
Abstract
The growing utilisation of bamboo generates significant waste, necessitating sustainable valorisation strategies. This study examines the feasibility of converting bamboo waste into activated carbon (AC) via pyrolysis and assesses its adsorption performance. Under optimised conditions (600 °C, 10 wt.% moisture, 20 g/L dosage), AC achieved 25.98% yield, 0.768 mg/g adsorption capacity, 95.44% methylene blue removal, and an iodine number of 121.76 mg/g. A market survey of Malaysian AC manufacturers found that 83% export globally, primarily to Japan, Italy, the UK, Germany, and the US, with 100% supplying the water treatment and air purification sectors, 66.7% serving food processing and pharmaceuticals, and 33.3% catering to gold recovery. Despite an estimated annual production of 1000–5000 tonnes, only 66.7% of manufacturers achieve this range. Industry challenges include skilled labour shortages (83.3%), high energy costs (83.3%), and raw material constraints (66.7%). Future demand is projected to grow, with 50% anticipating moderate expansion and 33.3% expecting high demand. These findings highlight bamboo-derived AC's industrial potential, offering insights into scalability and market viability in sustainable applications.
Introduction
Rapid industrialisation and urbanisation are often accompanied by environmental challenges, particularly in the face of climate change and global warming. Southeast Asia has taken proactive measures to address these issues, with Malaysia emerging as a regional leader in renewable energy promotion. 1 However, the country's heavy reliance on the agricultural sector has resulted in the generation of over 168 million tonnes of biomass waste annually, significantly contributing to greenhouse gas (GHG) emissions and highlighting the urgent need for sustainable waste management strategies.2,3 To address this issue, ongoing research focuses on converting lignocellulosic residues into value-added products. 4 However, many existing treatment methods remain costly, energy-intensive, and environmentally burdensome.
One promising alternative is the production of activated carbon (AC) from bamboo waste, a fast-growing, renewable biomass, which considered both economically viable and environmentally beneficial within the current sustainability context. 5 , 6 Bamboo generates substantial by-products, such as stem bottoms and debris, that are often burned or left unmanaged, 7 leading to air pollution, carbon emissions, and ecological issues like pest proliferation and disease risk. 5 Therefore, converting these residues into AC not only mitigates environmental harm but also offers a value-added solution aligned with circular economy principles. 8
Moreover, from an environmental standpoint, untreated lignocellulosic biomass, such as bamboo waste, disposed in landfills undergo anaerobic decomposition, releasing methane (CH₄), which typically makes up 45%–60% of landfill gas, 9 and has a global warming potential 28–34 times higher than CO₂ over 100 years. 10 In contrast, slow pyrolysis under oxygen-limited conditions emits mainly CO₂, carbon monoxide (CO), and condensable volatiles such as bio-oil, with only trace levels of CH₄. 11 A study by Zou et al. 12 confirmed that CH₄ emissions from pyrolysis are significantly lower than those from anaerobic degradation. Furthermore, during pyrolysis at 400 °C–700 °C, biochar yield decreased by 24.5%, while emissions of CO₂, CO, CH₄, and H₂ increased with temperature; however, CH₄ output remained far below that of landfill scenarios. 13
This study seeks to harness the potential of bamboo waste by transforming it into valuable products, with a specific focus on AC, which can be utilised for sustainable practices and environmental remediation. AC, which is produced through the low-oxygen pyrolysis of organic matter at high temperatures in the presence of an activating agent, such as steam or CO2, functions as a carbon sink, thereby enhancing soil fertility and water treatment and mitigating climate change by sequestering carbon. 3 Notwithstanding hurdles such as economic feasibility, the investigation of AC as a beneficial instrument for sustainable agricultural and environmental methodologies persists.
A water contamination issue that emerges as a major global concern is the discharge of effluent from the textile industry. Significant quantities of dye-containing wastewater, which contains persistent pollutants, are generated by the textile industry. Al-Tohamy et al. 14 reported that the global annual production of synthetic dyes amounts to over 700,000 tonnes, of which the textile industry utilises more than 10,000 tonnes. This wastewater poses a serious environmental hazard and has adverse health consequences for humans. 15 To guarantee potable water quality, coloured effluent is subjected to physical treatment techniques such as ion exchange and membrane filtration. Nevertheless, these methodologies are expensive, produce hazardous residues, and possess restricted practicality. 16 Hence, it is imperative to implement environmentally sustainable, readily accessible, and economical technologies to treat coloured effluent.
The integration of bamboo waste into AC production not only addresses the environmental challenges associated with its disposal but also provides a sustainable solution for treating coloured wastewater. Hence, this study's main objective is to explore bamboo-derived AC's potential for bio-adsorption from Malaysia's perspective, integrating technical evaluation with industry insights. This research not only contributes to the broader discourse on waste management and environmental sustainability but also offers a practical and locally relevant approach to mitigate the impact of industrial activities on both agricultural practices and water resources.
Methodology
Sample preparation
Bamboo waste was chipped with dimensions of 3 to 4 cm before drying, analysis, and carbonisation. The initial moisture content of the bamboo chips was approximately 45–50 wt.% before oven drying.
Feedstock characterisation
Moisture, volatile matter, ash, and fixed carbon
The dried chipped bamboo pieces underwent further drying in an oven set at 105 °C overnight until the sample weight became constant. The moisture content was determined by measuring the initial and final weights of both the fresh and dried samples and calculated based on equation (1).

A 2 g dried sample, with dimensions of 3 × 4 cm, was positioned in a crucible and placed in a furnace set at a temperature of 550 ± 5 °C for 10 min. The weights of both the crucible and lid alone and the crucible containing the sample were recorded. This procedure was conducted in triplicate. Then, the weight after cooling was determined. The percentage of volatile matter content was calculated using the following equation (2).

The determination of ash content involves initially heating a crucible and allowing it to cool in a desiccator. Then, a 2 g dried sample is placed into the crucible. The crucible, without a lid, is then placed into the furnace, and the temperature is set at 500 °C for 90 min. After completion, the crucible is cooled in the desiccator, and the weight of the crucible with the sample is observed. The ash content was calculated using the provided equation (3).

From the percentage obtained for moisture, volatile, and ash content, fixed carbon can be determined based on equation (4).

Extractives via Soxhlet extraction
The extraction method followed the procedure presented by Q. Wang and Sarkar (2018), utilising Soxhlet extraction to obtain extractives such as dissolved sugars, wax, and oil present in the samples. The Soxhlet extraction involved using distilled water followed by solvent extraction for 6 h at 90 °C. The solvent extraction used a 1:2 ratio of ethanol to toluene solution. A 10 g dried sample was placed into the extraction thimble, and the Soxhlet extraction equipment was connected to a round flask and heated for 6 h. Then, the solvent in the round bottom flask was evaporated and dried in an oven at 60 °C overnight. The dry weight of the extract was then measured using a weighing balance. The percentage of extraction was determined using equation (5).

Lignocellulosic composition (lignin, cellulose, hemicellulose)
The determination of lignin, cellulose, and hemicellulose was based on an analysis method from.
17
NaClO2 treatment was conducted to determine the holocellulose content, where the lignin content could be directly determined. The treatment occurred under acidic conditions with a pH range of 4 to 5. A 6 wt.% NaClO2 solution was prepared, and the pH was adjusted to pH 4 to 5, allowing it to stabilise overnight. Then, 10 g of the extracted sample was treated with NaClO2 and stirred overnight using a stirrer. The treated sample was filtered on a nanocellulose filter paper and constantly rinsed with distilled water using vacuum filtration. This washing process was repeated until none of the NaClO2 remained. The residue on the filter paper was dried in the oven at 60 °C for 24 h. The lignin content was determined by weighing both the sample and filter paper, as described in equation (6).
While the holocellulose content was determined from the lignin content based on equation (7).

The NaClO2-treated sample was used for the determination of cellulose and hemicellulose. After re-weighing, an 8.5 g sample was obtained and placed in a beaker. A 500 mL 6% KOH solution was prepared, and 100 mL of KOH was added to the beaker containing the sample. The mixture of the sample and KOH solution was stirred using a stirrer and left overnight at room temperature. After the stirring process, the sample was filtered with vacuum filtration, and the sample was re-washed with distilled water to remove excess cellulose dissolved in the KOH. The sample was then dried in an oven for 24 h, and its weight was measured. The percentage of hemicellulose can be determined using equation (8).
The cellulose is determined from the fraction of holocellulose (%). It can be determined based on equation (9).

AC production and yield determination
The AC production from dried bamboo waste was carried out using a pyrolysis reactor with a 200 g capacity. The horizontal tubular furnace heats at a rate of 10 °C/min through a perforated cylindrical stainless-steel reactor measuring 30 cm in length and 10 cm in diameter. The sample underwent pyrolysis at a specific temperature for 2 h at a steam flow rate of 100 cm3/min. With the furnace cooled to 38 °C under steam flow, the process was completed in a period of 2 h. The AC was ground using a commercial high-speed blender for 10 min and sieved. Subsequently, the AC samples were stored in specialised polypropylene containers. Equation (10) shows the calculation of yield percentage.
Pyrolysis temperature effect
Separate pyrolysis experiments were conducted using 200 g bamboo samples at target temperatures of 500, 600, and 700 °C for 2 h under identical, oxygen-limited conditions to evaluate the effect of temperature on yield and adsorption performance. The reactor lid was tightly sealed to prevent any oxygen ingress throughout the process.
Moisture content effect
A 200 g bamboo sample was prepared for each targeted moisture level of 10, 30, and 50 wt.%. For the 10 wt.% condition, sun-dried bamboo chips were used directly, as their inherent moisture content matched the requirement. To achieve 30 and 50 wt.% moisture levels, distilled water corresponding to 30% and 50% of the dry bamboo weight was added, respectively. The mixtures were thoroughly mixed and left to stand overnight in sealed containers to promote uniform moisture absorption.
Before pyrolysis, each sample was weighed again to confirm total mass increase corresponding to the target moisture level. Any visible surface water was carefully removed to ensure that only absorbed moisture remained. Subsamples were also oven dried at 105 °C for 24 h to verify actual moisture content gravimetrically. The pre-treated samples were then introduced into the pyrolysis reactor, where a 2-h pyrolysis process was conducted under oxygen-limited conditions.
Adsorption performance testing
Methylene blue (MB) adsorption
The MB adsorption was conducted to evaluate the adsorption capacity of physically activated bamboo AC. A stock solution of MB (R&M Chemicals, Malaysia) with a concentration of 20 mg/L was prepared by dissolving 20 mg of the dye in 1000 mL of distilled water. The AC samples, derived from bamboo, were crushed into fine powder consistency to enhance the surface area, promoting more uniform interaction during analysis.
18
An adsorbent dosage of 2 g/L was applied, and the solution pH was maintained between 6 and 12. Hence, 0.1 g of powdered bamboo AC with 50 mL of 20 mg/L MB solution in Erlenmeyer flasks (250 mL) at 200 r/min for 30 min allowed for maximum adsorption. A control experiment, lacking the addition of AC, served as a baseline. Post-adsorption, AC separation was achieved using Whatman grade 1 qualitative filter papers and a vacuum filtration setup. Spectrophotometry, performed at λmax 665 nm using a Genesys 30 Visible Spectrophotometer was used to quantify the remaining MB dye concentration.
19
The percentage of removal (%) was calculated based on equation (11), while the adsorption capacities of MB dye at equilibrium (qe) were calculated using equation (12).

where CO is the initial concentration of the adsorbate (MB) and Ce is the equilibrium concentration of the adsorbate after adsorption.

where V is the volume of the solution (L) and m is the mass of the adsorbent (g).
Iodine number determination
The iodine number assesses the adsorption capacity of activated AC. Determined following the ASTM D4607-14 Standard.
20
Equation (13) calculates the iodine number, with N1 represents the normality of the iodine solution, V1 denotes the volume of iodine solution added, H1 signifies the volume of 5% HCl added, F1 signifies the filtrate volume utilised in the titration, S1 signifies the normality of the sodium thiosulphate solution, S2 signifies the volume of sodium thiosulphate solution consumed, and Mc signifies the mass of AC.

Survey on Malaysia's AC manufacturing scene
Literature survey
The methodology for data collection involved a systematic review of existing literature on AC, including its applications, demand, and supply dynamics, within Malaysian contexts. The primary sources of information encompassed academic transcripts, industry reports, and official websites of relevant companies. Access to these sources was facilitated through reputable databases and platforms, including academic journals, industry-specific publications, trade journals, and governmental websites. The literature survey employed a comprehensive set of keywords related to AC, covering terms such as biochar, AC, bio-waste, agricultural waste, production, supply, demand, challenges, applications, raw materials, activation, properties, supply chain, and water treatment. This keyword strategy was designed to ensure the retrieval of relevant and precise data from the selected sources, thereby enhancing the comprehensiveness of the study.
The timeframe for data collection spanned a period of 13 years, from 2011 to 2023, enabling the inclusion of recent developments and trends in the AC industry. This timeframe selection aimed to provide a comprehensive understanding of the subject matter and incorporate up-to-date information into the analysis. The methodology adhered to established guidelines for literature review, following the principles outlined by Jusoh et al. 21 Critical analysis and synthesis of information obtained from selected academic transcripts, industry reports, and company websites were conducted to establish the current state of knowledge on AC within the Malaysian market. Manuscripts and reports were selected based on their credibility and relevance to the research objectives, with priority given to sources from reputable journals, industry publications, and official company channels. The specific journals and websites accessed during the research process varied based on the availability of pertinent articles and reports, with an emphasis on sources from established publishers and industry organisations to ensure the reliability of the gathered data.
Questionnaire designing
Purpose of the survey
The survey aims to evaluate the current supply and production capacity of bioadsorbent in Malaysia. Titled ‘Survey on Production and Supply of AC in Malaysia’, the questionnaire structure is modelled after the methodology outlined by Zulkifli et al. 22
Participants
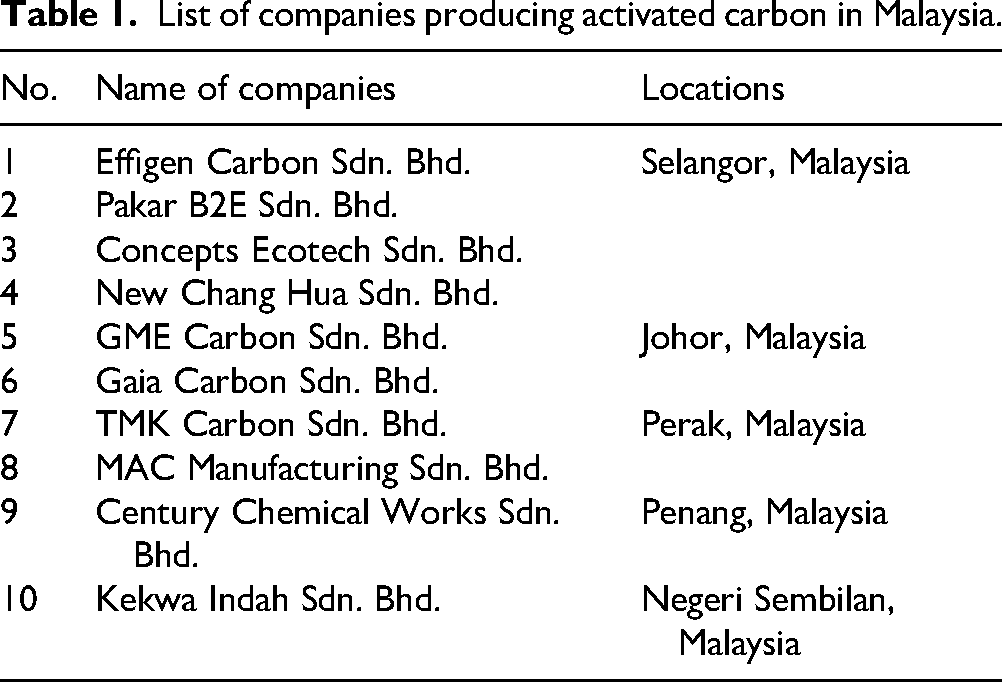
According to a Google search and consistent with the findings of Saad et al., 23 a total of 10 factories engaged in the production and supply of AC in Malaysia were identified, thus constituted the survey participants. These factories were selected as they represent AC producers within Malaysia. The distribution of participants across five states in Malaysia, that is, Selangor (four participants), Johor (two participants), Perak (two participants), Penang (one participant), and Negeri Sembilan (one participant), is detailed in Table 1. Participants were identified through a Google search of AC producers in Malaysia, with contact details obtained from their official websites. Purposive sampling, a non-probability sampling method, was employed based on the availability and willingness of potential participants to complete the survey. 21
List of companies producing activated carbon in Malaysia.
Survey instrument
The survey instrument comprised a structured questionnaire featuring both closed and open-ended questions. Question development was informed by a literature review and consultation with industry experts. The questionnaire was organised into four sections: (1) Production capacity of AC in Malaysia, (2) Factors influencing demand for AC, (3) Challenges encountered in procuring AC, and (4) Potential solutions to enhance the supply chain of AC.
Data collection procedures
Conducted online via Google Forms, the survey spanned two months (March and April 2023). Participants received email invitations to complete the survey, with up to two reminders sent to non-respondents. Additionally, phone calls were made to individuals responsible for the respective factories during the data collection phase. The survey ensured respondent anonymity, and all responses were treated as confidential.
Data analysis
Descriptive statistics, including frequency distributions, measures of central tendency, and variability, were employed to analyse closed-ended questions. Content analysis was utilised to analyse responses to open-ended questions, with thematic coding applied to categorise responses based on key themes.
Results and discussion
Characteristics of bamboo waste
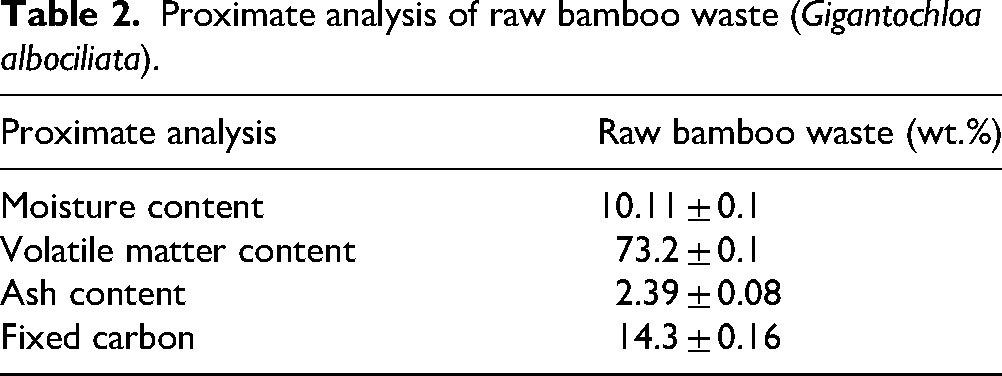
The proximate analysis of raw bamboo waste (Gigantochloa albociliata) is presented in Table 2. Sun-drying the bamboo waste to achieve moisture content below 20 wt.% is advantageous for AC production, as high moisture content can hinder the pyrolysis process, reducing yield and carbon content while prolonging the pyrolysis period. 24 The high volatile matter content, measured at 73.2 wt.%, indicates a substantial proportion of substances that vaporise at low temperatures, suggesting the material's suitability for pyrolysis for AC production. 25 Furthermore, the ash content, recorded at around 2.39 wt.%, represents the inorganic residue left after combustion. Despite its low content, its presence may affect the material's adsorption suitability by potentially interfering through competitive adsorption, impeding pore development, and hence impacting the final product's quality. 26 The fixed carbon content, approximately 14.3 wt.%, signifies the solid carbonaceous residue remaining after the volatile matter is driven off during combustion, offering insights into its potential as a carbon adsorbent. 27
Proximate analysis of raw bamboo waste (Gigantochloa albociliata).
Chemical composition of raw bamboo waste
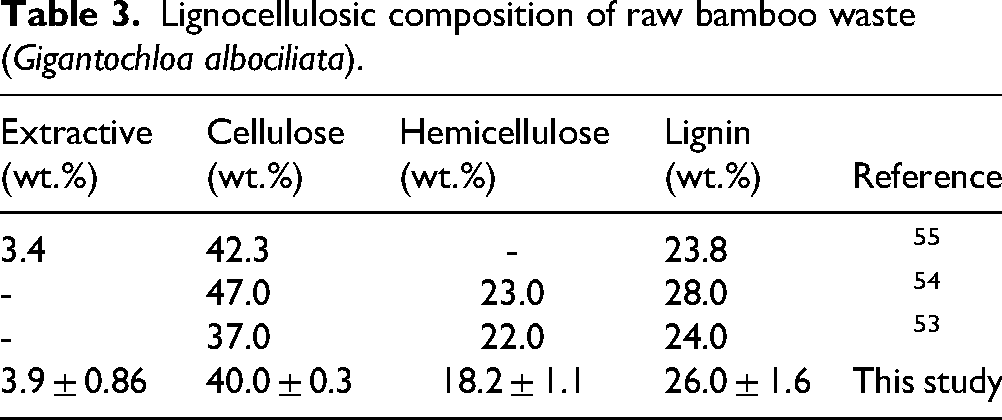
Table 3 offers detailed insights into the chemical composition of different types of bamboo, highlighting the variability of previous findings. The evaluation of bamboo's suitability for AC production is significantly influenced by its chemical composition, with particular attention given to cellulose, hemicellulose, and lignin. Prior research has demonstrated that these components differ among bamboo species. To illustrate, the typical range for cellulose content is 37 to 47 wt.%. In contrast, the concentrations of hemicellulose and lignin fluctuate between 15 to 22 wt.% and 24 to 32 wt.%, respectively. By employing a technique described by Iwamoto et al., 17 the lignocellulosic composition of bamboo detritus was determined in this investigation to be around 26 wt.% lignin, 18 wt.% cellulose, and 18 wt.% hemicellulose. Notably, the carbon content and adsorption properties of carbon adsorbent are enhanced by its high cellulose content. 28 Although the hemicellulose content is relatively low, it nevertheless contributes to the growth of porosity in the AC structure. Additionally, AC yield and stability are enhanced by the high lignin content during pyrolysis. However, an excess of lignin may diminish the porosity of AC. In general, bamboo waste possesses a well-balanced composition consisting of cellulose, hemicellulose, and lignin, which suggests its capacity to generate AC with advantageous adsorption characteristics and high yield, specifically for the treatment of coloured effluent.
Lignocellulosic composition of raw bamboo waste (Gigantochloa albociliata).
Effect of pyrolysis temperature and feedstock moisture content on AC yields
The effects of pyrolysis at different temperatures on bamboo with a moisture content below 20 wt.% are depicted in Table 4. Increasing pyrolysis temperature led to a gradual decline in AC yield (28.17 wt.% to 24.96 wt.%) due to the intensified degradation of volatile components (hemicellulose and cellulose). However, pore development and surface area improved notably up to 600 °C, indicating enhanced carbon structure formation. Beyond this threshold, excessive heat may induce structural shrinkage or pore collapse, potentially reducing adsorption efficiency. These trends are consistent with findings from other studies on biomass-derived AC. 29
Effect of pyrolysis temperature and feedstock moisture content on activated carbon yields.
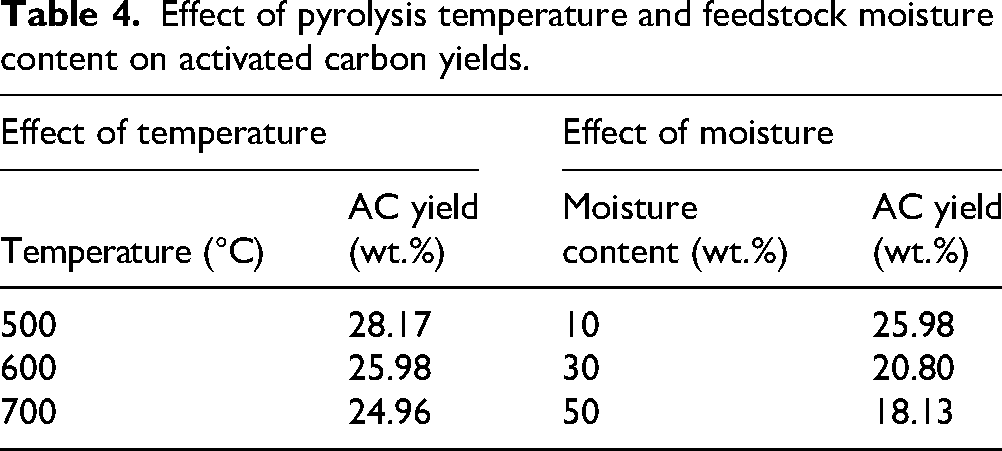
Understanding the influence of feedstock moisture is crucial in the carbonisation of unprocessed bamboo waste. To assess this, pyrolysis at 600 °C was performed using bamboo samples with moisture contents of 10, 30, and 50 wt.%. At 10 wt.% moisture, the AC yield reached 25.98 wt.%, while increasing the moisture to 30 wt.% and 50 wt.% reduced yields to 20.8 wt.% and 18.13 wt.%, respectively (Table 4). This inverse trend underlines the importance of using drier feedstock for efficient carbonisation. Higher moisture content significantly lowers thermal efficiency, as much of the input heat is diverted to water evaporation rather than driving devolatilisation reactions. 30 Although the steam generated during pyrolysis freely through the reactor's gas outlet under oxygen-limited conditions, it offers no catalytic advantage and instead results in heat loss, thereby lowering overall AC yield. These findings reinforce the value of natural pre-drying (e.g. sun-drying) to reduce energy demand and enhance AC yield. 5
Effect of pyrolysis temperature and moisture content on AC's adsorption capacity
The adsorption performance of AC is significantly influenced by pyrolysis temperature, as shown in Figure 1(A). At 500 °C, bamboo-derived AC exhibited a removal efficiency of 22.6% and an adsorption capacity of 1.86 mg/g. Increasing the temperature to 600 °C improved both metrics, yielding the highest adsorption capacity (2.87 mg/g) and removal efficiency (34.96%). However, at 700 °C, adsorption performance slightly declined (2.01 mg/g, 24.45% removal efficiency).
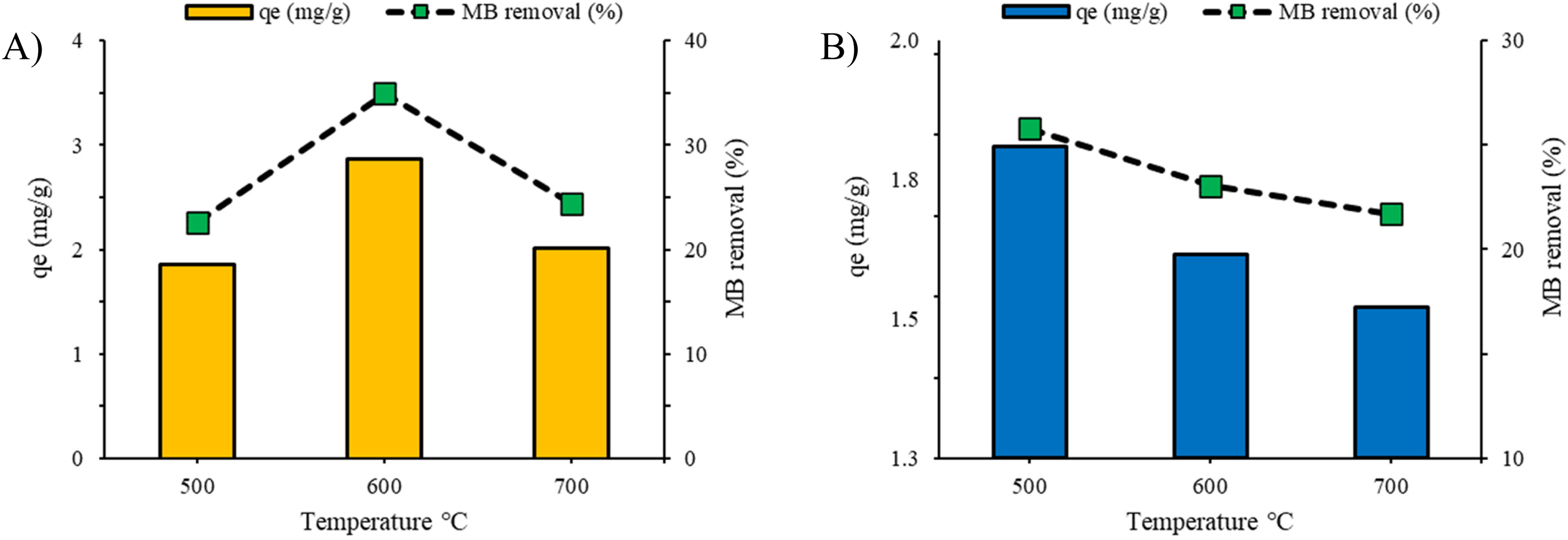
Adsorption capacity and methylene blue removal at different (A) pyrolysis temperatures and (B) moisture content.
This trend aligns with previous studies, where increasing temperature initially enhances pore development and surface area, leading to improved adsorption efficiency. 31 However, further temperature increases beyond 700 °C may lead to micropore collapse and excessive pore widening, reducing the available adsorption sites. For instance, studies on chemically activated bamboo-derived AC indicate superior surface area and adsorption performance at 900 °C, 31 whereas physically activated AC tends to degrade due to graphitisation and loss of functional groups at excessively high temperatures. 32
Although we did not experimentally evaluate temperatures beyond 700 °C in this study, literature suggests that 800–1000 °C pyrolysis may increase porosity but simultaneously reduce micropore volume, ultimately decreasing AC's adsorption efficiency for small molecules such as MB. 33 This trade-off highlights the importance of balancing temperature-induced pore expansion with structural stability, making 600 °C the optimal temperature for maximising adsorption performance in bamboo-derived AC.
The moisture content of the precursor material also plays a crucial role in AC development. As shown in Figure 1(B), the highest MB removal (25.79%) and adsorption capacity (1.809 mg/g) were achieved at 10 wt.% moisture content. Increased moisture (30–50 wt.%) led to a decline in both parameters, indicating that excess water hinders efficient carbonisation and affects the final pore structure. 34
These findings suggest that while increasing pyrolysis temperature enhances AC porosity, exceeding 700 °C can negatively impact adsorption efficiency due to structural degradation. The results confirm that 600 °C with controlled moisture content (10 wt.%) is optimal for producing high-performance bamboo-derived AC.
Effect of different dosages of AC on the adsorption capacity
The effect of different concentrations of AC on the capacity for adsorbing MB was investigated using AC that was synthesised under ideal conditions (600 °C, 10% moisture content). The results of MB adsorption experiments revealed a dose-dependent trend, with concentrations ranging from 2 to 20 g/L. As the dosage of AC increased, the removal percentage improved, reaching a maximum of 95.4% at 20 g/L. However, the equilibrium adsorption capacity (qe) decreased from 3.02 mg/g to 0.77 mg/g due to active site saturation and underutilisation of excess surface area, indicating reduced adsorption efficiency per unit mass of AC.
Research conducted by Lawal et al. 35 observed comparable patterns in the removal of MB. The lack of proportional increase in the available surface area for adsorption with increasing AC dosage is likely attributable to particle aggregation. In contrast to the 40% removal achieved in this study at a lower MB concentration (20 mg/L), the chemically activated bamboo referenced in the study achieved 60% removal at 2 g/L. However, the bamboo AC utilised in this investigation, although partially steam-activated, is regarded as environmentally sustainable.
Effective adsorption is indicated by the continuous increase in removal percentage and adsorption capacity from 2 to 8 g/L, as shown in Figure 2. The rate of increase diminishes beyond 8 g/L, which signifies the attainment of saturation. AC resource utilisation and efficient adsorption must be balanced precisely, given that the objective is to maximise the use of AC produced from waste raw materials. The research indicates that a dosage of 20 g/L produces a substantial removal efficiency of 95.4% and a qe value of 0.768 mg/g, which is deemed optimal. As a result, MB is adsorbent more effectively at a concentration of 20 g/L under unrestricted AC utilisation conditions, which is consistent with the waste-to-resource strategy utilising AC derived from bamboo.
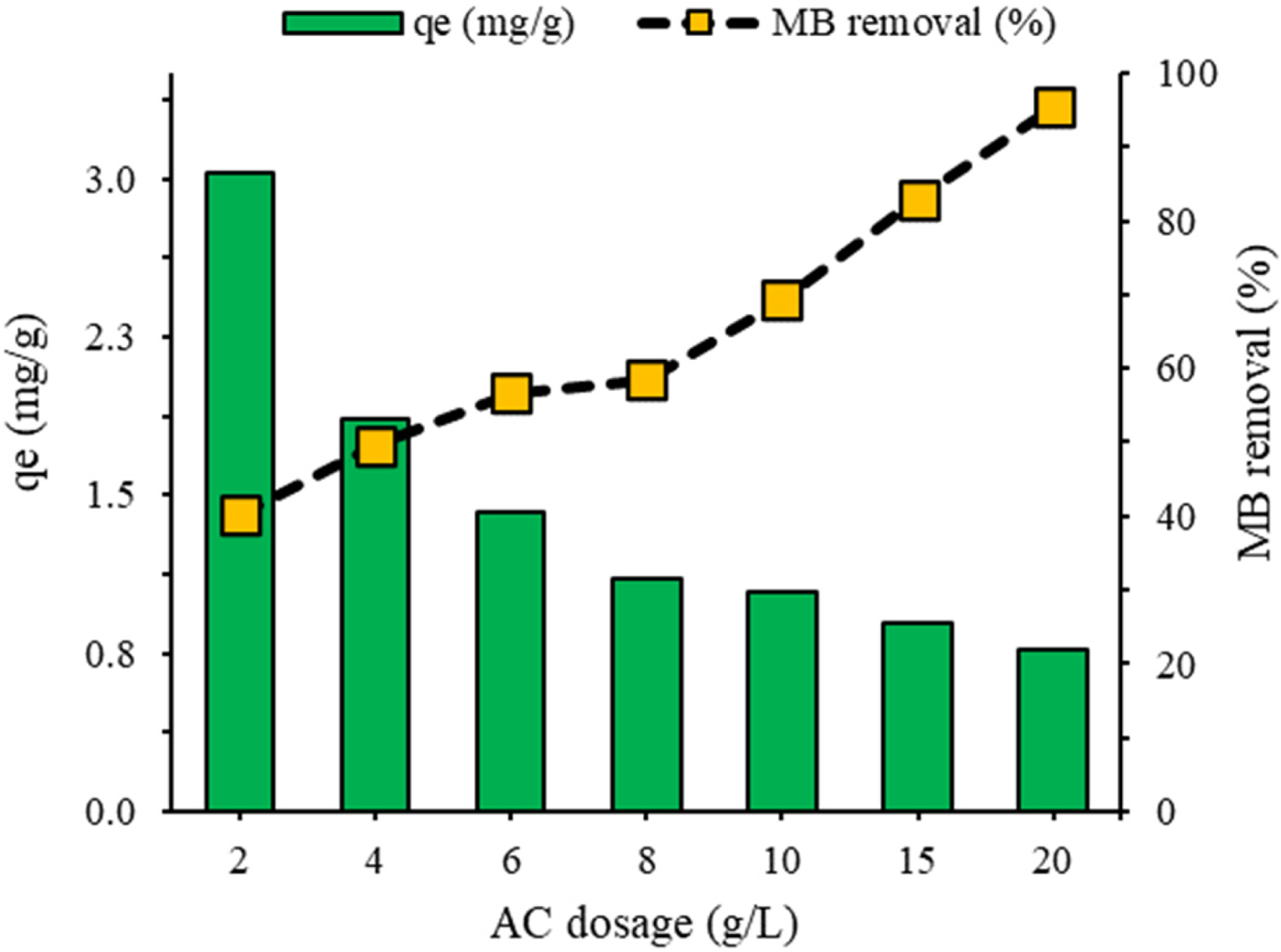
Effect of different dosages on adsorption characteristics of activated carbon.
Iodine number
The iodine number is a widely used parameter to assess the microporosity and surface area of AC, serving as an indicator of its adsorption capacity for small molecules. However, adsorption efficiency is not solely dictated by iodine number but also depends on pore structure, surface chemistry, and target pollutant characteristics. In this study, bamboo-derived AC was produced under optimised conditions (600 °C, 10 wt.% moisture) and evaluated using the ASTM D4607-14 standard, yielding an iodine number of 121.76 mg/g (see Table 5). While values below 300 mg/g generally indicate lower microporosity, this does not necessarily translate to poor adsorption efficiency for all contaminants.
A comparative study with previous findings on the iodine number of activated carbon.
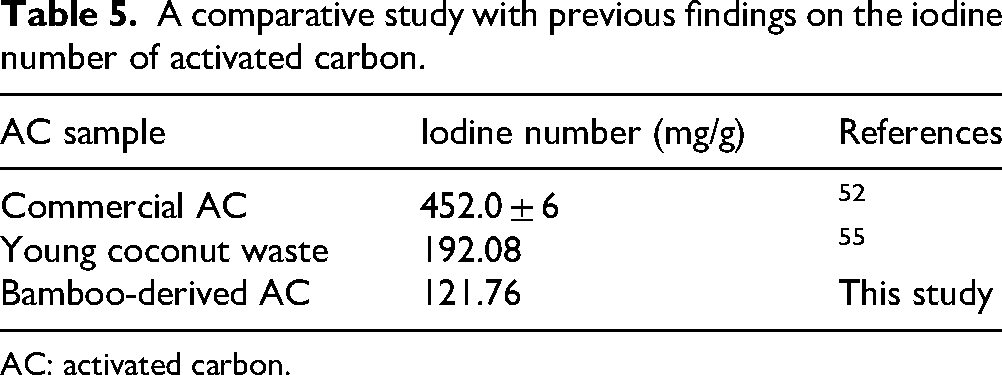
AC: activated carbon.
Commercial ACs typically exhibit higher iodine numbers due to chemical activation processes that enhance microporosity. However, such treatments often involve strong chemical agents (e.g. KOH, H3PO4), which pose environmental and safety concerns. In contrast, the physically activated bamboo AC in this study was produced via steam activation, prioritising sustainability and cost-effectiveness while maintaining an effective adsorption profile. Furthermore, microporosity is ideal for small gas-phase molecules, but for larger organic pollutants such as MB, mesoporous and macroporous structures play a more significant role. Despite its lower iodine number, the bamboo-derived AC achieved 95.44% MB removal efficiency, demonstrating that its pore architecture is well-suited for dye adsorption applications.
Insights into AC producer engagement in Malaysia
According to the results obtained from the questionnaire (see Figure 3), a significant majority of producers (86%) have been actively engaged in this industry for more than 20 years. The data reveals a range of involvement, with the oldest producers having a tenure of 34 years, while the most recent entrants began operations 22 years ago. Most producers (within the range of 20 to 30 years) entered the market during this specific period. Conversely, a minority of producers (14%) have been involved for less than 10 years, indicating a relatively recent presence. It is worth noting that there is no observed presence of producers within the 10-to-20-year period, indicating a gap in participation during that timeframe. However, the number of companies remains unchanged, with only a slight increase in the involvement of one new company within the industry over the past decade. This observation highlights the limited growth and development experienced by the AC sector during this period.
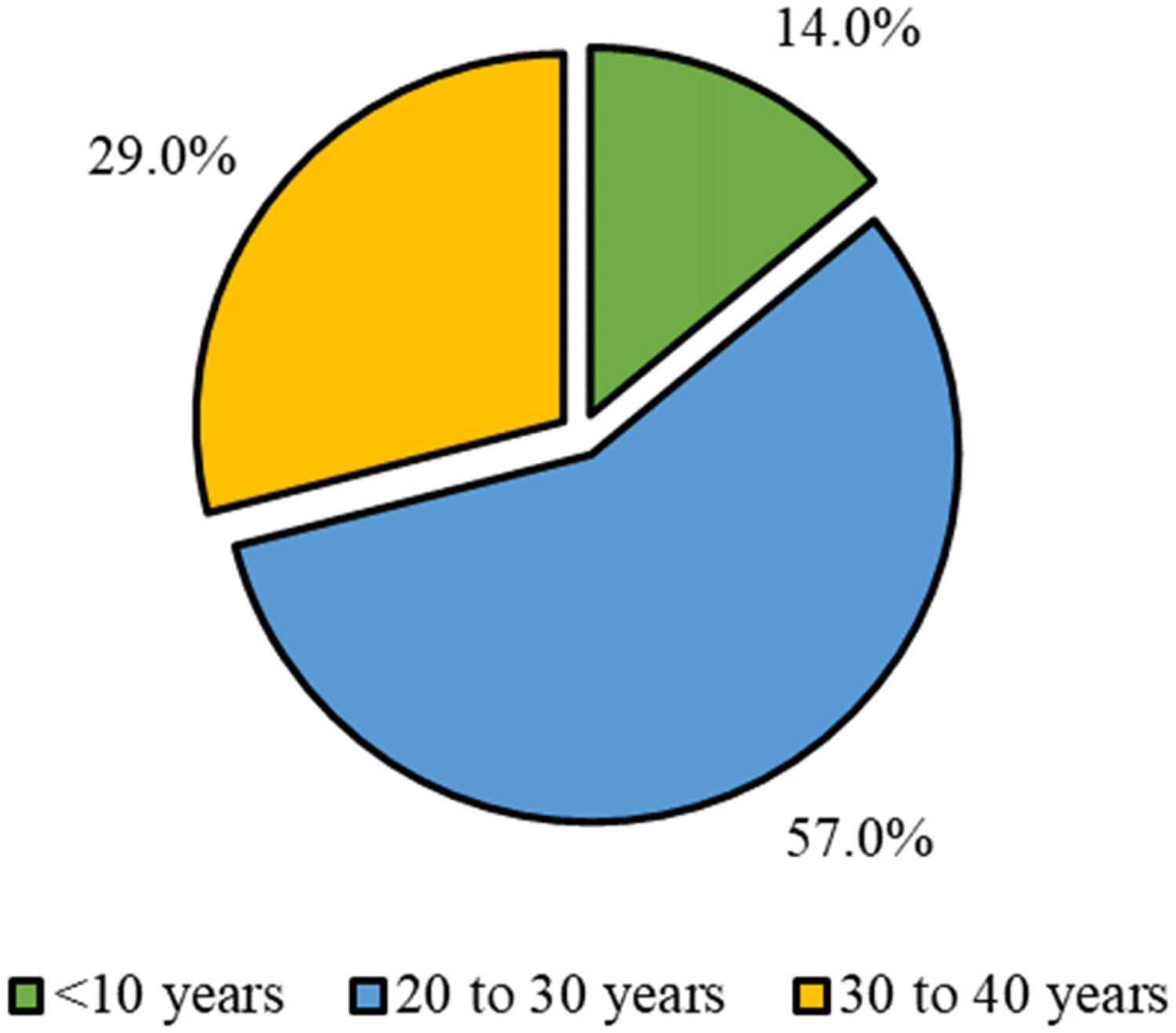
Time-based analysis of producers’ engagement in Malaysia.
Types of AC produced in Malaysia
In the context of AC production in Malaysia, it is observed that powdered AC (PAC) (Figure 4A) and granular AC (GAC) (Figure 4B) are manufactured. The absence of extruded AC production by Malaysian producers is noteworthy. Extruded AC (EAC) (Figure 4C), characterised by its cylindrical shape, is not mentioned among the product offerings of any producer in Malaysia. This observation aligns with the prevailing industry practices and market demand for AC in Malaysia. PAC and GAC are widely recognised and utilised forms of adsorbent due to their effectiveness in various applications, such as water treatment, air purification, and gas adsorption. These two types have been extensively studied and have demonstrated desirable adsorption properties, mechanical stability, and performance in numerous applications.
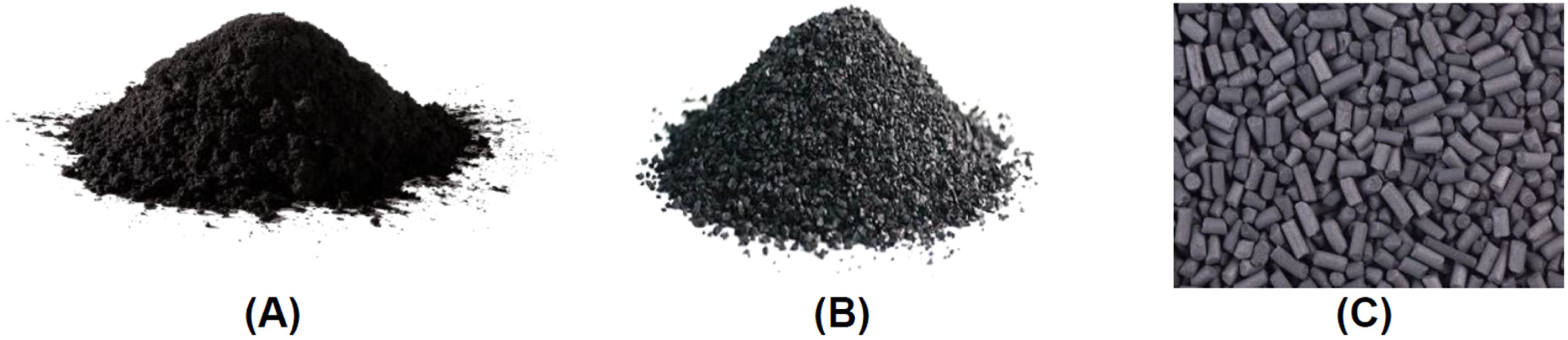
Types of activated carbon; (A) powdered activated carbon, (B) granular activated carbon, and (C) extruded activated carbon.
The production focus on PAC and GAC by Malaysian producers is likely influenced by several factors. Firstly, PAC and GAC have well-established manufacturing processes, allowing producers to optimise their production efficiency and product quality. The familiarity and experience accumulated over time in producing these types of adsorbents can contribute to higher consistency and reliability in meeting customer demands. Additionally, the market demand for PAC and GAC in Malaysia may be a significant driver behind their exclusive production. The specific requirements of industries such as water treatment, pharmaceuticals, and food and beverage processing often favour the use of PAC and GAC due to their versatility, ease of handling, and compatibility with existing treatment systems. It is important to note that the absence of extruded AC production in Malaysia does not imply its insignificance or lack of value in other regions or applications. Extruded AC may have unique properties that make it suitable for specific niche markets or specialised applications outside the scope of the surveyed producers in Malaysia.
Raw materials of AC
Initially, coal served as the main source of AC because of its advantageous characteristics. However, due to its limited supply and non-renewable nature, alternate sources, like agricultural waste, have been investigated. Due to its reusability and affordability, agricultural waste has become a desirable source for manufacturing AC. 36 The findings obtained from the survey conducted among AC producers in Malaysia indicate that coconut shell waste is the predominant biowaste used as a raw material for AC production. AC derived from charcoal obtained from the hard shell of the coconut has demonstrated superior adsorptive capabilities in both liquid and gaseous phase applications. This superiority can be attributed to several inherent properties of the raw material, including its high microporosity, high density, intrinsic hardness, low ash content, and extended service life. The exceptional quality and low impurities observed in bioadsorbent produced from coconut shell charcoal and bituminous coal are not solely attributed to the raw material itself, but also to the quality and meticulousness of the conversion process employed, specifically the steam activation method. The steam activation process plays a crucial role in enhancing the adsorptive properties and purity of the bioadsorbent. 1
AC utilisation across industries in Malaysia
AC plays a vital role in water treatment plants across Malaysia, aimed at ensuring the purification of drinking water. 37 For instance, at the Sungai Dua Water Treatment Plant in Penang, AC filters are utilised to effectively remove organic contaminants and enhance water quality. Notably, the MWA 38 estimates an annual usage of approximately 300 tonnes of AC for water treatment purposes in the country. In Malaysia, AC filters are extensively employed in air purifiers and heating, ventilation, and air conditioning systems deployed in commercial buildings, hospitals, and industrial facilities. 39 These filters exhibit notable efficacy in eliminating VOCs and odorous substances from the ambient air. As an illustration, the air ventilation system at the Kuala Lumpur International Airport incorporates AC filters to uphold clean and fresh air quality standards. 40
In the food and beverage industry, AC is utilised for the decolorisation and purification of beverages, such as sugar refining and fruit juice production. 41 The palm oil industry in Malaysia also relies on AC for the removal of impurities during the purification process. Malaysia is one of the largest producers of palm oil globally, and AC is an integral part of the refining process. 42 In Malaysia, AC is employed for the remediation of contaminated sites, such as landfills and industrial areas. For instance, AC-based filters and adsorption systems are used to treat groundwater contaminated with organic pollutants and heavy metals. 43 Malaysia has a significant gold mining industry, and AC is crucial for gold extraction and recovery. 44 For example, in the Penjom Gold Mine in Pahang, AC is used to adsorb gold from the cyanide solution, allowing for efficient separation and purification of the precious metal. 45
A market survey conducted among AC producers in Malaysia identified key industry sectors driving demand (see Figure 5). All respondents (100%) reported supplying AC to the water treatment and air purification industries, confirming these as the dominant application areas. Additionally, 66.7% indicated significant demand from the food and beverage processing and pharmaceutical sectors. The water dispenser business accounted for 50% of their customer base, while 33.3% of respondents noted usage in gold recovery processes. These findings provide a clear snapshot of AC distribution trends and highlight the diverse industrial applications of bamboo-based AC in Malaysia.
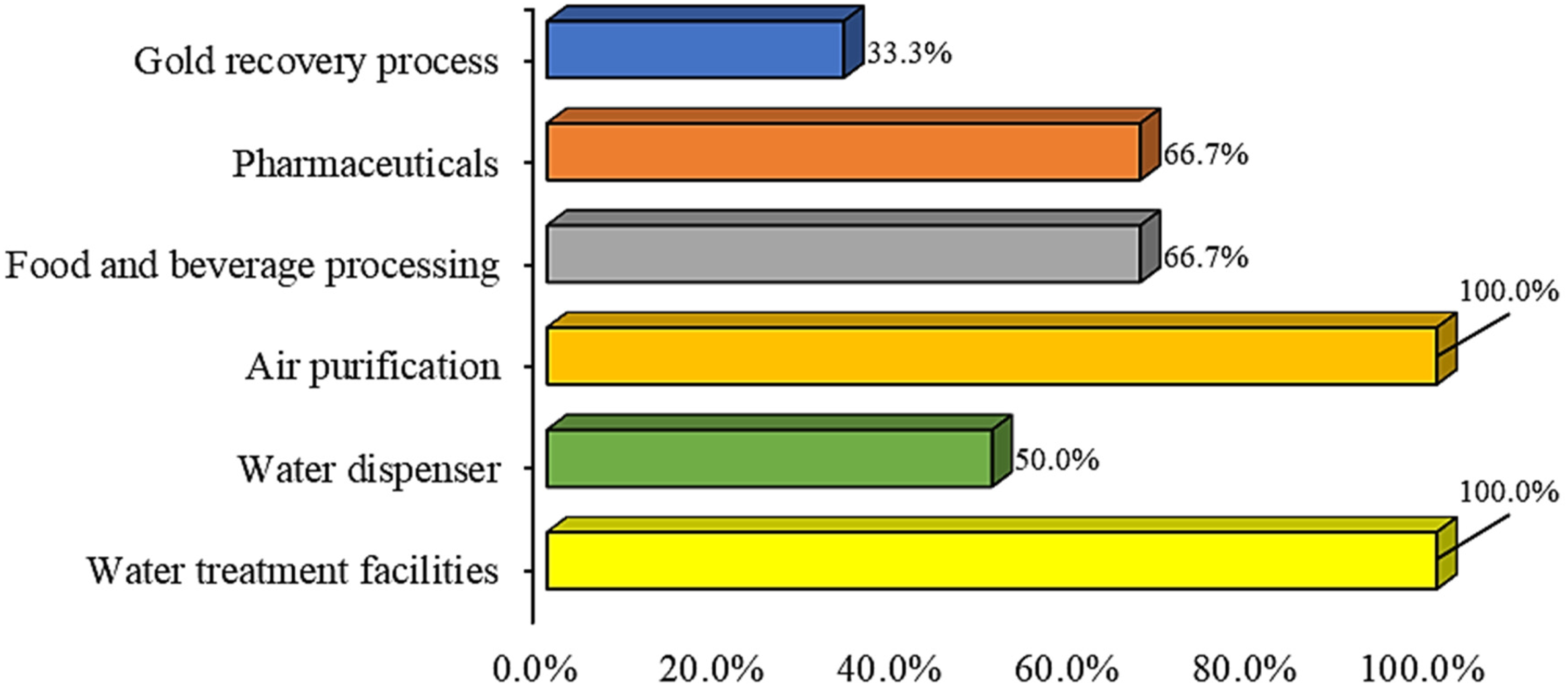
Market demand and distribution patterns of activated carbon in Malaysia.
Estimated and actual annual production of AC in Malaysia
The observed production levels diverge notably from the estimates derived from existing literature (see Figure 6). According to the literature, a significant portion of companies (50%) were anticipated to produce between 1000 and 5000 tonnes annually. However, only 66.7% of companies achieved production levels exceeding 1000 tonnes. This discrepancy suggests potential limitations in relying solely on literature for production projections, highlighting the importance of considering real-world factors and company-specific variables. Additionally, while a considerable proportion (33%) of companies were projected to produce less than 1000 tonnes annually, the observed data indicates a different trend, with none of the companies falling within the 500 to 1000 tonnes range, and only a minority (16.7%) producing less than 100 tonnes. This disparity underscores the need for a nuanced understanding of production capabilities and industry dynamics beyond literature-derived estimates.
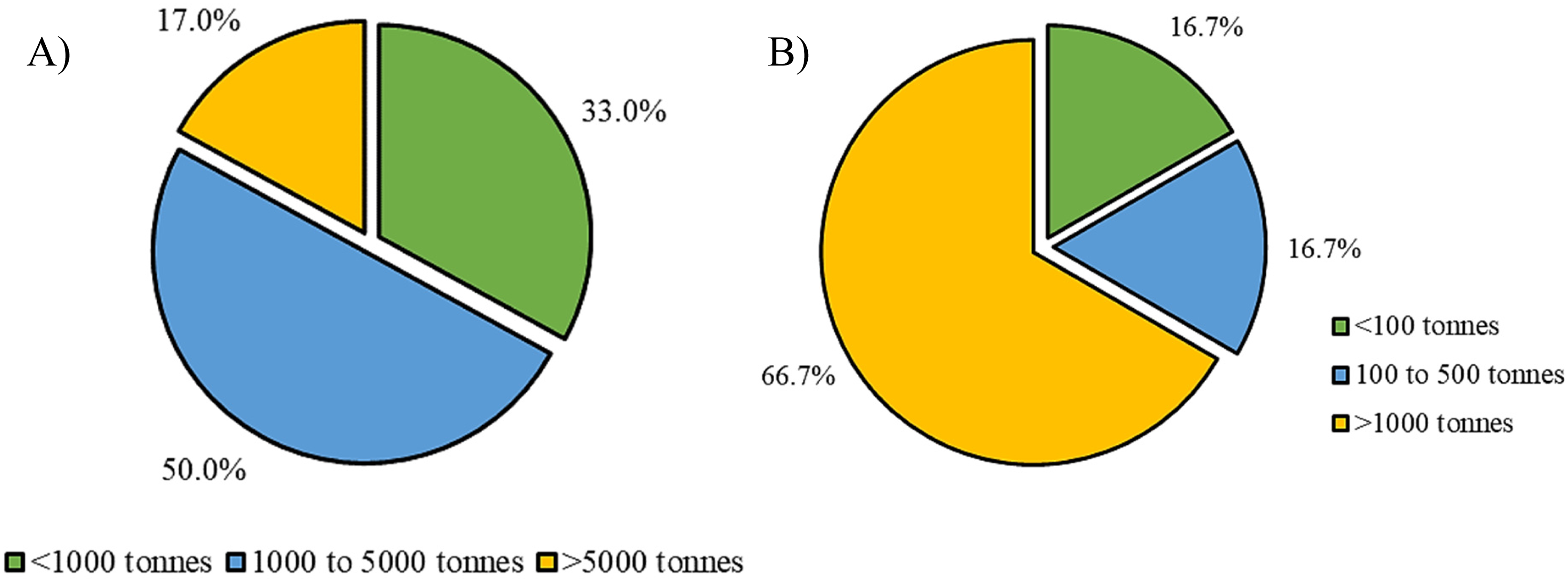
(A) Estimated and (B) actual annual volume of activated carbon produced in Malaysia from literature.
Moreover, the comparison with Mahanim et al. 46 findings, which reported Malaysia's monthly production of AC ranging from 300 to 1000 tonnes, suggests a significant increase in the country's capacity for AC production over the past decade (2012–2022). This indicates substantial growth and development within the industry, potentially driven by technological advancements, increased demand, or other factors. However, despite this apparent growth, the discrepancy between expected and actual production levels highlights the complexity of forecasting production capacities and the importance of empirical data in understanding industry trends.
The market of Malaysia made AC
The survey conducted among AC producers in Malaysia provided valuable insights into the export practices of AC products, shedding light on the international market reach of these organisations. The results revealed that 83% of the participants engaged in exporting their AC products to various countries, in addition to supplying the local market (see Figure 7). These countries included the USA, Japan, Thailand, Taiwan, China, Vietnam, South Korea, Singapore, Italy, UK, Germany, and France. Conversely, 17% of the participants focused solely on producing AC for the domestic market. Based on the study by Saad et al., 23 Malaysia has exported AC to Japan (31%), Italy (15%), and the UK (11%) of the total AC production of Malaysia.
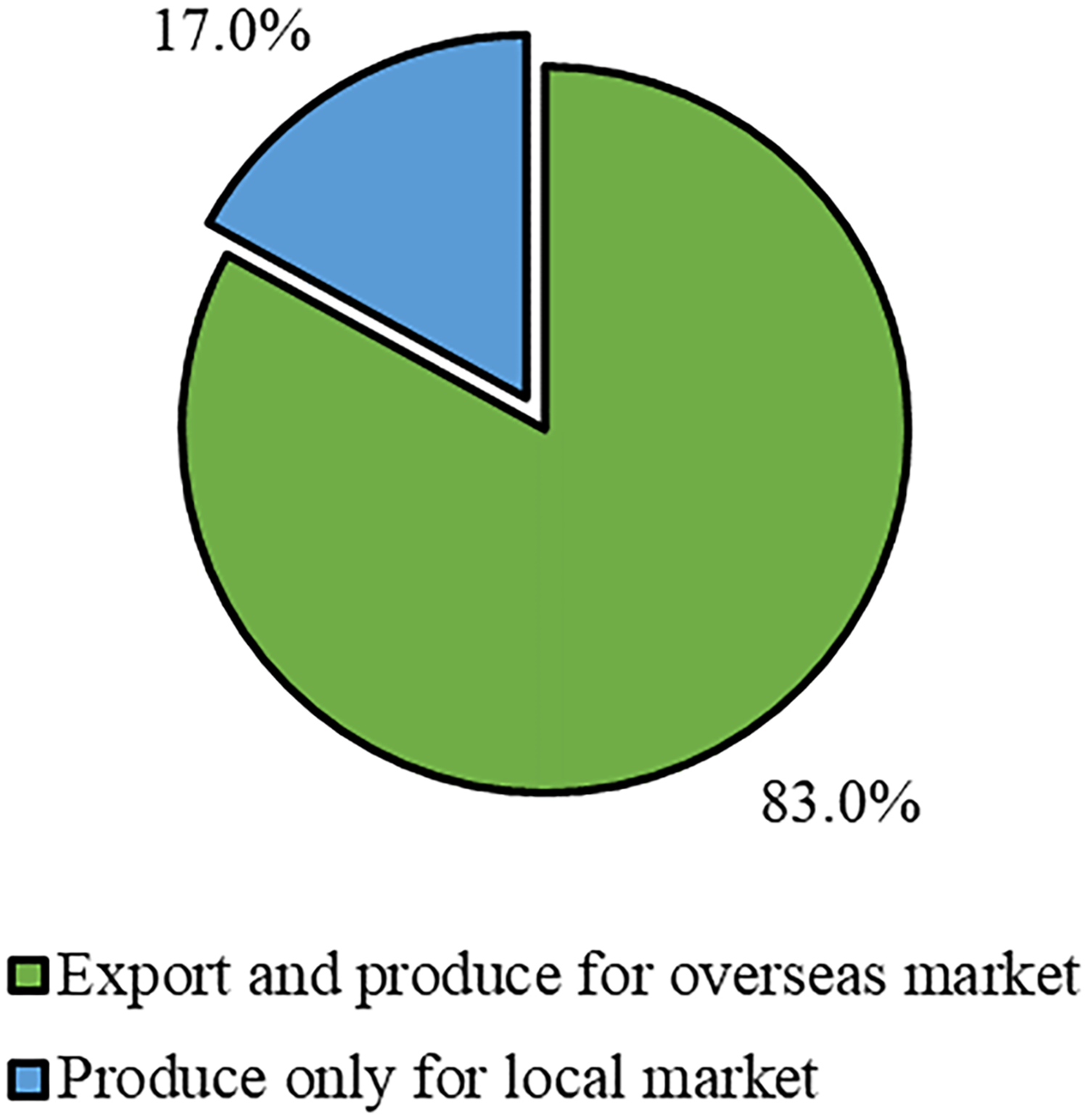
Export practices and international market reach of activated carbon.
Challenges in activated carbon production in Malaysia.
Challenges and issues in AC production in Malaysia
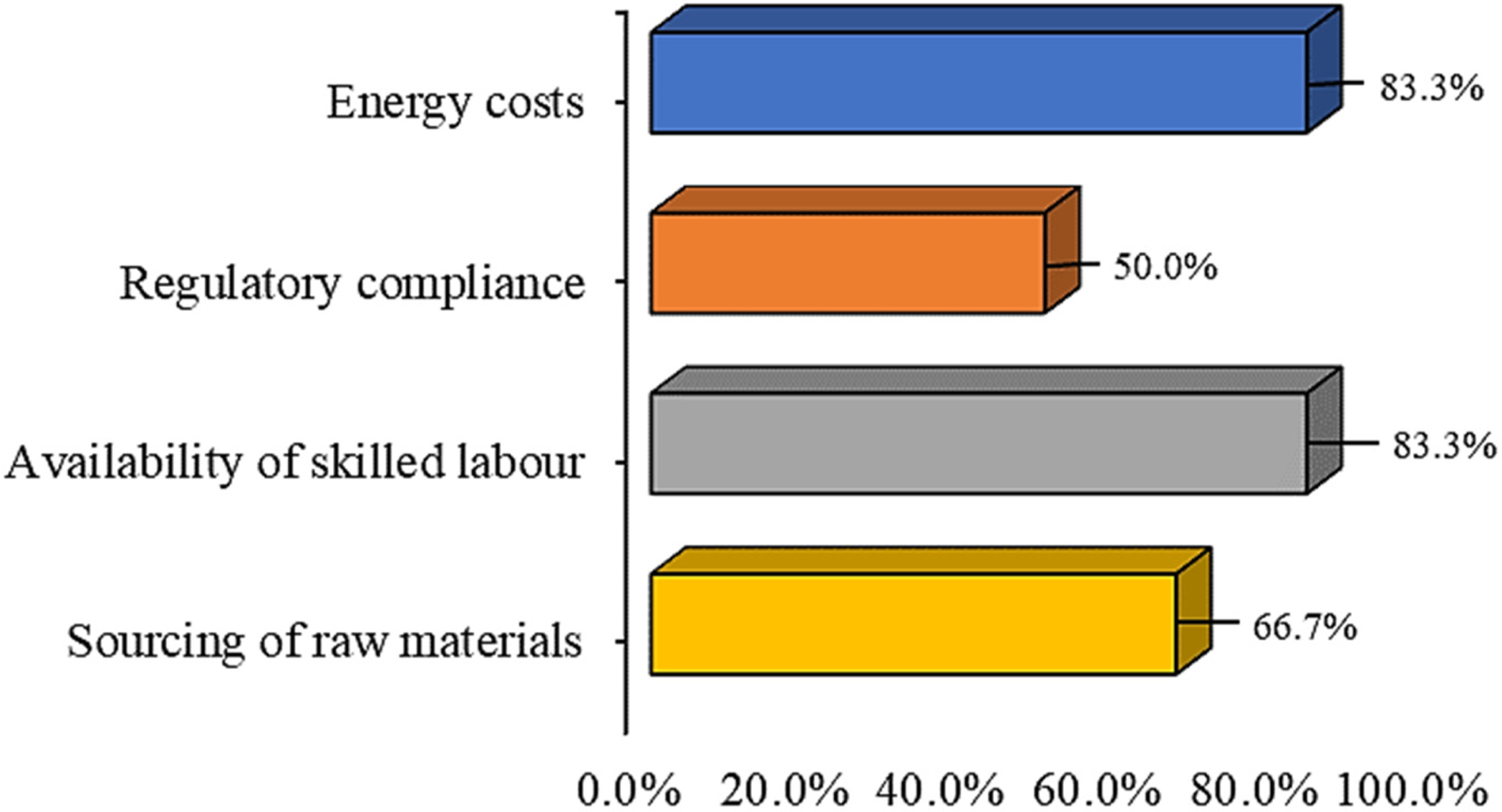
Based on the responses obtained from the survey participants, several specific challenges and issues were identified in the production of AC in Malaysia (see Figure 8). The findings revealed that the most prominent challenges were the availability of skilled labour and energy costs, which were confirmed by 83.3% of the participants. The sourcing of raw materials emerged as another significant challenge, reported by 66.7% of the participants. Additionally, regulatory compliance was identified as a noteworthy issue, acknowledged by 50% of the participants (see Figure 7).
Malaysia has established several regulatory frameworks and standards to govern the production of AC and ensure environmental sustainability. Key regulations include the Environmental Quality Act 1974, 47 the Occupational Safety and Health Act 1994, and the Industrial Co-ordination Act 1975, which set guidelines and standards for environmental protection, occupational safety, and industrial development. 48 Additionally, compliance with Department of Environment guidelines and obtaining Malaysian Standard (MS) certifications, such as MS 1400 for water quality and MS 2540 for air quality, are essential for AC manufacturers to demonstrate adherence to environmental and quality requirements. 49
Quality and consistency of AC production
A significant majority of participants (66.7%) emphasised the implementation of robust quality control measures, adherence to standard operating procedures, and rigorous testing and analysis procedures. These practices ensure that the AC products meet the required specifications and performance standards (see Figure 9). By conducting thorough quality checks and adhering to established procedures, organisations can ensure the consistent quality of their products. Approximately 33.3% of participants highlighted the importance of incorporating customer feedback in ensuring product quality and consistency. By actively seeking and incorporating customer feedback, organisations can identify areas for improvement, address customer concerns, and align their products with customer expectations. This feedback-driven approach enhances the overall quality of the AC products and fosters customer satisfaction. A smaller percentage of participants (16.7%) emphasised the significance of certification and compliance standards in ensuring product quality and consistency. Adhering to relevant industry certifications and regulatory requirements demonstrates the organisation's commitment to quality assurance. Compliance with established standards serves as an assurance to customers and stakeholders regarding the quality and reliability of the AC products.
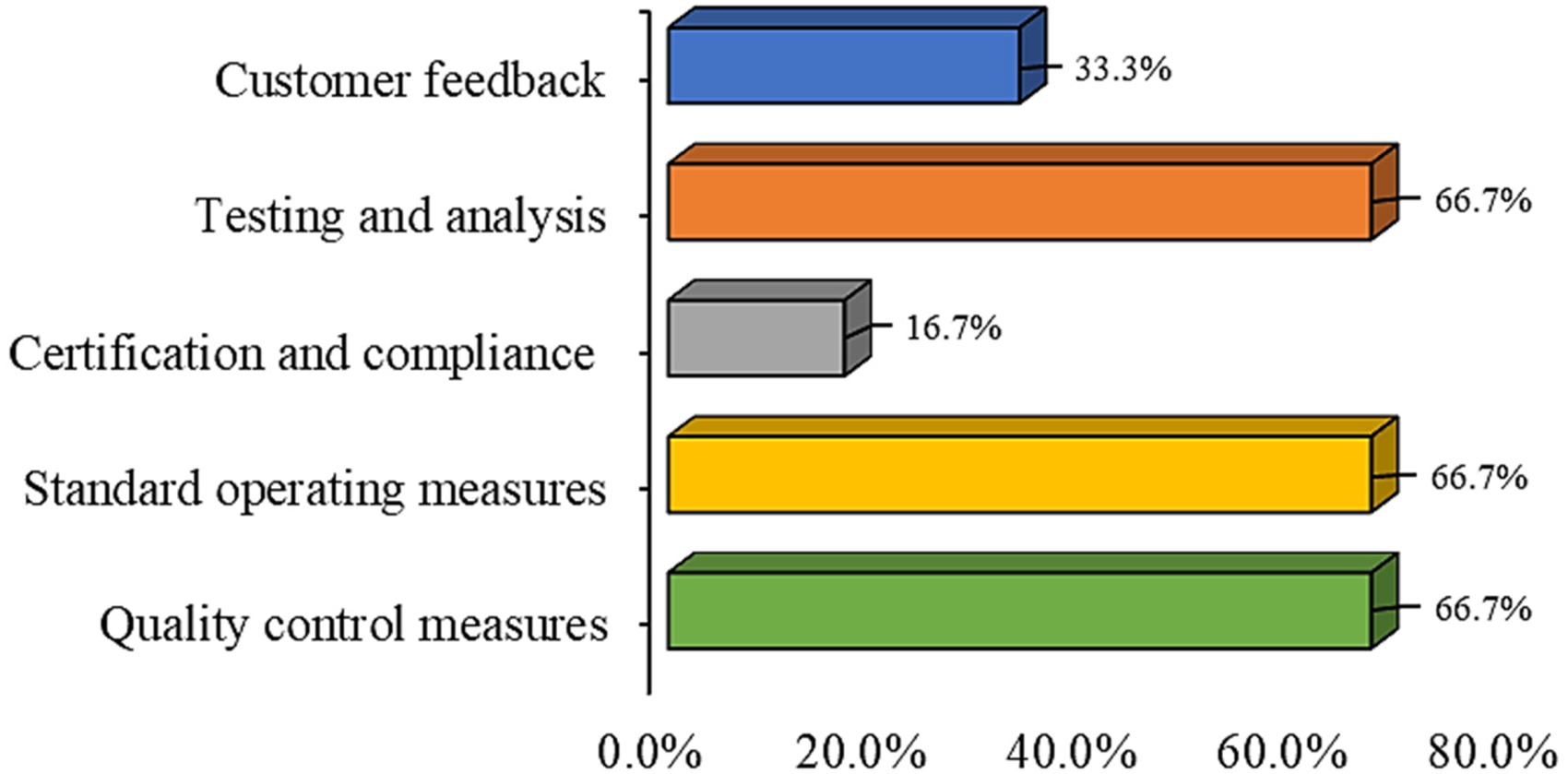
Ensuring quality and consistency in activated carbon production.
Sustainability and environmental impact of AC production
The survey responses revealed several key strategies employed by organisations in the industry. Most participants (83.3%) highlighted the importance of sustainable sourcing practices and compliance with environmental regulations. This indicates a commitment to obtaining raw materials from environmentally responsible sources and adhering to established environmental guidelines during production (see Figure 10). Energy efficiency was cited by 50% of the participants as a significant factor in ensuring the sustainability of their production processes. This suggests a focus on optimising energy consumption to minimise the carbon footprint associated with AC production. It also aligns with the broader industry trend towards adopting energy-efficient technologies and practices.
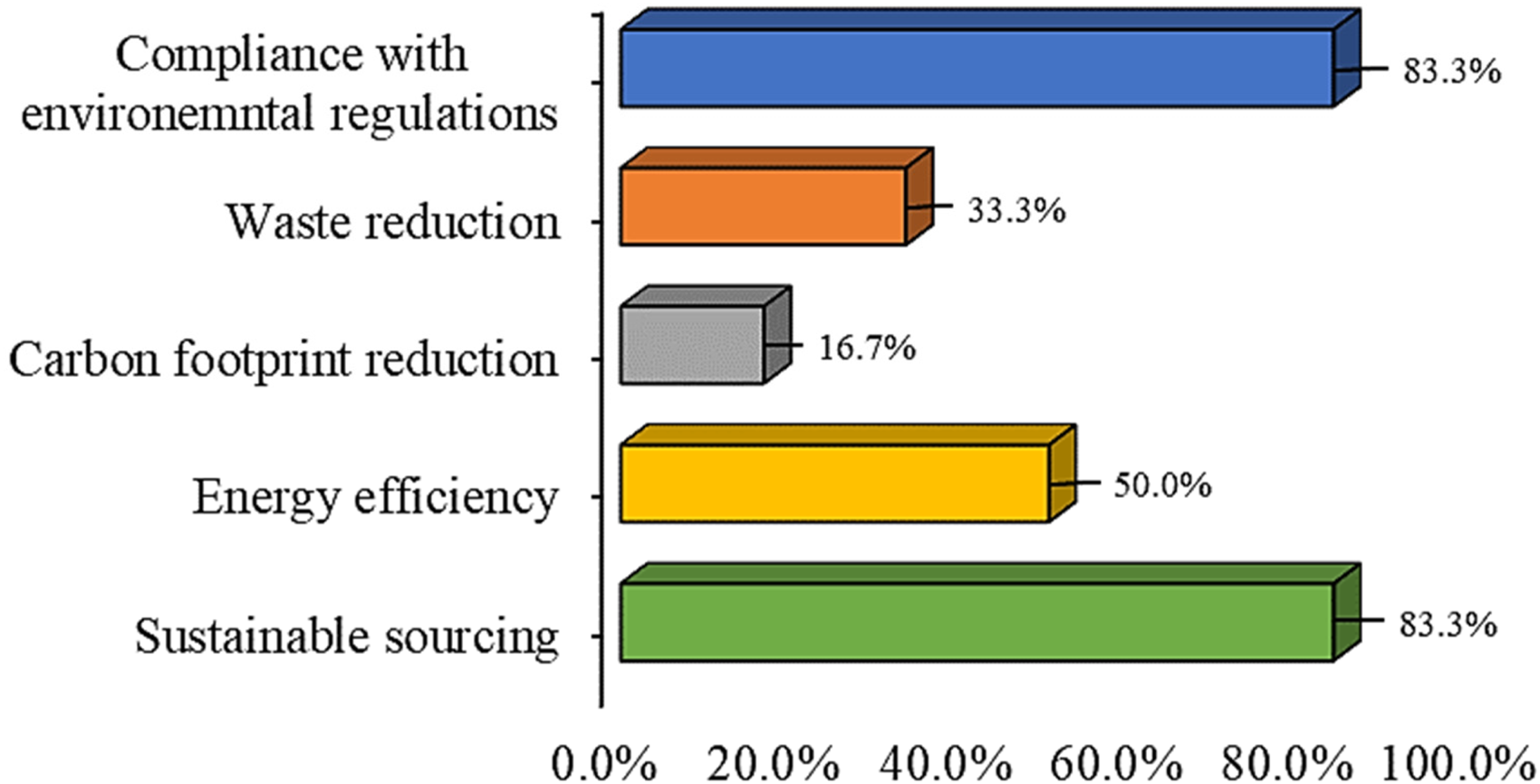
Sustainability and environmental impact of activated carbon production.
Waste reduction emerged as another important aspect, as mentioned by 33.3% of the participants. Organisations are implementing measures to minimise waste generation throughout the production cycle, including improved process efficiencies, recycling, and waste management strategies. By reducing waste, the environmental impact of the AC production process can be significantly reduced. Furthermore, 16.7% of participants highlighted the importance of carbon footprint reduction. This indicates that organisations are actively exploring ways to reduce their GHG emissions and mitigate the climate impact of their operations. It may involve initiatives such as investing in cleaner energy sources, carbon offset programmes, or adopting carbon capture and storage technologies.
Monitoring and responding to changes in market demand for AC in Malaysia
Most participants (83.3%) indicated that market research plays a significant role in monitoring and responding to changes in market demand. This includes analysing market trends, customer preferences, and competitor activities (see Figure 11). Additionally, participants emphasised the importance of organisational flexibility and responsiveness in adapting production processes and strategies to meet evolving market demands promptly.
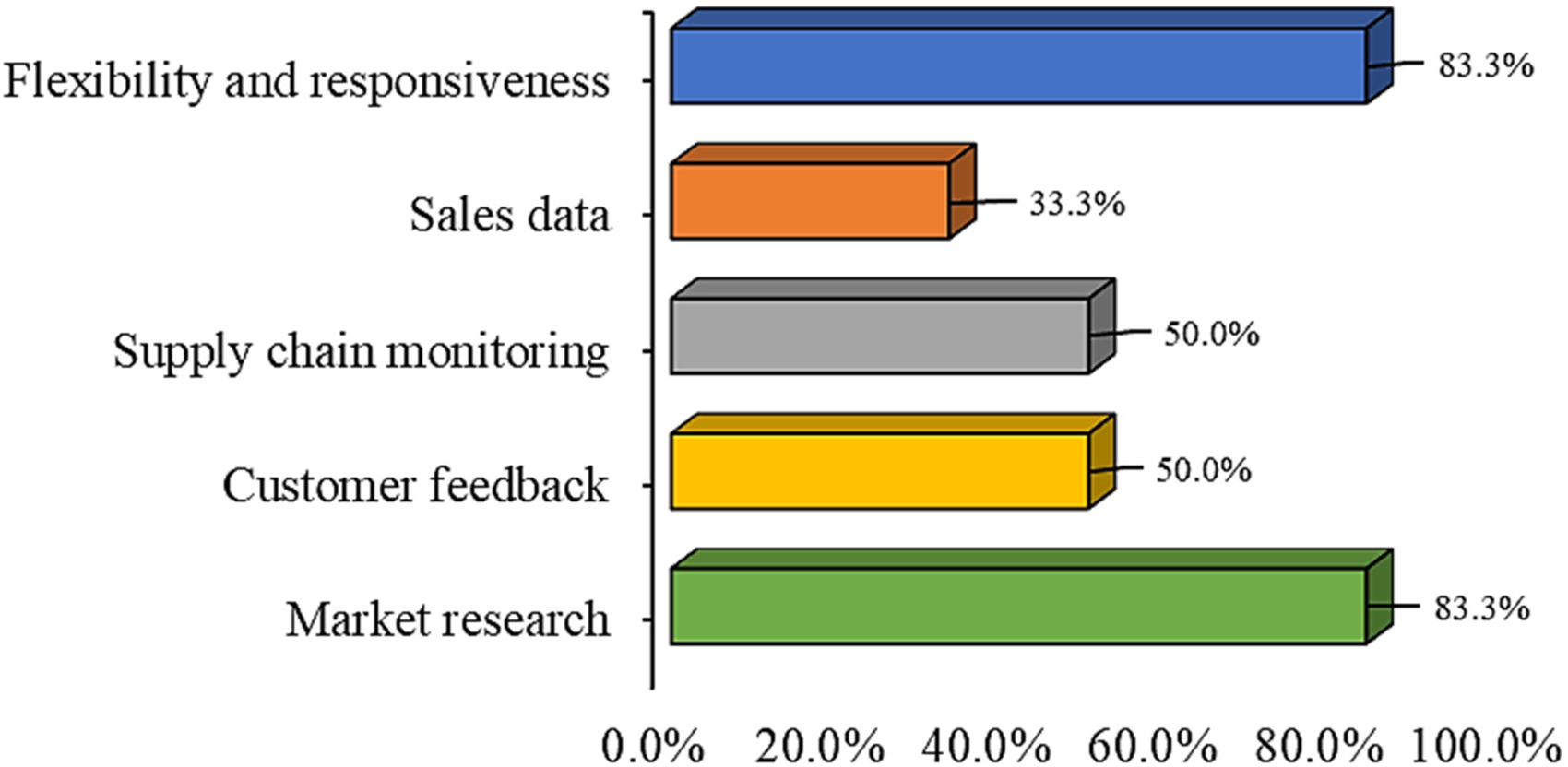
Monitoring and responding to market demand.
Approximately 50% of the participants highlighted the importance of customer feedback and supply chain monitoring in understanding market demand dynamics. Actively seeking customer input, collecting feedback, and analysing it helps organisations gain valuable insights into customer preferences, emerging trends, and potential areas for improvement. Furthermore, monitoring the supply chain ensures that organisations can effectively manage inventory, production schedules, and logistics to meet fluctuating market demand. Around 33.3% of the participants mentioned the utilisation of sales data analysis as a key tool for monitoring and responding to market demand. Analysing sales data allows organisations to identify demand patterns, market segments, and product performance. This analysis enables informed decision-making, such as adjusting production volumes, launching new products, or targeting specific customer segments based on market demand trends.
Opportunities for AC production in Malaysia
The creation of value-added products from biomass leftovers has been possible thanks in large part to the palm oil sector. Oil palm biomass has a carbon concentration that ranges from 3.5 to 27% fixed carbon and an average of 42.7 to 57.9% total carbon, making it a desirable source for carbonaceous and thermogenic materials. 6 With a potential market value of over USD 1 billion and an annual production in the gigatonnes range, the growing interest in bio-based carbonaceous products opens new opportunities for commercial and scientific applications. This is especially true as society becomes more aware of the severity of the climate crisis. 37
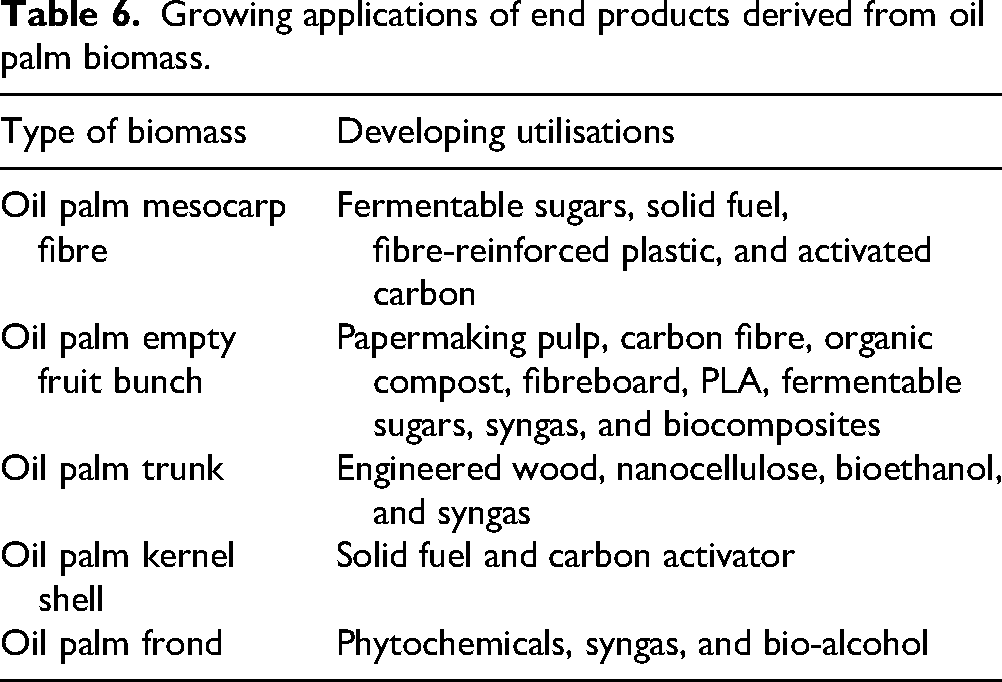
Approximately 998 million tonnes of agricultural waste are thought to be produced every year globally. 37 According to Ozturk et al., 2 Malaysia's agricultural industry generates at least 168 million tonnes of biomass waste per year, including trash from sugarcane, oil palm, rice husks, coconut stem fibres, and urban waste. According to estimates, the palm oil industry in Malaysia alone produced approximately 83 million tonnes of solid biomass annually in 2012, and by 2020, that number may rise to between 85 and 110 million tonnes. Furthermore, the amount of palm oil mill effluent, which is currently 60 million tonnes, is likely to increase to between 70 and 110 million tonnes by 2020. 6 Indonesia produces more than 143 million tonnes of oil palm biomass yearly, whereas Malaysia produces an astounding 86.7% of the nation's annual biomass production. 50 Table 6 provides a summary of the growing applications for the different end products obtained from oil palm biomass. 51
Growing applications of end products derived from oil palm biomass.
The survey conducted among AC producers in Malaysia provides valuable insights into the anticipated evolution of demand for AC products in the local market. The findings revealed that 50% of the participants expected a medium demand for AC in Malaysia in the coming years, while 33.3% predicted a high demand. Conversely, only 16.7% of the participants anticipated a low demand for AC products (see Figure 12).
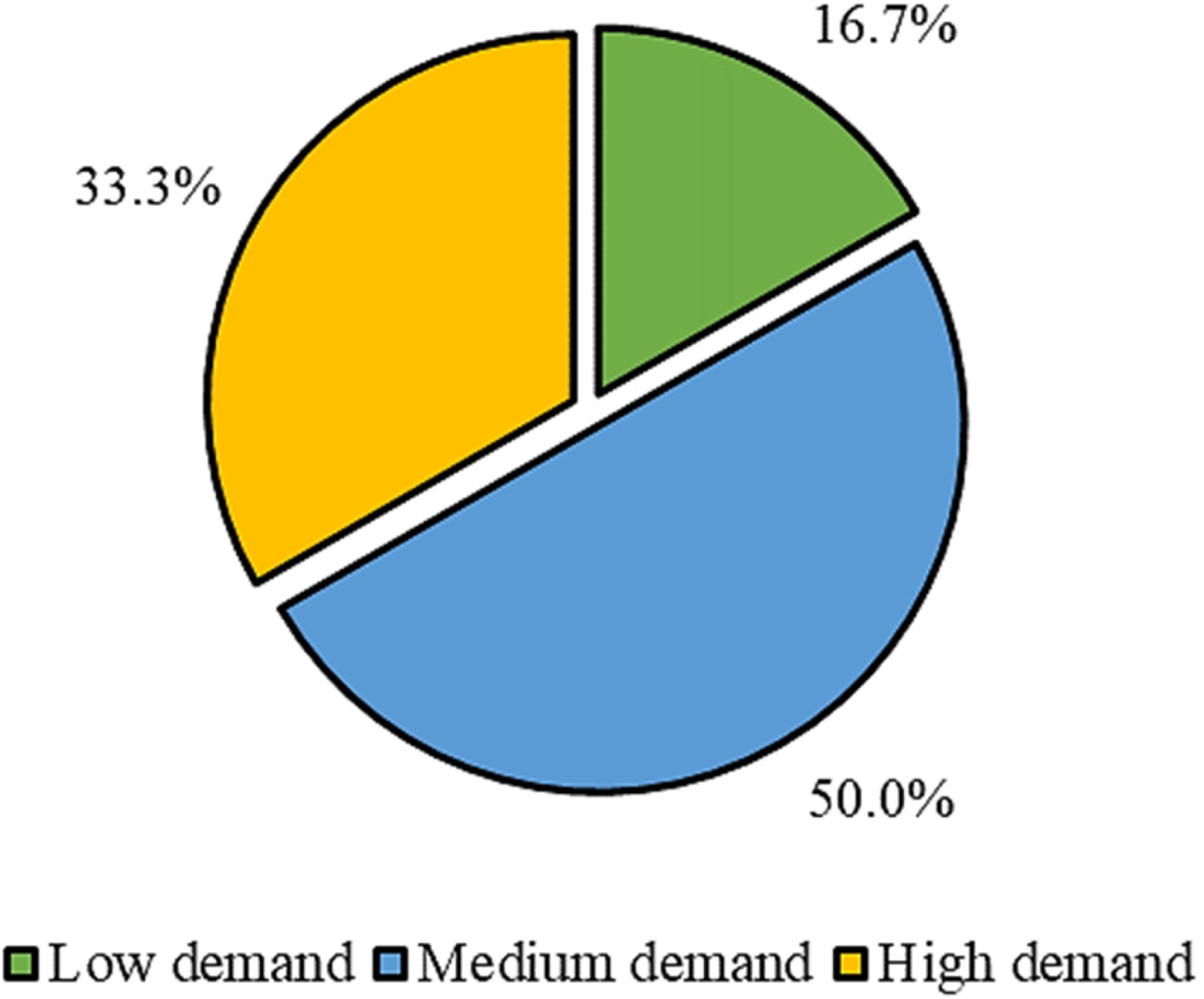
Evolution of demand for activated carbon products in the Malaysian market.
Perspectives on government and industry association involvement
Most participants (83.3%) highlighted the need for funding or incentives to support research and development initiatives, infrastructure development, and export promotion (see Figure 13). These areas are crucial for enhancing the competitiveness of Malaysian AC producers in the global market. Financial support and incentives can facilitate technological advancements, product innovation, and the development of efficient infrastructure, thereby improving the overall production and supply capabilities of AC. Two-thirds (66.7%) of the participants identified sustainability initiatives as an area where government and industry associations can provide support. Sustainable production practices, waste management, and environmental conservation are essential considerations in the AC industry.
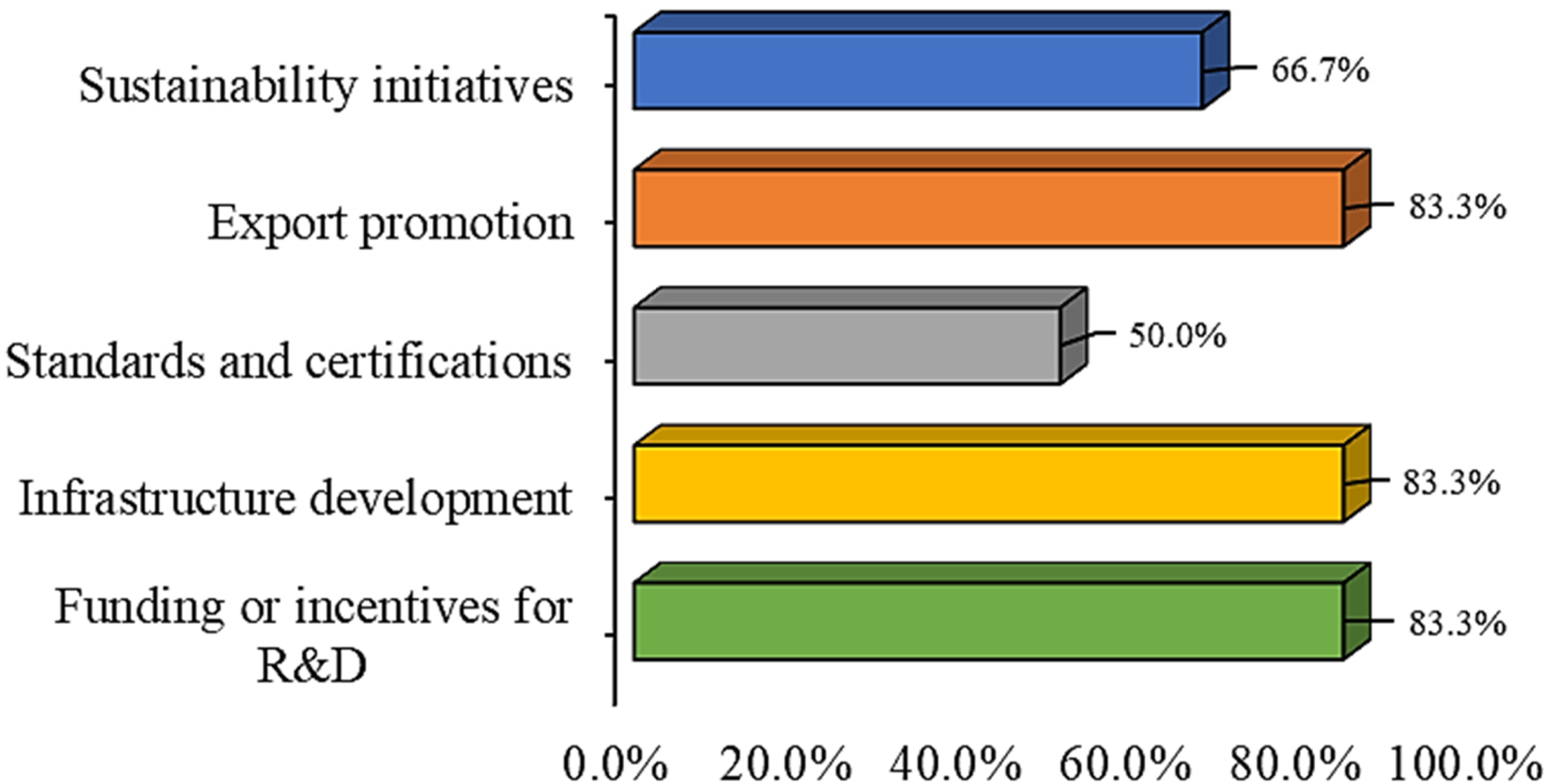
Support and initiatives for enhanced competitiveness and sustainability in the activated carbon industry.
Government support in the form of incentives, regulations, and awareness campaigns, coupled with industry association initiatives, can promote sustainable practices, fostering long-term growth and enhancing the industry's environmental footprint. Approximately 50% of the participants emphasised the importance of standards and certifications in the AC industry. Standardisation can ensure product quality, reliability, and consistency, leading to increased customer confidence and market acceptance. The government and industry associations can facilitate the development and implementation of relevant standards and certifications, creating a level playing field and enhancing the reputation of Malaysian AC products.
Biomass waste produced by the palm oil industry in large amounts can be used to make goods with added value. Oil palm biomass has a carbon content that ranges from 42.7% to 57.9%, with a fixed carbon value of 3.5% to 27%. 6 Utilising carbonaceous substances with thermogenic characteristics is made possible by the high carbon content. Given the significant annual production volume, the rising need for carbonaceous products made from biomaterials opens opportunities for both commercial and scientific uses. 51 This developing market has the potential to be very profitable as public concern over the climate catastrophe grows. 37
Conclusion
This research concludes that AC made from bamboo has excellent bioadsorptive capability, more so if administered with optimal operating parameters including pyrolysis temperature (600 °C), moisture content (10 wt.%), and dosage (20 g/L). Of great importance is the fact that the development of robust AC with exceptional properties is greatly affected by the composition of unprocessed bamboo waste, which consists of 26.0 wt.% lignin, 40.0 wt.% cellulose, and 18.2 wt.% hemicellulose. The produced AC shows a commendable removal efficiency of 95.44% for MB, with an adsorption capacity of 0.768 mg/g, and a noteworthy yield of 25.98 wt.%. Its 121.76 mg/g iodine number further emphasises its considerable bioadsorbent potential in soil conditioning and wastewater treatment.
According to surveys carried out with AC producers in Malaysia, the stringent steam activation procedure and the outstanding adsorptive qualities of coconut shell waste make it the material of choice. Resilience, adaptation, and a dedication to sustainability have propelled Malaysia's AC sector to substantial development over the last decade, despite difficulties in capacity forecasts. To remain competitive and maintain long-term success and leadership in the bioadsorbent industry, further expenditures in infrastructure and research are necessary.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship and/or publication of this article.
Funding
The authors disclosed receipt of the following financial support for the research, authorship and/or publication of this article: The authors extend their sincere appreciation and gratitude to Universiti Putra Malaysia for their invaluable support through the Special Graduate Research Allowance support. This work was supported by the Ministry of Higher Education through Fundamental Research Grant Scheme FRGS/1/2024/STG01/UPM/02/4 and the Higher Education Center of Excellence (Grant No. 5210008) and Universiti Putra Malaysia for the Knowledge Transfer Grant Scheme (Grant No. 9437601).