
Abstract
Although research since 1980 has provided insight into the steam explosion process to exploit wood as a self-adhesive furnish in boards, a deeper understanding of the relationships between process parameters and the resulting self-bonding mechanisms remains essential. This review analyses the influence of non-catalysed SE pre-treatment on the performance of lignocellulosic materials used for the manufacture of binderless particleboards. The study focuses on three key operational parameters ‒ initial moisture content, particle size, and severity factor ‒ and their combined effect on the physical, mechanical, and environmental performance of the resulting boards. The analysis integrates findings from recent studies that employ SE as a green pre-treatment to promote lignin plasticisation, hemicellulose solubilisation, and lignin–polysaccharide cross-linking, thereby enhancing internal bond (IB) strength, modulus of rupture (MOR), and dimensional stability without the use of synthetic adhesives. Particular attention is also given to process-related emissions, including volatile organic compound emissions and carbon dioxide (CO2), as well as to the rinsing of steam-exploded substrates as a factor influencing fibre chemistry and environmental performance. Overall, this review provides an updated synthesis of experimental evidence from 1980 to 2025 and identifies optimal pre-treatment conditions ‒ such as moderate severity (log R0 = 3.5–4.0) and intermediate particle size (<2 mm) ‒ that enhance fibre cohesion and board quality. The work highlights promising research avenues for developing fully lignocellulosic, adhesive-free materials as sustainable alternatives in the wood-based panel industry.
Keywords
Introduction
Conventional particleboard and fibreboard production relies mainly on wood resources bonded with formaldehyde-based synthetic adhesives such as urea–formaldehyde (UF) or phenol–formaldehyde (PF). However, increasing environmental concerns and stricter emission regulations have highlighted the need to reduce volatile organic compounds (VOCs) and formaldehyde release from these panels. 1 The growing demand for sustainable materials has therefore driven research toward alternative feedstocks and greener bonding mechanisms.
Boards are engineered composite materials, traditionally made from wood particles or fibres, but increasingly derived from agricultural and agro-industrial residues, and manufactured under heat and pressure to form a cohesive panel. Depending on the bonding mechanism, boards can be classified as resin-bonded or binderless. In resin-bonded panels, synthetic adhesives such as UF or PF ensure cohesion, whereas binderless boards rely on the intrinsic physicochemical properties of lignocellulosic materials, which under controlled temperature and pressure generate self-bonding through lignin plasticisation and hemicellulose degradation.2,3 This distinction is central to the present review, as it highlights how SE can enhance the self-bonding capacity of natural fibres without resorting to external binders, contributing to sustainable panel production.
In this context, agricultural and agroindustrial activities generate a wide variety of residues that, in the best of cases, are used to formulate animal feed. However, they are generally dispersed in regions close to the cultivation area to biodegrade or are improperly disposed of, causing negative environmental impacts.4,5 Some works can be found, especially in Latin America, oriented to use agricultural residues, not only from crops but also from livestock breeding, for the generation of value-added products for the generation of bioenergy. 4 Other works also value by-products as raw material, as in the case of Rojas et al., 5 who evaluate the feasibility of using barley residue as reinforcement in particleboard. In Table 1, we can observe some research where different processes are carried out on agricultural and agroindustrial residues to generate added value.
Use of lignocellulosic by-products: processes and applications.
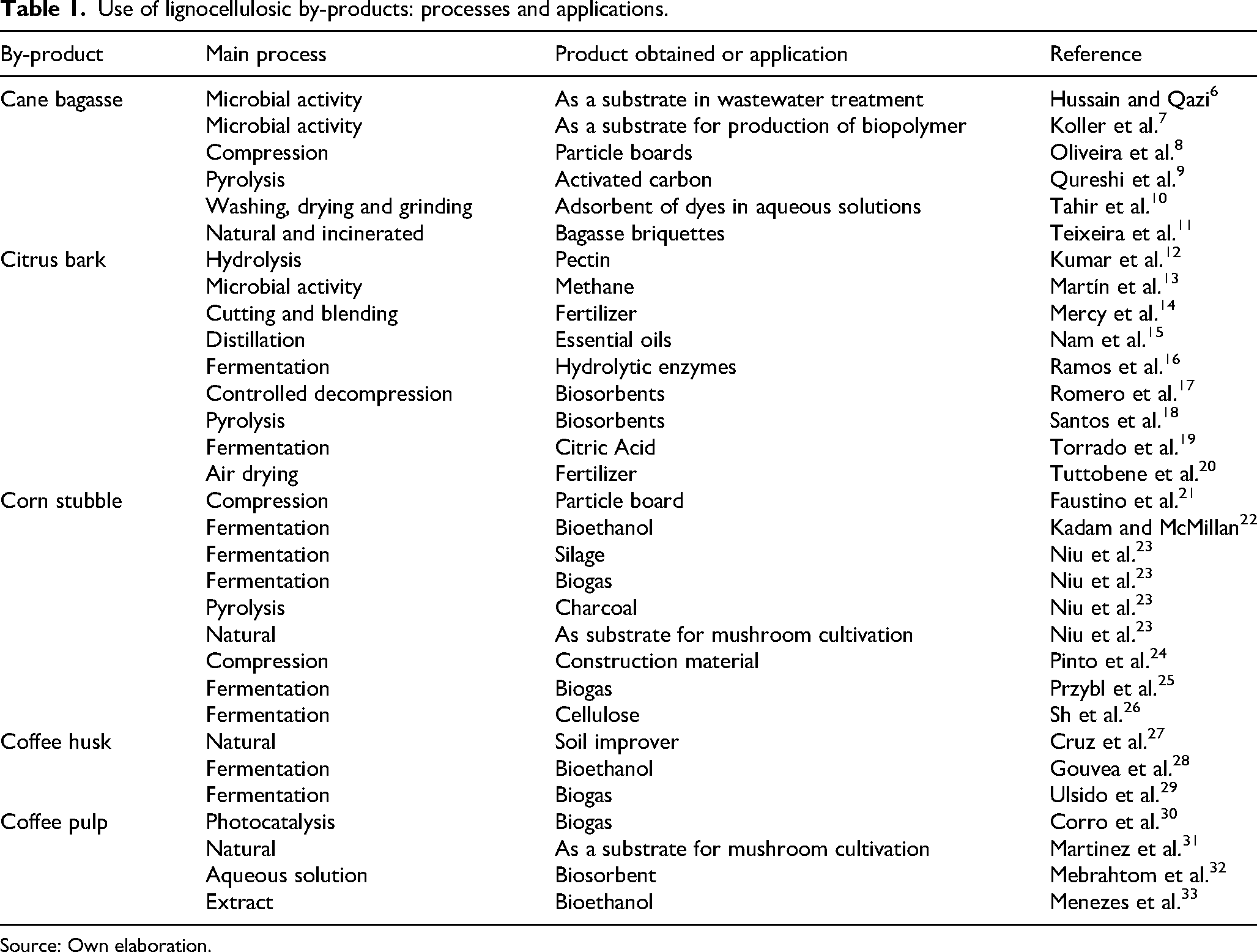
Source: Own elaboration.
As can be seen, the valorisation of residues with lignocellulosic potential in the production of panels remains a fertile field of study compared with their use for bioenergy. In general, agricultural residues ‒ stubble and by-products ‒ and agroindustrial residues are generated in abundance because the part traditionally harvested represents only a fraction of the total plant biomass.
It can also be seen in Table 1 that few articles report the manufacture of boards from plant material from agricultural or agroindustrial crop residues. However, there are reports of various agricultural residues that have been evaluated for their lignocellulosic characteristics, which can find a field of application in the manufacture of boards. For example, citrus peel contains an average of 8.5% lignin, 34 whereas rice husk (Oryza sativa), depending on its variety, can have up to 18.2% lignin. 35 These residues from agroindustrial processes can be considered in reinforcement mixtures with lignocellulosic material of higher lignin content such as wood, sugarcane bagasse (Saccharum officinarum), or coffee husk (Coffea), which have lignin contents of 25%–35%, 36 23% 37 and 31.2%, 38 respectively.
Table 2 shows a sample of intensive crops such as corn, citrus, sugar cane and coffee, but there are many other agricultural and agroindustrial residues with high lignocellulosic potential, as can be reviewed in the agricultural databases of each country. These lignocellulosic resources share a similar physical–chemical structure ‒ composed mainly of cellulose, hemicellulose and lignin ‒ which explains their comparable mechanical behaviour to wood and their suitability for board production.37–39
Percentage of residues generated relative to the traditionally used plant fraction.
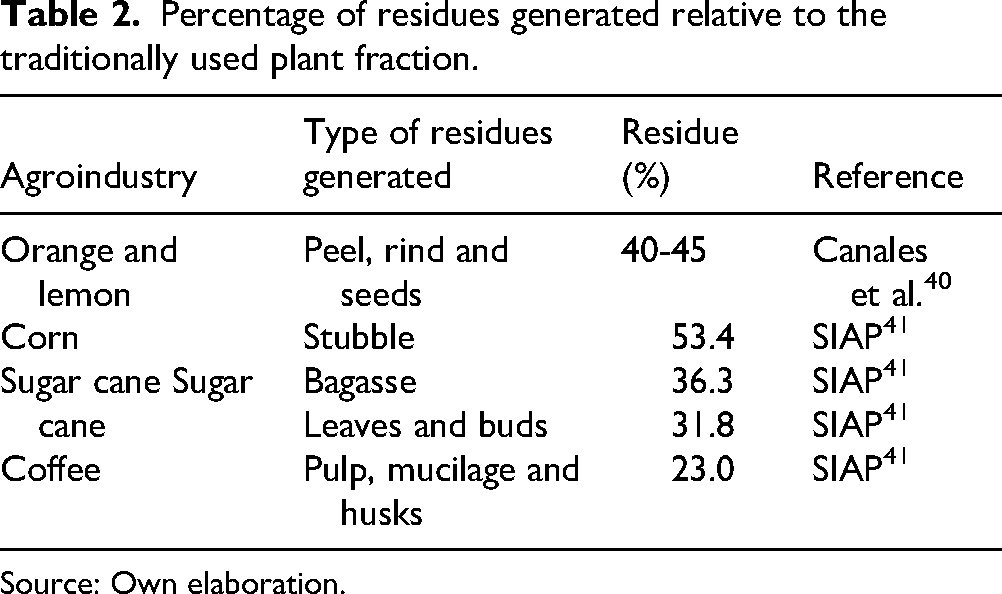
Source: Own elaboration.
Even though there are several alternatives for using agricultural and agroindustrial residues, there is still a gap to be addressed in new studies to generate added value by leveraging their lignocellulosic potential. As shown in Table 3, the four exemplified lignocellulosic residues contain lignin content that can be utilised for board production. Some, like rice husks, which contain 31.2% lignin, can be used independently, while others, such as citrus residues with lower lignin content, may require reinforcement.
Average values of cellulose, hemicellulose, and lignin contents in agricultural and agro-industrial residues (% w/w).
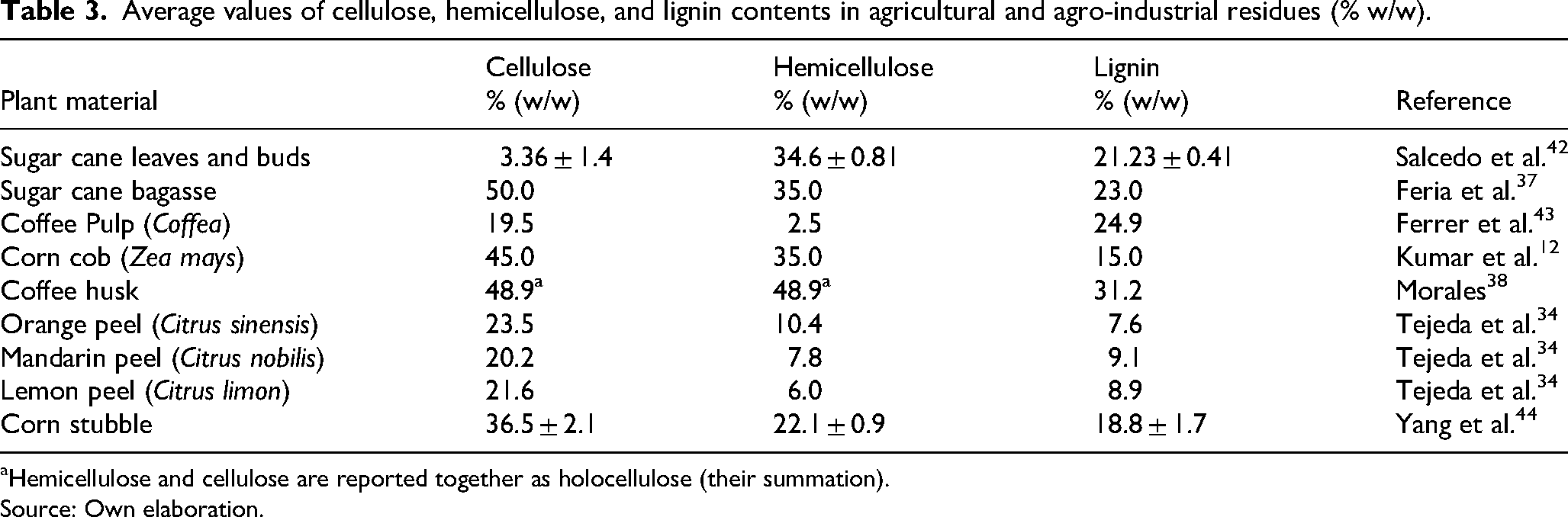
Hemicellulose and cellulose are reported together as holocellulose (their summation).
Source: Own elaboration.
Beyond the residues analysed in Table 3, cereal crop by-products such as wheat, sorghum, and barley represent another major source of lignocellulosic material for board production. These crops can even be cultivated in two seasonal cycles, which not only helps meet the growing global demand for food but also maximises the utilisation of abundant and renewable agricultural residues. These residues contain lignocellulosic particles that contribute to the production of self-adhesive boards. 45 A board is a composite material made with particles or fibres both from wood or other lignocellulosic materials and a binder, manufactured under pressure and temperature, which can be exogenous or endogenous. 46 Boards can be manufactured with the addition of external resins, either synthetic or natural, or without the addition of such resins to obtain self-bonded boards. The manufacture of self-bonded boards takes advantage of the physicochemical characteristics of the lignocellulosic material to promote the degradation and formation of new compounds and bonds that function as a binder.
It is important to change the traditional method of using resin adhesives, that is, UF or phenolic–formaldehyde, because they generate gases that are harmful to health, which has led to stricter environmental standards, increasing the demand for environmentally friendly products. 1 Therefore, great efforts have been made to replace formaldehyde-based adhesives because lignocellulosic composites can be produced without binders. It is also worth noting the commitment of international furniture companies, notably IKEA, which aims to achieve its furniture production with 40% natural raw materials for all its adhesives in 2025 and 80% in 2030, thus reducing pollution caused by synthetic adhesives. 47
SE is an example of a sustainable pre-treatment that aids in the production of self-bonded boards.48,49 The manufacturing of boards with vapour explosion and without any adhesive is possible due to the following phenomena:
Cross-linking reactions: High temperatures in lignocellulosic material generate lignin–lignin and lignin–polysaccharide bonds.
2
Self-bonding: With the high process temperatures, the fibre degrades without the addition of chemical agents
50
and can generate free radicals, which in turn can react and form radical–radical bonds that also contribute to self-adhesion.
51
Deformation of the system under pressure: As lignocellulosic material is a heterogeneous material, the inherent irregularity of the resulting surface will produce little contact area between adjacent elements.
3
To provide greater clarity regarding the adhesive-free bonding process, Figure 1
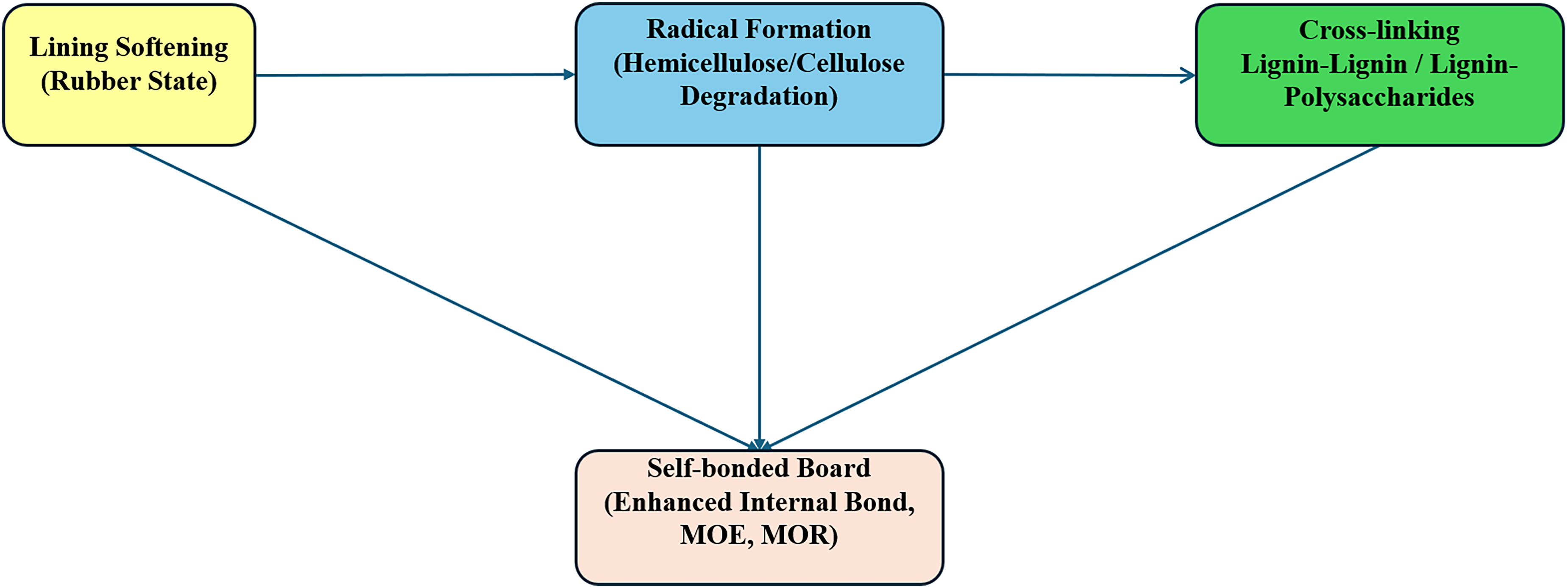
The main mechanisms of self-bonded boards under steam explosion pretreatment.
schematically illustrates the main chemical and physical mechanisms involved during SE pre-treatment. At high temperatures (typically 160–230 °C) and corresponding saturated steam pressures (0.7–3.5 MPa), lignin undergoes thermal softening (the so-called rubber state), which allows fibre deformation and closer inter-particle contact.52,54,55 Concurrently, partial degradation of hemicellulose and amorphous cellulose promotes the formation of free radicals that subsequently recombine to generate radical–radical bonds contributing to adhesion. 51 In addition, cross-linking reactions occur between lignin–lignin and lignin–polysaccharides, reinforcing the matrix cohesion. 2 The synergistic contribution of these phenomena leads to the production of self-bonded boards with improved mechanical properties, including internal bond (IB) strength, modulus of elasticity (MOE) and modulus of rupture (MOR) (Figure 1).3,56
To promote adequate adhesion between the parts that make up the board, the lignocellulosic material must be elastic enough to achieve intimate contact with itself, thereby generating bonds. This contact is achieved when the lignocellulosic material allows maximum elasticity or deformation under minimum pressure, which is known as the ‘rubber state’, ‘lignin fibre relaxation state’, or ‘lignin thermal softening state’. 52 The biomass–steam mixture is maintained for a period of time and terminated by explosive decompression. 54
In general terms, SE combines thermal, mechanical, and hydrolytic effects that destructure the lignocellulosic matrix and promote fibre separation. The efficiency of this pre-treatment depends mainly on the initial moisture content (MC), particle size, and the severity factor, which jointly determine the degree of fibre defibration and chemical modification.36,55 Thus, SE pre-treatment (Figure 2) is a process that involves the combined presence of heat (through steam), mechanical action (shear effects), and chemical effect (hydrolysis), resulting in a massive destructuring of the lignocellulosic arrangement, where factors such as MC of the lignocellulosic material, particle size, and the severity factor correspond to the combined effect of residence time and temperature being of great importance. 55
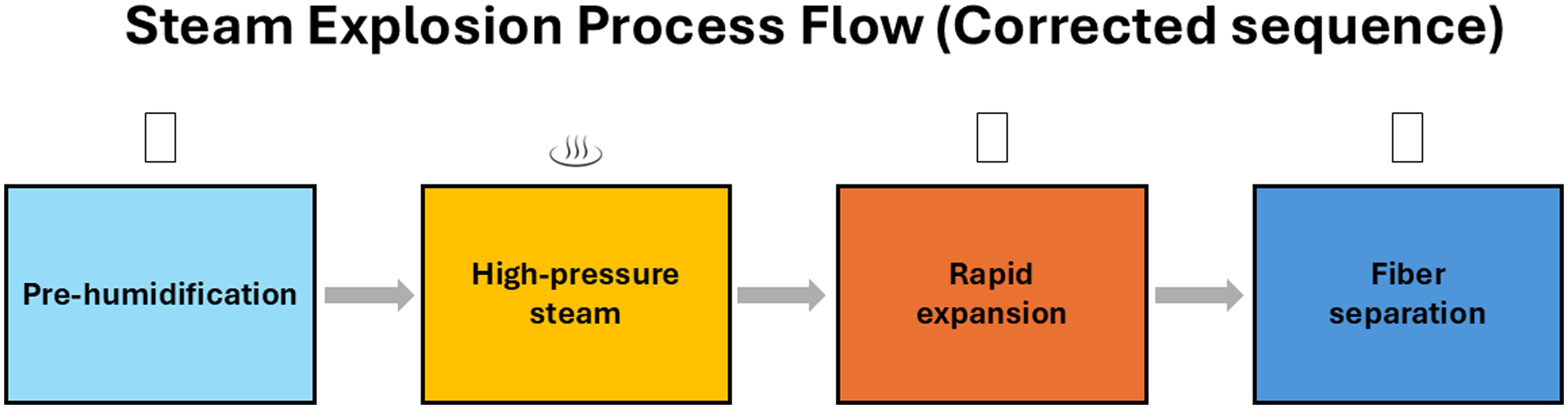
Steam explosion process flow.
The severity factor (SF) is a dimensionless parameter integrating the combined effect of temperature, residence time, and pH on the hydrothermal pre-treatment of lignocellulosic biomass. In SE processes, a higher SF generally promotes hemicellulose solubilisation and lignin redistribution, enhancing self-bonding in binderless boards, but excessive values can lead to cellulose depolymerisation and fibre damage.39,57 Recent research has refined this understanding: Tupciauskas et al. 48 demonstrated that an optimal SF range of 3.6–4.1 maximises IB strength and dimensional stability in boards from hemp shives, while avoiding degradation of cellulose crystallinity. Similarly, Tupciauskas et al. 58 reported that optimising SF within this range also improves water resistance and reduces thickness swelling (TS) in binderless panels made from agricultural residues. These studies highlight the importance of reporting and controlling SF in SE research to enable reproducibility, facilitate meta-analysis, and ensure performance optimisation across biomass types.
This review examines the influence of key factors such as material moisture, particle size, and severity factor on the SE process, synthesising significant literature published from 2000 to 2024 on board manufacturing using SE pre-treatment. While earlier studies focused on fundamental principles and applications up to 2020, more recent research (2020–2024) has expanded knowledge on raw materials, process parameters, and environmental considerations. Notable contributions include Zimbardi et al. 59 and Zimbardi et al. 60 on advancements in SE devices, Neitzel et al. 61 on alternative lignocellulosic materials, and studies addressing VOC emissions and CO2 impact from binderless board production.
This article is particularly relevant to the scientific and industrial community involved in board manufacturing, as it synthesizes findings on the decomposition of lignocellulosic material through non-catalysed SE. It begins by presenting the theoretical foundations of the SE process, describing its effects on plant material. Next, the methodology used in the literature review is detailed, including search strategies and study selection criteria. The results and discussion section examines the influence of moisture, particle size, and severity factor on board properties, along with an additional discussion on the use of agricultural and agroindustrial residues as alternative raw materials. Finally, the article presents conclusions and highlights potential directions for future research in this field.
This review was therefore developed to address a current knowledge gap: although SE has been widely studied as a pre-treatment in bioethanol production and lignocellulosic fractionation,62,63 its scientific and technological implications in the context of binderless board manufacturing remain dispersed and poorly systematised53,64 By integrating recent findings, this study clarifies how the physicochemical transformations induced by SE contribute to self-bonding mechanisms, environmental performance, and industrial feasibility.48,49 In doing so, it seeks to support both academic understanding and the practical valorisation of agro-industrial residues through sustainable board technologies,65,66 establishing a coherent framework that connects environmental motivations with technological innovation, supported by a collective studies addressing the gap identified by the reviewer in including significant and recent references (2020–2025) from Web of Science and Scopus but also consolidate the novelty of this work as the first systematic review specifically dedicated to the influence of steam explosion pre-treatment on lignocellulosic materials for the manufacture of self-adhesive particleboards.
Materials and methods
This article is based on a literature review of articles, books, and theses retrieved from databases such as SpringerLink, ScienceDirect, Taylor & Francis Online, and ResearchGate, as well as Latin American indexing repositories including Dialnet and EBSCO. Two- and three-word keywords were used, including the terms: steam explosion, fibreboard, particleboard, board manufacturing, and lignin.
The review followed a structured search and selection protocol inspired by PRISMA guidelines to ensure transparency and reproducibility. Boolean operators (AND, OR) were applied to refine the queries, and inclusion criteria considered only peer-reviewed publications related to SE pre-treatment, binderless board manufacturing, or theoretical foundations in lignocellulosic processing.
AI-assisted bibliographic tools (Semantic Scholar and Connected Papers) were used exclusively for mapping thematic clusters and citation relationships among studies, without influencing interpretation or textual content. No generative AI was employed for writing or analysis.
The selection of studies focused exclusively on publications related to binderless board manufacturing using SE pre-treatment and theoretical foundation articles, which explains the inclusion of some older citations of historical relevance. The corpus of documents was organised into three thematic categories: lignocellulosic composition of materials (16%), board processing (53%), and steam explosion and process formulations (31%).
As a result of this selection process, a final knowledge base of 143 documents was established: 134 journal articles, 2 books, and 7 theses, covering a publication period from 1980 to 2025. To characterise temporal trends, studies were grouped into four periods, and the percentage of documents published in each period is shown in Figure 3. This distribution demonstrates the predominance of research published during the last decade, confirming the intensification of scientific and technological interest in steam explosion pre-treatment and binderless board production.
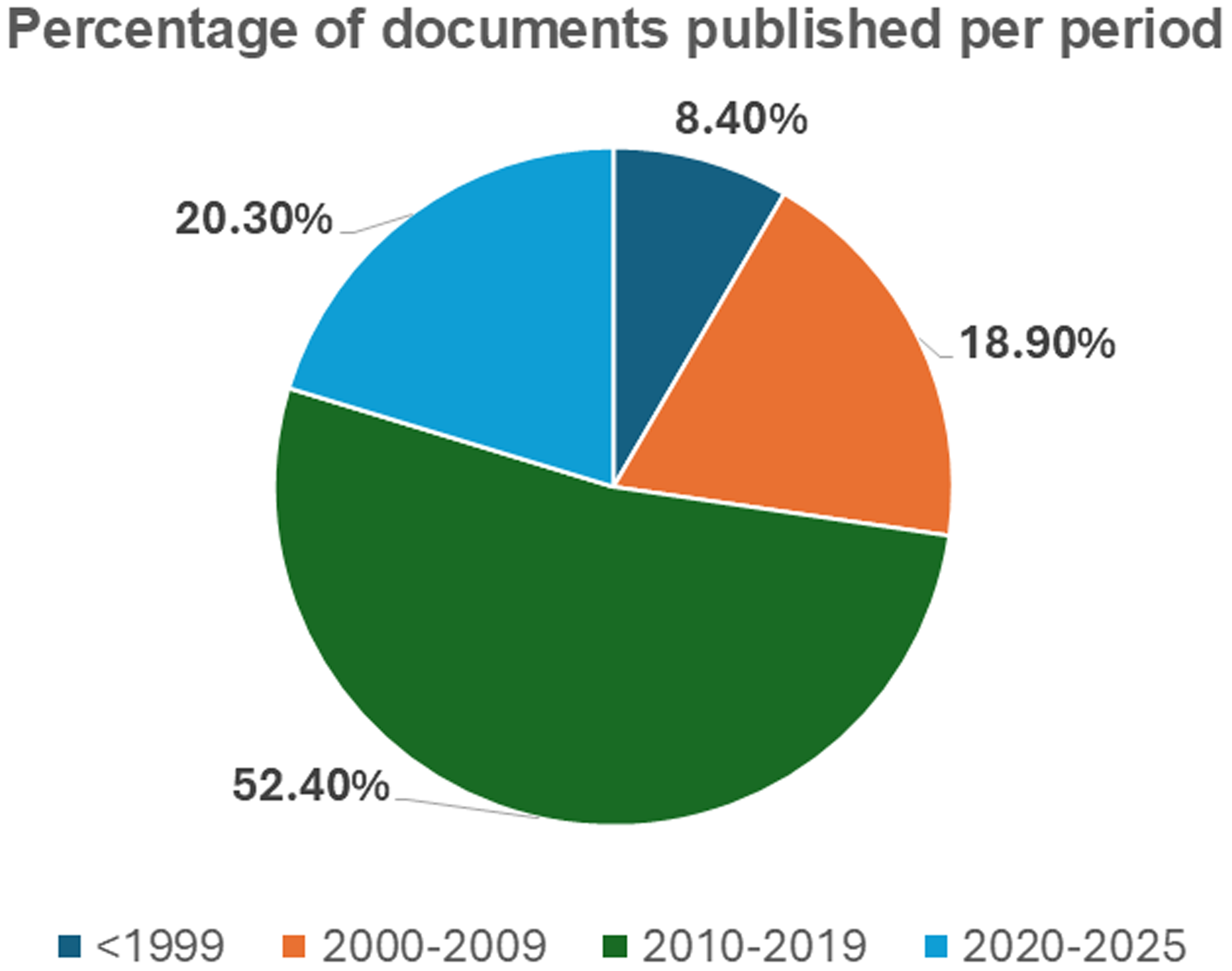
Publications distribution by period from 1980 to 2025.
Results and discussion
Several reviews have analysed SE as a pre-treatment for lignocellulosic materials, highlighting its physicochemical effects on fibre structure and bonding.53,64,67 However, the detailed influence of operational variables ‒ such as MC, particle size, and severity factor ‒ on board quality and environmental performance remains insufficiently systematised. The following sections address these parameters individually to provide an integrated perspective on their role in binderless particleboard manufacture.
The pattern observed in Figure 3, about SE and fibreboard research, indicates that the field matured during 2010–2019 and remains active in 2020–2025, with a growing emphasis on SE parameter optimisation and environmental metrics (VOCs/CO2). Accordingly, the discussion is structured around emissions, rinsing, MC, particle size, and severity factor to align evidence with process-performance linkages.
The recent research from 2020 to 2024 addresses emerging aspects that have not been considered in previous reviews, including the effect of substrate rinsing after SE and the quantification of VOCs and CO2 emissions during production. By consolidating process parameters, compositional modifications, and board performance into a unified analytical framework, this review delivers an updated, detailed, and practice-oriented synthesis for researchers and practitioners aiming to optimise SE conditions for sustainable, adhesive-free board manufacturing.
Building on this environmental perspective, recent literature further strengthens the rationale of this review. It underscores the relevance of steam explosion pre-treatment for enhancing the self-bonding capacity of lignocellulosic fibres in binderless particleboard manufacturing. Cavailles et al. 65 experimentally demonstrated that combining pre-treated biomass with optimised thermocompression parameters yields 100% binderless bio-based boards with competitive mechanical performance. Complementary studies by Tupciauskas et al. 48 and Audibert et al. 49 have directly identified steam explosion as a promising fibre-preparation route for adhesive-free board production. Moreover, Lüders Moll et al. 66 provided evidence that optimising particle size in self-binding fibreboards can further enhance their mechanical properties, reinforcing the technical feasibility of adhesive-free board production.
Binderless particleboard performance is governed by the interplay between SE–induced transformations and key operational factors that influence both environmental and mechanical outcomes. This review therefore frames its discussion around five parameters: (a) volatile emissions (VOCs and CO2), which indicate chemical stability and process footprint; (b) rinsing of SE-treated substrates, which tunes surface chemistry by removing soluble degradation products while preserving natural binders; (c) initial MC, which controls heat transfer, autohydrolysis, and lignin redistribution; (d) particle size, which dictates heat/mass transfer before SE and packing/porosity before pressing; and (e) pre-treatment severity, which integrates temperature–time effects and sets the extent of defibration and chemical activation. The following subsections examine these factors in turn, highlighting how their operating windows shape self-bonding, dimensional stability, and emissions in SE-based, binderless boards.
Steam explosion pre-treatment: Fundamentals
SE can be carried out using either batch or continuous systems, each with its own advantages and disadvantages. Zimbardi et al. 59 compared these methods, finding that continuous systems improve efficiency and uniformity, although they require a higher initial investment. Mason's early research on fibreboard production using SE highlighted operational challenges that ultimately led to the discontinuation of commercial-scale manufacturing, providing valuable insights for modern process optimisation. Additionally, Mason's patents on fibreboard production through SE (U.S. Patent No. US1655618A, 1928) offer fundamental knowledge on this technology and its limitations. The closure of his factory and the decline in the use of this method today can be attributed to economic and technical factors, such as high energy requirements and the emergence of more cost-effective alternative adhesives. Later, Zimbardi et al. 60 assessed the costs and feasibility of SE in biomass processing, highlighting that energy consumption and operating costs can be significant depending on production scale and process design. These findings reinforce the need to explore how advancements in SE technology could overcome these historical limitations and facilitate its implementation in self-bonded board manufacturing.
The SE consists of subjecting the biomass to heat at low steam pressures to depolymerise the lignin and with this to exploit the cellulose fibrils.
68
The mechanical effect in the SE process is caused by the sudden evaporation of capillary water from the biomass during the SE process, generating high shear forces between the fibres. Higher temperatures generate into higher pressures, which increases the difference between reactor pressure and atmospheric pressure. The pressure difference in turn is proportional to the shear strength of the evaporated moisture.
69
Chornet and Overend
70
were one of the first researchers to report how steam enters the internal structures of lignocellulosics by diffusion, and its subsequent condensation into liquid water inside the microporous structure. By decompressing the wet material suddenly, the water present within the capillaries is literally forced into an explosion, the mechanical effect of which is to rupture the fibres, apparently along weak zones of amorphous cellulose. The favourable effects of SE pre-treatment on plant material reported in the literature,50,71,72 can be summarised as follows:
• Increase in cellulose crystallinity. • Increase of porosity in the material. • Increase of the contact surface. • Hemicellulose is easily hydrolysed. • Promote defibration of a rigid raw lignocellulosic state. • Promotes delignification. • Induces the gum state of lignin.
Different studies have reported that steam pre-treatment of plant material can efficiently hydrolyse hemicellulose, modify lignin, increase surface area, increase cellulose crystallinity, and decrease the degree of polymerisation.48,50,73–75 This increase in ‘surface area’ refers to the total accessible area of the fibre structure, which improves wettability and reaction kinetics. 48 It should be distinguished from the ‘contact surface’ described earlier in the Introduction, which denotes the effective bonding interface generated by fibre deformation and compression during hot pressing. 3 Clarifying this distinction avoids conceptual overlap and highlights the complementary nature of both phenomena. Additionally, the steam explosion process promotes the defibration of the initially rigid lignocellulosic structure, resulting in separated and fibrillated fibres. After defibration, these steam-exploded fibres are typically covered by a softened layer composed of redistributed lignin and hydrolysed hemicellulose fragments, which act as natural binders during the subsequent hot-pressing stage, thereby enhancing self-bonding.2,3,48 It is possible to see that Shu et al. 75 reported the effect of different SE pressures (2.0–2.5–3.0 MPa) on poplar fibre morphology. SE facilitates the disintegration of plant fibres by breaking the lignocellulosic structure, degrading cellulose and hemicellulose while increasing the relative lignin content. Higher pressure and retention time improve fibre separation, but at extreme values (>3.0 MPa, 200 s), carbonisation and mechanical strength loss occur. Similarly, Figure 2 in Kumar et al. 36 showed that SE alters the lignocellulosic structure by breaking down hemicellulose and redistributing lignin, which improves enzymatic hydrolysis efficiency. Higher pressure and retention times enhance cellulose accessibility but may generate inhibitory compounds. Optimisation is crucial to balance sugar yield and minimise degradation by-products.
In SE pre-treatment, three factors directly influence the quality of the boards obtained with the treated material. First, the moisture of the material influences the hydrolysis process and the shear forces between the fibres upon decompression. 69 Generally, fresh lignocellulosic material has a high MC. While some studies suggest drying before SE to optimise fibre separation, others indicate that the process can be effective with fresh material as well. 76 The impact of MC on SE efficiency remains an area of investigation (see ‘Effect of moisture content’ for reference). On the other hand, particle size is of great importance because it increases the contact area with the steam and between the material itself, which not only improves the results of the SE process, but also influences the following pressing stage for the formation of the board by self-adhesion bonds.74,77 Finally, the severity is based on the assumption that all SE pre-treatments follow a hydrolytic, first-order kinetic process and obey the Arrhenius law, combining the treatment temperature and residence time into a single value. 55 The process severity can be quantitatively expressed through the severity factor (SF), defined according to Overend and Chornet 78 as: R0 = t × exp[(T − 100)/14.75], where t represents residence time (min) and T the temperature (°C), enabling comparison of different hydrothermal conditions and optimisation of process parameters.
Severity factor
The severity factor is the combined effect of the steam temperature with the residence time of the material subjected to the steam temperature. Equation (1) shows the model that defines pre-treatment severity as a function of the cumulative relationship between the effects of temperature and retention time. Jacquet and Richel
79
describe that this model is based on the hypothesis that process kinetics is of first order and obeys to Arrhenius law: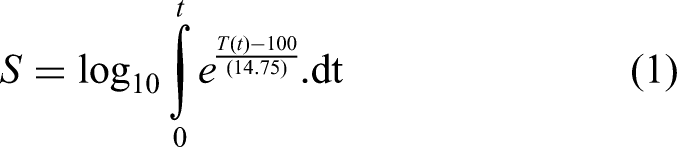
Where:
S = severity factor; t = retention time (min); T(t) = process temperature (°C); 14.75 = activation energy value in conditions where the kinetics of the process is first order and obeys Arrhenius law.
In a batch SE pre-treatment, it may happen, that the volume of the reactor in which the SE is performed is small, therefore, the steam pressure will reach the desired levels in a short time, so the temperature can be treated as constant during the whole process. In this situation, the severity factor can be calculated using equation (2), as Jacquet et al.
71
, Jacquet et al.
69
and Jacquet and Richel
79
mention it:
Where t = retention time (min); T = process temperature (°C).
If the case is that a longer time is required to reach the desired pressures, the gravity factor must include the time required to reach the target pressure. Then, the severity factor is calculated using equation (3).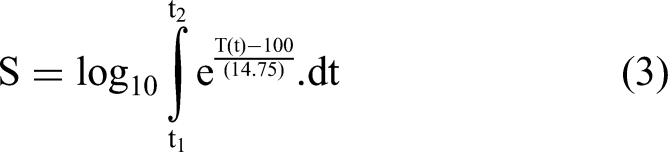
Where t1 and t2 are the times at the beginning and end of the reactions, respectively. T(t) = process temperature (°C).
Finally, assuming that the temperature increases linearly with each increase in pressure; then S for all increments, can be calculated with equation (4).
Where:
ti and ti + 1 are the initial times for increments i and i + 1.
Ti and Ti + 1 are the process temperatures for times ti and ti + 1, respectively.
From Figure 13.3, page 342 in Jacquet and Richel, 79 describes the typical temperature and pressure evolution during a SE process. There, the average time until the steam-cracking reactions have already started can be observed. Based on these findings, Jacquet and Richel 79 manage to determine the appropriate model as a function of the times needed to reach the target pressure.
The selection of the severity applied in a process depends on the intended purpose of the product subjected to SE, where high severities favour fibre separation. However, in turn, highly severe pre-treatments can excessively degrade the material causing short fibres and decreasing the strength of the fibre bundle, which can adversely affect the quality of the boards. 75 At low severity (≤2), biomass destructuring begins. If the reaction is drastic (≥4), dehydration and condensation of hemicellulose occurs and the more soluble sugar will degrade to a secondary product that can inhibit the reaction rates of enzymatic hydrolysis and subsequent fermentation. For example, if bioethanol production is desired, it is advisable to use low severities. On the other hand, if what is desired is to obtain a highly hydrophobic product with high calorific value, then high severities should be used. 80
Optimal SE processes can be achieved by a combination of high temperature and short residence time or low temperature and longer residence time. 36 However, it is important to note that SE processes usually have temperatures ranging from 180 to 260 °C, and residence times between 2 and 10 min ‒ the residence time spans from the time the target pressure is reached until explosion. 71
Crystalline cellulose provides hardness to the agglomerate, and hemicelluloses provide structural instability because they are hydrophilic. In this regard, Jacquet et al. 81 and Shu et al., 75 report that crystalline cellulose, lignin and hydrophobicity increase in the material with the severity of SE pre-treatment, on the one hand, due to the loss of highly hydrophilic amorphous hemicelluloses caused by partial hydrolysis and degradation; and on the other hand, due to the structural reorganisation of lignin and cellulose after treatment. However, the crystallinity index can also decrease in over-treated fibres as reported by Tienne et al.. 50 Velásquez et al. 82 reported that the best physico-mechanical properties of the boards were found at low SE pre-treatment temperatures with long residence times and high pressure temperatures. The finding is supported considering that pre-treatment at low temperatures possibly preserves the fibre structure and, under these conditions, a long pre-treatment time favours heat and mass transfer that produce the necessary physicochemical modifications.
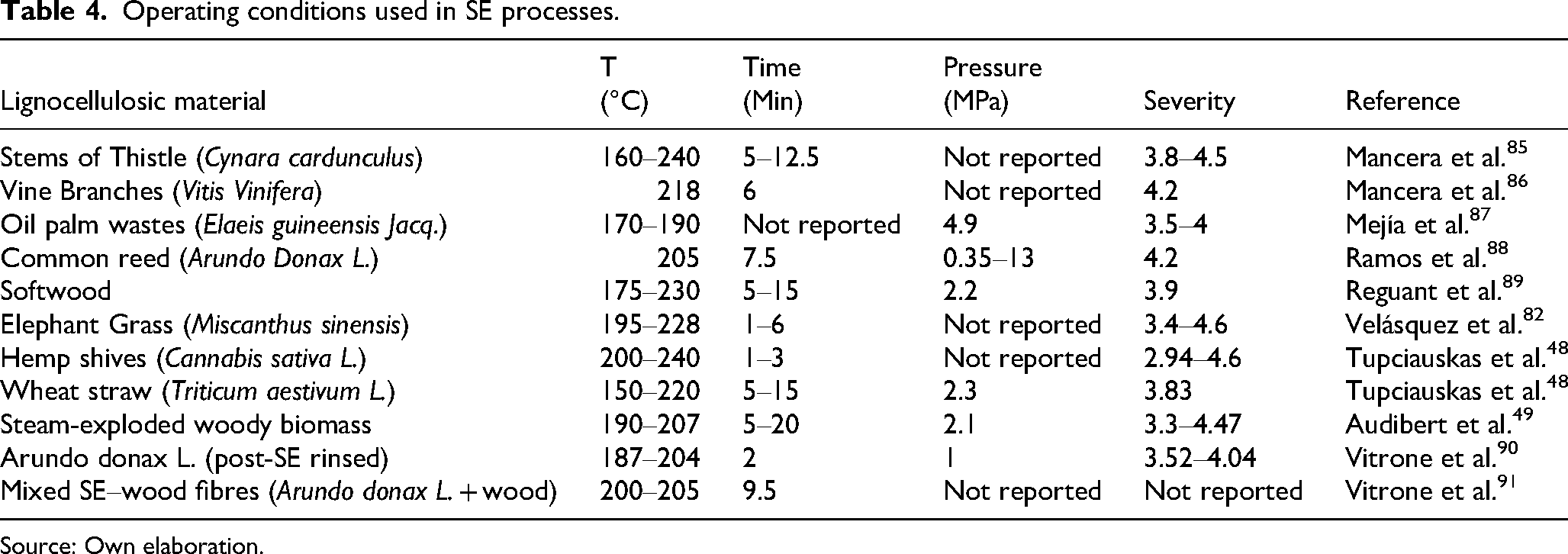
On the other hand, Arias 83 and Mancera et al. 84 determined that very high pre-treatment temperatures improved water absorption (WA) and TS values. While very low temperatures maximised MOR and MOE, which contradicts the findings of Velásquez et al., 82 at least for TS and WA. These differences may be due to the fact that Velásquez et al. 82 used high temperatures in pressing, which is the subsequent step in board processing, and this may have compensated for the low temperatures in pre-treatment. Table 4 reports conditions used with different lignocellulosic materials in the SE process.
Operating conditions used in SE processes.
Source: Own elaboration.
Effect of moisture content
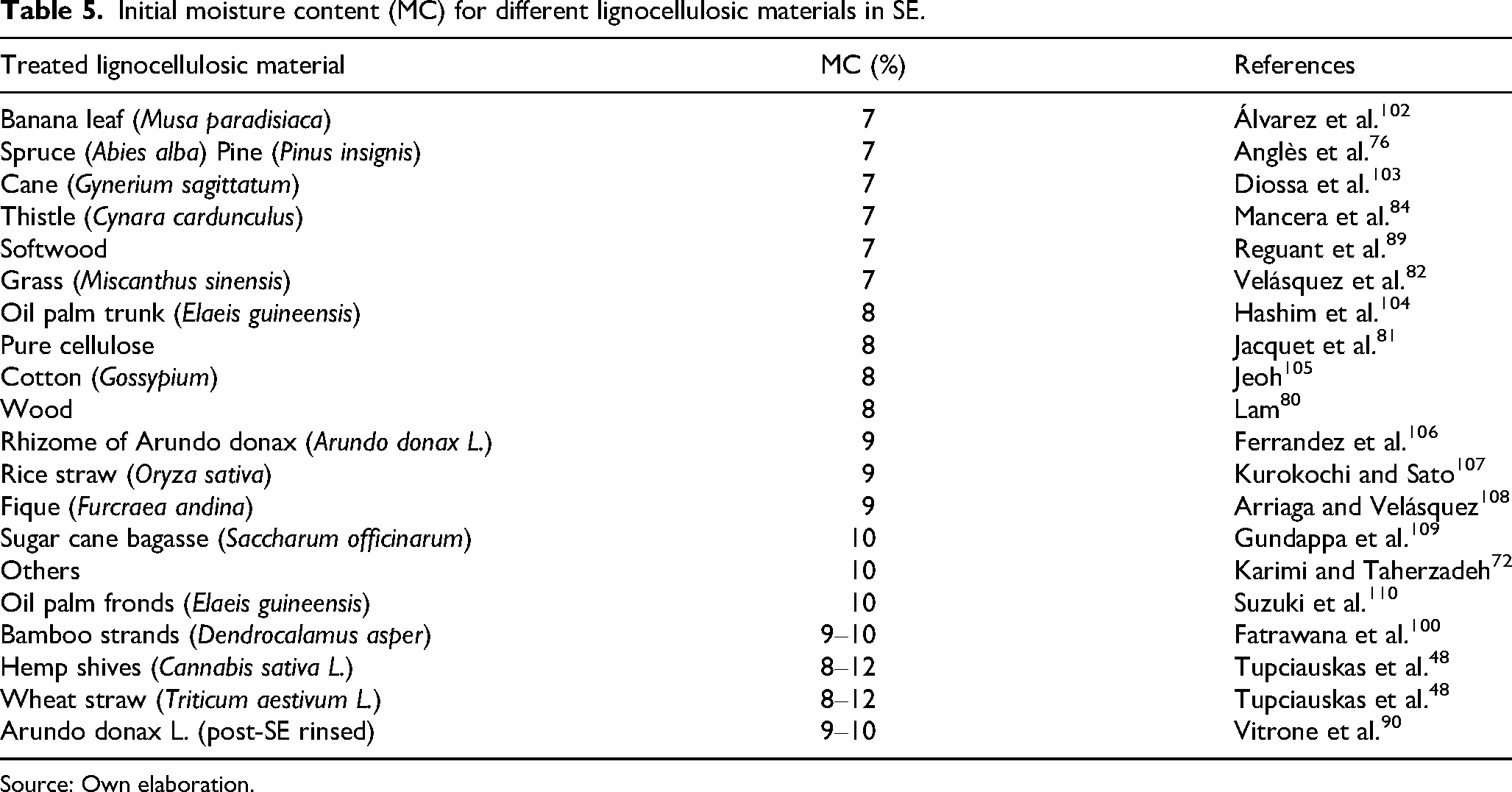
The MC of the material influences the SE stage mainly in the kinetics of the process, delaying it in situations where moisture is high, because the spaces in the biomass are filled with condensate before the steam temperature is reached, 80 this may mean that the specific energy consumption to produce a board increases proportionally as the MC increases. When biomass undergoes shredding, its hygroscopic capacity increases, which is counterproductive for panel production. However, fibre treatment with steam reduces the moisture absorption capacity of the treated biomass. Esteves, Marques, Domingos, and Pereira 92 demonstrated in their study on the influence of steam heating on the properties of pine (Pinus pinaster) and eucalyptus (Eucalyptus globulus) that treating wood with steam at 190°C for 2 h reduced its equilibrium MC from 8.3% to 5.4% at a relative humidity (RH) of 35%. Also, Ding, Gu, and Li 93 demonstrated the decrease of moisture absorption in the treated lignocellulosic material, and also found that the samples showed better dimensional stability using pressurised steam. Regarding this, it is known that the mechanical performance of plant fibres is affected by the water content within the fibers.94,95 Since, as demonstrated by Lam et al., 96 the reduction of moisture absorption of a steam-treated wood sample contributed to the polymerisation of condensed substances due to the breaking of hydrogen bonds. Different percentages of moisture in SE-treated biomass are reported in the literature. Table 5 lists some moisture values reported in the works cited here for the production of boards from different lignocellulosic materials. As can be seen in Table 5, the moisture percentages generally vary between 7–10%, which corroborates the daily use of low moistures by different researchers over time in SE pre-treatment. For their part Karimi and Taherzadeh, 72 recommend a general percentage of 10% for different lignocellulosic materials when treated with SE.
Initial moisture content (MC) for different lignocellulosic materials in SE.
Source: Own elaboration.
The effect of initial MC on steam-exploded lignocellulosic substrates has been more widely studied than initially indicated. Early work by Brownell et al. 97 already demonstrated that chip moisture levels significantly influenced heat transfer and pressure release during SE of aspen. More recent contributions confirmed the operational relevance of moisture in diverse lignocellulosic systems. For example, Ma et al. 98 showed that MC ranging from 30% to 90% in micro-explosion-pre-treated poplar strongly affected drying kinetics and permeability through pit-membrane fracture. Liu et al. 99 demonstrated that higher initial MC in sweet potato vine increased sugar release and reduced inhibitor formation after Instant Catapult SE, evidencing the suitability of ICSE for wet or fresh biomass. In binderless board research, Ramos et al.16,88 reported that soaking and rinsing Arundo donax prior to explosion facilitated hemicellulose removal and improved fibre bonding, resulting in superior mechanical performance. Fatrawana et al. 100 further showed that water-rinsing of steam-treated bamboo strands improved fibre quality and panel performance, while Pintiaux et al. 101 reviewed rinsing and pre-moistening as decisive operational parameters influencing consolidation in binderless panel production. Collectively, these findings confirm that controlling initial moisture ‒ through soaking, rinsing, or adjusting water content ‒ is a critical determinant of the physicochemical outcomes and environmental performance of steam-exploded substrates for binderless board applications.
Several studies have investigated the influence of the initial MC of lignocellulosic materials on the performance of SE pre-treatment and the resulting board properties. Initial moisture plays a decisive role in heat transfer, the efficiency of autohydrolysis, and the redistribution of lignin, all of which directly affect the self-bonding potential of fibres. Liu et al. 99 demonstrated in sweet potato vine that an initial MC of approximately 10–15% optimised the autohydrolytic activity of hemicelluloses. At this range, acetic acid and furfural formation were sufficient to catalyse fibre disruption and improve fibre bonding, while excessive water (>20%) decreased explosion severity and lowered the energy efficiency of the process. Sala et al. 111 analysed conventional wood-based composites and observed that increasing the initial MC above 12% caused a reduction in bending strength (MOR) by 10–18% and a decrease in dimensional stability. By contrast, intermediate moisture levels facilitated a better distribution of stresses within the panel, underlining the dual chemical and mechanical role of water. In line with these findings, Andzs et al. 112 evaluated wood fibre insulation materials obtained via SE and reported that initial moisture levels around 8–12% provided higher bulk density uniformity and thermal stability, whereas drier substrates (<5%) limited steam penetration and hindered fibre separation. Collectively, these studies confirm that initial moisture is not a peripheral condition but a central operational variable modulating both chemical reactions and physical transformations during SE. Clarifying its role within the section underscores how a controlled moisture range is fundamental to achieving optimal board properties and environmental performance. Given that this subject has not been extensively revisited in recent years, future research could refine moisture optimisation strategies tailored to diverse agricultural residues and board applications.
Effect of particle size
Both particle size and MC have a high effect on the efficiency of the SE process due to solubilisation, decomposition and/or autohydrolysis of the lignocellulosic material as a result of variations in heating rate within the particles. 113 Large particle size can hinder heat transfer, while small particles can result in overcooking and degradation of their components. Then, with higher moisture and particle size, a buffering effect of such solubilisation is achieved. 55 On the other hand, during the solubilisation of the lignocellulosic material, mass is lost with the consequent loss of lignin, which is the intrinsic adhesive material needed in the manufacture of boards, which is also closely related to the degree of severity of the treatment. 114
Simangunsong et al. 55 studied the effect of both particle size and SE severity on mass loss during steam explosion pre-treatment of beech wood (Fagus sylvatica) using three particle size fractions: 0.16, 1, and 2 mm. Their results showed that at low severity levels (R0 < 3.0), mass loss remained nearly constant across all particle sizes. However, as the severity factor increased to 3.5–4.0, the extent of solubilisation rose markedly, reaching about 40% mass loss at R0 > 4.0. Importantly, smaller particles (0.16 mm) exhibited higher mass loss due to more efficient heat transfer and hydrolysis, whereas larger particles (2 mm) retained more solid fraction, indicating lower solubilisation under equivalent conditions. These findings demonstrate that mass loss depends primarily on the SE severity factor, although particle size modulates the rate and extent of solubilisation. The above is in agreement with that reported by Cullis et al. 113 and Boussaid et al.,, 115 where solid substrate recovery from the SE process showed an upward trend as substrate size increased and severity decreased. These results propose working the SE with particle sizes that are not so small, either for solubilisation issues or for economic issues, due to grinding costs as mentioned by Alvira et al. (2010). However, it should be taken into account that there are a series of advantages and disadvantages when talking about pre-treatment for the production of boards, since the following compression stage requires small particle sizes.
Okuda and Sato 2 demonstrated that the IB, MOE and MOR of self-bonded boards made from Kenaf (Hibiscus cannabinus L.) core decreased with increasing particle size, indicating the contribution of powder-type material (0.05 mm) to the improvement in the quality of the boards. Similarly, tests on sugarcane bagasse (Saccharum officinarum) concluded that the best bond strengths and water resistance were obtained with particle sizes between 0.25 mm and 5 mm. This is because smaller particles have greater adhesion during compression, producing homogeneous and uniform boards with fewer internal spaces; this leads to better dimensional stability and provides a smoother surface. 116 On the other hand, Munawar, Umemura, and Kawai, 117 characterised the morphological, physical and mechanical properties of seven non-wood plant fibres: abaca (Musa textiles Nee.), pineapple [Ananas comosus (L.), Merr], sansevieria (Sansevieria trifasciata Prain), sisal (Agave sisalana Perrina), coconut (Cocos nucifera L.), kenaf (Hibiscus cannabinus L.) and ramina [Boehmeria nivea (L.) Gaudich]. In this study, it was determined that the mechanical properties of tensile strength, Young's modulus, and hardness of the raw plant fibres showed increasing trends with smaller diameter (0.05–2 mm, depending on species). 117 These enhanced fibre properties may contribute to improved mechanical performance in fibre-based boards. The authors agree that particle sizes smaller than 2 mm are adequate during the SE process to have a larger contact area and make the kinetics of the process and steam ingress to the material more efficient. 72 Table 6 describes different particle sizes reported for making self-bonded boards using different processes. It can be observed in Table 6 that the size ranges found in the literature are between 0.05 and 1 mm; which highlights that a smaller particle size, promotes a higher quality of the board. It should be noted that the particle size ranges summarised in Table 6 refers to the particle dimensions used for board manufacture, which in most cases correspond to the final size obtained after steam explosion or thermocompression pre-grinding, rather than the initial raw feed size. In the literature, post-treated materials are often screened or milled to remove coarse fractions before pressing; thus, although particles up to 2 mm were occasionally retained (e.g., 118 the operative range for self-bonded board production typically lies between 0.05 and 1 mm, consistent with the optimum range indicated in the present discussion.
Particle size for different lignocellulosic materials in binderless board production.
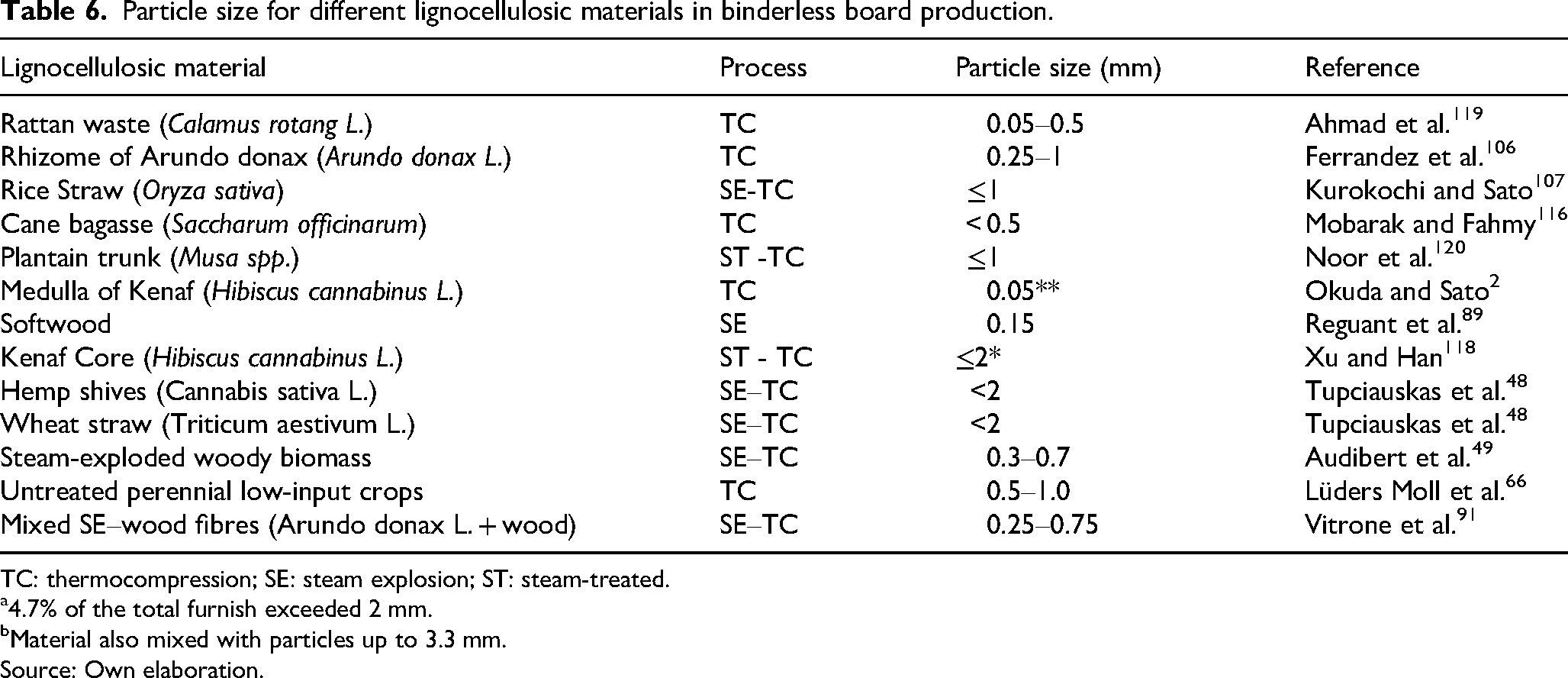
TC: thermocompression; SE: steam explosion; ST: steam-treated.
4.7% of the total furnish exceeded 2 mm.
Material also mixed with particles up to 3.3 mm.
Source: Own elaboration.
Studies on particle size in the context of SE and board pressing have evolved considerably over the last decades. Hsu et al. 121 were among the first to report that steam pre-treatment of wood induces fundamental chemical and physical changes, emphasising that chip size plays a central role in defibration and the development of stable bonding in wood-based composites. Building on this, Anglès et al. 76 demonstrated that residual softwood subjected to SE presented variable suitability for binderless panel production, with pre-treatment severity and particle morphology directly influencing panel performance.
A more comprehensive view was provided by Brodeur et al., 63 who reviewed physicochemical pre-treatments of lignocellulosic biomass and concluded that smaller biomass particles facilitate more effective heat and mass transfer during SE, improving subsequent accessibility. This conclusion was experimentally validated by Liu et al., 122 who showed that reducing corn stover particle size prior to SE enhanced enzymatic digestibility due to more uniform pre-treatment conditions. Similarly, DeMartini et al. 123 confirmed in poplar wood that chip size significantly affects the severity of steam pre-treatment and fermentable sugar yields.
The influence of particle size extends beyond pre-treatment to the furnish used in board manufacture. Pielhop et al. 124 demonstrated that the explosive decompression of softwood, mediated by initial particle size, impacts fibre separation and subsequent enzymatic digestibility. Later, Choupani Chaydarreh et al. 125 studied Camellia shell-based particleboards and found that reduced particle size after explosion improved packing density, minimised porosity, and enhanced mechanical performance. More recently, Hoppert and Einfalt 126 highlighted the effect of particle size reduction in steam-exploded wheat straw, reporting up to 17% higher glucose yields in enzymatic hydrolysis when smaller particles were used compared to coarse material. Finally, Engehausen et al. 127 confirmed the mechanical relevance of furnish particle size by showing that the bending strength and IB of single-layer particleboards were highly dependent on particle size distribution prior to pressing.
Taken together, these findings demonstrate a clear chronological distinction: particle size before SE governs pre-treatment efficiency through heat and mass transfer mechanisms, while particle size after explosion and before pressing determines packing, inter-particle bonding, and mechanical properties of the resulting boards.
As is the case with moisture in SE, in the present literature review, no studies were found that specifically evaluate the effect of SE on the initial particle size of lignocellulosic material and its subsequent influence on the physicochemical and mechanical characteristics of processed boards. While studies such as Saari et al. (2014) have examined the impact of steam treatment on binderless particleboards, they do not directly address how SE alters particle size distribution and affects board properties. This gap exists because SE pre-treatment promotes fibre separation and the breakdown of the lignocellulosic matrix, inherently modifying the final particle size relative to the initial one.
Taking into account the factors of the degree of solubilisation and energy costs for milling and process time in the reactor, studies can be considered to evaluate the appropriate initial particle size to obtain the desired final particle size in the pressing stage.
Effect of steam-exploded substrate rinsing
Rinsing of steam-exploded lignocellulosic substrates represents a decisive step in defining both the chemical composition and surface chemistry of fibres prior to binderless board production. The process primarily influences the presence of soluble degradation products such as acetic acid, furfural, hydroxymethylfurfural, and low molecular weight phenolics, which are generated during SE and can compromise board performance by contributing to odour development, equipment corrosion, or excessive VOC emissions during hot pressing. Moderate rinsing has been shown to mitigate these drawbacks while preserving the self-bonding capacity of the material. For example, Mancera et al. 86 demonstrated that in steam-exploded Vitis vinifera, rinsing effectively reduced acetic acid accumulation and facilitated the production of fibreboards with satisfactory (IB) strength, highlighting rinsing as a critical parameter in balancing mechanical and environmental performance.
The underlying mechanism is strongly tied to the removal of hemicellulose-derived degradation products. Hemicelluloses are among the most thermally unstable components of lignocellulosic biomass, releasing acetic acid and sugars under steam conditions. If not removed, these compounds may volatilise or participate in uncontrolled secondary reactions during hot pressing, thus elevating VOC levels. Kurokochi and Sato 74 confirmed this effect in steam-treated rice straw, where rinsing helped regulate the presence of hemicellulose and cellulose decomposition products. Their findings suggest that controlled washing preserved sufficient recondensed lignin and furan derivatives, both of which act as natural adhesives, while simultaneously minimising excessive VOC generation.
The importance of optimising rinsing intensity is underscored by the risk of over-washing. Aisyah et al. 128 investigated steam-exploded kenaf core and reported that excessive rinsing led to the leaching of soluble carbohydrates, which are vital for board strength development. This excessive removal correlated with reduced IB strength and MOR, demonstrating that while rinsing can enhance environmental performance, overly aggressive washing compromises structural integrity. Thus, rinsing must be considered as a fine-tuned parameter rather than a binary step.
Environmental implications also extend beyond board properties. Hosseinaei et al., 129 in the context of hemicellulose-extracted fibres for wood–plastic composites, showed that partial removal of soluble fractions not only reduced WA but also diminished microbial susceptibility. By analogy, rinsing steam-exploded substrates may serve as a pathway to reduce emissions of degradable organic matter that contribute to indoor air quality concerns, while also improving board durability. However, rinsing water is rich in organics and acids, raising the necessity of effluent treatment strategies to ensure sustainable manufacturing practices.
Taken together, these studies confirm that rinsing serves as both a quality-control and environmental-mitigation strategy. When optimised, it reduces VOCs and unwanted acidity, maintains essential natural adhesives, and supports the production of sustainable binderless boards. Yet, when excessive, it depletes binding agents and undermines board performance. Despite these insights, rinsing has not received significant attention in recent publications compared to other pre-treatment variables such as severity factor or particle size. Therefore, the optimisation of rinsing protocols, its coupling with process water recycling, and its role in reducing VOCs and emissions should be considered as promising areas for future research.
Volatile organic compounds and CO2 emissions
Steam-exploded materials emit VOCs and carbon dioxide (CO2) as a result of thermal degradation and chemical restructuring of lignocellulosic components. VOC emissions are particularly influenced by the hemicellulose and lignin content, as these fractions generate aldehydes, ketones, and furans during high-temperature processing. 130 In the context of binderless board production, VOC emissions have become an increasing concern due to stricter regulatory and environmental standards. 56 The specific VOC profile varies depending on feedstock type and processing parameters; however, steam explosion (SE) pre-treatment does not inherently reduce VOC emissions, but rather modifies both their magnitude and chemical composition. Depending on the severity factor, biomass type, and post-treatment conditions, SE may decrease certain compounds while promoting the formation of others, particularly oxygenated species such as furans.131,132 Nevertheless, under controlled processing conditions, SE-based systems have shown potential to mitigate specific emissions compared to conventional hot-pressing processes using synthetic adhesives. 130 In parallel, CO2 emissions are primarily linked to the energy demands of the SE and drying stages rather than being a direct by-product of the raw biomass. 64 Therefore, a comprehensive evaluation of the environmental performance of binderless boards requires a dual focus: assessing both direct emissions (VOCs) and indirect emissions (CO2). Recent research employing advanced analytical techniques, such as gas chromatography and FTIR spectroscopy, has validated the value of this dual-emission framework for sustainability assessment in lignocellulosic board manufacturing.64,130 Consistent with the corpus distribution reported above, most detailed VOC/CO2 assessments belong to the 2010–2019 and 2020–2025 windows, reinforcing the relevance of an emissions-centred discussion in SE-based binderless boards.
VOCs released during the manufacture of binderless boards arise from thermally induced transformations of lignin and hemicellulose; critically, their qualitative profiles and persistence have been documented for bio-based particleboards, evidencing that emission dynamics depend on the lignocellulosic feedstock and the post-forming time window. 133 Recent work by Bertheau et al. 130 provided a detailed chemical characterisation of VOC emissions from adhesive-free boards, identifying aldehydes, ketones, and furans as major components and quantifying their variation with production parameters. In parallel, SE pre-treatment and subsequent manufacturing conditions govern the physico-chemical state of fibres and, by extension, the board's performance envelope: SE severity dictates the balance between defibration and chemical activation, 48 while hot-pressing parameters and mat formation modulate densification and internal bonding. 133 From a materials standpoint, SE-treated giant reed (Arundo donax) has yielded fully lignocellulosic fibreboards with improved physical and mechanical properties 90 and mixing SE-treated non-wood fibres with wood fibres has produced self-bonded MDF with primary properties comparable to pMDI-bonded boards. 91 Complementarily, evidence on self-binding mechanisms in SE-based systems underscores the contribution of lignin redistribution and plasticisation to adhesive-free consolidation. 134 Taken together, these studies substantively reinforce the section by (a) anchoring VOC behaviour in experimentally observed emission profiles and persistence, and (b) connecting emission-relevant process windows to SE severity and manufacturing conditions, thereby providing an integrated basis for optimising steam-exploded, adhesive-free board production.
Environmental life cycle perspective
Beyond the emission profiles discussed above, a broader environmental dimension emerges when considering life-cycle impacts. While the discussion above focuses on direct gaseous emissions generated during steam explosion and hot pressing, a broader environmental perspective is provided by life-cycle assessments (LCA). These studies quantify the overall carbon footprint and energy requirements of binderless board manufacturing, integrating both process-related CO2 emissions and upstream energy inputs. Recent assessments (135,136) confirm that substituting synthetic-resin boards with steam-exploded binderless alternatives reduces the global warming potential by approximately 30%–35%, mainly due to the elimination of formaldehyde adhesives and the valorisation of agricultural residues as renewable feedstocks. Incorporating this LCA viewpoint complements the VOC-centred discussion and highlights the potential of SE-based processes to meet the carbon-neutrality targets defined for the wood-based panel industry.
Recent life cycle assessments provide quantitative evidence of the environmental benefits of binderless board technologies. Leiter et al. 136 reported that straw-based binderless fibreboards produced at laboratory scale achieved a global warming potential of 0.68 kg CO2-eq per kg board, compared with 1.02 kg CO2-eq for conventional reference boards, corresponding to an approximate reduction of 33%. Similarly, Mata et al. 135 demonstrated that substituting conventional electricity with photovoltaic-derived renewable energy during the manufacture of cardoon-based bio-boards results in a 34% decrease in the carbon footprint, further underscoring the role of sustainable production pathways in reducing greenhouse gas emissions. Distinctively, Audibert et al. 49 investigated binderless particleboards obtained from steam-exploded woody biomass and demonstrated that the pre-treatment significantly enhanced mechanical strength and dimensional stability. While their study did not quantify CO2 reductions, the direct link established between steam-explosion-induced chemical/morphological changes and improved board performance provides strong complementary evidence for the environmental and technical viability of this approach.
Discussion
The operating conditions reported in Table 6 show that steam explosion treatments for lignocellulosic materials are typically conducted within severity ranges of approximately log R0 ≈ 3.4–4.6, depending on the biomass type and intended application. Within this range, moderate severity levels (log R0 ≈ 3.5–4.0) have been consistently associated with balanced physicochemical modifications, allowing effective fibre defibration while limiting excessive degradation of structural components.82,84 In contrast, higher severity levels (log R0 > 4.0) may enhance fibre separation but also promote degradation reactions and the formation of secondary by-products.75,80 The temperature–time combinations presented in Table 7 illustrate how both moderate and high severity levels can be achieved under different processing conditions. Therefore, the selection of an appropriate severity range should consider the trade-off between fibre activation and material degradation, with moderate severity conditions consistently providing a more balanced performance for binderless board production.
Temperature-time combinations yielding target severity (S).
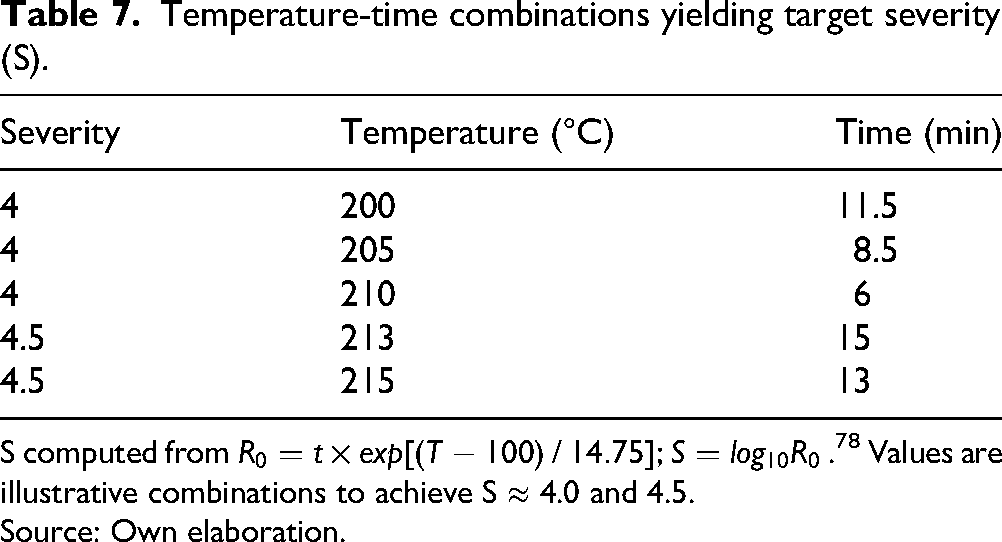
S computed from
Source: Own elaboration.
The synthesis of findings presented across the previous sections highlights a coherent relationship between raw material composition, process parameters, and final board properties. The lignin and hemicellulose content of the feedstock defines its inherent self-bonding potential,2,3 while SE parameters—particularly MC, particle size, and severity factor—determine the extent of fibre defibration, lignin redistribution, and surface activation.79,82,84 These transformations directly influence key product indicators such as IB, MOR, and TS, as well as environmental parameters including VOC and CO2 emissions.56,130 Thus, optimal binderless board performance is achieved when the intrinsic characteristics of the raw material are aligned with moderate process severities (log R0 ≈ 3.5–4.0) and balanced particle dimensions (<2 mm), conditions that promote cohesive inter-fibre adhesion and low emissions.48,55,127 This integrated framework underscores that the design of SE pre-treatment should not be limited to process optimisation alone but should encompass the coupling between feedstock selection, operational control, and targeted mechanical and environmental outcomes.49,91
Conclusions
The integration of agro-industrial lignocellulosic residues—such as sugarcane bagasse, Arundo donax, rice straw, and coffee husk—into particleboard production represents a viable route toward sustainable material substitution in the panel industry. Steam explosion (SE) pre-treatment enhances fibre defibration, lignin redistribution, and natural adhesion, enabling the manufacture of fully self-bonded boards without synthetic resins.
Across the reviewed studies, binderless particleboards achieved IB values between 0.35 and 0.85 MPa, MOR between 20 and 36 MPa, thickness swelling (TS) of 8–15%, and densities ranging from 700–1100 kg/m3. Studies reported initial levels of MC ranging from 7% up to 12%, while 10% MC is recommended by several authors. The operative range for self-bonded board production lies between 0.05 mm and 1 mm, although particles up to 2 mm are occasionally used. Most studies identify a range of severity of 3.5–4.1 as ideal for processing self-bonding boards. Rinsing of steam-exploded substrates is a decisive step for tuning fibre chemical stability, removing soluble degradation products, thereby preventing odour, equipment corrosion or high VOC emissions. Finally, while VOCs arise from the thermal degradation of hemicellulose and lignin during conventional processing, SE pre-treatment does not inherently reduce VOC emissions but instead modifies their quantity and chemical composition. Depending on the severity factor, biomass type, and post-treatment conditions, SE may reduce certain compounds while promoting the formation of others, particularly oxygenated species such as furans, which can increase overall emissions at higher temperatures.131,132 Therefore, controlling SE severity ‒ particularly maintaining temperatures at or below 200 °C ‒ and applying appropriate post-treatment strategies such as rinsing are critical to mitigating excessive VOC release. 130 These results demonstrate that SE-pre-treated fibres can achieve mechanical and dimensional performance comparable to conventional resin-bonded boards while enabling competitive mechanical and dimensional performance and offering the potential to reduce CO2 emissions and manage VOC emissions under controlled processing conditions.
This review is the first to systematically integrate the three critical operational parameters ‒ MC, particle size, and severity factor ‒ linking them to both mechanical and environmental outcomes in binderless particleboard production. The synthesised findings provide a technical baseline for defining process windows that balance fibre activation, lignin plasticisation, and emission control.
Future research should focus on the optimisation of SE severity in combination with controlled rinsing and particle size distribution, complemented by life-cycle and techno-economic assessments. In parallel, integrating data-driven modelling and machine learning tools may accelerate the prediction and scaling of SE-based binderless board technologies, strengthening their industrial applicability and environmental competitiveness.
Footnotes
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.