
Abstract
This study investigated the effects of teak wood sawdust and polycarbonate (PC) additions on the mechanical properties, including tensile strength, elongation at break, flexural strength, and impact resistance of wood–plastic composites based on high-density polyethylene (HDPE) and compatibilised with 4 wt. % PE-grafted-maleic anhydride. The composites were fabricated via injection moulding, and an experimental design was conducted using the Taguchi L9 orthogonal array method. Three factors were studied: PC content (0, 7.5 and 15 wt. %), teak wood content (20, 30 and 40 wt. %), and sawdust particle size (1.5–1, 1–0.85 and 0.85–0.6 mm). Multi-criteria decision-making (MCDM) analysis was employed to identify the optimal composite. The results indicated that the incorporation of teak wood significantly improved the flexural strength, with an increase of up to 94.6% compared to pure HDPE composites. However, the addition of polycarbonate generally had an adverse or negligible effect on tensile strength, elongation at break and impact resistance. Among the nine samples, Sample 1-containing 0 wt. % PC, 20 wt. % teak wood and 1.5–1 mm particle size-achieved the best overall mechanical performance, with a tensile strength of 31.83 MPa, a flexural strength of 45 MPa, an elongation at break of 18.3% and an impact resistance of 26.88 kJ/m2. Overall, it was concluded that while teak wood is an effective reinforcement to enhance the flexural behaviour of HDPE-based WPCs, the addition of PC does not provide sufficient benefits and is economically unjustifiable under the studied conditions.
Introduction
Hybrid materials created from natural components like plant fibres and agricultural waste have gained significant attention from researchers and industries to be incorporated in polymers due to their environmentally friendly properties, biodegradability and aesthetic appeal.1,2 These materials offer a promising alternative to conventional materials, making them a focal point for industries seeking to develop innovative and sustainable products.
The use of agricultural waste and sawdust in the manufacturing processes of wood plastic composites is of great significance from an economic and environmental perspective, as researchers have concentrated on enhancing these compounds’ mechanical and physical properties.3,4 Many researchers have utilised agricultural waste in manufacturing processes to improve the mechanical and physical properties of their products.
Petchwattana and Covavisaruch 5 developed wood plastic composites using rice husks and polyvinyl chloride (PVC). Results showed that increasing rice husk content reduced impact strength, while larger sizes increased strength. Smaller particles acted as dark pigments. Yadav and Yusoh 6 studied the effect of nanoclay on wood plastic composites composed of polypropylene (PP) and wood flour fibre. Nanoclay at 2.5 wt. % increased the flexural modulus by 56.33% and reduced the water absorption by 13%, while agglomeration reduced the benefit at higher concentrations. Faezipour et al. 7 focused on developing hybrid composites using recycled polycarbonate as a polymer matrix, with the addition of waste silk fibres and poplar wood flour. Adding waste silk fibres and poplar wood flour enhanced the composites’ tensile and flexural strengths and moduli compared to pure recycled polycarbonate. Still, water absorption increased, and thermal stability decreased with increasing fibre content.
Wood–plastic composites were optimised by Martins et al. 8 for architectural applications. The composites consisted of pine shavings, high-density polyethylene, and polyethylene-grafted-maleic anhydride as a coupling agent. The study focused on analysing the effect of pine shavings concentration and determining the optimum viscosity for extrusion. The mechanical and moisture properties of teak sawdust, recycled polypropylene, and virgin polypropylene composites were compared by Yadav. 9 The results showed that recycled polypropylene composites had better tensile and flexural strength but lower impact strength than virgin polypropylene composites. Recycled polypropylene composites also showed lower water absorption and thickness swelling. Jain and Gupta 10 evaluated the effect of hybridising teak and sal on wood plastic composites’ mechanical, thermal, and water absorption properties. The results showed that hybridising teak and sal in equal proportions provided the best mechanical performance, improving the water resistance properties and glass transition temperature.
Jiang and Zeng 11 manufactured wood plastic composites using online extrusion and compression methods to produce packaging boxes. The study showed that adding bamboo fibres enhanced the tensile strength but reduced the impact strength. Delviawan et al. 12 studied the effect of pine wood particle size on the mechanical properties of wood–plastic composites. The results showed that increasing grinding time reduced the size up to 30 min, but excessive grinding increased aggregation, with the best properties achieved at 30 min of wet grinding. Petchwattana et al. 13 discussed the production of teak composite filaments using poly(lactic) acid modified with rubber and acrylic particles to improve brittleness. The results showed that successful printing was achieved only with poly(lactic) acid and 74 μm teak flour, with enhanced bonding and increased mechanical strength due to the addition of silane.
Basalp et al. 14 used plastic and wood waste to manufacture wood–plastic composites for sustainable production, showing that wood–plastic composites made from recycled polypropylene had higher tensile strength. Adding a compatibiliser also enhanced adhesion, and products such as boxes were produced using 30% wood flour, contributing to the circular economy. Zhang et al. 15 focused on studying wood flour–polycarbonate–polyethylene composites’ flammability, thermal stability, and mechanical properties. The results showed that adding polycarbonate to wood flour-high-density polyethylene composites improved the fire resistance, thermal stability, strength and toughness compared with traditional composites. Zhang et al. 16 investigated the effect of boric acid modification on wood flour on improving the thermal stability and fire resistance of wood–polycarbonate composites. The results showed a 102% increase in char residue and an increase in water absorption, which improved the creep resistance properties.
Hasanin et al. 17 used polymer/fibre to enhance the properties of wood–plastic composites, emphasising cellulose fibres as natural and renewable raw materials. The review highlights recycling agricultural wastes, such as rice straw and sugarcane residues, to develop biodegradable composites and improve properties for various purposes. Pu et al. 18 produced high-performance wood–plastic composites using the recycling of waste artificial grass by a solid phase shear milling process. The process achieved 85% improvements in tensile strength and 81% in modulus of elasticity, providing solutions to pollution while producing value-added products. Lopez et al. 19 using technological processes on wood–plastic composites showed that extrusion and injection improve dimensional stability by 84%, while panels made by injection and extrusion show better mechanical resistance, and extruded panels do not ignite and have self-extinguishing properties.
Nukala et al. 20 developed wood–plastic composites using recycled plastic waste and recycled wood waste and showed an increase in mechanical strength from 26.59 to 34.30 MPa, with better thermal stability and increased water absorption. Thiem et al. 21 studied the mechanical properties of a coconut shell powder composite with polypropylene and evaluated the influence of wood powder content and injection parameters. The results showed that wood powder content was the most influential factor in improving tensile strength, stiffness, and elastic modulus.
Although previous studies have investigated various wood–plastic composites, the integration of polycarbonate with teak wood has not yet been fully explored. Only recently have researchers started applying the Taguchi method to optimise the manufacturing parameters of composites containing teak wood. However, the combined effect of incorporating different proportions of polycarbonate into a teak wood and high-density polyethylene matrix, particularly using injection moulding technology, remains largely unexamined. The novelty of this study lies in its systematic analysis of how varying polycarbonate contents affect the mechanical performance of teak-based composites. This research specifically aims to evaluate tensile strength, impact toughness, and flexural strength, with the goal of determining the optimal composition for improved mechanical properties. Additionally, the study seeks to enhance the understanding of the interactions between polycarbonate, teak wood fibres, and the high-density polyethylene matrix, providing valuable insights for the future development of high-performance wood–plastic composites.
Materials and experimental procedure
Materials
The base material was HMCRP 100 N high-density polyethylene (HDPE) from Iran Petrochemical Company with a melt flow index (MFI) of 0.22 g/ 10 min (190 °C/5 kg) and a density of 0.948 g/cm3. After that, polycarbonate (Lotte PC-1100), Korean-made with a 1.2 g/cm3 density, was used. A coupling agent, polyethylene-graft-maleic anhydride (MA-PE, Fusabond 100D, DuPont) at 4 wt.%, was used. Teak wood chips were obtained from local markets in Baghdad, resulting from furniture leg turning. The Teak sawdust was sorted into three size classes using standard sieves in accordance with ASTM E11: 1.5–1 mm, 1–0.85 mm and 0.85–0.6 mm. A mechanical sifter was used to perform the sorting process, ensuring a uniform and accurate distribution of the particles used in the samples’ manufacture.
Sample preparation
The sawdust was ground using a grander machine (Masala-Herb Grinder Machine | Spice Grinder Machine VI-1000(B)), converted into small granules and then screened through a sieve laboratory (Model: SY-200 / SY-300) to achieve the required sizes. The material ratios were accurately measured using a sensitive balance to weigh the samples. A co-rotating twin screw extruder was used to achieve homogeneous wood–plastic composites, with the temperature set between 170 and 185 °C and the rotation speed adjusted to 115 rpm to ensure perfect homogeneity without burning the wood. A plastic granulation machine (WIESER- MASCHINENBAAU- GES.M.B.H- A-8992- ALTAUSSEE) was used to convert the wood–plastic composite into granules. The laboratory wood–plastic composites samples were formed using an NBM HXF-128 injection device at 185 °C and 120 MPa pressure. The dimensions of the tensile test specimens are: 165 mm long, 13 mm wide, and 3 mm thick according to ASTM D638. 22 As for the other tests, the dimensions of the flexural test specimens are 127 mm long, 13 mm wide, and 3 mm thick, as specified in ASTM D790. 23 The dimensions of the impact test specimens are: 63 mm long, 12 mm wide, and 3 mm thick, according to ASTM D256. 24 Figure 1 shows the experimental procedure diagram for obtaining the wood–plastic composite samples.
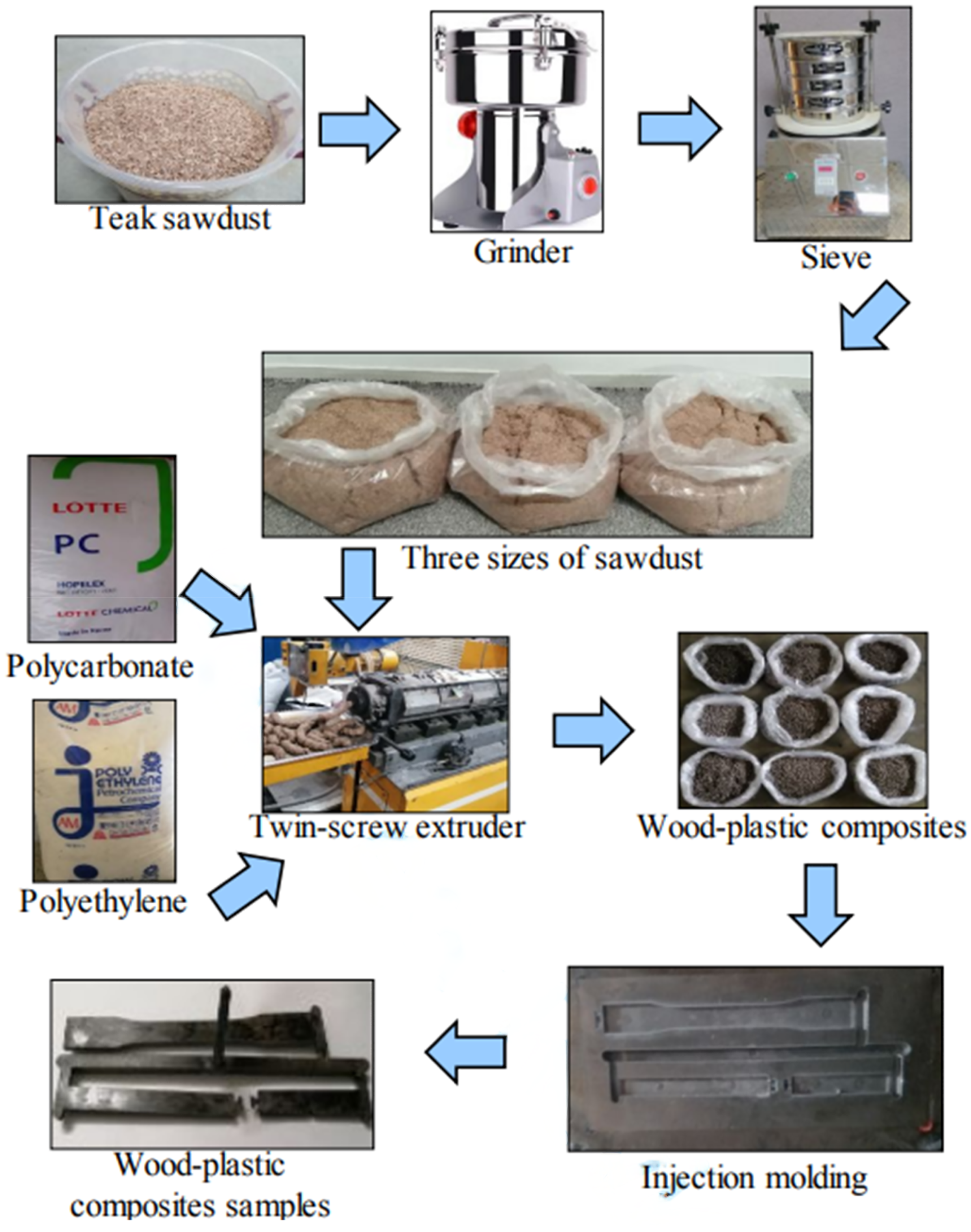
Experimental procedure diagram for producing wood–plastic composites.
Design of experiments
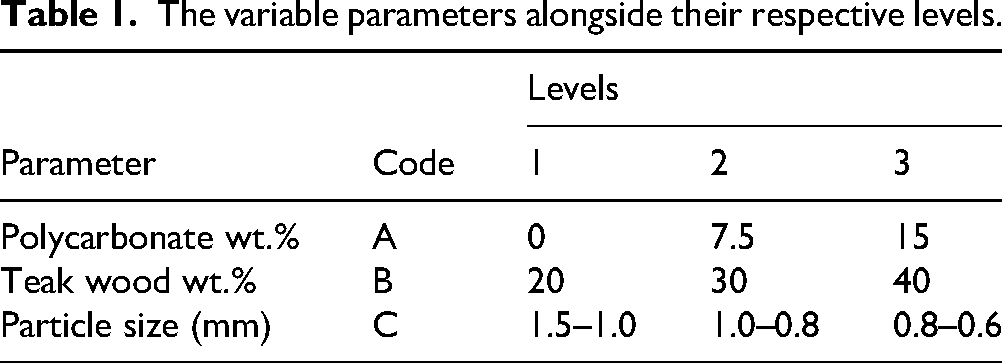
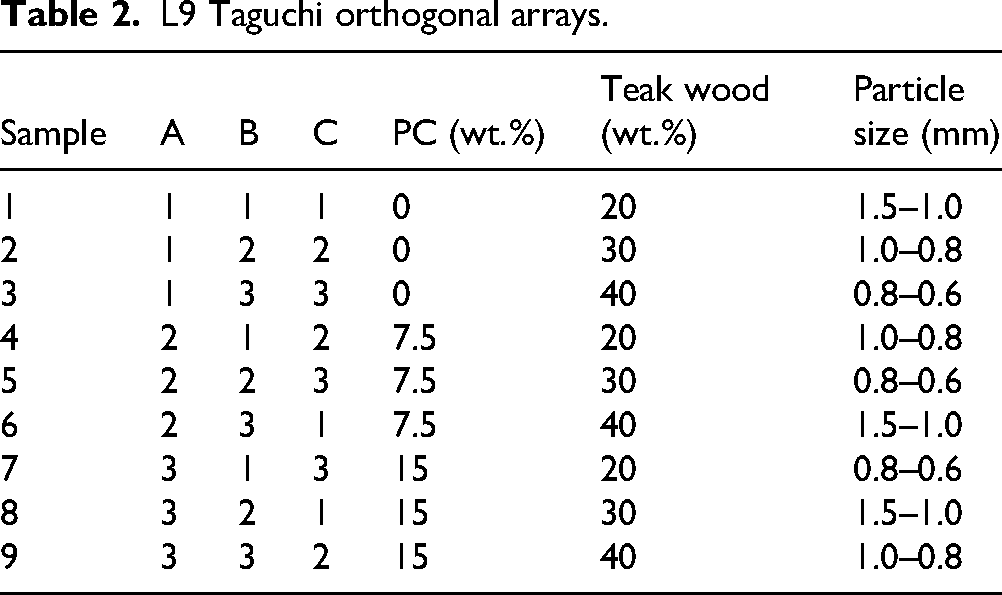
Previous studies have utilised the Taguchi technique for designing experiments, analysing results and optimising outputs for enhancing the accuracy of evaluations and providing a deeper understanding of the interactions between variables.25–27 The Taguchi method is used to reduce the required experiments at the lowest cost, improving the evaluation efficiency and enhancing resource utilisation.28,29 Minitab software was used to design and analyse the experiments using the Taguchi methodology, where three main factors were selected for the study: particle size, teak sawdust weight percentage, and polycarbonate weight percentage. The Taguchi L9 array was selected because it is an efficient design for studying the effects of three factors, each with three levels, while minimising the number of required experiments. A full factorial design would involve 27 experiments; however, using the Taguchi L9 array reduces this number to just nine experiments. This approach helps to save time, effort, and costs while still allowing for an assessment of the relative effects of the factors and enabling reliable statistical conclusions. Table 1 shows the details of the factors and their levels used in the research. The selection of filler materials, teak sawdust and polycarbonate, was based on a review of existing literature, which indicates effective ratios for wood–plastic composites. Specifically, teak sawdust was used at 20%, 30% and 40% by weight, while polycarbonate was tested at 0%, 7.5% and 15% to examine their impact on mechanical properties such as tensile, flexural, and impact strength. These filler concentrations were chosen to explore a practical range of effects while ensuring composite homogeneity and moldability. Table 2 shows the Taguchi L9 orthogonal experiment matrix used to obtain and analyse the results in the experimental research. The mechanical results were analysed using the Taguchi technique, where the signal-to-noise ratio (S/N) for each group of factor levels was calculated using the logarithm base 10 equation as presented in equation (1),30,31 where the highest value of the S/N ratio is considered the best.32,33
The variable parameters alongside their respective levels.
L9 Taguchi orthogonal arrays.
Characterisation of mechanical properties
The mechanical behaviour of the wood–plastic composite samples was evaluated by analysing their tensile strength, elongation at break, flexural strength, and impact resistance. For the tensile properties, tests were conducted using a universal testing machine (U60, Gotech, Taiwan) at a constant crosshead speed of 5 mm/min, following the ASTM D638 standard specifications. Standard dog-bone-shaped specimens were prepared accordingly. Flexural strength was determined using the same universal testing machine under three-point bending conditions, at a crosshead speed of 2 mm/min, in accordance with ASTM D790. The flexural test specimens measured 127 mm in length, 13 mm in width and 3 mm in thickness. Impact resistance was evaluated using the Charpy impact test method according to ASTM D256. The impact test specimens were 63 mm long, 12 mm wide and 3 mm thick, featuring a V-notch with a 45° angle and a depth of 2.54 mm to facilitate fracture. For each mechanical test, three specimens were tested to ensure repeatability and accuracy. The average values obtained from the three measurements were recorded and reported as the final results. These mechanical properties were subsequently analysed and optimised to better understand the influence of polycarbonate content on the overall performance of the composites.
Multi-criteria decision-making technique
In complex engineering problems, decision-making often involves evaluating multiple, and sometimes conflicting, criteria. Multi-criteria decision-making (MCDM) techniques provide a structured approach to systematically compare and rank alternatives based on several performance indicators.34–36 MCDM techniques are commonly employed in different industrial processes. 37 Methods such as TOPSIS–Taguchi, Gray–Taguchi and PSI–Taguchi highlight their effectiveness in various areas of materials science and engineering. 38
In the context of composite material development, where mechanical properties such as tensile strength, elongation at break, flexural strength, and impact resistance must be considered simultaneously, MCDM methods are particularly valuable. By applying MCDM, a comprehensive assessment of each alternative's overall performance can be achieved, facilitating the selection of the most balanced and optimal material formulation.39,40
Among the various MCDM techniques, the simple additive weighting (SAW) method is widely recognised for its simplicity, transparency and effectiveness.
41
SAW operates by assigning a weight to each criterion based on its relative importance and calculating the weighted sum of the normalised performance values for each alternative.42,43 In this study, SAW was employed to evaluate nine different composite formulations (alternatives) across four key mechanical properties (criteria). Each performance value was normalised to ensure comparability, after which the weighted scores were summed to determine an overall ranking for the alternatives. This approach enables a clear and quantitative comparison, supporting the identification of the composite with the most favourable combination of mechanical properties. A weighted evaluation method was employed, utilising the maximum values for each criterion, and converting these values to a range of 0 to 1, as described in equation (2). In this system, higher values indicate better performance.
Wood–plastic composites’ performances were examined based on tensile strength, elongation at break, flexural strength and impact resistance, with each property assigned 25% importance, and the final score for each model was calculated using equation (3):
Results and discussion
The results demonstrate the promising potential of these materials for use in plastic injection applications, particularly in automotive, aerospace and electrical components. This is attributed to their favourable balance between high mechanical performance and environmental sustainability. Consequently, this material offers an environmentally friendly alternative that aligns with the global trend towards sustainable manufacturing.
Mechanical properties
Flexural strength
Figure 2 presents the results of flexural strength for woo-plastic composites and pure HDPE samples. As shown in Figure 2, the simultaneous addition of teak wood fibres and low weight percentages of polycarbonate significantly enhanced the flexural strength of the composites. The flexural strength values of wood–plastic composites ranged from 29.375 to 45 MPa, depending on the specific formulation and additive content. In comparison, the flexural strength of pure HDPE was recorded at 23.13 MPa. All wood–polycarbonate-reinforced HDPE composite samples exhibited higher flexural strength than pure HDPE, with a maximum improvement of approximately 94.6%. This improvement suggests a synergistic reinforcing effect between the teak wood fibres and the polycarbonate within the HDPE matrix. The combination of rigid teak wood particles and small amounts of polycarbonate improved the load transfer efficiency and restricted the polymer chain mobility, resulting in enhanced resistance against bending forces. These findings confirm that the co-addition of natural fibres and a secondary thermoplastic phase can significantly improve the flexural performance of wood–plastic composites.
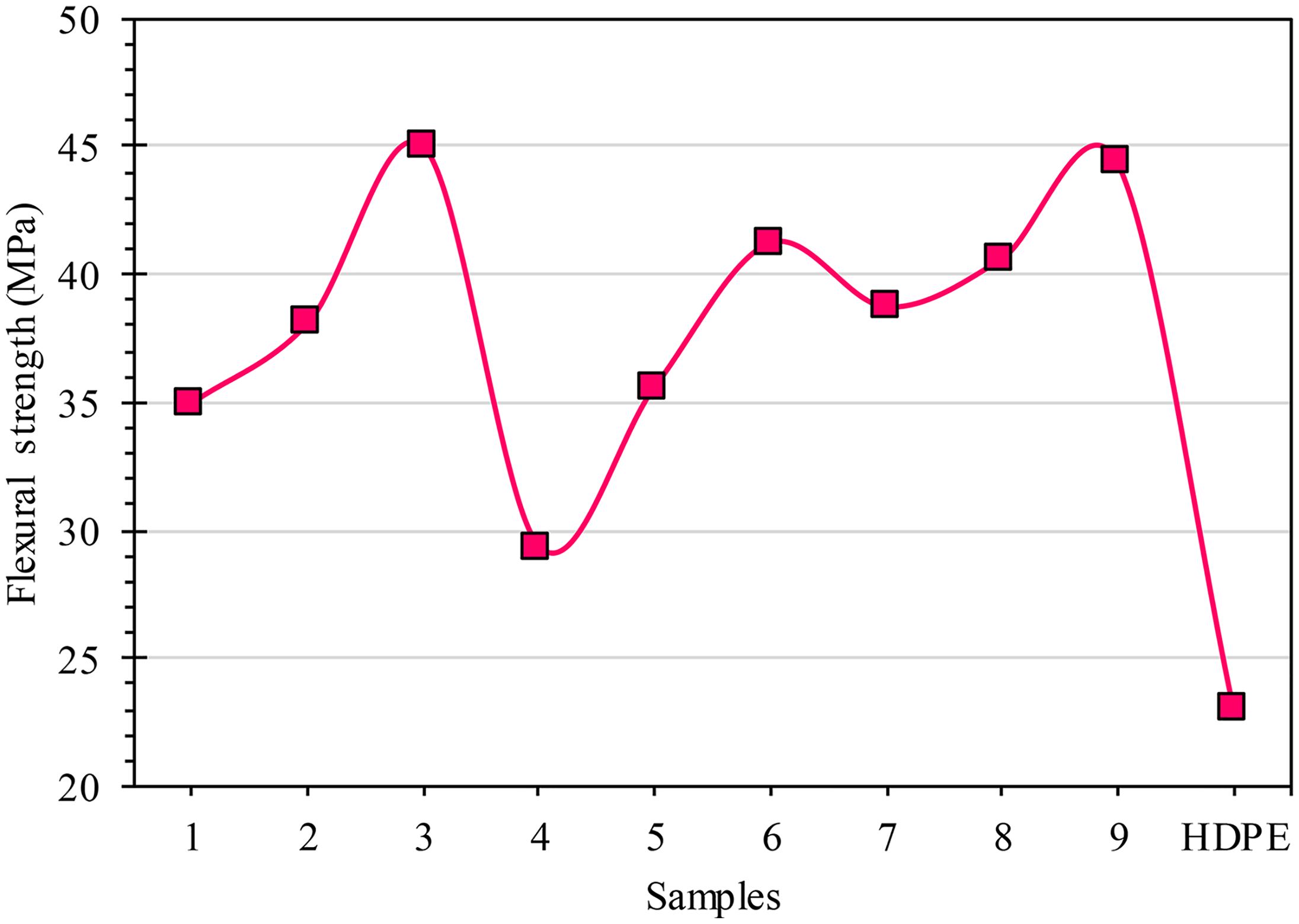
Flexural strength of wood–plastic composites and pure HDPE.
Tensile strength and elongation at break
Figure 3 shows the tensile strength and elongation at break values for all wood–plastic composite samples in comparison to pure HDPE. The results show that sample 2 demonstrated a slightly higher tensile strength than the pure HDPE material, in contrast to the other wood–plastic composite samples. The tensile strength of the wood–plastic composites ranged from 26.68 to 31.83 MPa, while the tensile strength of the pure HDPE sample was measured at 31.54 MPa. In terms of elongation at break, the wood–plastic composite samples recorded values between 5% and 18.3%, whereas pure HDPE exhibited an elongation ratio of 30.93%. These findings can be attributed to adding wood fibres to the polymer. This inclusion tends to increase stress concentrations and diminish bonding at the microscopic level within the composite structure, ultimately reducing its ability to elongate before failure.
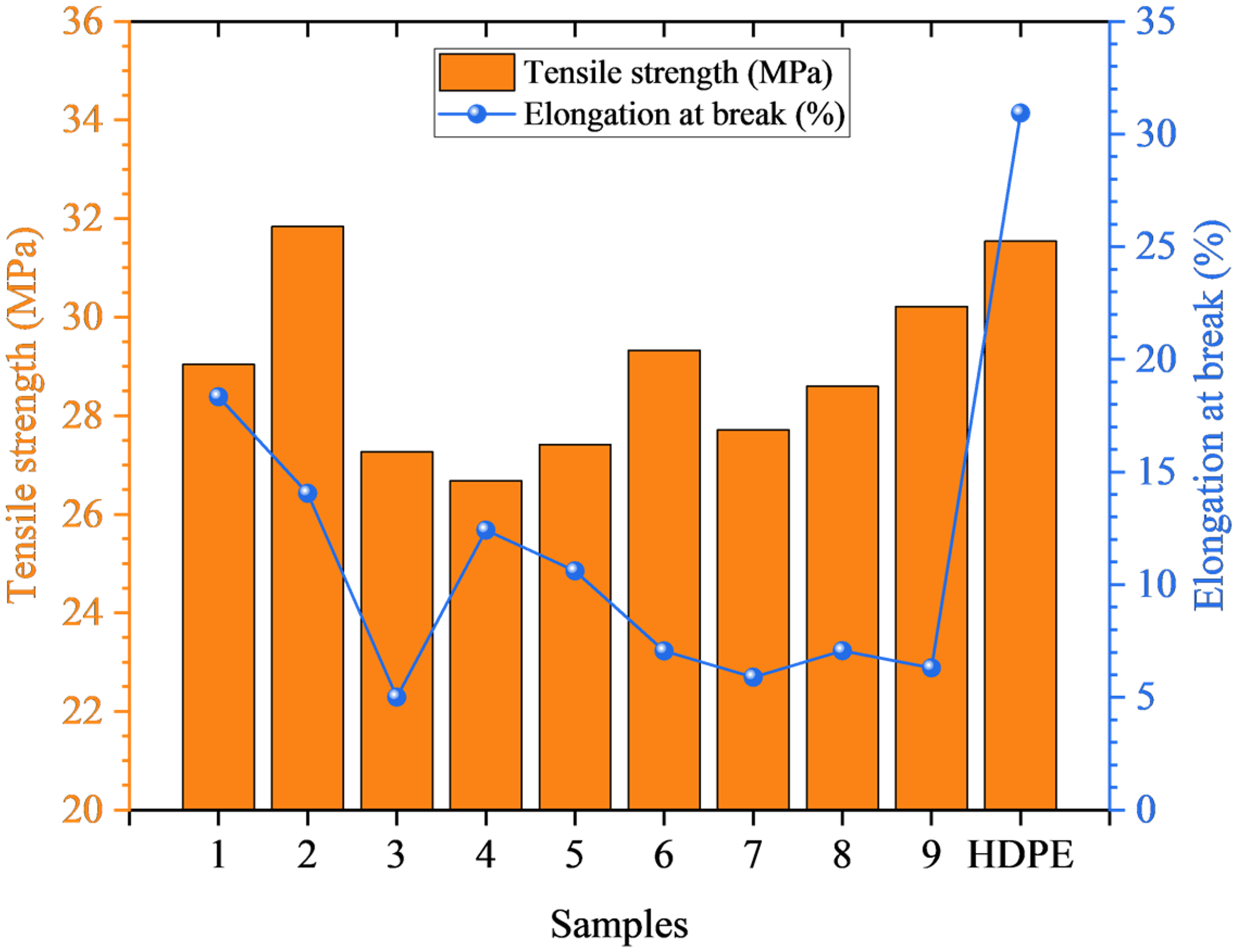
Tensile strength and elongation at break of wood–plastic composites and pure HDPE.
Impact resistance
Figure 4 presents the impact resistance results for both wood–plastic composites and pure HDPE samples. Impact resistance is a critical property that reflects the material's ability to absorb energy during sudden external impacts, thus indicating its toughness. The impact resistance of the wood–plastic composites varied between 14.75 and 26.88 kJ/m2, depending on the composition and the amount of added teak wood fibres and polycarbonate. In comparison, pure HDPE exhibited a significantly higher impact resistance value of 48.16 kJ/m2. As illustrated in Figure 4, the incorporation of teak wood fibres combined with low percentages of polycarbonate into the HDPE matrix led to a noticeable reduction in impact resistance. This decrease can be attributed to the inherently brittle nature of the rigid wood particles and the partial incompatibility at the fibre–matrix interface, despite the presence of compatibilisers like MAPE. The stiffening effect induced by the wood fibres and the restricted matrix deformation capacity due to the secondary polycarbonate phase reduce the material's ability to dissipate impact energy, thus lowering the overall impact toughness. Nevertheless, while the composites exhibit lower impact resistance compared to pure HDPE, they offer a favourable balance between mechanical stiffness and acceptable toughness, making them suitable for semi-structural applications where high rigidity is prioritised over extreme impact absorption.
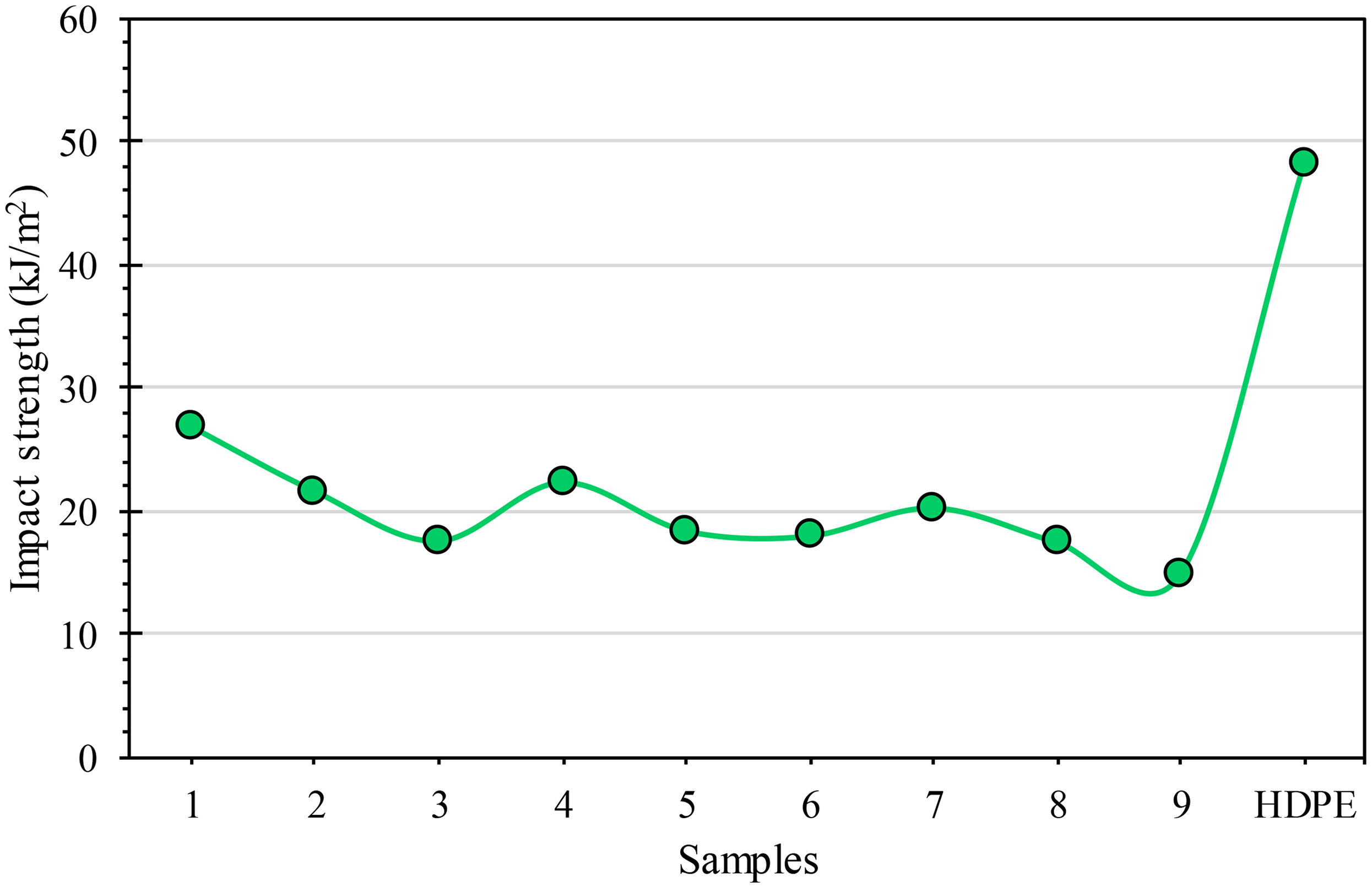
Impact resistance of wood–plastic composites and pure HDPE.
Optimisation using the Taguchi technique
The Taguchi method analyses the influence of each factor using the signal-to-noise (S/N) ratio to determine its optimal effect on product quality.44–46 This approach evaluates the contribution of each factor to the process response, helping to enhance performance and minimise result variability, thereby achieving a more stable and efficient process.47,48 Figure 5(a) shows the effect of parameters and their levels on the tensile strength. The size of teak sawdust has the most significant effect on the tensile strength. The second level of particle size, 1–0.85 mm, has the most critical impact, followed by the first level, 1.5–1 mm, while the third level, 0.85–0.6 mm, has a negative effect. The second influential parameter is polycarbonate, where 0% of the weight has the best impact on the tensile strength. In contrast, the second level, 7.5 wt.%, has a negative impact, and the third level, 15 wt.%, has a better effect. The weight percentage of sawdust is considered the third influential parameter. The second level, which contains 30 wt.%, has the best impact on the tensile strength, followed by the third level, which contains 40 wt.%, while the first level, which includes 20 wt.%, decreases the tensile strength. Figure 5(b) shows that the weight ratio of sawdust has the most significant effect on the elongation at break. The first level, 20 wt.%, has the most significant effect on the elongation at break, and its impact gradually decreases as the weight ratio of wood increases. 40 wt. % of teak wood has a negative effect on the elongation at break. The weight ratio of polycarbonate has the second significant effect on the elongation at break. The first level, 0 wt.%, has the better effect. This means that not adding polycarbonate gives better results in the elongation at break. The effect gradually decreases at 7.5 wt. % and is negative at 15 wt.%. The particle size is considered less influential than the rest of the parameters. The second level of particle size, 1–0.85 mm, has the most significant effect, followed by the first level, 1.5–1 mm, while the third level, 0.85–0.6 mm, is considered less influential on the elongation at break. From Figure 5-(c), it can be noticed that the weight percentage of teak wood sawdust has the most significant effect on the flexural strength, as the third level, 40 wt.%, has the most significant impact and the flexural strength gradually decreases as the percentage decreases, and at 20 wt. % and 30 wt. % their effect is negative on the flexural strength. Polycarbonate is considered the second parameter affecting the flexural strength, and 15 wt. % is considered to have the most significant effect, followed by 0 wt. %, while 7.5 wt. % has a negative impact. The particle size of teak wood sawdust has the least effect on the flexural strength. The third level, 0.85–0.6 mm, is considered the most influential, followed by the first level, 1.5–1 mm. The second level, 1–0.85 mm, has a negative effect on the flexural strength. From Figure 5-(d), it can be seen that the weight percentage of teak wood has the most significant effect on the impact resistance, as the first level of 20 wt. % has the most significant influence and the impact resistance gradually decreases as the percentage of wood in the compound increases, and 30 wt. % and 40 wt. % are considered to have a negative effect. Polycarbonate is regarded as the second parameter affecting the impact resistance, as the first level of 0 wt.%, i.e., when polycarbonate is not added to the compound, gives better results than compounds containing polycarbonate. The third parameter, particle size, has the most negligible effect on the impact resistance, as the first level of 1.5–1 mm has the most significant influence, and the second and third levels have a negative effect on the impact resistance.
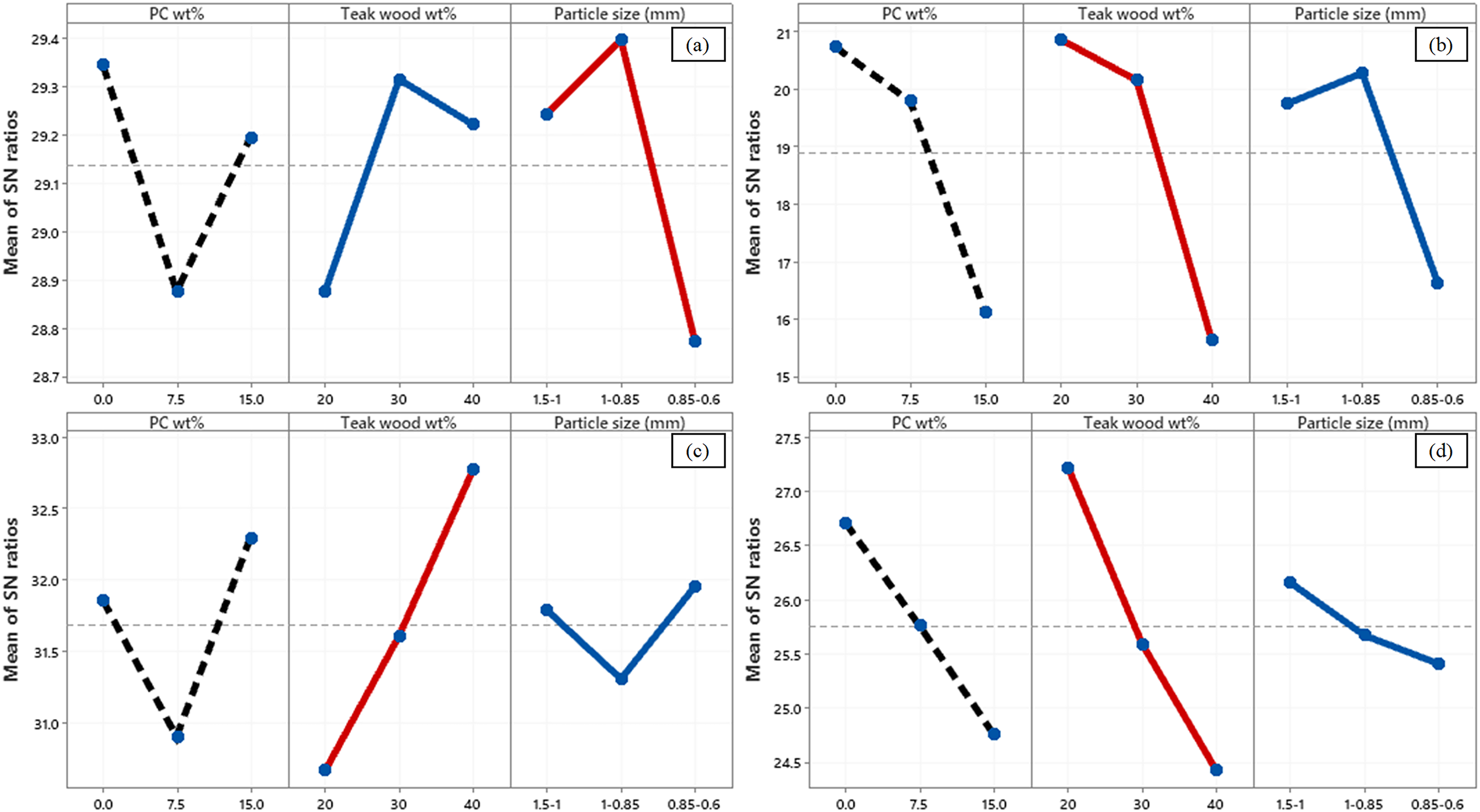
Optimisation of tensile strength (a), elongation at break (b), flexural strength (c), and impact resistance (d) using signal-to-noise ratio analysis.
Signal-to-noise ratio and mean analyses
Analysis can generally be classified into two main types: graphical analysis and numerical analysis. Numerical analysis is typically more accurate and provides a deeper, more detailed understanding of experimental data. In this context, Figure 6 presents the signal-to-noise ratio and mean effect numerically, which contributes to a more precise interpretation of the experimental results. According to the Taguchi methodology, employing the “larger is better” principle, both the S/N and mean values are utilised to determine the optimal parameter levels. The highest values in both indicators are particularly emphasised, as they signify optimal sample performance. As shown in Figure 6, sample 2 recorded the highest tensile strength, supported by a top S/N of 30.06 dB and a mean effect of 31.84 MPa. For elongation at break, sample 1 demonstrated the highest value, with S/N and mean effect values of 25.27 dB and 18.33%, respectively. In terms of flexural strength, sample 3 achieved the highest value, with corresponding S/N and mean effect values of 33.06 dB and 45.00 MPa. Regarding impact resistance, sample 1 recorded the highest result, supported by S/N and mean effect values of 28.59 dB and 26.88 kJ/m2, respectively. These results indicate that numerical analysis, using the S/N and mean effect indices, is an effective and accurate method for determining optimal material combinations. This analysis enhances mechanical performance and guides informed design decisions in industrial applications.
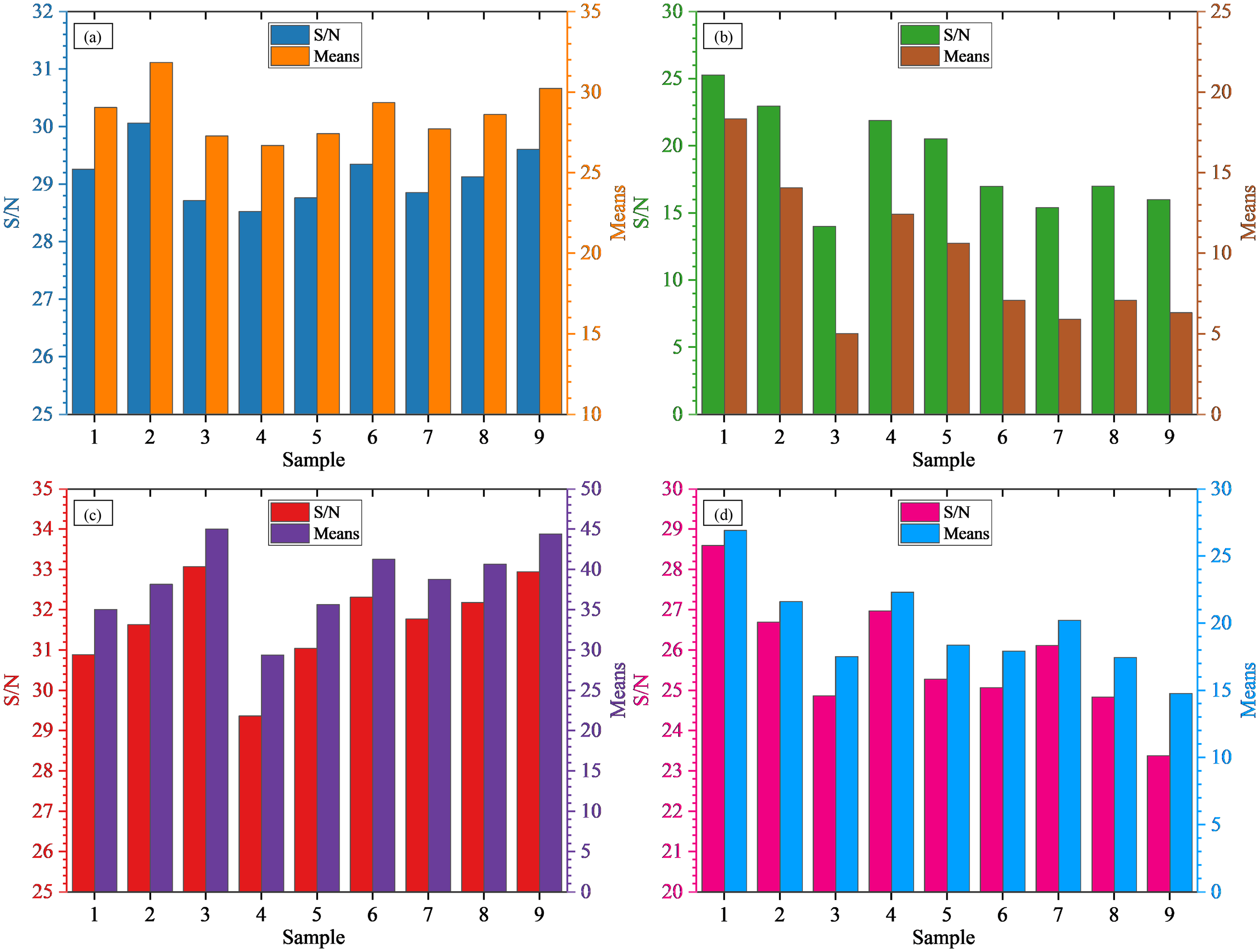
Results of signal-to-noise ratio and mean analysis of tensile strength (a), elongation at break (b), flexural strength (c), and impact resistance (d).
Comparison of results: Current study versus previous research
The parameters of plastic injection moulding, such as temperature and injection pressure, significantly influence the physical and mechanical properties of the final products, as reported by several previous studies.49–51 Therefore, making a direct comparison between the current results and those from earlier studies may not be entirely accurate due to variations in manufacturing conditions and operational parameters. However, a precise comparison can be made with one of our previous studies, which used the same base materials and maintained identical operating conditions in terms of temperature, pressure, and methodology. The main difference between the two studies lies in the type of additive used: teak wood in the current study versus walnut shells in the previous study. 52
Figure 7 highlights the significant differences between the results of the current study, which used teak wood as a filler, and a previous study 52 that utilised walnut shells. In both studies, all other factors were held constant, including the base materials, weight ratios, grain size, operating conditions, equipment and working methods. In terms of tensile strength, the results indicated that sample 2 in the teak wood–plastic composite achieved the highest value at 31.84 MPa. In comparison, sample 1 in the walnut shell wood–plastic composite recorded the highest value at 34.34 MPa, resulting in a difference of approximately 7% in favour of the walnut shell. Notably, neither sample 1 in teak wood–plastic composite nor sample 2 in walnut shell wood–plastic composite contained polycarbonate, underscoring the direct impact of the type of wood filler used. Regarding elongation at break, sample 1 in the teak wood–plastic composite exhibited the highest value at 18.34%, while sample 4 in the walnut shell wood–plastic composite reached 18.81%. Although this difference is minor, walnut shells can be considered superior in terms of elongation with an approximate increase of 2.6%. When evaluating flexural strength, the teak wood–plastic composite demonstrated a significantly greater value, with sample 3 reaching 45 MPa compared to 33.13 MPa for sample 6 in the walnut shell wood–plastic composite. This represents a difference of around 36% in favour of teak wood. In terms of impact resistance, sample 1 was the best of both wood–plastic composites, as it also did not contain polycarbonate. However, impact resistance was higher in the walnut shell wood–plastic composite, with a difference of approximately 18% compared to the teak wood–plastic composite (31.80 kJ/m2 compared to 26.88 kJ/m2).
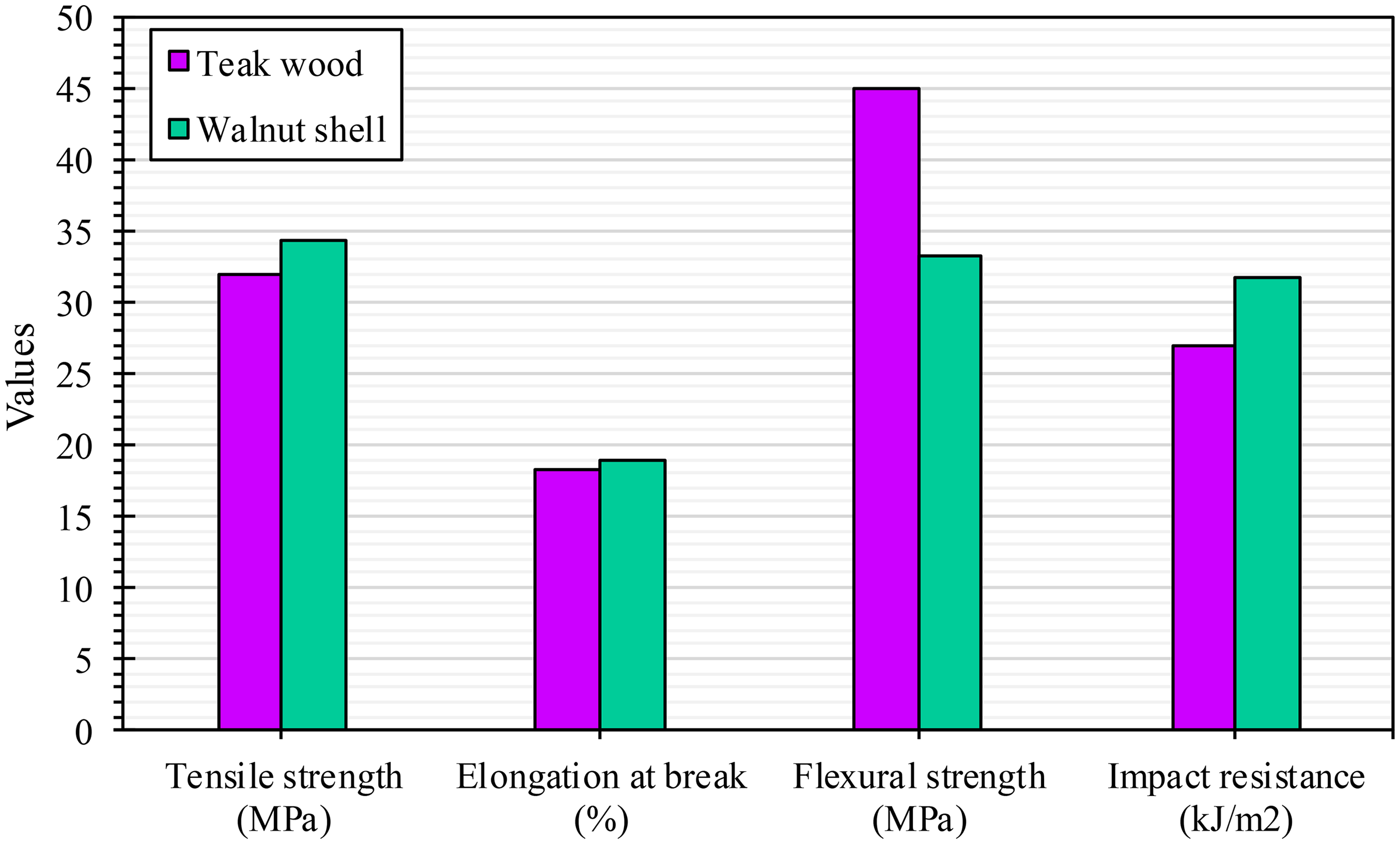
A comparison analysis between tensile strength, elongation at break, flexural strength, and impact resistance of the teak wood–plastic composites in this study and walnut shell–plastic composites in the previous study. 52
MCDM analysis
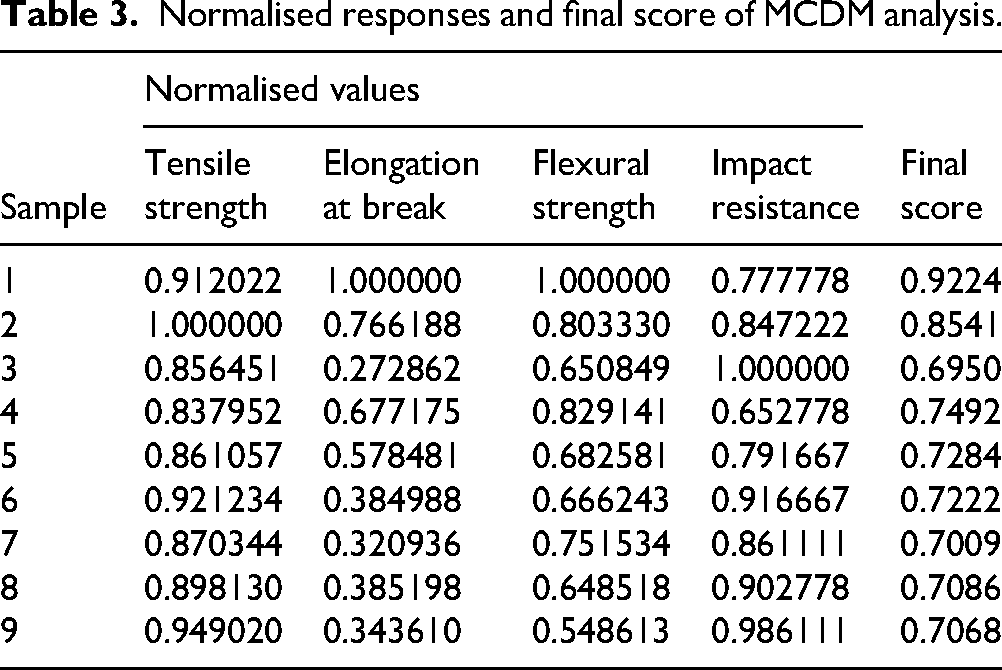
According to the MCDM analysis results shown in Table 3, sample 1 achieved the highest final score of 0.9224, indicating its superior overall performance across the four evaluated mechanical properties. This sample demonstrated excellent tensile strength, elongation at break, and flexural strength, along with a relatively high impact resistance. Although sample 2 also showed strong mechanical behaviour, its slightly lower elongation at break compared to sample 1 affected its overall ranking. Samples 3 to 9 exhibited moderate to lower final scores, reflecting imbalances among the evaluated properties. Therefore, sample 1 was identified as the most suitable formulation for producing teak wood–plastic composites. This wood–plastic composite sample contains 20 wt. % of teak wood with sizes of 1.5–1.0 mm and does not include polycarbonate.
Normalised responses and final score of MCDM analysis.
Conclusions
This study evaluated the effect of adding teak sawdust and PC on the mechanical properties of a wood–plastic composite manufactured by HDPE. The composite was processed using an injection moulding technique, with a 4 wt. % compatibiliser (MAPE) content. Experiments were designed using a Taguchi L9 array, and the best model was selected based on MCDM analysis. The results indicated that the tensile strength ranged from 26.68 MPa to 31.83 MPa, and the addition of PC did not enhance this property. In fact, the tensile strength was better without the addition of PC. Elongation at break varied between 5% and 18.3%, with an overall efficiency decrease of 40.8%, primarily due to the properties of HDPE. The percentage of sawdust was the most significant factor affecting tensile strength, with 20% sawdust yielding the best results; however, performance declined progressively beyond this percentage. For flexural strength, results ranged from 29.38 to 45 MPa. A notable improvement was observed with the incorporation of 15% PC, indicating a partial benefit to flexural strength. Nevertheless, the overall enhancement was limited. Impact strength decreased by 44.2%, measuring between 14.75 and 26.88 kJ/m2. The optimal results for impact strength occurred without any PC, suggesting that its addition negatively impacted this property. The findings illustrate that teak sawdust is an effective component for enhancing the mechanical properties of wood–plastic composites, particularly when not exceeding a 20 wt. %. However, the addition of PC, under the tested conditions, proved to be neither effective nor economically viable for improving these mechanical properties. Based on the improved mechanical performance, the developed composite materials can be utilised in the manufacture of interior and exterior components for automotive and aircraft applications, such as interior panels, pillar covers, and door trims. We recommend that future studies investigate hybrid compositions that combine teak sawdust with other fillers or reinforcers to further enhance the mechanical performance of wood–plastic composites, allowing for their use in more demanding engineering applications.
Footnotes
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.