
Abstract
The use of marine biomass in polymer matrices as viable approach to designing new sustainable materials is becoming increasingly common. The development of sustainable polymer composites reinforced with renewable resources has attracted increasing attention. In this study, poly(lactic acid) (PLA)-based biocomposites reinforced with brown seaweed powder (Fucus serratus) at different weight fractions (10, 20, and 30 wt%) were developed. To enhance interfacial interactions between the polylactic acid (PLA) matrix and the seaweed filler, maleated PLA (PLAMA) was synthesized via reactive extrusion and used as a compatibilizing agent. FTIR spectra revealed characteristic absorption bands, confirming the successful grafting of maleic anhydride onto PLA. The addition of seaweed powder resulted in reduced tensile strength and strain at break, increased water absorption, and enhanced crystallinity due to a strong nucleating effect. However, the addition of PLAMA significantly improved interfacial adhesion, leading to enhanced mechanical performance, reduced water uptake, and a more homogeneous morphology. Incorporation of 30 wt% seaweed led to a 26% increase in the Young’s modulus of the composite compared to neat PLA. Thermal properties were not significantly affected by filler addition or compatibilization. These results demonstrate the potential of marine biomass as an effective reinforcement for PLA-based biocomposites intended for sustainable material applications.
Introduction
Growing awareness of environmental issues and the gradual depletion of fossil resources have stimulated the development of sustainable bio-based materials as alternatives to conventional petroleum-derived polymers. Among these, biodegradable polymer composites incorporating renewable fillers represent a particularly promising category of environmentally friendly materials, combining favourable mechanical performance with improved end-of-life traits, including recyclability and biodegradability.1,2
Natural lignocellulosic fibres have been widely used to reinforce thermoplastic and thermosetting matrices, resulting in composites with low environmental impact. In recent years, algal biomass has attracted growing interest as a renewable and inexpensive alternative filler due to its global abundance and unique biochemical composition. Despite this potential, systematic studies on algae-filled polymer composites remain relatively rare. Algae contain various hydrophilic polysaccharides (alginate, carrageenan, agarose) commonly used in the food, cosmetics and agricultural sectors. 3 However, the proliferation of algal species contributes to aquatic pollution, which is motivating exploration of the use of algae in polymer-based materials.4–7 Algal species are generally classified according to their pigmentation and biochemical composition into brown, green and red groups. Structurally, their fibrous structure resembles that of terrestrial plants, but their cellulose content is much lower, generally less than 10% by weight.8–10 It should be noted that the biochemical composition of marine algae can be influenced by various factors, such as the harvesting season, geographic origin, environmental conditions (temperature, salinity, nutrient availability, light intensity), and the physiological stage of the organism. 11 Seasonal variations have been shown to cause significant fluctuations in biochemical composition, due to changes in temperature and solar activity. 12 Light intensity, being essential to photosynthesis, directly affects the biosynthesis of pigments and lipids, and excessive radiation can cause photoinhibition and oxidative stress, leading to the production of photoprotective compounds such as polyphenols. 13 Nutrient availability also strongly influences composition; for instance, nitrogen and phosphorus concentrations affect protein and lipid accumulation in macroalgal tissues, with nutrient limitation altering metabolic profiles. 14 Together, these environmental drivers interact to shape the biochemical makeup of macroalgae, resulting in spatial and temporal variability that must be considered when evaluating algal biomass for material or industrial applications.
Poly (lactic acid) (PLA), a biodegradable thermoplastic, has excellent processability, good biocompatibility and mechanical performance, making it a suitable matrix for natural fibre-reinforced biocomposites.2,14 In this context, poly (lactic acid) (PLA) has established itself as a benchmark biopolymer due to its favourable mechanical properties, biodegradability and biocompatibility. However, despite these advantages, PLA has several limitations, including its brittleness, low moisture resistance and limited compatibility with natural hydrophilic fillers. To overcome these drawbacks, numerous studies have focused on incorporating fillers derived from renewable biomass sources and using chemical compatibilisers such as PLA grafted with maleic anhydride (PLAMA).
Barros D et al. (2024) 15 demonstrated the feasibility of using algae residues as natural fillers in PLA-based composites. Their results showed that adding 10% to 30% algae increased the modulus of elasticity but reduced tensile strength and elongation at break. The use of a compatibilising agent mitigated these effects and improved the hygroscopic stability of the materials, confirming the industrial potential of such formulations. These results are consistent with those of Fischer and Droeder (2023), 16 who studied the incorporation of seaweed powders into PLA filaments for 3D printing applications. They observed an improvement in the stiffness and surface texture of the printed parts, but also a deterioration in mechanical performance at high load values, attributed to insufficient interfacial adhesion between the phases.
These results reinforce the idea that chemical compatibilisation is a key step in the development of homogeneous, high-performance biocomposites. The compatibilization mechanism is based on the reactivity of maleic anhydride with respect to the hydroxyl groups present on the surface of the natural filler. This principle is not limited to the algae studied, but can be extended to other algae, as well as to various lignocellulosic biomass rich in –OH, such as vegetable fibers or certain agricultural residues. This strategy is well established in the literature to improve the interfacial interaction and the properties of biopolymer mixtures and natural fiber composites. 17 The role of maleic anhydride grafting in the compatibilisation of PLA/natural filler systems was confirmed by Zhang et al. (2017), 18 who studied PLA/wood fibre composites. Their results demonstrated that PLA-g-MA significantly improves interfacial adhesion, mechanical strength and thermal stability while reducing water absorption. This mechanism is based on the reaction between the anhydride groups of the modified PLA and the hydroxyl groups of the fibres, a principle that also applies to algal fillers. In addition, Jang, H et al. (2022) 19 showed that reactive extrusion grafting of PLA enables effective compatibilisation in PLA/PBS blends, resulting in significant improvements in strength and ductility.
Although previous studies have demonstrated the feasibility of incorporating algal biomass into PLA matrices, most have focused on mixed algae residues3,15 or applications such as 3D printing filaments, 16 without systematically addressing species-specific effects and industrially scalable compatibilization strategies. While maleic anhydride grafting has been widely studied in PLA/lignocellulosic systems, its application to untreated marine macroalgal fillers remains relatively unexplored, particularly in the context of reactive extrusion performed both as a grafting and compounding strategy. Unlike previous reports where compatibilization was treated as secondary, In contrast, the present work targets brown macroalgae (Fucus serratus) as reinforcement for PLA, thereby introducing a species-focused approach and integrating the synthesis of maleated PLA via reactive extrusion in a continuous, solvent-free process. This study emphasizes interfacial engineering and quantitatively evaluates structure–property relationships at filler loadings up to 30 wt%. The seaweed powder (10%, 20% and 30% (w/w)) with a particle size of ≤100 µm was used without chemical modification. In order to increase the interfacial bonding between the polymer matrix and the and the seaweed filler, 5 wt% maleated PLA (PLAMA) was incorporated as a compatibilizer. The influence of seaweed loading and PLAMA addition in terms of mechanical, thermal, morphological, and water absorption properties of the resulting PLA biocomposites was evaluated.
Experimental
Materials
Poly (lactic acid) (PLA, grade 7001D) supplied by NatureWorks LLC (USA) was used as a semi-crystalline matrix. The polymer exhibits a melting temperature of approximately 154°C, a glass transition temperature near 60°C, a density of 1.25 g cm−3, and a melt flow index of 6 g 10 min−1 (measured at 210°C under a 2.16 kg load). Brown seaweed (Fucus serratus) (see Figure 1), collected in March along the northwestern coast of France (Atlantic Ocean), and was selected as the natural filler. The raw biomass was repeatedly rinsed with distilled water to remove adhering salts and impurities, air-dried, and subsequently ground and sieved to obtain particles smaller than 250 µm. The chemical composition of F. serratus can be found in the database of the Centre for the Study and Development of Seaweed (CSVA, France). Maleic anhydride (MA, ≥99%) and dicumyl peroxide (DCP, 98%) used were obtained from Sigma–Aldrich (Germany). Prior to processing, all PLA and seaweed powders were dried under vacuum at 60°C for 12 h to minimize moisture content.
Grafting of maleic anhydride onto polylactic acid by reactive extrusion
To improve interfacial adhesion between PLA and the seaweed filler, maleic anhydride was grafted onto the PLA backbone through a reactive extrusion process adapted from the method proposed by Zhang et al.
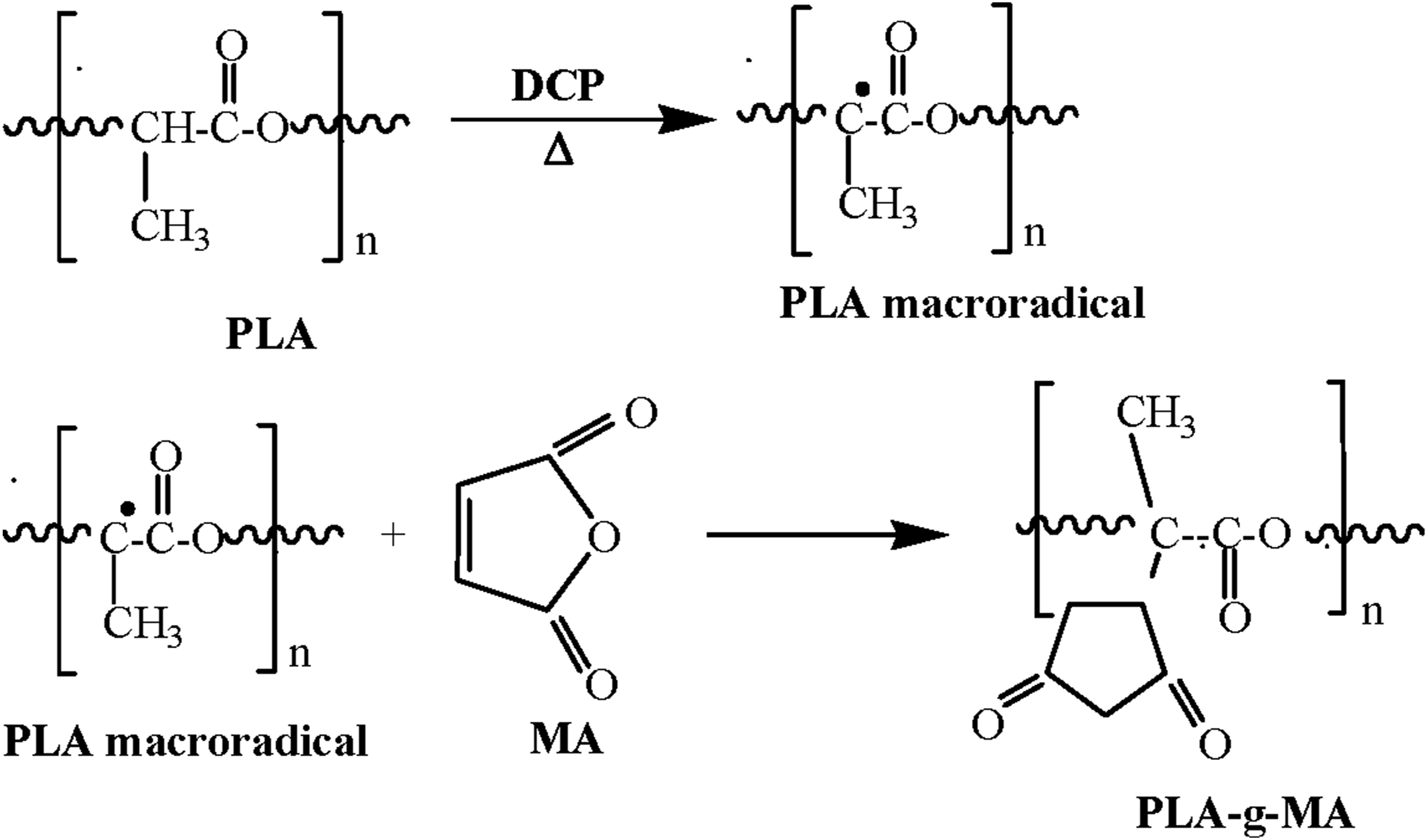
20
The grafting reaction was performed in a Brabender Plastograph mixer (Model W 50 EHT) operating at 190°C and 60 rpm. PLA was first melted to achieve homogenization, followed by the inclusion of 0.2 wt% DCP as a radical initiator and mixed for 3 min. Subsequently, 3 wt% MA was introduced to the molten polymer to to complete the grafting process. Maleic anhydride was chosen as a compatibilizing agent due to its high chemical reactivity, its well-documented effectiveness in PLA-based composites reinforced with natural fillers, and its suitability for solvent-free reactive extrusion processing. In the presence of a radical initiator, MA is grafted onto the PLA backbone through a radical mechanism involving the formation of a PLA macroradical followed by MA addition, leading to the formation of PLA-g-MA. This selection is also supported by industrial considerations, including cost-effectiveness, thermal compatibility with PLA processing conditions, and easy scalability using conventional extrusion techniques. Brown algae, the Fucus serratus species.
Preparation of PLA/seaweed composites
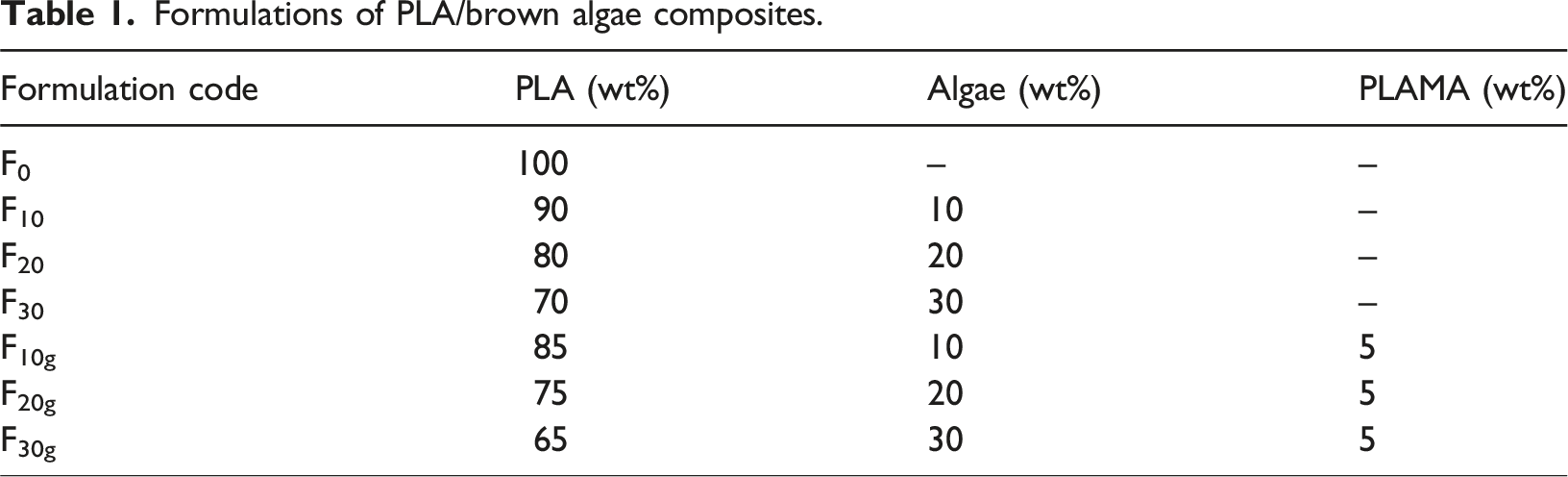
The PLA-based composites containing varying seaweed loadings (10, 20, and 30 wt.%), with or without the compatibilizer, were prepared by melt blending in a Brabender Plasticorder mixer (Model W 50 EHT) at 180°C and 50 rpm for 8 min. The resulting materials were molded into plates (≈2 mm thickness) using a Zwick/Roell compression press at 180°C under a pressure of 250 kN for 5 min, followed by cooling to room temperature. The solidified plates were cut into tensile test specimens following ISO 527 (Type 1A) (see Figure 2). The composition of each formulation is summarized in Table1. (a) Photograph of the tensile test specimen for the PLA/Algae composite. (b) Geometry of the type 1A tensile test specimen according to standard EN ISO 527. Formulations of PLA/brown algae composites.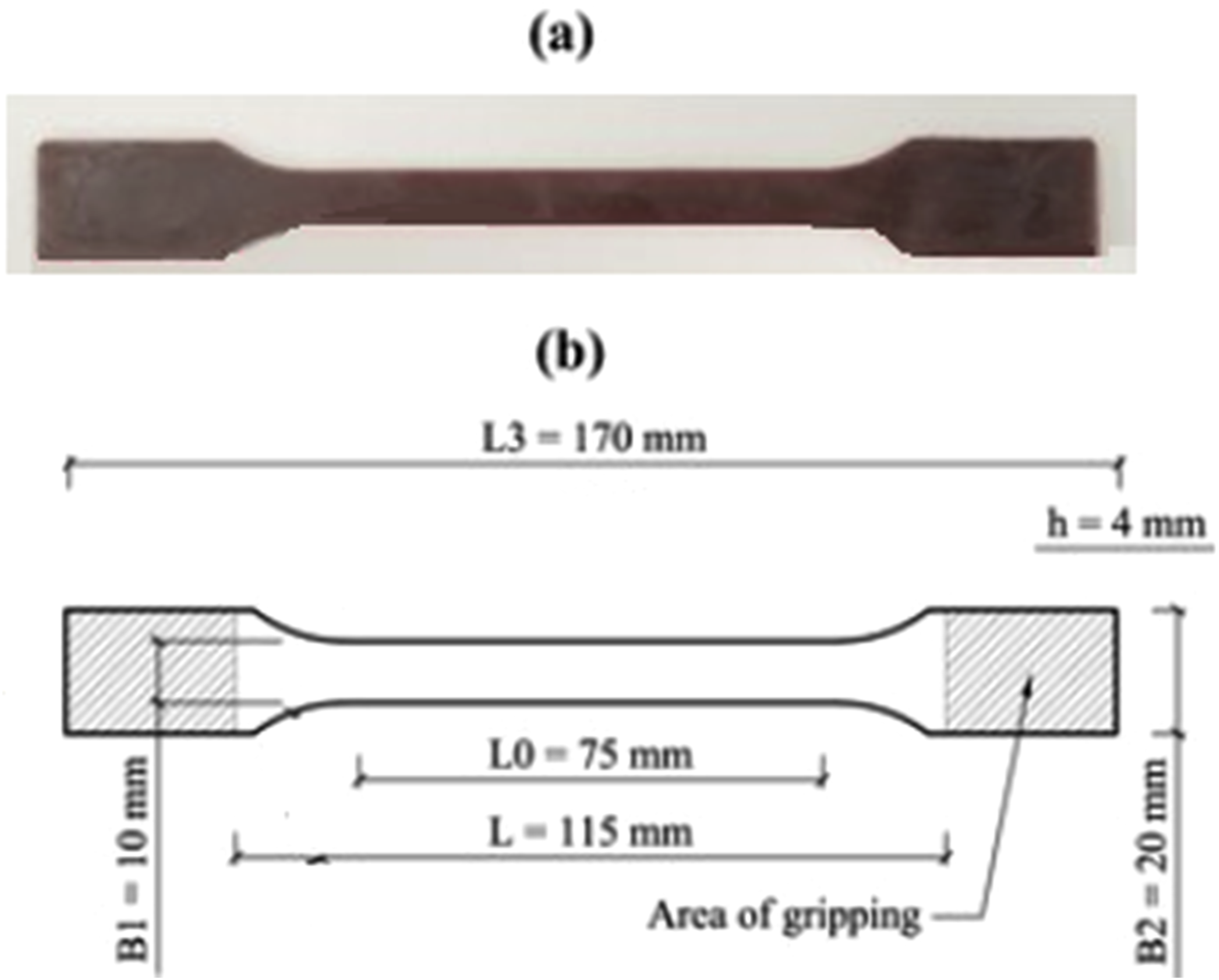
Characterization technical
Fourier transform-infrared spectroscopy (FTIR)
FTIR spectra of PLA and PLAMA were recorded with a Bruker Vertex 70V spectrometer in the transmittance mode. The samples were subjected to scanning from 4000 to 400 cm−1, with 20 scans recorded at 4 cm−1 resolution.
Rheological measurements
Oscillatory shear measurements were performed using an Anton Paar MCR 301 rheometer. Strain sweep tests were initially conducted at a fixed angular frequency of 1 Hz to determine the limits of the linear viscoelastic region. Subsequently, frequency sweep experiments were carried out at a fixed strain within the linear regime, with angular frequencies ranging from 100 to 0.01 Hz at four points per decade, and all measurements were performed at 190°C.
Tensile tests
The tensile machine MTS Synergie RT1000 is used to tensile test at room temperature and the humidity 48% according to ISO 527. The loading speed was 1 mm/min. An extensometer was used with a nominal gauge length of 25 mm. Each sample was tested at least five times for each material, and the results were averaged.
Thermogravimetric analysis (TGA)
The TGA thermograms of the various samples were recorded using a thermal analyzer of type Setaram TGDTA 92-10. Tests were done under nitrogen at a scanning rate of 10°C/min, in the temperature range starting from 20°C up to 600°C.
Scanning electron microscopy (SEM)
SEM micrographs were obtained using a JEOL JSM-6031 microscope to examine the fracture surfaces. Prior to imaging, the samples were cryofractured by immersion in liquid nitrogen and coated with a thin layer of gold using a Polaron E5100 sputter coater. Micrographs were captured at different magnifications.
Differential scanning calorimetry (DSC)
Differential scanning calorimetry (DSC) analyses were carried out using a Mettler-Toledo DSC-882 heat-flow calorimeter under a nitrogen atmosphere. Sample masses ranged from 7 to 10 mg. Each sample was scanned from 25 to 240°C at a heating rate of 10°C/min, and thermal properties were evaluated from the second heating cycle.
The experimental protocol consists of three segments; a first heating [25 to 200] °C which erases the thermal history of the composites, a cooling [200 to 0] °C and second heating [0 to 200] °C. Between both segments, an isotherm of 2 min is performed. The crystallinity rate (Xc) was calculated according to the equation (1). Xc: Crystallinity rate
Water absorption test
Samples of dimensions: 20*20*2 mm3 were dried for 12 h at 80°C., then left to cool before weighing them. They were subsequently immersed in distilled water PH = 5.08 at 25°C. The specimens were periodically (24 h) taken, and the surface was dried with absorbent paper and weighed again until the mass stabilizes. Five specimens were tested for each compound and the average readings were recorded. The absorption rate was calculated according to standard NF 51-002 according to the equation (2).
Results and discussion
Characterization of algae powder
Fourier transform infrared spectroscopy (FTIR)
Figure 3 presents the FTIR spectra of the algae powder. We notice the absorption peak recorded at 3320 cm−1 corresponds to the stretching vibration (elongation of the OH bond of the absorbed water which reflects the hydrophilic character of the cellulose contained in the filler. The peak at 2817 cm−1 corresponds to the asymmetric stretching vibration of the C-H bonds of the CH2 group. Peaks at 1655 and 1619 cm−1 correspond to COO carboxylic groups. The peak at 1546 cm−1 is assigned to N–H bond bending. The peak at 1230–1250 cm−1 is related to CO stretching vibrations. The peak at 1030 cm−1 is related with CO vibrational bonding attributed to alginates contained in brown algae, and to the strain vibration of C-O-C bonds of cellulose and hemicelluloses. The peak at 816 cm−1 corresponds to sulfate groups. FTIR spectra of algae powder.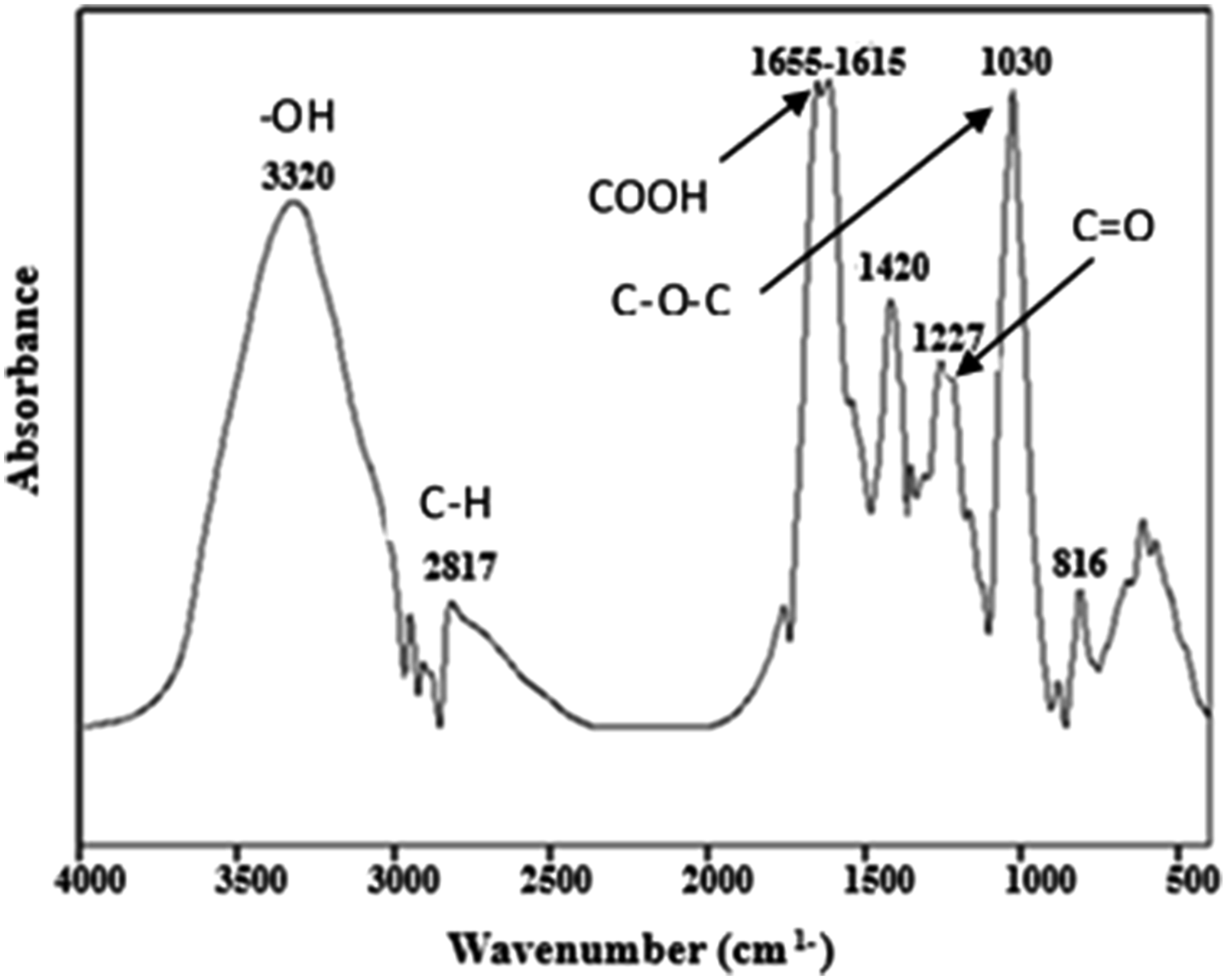
Thermogravimetric analysis (TGA)
The Figure 4 displays the results of TGA thermogram of alga powder. Algae consist mainly of carbohydrates, proteins, and minerals.
21
TGA and DTG thermogram for alga powder.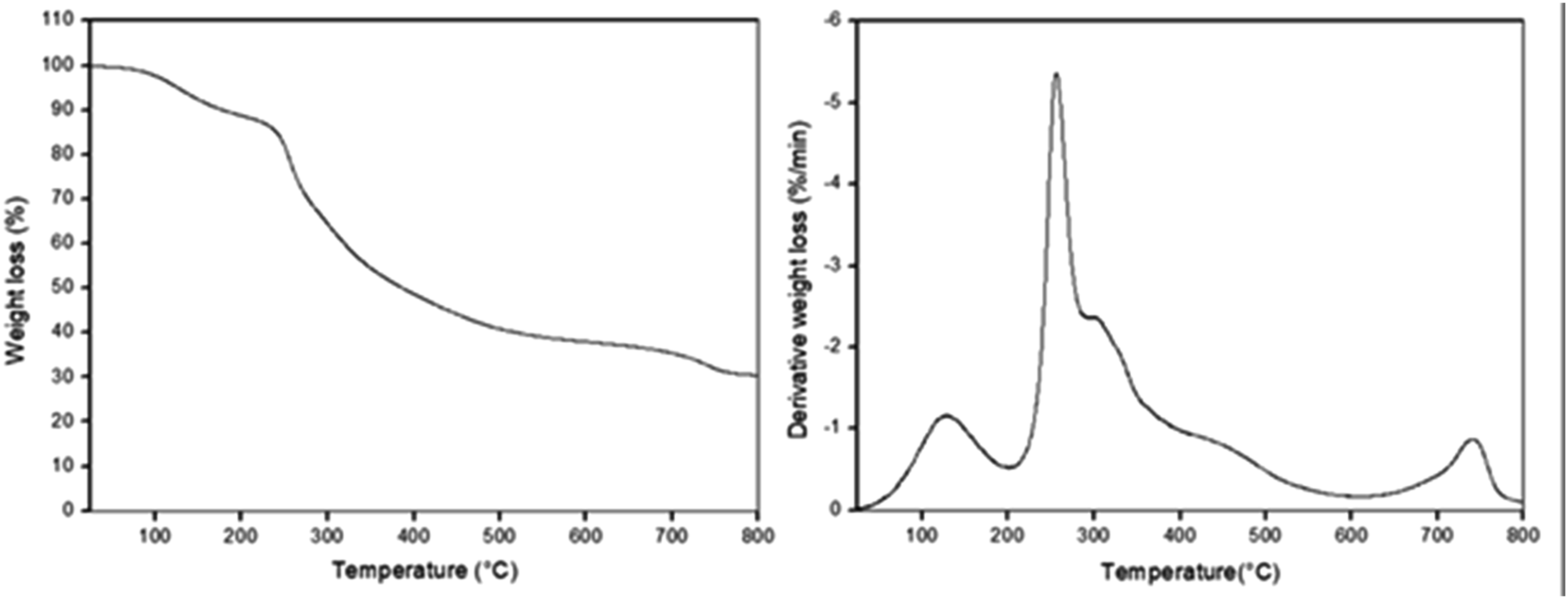
The DTG thermogram allows use to identify the temperatures corresponding to the maximum rate of mass loss, which is manifested by peaks, so we can determine the different phases of degradation of the seaweed powder and evaluate the approximate percentage of carbohydrates (cellulose, acid alginic acid, laminarin, and mannitol), proteins and minerals present in the powder.
Three main stages of degradation can be distinguished: ➢ The first stage [Tamb-190°C], which records a peak at 128°C, corresponds to the dehydration (loss of cellular water and external water) of the powder which is linked with a rate of about 11%. ➢ The second phase represents the main degradation of the powder, which is recorded in the temperature range of [200–600°C] with a maximum loss rate at 255°C. An overlap may exist between the degradation temperatures of carbohydrates and proteins in this temperature range and which accounts for 50% of the dry weight of the seaweed powder. ➢ The last phase of powder degradation from 600°C is associated to the decomposition of inorganic materials (mainly carbonates) (7% of the dry weight of the powder)
The results obtained are in agreement with those reported by Jale Yanik et al. 22 and Ross et al., 21 which detailed the composition and thermomechanical behavior of some macroalgae, including Fucus serratus species. The residue in the powder is around 30%, a common result for algae due to their high mineral content and inorganic matter. 3
Characterization of maleated PLA
Fourier transform infrared spectroscopy (FTIR)
The FTIR spectra of pure PLA and PLAMA, shown in Figure 5, exhibit the characteristic bands of PLA.
23
In comparison with the spectrum of virgin PLA, two additional absorption peaks at 1850 and 695 cm−1 were observed in the grafted PLA. These peaks can be assigned to the asymmetric stretching of the carbonyl group of maleic anhydride and to the bending of the CH groups in the grafted anhydride ring, respectively, thereby confirming that the grafting reaction had occurred, as reported by Avella et al.
24
The grafting reaction of malic anhydride on the PLA chain was confirmed by FTIR spectroscopy the analysis and the mechanism of the reaction is illustrated in Scheme 1. (a) FTIR spectra of virgin PLA and PLAMA. (b) Zoom in the region 1900–1800 cm−1. (c) Zoom in the region 800–600 cm−1. Grafting reaction of malic anhydride on the PLA chain.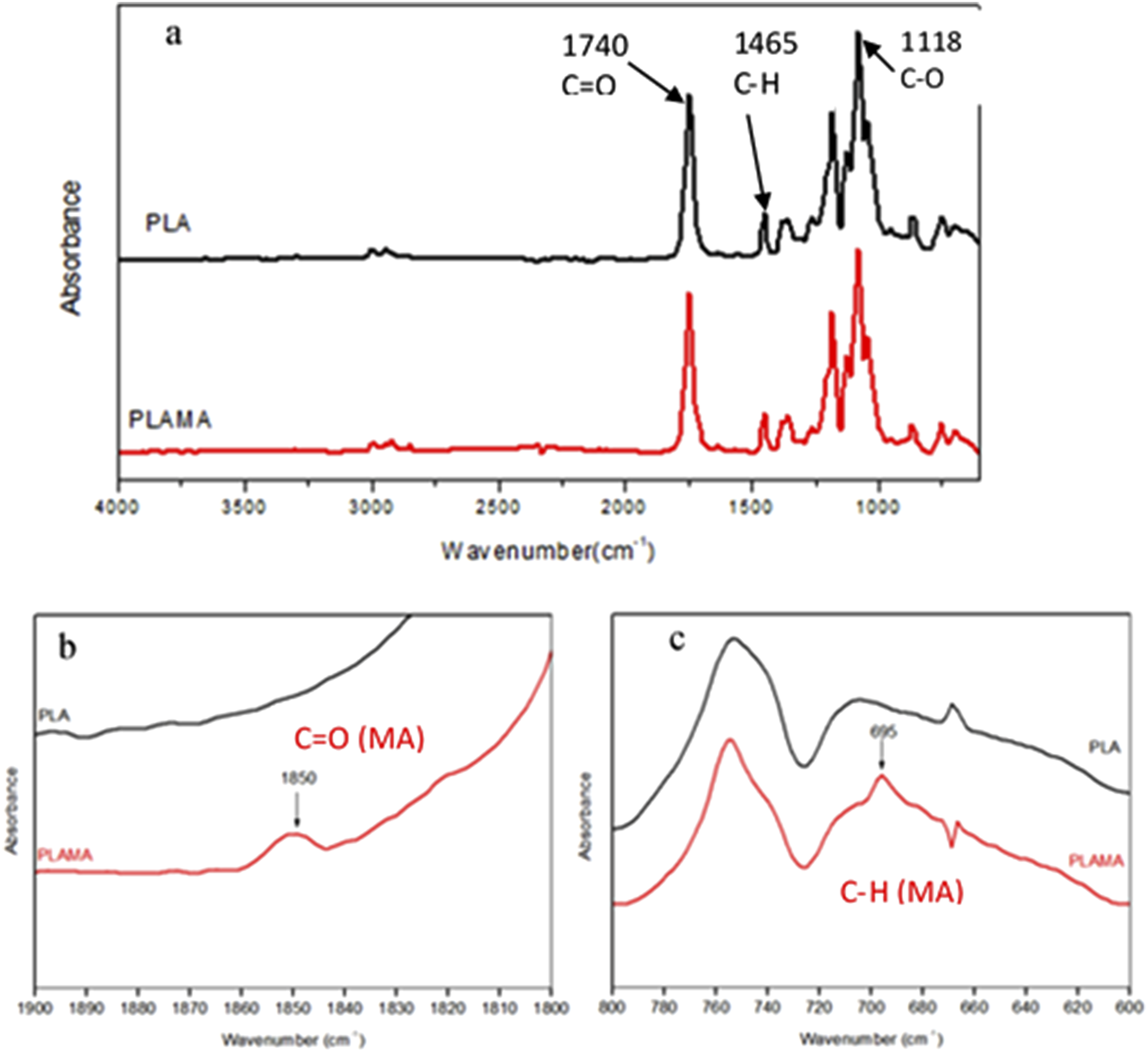
Rheological measurements
The PLA and PLAMA exhibit a linear viscoelastic regime in the amplitude sweep test for a dynamical shear strain between 0.01 and 10 % at a fixed angular frequency of 1 Hz. The viscoelastic properties illustrated in Figure 6 show a slight decrease in complex viscosity and loss modulus of PLAMA compared with neat PLA. The peroxide initiated grafting to obtain PLAMA always results in lower viscosity because the PLA chains were first broken by the attack of free-radical initiator to form activated sites and then the free MA monomer can be grafted onto those activated sites, which explain the decrease in molecular weight due to partial degradation of PLA during grafting reaction.
25
Rheological parameter of PLA and PLAMA at 190°C under 0,1 % of dynamical shear strain. (a) Complex viscosity. (b) Storage modulus. (c) Loss modulus.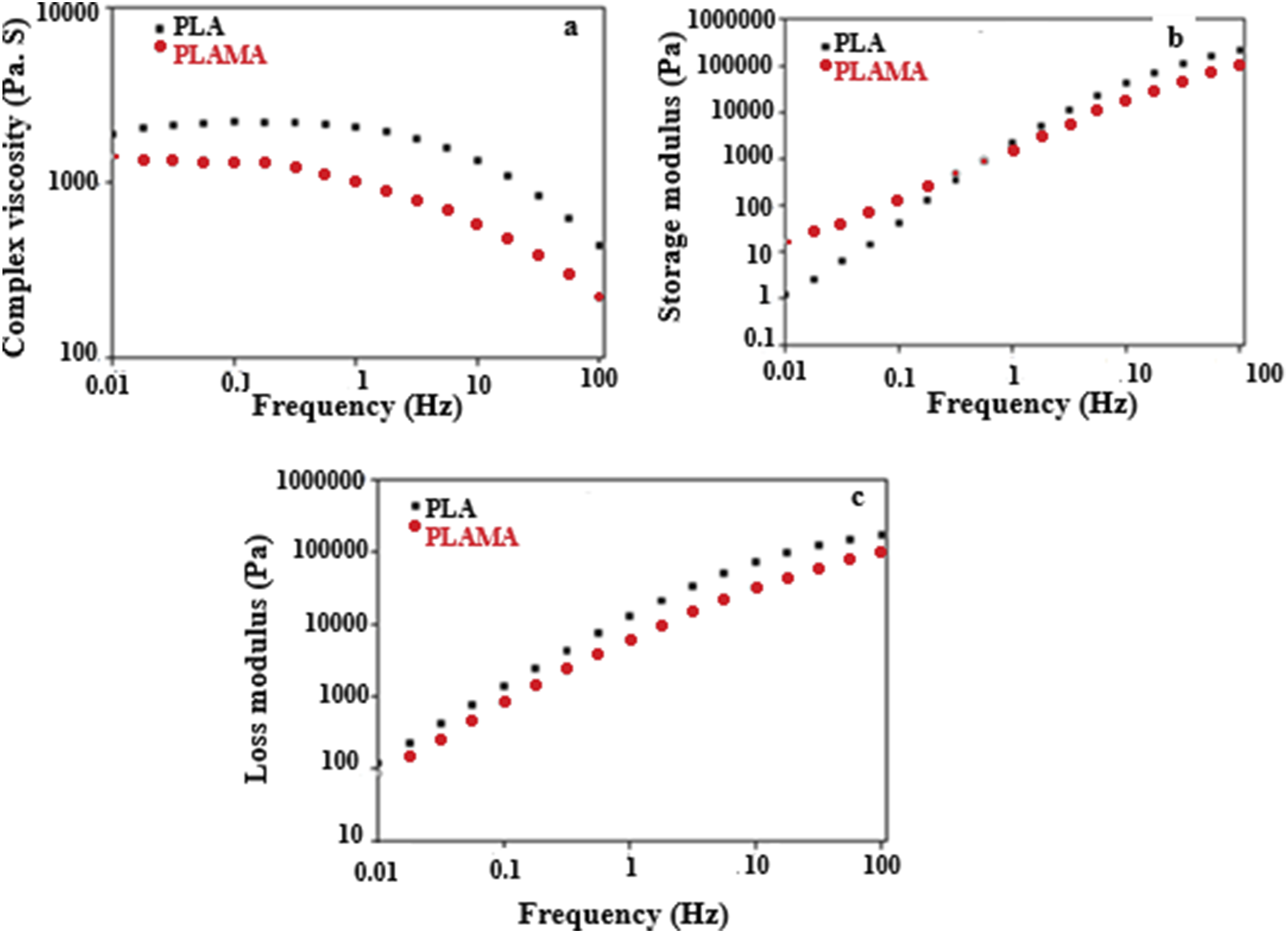
Characterization of PLA/brown algae composites
Mechanical properties
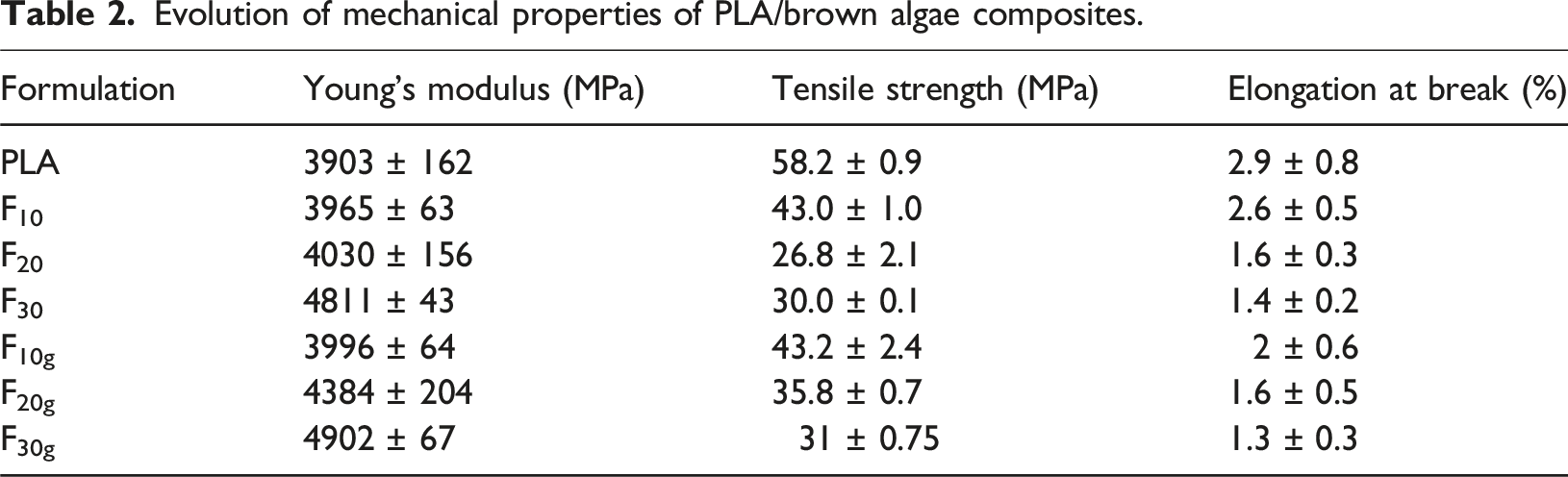
The evolution of the mechanical properties of PLA/brown algae composites with and without compatibilizer (PLAMA) is showed in Table 2. ❖ Young’s The Young’s modulus exhibited a 26% increase upon the addition of 30 wt% seaweed powder, which can be attributed to the enhanced stiffness provided by the rigid filler.
23
The Young’s modulus was higher in the presence of the compatibilizing agent (PLAMA) compared to the unmodified composite, particularly at a 30 wt% filler concentration, which exhibited a 29% increase over virgin PLA. This enhancement can be attributed to the improved interfacial adhesion between the matrix and the filler provided by the compatibilizer, resulting in an increase in the tensile modulus. ❖ The tensile strength of composites decreases as the filler concentration increases, its reaches almost half of the neat PLA value for 30% by weight of filler [from 58.8 MPa to 30 MPa]. The same result was obtained by Bulota and al
3
for PLA/algae composites. This decrease has been attributed to the reduction in bond strength between the filler and the matrix, which hinders stress transfer. The addition of 5% PLAMA improved slightly the strength values of the formulations, which indicating more efficient stress transfer from the matrix to the filler due to the compatibilizer. ❖ The elongation at break of composites decreases with the increase of algae powder rate, reaching a minimum value (1%) at 30 wt % of filler. This decrease is assigned to the higher stiffness provided by the filler, which reduces the plasticity range of the matrix and thus limits its deformation and flow, and this is a common characteristic of reinforced thermoplastic composites. Adding PLAMA further reduces elongation at break values for all formulations. According to the literature,26,27 PLAMA improves interfacial adhesion between the hydrophilic algal fibers and the PLA matrix, leading to more efficient stress transfer and an increase in stiffness. However, this stronger interface restricts polymer chain mobility within the matrix and reduces the material’s ability to deform plastically, resulting in a lower elongation at break. This behavior is commonly reported in biocomposites: enhanced interfacial bonding improves mechanical performance (modulus, strength) but often at the expense of ductility. Evolution of mechanical properties of PLA/brown algae composites.
Thermogravimetric analysis (TGA)
Filler effect
The TGA-DTG thermograms of different composites prepared with untreated filler is showed. In Figure 7(a) and (b). We notice that the pure PLA begins to degrade at a temperature of about 325°C and the maximum degradation rate peak is recorded at 388°C. Results are similar to those reported by Sim et al. 2008
28
and Bulota et al.
25
The onset temperature of degradation of PLA/algae composites is recorded at lower temperatures than pure PLA; 292°C, 284°C and 277°C for 10, 20 and 30 wt% respectively. This decrease is due to the low degradation temperature of the components of the algae.6,26 The mass loss of the composites starts at about 200°C, which due to the degradation of the algae as already seen on the ATG thermograms of the algae powder. The residue rate for PLA is evaluated at 0.48%. For PLA/algae composites, it varies from 6% to 15% at 600°C. This residue rate represents the inorganic salts contained in the algae.
3
TGA/DTG thermograms. (a) and (b) PLA/brown algae composite. (c) and (d) PLA/brown algae with and without PLA-g-MA.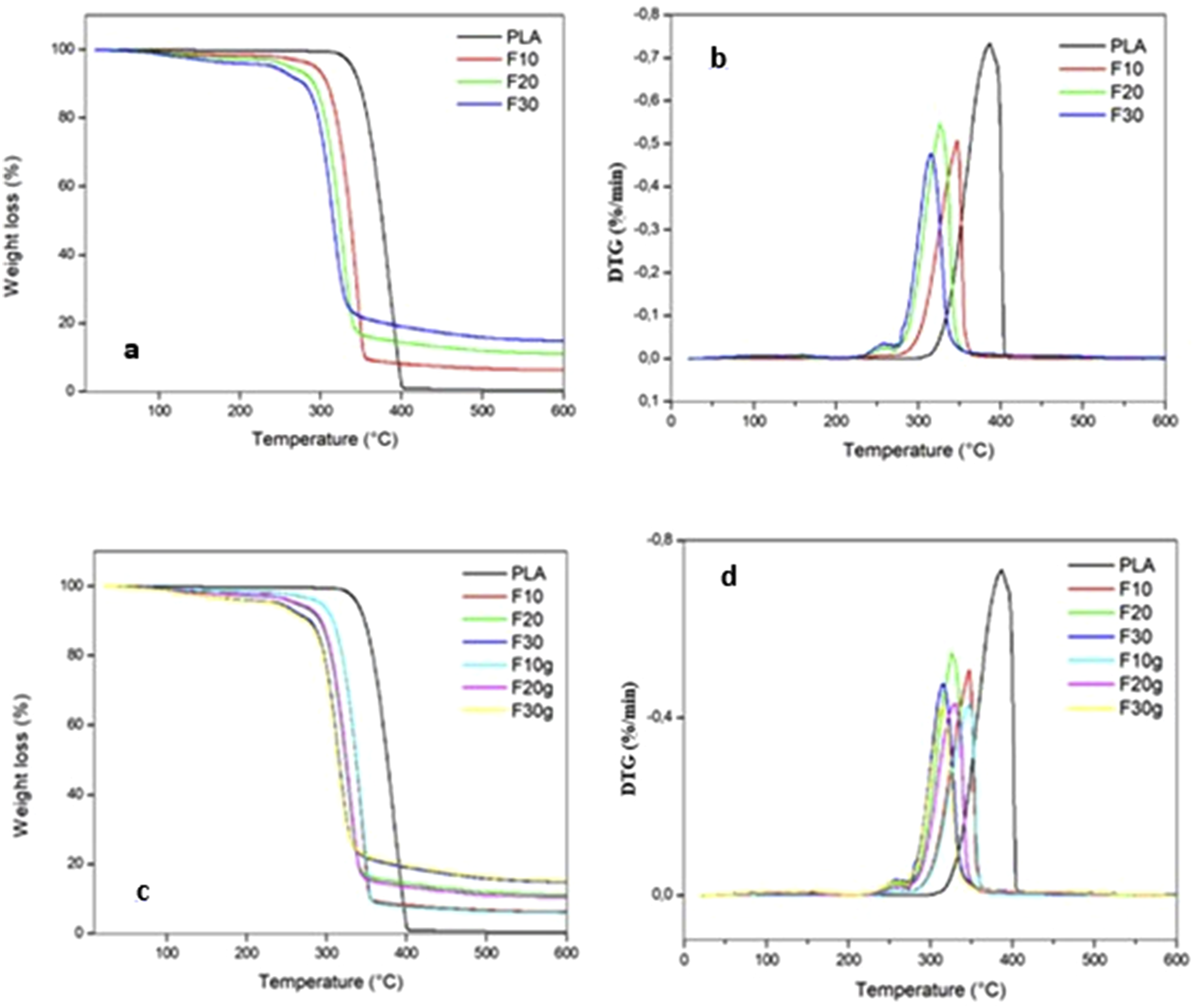
Effect of maleated PLA as a compatibilizer
Figure 7(c) and (d) shows the TGA-DTG thermograms of different composites prepared with without PLAMA.
The TGA of PLA/algae composites with and without compatibilizer shows a superposition of the curves for the same loading rate, which indicates that the presence of PLAMA does not influence the thermal degradation behavior of the composites. Avella 2008 24 reported the same finding for PLA/kenaf fiber composites.
Scanning electron microscopy (SEM)
The fracture surface of PLA and PLA-algae composites with and without compatibilizer is showed in Figure 8. A homogenous and smooth surface structure is observed for PLA matrix. Gaps and voids between filler particles and matrix and some pullouts can be observed in PLA-algae composites without compatibilizer (F10, F30), implying poor filler–matrix adhesion. This could be a result of incompatibility of the hydrophilic filler and the hydrophobic matrix as well as the presence of various inorganic salts on the surface of algae flakes.
3
Scanning electron micrographs of fractured surface of PLA/brown algae composites.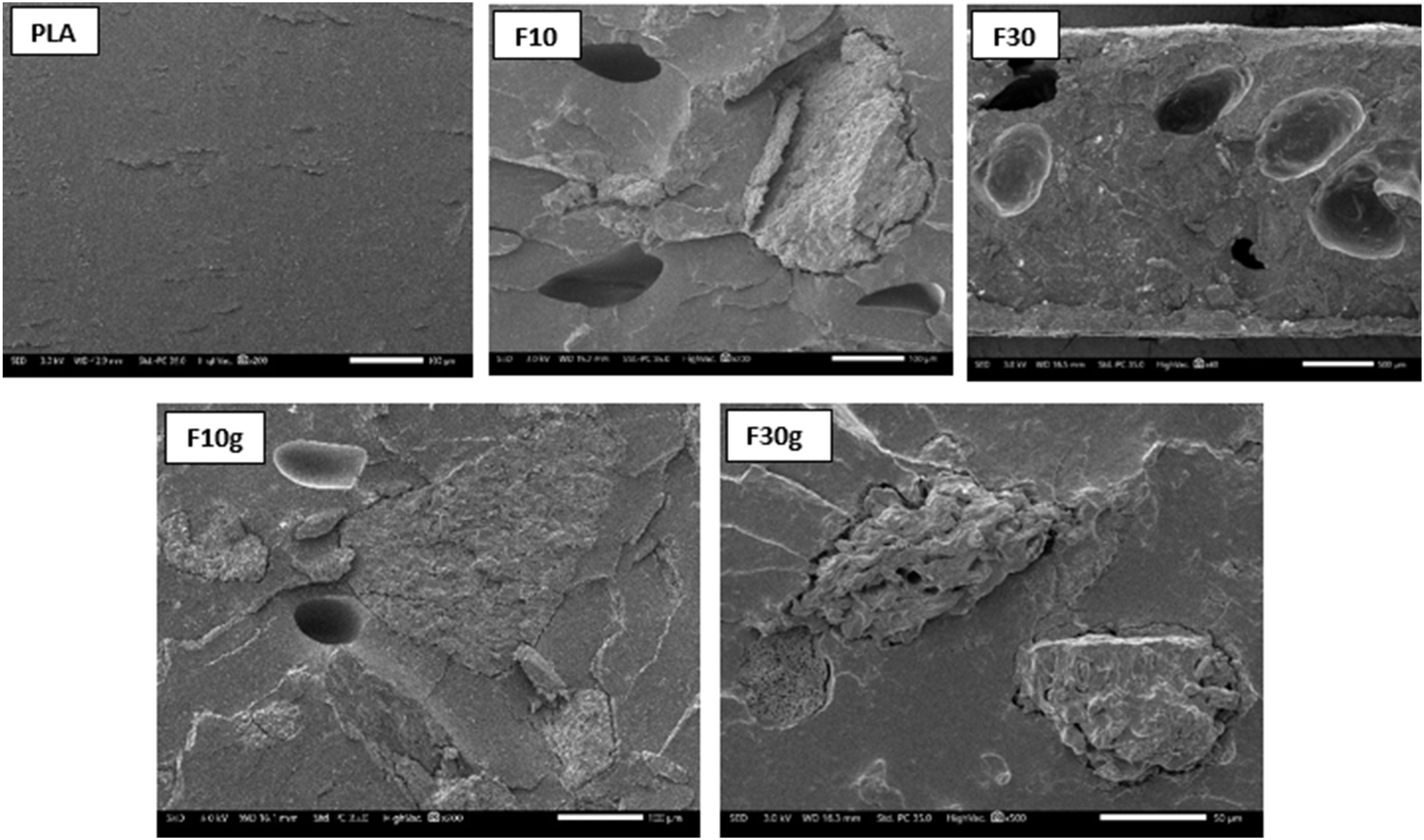
Compatibilized formulations show a smoother and more homogeneous fracture surface; this indicates a uniform dispersion of the algae particles within the PLA matrix and improved interfacial adhesion compared to untreated composite. The enhanced adhesion is attributed to the interaction between the anhydride groups of PLAMA and the hydroxyl groups on the surface of the seaweed fibers via hydrogen bonding, which explains the observed increase in Young’s modulus and tensile strength for formulations containing 5 wt% PLAMA. 1
Differential scanning calorimetry (DSC)
DSC characterization of PLA/brown algae composites with and without PLAMA.
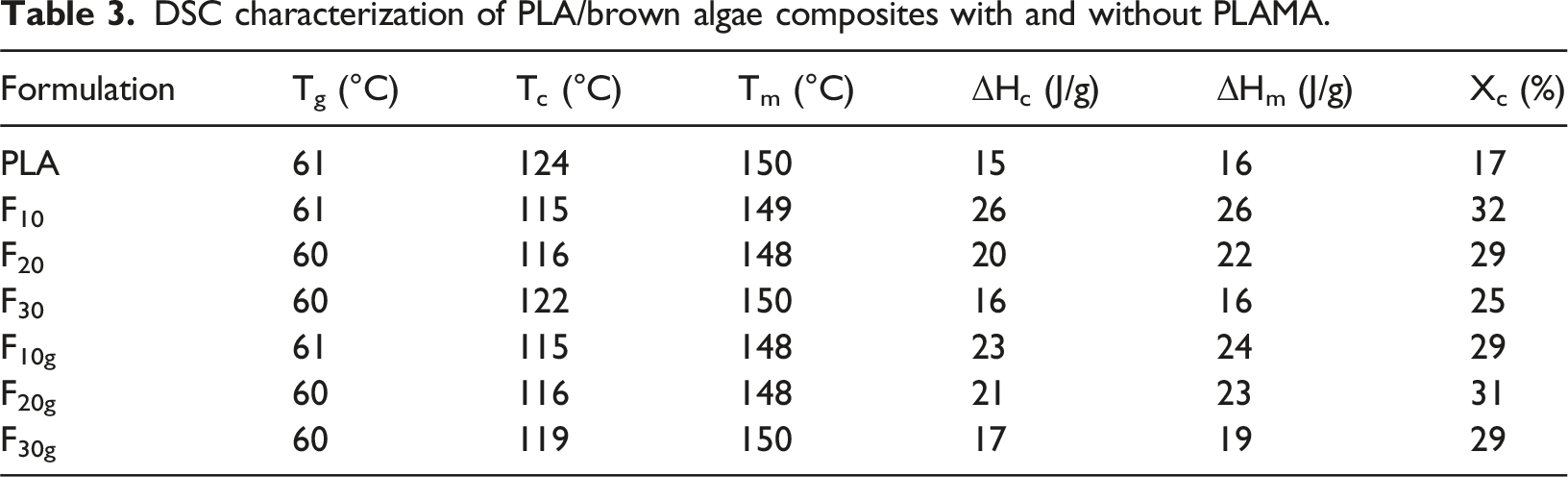
The glass transition temperature Tg of PLA was recorded around 61°C. When seaweed powder was added, no significant difference in Tg was observed. The same finding is reported by Bulota et al. 25 and Nyambo et al. 27 The crystallinity rate of virgin PLA was around 17%. With the addition of the filler, the crystallization peaks broaden, leading to an increase in the crystallinity of the composites, which reaches 32% for 10 wt% filler. The increase in crystallinity can be interpreted as the hypothesis of several combined effects of the nucleating action of Fucus serratus particles, which promote crystal formation by providing heterogeneous nucleation sites. The presence of the compatibilizer PLAMA, which may also enhance interfacial interactions between the matrix and the algal fibers, further supporting the ordered arrangement of polymer chains. Finally, the processing conditions, including melt extrusion and cooling rates, which contribute to the degree of crystallinity by allowing polymer chains to reorganize into more ordered structures. 26
Water absorption test
Evolution of the rate of water absorption (WA) of PLA/brown algae composites.

The water absorption value for neat PLA was 1.1 ± 0.4%. The addition of algae powder increases the water absorption for all formulations by about 6%. Calistor Nyambo et al. 2011 reported the same result.
27
This increase is attributed to the hydrophilic nature of the filler, whose hydroxyl groups form hydrogen bonds with water molecules until saturation. A water absorption rate of 6% at high algal loading reflects the hydrophilic nature of the macroalgal filler and is consistent with values reported in the literature for PLA composites reinforced with natural fibers, which typically exhibit water absorption ranging from 3% to 10% (Zhang et al., 2017).
18
Similar trends have been reported in PLA/wood fiber and PLA/natural fiber systems, where compatibility reduces but does not completely eliminate sensitivity to moisture (Fortunati et al., 2012).
29
For formulations containing 5% of the compatibilizer, the absorption rate is reduced, especially for 30% of algae, which highlights the effectiveness of PLAMA in improving interfacial adhesion between PLA matrix and algae filler.
30
This improvement is reflected in the reduction of the number of hydroxyl groups on the surface of the filler as demonstrated in Scheme 2. Compatibilisation system.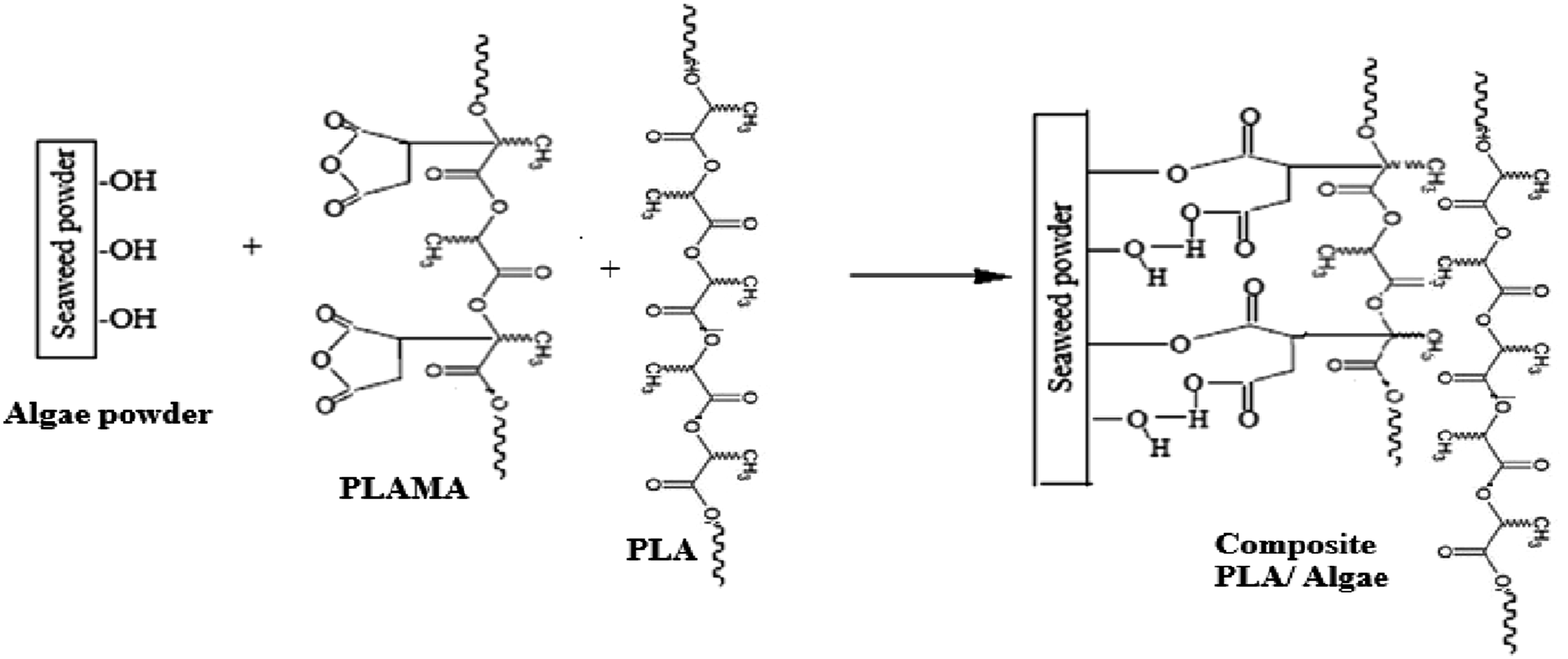
Conclusion
To the best of our knowledge, this work constitutes the first investigation into the influence of the brown algae species Fucus serratus on the properties of PLA-based biocomposites. Biocomposites containing various algae loadings (10–30 wt%) were prepared using PLA as the polymer matrix, while maleated PLA was introduced at 5 wt% as a compatibilizing agent. The incorporation of algae resulted in a significant increase in Young’s modulus compared to neat PLA, although this was accompanied by a reduction in tensile strength and elongation at break. The presence of the compatibilizer effectively enhanced both Young’s modulus and tensile strength, highlighting its positive impact on interfacial interactions. SEM analysis confirmed a more homogeneous dispersion of algae particles within the PLA matrix, particularly at 30 wt% algae content, where a smoother and more uniform fracture surface was observed. Water absorption measurements revealed an increase in the hydrophilic character of the biocomposites with increasing algae content, a behavior typical of polymer–vegetal filler systems. However, the addition of the compatibilizer significantly reduced water uptake, indicating a decrease in accessible hydroxyl groups on the filler surface and improved interfacial adhesion. Overall, these results underline the crucial role of compatibilization in optimizing the mechanical and physical performance of PLA–algae biocomposites and demonstrate their strong potential for the development of sustainable, bio-based materials.
Footnotes
Ethical considerations
This article does not contain any studies with human or animal participants.
Author contributions
Chadia Ihamouchen: Conceptualization, methodology, resources, writing - original draft - review & editing and reviewing the article to ensure scientific rigor and accuracy. Stéphane. BRUZAUD: Second correction and revision, supervision, validation and visualization. Nadia Aoudia: Conceptualization, formal analysis, collected and entered the data and contributed to the study by carrying out the tests
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.