
Abstract
Hybrid bio-composites integrating renewable lignin and synthetic glass fibres have emerged as sustainable alternatives to traditional composites, addressing the environmental concerns associated with non-degradable synthetic materials. This study investigates the synergistic effects of lignin and glass fibres on the mechanical properties of glass fibre-reinforced polymer composites (GFRPs). Composite samples were fabricated with varying weight percentages of lignin (0%, 2%, 4%, and 6%) and glass fibres (1%, 2%, and 3%), adhering to ASTM standards for tensile, bending, and impact tests. The findings reveal that lignin significantly enhances the tensile and bending properties at optimal concentrations. However, excessive lignin (>4 wt%) reduces the composite's performance due to interface disruptions. Flexural strength exhibited a similar trend, with a peak at lower lignin concentrations. Numerical simulations using ABAQUS software showed good agreement with experimental results, validating the computational approach. The results of this study demonstrate that lignin can serve as an effective reinforcing agent in hybrid composites, improving mechanical properties while reducing environmental problems.
Introduction
The escalating environmental concerns and depletion of petrochemical resources have increased the focus on developing sustainable and environmentally friendly materials. 1 This shift has led to increased interest in biorenewable polymer-based materials, particularly in the field of composite materials where the integration of bio-based components offers promising alternatives to conventional petroleum-derived materials. 2 Bio-composites have garnered considerable attention due to their significant advantages, including renewability, low cost, low density, recyclability, and biodegradability. 3 These materials are suitable for a wide range of industrial applications, such as automotive, railway, aerospace, construction, and packaging. This becomes more important considering the recent interest in the field of eco-friendly materials in the circular economy, that is, the capability of reusing materials in a sustainable approach. 4 Among various biopolymers, natural fibres such as flax, bamboo, and lignin show promise due to their abundance and low cost. 5 Recent years have witnessed significant advances in the high-value utilisation of lignin beyond traditional composite reinforcement. For instance, lignin-derived polyurethane elastomers have been developed for robotic flexible protective layers, demonstrating outstanding mechanical properties and multifunctionality. 6 Lignin has also been successfully employed as a reinforcing agent in solid-state battery electrolytes, where its polar groups promote uniform lithium deposition and suppress dendrite formation. 7 Furthermore, lignin-derived porous carbon frameworks have shown exceptional performance as anode materials for sodium-ion hybrid capacitors, 8 and bimetallic catalysts supported on N-doped carbon derived from lignin have enabled efficient hydrogenolysis of lignin to aromatic monomers. 9 Green synthesis routes for aminated lignin have also been developed for heavy metal removal from wastewater. 10 These emerging applications highlight the growing potential of lignin as a sustainable platform material for energy, environmental, and advanced composite systems. The lignin's unique chemical structure, rich in aromatic compounds, allows it to serve as multi-functional constituents in composites, such as reinforcers, fillers, compatibilisers, and stabilising agents. The incorporation of lignin into polymer matrices has shown potential for enhancing mechanical properties, thermal stability, and environmental resistance. 1 However, the implementation of lignin in composite materials faces several challenges, primarily related to its complex structure and compatibility with polymer matrices. Most current studies focus on using lignin as an additive to alter phase adhesion, 11 water absorption, and ultraviolet radiation stability. 12 Also, there is a wealth of investigations to fabricate bio-based epoxies in which the lignin constitutes most of the epoxy.
Glass fibre hybridisation offers substantial mechanical and performance advantages when combined with natural fibres in polymer composite systems. Glass fibre is recognised as one of the strongest known fibres and serves as a primary reinforcing material in polymer composites, though its high cost and brittleness have led to strategic hybridisation with more ductile natural fibres to create economical and mechanically superior composites. 13 Studies reveal that the combination of kenaf and glass fibres results in enhanced tensile, flexural, and impact strengths compared to individual fibre composites. 14 Additionally, this hybrid system offers improved creep resistance, as glass fibres reinforce the polymer matrix against deformation under sustained loads. 14 The development of hybrid fibre reinforced polymer composites represents a strategic approach to overcome the limitations of single-fibre reinforced systems. This is achieved by combining multiple reinforcement types within a single polymer matrix. These hybrid composites consist of two or more fibres in a matrix system, where different fibres are reinforced with suitable matrix materials using various manufacturing methodologies. The fundamental advantage of this hybridisation approach lies in the ability to achieve enhanced mechanical, thermal, and damping properties compared to conventional single-fibre reinforced composites. Research has demonstrated that hybridisation of both natural and synthetic fibres can effectively improve the final mechanical properties of polymer matrix composites, confirming that the strategic combination of different fibre types enhances overall composite performance. 15 These hybrid systems are increasingly replacing traditional materials including wood, wood fibre composites, and conventional materials across various applications.
Feghali et al. 16 fabricated a lignin bio-epoxy based on bisphenol, the diglyceryl ether (BADGE), which surpasses the petroleum-based BADGE in terms of mechanical properties. However, only a few studies focused on hybrid lignin/glass fibre-reinforced epoxy resins and their mechanical properties. Ferdousian et al. 17 added two types of polymerised lignin [kraft and depolymerised organosolv lignin (DOL)] to the epoxy resin. They showed that adding lignin at the rate of 2 wt% to epoxy increases the bending strength, tensile strength, and toughness of the composite. Also, the polypropylene/lignin/flax hybrid composites show a 50% increase in strength by adding a small amount of flax and 50 vol% lignin to the bio-composites. This study focuses on the variation of mechanical properties with lignin concentration in a glass fibre-reinforced composite. Machado et al. 18 explored the inclusion of lignin in bio-based vinyl ester resins. This work demonstrated that lignin incorporation at 4% by weight increased the resin's tensile strength by 27% and shear strength by 4%, alongside improving the glass transition temperature (Tg) by 8°C. These advancements are attributed to lignin's complex aromatic structure, which enhances the stiffness and heterogeneity of the polymer matrix. A study by Tanjung et al. 19 investigates the efficacy of esterified lignin as a surface modifier in polymer composites, revealing its potential to significantly enhance interfacial adhesion and mechanical strength. The research highlights two forms of esterified lignin ‒ acrylated organosolv lignin (AOSL) and acrylated alkaline lignin (AAL) ‒ used to modify chitosan fibres within a polypropylene (PP) matrix. They showed that compared to unmodified composites, the AOSL-modified composites demonstrated a 32.15% increase in tensile strength, whereas the AAL-modified composites improved tensile strength by 26.43%. Additionally, the incorporation of lignin contributed to better thermal stability and crystallinity in the composites. Meek et al. 20 successfully synthesised lignin-based carbon fibres using multifilament melt-spinning and optimised stabilisation and carbonisation techniques. These fibres demonstrated mechanical properties, including a tensile modulus of 36 GPa and a failure stress of 600 MPa. Despite their lower mechanical properties compared to polyacrylonitrile (PAN) carbon fibres, lignin fibres exhibited promising interfacial properties when used in composite manufacturing. The study highlighted their potential for non-structural applications and provided insights into enhancing fibre/resin bonding through improved processing techniques and material modifications.
Recent life cycle assessment (LCA) studies have shown promising results regarding the environmental impact of lignin-based materials. For instance, bio-based resins incorporating lignin have demonstrated a 45% lower global warming potential compared to their fossil-derived counterparts. 18 Furthermore, the incorporation of lignin has been shown to enhance various material properties, including mechanical strength, thermal stability, and UV resistance. 18 From a mechanistic perspective, lignin can influence composite performance through several pathways. At low concentrations (typically <2 wt%), lignin may act as a plasticizer, increasing molecular mobility and reducing crosslink density, which leads to a temporary decrease in stiffness. 21 At moderate concentrations (2–4 wt%), lignin's rigid aromatic structure enables the formation of a percolating network that restricts polymer chain mobility and enhances stress transfer across the matrix. 18 However, at higher concentrations (>4 wt%), lignin particles tend to agglomerate due to poor dispersion and self-association, creating stress concentration sites and forming a weak interphase layer around reinforcing fibres.17,22 These competing mechanisms ‒ plasticisation, network formation, and agglomeration-induced debonding ‒ are central to understanding the non-linear mechanical trends observed in this study. Despite these mechanistic insights, there remains a significant gap in understanding the optimal formulation and processing window for hybrid composites containing both lignin and glass fibres. Specifically, systematic studies investigating the synergistic effects of varying both lignin and short glass fibre content simultaneously on the full spectrum of mechanical properties (tensile, flexural, and impact) are scarce. 23 Most existing research either focuses on lignin as a matrix modifier in neat resins or on hybrid systems with other natural fibres, leaving the lignin/glass fibre/epoxy ternary system underexplored. Furthermore, validating experimental findings through robust numerical simulations is often lacking in such bio-composite studies. Therefore, the novel contribution of this work is threefold: first, it provides the first systematic mapping of the complete mechanical property envelope for a ternary epoxy/short glass fibre (1–3 wt%)/lignin (0–6 wt%) system without any coupling agents. Second, it investigates whether a critical lignin threshold exists and how glass fibre content modulates the effectiveness of lignin as a reinforcing agent. Third, it offers numerical validation using ABAQUS of the experimentally observed mechanical behaviour, which remains rare in lignin-based bio-composite literature. In comparison with previous studies on lignin/glass fibre hybrid composites, several distinctive features of the present work should be highlighted. First, while most existing research employs coupling agents or surface treatments to enhance interfacial adhesion,12,19 we intentionally avoided any such modifiers to isolate and investigate the intrinsic interactions between lignin, glass fibres, and the epoxy matrix. This coupling-agent-free approach provides a baseline understanding of the inherent reinforcing mechanisms of unmodified lignin. Second, unlike prior studies that typically focus on a single mechanical property (e.g., tensile or flexural strength),13,17 the present work provides a full-spectrum mechanical characterisation encompassing tensile, flexural, and impact properties across twelve different compositions. Third, while numerical validation is rare in lignin-based bio-composite literature, we provide quantitative simulation using ABAQUS with a validated error analysis (average error of 2.2% across three compositions and three loading conditions). These three features ‒ coupling-agent-free preparation, full-spectrum mechanical characterisation, and quantitative simulation validation ‒ collectively distinguish this study from previous reports and provide a more complete understanding of the lignin/glass fibre/epoxy ternary system. By combining the environmental benefits of lignin with the established mechanical properties of glass fibres, this study aims to develop composites that balance performance with sustainability, offering a viable alternative to conventional petroleum-based materials.
Materials
Glass fibres can be produced in different lengths (5, 4, 6, and 12 mm) and various colours (blue, red, green, yellow, etc.), which improves the mechanical properties of epoxy resin. Chopped fibres with a length of 6 mm are used, Figure 1(a). The lignin is calcium lignosulfonate, which is in powder form and is also implemented as the reinforcement constitutes Figure 1(b). The purified lignosulfonate was prepared for this study at the Lignotech, South Africa (Lignotech, n.d.). Tables 1 and 2 summarise the technical specifications of the glass fibres and calcium lignosulfonate, respectively. The epoxy resin (KER828, Kumho P&B Chemicals, South Korea) containing epoxide and hydroxyl functional groups was used as the matrix, with a density of 1.16 g/cm3 at 25°C and an epoxy equivalent weight (EEW) of 185–190 g/eq. The curing agent was a polyamine-based hardener (KFH-141, Kumho P&B Chemicals, South Korea) with primary amine (–NH₂) functional groups, a density of 0.97 g/cm3, and a mixing ratio of 100:13 parts by weight (resin:hardener), as recommended by the manufacturer. No coupling agents or surface modifiers were used for either the glass fibres or the lignin powder in this study, in order to isolate and investigate the intrinsic effects of their unmodified incorporation on the composite properties. It should be noted that the lignin used in this study is calcium lignosulfonate. The findings may not be directly transferable to other lignin types (e.g., kraft, organosolv, or enzymatic hydrolysis lignin) without further validation, as the chemical structure, molecular weight, and functional group content vary significantly among different lignin sources. The tensile, impact, and bending test samples are made according to ASTM D638 (2014), ASTM D256 (2018), and ASTM D790 (2017), respectively. It should be noted that while the absence of coupling agents in this study was intentional to isolate intrinsic interactions, practical applications ‒ particularly those involving higher lignin contents (>4 wt%) ‒ may benefit from the use of appropriate coupling agents or surface treatments to enhance interfacial adhesion and overall mechanical performance.
(a) Chopped glass fibres and (b) the lignin powder used for making the composite specimens.
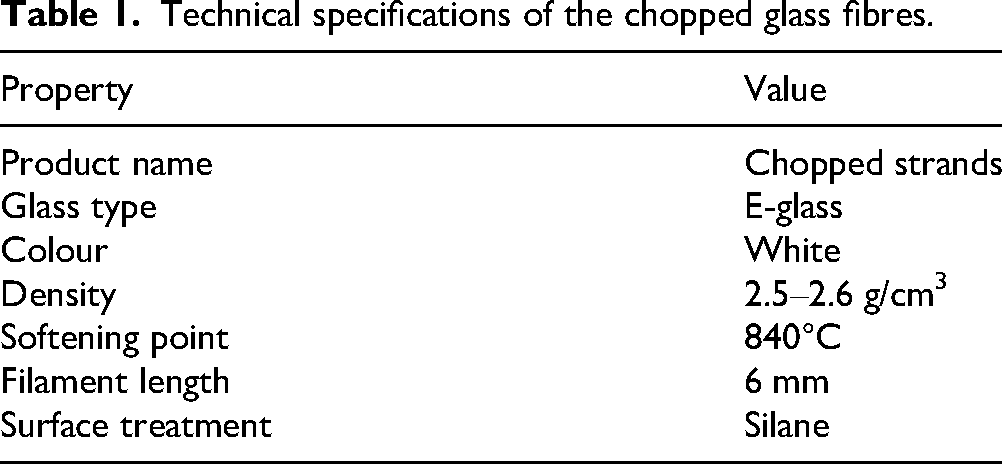
Technical specifications of the chopped glass fibres.
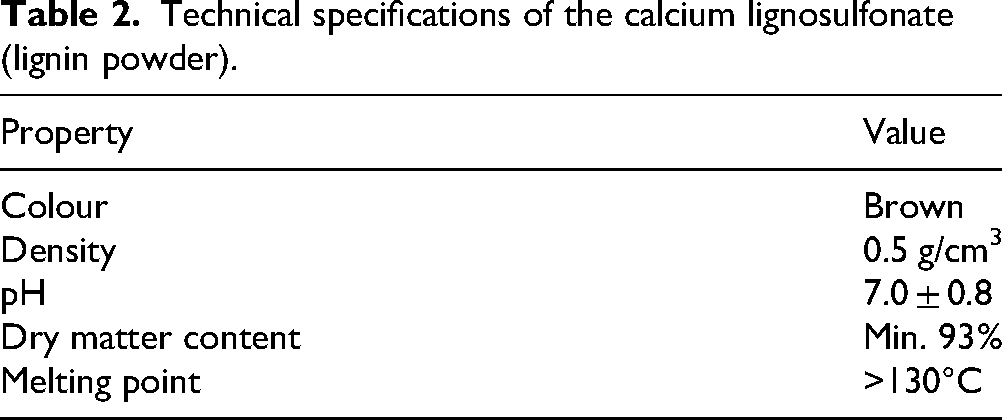
Technical specifications of the calcium lignosulfonate (lignin powder).
Sample preparation
Laboratory samples of hybrid lignin/glass fibre reinforced epoxy are made by changing the weight percentage of glass fibres (1, 2, and 3 wt%) and lignin (0, 2, 4, and 6 wt%) to investigate the effect of lignin content on biocomposite mechanical properties. The biocomposites are also fabricated at three different levels of glass reinforcing fibres to study the interplay/interaction between these two reinforcing constituents. Figure 2 illustrates all fabricated composites with various weight percentages of glass fibres and lignin. The composite samples were fabricated using a hand lay-up followed by compression moulding. For each formulation, the epoxy resin and hardener were first mixed and then stirred manually for 2 min. Subsequently, the chopped glass fibres were gradually added to the resin mixture and dispersed using a mechanical stirrer operating at 300 rpm for 5 min to ensure uniform wetting without excessive fibre breakage. Next, the lignin powder was incorporated into the mixture, and stirring continued at 400 rpm for an additional 7–8 min until a homogeneous slurry was achieved. The increased speed and time for lignin addition were aimed at breaking potential agglomerates and achieving a uniform dispersion within the viscous matrix.
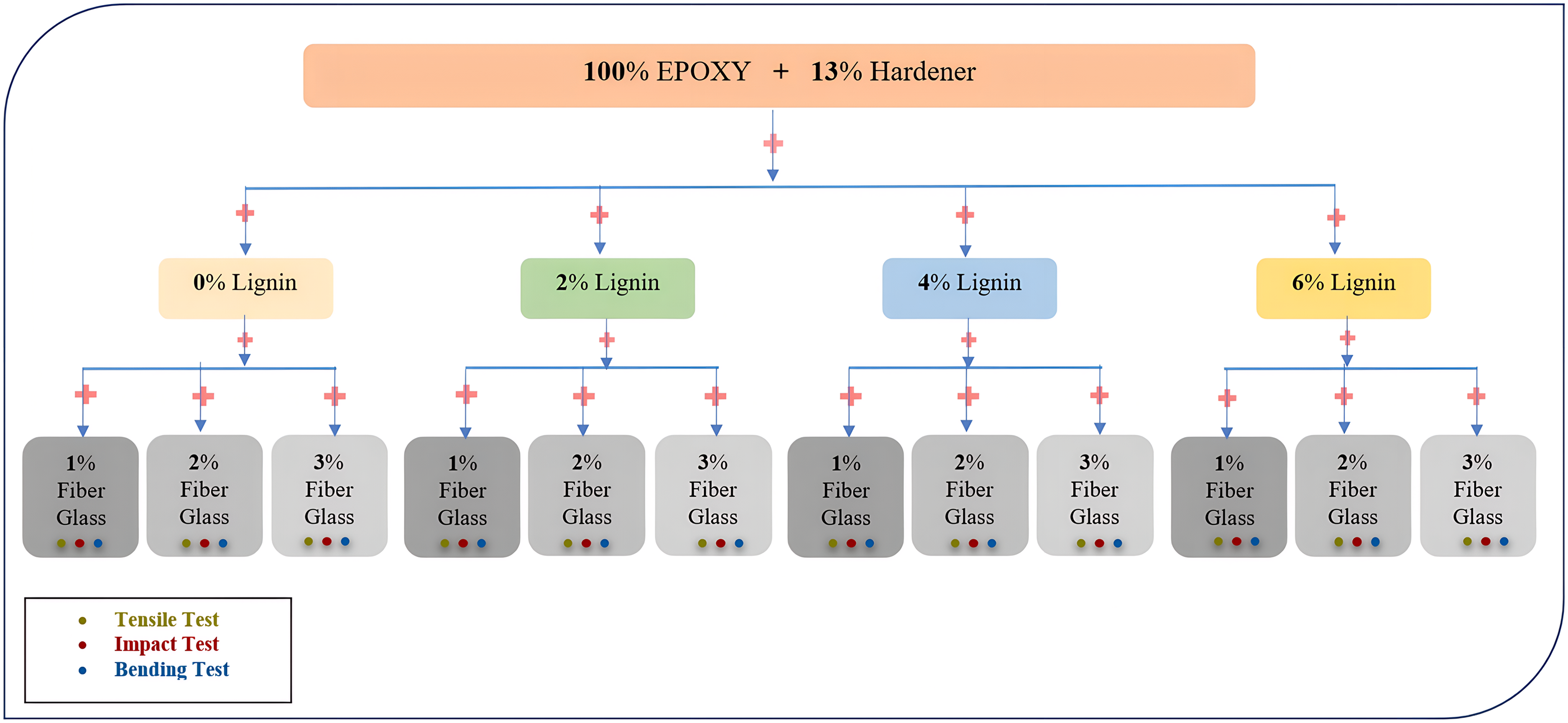
Schematic of fabricated test samples with their compositions.
To ensure dispersion uniformity, the following control methods were employed: (a) mechanical stirring at 300-400 rpm with visual inspection after each step; (b) repeated stirring cycles (two cycles of 2 min each) if inhomogeneity was observed; and (c) ultrasonic treatment was not used to avoid potential fibre breakage and to maintain the intrinsic interactions between the unmodified components. The final mixture was then carefully poured into the pre-waxed steel moulds to avoid air entrapment. The filled moulds were placed in an oven (Pars Azma Co., Iran) and cured at 60°C for 4 h, followed by a slow cooling to room temperature inside the oven.
The mould dimensions were 150 mm × 150 mm × 4 mm (length × width × thickness). Compression moulding was performed using a hydraulic press at a moulding pressure of 5 MPa. The holding time at this pressure was 10 min before the mould was transferred to the oven for curing. Degassing was carried out twice during the hand lay-up process: first, after mixing the resin and hardener (2 min of manual stirring), and second, after adding the glass fibres and lignin, the mixture was placed in a vacuum desiccator at −0.08 MPa for 5 min to remove entrapped air bubbles before pouring into the mould.
This specific mixing sequence (resin/hardener → fibres → lignin) and protocol were established through preliminary trials to achieve the best possible filler distribution and minimise porosity. The moulds were coated with a release wax to prevent adhesion of the composite material. Additionally, adhesive paper tape was placed under the moulds to prevent liquid penetration and leakage. The moulds are placed on the surface of the glass. For this purpose, an oven manufactured by Pars Azma Co. was used to control the heating temperature and its duration. After processing the samples under the mentioned conditions, they are separated from the mould and then numbered. Figure 3 illustrates the fabricated specimens used for mechanical testing. These include (a) samples for tensile tests, (b) samples for bending tests, and (c) samples for impact tests. The specimens were prepared in accordance with relevant testing standards to ensure consistency and reliability in the evaluation of mechanical properties.
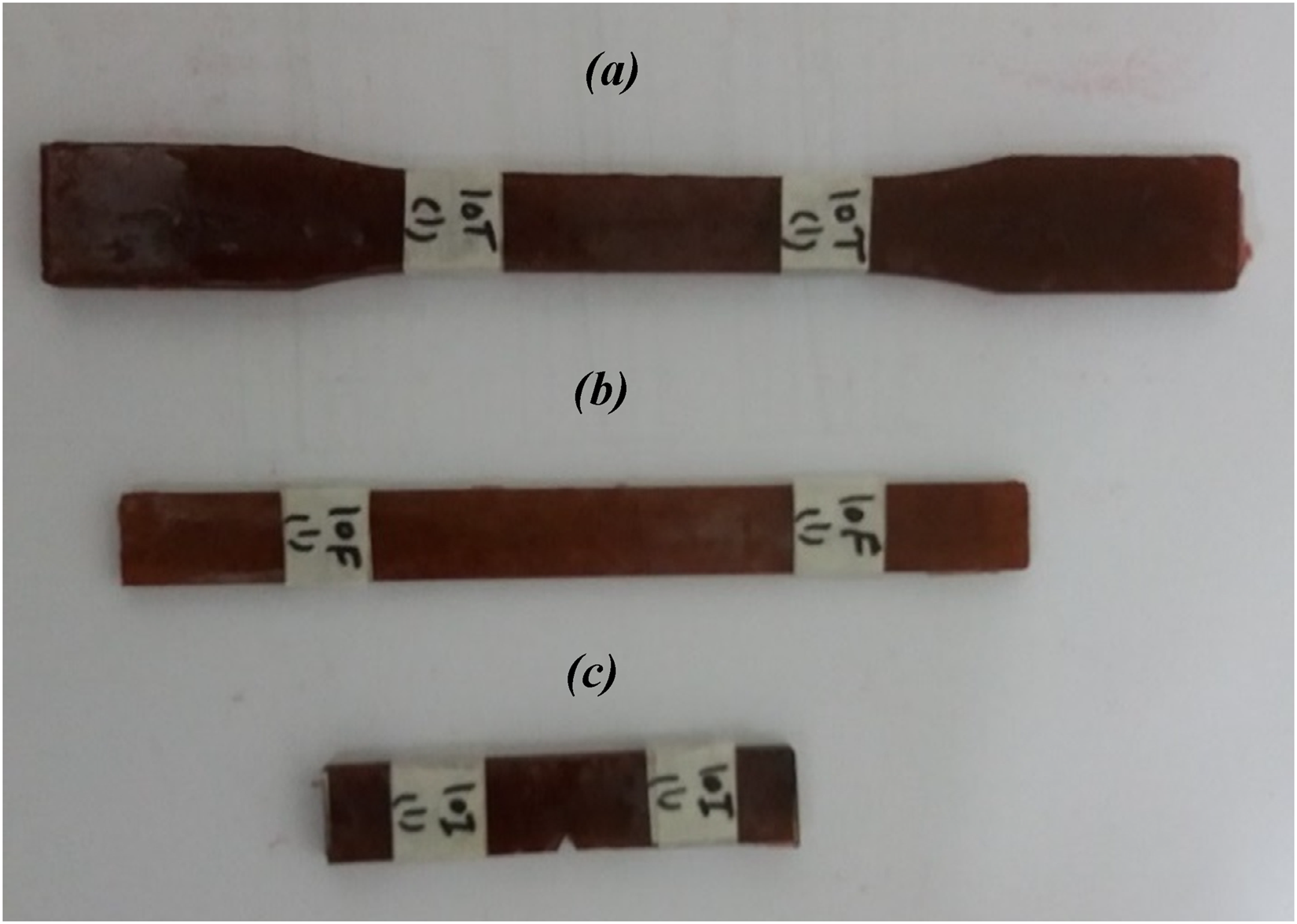
Fabricated samples for (a) tensile, (b) bending, and (c) impact tests.
Mechanical testing
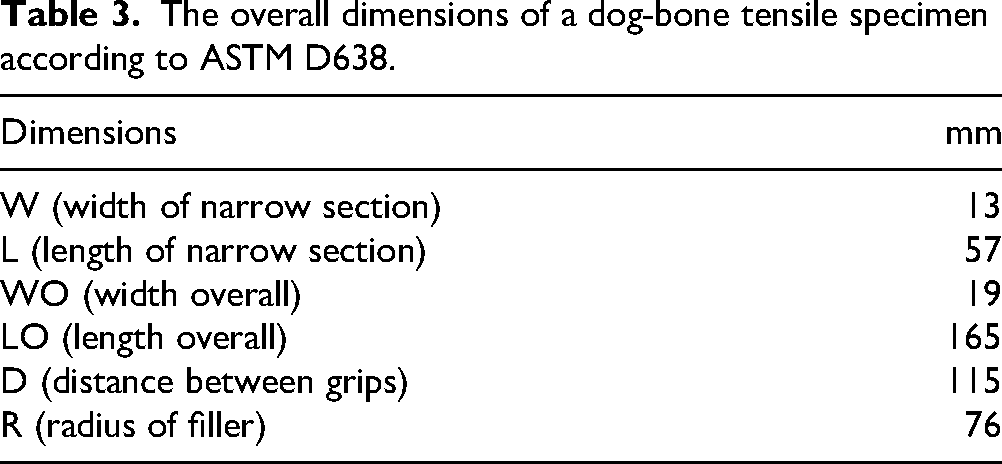
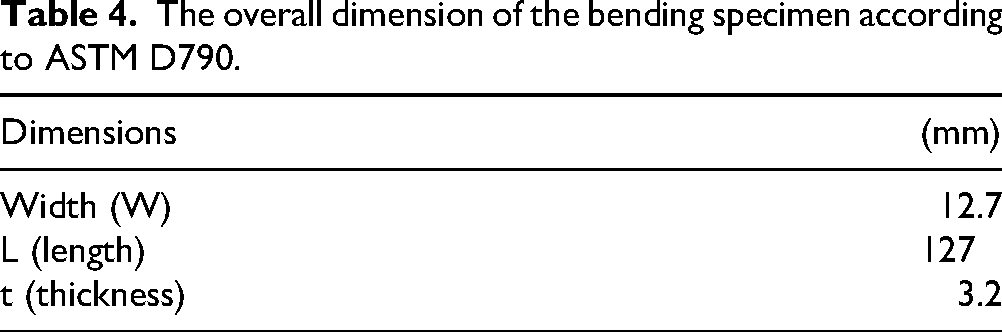
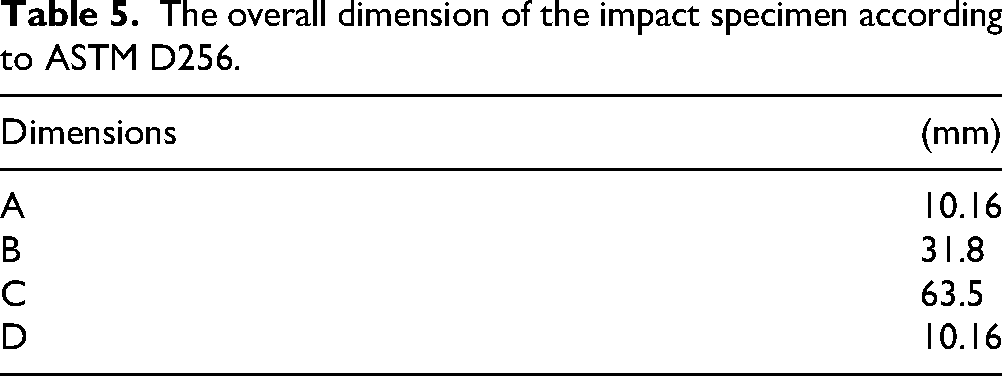
The tensile dog-bone biocomposite samples were fabricated based on the ASTM D638 standard. The geometry of the tensile test samples is shown in Figure 4, and the dimensions are listed in Table 3. The Instron 1186 was used to perform the tensile test with a loading rate of 2 mm/min. Figure 4 shows the pristine and broken sample under tensile load. Also, the schematic of bending test coupons according to ASTM D790 standards, as well as pristine and broken samples, are shown in Figure 5. All dimensions of bending specimen are summarised in Table 4. Finally, Figure 6 depicts the samples for impact resistance according to ASTM D256 standard. This test was performed using the Izod type according to ASTM D256. All impact sample dimensions are outlined in Table 5.
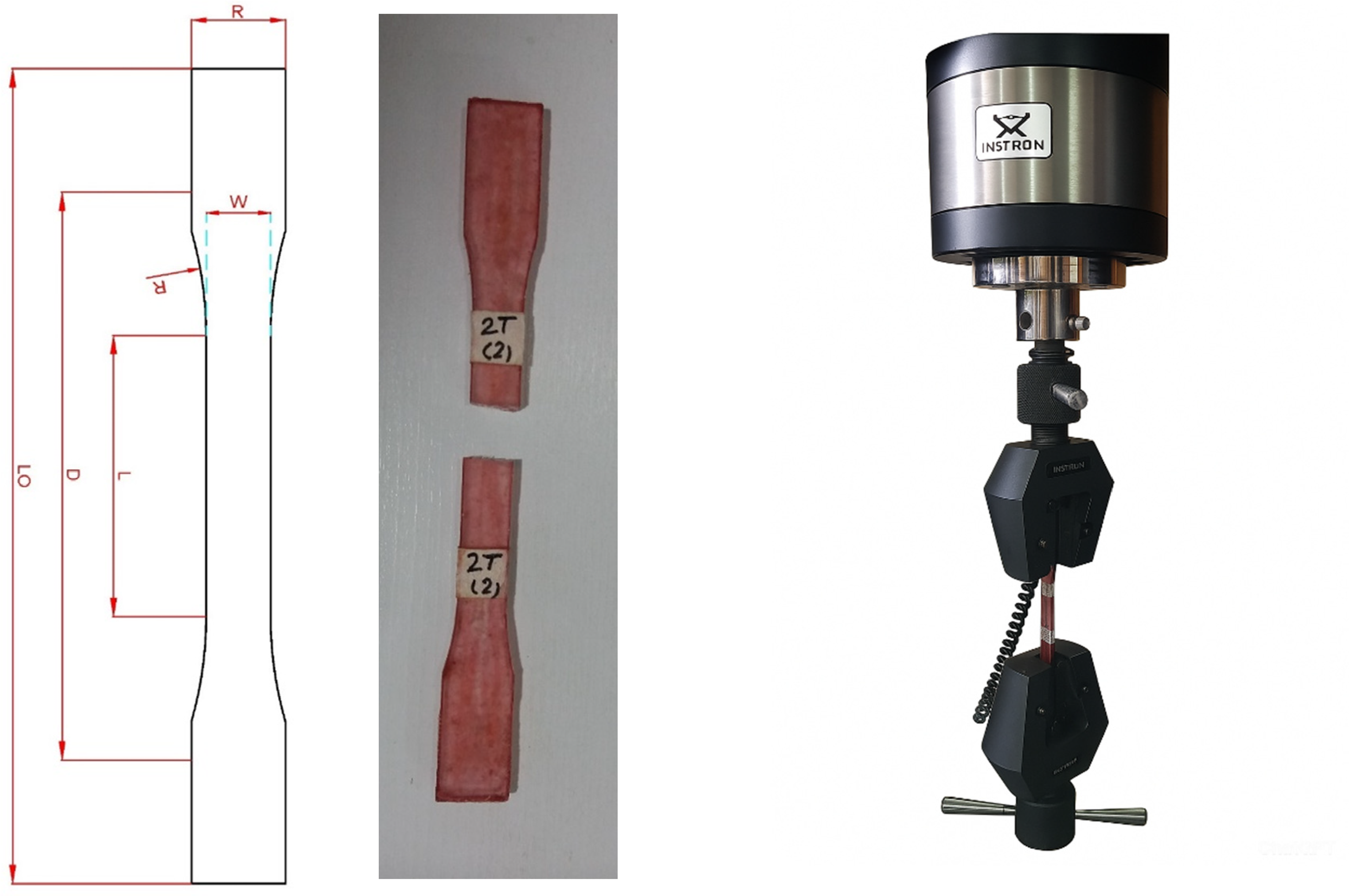
The schematic of tensile coupons (ASTM D638) and broken samples.
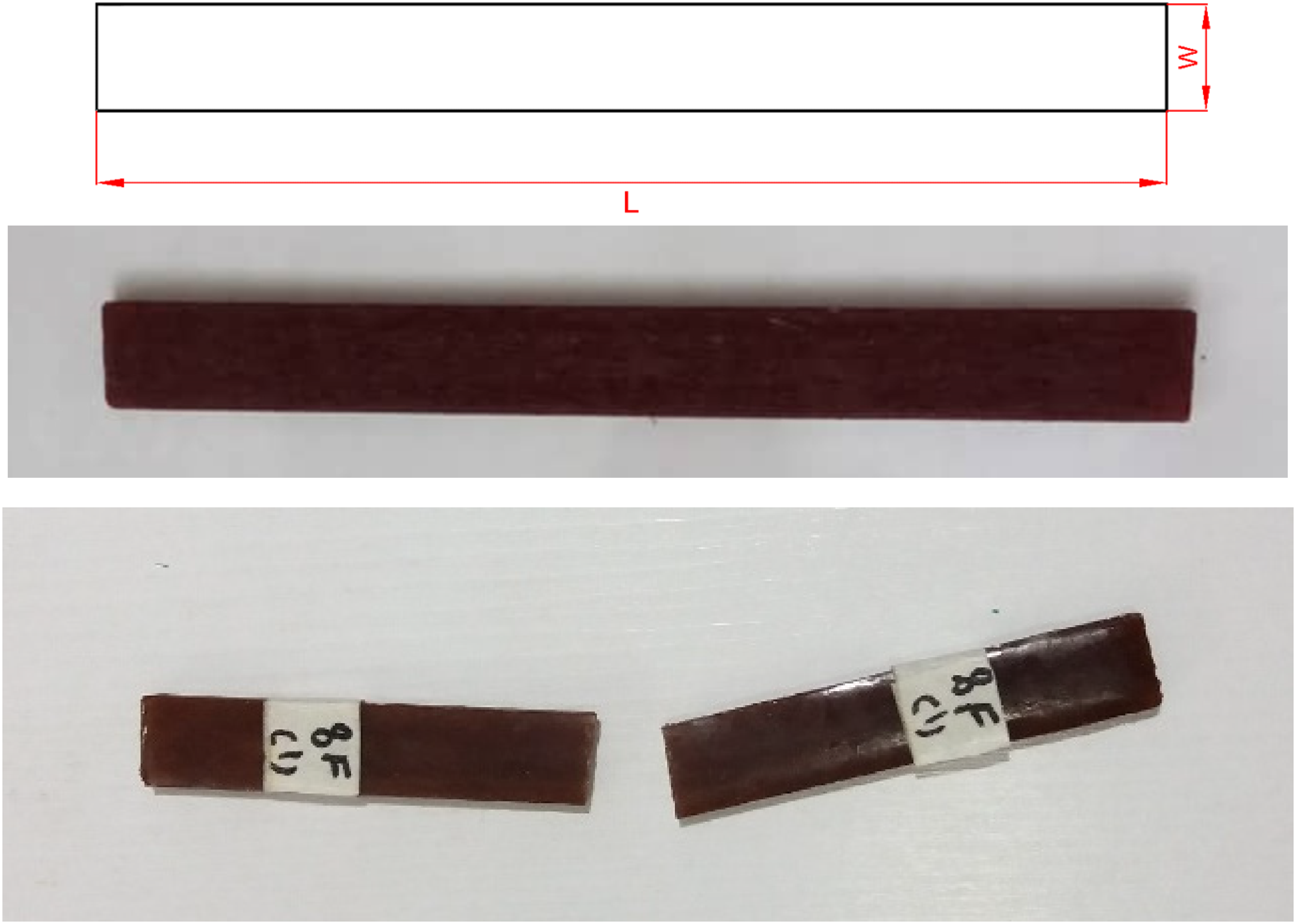
The schematic of bending coupons (ASTM D790) and broken samples.
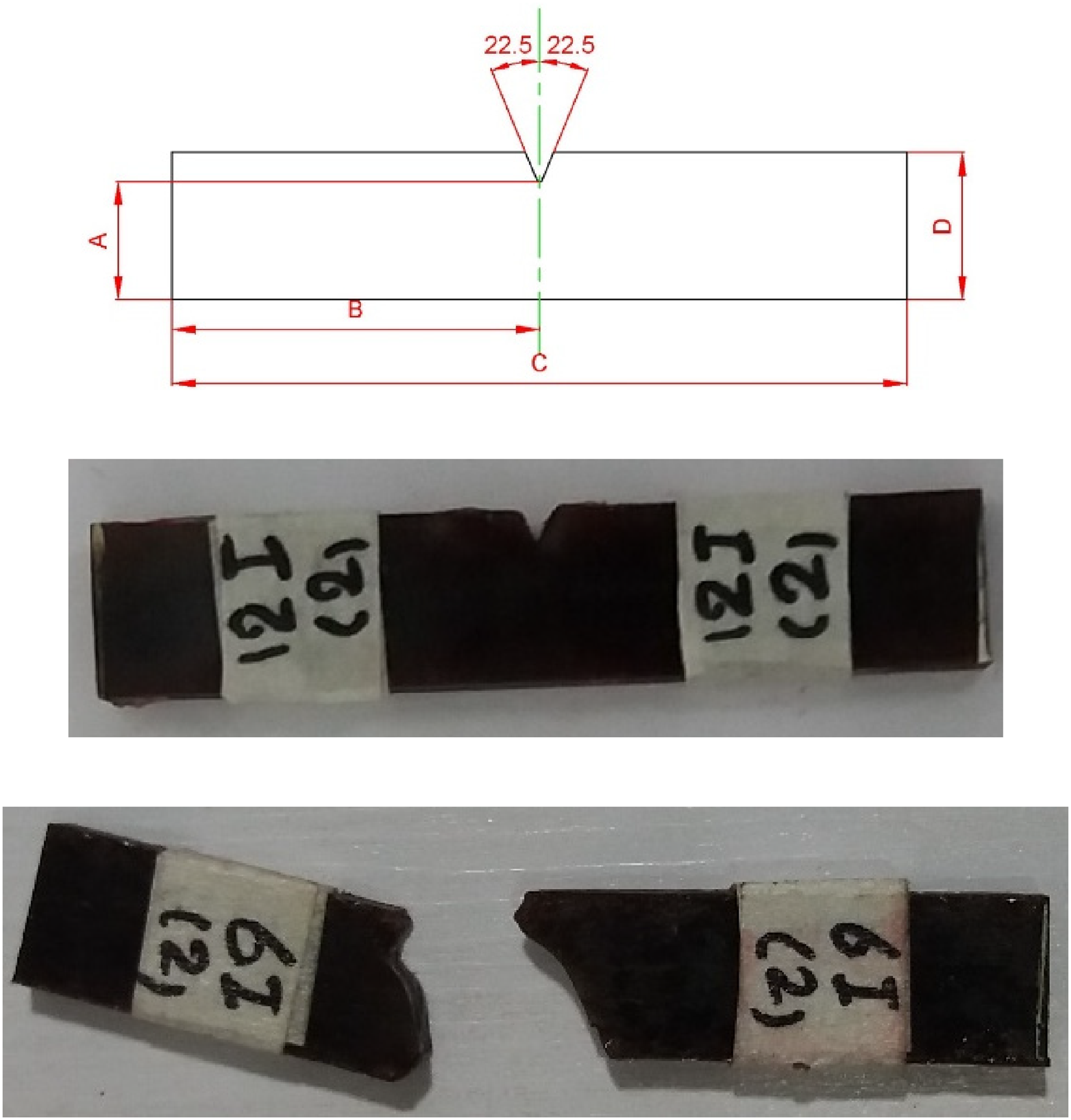
The schematic of impact coupons (ASTM D256) and broken samples.
The overall dimensions of a dog-bone tensile specimen according to ASTM D638.
The overall dimension of the bending specimen according to ASTM D790.
The overall dimension of the impact specimen according to ASTM D256.
Experimental results and discussion
This section presents and analyses the mechanical properties of the fabricated hybrid composites obtained from tensile, flexural, and impact tests. The effects of lignin content (0, 2, 4, and 6 wt%) and glass fibre content (1, 2, and 3 wt%) on the elastic modulus, strength, and impact energy are systematically discussed. All reported values represent the average of at least three tested specimens, with error bars in the figures indicating the standard deviation (SD). A total of 12 different composite formulations with varying weight percentages of lignin and glass fibres were prepared and tested to determine the effect of composition on the mechanical properties. The elastic modulus (in tension and bending), strength, and impact energy were calculated based on tensile, three-point bending, and Izod impact tests, respectively.
Figure 7 illustrates the variation of tensile elastic modulus as a function of lignin content at three different glass fibre concentrations of 1, 2, and 3 wt%. The results indicate that the glass fibre content had a dominant influence on the stiffness of the hybrid composites. As seen in Figure 7, for a fixed lignin concentration, the modulus of elasticity increases steadily with increasing glass fibre percentage, reflecting the high stiffness and reinforcing efficiency of glass fibres. The initial decrease in modulus at 2 wt% lignin is particularly evident at 1 wt% glass fibre (Figure 7). This can be attributed to a plasticising effect, where lignin particles disrupt polymer chain packing and reduce crosslink density, leading to increased molecular mobility and lower stiffness. 22 However, with a further increase in lignin loading (4–6 wt%), the modulus of elasticity rises again. This increase is explained by the higher rigidity provided by lignin's aromatic structure, which restricts polymer chain mobility and enhances the composite stiffness. The maximum modulus of elasticity is achieved at the composition containing 6 wt% lignin and 3 wt% glass fibres, demonstrating a synergistic effect between the high stiffness of glass fibres and the rigid aromatic network of lignin.
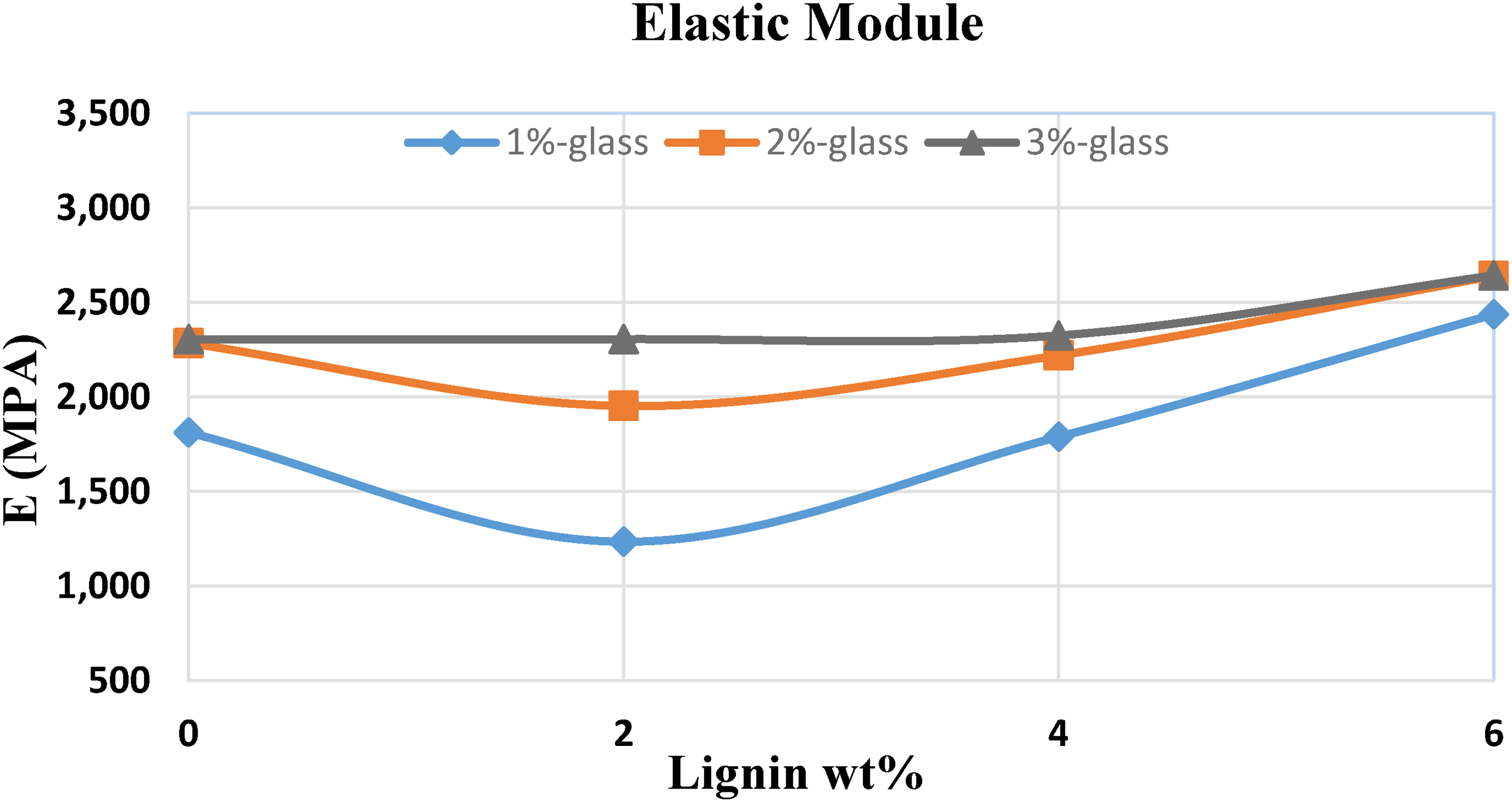
Variations in elastic modulus based on changes in lignin and glass content. Data are mean ± SD (n ≥ 3).
Overall, these results confirm that while a small amount of lignin may initially act as a plasticiser due to limited crosslinking and weak interfacial bonding, higher lignin concentrations contribute positively to stiffness reinforcement when combined with adequate glass fibre content. This dual behaviour highlights the critical importance of balancing lignin concentration, crosslinking efficiency, and glass fibre reinforcement to optimise the mechanical performance of hybrid composites.
Figure 8 depicts the variation of tensile strength changes with glass fibres and lignin concentration. At all glass fibre levels, the addition of lignin initially enhances the tensile strength, with the optimum performance observed at 4 wt% lignin. This improvement can be attributed to lignin's complex aromatic macromolecular structure, which increases polymer rigidity and reduces chain mobility, thereby enhancing stress transfer across the matrix. 18 Moreover, at moderate concentrations, lignin appears to facilitate improved interfacial adhesion between the polymer and glass fibres, which synergistically contributes to higher tensile resistance. The most significant enhancement is observed in the composite containing 4 wt% lignin and 3 wt% glass fibres, which achieved the highest tensile strength among all formulations, highlighting the beneficial interaction between the rigid lignin domains and the reinforcing capacity of glass fibres. However, a further increase in lignin content from 4 wt% to 6 wt% results in a noticeable reduction in tensile strength across all fibre levels. The decline in tensile strength beyond 4 wt% lignin is likely due to agglomeration of lignin particles and the creation of stress concentration sites. These agglomerates act as micro-crack initiators under load, leading to premature failure. Furthermore, excessive lignin may create a weak interphase layer around glass fibres, reducing the critical stress transfer efficiency. 23 Lignin's polar groups can form hydrogen bonds with silanol (Si–OH) groups on the silane-coated fibre surface. Without coupling agents, strong covalent bonding is limited, explaining the weak interphase at 6 wt% lignin. At lower lignin content (2–4 wt%), sufficient dispersion allows hydrogen bonding to contribute positively to interfacial adhesion. In fact, at low lignin (2 wt%), lignin particles may initially act as plasticisers, 22 reducing crosslink density and modulus. At optimal lignin (4 wt%), a percolating rigid aromatic network forms that enhances stress transfer, thereby improving tensile strength (as shown in Figure 8). At high lignin (6 wt%), two detrimental effects occur simultaneously. First, lignin agglomerates create stress concentrations. Second, excess lignin coats the glass fibres, forming a weak interphase that prevents efficient shear stress transfer from the epoxy to the glass. This explains why the negative effect of 6 wt% lignin is most severe in composites with 3 wt% glass fibres (Figure 8). Additionally, the inherently brittle nature of high lignin domains may contribute to premature fracture, offsetting the reinforcing benefits observed at moderate loadings. Direct evidence (SEM, FTIR, and DMA) is needed for definitive validation and will be included in future work.
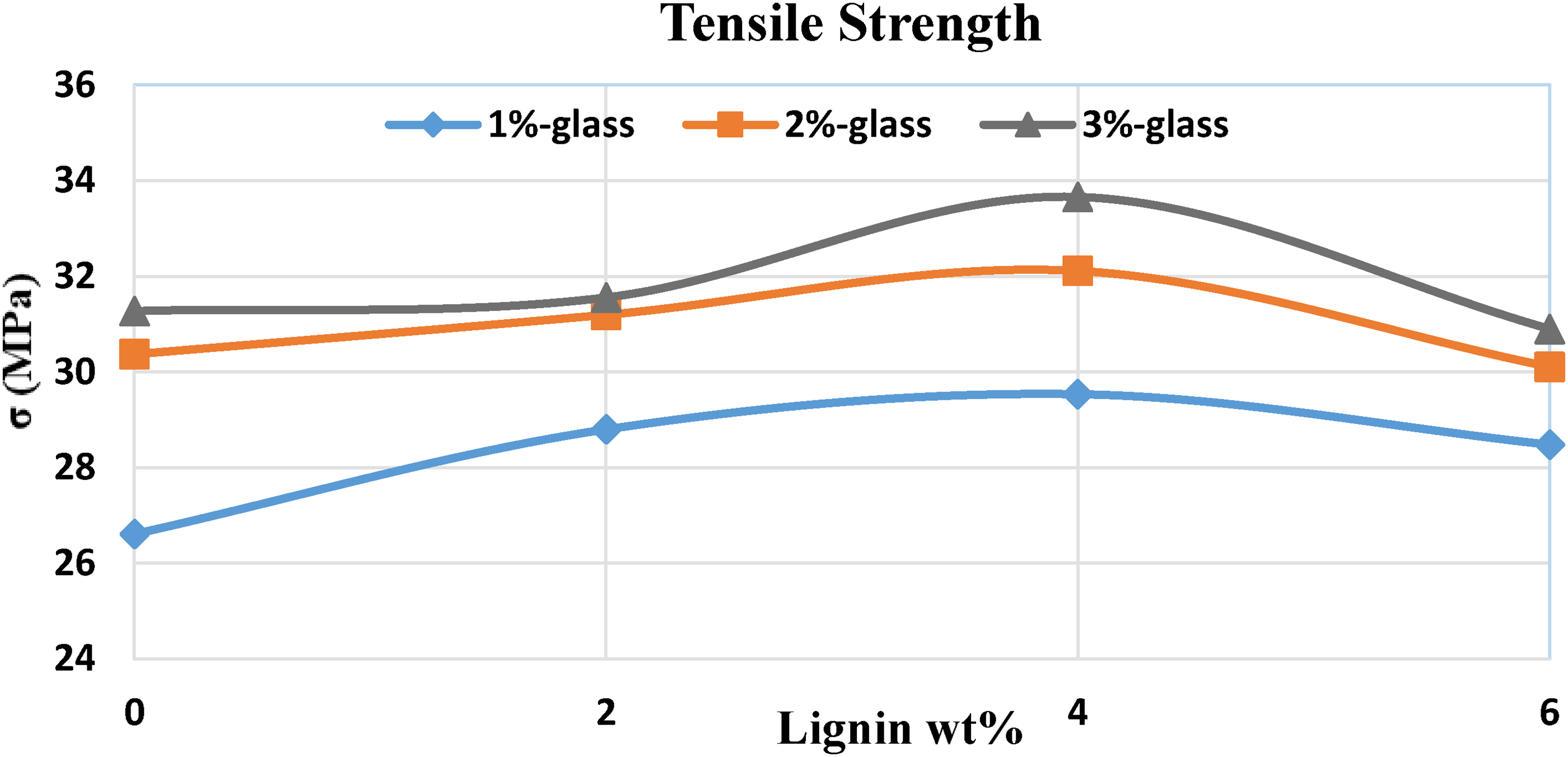
Variations in tensile strength based on changes in lignin and glass content. Data are mean ± SD (n ≥ 3).
The combined effect of these mechanisms indicates that while lignin incorporation is beneficial up to a critical threshold (approximately 4 wt%), exceeding this concentration undermines interfacial cohesion and ultimately compromises mechanical integrity. These findings are consistent with prior studies reporting that moderate lignin incorporation enhances composite stiffness and strength, whereas excessive lignin impairs bonding quality and reduces mechanical performance.5,11 In summary, for tensile properties, an optimal synergy is achieved at 4 wt% lignin and 3 wt% glass fibres, balancing matrix stiffening and effective interfacial load transfer.
Figure 9 presents the variation of the flexural modulus as a function of lignin content (0, 2, 4, and 6 wt%) at three different glass fibre levels (1, 2, and 3 wt%). The results demonstrate that the effect of lignin on flexural modulus is highly dependent on the glass fibre content. At 1 wt% glass fibres, the flexural modulus increases monotonically with lignin content. This improvement is attributed to the stiff aromatic structure of lignin, which restricts polymer chain mobility and enhances matrix rigidity. Additionally, at this low fibre content, lignin improves load transfer efficiency across the polymer-fibre interface, leading to more homogeneous stress distribution. At 2 wt% glass fibres, the flexural modulus initially increases up to 2 wt% lignin, then decreases slightly at 4 wt% and 6 wt% lignin, suggesting an optimal lignin loading of approximately 2 wt% for this fibre content. At 3 wt% glass fibres, the flexural modulus decreases continuously with lignin addition. This indicates that at high fibre content, the system is already fibre-dominated, and even small amounts of lignin disrupt the fibre-matrix interface, outweighing any stiffening benefit. The simultaneous presence of high glass fibre and high lignin loadings introduces interfacial defects and poor filler dispersion, creating stress concentration zones that diminish the modulus despite lignin's inherent rigidity.
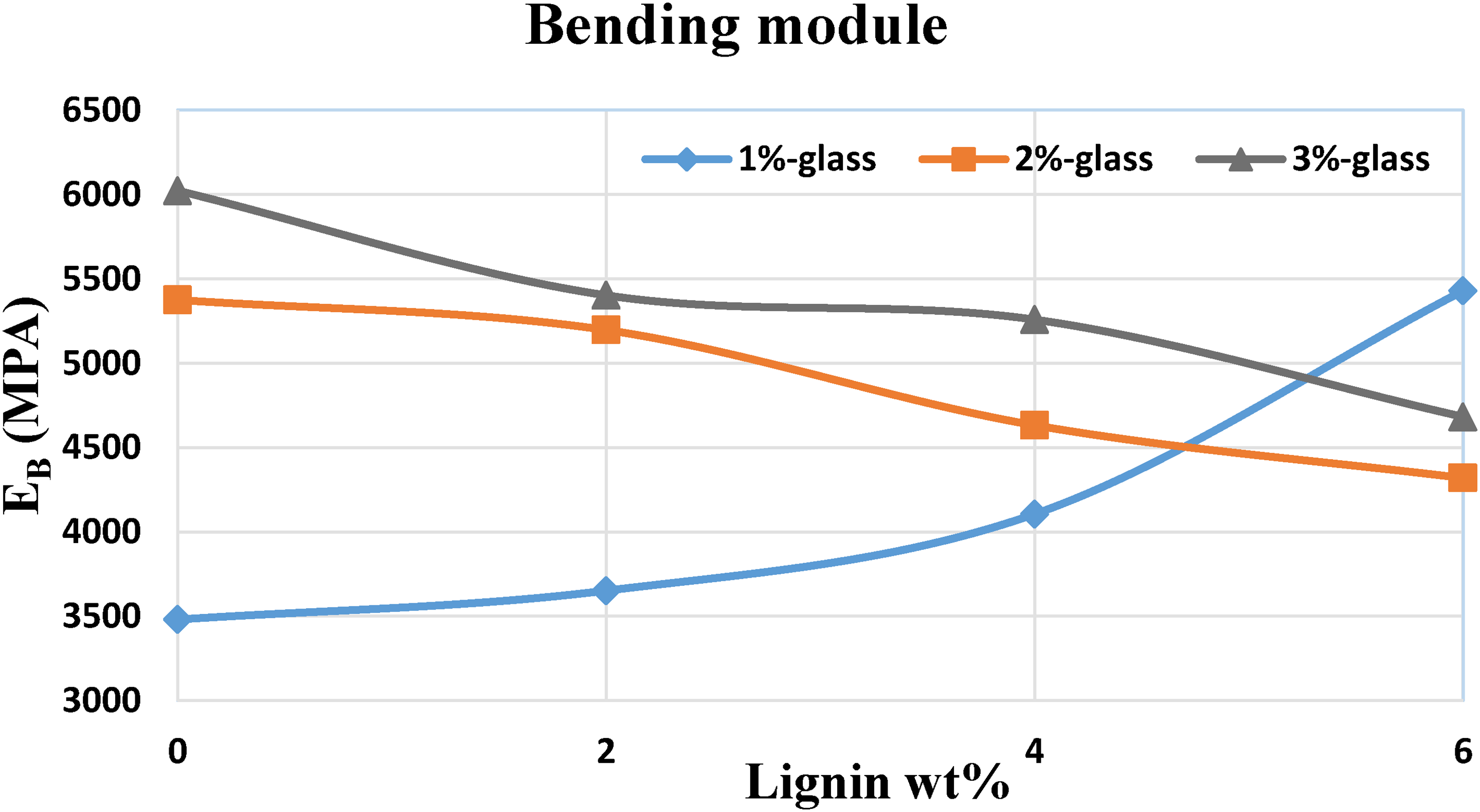
Variations in bending modulus based on changes in lignin and glass content. Data are mean ± SD (n ≥ 3).
Overall, these findings confirm that the optimum flexural modulus is achieved at balanced proportions, where lignin enhances stiffness without disrupting matrix-fibre adhesion. Beyond this threshold (approximately 2 wt% lignin for 2 wt% glass, and any lignin addition for 3 wt% glass), excessive lignin loading compromises interfacial quality and reduces mechanical performance.
Figure 10 illustrates the variation of flexural strength as a function of lignin concentration (0, 2, 4, and 6 wt%) at three levels of glass fibre content (1, 2, and 3 wt%). The results show that bending strength increases with lignin incorporation up to approximately 4 wt%, after which a noticeable decrease is observed, particularly at higher glass fibre loadings (3 wt%).
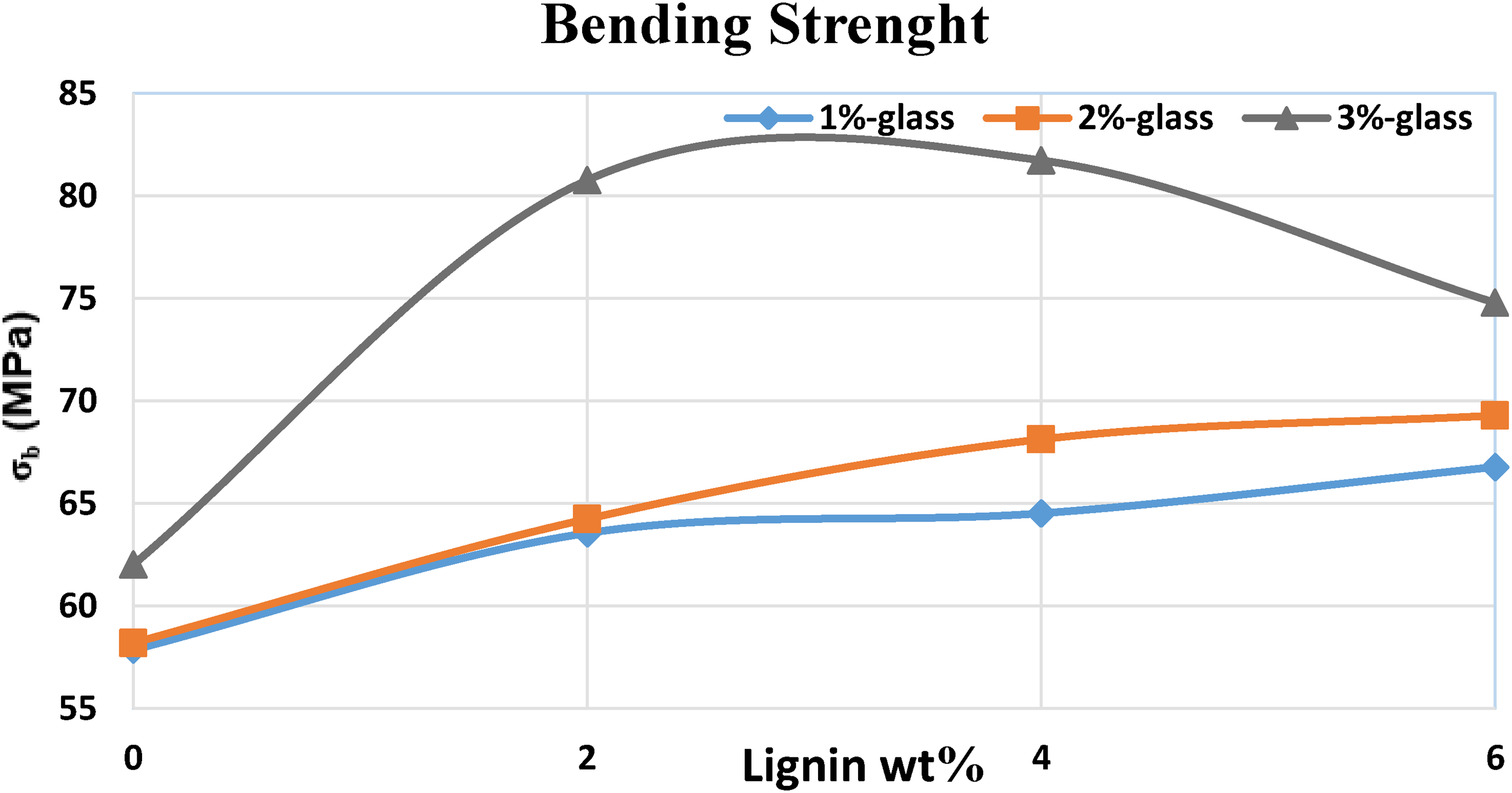
Variations in bending strength based on changes in lignin and glass content. Data are mean ± SD (n ≥ 3).
At low glass fibre content (1 wt%), the addition of lignin results in a nearly monotonic increase in flexural strength as shown in Figure 10. This effect is attributable to lignin's aromatic, high-molecular-weight structure, which enhances matrix rigidity and provides improved stress transfer under flexural loading. Previous studies have shown that lignin addition can significantly improve bending tensile strength and strain capacity ‒ for instance, by 19.1% and 24.7%, respectively, compared with neat composites. 24 Such findings support the observation that lignin acts as an effective stiffening agent when added in moderate amounts. Furthermore, at intermediate glass fibre loading (2 wt%), lignin continues to enhance flexural strength gradually.
At high glass fibre loading (3 wt%), strength increases significantly up to 4 wt% lignin but then drops sharply at 6 wt%. This suggests that lignin and glass fibres can exhibit synergistic reinforcement. For example, Nikafshar et al. 12 reported a 26.5% improvement in flexural strength and 48.8% improvement in strain compared to glass-only composites. However, these benefits are compromised if interfacial bonding is weakened by excess lignin. As Ramon et al. 23 noted, poor adhesion between lignin-based matrices and glass fibres can offset the potential mechanical improvements, particularly at higher lignin loadings.
As illustrated in Figure 10, the flexural strength behaviour generally shows that rising lignin additions (up to 4 wt%) enhance stiffness and strength by improving load transfer and rigidity, while excessive lignin (>4 wt%) disrupts matrix homogeneity and weakens fibre–matrix bonding, thereby reducing performance. This indicates that optimising surface treatments or coupling agents may be necessary to fully exploit the synergistic potential of lignin–glass fibre hybrid composites.
In conclusion, for flexural performance, lignin acts as an effective stiffener, with an optimum observed at 4 wt%. Consistent with findings in other composite systems, 24 exceeding this optimal content leads to a predominance of interfacial defects over reinforcement benefits.
Figure 11 illustrates the variation of impact energy in hybrid lignin/glass fibre reinforced epoxy composites as a function of lignin content at three different glass fibre concentrations. The results clearly demonstrate that the impact resistance is primarily governed by the glass fibre content, which absorbs energy through mechanisms such as fibre pull-out and debonding. Nevertheless, lignin exerts a secondary yet composition-dependent influence. The marginal improvement with 2–4 wt% lignin suggests that well-dispersed lignin particles may induce micro-crack pinning and deflection, slightly increasing the fracture path and energy absorption. However, at 6 wt% lignin, agglomeration promotes crack coalescence, facilitating easier crack propagation and reducing impact strength. This decline is most notable in specimens with higher glass fibre contents, where the agglomerates act as stress concentrators and weaken fibre–matrix adhesion, promoting premature failure under impact. Overall, the results indicate that while glass fibres remain the principal contributor to impact resistance, the careful incorporation of lignin at moderate concentrations (up to ∼4 wt%) does not compromise and may even marginally enhance dynamic performance. These findings emphasise the importance of controlling lignin concentration and dispersion to fully exploit the environmental and mechanical advantages of lignin–glass fibre hybrid composites. Therefore, the impact resistance is maximised by a high glass fibre content (3 wt%) coupled with a moderate, well-dispersed lignin loading (2–4 wt%).
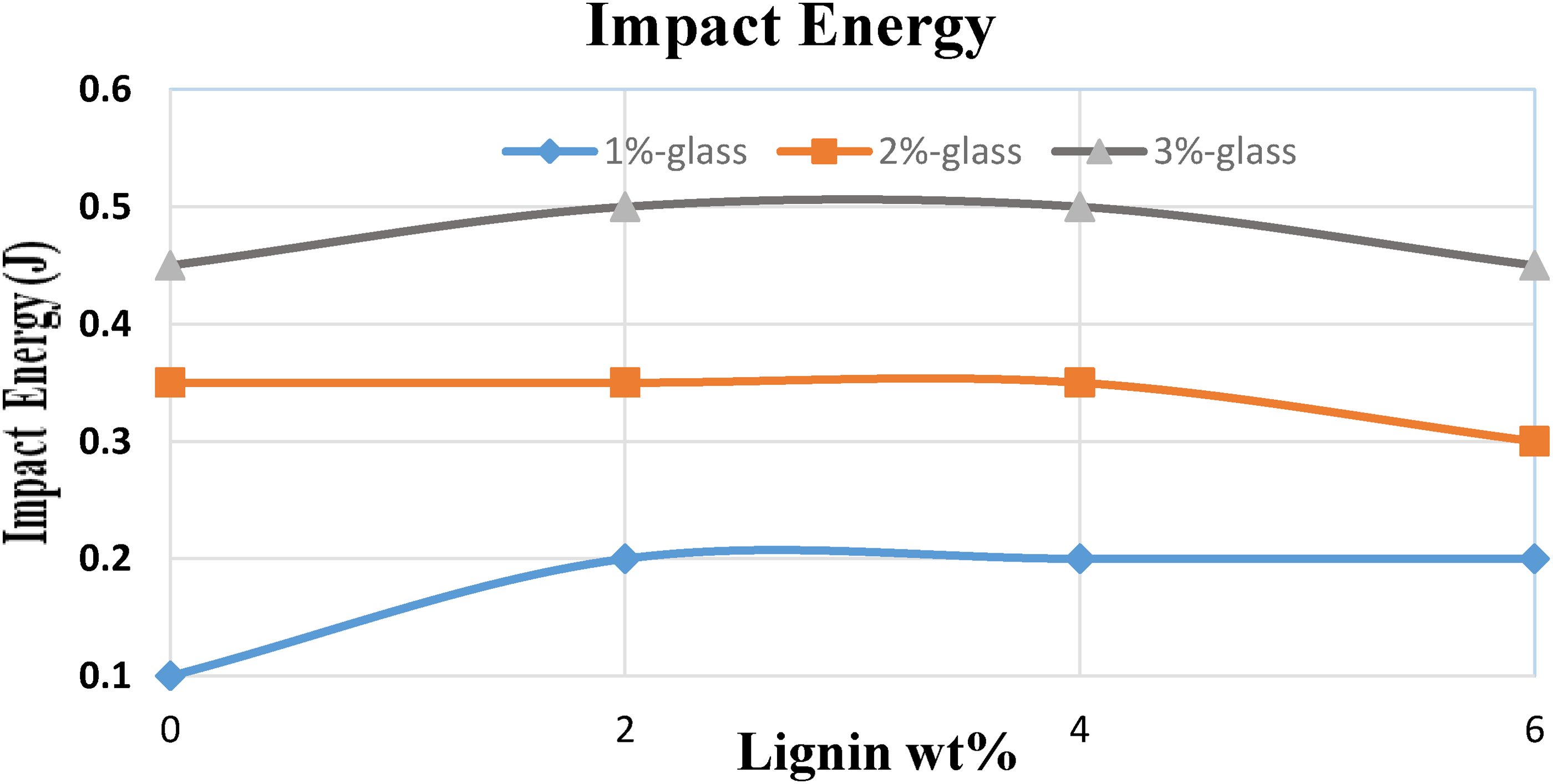
Variations in impact energy based on changes in lignin and glass content. Data are mean ± SD (n ≥ 3).
The experimental results establish the quantitative structure-property relationships in these hybrid lignin/glass fibre composites. To further validate these findings and enable predictive design capabilities, a numerical modelling approach using finite element analysis was employed, as detailed in the following section.
Validation of simulation results
In this section, the simulated results of the tensile, flexural, and impact tests performed using ABAQUS software are compared with the corresponding experimental data to validate the accuracy of the numerical model.
The composite was modelled as a homogeneous, isotropic material using experimentally determined effective properties. The applicable scope of this homogenised model is limited to predicting the macroscopic elastic response under linear elastic conditions. A microscale fibre model was not established because the primary objective was composite-level validation (not local stress analysis) and the homogenised model already provides sufficient accuracy (average error 2.2%). This approach is justified because the short glass fibres (6 mm length) and lignin particles are randomly dispersed within the epoxy matrix, resulting in quasi-isotropic behaviour at the macroscopic scale. The material properties (elastic modulus and Poisson's ratio) for each composition were experimentally determined from the mechanical tests and directly input into the ABAQUS model. A linear elastic material model was used since all tests were conducted within the elastic region (strain < 0.5%). The C3D8R element type (8-node linear brick, reduced integration) was employed with a mesh size of 1 mm after convergence analysis. Boundary conditions mimicked the experimental setup: one end of the specimen was fully fixed (Ux = Uy = Uz = 0), while a uniform displacement of 2 mm/min was applied to the opposite end. The loading was simulated as quasi-static in the Static General step. The model has been validated against three representative compositions under tensile, flexural, and impact loading conditions. Figure 12 illustrates the stress distribution contours obtained from the simulations of tensile test for the composite containing 6 wt% lignin and 1 wt% glass.
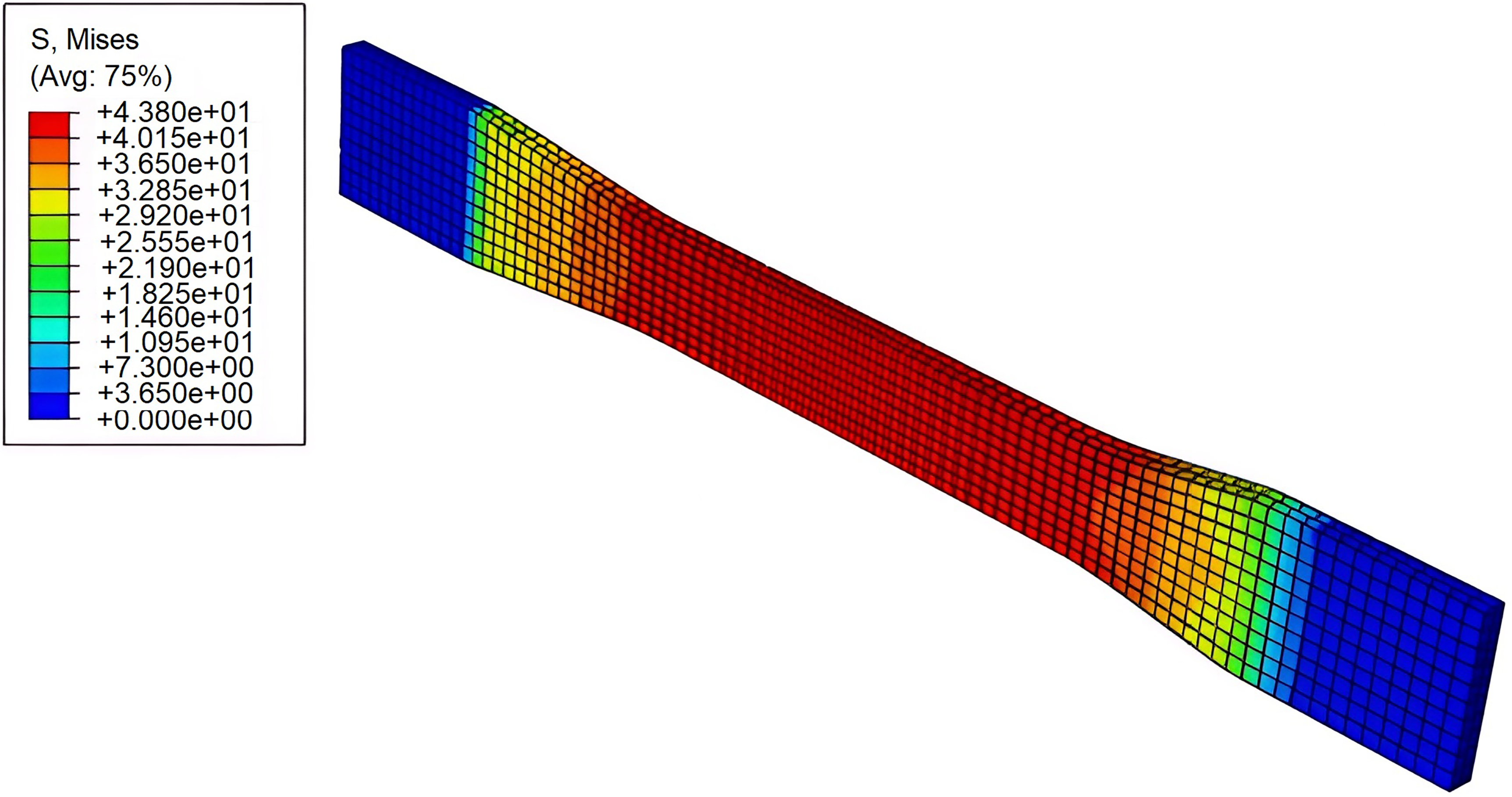
Stress contour in the tensile test for the composite containing 6 wt% lignin and 1 wt% glass.
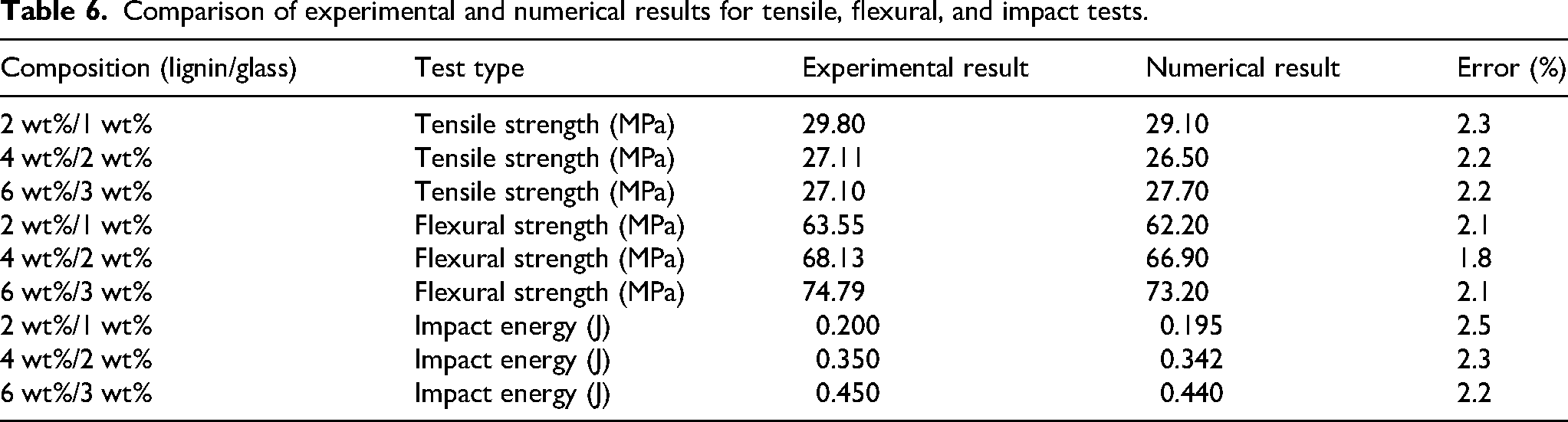
Table 6 presents a quantitative comparison of the experimental and numerical results for all validated cases. The average error across all compositions and loading conditions is 2.2%, with a maximum error of 2.4%. This level of agreement confirms the reliability of the numerical model and demonstrates its capability for predicting the mechanical behaviour of hybrid lignin/glass fiber bio-composites.
Comparison of experimental and numerical results for tensile, flexural, and impact tests.
Conclusion
Here, the effect of adding lignin at four levels (0, 2, 4, and 6 wt%) and glass fibres at three levels (1, 2, and 3 wt%) on glass fiber-reinforced polymer composite (GFRP) was investigated. The bio-composite samples were prepared based on ASTM standards in 12 different compositions. Numerical simulations using ABAQUS show excellent agreement with experimental results, validating the numerical model's reliability. It should be noted that the numerical validation is limited to the linear elastic region (strain < 0.5%), and fracture and damage processes were not simulated. A critical lignin threshold of 4 wt% is identified, beyond which interfacial disruption dominates over reinforcement; this threshold is dependent on glass fibre content, with higher glass loadings amplifying the negative effects of excess lignin.
A core scientific law governing this hybrid system is that the reinforcing efficiency of lignin follows a non-monotonic, concentration-dependent trajectory critically modulated by glass fibre content, because higher fibre loadings amplify the negative effects of excess lignin by promoting weak interphase formation. Mechanistically, lignin acts as a plasticiser at 2 wt%, forms a reinforcing percolating network at 4 wt%, and causes agglomeration-induced debonding at 6 wt%.
For structural applications (e.g., automotive panels, construction components, furniture frames), the optimal formulation is 4 wt% lignin + 3 wt% glass fibres, which provides the highest tensile and flexural strength. The highest elastic modulus is achieved at 6 wt% lignin and 3 wt% glass, and the highest impact energy is obtained at 3 wt% glass with 2–4 wt% lignin. Industrial challenges include lignin dispersion (requiring high-shear mixing or surface functionalisation) and weak interfacial bonding (needing coupling agents or lignin modification).
Future work should evaluate water absorption, thermal stability, and aging resistance. These properties are essential for assessing dimensional stability, fire safety, and long-term durability of the developed hybrid composites.
Footnotes
Acknowledgements
The authors declare that there are no acknowledgments to be made.
Ethical statement
This research adheres to ethical guidelines for research and publication. The study was conducted in accordance with relevant institutional and national ethical standards.
Author contributions
M.E. Golmakani contributed to writing-original draft, writing-review and editing, conceptualisation, supervision, resources, investigation, project administration, and methodology.
M. Zare Eshkoyeh contributed to formal analysis, data curation, and validation.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Availability of data and materials
No data was used for the research described in the article.