
Abstract
The growing trend of adopting natural composites for lightweight engineering applications has necessitated exploring the effect of stacking sequence on the mechanical and morphological properties of natural-based composite materials. The primary aim of this study is to explore the mechanical and morphological behavior of hybrid natural composite comprising of jute (J) and banana (B) fibers mixed with groundnut shell biochar as reinforcement in an epoxy resin matrix. Four different samples of containing jute and banana fiber in four different laminate stacking sequences, i.e., S1: J2-B1-J2, S2: J1-B1-J1-B1-J1, S3: B1-J1-B1-J1-B1, and S4: B2-J1-B2, were prepared using the hand lay-up method with the biochar content varying from 12% to 21%. The study reveals that the stacking sequence significantly affects the mechanical and morphological properties of natural composites. A maximum compressive strength of 22.37 MPa was achieved for sample S4. The tensile test shows that sample S2 has a maximum tensile strength of 32.58 MPa. Sample S1 possesses the highest flexural strength of 38.52 MPa. Sample S2 had the highest Rockwell Hardness of 67. Experimental observations indicate that composites with jute in the outermost layer exhibit better mechanical properties, including tensile, flexural, and hardness. However, banana fiber at the outermost layer yields better compressive strength. SEM characterization indicates that composite having banana fiber at outermost layer shows serious damage in terms of matrix cracks, delamination, and fibers pull out whereas composite samples with jute at the outermost part exhibits better interfacial bonding leading to effective load transfer efficiency. The FTIR analysis reveals that the mixing of biochar in all the fabricated composite yields better intermolecular interactions without altering the basic chemical structure of the natural fibers.
Introduction
Over the last few years, there has been a significant increase in the number of researchers focusing on developing biocomposites suitable for use in the natural environment. 1 Traditional fibers such as carbon, glass, and aramid, normally used in composites, have the dual disadvantages of high cost and detrimental effect on the environment.2–5 Due to growing awareness of sustainability and rapid urbanization, there is an increasing demand for natural composites with good mechanical properties which can be conveniently used for the lightweight applications. 6 These challenges have been effectively addressed through the development of advanced bio-composites.7,8 Several investigations have been conducted focusing on improving mechanical and morphological properties of natural fiber-based composite. Venkatasudhahar et al. 7 proposed that the mechanical properties chemically (NaOH) treated jute and banana fiber is better compared to untreated fibers. Another study by Naidu et al. 8 summarizes the effect of groundnut shell powder ash on banana fiber-reinforced composites. The authors investigated the changes in compressive, flexural, and tensile strength of the fabricated composite with different weight fractions (0%, 3%, 5%, and 7.5%) of groundnut shell powder. It was observed that groundnut shell ash strengthened the flexural, tensile, and compressive properties.
Swaroop et al. 9 fabricated a banana and jute fiber-based hybrid composite with epoxy as matrix by manual lay-up method in different stacking patterns like Banana (B)-Banana (B) Jute (J), BJB, JBJ, and JJB. It was found that the JBJ sample possess better flexural strength while BBJ sample yields maximum tensile strength and hardness value. Rambabu et al. 10 investigated the mechanical properties of composites produced from jute, okra fibers mixed with peanut shell biochar, with epoxy (XIN 100 IN) and epoxy (LY556) resin matrices. The addition of jute fiber in both epoxies improves their strength significantly. Strong interfacial adhesion is exhibited by okra fibers when epoxy XIN 100 IN is used, and jute fiber demonstrates great interfacial bonding when epoxy LY 556 is used. The analysis of fiber orientation on the tensile and impact properties of natural composites comprising banana and jute fibers shows that jute, in the form of cloth oriented at 0°, exhibits better mechanical properties than other orientations. 11 A combination of jute and banana fibers has been widely reported to improve tensile and flexural performance through synergistic load-transfer mechanisms and fiber hybridization.12,13 Additionally, incorporating groundnut shell–derived fillers, such as ash or powder, has been shown to increase the stiffness, hardness, and wear resistance of epoxy composites. More recently, biochar-based fillers derived from biomass have gained attention for their porous structure, high carbon content, and ability to enhance fiber–matrix adhesion and moisture resistance.14,15
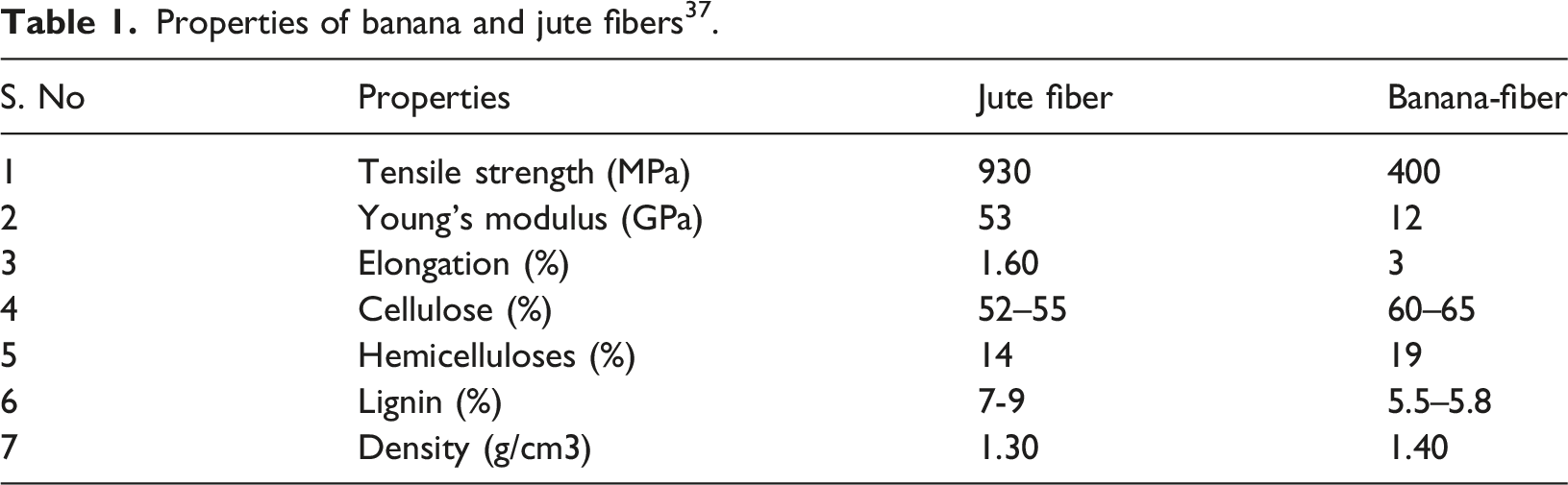
In recent years, there has been a gradual increase in research on natural fibers. This is primarily due to environmental problems associated with the use of synthetic fibers. 16 Owing to their biodegradability, availability, and strength, natural fibers have the potential to replace synthetic fibers in composite materials. 17 To be more specific, hybrid fiber reinforced composites are durable and moisture-absorbing. Banana fiber contains cellulose of 62–64%, 19% hemicellulose, and 5% lignin 18–23. Jute is one of the cheapest natural textiles. Cellulose, pectin, and lignin comprise its chemical composition.9,24–28
The jute has characteristics like long fiber, silky surface, soft, and can be warped into durable bristly threads. It is one of the most important and widely utilized natural fibers in horticulture, after cotton. Jute is one of the most ideal yarns for industrial packaging due to its high tensile strength and low extensibility. It has tensile strength of 200–450 MPa, a Young’s modulus of 20–55 MPa, and a tensile strain of 2–3%. Chemically, jute fiber contains 11.8–13% lignin, 59–71.5% cellulose, and 13.6–20.4% hemicellulose. This agricultural and industrial waste degrades slowly in the natural environment.29,30 However, groundnut shells contain bioactive and functional components that benefit humans. Effect of ground not shell ash on mechanical properties of natural composite containing 15 wt. % banana fibers. 8 Chaudhary et al. 31 fabricated composites with different stacking sequences of jute/epoxy, hemp/epoxy, flax/epoxy, and their hybrids (jute/hemp, hemp/flax, jute/hemp/flax) through the hand lay-up method. Flax/epoxy showed higher tensile strength (46.2 MPa) and hardness (98 Shore-D), and jute/epoxy showed superior impact strength (7.68 kJ/m2). Among hybrids, jute/hemp/flax exhibited the highest tensile modulus and impact strength, while jute/hemp showed maximum flexural strength (86.6 MPa). Alvy et al. 32 explored carbon–jute composites with varied stacking sequences and fiber orientations fabricated via hand lay-up/cold press. The composite sequence (C/J/J/C) laminate showed the best mechanical performance. Jute aligned along the loading direction exhibited higher strain. Singh et al. 33 reported that a hybrid composite with a staking sequence of J–C–G exhibits enhanced mechanical and wear performance, whereas the GJC sequence exhibits significantly lower tensile strength (28.40 MPa) and higher wear (54.80 µm). Bhuiyan et al. 34 fabricated jute composites with different fiber orientations and jute–Kevlar hybrids with varied stacking sequence. The authors found that mechanical properties were strongly influenced by orientation and stacking sequence, with optimized hybrids exhibiting improved performance. However, tensile and flexural strengths significantly decreased under alkaline (pH 8) conditions, following Fickian diffusion behavior. Prashanth et al. 35 suggested that placing jute fibers in the outer layers (J/B/B/J) significantly enhances tensile, flexural, impact, and interlaminar properties. This configuration demonstrates superior strength and energy absorption, making it suitable for lightweight structural applications.
The above literature review reveals that even though various authors have fabricated natural composites using different fibers in various stacking sequence but study related to fabrication and characterization of hybrid natural composites comprising of jute fiber, banana fiber and biochar under different stacking sequence is quite limited. No exhaustive investigation of the effects of mixing biochar on the mechanical, morphological, and water-absorption properties of a stacked natural composite for lightweight applications has been reported. Therefore, the aim of the current research is to explore the effect of stacking order on the mechanical and morphological behavior of a hybrid composite containing banana and jute fibers as reinforcement materials and groundnut shell biochar as a filler in an epoxy matrix. Four different samples with stacking orders J2-B1-J2 (S1), J1-B1-J1-B1-J1 (S2), B1-J1-B1-J1-B1 (S3), and B2-J1-B2 (S4) were fabricated. The fabricated composites were characterized for mechanical properties, including compressive, tensile, flexural, and hardness. Furthermore, water absorption tests were conducted. To investigate the adhesion of natural fibers and biochar to the matrix material, morphological analysis of tensile-fractured surfaces using SEM was conducted. FTIR analysis was also carried out to analyze the composition of the fabricated composite.
Experimental details
Materials and method
In the current work, epoxy resin (LY556) is utilized as a matrix. Additionally, a suitable hardener (HY951) was selected to fabricate the composite. The remarkable thermal and chemical stability of epoxy, as well as its resistance to corrosion, are the primary reasons why epoxy is selected as an ideal matrix. Banana and jute fibers were used as reinforcement. One example of using agricultural waste is the use of groundnut shells as a biochar filler in the composites.
36
The different materials used for the fabrication of the composite are shown in Figure 1. Materials used for the fabrication of the composite.
Alkali treatment
Sodium hydroxide (NaOH) has been used here to treat jute, banana fiber, and groundnut shell fibers. The jute and banana fibers were submerged in a 2% sodium hydroxide solution for 60 min. Distilled water is used to wash these fibers, and then they are placed in an oven to remove moisture so the jute and banana fibers can dry. During the alkali treatment, hemicellulose and lignin are partially removed from the fiber.38–40 In addition, the structure of the cellulose is changed as a consequence of this condition. Chemical alteration by alkali improves surface roughness of the fibers and promotes better mechanical interlocking, which in turn enhances the interfacial adhesion between the natural fibers and the polymer matrix 41
Preparation of biochar
To provide excellent characteristics for a variety of applications, groundnut shell biochar is prepared in several essential phases. The groundnut shells are first cleaned to remove dirt and other contaminants, then air-dried to minimize moisture content. The dried shells undergo slow pyrolysis, a thermal degradation process that occurs in a controlled, oxygen-limited atmosphere.42,43 To be completely vaporized, it is placed in a hot air oven for 6 h at 100°C. To convert it into ash, groundnut shells were wrapped in aluminum foil and then placed in a muffle furnace at 600°C for 8 h.
44
Grinding the ash in a mixer grinder to produce powder and get analyzed by a sieve shaker, which showed particles of 00-400 µm. The process sequence is illustrated in Figure 2. Steps to prepare biochar from groundnut shells.
Preparation of composite material
Jute and banana fibers, along with groundnut biochar, were mixed to fabricate the hybrid composites used in this investigation. Epoxy (LY556) and hardener (HY951) were mixed in the ratio of 10:1, and composite samples were fabricated using the hand layup method.
45
The epoxy resin acts not only as a matrix material but also as a binder. Biochar powder was mixed in different amounts, i.e. 12%, 15%, 18%, and 21% with epoxy resin to fabricate the samples consisting of five distinct layers.46,47 When samples are being prepared, an elastic squeezer was used to prevent the development of air voids in the surface of the sheet. The composite materials of dimensions (250 mm × 250 mm×6 mm) were fabricated and then exposed to sunlight for a period of 12 h for hardening. Following completion of the hardening process, each fabricated sheet is cut into samples in accordance with ASTM standards for different tests. Figure 3 shows all the steps involved in fabricating the composite sample. Steps for the fabrication of the composite sample.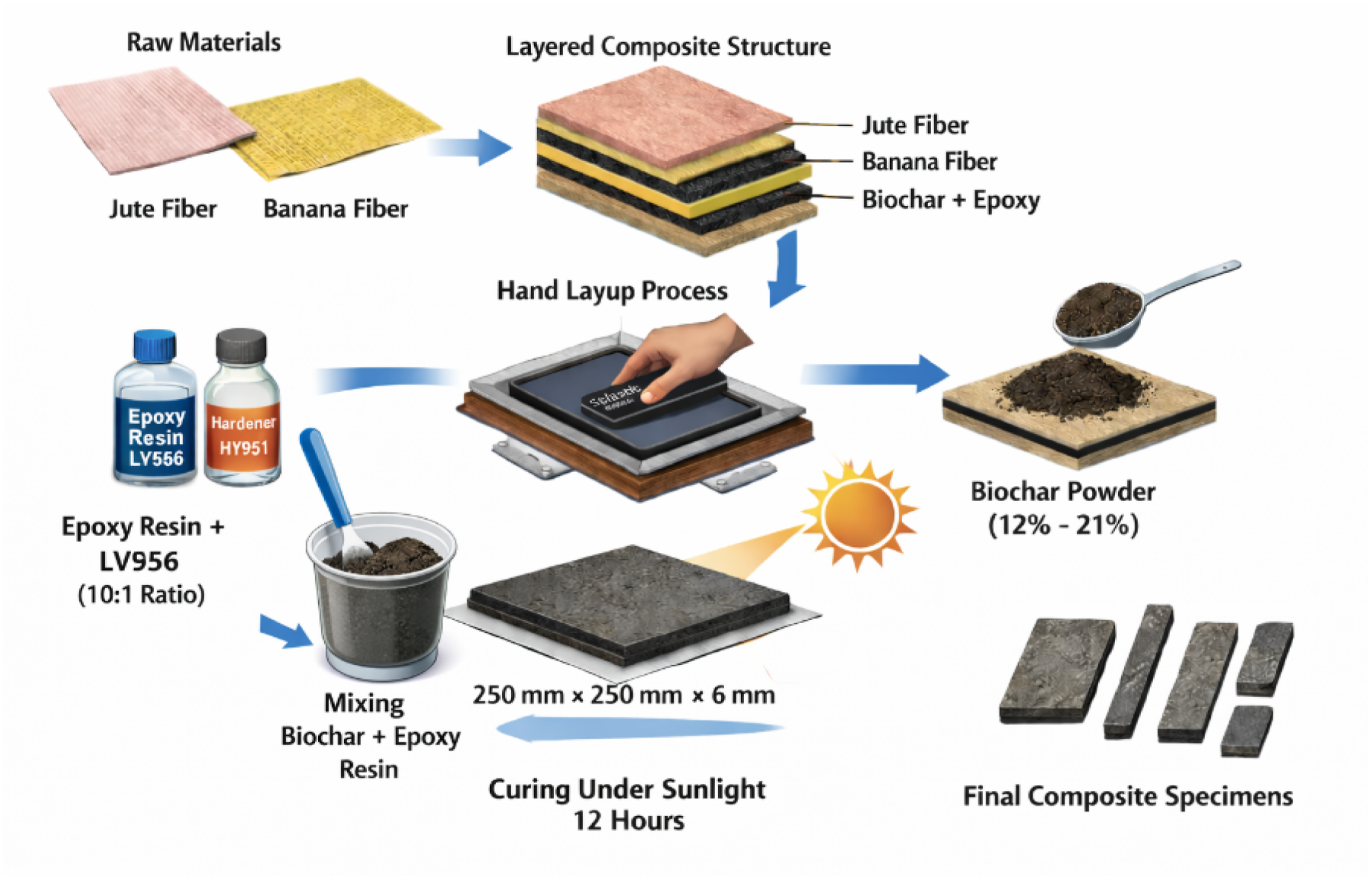
Composition of fabricated composite samples.
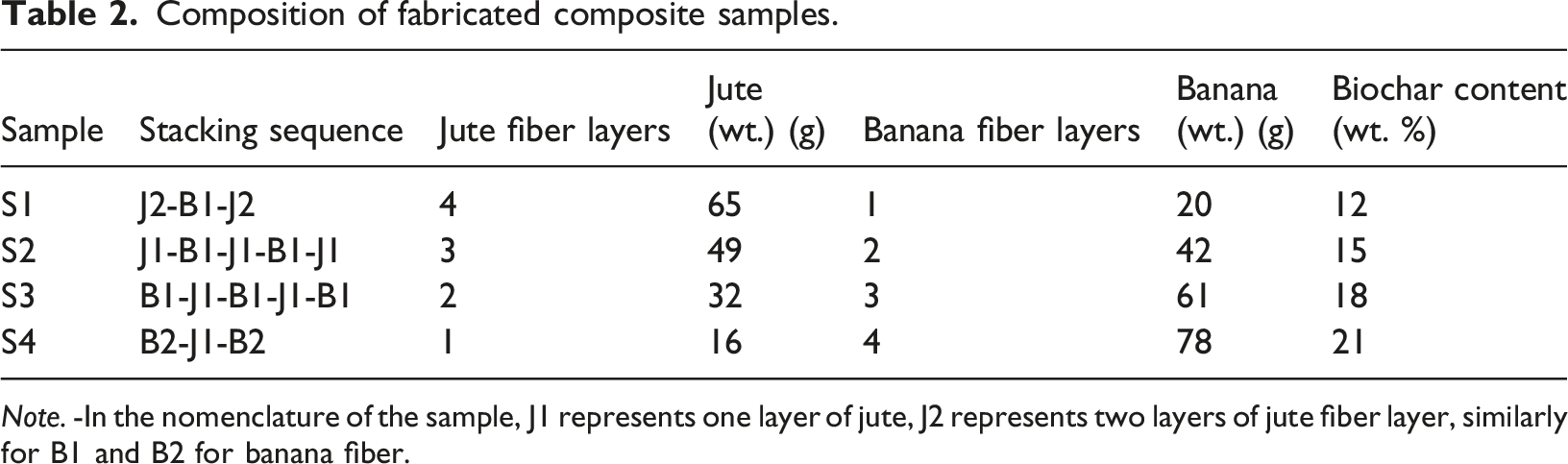
Note. -In the nomenclature of the sample, J1 represents one layer of jute, J2 represents two layers of jute fiber layer, similarly for B1 and B2 for banana fiber.
Testing and characterization
In this study, mechanical tests such as compression, tensile, and flexural were conducted on the Zwich-Roell UTM, which has a load cell capacity of 20 kN. The samples were tested in accordance with the American Society for Testing and Materials (ASTM) standards. The hardness property of the samples was measured on a Rockwell hardness tester. The morphology examination was conducted using SEM (EVO MA15, Carl Zeiss).
Results and discussion
Compression test
According to ASTM D695, the samples for the compression test were cut into dimensions of (12.7 mm × 12.7 mm × 25.4 mm). These samples were subjected to a series of tests on the UTM to determine their compression strength. The samples were subjected to a compressive force until they were shattered. Figure 4(a) shows that sample S4, with a stacking sequence of B2-J1-B2, has the highest compressive load (4131.37 N) and compressive stress (22.37 MPa), indicating greater resistance to compressive deformation. Sample S1 (J2-B1-J2) has a compressive stress of 16.23 MPa, while S3 and S2 have lesser strengths (13.57 and 13.74 MPa). Sample S4 higher compressive strength suggests better stress distribution and structural compactness during compression. The outer layer of banana fiber has high stiffness and thus exhibits greater resistance to plastic deformation. The jute fiber present between the banana fibers has high tensile strength and toughness. It ensures a uniform distribution of compressive loads, thereby yielding higher compressive loads and stresses. Compressive modulus is a measure of the rigidity of a fabricated composite material, and a higher value indicates greater resistance to compression. Figure 4(b) shows a distinct trend in compressive modulus. S1 has the highest modulus (2379.6 MPa), indicating high stiffness and resistance to elastic strain. S2 (1953.17 MPa) and S3 (1747.32 MPa) have intermediate stiffness, whereas S4 (1482.73 MPa) has the lowest modulus but the highest compressive strain at break (0.02475 mm/mm).This suggests that S4 is more flexible than the other samples and deforms more before failure. This also indicates that the composite has better toughness, compressive strength, and load-bearing capacity than S1, which is stiffer.
46
(a) Variation of (a) compressive load and compressive strength (b) Compressive modulus and Compressive strain.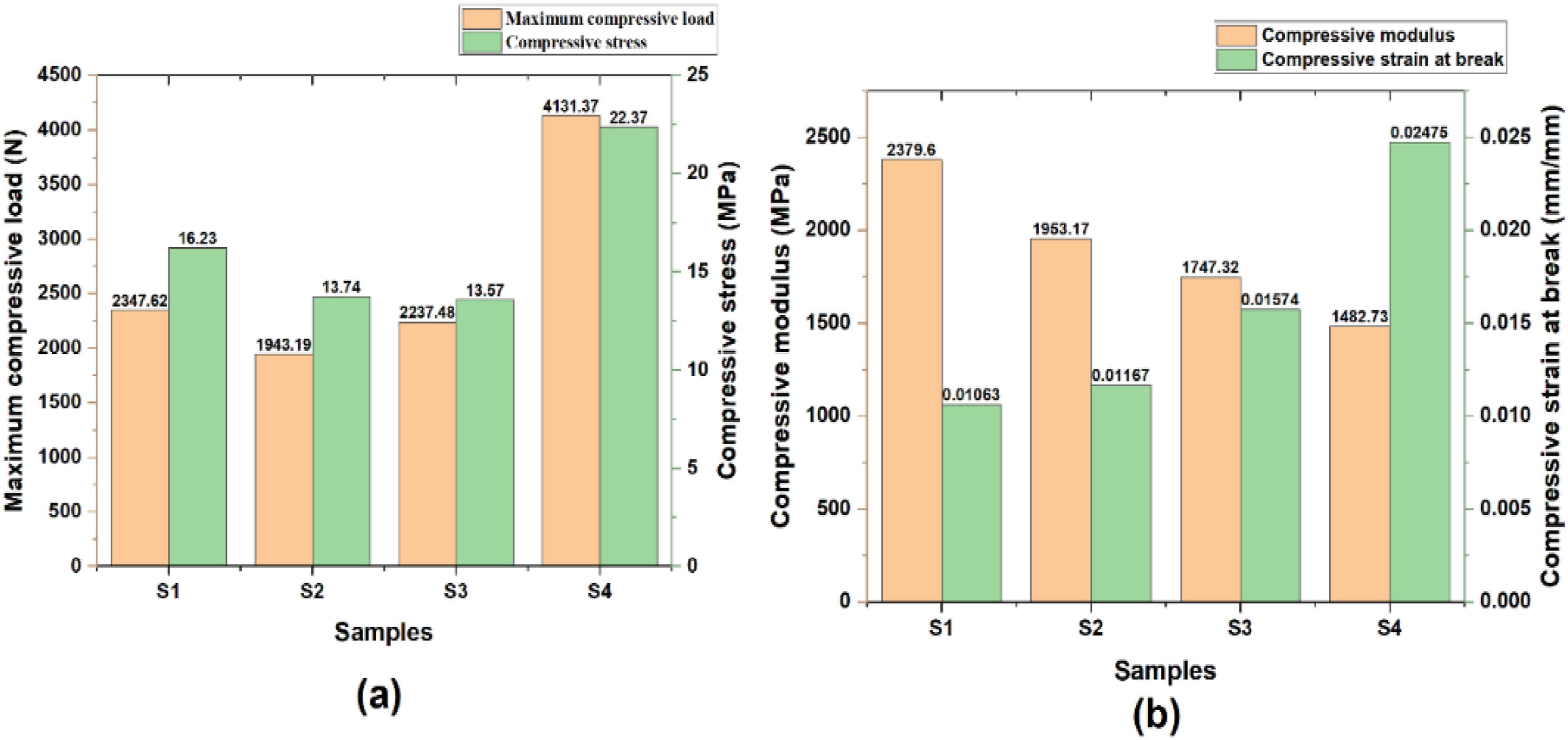
Tensile test
In accordance with ASTM D3039, samples of dimensions 250 × 25 × 10 mm were prepared for the tensile test. UTM was deployed to perform tensile testing.
48
The results are shown in Figure 5. (a) Tensile load and tensile strength variation of samples (b) Young’s modulus and tensile strain variation.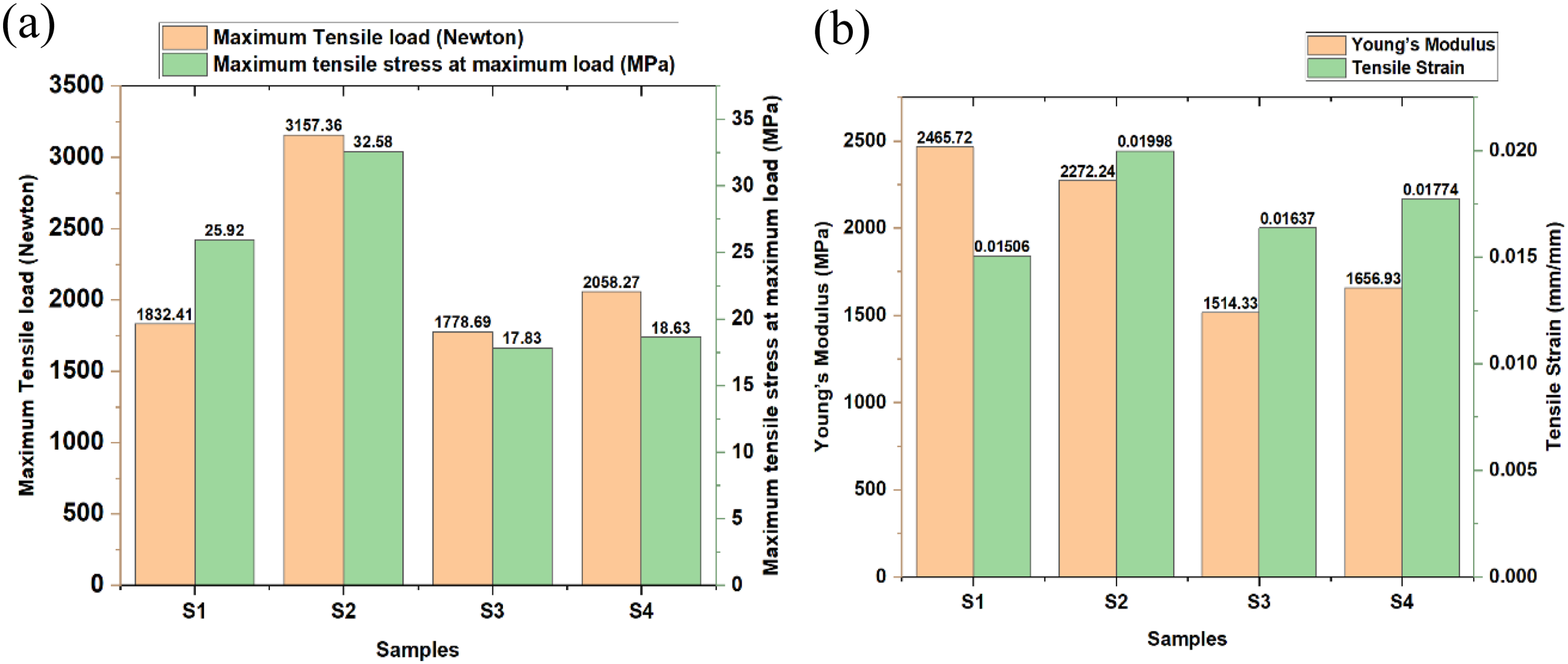
Figure 5(a) and (b) reveal that sample S2 exhibits larger tensile strength with a maximum load of 3157.36 N and maximum tensile strain of 0.01998 mm/mm. A graph has been plotted using the obtained results, depicting the relationship between tensile stress and tensile strain. In order to assess their mechanical performance under tensile loading circumstances, the stress-strain behavior of the manufactured composite samples (S1-S4) is shown in Figure 6. Relationship between tensile stress and tensile strain of fabricated samples.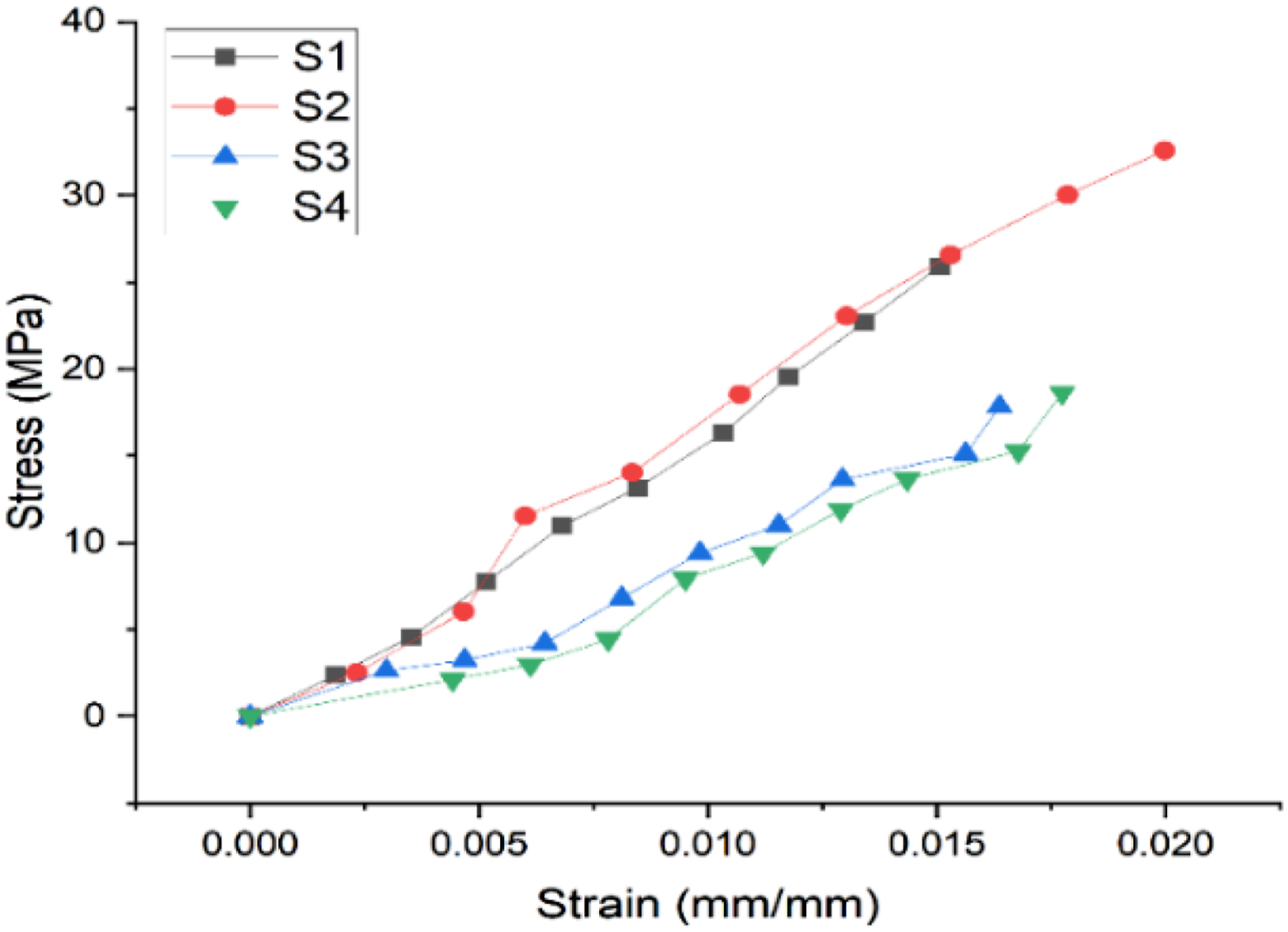
This plotted graph shows that S2 has the maximum tensile strength (32.58 MPa) and load-bearing capability, followed by S1. Jute fiber has higher tensile strength (390 – 800 MPa) compared to banana fiber (54 MPa). The jute fiber at the outermost layer experiences the maximum stress and, due to its high tensile strength, helps resist crack formation. The stacking sequence of S2 (J1-B1-J1-B1-J1) provides a more uniform stress distribution, thereby reducing the probability of delamination between the layers.
Samples S3 and S4 had lower strength but gradual stress development with strain 49,50 Overall performance is S2 > S1 > S3 > S4. These findings indicate that stronger fiber-matrix interfacial bonding and structural homogeneity increase tensile strength and stiffness, whereas poorer adhesion reduces stress-transfer efficiency and mechanical performance.
Flexural test
Samples measuring 12.7 × 12.7 × 3.2 mm were produced and tested in accordance with ASTM D790. The sample was loaded on a two-point bending fixture, with the load applied at the midpoint. The load is applied continuously until fracture, after which the sample shatters. Figure 7(a) depicts that S1 had the highest maximum flexural load (178.93 N), stress (38.52 MPa), along with a high flexural modulus (2903.63 MPa), as shown in Figure 7(b), indicating higher stiffness and load-bearing capacity.
51
S2 is somewhat balanced with moderate strength and increased strain tolerance. S3 and S4 have lower flexural strength and flexural modulus, with S4 exhibiting the maximum strain (0.02567 mm/mm) and better ductility.
52
In conclusion, fiber–matrix interaction and structural integrity increase flexural strength and stiffness, but weaker interfacial bonding decreases load-carrying efficiency. It can be observed from Figure 7(a) that samples S1 and S2, in which the jute fiber is at the outermost part, show better flexural load and flexural stress due to the high tensile strength of the jute fiber and the good bending stress of the banana fiber. (a) Flexural load and strength variation of samples, (b) Flexural modulus and flexural strain.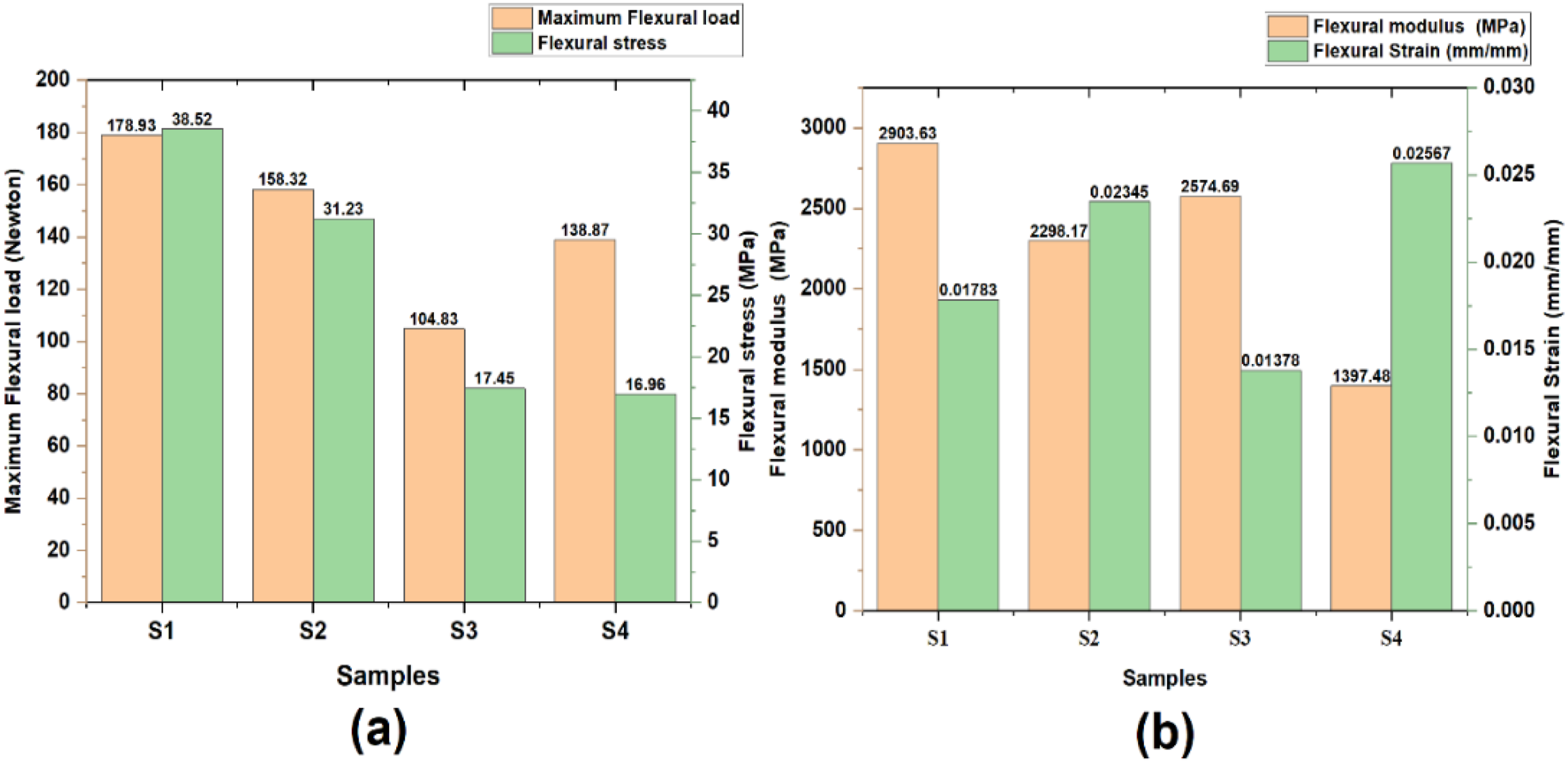
Rockwell Hardness test
Rockwell Hardness of the samples.
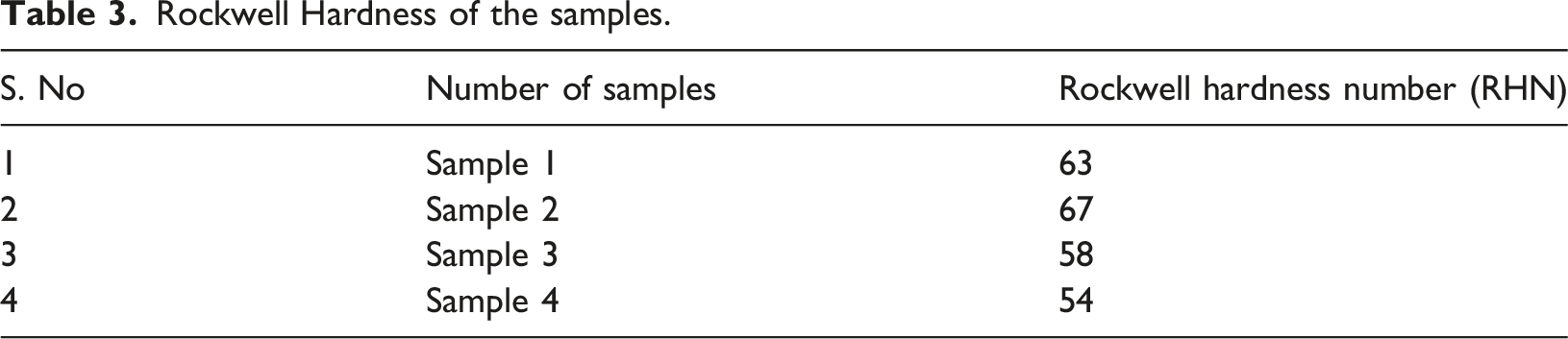
As shown in Figure 8, sample S2 exhibits the highest hardness, 67 RHN, followed by S1 (63), S3 (58), and S4 (54). Higher S2 hardness may reduce localized plastic deformation by increasing fiber dispersion, fiber–matrix interfacial adhesion, and composite structural stress distribution. High S1 hardness indicates structural compactness and interfacial integrity. Greater void content, weaker interfacial adhesion, or non-uniform resin penetration may lower S3 and S4 hardness and indentation resistance.51,52 Hardness (S2 > S1 > S3 > S4) matches interfacial quality and structural homogeneity, indicating that fiber–matrix contact increases surface hardness. Variation in rockwell hardness of the samples.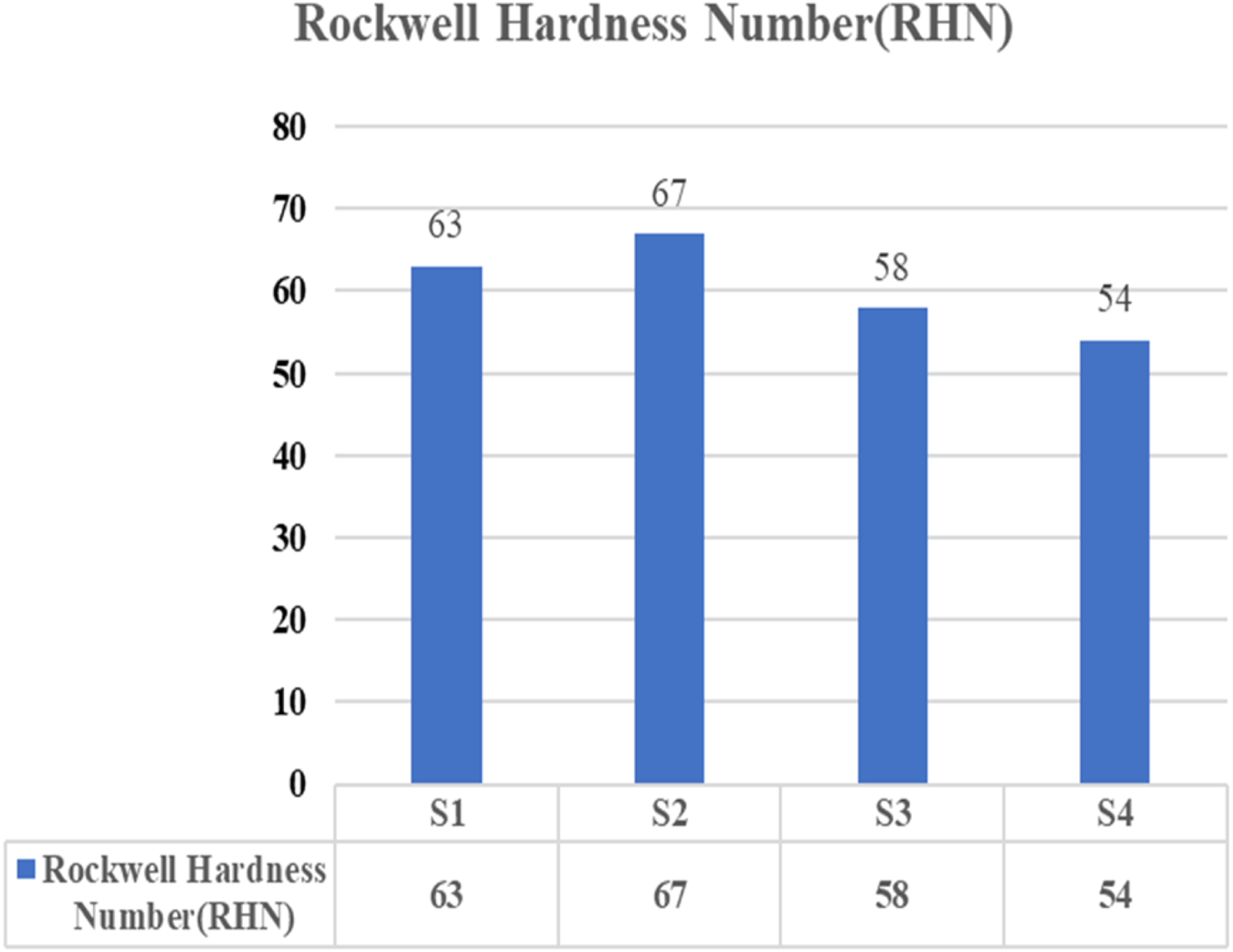
SEM analysis
The SEM micrographs showing the fracture morphology of jute-banana fiber-reinforced hybrid composites under tensile loading are shown in Figure 9 (a)–(d). The microstructural features make it clear that the main parameters controlling mechanical performance are the quality of resin impregnation and the fiber-matrix interfacial bonding. The fracture surface of the J2-B1-J2 (S1) composite shows major debonding phenomena. The fibers separate from the matrix due to weak interfacial bonding and are thus pulled out. The homogeneous shape indicates that the resin was well wetted and that there was strong adhesion between the surfaces, both of which allowed the matrix and fibers to transfer stress efficiently. The enhanced tensile behavior is likely due to a cohesive-dominated failure mechanism, as there are no voids, cracks, or fiber twisting. SEM images of fractured surfaces after a tensile test of the different samples (a) S1: J2-B1-J2, (b) S2: J1-B1-J1-B1-J1, (c) S3: B1-J1-B1-J1-B1, and (d) S4: B2-J1-B2.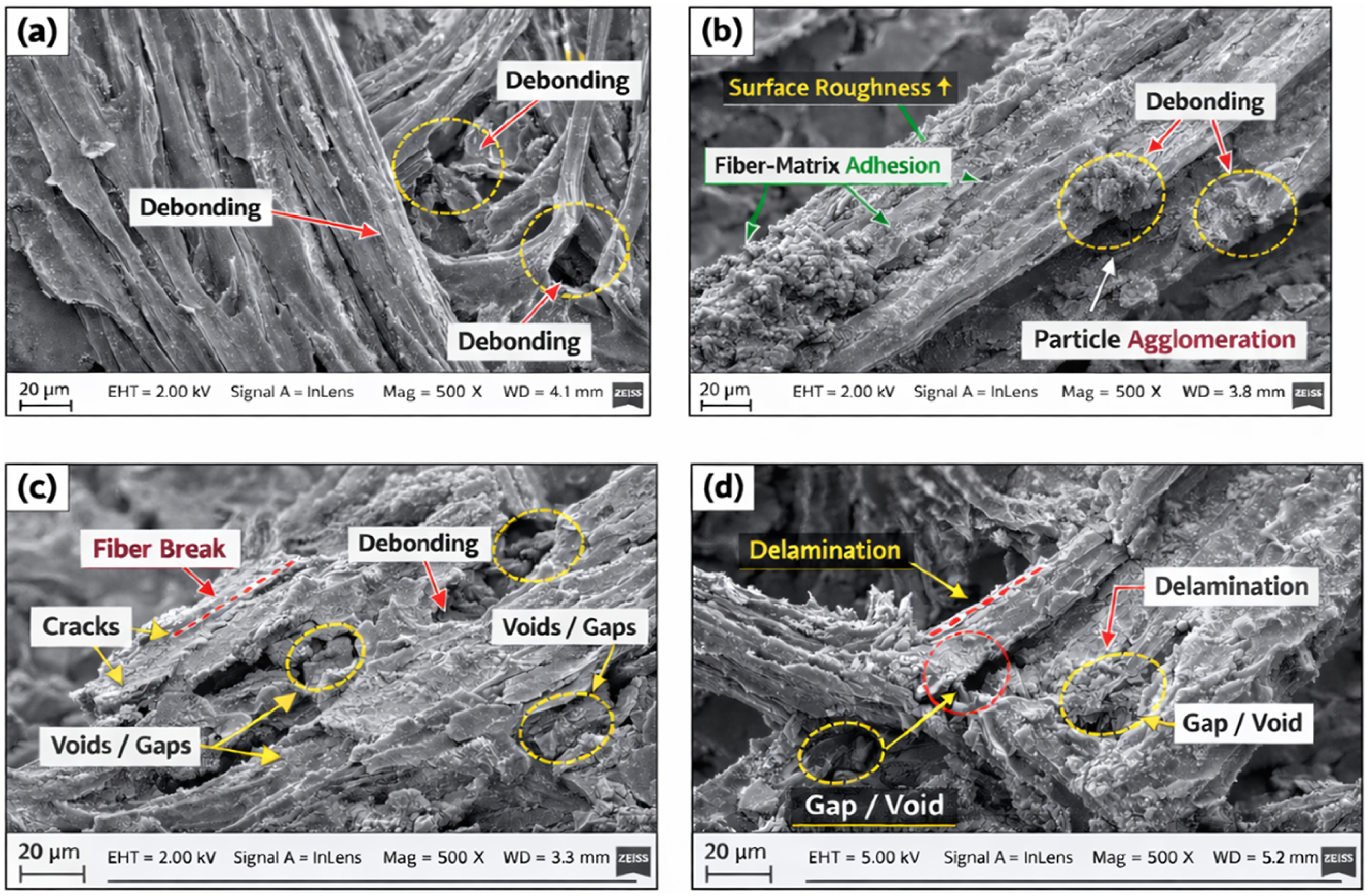
On the other hand, surface roughness, partial fiber breakage, and localized fiber-matrix debonding are characteristics of the moderate interfacial bonding observed in the J1-B1-J1-B1-J1 (S2) composite. Crack initiation occurs at weak interfaces due to the non-uniform stress distribution caused by interfacial gaps. This indicates a change from cohesive to mixed-mode failure behavior. Composites B1-J1-B1-J1-B1 (S3) and B2-J1-B2 (S4) show more serious damage. Figure 9(c) and (d) shows that particles clump together, matrix cracks, delamination, and fibers pull out. Microstructural discontinuities such as voids and internal cracks result from insufficient resin penetration and poor interfacial compatibility, which are the main causes of these defects. Rather than fiber breakage, SEM examination further proves that interfacial debonding is the main cause of failure. Agglomeration of biochar particles accelerates crack development by creating localized stress concentrations and uneven load distribution. Layers that separate laminarly have poor interlayer adhesion, further compromising the structure. Based on the fractographic evidence, it is clear that the uniform resin dispersion (S1) and strong interfacial bonding (S2) increase tensile strength. Load transmission efficiency is significantly reduced due to interfacial flaws and agglomeration (S3, S4). Weak interfaces are the first to fail, and cracks and delamination follow. Scanning electron micrographs (SEM) also show that the mechanical performance of the composites is highly reliant on the wetting of the fibers, the dispersion of biochar particles, and the integrity of the interfaces between them.
Water absorption test
Water absorption during immersion is shown in Figure 10. All samples exhibit rapid absorption and slow equilibration. The rapid increase over the first three days indicates capillary-driven diffusion and penetration of water molecules into accessible, hydrophilic domains. Results of the water absorption test.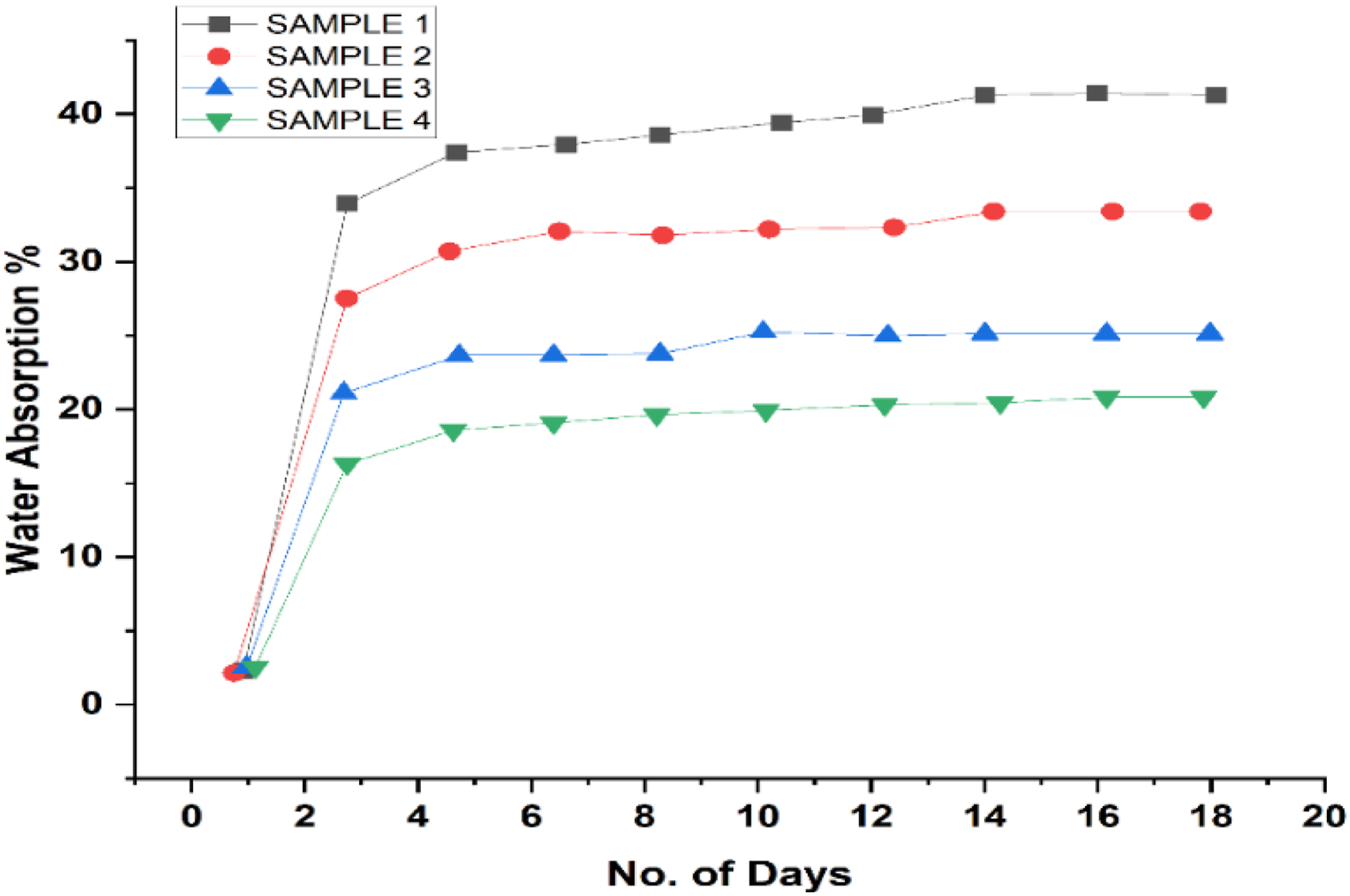
S1 consistently has the highest water intake (41-42%) after 18 days, while S4 has the lowest equilibrium absorption (20-21%). S2 and S3 exhibit intermediate behavior, scoring 33-34% and 25%. Samples S4, with lower uptake, suggest a more compact microstructure and better moisture diffusion resistance, while S1, with higher absorption, may be attributable to porosity or hydrophilic interactions. The growing plateau beyond Day 10 confirms quasi-Fickian saturation and diffusion-limited transport behavior. The results reveal that compositional changes considerably affect moisture resistance and durability.
FTIR of biochar
The comparative FTIR analysis of UGSP, AGSP, and TGSP, shown in Figure 11, clearly demonstrates the influence of chemical and thermal treatments on the molecular structure of groundnut shell powder. The UGSP spectrum serves as a reference, exhibiting a broad O–H stretching band around 3250 cm-1 and characteristic aliphatic C–H stretching at 2779 cm-1, indicative of its native lignocellulosic composition. The presence of hemicellulose (carbonyl group) is shown by the peak at 1653 cm-1. Following chemical modification, AGSP shows a pronounced enhancement of the absorption peaks at 1122 cm-1 and 1050 cm-1. The probable reason for this is the increase in the formation of the C-O-C or C-O-H bond due to the hydrolysis of hemicellulose. The presence of peaks at 1591 cm-1 and 1662 cm 1 suggests that the acid treatment has either changed the lignin structure or that the addition of a new carboxyl group has taken place. The FTIR graph also shows that the transmittance of ASGP is lower than that of USGP, indicating a higher concentration of functional groups on the surface due to the removal of wax or oils. FTIR of treated, untreated and ash GSP. Note: UGSP → Untreated Groundnut Shell Powder, AGSP → Acid-treated Groundnut Shell Powder, TGSP → Thermally-treated Groundnut Shell Powder.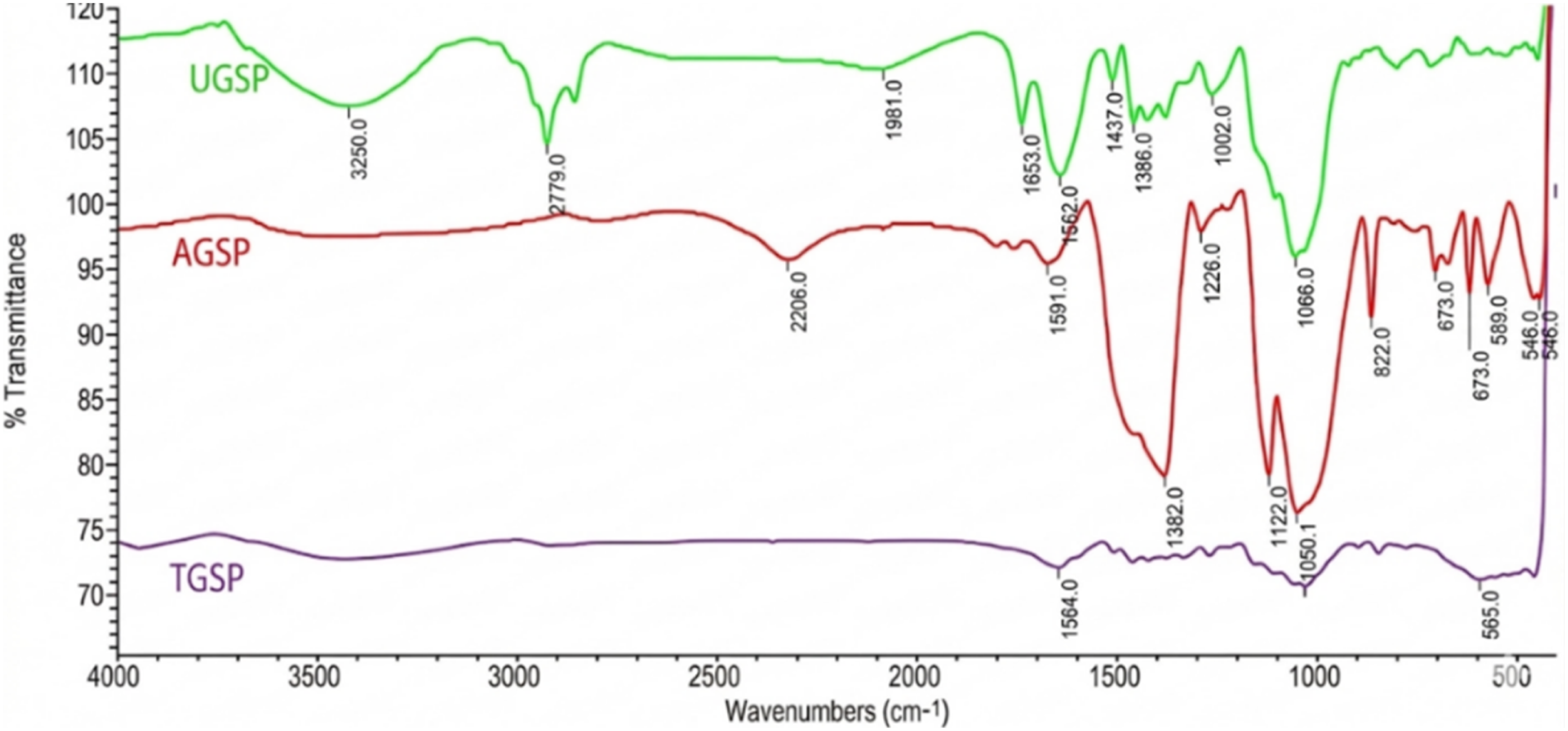
In contrast, TGSP exhibits a marked reduction in peak intensities within the 1500–1000 cm-1 region, particularly the C–O–C stretching vibration near 1050 cm-1. This attenuation indicates disruption of the polysaccharide backbone and a decrease in structural order, likely due to thermochemical degradation.29,53
Overall, the FTIR results indicate that chemical treatment enhances the incorporation of functional groups, whereas thermal treatment leads to structural decomposition and simplification. These modifications provide a controllable pathway to tailor material properties for specific engineering applications.
FTIR analysis of samples
Figure 12 shows the FTIR spectrum of the 12–21% biochar jute–banana fiber composite. All samples displayed identical spectral profiles, indicating that the composites preserve the chemical structure of lignocellulosic fibers. Cellulose, hemicellulose, and lignin have a strong absorption band at 3400 cm-1 from O-H stretching vibrations. High biochar content from S1 to S4 indicates stronger hydrogen bonding.
54
The 2920 cm-1 aliphatic group C-H stretching signal suggests polysaccharides in natural fibers. C = O stretching of acetyl and uronic ester groups in hemicellulose is indicated by the 1730 cm-1 absorption band. In biochar-rich materials, carbonized surface and fibers may augment this band. The 1600 cm-1 biochar incorporation peak in the composite matrix is caused by aromatic C = C vibrations from lignin and biochar structures. In the fingerprint area, bands at 1240 cm-1 and 1030 cm-1 indicate C-O stretching and C-O–C vibrations in cellulose and hemicellulose.
55
Physical interactions, not chemical bonds, affect S1–S4 peak intensity. FTIR spectra reveal biochar increases composite intermolecular interactions without affecting fiber structure. The FTIR graph also shows that the transmittance of the composite decreases with increasing biochar content. It can be observed from Figure 12 that the peaks are quite stable, with no major shift in wavenumber, indicating that no chemical bonding occurred between the biochar and fibers. Jute–banana fiber composite bonding improves with the addition of biochar. Results of FTIR test of composite samples.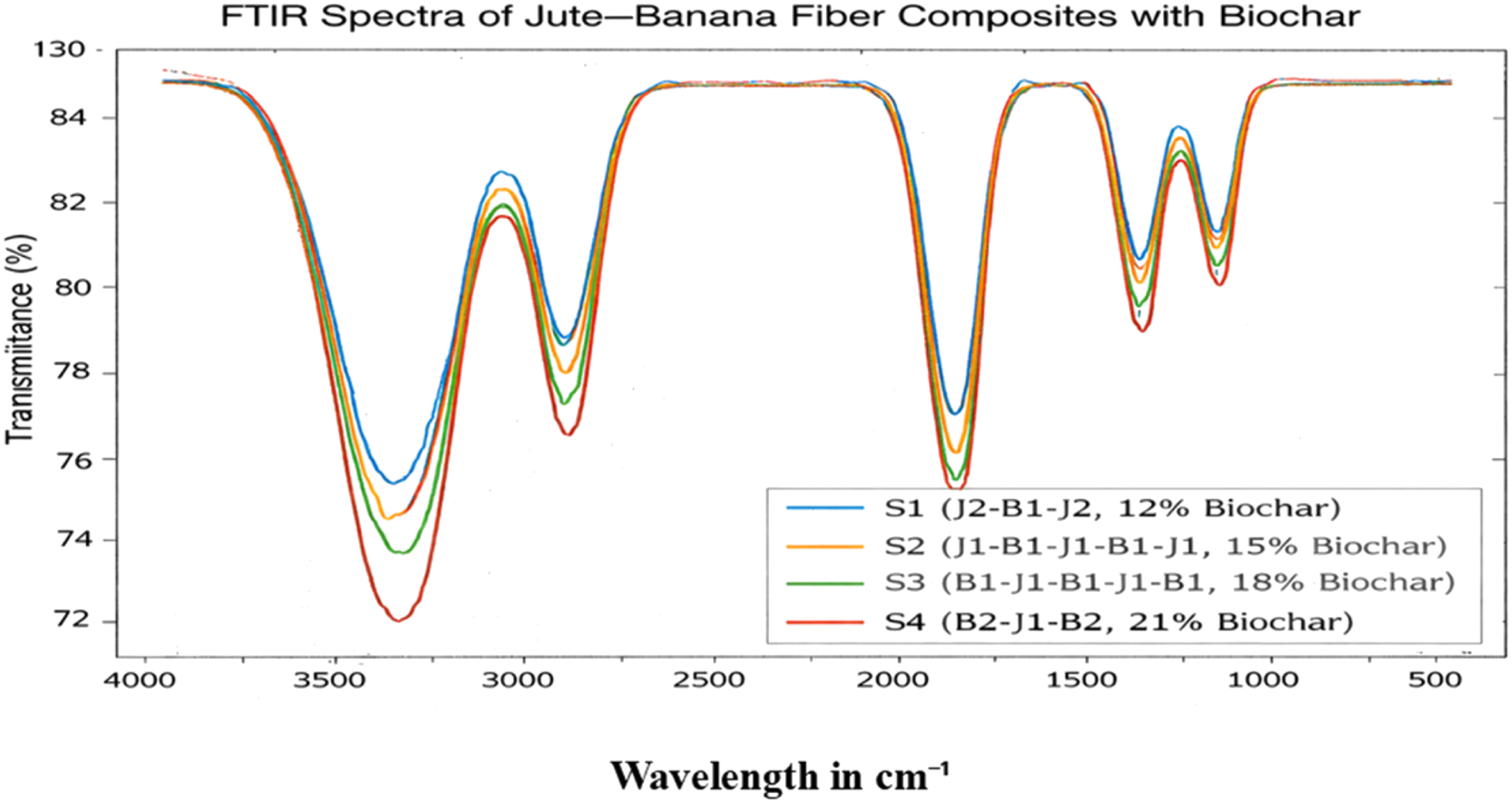
Conclusions
This study utilizes banana fiber, jute fiber, and groundnut biochar to fabricate natural samples in different stacking sequences using the hand-layup method. Mechanical and morphological characterization of these samples was performed to study the impact of stacking sequence on tensile, compression, flexural, and hardness values of the fabricated composite. Furthermore, FTIR analysis and water absorption test of the fabricated samples were also conducted to find the stacking sequence with minimal effect on chemical reactivity and water absorption. The conclusions of the study are as follows: (a) Composite with banana fiber at the outermost part, having the stacking sequence of B2-J1-B2 (S4), yields a high compressive strength of 22.37 MPa as compared to other samples, and it can withstand a maximum compressive load of 4131.37 N. (b) A composite having jute fiber at the outermost part provides better tensile, hardness, and flexural strength. Sample S2 with the stacking sequence of J1-B1-J1-B1-J1 was found to have a maximum tensile strength of 32.58 MPa and a hardness number of 67 HRN, whereas the highest flexural strength of 38.52 MPa was obtained for sample 1 with the stacking sequence of J2-B1-J2. (c) Composite material having a sequence of J2-B1-J2 exhibits superior fiber matrix adhesion with no visible fiber structure degradation. Composite containing banana fiber at the outer layer, i.e., S3 (B1-J1-B1-J1-B1) and S4 (B2-J1-B2) structures, revealed debonding in the fibers and matrix due to its low tensile strength and Young’s modulus. (d) Compared to other samples, the composite with the stacking sequence of B2-J1-B2 exhibits lower water absorption (20-21%), whereas the highest water intake of 41-42% was obtained for the composite with the stacking sequence of J2-B1-J2 after 18 days. (e) The FTIR results show that biochar does not change the essential chemical structure of lignocellulosic components in jute–banana fiber composites. However, modest peak-intensity fluctuations suggest increased intermolecular contacts and interfacial bonding with the presence of biochar.
The above research suggests that J1-B1-J1-B1-J1 (S2) is a good choice given its key mechanical characteristics. Jute fibers are known for their great qualities and high tensile strength, whereas banana fibers are lightweight and deliver superior impact resistance. By addition of these two fibers in the (S2) sample and adding a mixture of groundnut biochar powder and resin, a composite material with enhanced tensile and hardness characteristics compared to can be fabricated for practical applications.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.