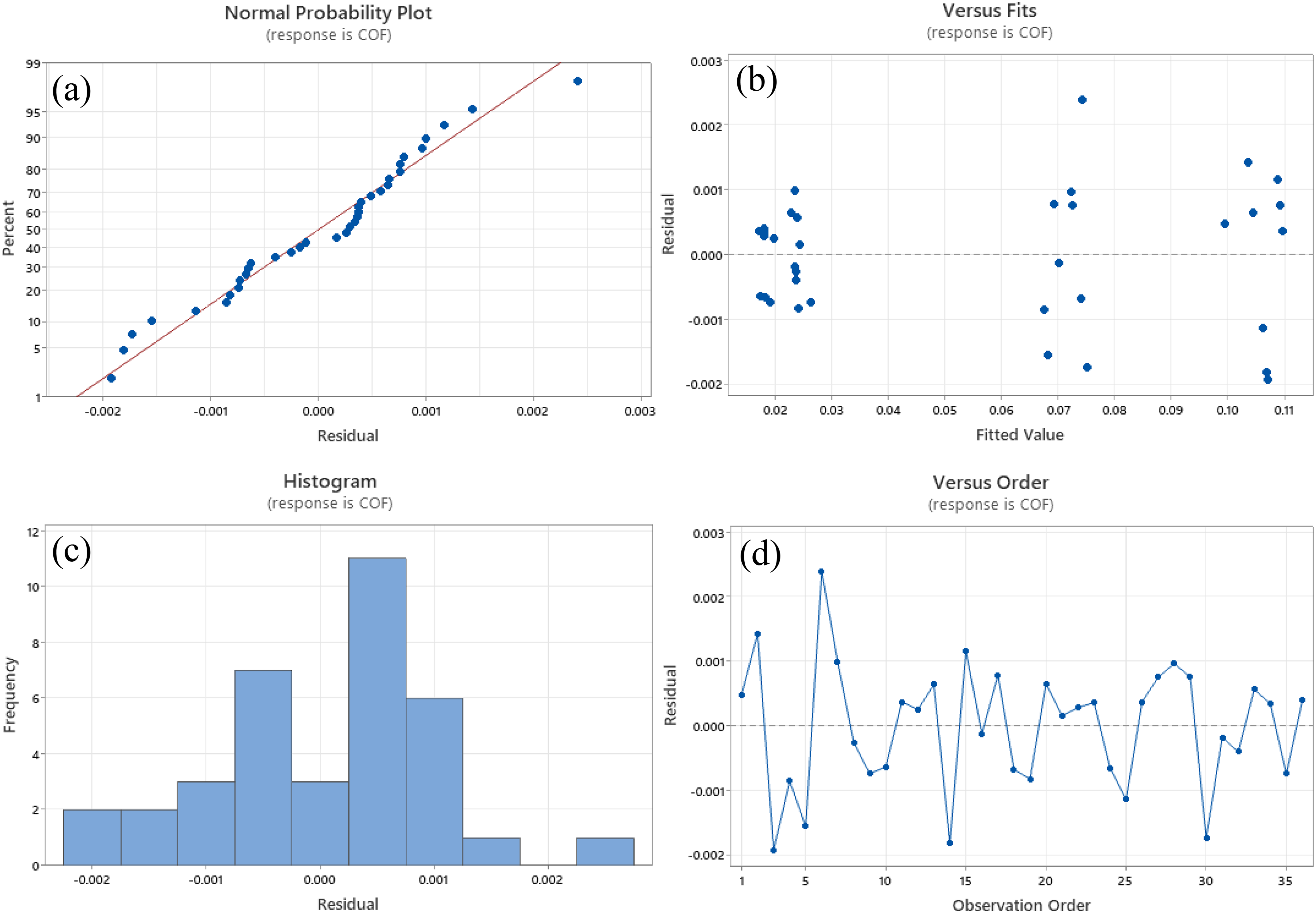
Residual diagnostic plots for coefficient of friction: (a) normal probability plot, (b) residuals versus fitted values, (c) histogram of residuals, (d) residuals versus observation order.
For all three responses, the residuals in the normal probability plots follow the straight reference line closely, with no systematic curvature. This confirms that the normality assumption is satisfied. The residuals versus fitted values plots show random scatter around zero, with no funnel-shaped pattern, confirming homoscedasticity across the range of fitted values. The histograms of residuals are approximately bell-shaped and centered at zero, providing further support for normality. The residuals versus order plots show no systematic trends or cyclic patterns, confirming the independence of residuals and the absence of time-dependent experimental bias. Collectively, these diagnostics confirm that all ANOVA model assumptions are satisfied and that the statistical conclusions drawn from the models are valid and reliable.
The statistical significance of the experimental variables and their interactions on the dry sliding tribological responses of Armox 500T steel are summarized in Tables 3–5. The factors are considered statistically significant when the associated p-value was less than 0.05.
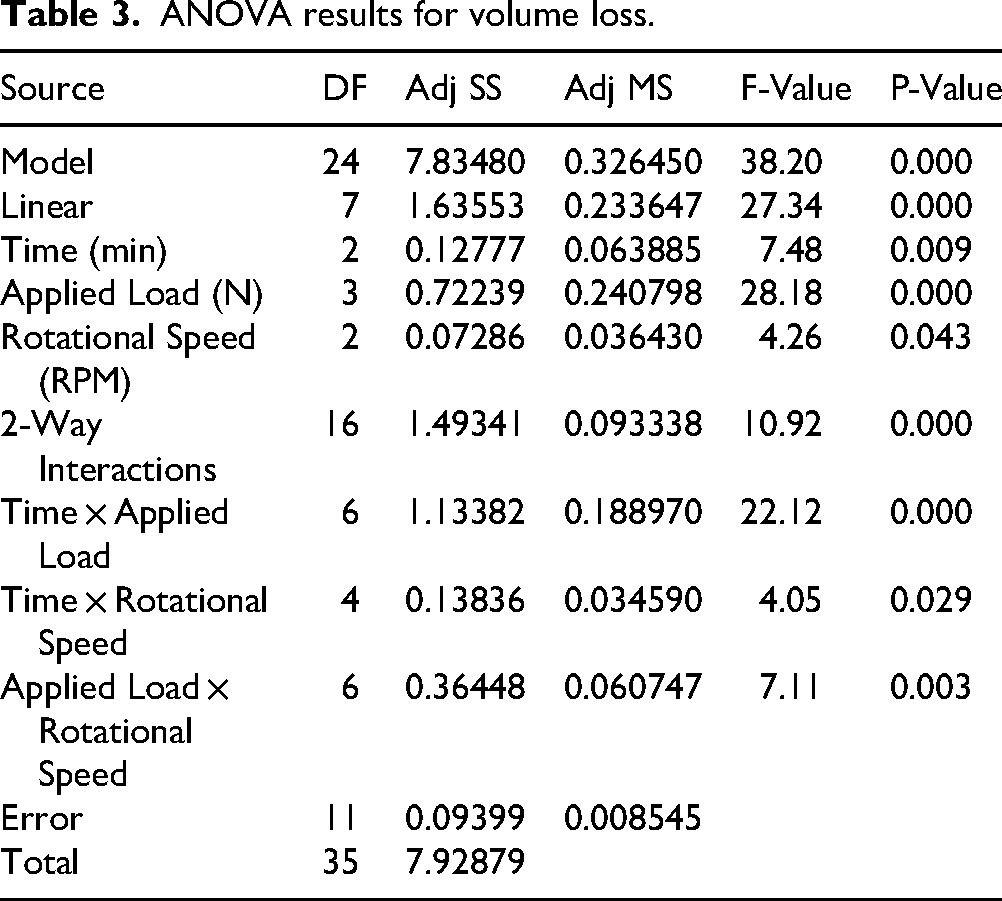
ANOVA results for volume loss.
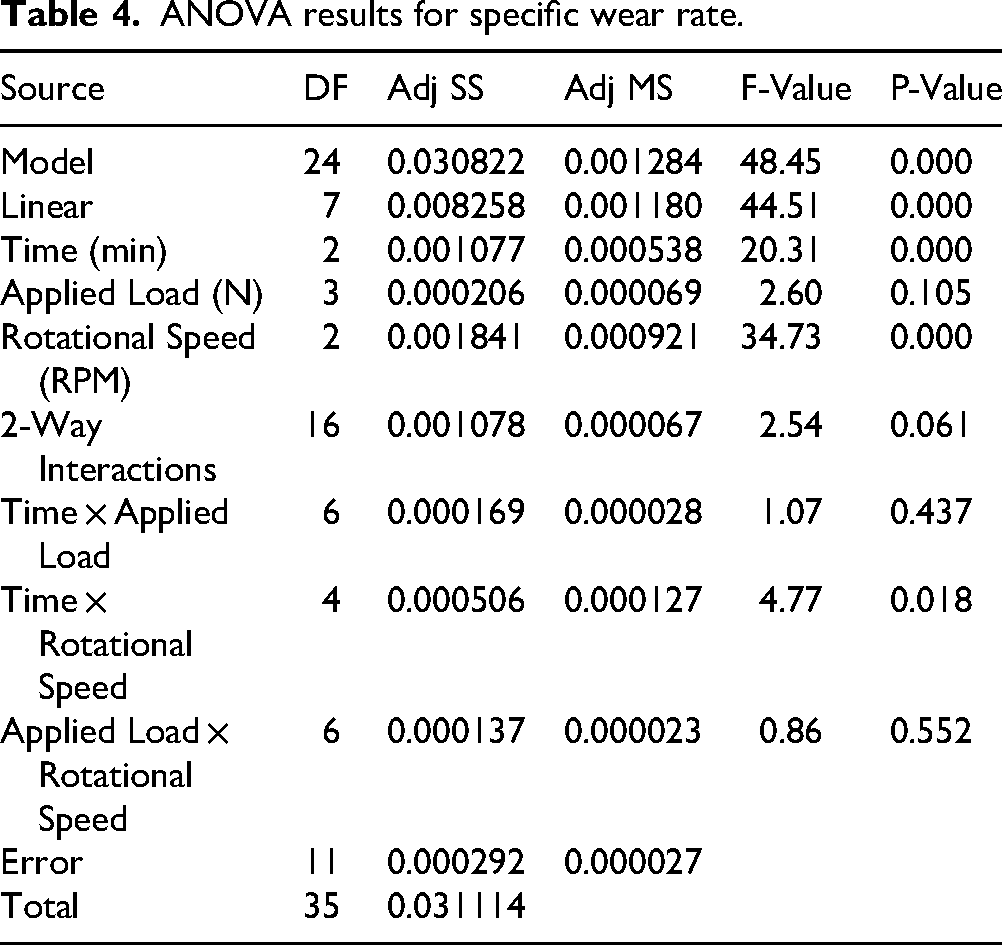
ANOVA results for specific wear rate.
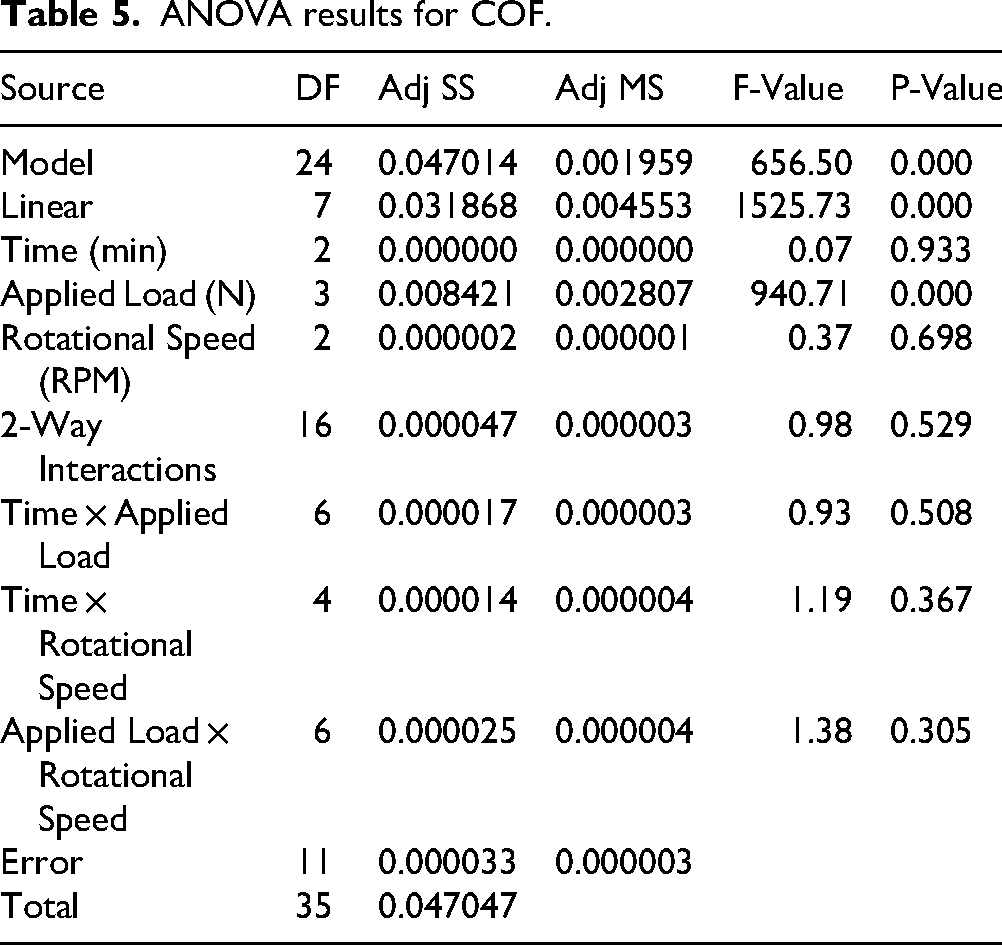
ANOVA results for COF.
The ANOVA model for volume loss was highly significant (F = 38.20, p = 0.000), with a total adjusted sum of squares of 7.929. The linear main effects collectively accounted for a significant portion of the model variance. Among the individual factors, applied load was the dominant linear contributor (Adj SS = 0.722, F = 28.18, p = 0.000), followed by sliding time (Adj SS = 0.128, F = 7.48, p = 0.009) and rotational speed (Adj SS = 0.073, F = 4.26, p = 0.043). This hierarchy indicates that normal contact pressure exerts the greatest influence on material removal in Armox 500T, consistent with Archard's wear law, which predicts a direct proportionality between wear volume and applied load. 29 The statistically significant effect of rotational speed confirms that the sliding velocity governs the formation and stability of tribological contact layers, as discussed in relation to the mechanically mixed layer in Section 3.2.
Notably, the two-way interaction terms as a group were strongly significant (Adj SS = 1.493, F = 10.92, p = 0.000), with the Time × Applied Load interaction contributing the largest share. This pronounced interaction suggests that the cumulative effect of load is time-dependent, reflecting the progressive evolution of the worn surface morphology and sub-surface deformation with continued sliding. The Time × Rotational Speed interaction was also significant (F = 4.05, p = 0.029), while Applied Load × Rotational Speed exhibited a moderately significant effect.
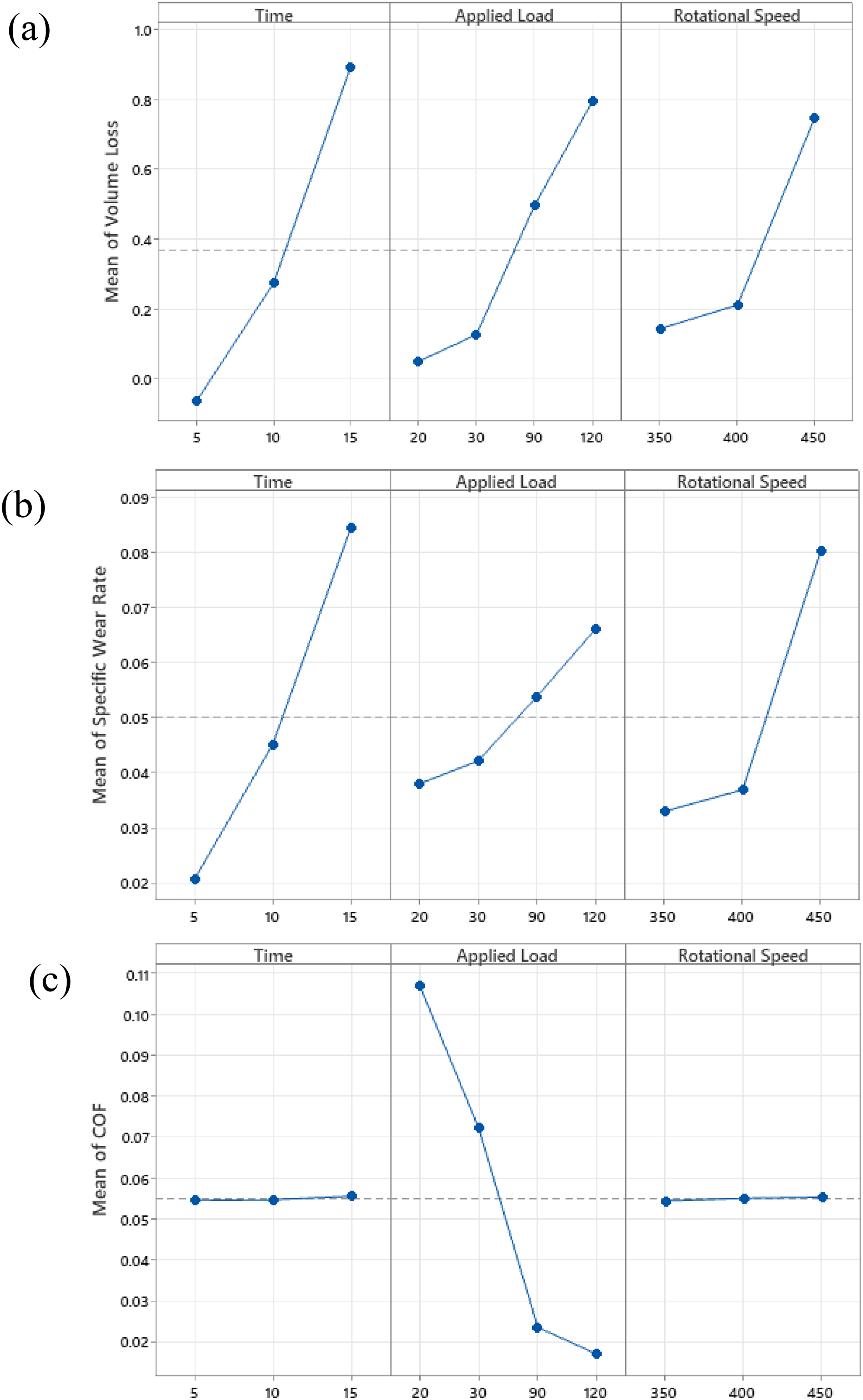
Main effects plots for (a) volume loss; (b) specific wear rate; (c) coefficient of friction.
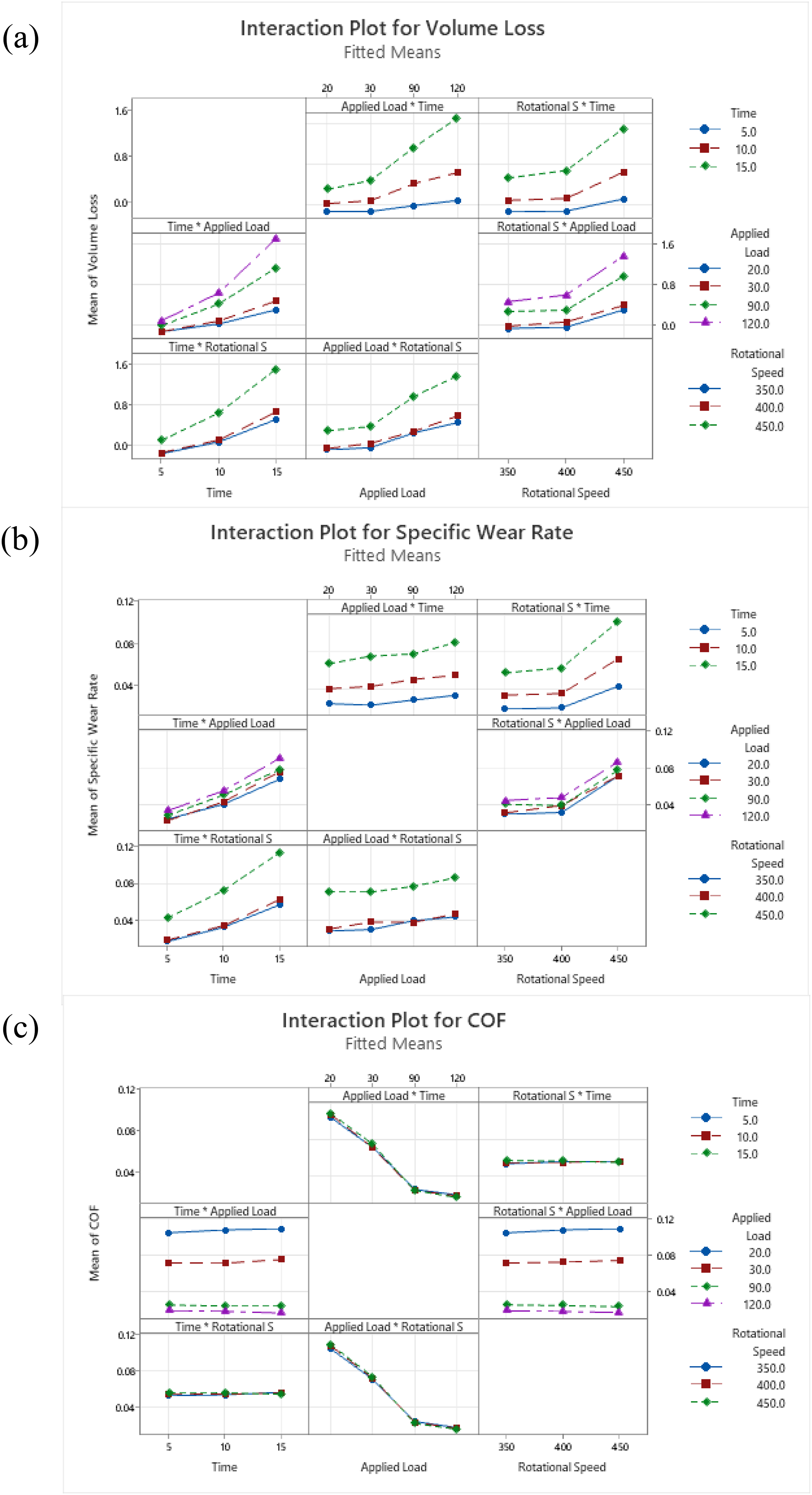
Interaction plots for (a) volume loss; (b) specific wear rate; (c) coefficient of friction.
For the specific wear rate response, the overall model was highly significant (F = 48.45, p = 0.000). The linear terms were collectively significant, with sliding time (F = 20.31, p = 0.000) and rotational speed (F = 34.73, p = 0.000) emerging as the two dominant and statistically significant main effects. In contrast, applied load did not reach statistical significance for this response, which is a physically meaningful result: as load increases, wear volume grows, but the normalization inherent in the specific wear rate calculation (wear volume per unit load per unit distance) partially compensates for the load-driven increase in material removal, thereby diminishing its apparent statistical contribution. The dominance of rotational speed over the load in governing specific wear rate is consistent with the velocity-dependent transition from mild to severe wear regime, where higher sliding velocities promote frictional heating, oxide layer breakdown, and accelerated metallic contact. 30
Among the two-way interactions for specific wear rate, only the Time × Rotational Speed term reached statistical significance (F = 4.77, p = 0.018), reflecting the synergistic dependance of wear rate evolution on both the duration of sliding and the velocity of contact. The remaining interaction terms, Time × Applied Load (p = 0.437) and Applied Load × Rotational Speed (p = 0.552), were non-significant, indicating that the effects of applied load are largely independent of those of time and speed when specific wear rate is considered.
The ANOVA model for COF was exceptionally well-fitted (F = 656.50, p = 0.000), with a very low error sum of squares (Adj SS = 0.000033) relative to the total (Adj SS = 0.047047), indicating that the selected factors explain virtually all the variability in frictional response. The ANOVA results confirm that applied load is the overwhelmingly dominant factor governing COF, accounting for approximately 99.8% of the total explained variance. All remaining factors and interaction terms were statistically non-significant, indicating that frictional response in this system is effectively load-controlled within the tested parameter range.31,32 This result is physically consistent with classical friction theory: the COF of metallic contact pairs is primarily governed by the interfacial shear stress and real contact area, both of which scale directly with normal load. The insensitivity of COF to rotational speed and time in the present study suggests that, within the tested parameter range, the frictional behavior of Armox 500T is largely load-controlled and relatively time-invariant, implying that a stable tribofilm or mechanically mixed layer forms rapidly and persists throughout the sliding duration. 35
All two-way interaction terms for COF were non-significant (p > 0.30 in all cases), further underscoring the dominant and independent role of applied load in determining the frictional response.
Main effects and interaction plots
The main effects plots shown in Figure 11 corroborate the ANOVA findings and provide a clear visualization of the directional trends. For volume loss, increasing applied load and sliding time produces a linear increase in material removal, while the effect of rotational speed, though statistically significant, is comparatively moderate. For specific wear rate, rotational speed exerts the most pronounced effect, with wear rate increasing substantially at higher speeds, consistent with thermally activated surface degradation mechanisms. The main effects plot for COF confirms the dependance on applied load, with COF decreasing consistently from 20 N to 120 N, while the curves for time and speed remain essentially flat.
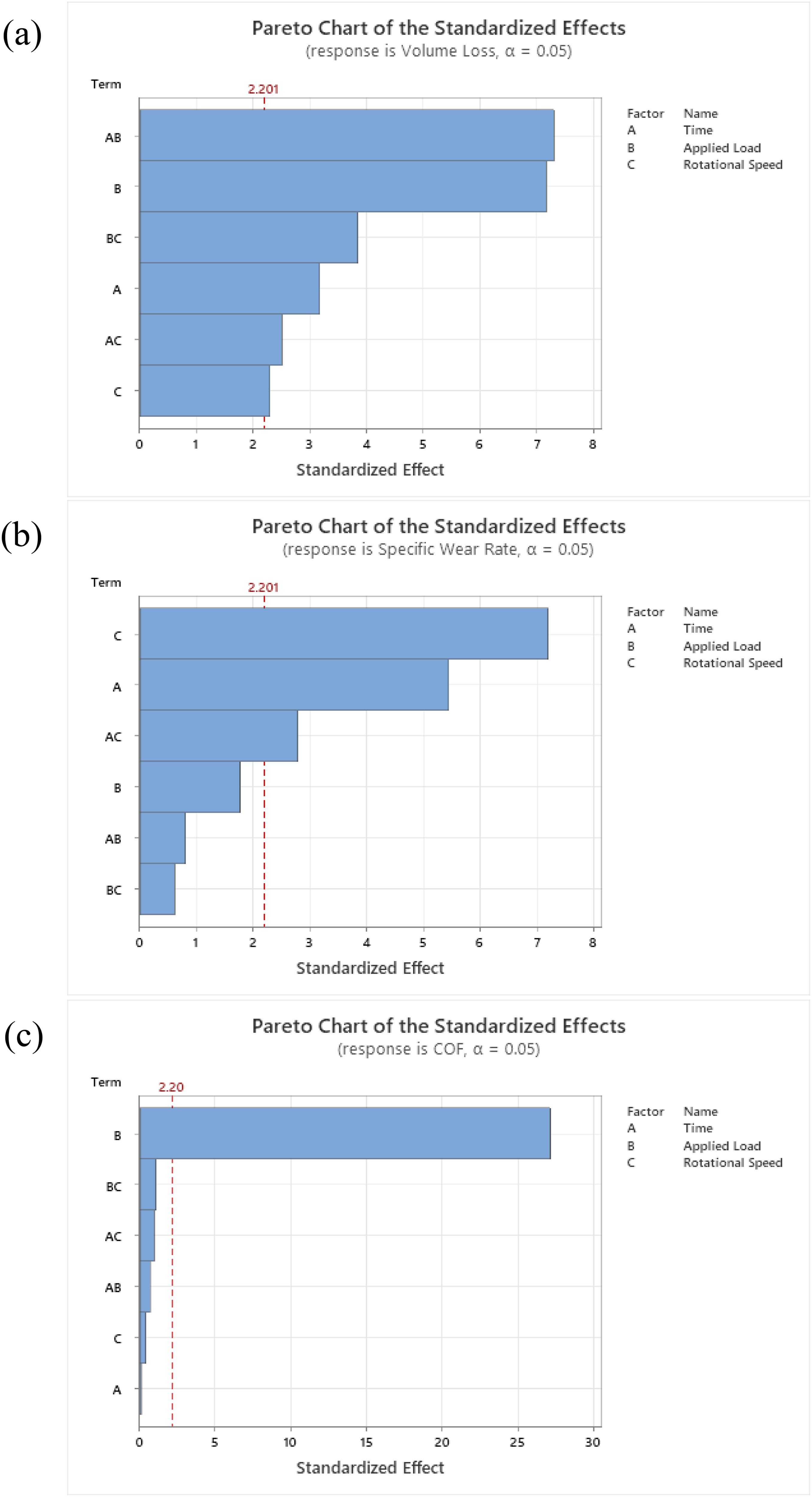
Pareto charts of the standardized effects for (a) volume loss; (b) specific wear rate; (c) coefficient of friction.
The interaction plots in Figure 12 provide further distinct insight. The strong Time × Applied Load interaction for volume loss, shown in Figure 12(a), manifests as diverging wear trajectories at different load levels with increasing time.
This strong interaction indicates that the rate of material removal is accelerating excessively at high loads as sliding progresses. This behavior is consistent with the progressive failure of protective oxide layers and increased subsurface plastic deformation, mechanisms widely reported for high-hardness steels during the mild-to-severe wear transition under dry sliding conditions.22,28,29,31 These are presented as literature-supported inferences, as direct surface characterization was beyond the scope of the present study.
The Time × Rotational Speed interaction for specific wear rate, shown in Figure 12(b), similarly reveals non-parallel response curves, suggesting that the wear mechanism at higher rotational speeds transitions more rapidly with time compared to lower-speed conditions. The interaction plots for COF, shown in Figure 12(c), reveal essentially parallel response curves across all factor combinations. This confirms the absence of any meaningful interaction between the experimental factors for this response. Applied load remains the sole controlling variable, with all other factors and their interactions producing negligible and statistically non-significant effects on COF, as confirmed by the ANOVA results in Table 5.
Pareto charts of standardized effects
To further validate the ANOVA findings and provide a ranked visualization of factor significance, Pareto charts of the standardized effects for all three tribological responses are presented in Figure 13. In each chart, the horizontal bars represent the absolute standardized effect of each term, arranged in descending order of magnitude, and the vertical reference line corresponds to the critical t-value at the 95% confidence level (α = 0.05). Terms whose bars extend beyond this line are statistically significant.
For volume loss, Figure 13(a), the Pareto chart confirms that the Time × Applied Load interaction (BC) is the single largest contributor, surpassing all individual main effects. This reinforces the ANOVA finding that volume loss in Armox 500T is not governed by any single factor in isolation, but rather by the coupled progression of load and sliding time. Applied load (B) ranks as the most influential main effect, followed by sliding time (A) and rotational speed (C), all of which exceed the significance threshold. The prominence of the two-way interaction term over the linear main effects is a notable result, indicating that predictive modeling of wear volume in this material requires explicit inclusion of interaction terms rather than a purely additive factor model.
For specific wear rate, Figure 13(b), the Pareto chart clearly identifies rotational speed (C) and sliding time (A) as the two dominant and significant effects, with the Time × Rotational Speed interaction (AC) also crossing the significance boundary. Applied load (B) and all remaining interaction terms fall below the reference line, confirming their statistical non-significance for this response. This pattern reflects the velocity- and time-dependent nature of wear rate evolution, where frictional heating and surface layer dynamics control the rate of material removal per unit energy input.
For COF Figure 13(c), the Pareto chart presents the most unambiguous outcome of the three responses: applied load (B) produces a bar of overwhelming magnitude relative to all other terms, which remain clustered well below the significance threshold. This dominant and exclusive contribution of load to frictional response is consistent with the Bowden–Tabor adhesion model of friction, 32 wherein the COF is determined by the ratio of interfacial shear strength to hardness, both of which are influenced primarily by contact pressure in hardened steels such as Armox 500T.
The absence of any significant interaction effects in the COF Pareto chart further confirms that friction in this system is load-controlled and that no synergistic coupling exists between load and either time or rotational speed within the tested parameter space.
The authors acknowledge that direct confirmation of thermal softening and MML formation through post-test SEM/EDS analysis and subsurface examination was not performed. This is recognized as a limitation of the present study. The scope of this work was focused on characterizing the tribological responses of as-received Armox 500T and identifying the mild-to-severe wear transition under variable dry sliding conditions. Post-test surface and subsurface characterization is recommended for future investigations to provide direct microstructural evidence for the proposed wear mechanisms. Furthermore, the absence of replicated test runs precludes formal quantification of run-to-run repeatability for the wear responses. Future investigations are recommended to include repeated runs at selected conditions to provide uncertainty bounds for the reported tribological data. The surface condition of the tungsten carbide-coated counterface disc and its possible evolution during testing were not measured in this study. While the significant hardness differential between the disc (63 HRC) and the pin (∼51 HRC) minimizes the likelihood of significant counterface degradation, future investigations are recommended to monitor counterface surface condition before and after testing to account for any transfer film formation or surface evolution effects.
Conclusions
This study examined the dry sliding tribological behavior of as-received Armox 500T martensitic steel over a range of rotational speeds (350–450 RPM) and applied loads (20–120 N) using a pin-on-disc tribometer, with multilevel factorial ANOVA employed to quantify factor contributions. The as-received alloy exhibited a fine lath martensitic microstructure with small fraction of retained austenite. A uniform average Vickers microhardness of 528.64 HV (±26.37 HV) was measured across the specimen, confirming material homogeneity. Volume loss increased monotonically with all three experimental variables, reaching a maximum of 1.0641 mm3 at 120 N and 450 RPM. This trend is consistent with thermally induced softening of the near-surface material, a mechanism widely reported for high-hardness steels under dry sliding conditions and supported by the strong dependance of material removal on sliding speed observed in this study.
Rotational speed was identified as the dominant factor governing specific wear rate, driving a clear transition from the mild to the severe wear regime as speed increased from 350 to 450 RPM. Applied load exerted a comparatively restrained influence, consistent with Archard's wear law and the alloy's high hardness. The operative wear mechanism is interpreted as predominantly adhesive, supported by the stable COF behavior and the high hardness of the alloy. A mixed adhesive-abrasive contribution cannot be excluded at higher speed-load combinations. The transition was further supported by the inverse relationship observed between post-test surface roughness and specific wear rate at higher speeds. This trend is consistent with thermally induced asperity flattening and mechanically mixed layer formation, both of which are presented as literature-supported inferences rather than directly observed phenomena, given that post-test SEM/EDS characterization was beyond the scope of this study.
The COF remained stable throughout all test durations and decreased consistently with increasing applied load. Rotational speed and sliding time had no statistically significant influence on COF. This confirms that frictional response in this system is effectively load-controlled within the tested parameter range.
Multilevel factorial ANOVA confirmed that rotational speed is the dominant factor governing specific wear rate (∼88% contribution), while applied load exclusively controlled COF (∼99.8% contribution). The Time × Applied Load interaction was the single largest contributor to volume loss (F = 22.12, p = 0.000), demonstrating that material removal is governed by the coupled time-dependent progression of load-driven surface damage rather than any single factor in isolation. All ANOVA model assumptions were verified through residual diagnostics, confirming the validity of the statistical conclusions. These findings provide practical guidance for avoiding critical speed–load combinations in the tribological design of Armox 500T components subjected to variable dry sliding contact. The absence of post-test surface characterization and replicated test runs are acknowledged as limitations of the present study. Both are recommended for future investigations to provide direct microstructural evidence for the proposed wear mechanisms and to quantify run-to-run repeatability.
Footnotes
Acknowledgment
Not applicable.
Ethical considerations
Ethical approval is not required in this work.
Funding
The author received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The author declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on request.
Thanks
Ahmad Mostafa