
Abstract
The silicon-containing epoxy/clay nanocomposites were developed by incorporating the surface-modified MMT clay upto 7wt% into Si-epoxy resin. The surface of the montmorillonite (MMT) clay was modified with two surface modifiers namely cetyltrimethylammonium bromide (CTAB) and 3-aminopropyltriethoxysilane (γ-APS). The surface modified clay reinforced Si-epoxy composites were developed in the form of castings, and were characterized for their thermal and mechanical properties. Thermal behaviour of the composites was characterized by differential scanning calorimetry (DSC), thermo gravimetric analysis (TGA) and dynamic mechanical analysis (DMA). Mechanical properties were studied as per ASTM standards. Data result from the different studies, it is inferred that the surface modified clay reinforced Si-epoxy composites exhibit lower Tg than that of neat epoxy matrix (127°C <165°C). The decomposition temperature for 60% weight loss of clay reinforced Si-epoxy composites is 674–823°C which is higher when compared to that of neat epoxy matrix. For 5wt% clay reinforced Si-epoxy composites, the values of tensile, flexural and impact strength are increased to 26%, 21% and 29% respectively. The storage modulus (E’) is increased from 5932 to 6308 MPa for clay reinforced Si-epoxy resin. XRD analysis confirmed the well-dispersed exfoliated nanocomposites structure.
Keywords
Introduction
Epoxy resins are thermosets exhibiting an attractive combination of thermal, mechanical, chemical and environmental stability. Owing to these characteristic properties, they are widely applied as coatings, adhesives and matrices for composites [1,2]. However, epoxies possess some limitations, such as brittleness and limited thermomechanical properties which restricts their utility for high performance applications. Thus the need for improvement of properties of the epoxy resin is essential [2,3]. The characteristic properties of the epoxy resin can be tailored by introducing structurally designed chemical modifiers into epoxy resin skeleton along with the reinforcement of nano materials [4–7]. The introduction of silicon containing compounds into epoxy resin was attractive for its significant improvement on thermal stability, flame retardancy and electrical properties of the epoxy resin [7,8–11]. The excellent thermal stability and high flammability of silicon containing epoxy compounds satisfy the requirements for application in advanced electronics. Other properties like high resistance to thermal oxidation, low toxicity and low surface energy were also observed for organosilicon compounds and polymers [12–14]. On heating, the low surface energy of silicon renders it to migrate to the surface of epoxy resin and to form a protective layer with high heat resistance to avoid polymer residue from thermal degradation. The epoxy resin with improved thermal properties and high flame retardancy by incorporating silicon and phosphorus simultaneously into the epoxy resin was reported [15–18].
Nanocomposites using organophilic layered silicates as nano-reinforcements, offer new opportunities for the modification of micromechanics of thermoset epoxy resin. Since the dispersed phase in nanocomposites is in nano scale level the structural aspect of the dispersed phase has a large specific surface area and strong interaction with the epoxy matrix. The two dimensional and the high aspect ratios of the nano scale clay layers can exhibit lighter weight dimensional stability and a high degree of strength, stiffness, heat resistance and barrier properties with far less clay loading than that used in conventional filled polymer composites. In addition, the effect of MMT nanoclay concentration and its surface modification on the mechanical behavior of MMT/epoxy nanocomposites was studied by many researchers [19–24]. The elastic modulus of the MMT/epoxy nanocomposites increased, but tensile strength decreased with increasing MMT concentration [25,26]. Nano graphene-alumina reinforced epoxy composites for high thermally conductive and electrically insulating epoxy composites. Polyetheramine modified organoclays polymer composites enhanced their rheological properties for the application in LED packing [27,28].
In this study, the commercially available DGEBA epoxy (LY 556) was reacted with diphenylsilandiol (DPSD) through the addition reaction between the oxirane ring and silanol group. The resulting Si-epoxy resin was further incorporated with surface modified MMT nanoclay in order to study the effect of surface modifiers namely 3-aminopropyltriethoxysilane (γ-APS) and cetyltrimethylammonium bromide (CTAB) and clay loading on thermal and mechanical properties was investigated. The mechanical properties such as tensile strength, flexural strength, impact strength, storage modulus and thermal properties like glass transition temperature (Tg), thermal stability, char yield and flame retardancy were studied. XRD analysis was performed to determine the increase of d-spacing between the surface modified clay layers. The morphology behaviour was studied by SEM analysis on fractured surfaces of tensile specimens of Si-epoxy/clay nanocomposites.
Experimental
Materials
The commercially available DGEBA epoxy resin (LY 556) having epoxy equivalent weight about 180–190 g/eq and 4,4'-diaminodiphenylmethane (DDM), curing agent were used as obtained from Ciba-Geigy Ltd, India. Diphenylsilanediol (DPSD) montmorillonite (MMT) clay and 3-aminopropyltriethoxysilane (γ-APS) were procured from Aldrich Chemicals, USA. Cetyltrimethylammonium bromide (CH3 (CH2)15 N(CH3)3 Br) (CTAB) was obtained from SRL, India. Tin (II) chloride was purchased from Merck, Germany. The chemical structures of DGEBA, DPSD, DDM, γ-APS and CTAB are presented in
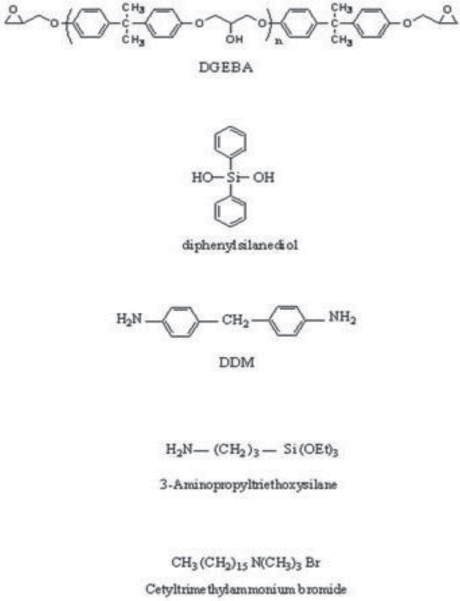
The chemical structures of DGEBA, diphenylsilanediol, DDM and clay modifiers
Silicon-containing epoxy resin was prepared by reacting DGEBA epoxy resin with diphenylsilanediol (DPSD) with 500 ppm tin(II) chloride as a catalyst. DGEBA-DPSD epoxy resin was synthesized as per the procedure reported elsewhere [18]. 18.9 g of DGEBA epoxy, 7.9 g of DPSD and 0.013 g of tin(II) chloride were taken in a 50 ml round-bottomed flask. The reaction mixture was stirred at 140°C for 2 h (
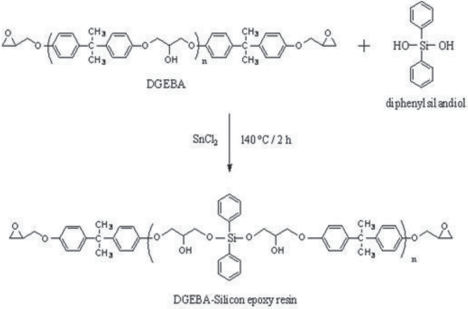
Preparation of the silicon-containing DGEBA epoxy resin
The fixed amount of silicon-containing epoxy resin (100 g), and a stoichiometric amount of 4,4'-diaminodiphenylmethane (27.2 g), with respect to epoxy resin were mixed at 90°C for 10 min with constant stirring. The hybrid product was then degassed to remove the entrapped air and was then transferred into a preheated mould kept at 140°C for 1 h and post-cured at 190°C for 2 h.
Preparation of Surface Modified Mmt Clay
Synthesis of 3-Aminopropyltriethoxysilane Modified MMT Clay
One gram of unmodified MMT clay was dispersed in 100 ml of distilled water at 25°C, using a mechanical stirrer. 1 g of 3-aminopropyltriethoxysilane (γ-APS) dissolved in 100 ml of distilled water was added to the clay dispersion under constant stirring, and stirring was continued for 30 min. Then, it was filtered off and dried at 60°C under vacuum [19].
Synthesis of CTAB Modified MMT Clay
For the preparation of nanocomposites, hydrophilic nature of clay was changed into organophilic using cetyltrimethylammonium bromide (CH3 (CH2)15 N (CH3)3 Br). 15 g of the purified Na-montmorillonite clay was dispersed into 1200 ml of distilled water at 80°C. Cetyltrimethylammonium bromide, 5.7 g, in 300 ml distilled water was poured in the hot montmorillonite/water solution and stirred vigorously for 1 h at 80°C. A white precipitate formed, was isolated by filtration and washed several times with hot water/ethanol (1:1) mixture until no chloride was detected in the filtrate by adding one drop of 0.1 M AgNO3 solution. The cetyltrimethylammonium ion exchanged montmorillonite was then dried for about 15 days at 75°C, ground with a mortar and pestle, and then the <50 μm fraction was collected. The organophilic nanoclay was stored in a desiccator [20] for further use.
Preparation of Organophilic MMT Clay Filled Si-epoxy Hybrid Nanocomposites
Prior to curing, the silicon containing epoxy resin (100 g) was mixed mechanically in a reaction kettle with the desired amount of organophilic nanoclay (1, 3, 5 and 7%) at 70°C for 24 h. Then, it was further mixed in an ultrasonic bath for 30 min to disperse the clay effectively in the resin. A stoichiometric amount of the curing agent 4,4'-diaminodiphenylmethane (27.2 g) corresponding to epoxy equivalents was added. The product was subjected to vacuum to remove the entrapped air and then cast and cured at 120°C for 3 h. The castings were then post-cured at 200°C for 2 h and finally removed from the mold and characterized.
Instrumental Measurements
The infrared spectra for the samples were recorded on a Perkin-Elmer (Model RX1) FT-IR spectrometer, with KBr pellets for solid samples. 1 H NMR spectra were measured with a JEOL NMR (500 MHz) spectrometer using deuterated chloroform (CDCl3) as a solvent.
The tensile strength was determined using INSTRON (Model 6025 UK) as per ASTM D 3039 at 10 mm/min cross-head speed using specimen with a width of 25 mm, length of 200 mm and thickness of 3 mm. The flexural strength was measured (INSTRON, Model 6025 UK) as per ASTM D 790 using specimen with dimensions 3 mm in depth, 10 mm in width and 90 mm in length at 10 mm/min cross-head speed. The unnotched Izod impact strength of each sample was studied as per ASTM D 256. Five specimens were tested for each sample. Hardness was measured using Durometer-Type D as per ASTM D 2240. Specimens with 3 mm thickness. Hardness was determined at five different positions on the specimen atleast 6 mm apart and arithmetic mean was taken.
Differential scanning calorimetry (DSC) thermograms were determined using a Netzsch-Gerateban Gmbh (DSC 200 PC) in the temperature range between 50°C and 250°C at a heating rate of 10°C min−1 under nitrogen atmosphere. Thermogravimetric analysis (TGA) was carried out using a Netzsch – Gerateban GmbH (DSTA 409 PC) thermogravimetric analyzer at a heating rate of 10°C min−1 under nitrogen atmosphere.
Dynamic mechanical behavior of the samples was measured using a DMA Netzsch 242 at a heating rate of 10°C per min from 30°C to 300°C. The sample dimension was 55 × 10 × 3 mm. The heat deflection temperature (HDT) of the samples was tested as per ASTM D 648-72. The sample dimension was 120 × 13 × 5 mm. Coefficient of thermal expansion of the samples was determined using METTLER TMA 2940 in the temperature range between 30°C and 400°C at heating rate of 10 K/min with a force of 0.05 N. The sample dimension was 5 × 5 × 1 mm.
Arc resistance of the nanocomposite samples was measured as per ASTM D 495 on test specimen of thickness 3.2 mm. A high voltage arc (12.5 kV) was struck between two electrodes placed on the test specimen, the initial current being a few milliamperes (10 mA). Water absorption behavior was determined by swelling the samples in distilled water for 48 hours at 25°C. The sample dimension was 10 × 10 × 3 mm. The absorption of the water molecule was measured based on the gain in weight.
The surface morphology of fractured surface of the tensile samples was examined using scanning electron microscope (SEM; JEOL JSM Model 6360). Auto Fine Coater (JEOL JFC-1600); platinum sputtered on the fractured surface of the samples at vacuum pressure 8 Pa / 20 mA for 95 seconds. The fractured surface of the samples was coated with platinum before scanning. A JEOL JEM-3010 analytical transmission electron microscope, operating at 300 kV with a measured point-to-point resolution of 0.23 nm, was used to characterize the phase morphology in the polymers.
TEM analyses were made using powdered nanocomposites samples and spreading them over carbon-coated Cu TEM grids. X-ray diffraction measurement was performed on a Rich Seifert (Model 3000) X-ray powder diffractometer by monitoring the diffraction angle 2θ from 0.5° to 40° as low angle. The diffractometer was equipped with a Copper target (λ = 1.54 A°) radiation using Guinier type camera employed as a focusing geometry and a solid-state detector. Curved Nickel crystal used as a monochromator. The step width (scanning speed) used was 2θ = 0.04 deg/min. Bragg's law (λ = 2dsin θ) was used to calculate the d-spacing.
Results and Discussion
Spectral Analysis
The formation of Si-epoxy was confirmed by FTIR and 1 H NMR analysis.
FT-IR (KBr, cm−1): 1325 (Si–O–CH2), 1583 (Si–Ph), 1249 (C–O–C), 1121 (Si–O) and 915 (oxirane ring).
1 H NMR (CDCl3, ppm): δ = 1.78 ppm (–C(CH3)2–); δ = 2.83 and 2.98 ppm (oxirane ring, –CH(O)CH2); δ = 3.43 ppm (oxirane ring, –CH(O)CH2); δ = 3.81 – 4.31 ppm (other protons in cyclic and opened oxirane ring), and δ = 6.92 −7.78 ppm (aromatic protons).
The nucleophilic addition reaction between diphenylsilanediol (DPSD) and the oxirane groups of epoxy was observed by FTIR spectra. The disappearance of Si–OH absorption peak at 2900 cm−1 and the appearance of Si–O–C (aliphatic carbon) peak at 1325 cm−1 demonstrated the occurrence of the reaction between Si–OH and oxirane ring. The appearance of band at represents 1583 cm−1 Si–Ph was observed for all the resultant products, further to indicate the incorporation of silyl groups into epoxy resin. 1 H NMR analysis also confirmed the formation of silicon-containing epoxy resin (Si-epoxy).
Mechanical Properties
Tensile Strength and Flexural Strength
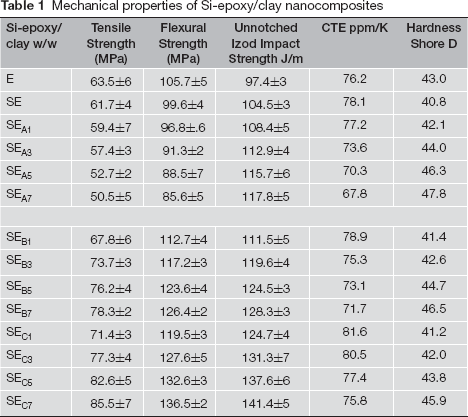
The values of tensile, flexural and impact strength obtained for neat epoxy, Si-epoxy and modified clay reinforced Si-epoxy are presented in
Mechanical properties of Si-epoxy/clay nanocomposites
Mechanical properties of Si-epoxy/clay nanocomposites
The incorporation of CTAB modified clay reinforced Si-epoxy composites enhanced the values of tensile strength and flexural strength (20% and 16%) with increasing clay concentrations upto 7wt% due to strong interfacial interaction arises between organophilic Si-epoxy resin and organo modified clay layers. The introduction of γ-APS modified clay upto 7wt% into Si-epoxy increased the values of tensile and flexural strength significantly (31% and 25%).
The incorporation of 1, 3, 5 and 7wt% of unmodified, CTAB modified and γ-APS modified clay reinforced Si-epoxy composites enhanced the impact strength according to the nature and percentage the increase in the clay content. This is due to its flexible molecular nature of silane (
The unfilled Si-epoxy resin possesses the higher value of impact strength than that of neat epoxy resin (104.5>97.4 J/m) (
The values of hardness of a neat epoxy and the Si-epoxy systems were found to be 43 and 40.8 respectively (
Thermal Properties
Heat Distortion Temperature
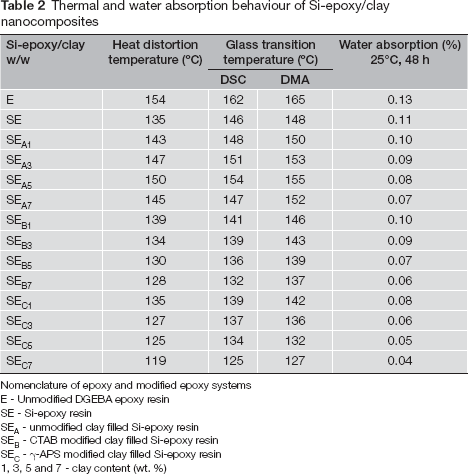
Heat distortion temperature is determined to assess the thermo-mechanical behaviour of matrix systems. HDT values for neat epoxy system, silicon incorporated epoxy and surface modified clay reinforced silicon incorporated epoxy composites are presented in
Thermal and water absorption behaviour of Si-epoxy/clay nanocomposites
Thermal and water absorption behaviour of Si-epoxy/clay nanocomposites
Nomenclature of epoxy and modified epoxy systems
E - Unmodified DGEBA epoxy resin
SE - Si-epoxy resin
SEA - unmodified clay filled Si-epoxy resin
SEB - CTAB modified clay filled Si-epoxy resin
SEC - γ-APS modified clay filled Si-epoxy resin
1, 3, 5 and 7 - clay content (wt. %)
The incorporation of unmodified clay into Si-epoxy resin increases the glass transition temperature from 148°C to 155°C with increasing the clay content upto 5wt%. The incorporation of 7wt% unmodified clay into Si- epoxy resin reduces the T
g
to 152°C. The addition of CTAB modified clay into Si-epoxy resin decreases the T
g
from 146°C to 137°C with the increment in the clay content upto 7wt% due to the self-polymerization and plasticization effect of Si-epoxy resin induced by the CTAB. Similarly the incorporation of γ-APS modified clay into Si-epoxy resin decreases the glass transition temperature from 142°C to 127°C with increasing the clay content upto 7wt%. The effect of silane modification of clay also increases with increasing clay loading into Si-epoxy resin. This is due to the increase in the exfoliation of silane modified clay and thereby increasing the distance between the clay layers. In other words, the amount of insertion of Si-epoxy resin increases by widening of space between the clay layers. The values of HDT for Si- epoxy resin and clay reinforced Si-epoxy resin matrix systems follow the similar trend as T
g
(
Thermal Stability
The thermal degradation temperatures and the char yield of the cured Si-epoxy resin and clay reinforced Si-epoxy resin systems were studied by TGA. The initial decomposition temperature of Si-epoxy resin is higher than that of neat epoxy resin (294°C>289°C) due to the incorporation of silyl group into the epoxy which delays the degradation temperature of the Si-epoxy resin (
TGA data of Si-epoxy/clay nanocomposites
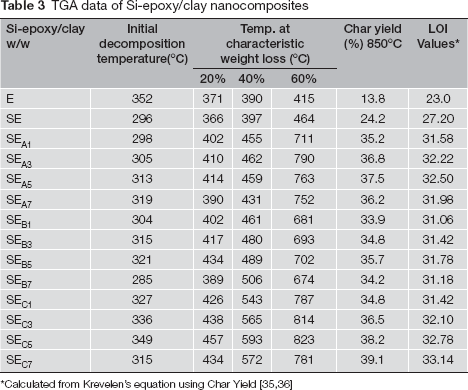
TGA data of Si-epoxy/clay nanocomposites
Calculated from Krevelen's equation using Char Yield [35,36]
The flame retardant behavior of the unfilled Si-epoxy resin and clay reinforced Si-epoxy composites was evaluated from the char yield by measuring their LOI values (

where σ is polymer's char yield.
The LOI values obtained from the above equation (1) are in good agreement with improved flame retardance. The LOI value of Si-epoxy is 27.2. The clay reinforced Si-epoxy composites possess the higher values of LOI (31.06–33.14) compared to that of neat epoxy resin. The silane modified clay reinforced Si-epoxy composites are also exhibits higher values of LOI (
Coefficient of Thermal Expansion
The coefficients of thermal expansion (CTE) of neat epoxy systems, neat Si-epoxy, CTAB modified and γ-APS modified clay reinforced epoxy systems were measured in the temperature range between 30°C and 400°C and the values are presented in
Dynamic Mechanical Analysis
Glass transition temperature (T
g
) of the cured Si-epoxy resin was determined by DMA measurement.
DMA and Morphology of Si-epoxy/clay nanocomposites
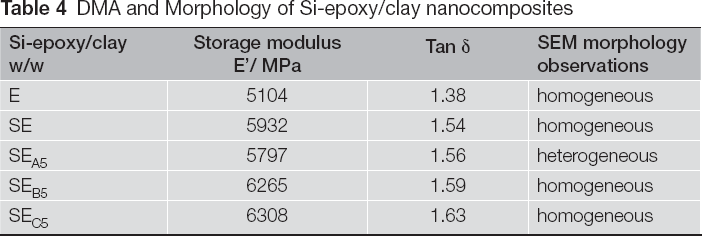
DMA and Morphology of Si-epoxy/clay nanocomposites
The introduction of silyl group into epoxy resin decreased the percentage water uptake (
Electrical Studies
Electrical behavior of Si-epoxy/clay nanocomposites
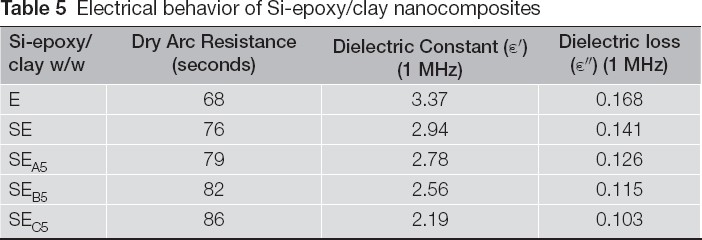
Electrical behavior of Si-epoxy/clay nanocomposites
X-Ray Diffractions
X-ray diffraction patterns of the unmodified clay and the surface modified clay with cetyltrimethylammonium bromide and 3-aminopropyltriethoxysilane which show the d-spacing
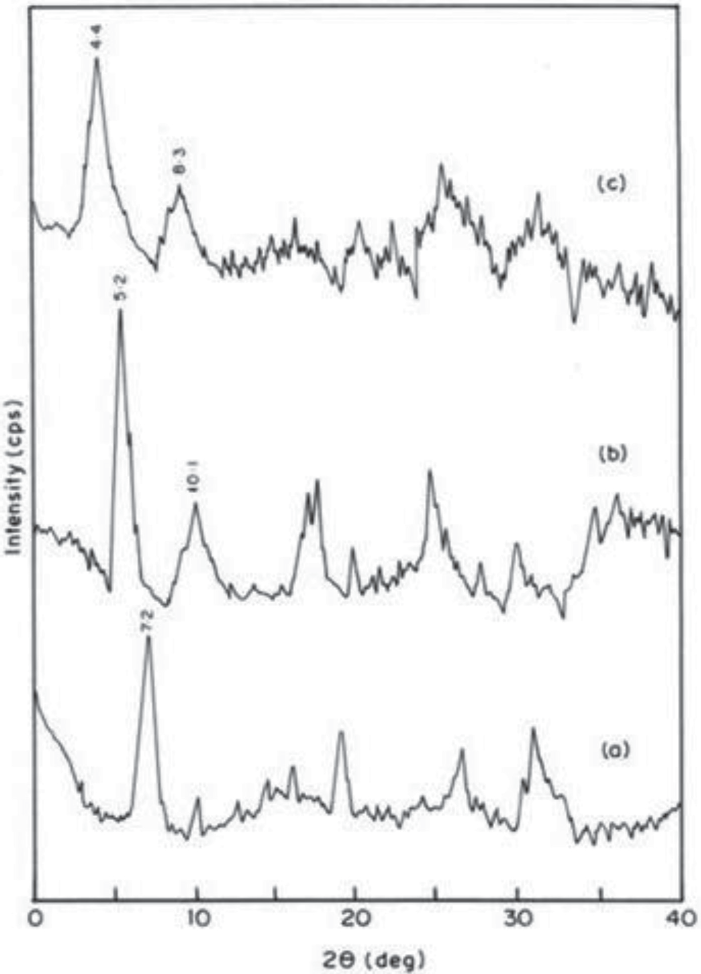
XRD pattern of a) unmodified MMT clay, b) organo modified MMT clay and c) γ-APS modified MMT clay
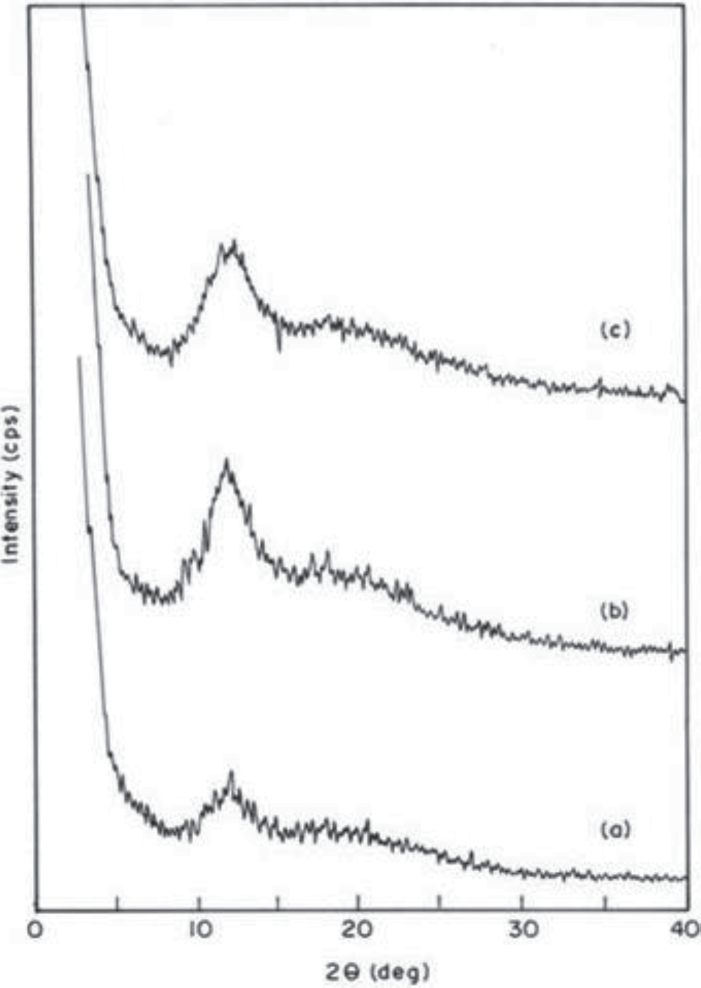
XRD pattern of a) Si-Epoxy/unmodified MMT clay (100:3); b) Si-Epoxy/organo modified MMT clay (100:3) and c) Si-Epoxy/γ-APS modified MMT clay (100:3)
The SEM micrographs of fractured surfaces of the unmodified epoxy, Si-epoxy and clay reinforced Si-epoxy systems are presented in
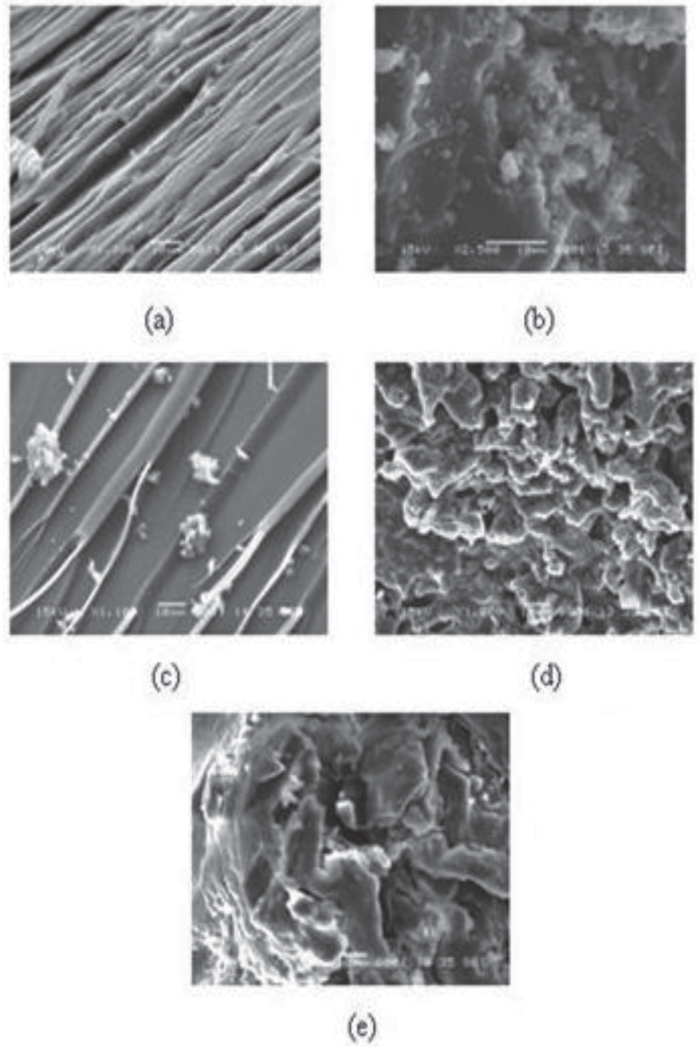
SEM photographs of a) unmodified epoxy, b) unfilled Si-Epoxy, c) Si-Epoxy with 3% unmodified MMT clay, d) Si-Epoxy with 3% organo modified MMT clay and e) Si-Epoxy with 3% γ-APS modified MMT clay
The TEM micrographs of unmodified clay reinforced Si-epoxy system, CTAB modified clay reinforced Si-epoxy composites and γ-APS modified clay reinforced Si-epoxy composites are shown in
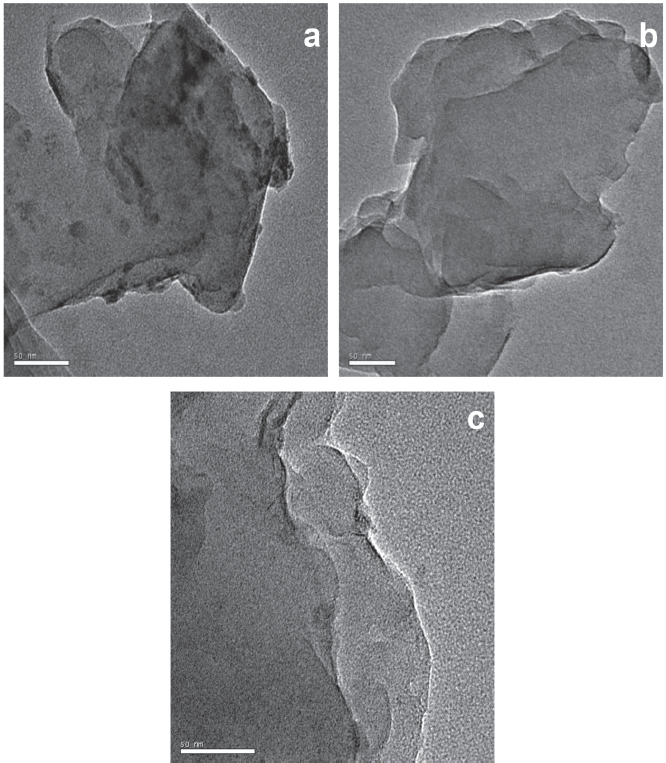
TEM photographs of a) Si-Epoxy with 3% unmodified MMT clay, b) Si-Epoxy with 3% organo modified MMT clay and c) Si-Epoxy with 3% γ-APS modified MMT clay
In summary, the silicon incorporated DGEBA epoxy resin was synthesized and reinforced with surface modified clay to investigate the glass transition temperature, thermal stability, and mechanical properties. The silane modified clay reinforced Si-epoxy resin enhanced the thermal stability upto 820°C. The addition of surface modified clay into Si-epoxy with different ratios further enhanced the LOI values. The cured Si-epoxy resin system showed a lower glass transition temperature and higher mechanical properties than those of the unmodified epoxy resin. The results could be attributed to the introduction of soft silicon segment into the main chain of the epoxy resin, resulting in increasing the flexibility in the Si-epoxy system. The incorporation of γ-APS modified clay into Si-epoxy resin significantly enhanced the mechanical properties of Si-epoxy resin system. The disappearance of peaks between 0–10° indicated the presence of exfoliated nanocomposite structures. The silane and CTAB modified clay reinforced Si-epoxy resin exhibited the homogeneous morphology. These surface modified clay reinforced Si-epoxy matrix systems could be used to fabricate advanced nanocomposite components of improved toughness with better thermomechanical behaviour for engineering applications.