
Abstract
The comfort behavior of textiles relies on the transfer of sensible and insensible sweat which can be obtained by improving the moisture transmission properties of knitted fabrics. This research investigates the impact of primary heater (PH) temperature (150°C, 170°C, 190°C, 210°C) on the structural properties like morphological changes, wicking, crystallinity, and comfort properties such as breathability and moisture transmission properties of 100% PET (Polyethylene Terephthalate) based knitted fabric made from draw-textured yarn (DTY). This study establishes a direct connection between yarn structure (crimp, mechanical characteristics, and morphological structure) and fabric performance (moisture management and permeability). The findings demonstrate that increasing the PH temperature to 190°C improves 19% crystallinity from 37% to 44%, promotes better textured and crimp structure, leading to enhance capillary pathways. Consequently, fabric produced at 190°C showed the best performance with overall moisture management capacity rising from 0.0897 to 0.7388 (>700% increase), one-way transport index reaching 306%, wetting time decreasing to 2.059 s, and absorption rate escalating to about 51%/s. Moreover, air and water-vapor permeability also improved by approximately 25%–30% compared to lower temperatures. However, increasing temperature to 210°C, comfort-related measures showed slight deterioration due to partial crimp relaxation and reduced inter-filament spacing. These results offer useful guidance for improving DTY processing conditions demonstrating that regulated PH temperatures (∼190°C) may greatly improve moisture transport and breathability of polyester knitted textiles for sports and functional clothing applications.
This is a visual representation of the abstract.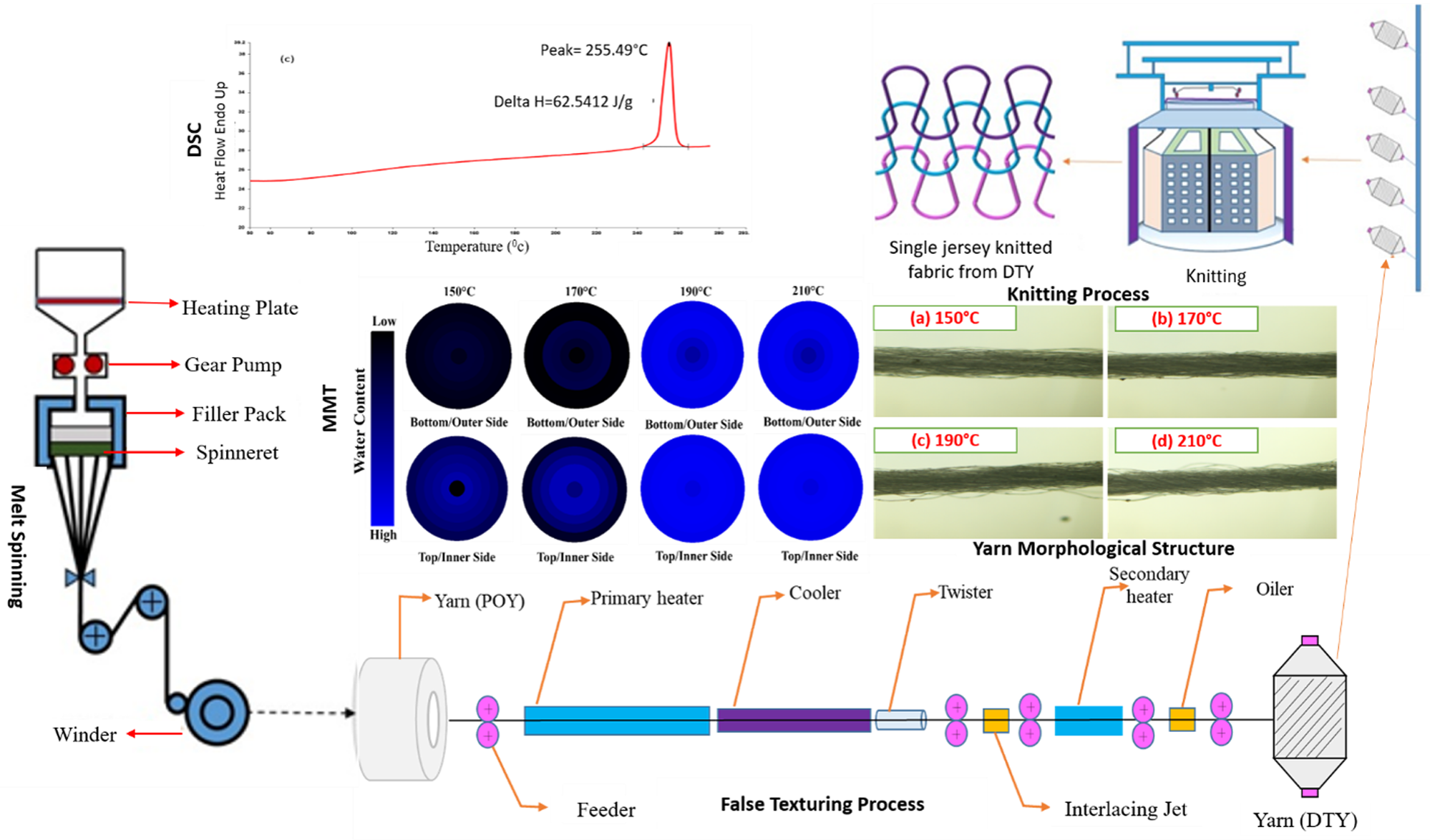
Introduction
The growing need for functional clothing, especially sportswear and active wear, has drawn a lot of interest in improving the moisture-management (MM) characteristics of textiles. Polyester is still the most popular synthetic material because of its simplicity of processing, dimensional stability, and durability. However, effective capillary-driven transport is necessary for thermal comfort because of its intrinsically low moisture regain, which restricts liquid absorption. 1 MM is necessary to keep garments comfortable and helps control body temperature because it makes it easier for sweat and moisture to be efficiently absorbed, transported, and evaporated. 2 In the context of textiles, it describes the ability of a fabric to regulate the flow of liquid moisture from the skin from the inner layer to the fabric’s surface. 3 This characteristic not only speeds up drying but also lessens the possibility of unpleasant moist areas forming. Studies have shown that some polyester knit constructions with longer loop lengths and superior fabric topologies significantly enhance overall comfort and moisture transfer. 4 Measuring variables like wetting time, absorption rate, spreading speed, and OMMC enables testing techniques to objectively assess these qualities. These measures may be used by researchers and producers to evaluate fabric performance and modify design and production parameters for particular functional applications. 5 According to recent research, a steady microclimate between the skin and the textile is largely dependent on the combined effects of liquid moisture transport and vapor permeability which are further influenced by elements like clothing characteristics, activity level, ambient conditions, and air movement. 6 The capacity of textile materials is crucial to effectively absorb, transport, and evaporate moisture because air and water vapor permeability are crucial for determining breathability and overall thermal comfort in a variety of applications.7–9 Also, these comfort-related parameters are highly relied on fabric porosity and structural arrangement since polyester is inherently hydrophobic, making thorough testing crucial for enhancing functional textiles and sportswear. 10
Research on moisture transmission behavior in fabrics has become essential, particularly for sportswear, because comfort and moisture transfer efficiency are strongly interconnected. Unlike liquid retention, hydrophobic synthetic fibers facilitate moisture discharge via capillary wicking. 11 Fibers like polyester and nylon may efficiently transport and release perspiration, which move liquid through capillaries. On the other hand, cotton and other hydrophilic fibers retain water, making them less suitable for practical use. 12 Polyester, most popular synthetic material used in the production of knitted fabrics because of its elasticity, durability, bulkiness, hydrophobicity, and dimensional stability. 13 However, porosity, yarn shape, and surface capillaries designed during processing are essential to the comfort performance of polyester fibers since they do not absorb moisture. 14
This reliance highlights the significance of DTY. To improve the functionality of DTY, texturing process is one of the effective methods and it also makes polyester more suitable for clothing and technical textiles by adding bulk, crimp, and elasticity during the texturing process. 15 In this process, it is created via false-twist texturing and then heated in two stages while undergoing mechanical deformation. The PH temperature is one of the most important process variables as it affects the bulkiness, molecular orientation, crimp formation, and crystallinity of the yarn, all of which eventually determine the capillary structure and moisture-handling ability. 16 This behavior is well supported by recent polymer investigations. The crystallization kinetics of poly (ethylene terephthalate) (PET) are temperature-dependent, with maximal rates of crystallization occurring between 160°C and 190°C, which has a substantial impact on structural development and stability. 17 Additionally, chain orientation and relaxation compete when pre-oriented PET fibers are heated, which has an immediate impact on the yarn’s ultimate shape. 18 As a result, inter-filament spacing, pore distribution, and capillary routes are all significantly influenced by the heat history imposed during texturing. The PH temperature range of 150°C–210°C is validated by previous literature because it captures the important structural shift of PET during heat processing. Higher temperatures facilitate relaxing but may lead to over-relaxation, whereas lower temperatures restrict the formation of crimp.19,20
Although several researches have examined how PH temperature affects the yarn mechanical, crystallinity and crimp behavior,21,22 and others have reported the impact of fiber fineness, yarn type, denier, and loop length on the wicking behavior, air, water, and moisture permeability of knitted polyester fabrics,23,24 the direct connection between the moisture-management properties of 100% polyester knitted textiles and the PH temperature during DTY processing remains inadequately explored. For instance, Lin et al. 25 examined hygroscopic elongation in moisture-responsive polyamide fibers to improve knitted double-layer fabric comfort; they focused on smart fiber design but not polyester systems that are relevant to DTY yarns. Similarly, previous researchers investigated water transport in knitted polyester textiles offered insightful information on absorption and wicking processes; however, they did not examine how yarn processing factors like PH temperature directly affect fabric performance.2,26 While heater temperature directly modifies yarn structural properties such as crystallinity, orientation, and bulk, which closely related to moisture transition properties and comfort performance.27,28 Conversely, recent studies on secondary heater temperature have been addressed how it affects the mechanical and structural performance of DTY yarns rather than moisture transport and air permeability. 29 More recent research confirms the significance of thermal history in the manufacturing of polyester. Perera and Lanarolle 30 found that thermal treatment affects the shrinkage behavior of polyester yarns and knitted fabrics, while Maity et al. 31 demonstrated that processing conditions and heater temperature affect the structural and mechanical properties of DTY yarns. Simultaneously, research has concentrated on smart textiles, directed moisture transport systems, and multifunctional thermoregulatory materials rather than traditional processing parameters.32,33 Nevertheless, these investigations do not explicitly explain how changes in the PH temperature alter the morphology of DTY yarn, which subsequently affects air permeability and moisture management.
Therefore, the goal of this research is to investigate how the PH temperature affects the moisture transmission properties such as wetting and absorption dynamics, spreading behavior, AOTI%, OMMC of knitted textiles constructed from 100% polyester DTY yarns. This study also evaluates the structural behavior of yarn and fabrics through crimp properties, optical geometry, drop test, wicking behavior along with thermal properties by DSC analysis. Besides, air and water vapor permeability are also evaluated to ensure the breathability of treated fabrics. It is predicted that raising the PH temperature within the chosen range (150°C–210°C) will increase crimp formation and structural relaxation, resulting in better yarn bulk and more efficient capillary routes, which will improve moisture transfer. Nevertheless, excessive thermal relaxation can lower structural stability and have a detrimental impact on wicking performance above an ideal temperature.
Materials and methods
Materials
To perform this research, PET chips purchased from a renowned manufacturer. The quality parameters of chips are as follows: Intrinsic Viscosity = 0.641–0.643 dL/g, Colo Pellet Grade = 32, COOH = 31.73–31.54 meq/Kg, Color L = 83.30–84.21, a = −2.14 to −1.97, b = 5.91–6.19, Ash = 0.290%, TiO2 = 0.282%, DEG = 1.045%.
Sample preparation
DTY yarn
The creation of POY from PET chips is illustrated in Figure 1(a). Firstly, PET chips are initially precrystallized in crystallizer bed at for 15–20 min 170°C–175°C and dried to remove moisture using hot air at 150°C–160°C for 3–4 h. 17 The chips are then melted in an extruder (around 280°C–290°C) and filtered before being sent to the spinneret and spinning pack. A spinneret with 144 holes (configured for 144 filaments) is used to extrude the molten polymer. The filaments are then solidified by quenching them with controlled air, coated with spin-finish oil, and taken over godets for partial orientation. Finally, 165D/144F POY is produced by winding the yarn into packages. Following this, the false-twist texturing process was employed to make DTY from POY by using the Barmag Oerlikon Texturing Machine (Model EFK-PA, Germany), represented in Figure 1(b). The POY yarn needed to undergo subsequent units of the texturing machine: feeder, PH, cooler, twister, interlacing jet, secondary heater, and oiler unit to achieve a false-twist texture on its surface. To explore the permeability and MM properties of the knitted fabric made from DTY yarn, the machine setting was controlled manually. Four distinct PH temperatures – 150°C, 170°C, 190°C, and 210°C – were set to obtain four different DTY yarns while maintaining all other machine settings constant throughout the process. The POY yarn was fed to the feeder of the false-twist texturing machine at a processing speed of 600 m/min. The texturing conditions were maintained at a secondary heater temperature of 170°C, D/Y ratio of 1.68, draw ratio of 1.7, stabilizing overfeed of 4.10%, take up of 4.90%. The primary heater length, secondary heater length, and cooling plate length were 2000 mm, 1425 mm, and 1100 mm respectively. Additionally, a PU disk configuration of 1-5-1 with a disk diameter/thickness of 52 mm/9 mm was utilized throughout the experiment. The yarn was subjected to heat while passing the PH. Beyond the glass transition temperature, its secondary bonds started to break. Concurrently, the insertion of a high twist promoted the deformation of the individual filaments across the yarn cross-section. The synergistic effect of elevated temperature (beyond Tg), applied twist, and mechanical stretching facilitated molecular rearrangement within the POY yarn, thereby enhancing its degree of crystallinity. Following the PH, the yarn was cooled to 70°C by using a cooler to stabilize the twisted configuration, which was achieved by reforming secondary bondage. Thus, by systematically varying only the PH temperature “four different DTY yarn was prepared” to carry out subsequent experimental analysis.
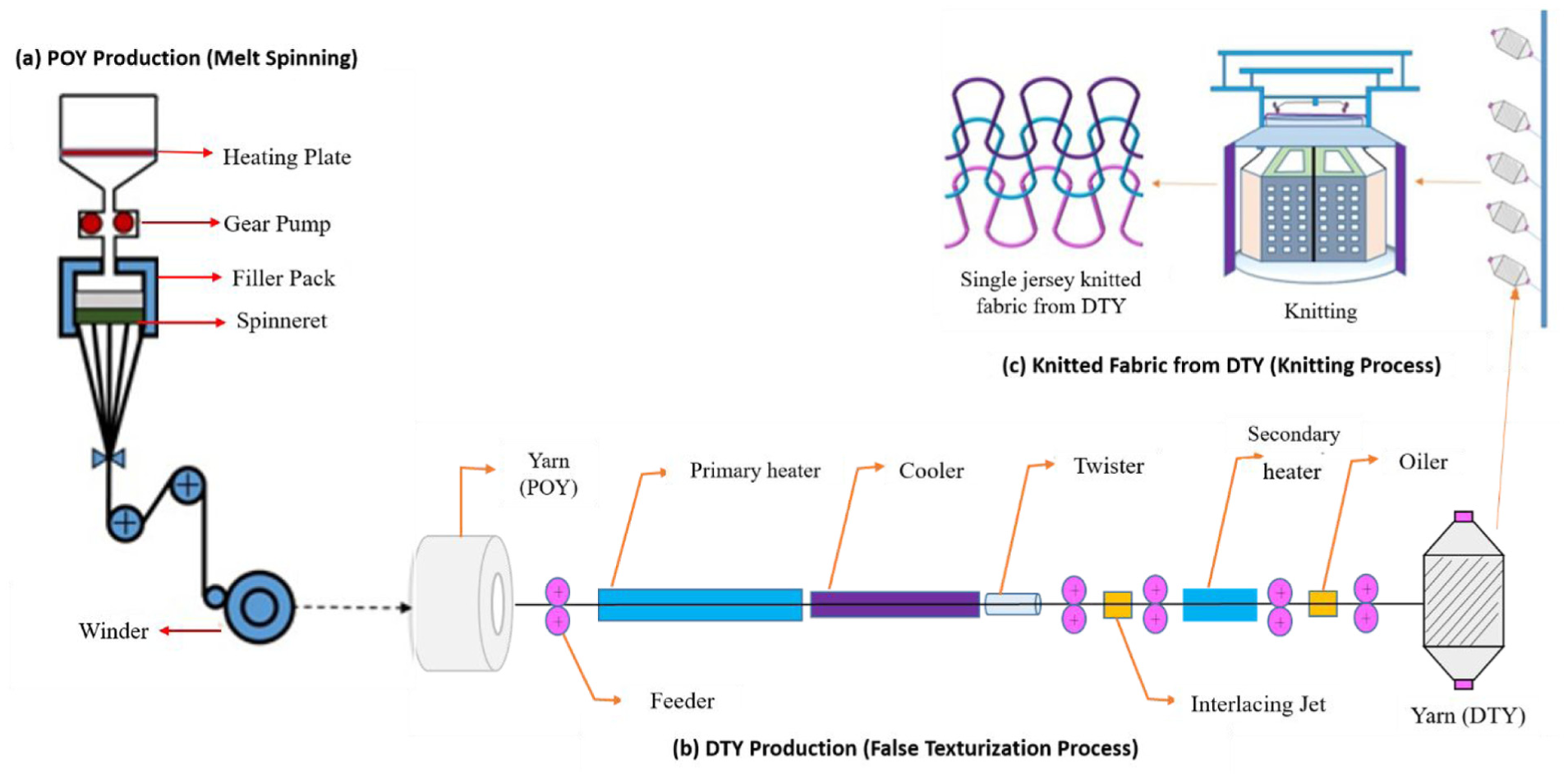
Passage diagram POY (a); DTY (b); and knitted fabric (c) preparation.
Knitted fabric
A single jersey knitted fabric was made by using DTY yarn in a renowned industry in Bangladesh. Single jersey Santoni Knitting machine was equipped to produce the fabric, illustrated in Figure 1(c), the machine diameter and gauge 30 inches and 24 gauge respectively. The yarn feed into the knitting zone at a stich length 2.70 mm. The machine speed was set to 24 RPM and it was strictly maintained throughout process. The specifications of produced knitted sample are mentioned in Table 1.
Fundamental characteristics of knitted fabric.
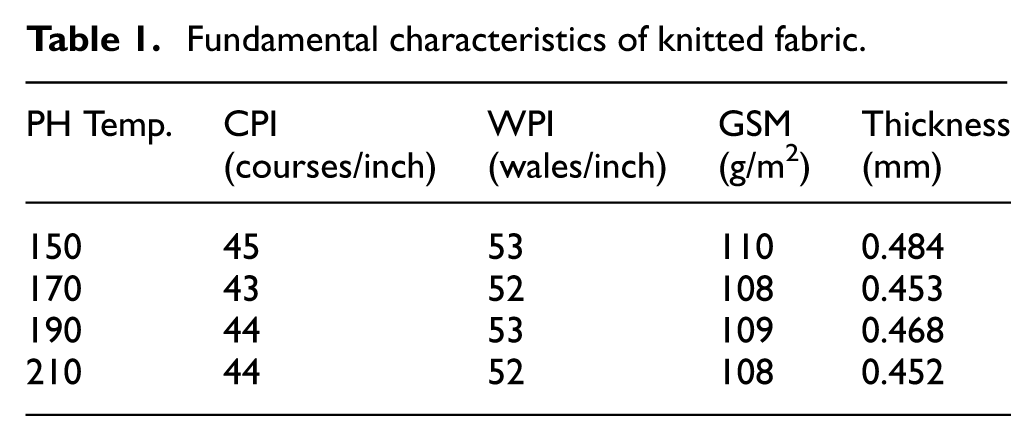
Table 1 demonstrates that the fundamental parameters of produced knitted samples remained within a limited range under all PH temperature conditions. This ensures that the samples had comparable areal density, CPI, WPI, and overall fabric geometry. Since the same yarn type, knitting machine, gauge, machine speed, and stitch length were used in the production of every cloth, the fabric structure was not seen to be a major source of variance. Thus, PH-temperature-induced modifications in DTY yarn crimp, filament packing, compactness, and surface morphology are primarily responsible for the observed variations in wetting, wicking, and moisture-management behavior.
Characterizations
DTY structure characterization
To investigate the thermal transition and crystallinity of the draw textured yarn (DTY), Differential Scanning Calorimetry (DSC) was carried out using the Mettler-Toledo DSC-1 instrument. To prevent oxidative degradation, the test was performed under a controlled nitrogenous atmosphere. Approximately 4–5 mg of each sample was taken to conduct the test and heated from 30°C to 280°C with a temperature gradient of 10°C/min. The crystalline of the samples was measured carefully using the following equation-

Where
Optical microscopy
The surface morphology and structural organization of POY and DTY yarns made at various PH temperatures were investigated using an optical microscope at 40×magnification, in accordance with the methodology employed by Maity et al. 31 for the visual evaluation of textured yarn structure. Images from representative areas were taken in order to assess surface irregulates, crimp formation, filament arrangement, and compactness.
Crimp properties and mechanical behavior
Yarn crimp was evaluated on an automated tester according to international standards. After hanging each yarn on the holder with a tiny pretension (≈0.01 cN/tex), it was heat-treated for 10–20 min at 120 ± 4°C in a forced-air oven to create crimp, and then it was reconditioned for 30 min in the standard atmosphere. The gauge length under pretension (Lg), zero-load length following 10 min of relaxation (Lz), loaded length following the application of the designated test tension for 10 s (Lb), and recovered final length (Lf) were recorded accordingly. We determined the following crimp indices: crimp contraction CC (%) = [(Lg−Lz)/Lg] × 100; crimp stability CM (%) = [(Lg−Lf)/Lg] × 100; and crimp modulus CS (%) = [(Lg−Lb)/(Lg−Lz)] × 100. 35 The average of three measurements produced the outcome. Additionally, the mechanical performance of DTY yarns were investigated using a tensile testing machine in accordance with procedures commonly reported for polyester DTY yarn characterization in earlier research. 36 The tests were carried out at a testing speed of 800 mm/min with a gauge length of 200 mm. The average of three specimens was reported.
Wicking properties and drop test (wettability)
The liquid transport rate of the polyester knitted textiles made from DTY yarn was assessed using the vertical wicking test. Before testing, 200 mm by 25 mm fabric strips were made and conditioned for 24 h at 20 ± 2°C and 65 ± 2% relative humidity. To clearly see the developing wet front, each specimen was suspended vertically with its lower edge submerged 10 mm in distilled water containing 0.1% Direct Blue dye. A stopwatch was used to measure the amount of time (s) needed for the liquid to rise reach the 200 mm mark during testing. Three separate samples were examined vertically for each heater temperature condition, and the average wicking time of each sample was determined. A greater rate of liquid transfer and stronger capillary action are indicated by a shorter wicking time. The process evaluated the capillary flow rate through fabric pores using the general principles of AATCC TM197:2011 (Vertical Wicking of Textiles). 37
Additionally, the drop test method was used to assess the water absorbency (wettability) of textiles in accordance with AATCC TM79-2014. 38 Fabric samples of 20 × 20 cm were prepared and kept in a tight condition. A burette delivering 15–25 drops/mL was used to discharge a single drop of distilled water onto the cloth surface from a height of about 1 cm. The wetting time was measured as the amount of time needed for the water droplet to stop reflecting light and turn into a dull wet spot on the fabric surface.
Moisture management properties
In accordance with the AATCC Test Method 195-2009, a MM tester from SDL Atlas Ltd., China, Model: M 290, was used to evaluate the moisture transmission attributes. Samples having dimensions of 8 cm×8 cm was taken to perform the tests and are encompassed by the device’s top and bottom moisture sensors. The top sensor faced the fabric top surface (technical back) that comes into touch with the body when the garment is put on. A constant quantity (0.15 g) of saline solution (9.0 g/L NaCl) was introduced into the test sample for 20 s, and the moisture transmission was observed for 120 s. Subsequently, several kinds of data were carefully observed to assess the sample’s ability to deal with liquid moisture, including the AOTI, wetting time (s), spreading speed (mm/s), wetted radius (mm), rate of absorption (%/s), and OMMC of test samples. 39 A controlled laboratory atmosphere was maintained to condition each sample at 20 ± 2°C and 65 ± 2% relative humidity prior to evaluation. The parameters are measured and rated using a five-grade system according to AATCC Test Method 195-2009.40–43
Air permeability
Finally, according to ISO 9237, the Air Permeability Tester FX 3300 device was used to measure the air permeability both before and after washing at a constant pressure of 100 Pa. 44 Three samples were taken to conduct this research.
Water vapor permeability
The water vapor transmission rate was evaluated by the ASTM E96 test procedure. 45 The temperature is kept at 27°C for the 8-h test. 46 Before the test, three replicates are prepared and conditioned at 25°C and RH of 65% for 24 h.
Statistical analysis
Every measurement was carried out using the three number of replicates, and the mean/given values are shown as the average of the replicate measurements. Descriptive statistics were used because the PH temperature was the only processing parameter that was intentionally changed in this controlled process-comparison experiment and all other texturing and fabric manufacturing parameters were kept constant. The replicate readings represented measurement replicates for each prepared sample condition rather than independently manufactured fabric batches for each primary heater temperature level. Inferential tests like ANOVA or t-tests were not used in order to prevent treating non-independent measurements as independent experimental units, which could pseudo replicate and overstate statistical significance.47,48 Similar descriptive reporting has been observed in textile comfort and moisture-management studies.12,49
Result and discussion
Mechanism in false twisting process during DTY production and its impact on MM properties
The false texturization process integrates controlled twist, heat setting, and untwisting that transform a smooth POY surface to crimped yarn and this changes directly control the moisture management behavior of fabrics, shown in Figure 2. During the false-twist process, the temperature of the PH regulates the molecular orientation, crystallinity, crimp development, and wicking performance in DTY. More thermal energy during this process stimulates the molecular mobility required for chain rearrangement and stress relaxation inside the filaments, raising the PH temperature improves the molecular orientation of textured yarns. When the PH temperatures rise, the polymer chains obtain enough energy to overcome intermolecular binding forces and vibrate more freely. In this step, molecular segments in the amorphous phase reorient under strain and they recrystallize into ordered areas after controlled cooling, improving elasticity and structural stability. 29 The crystallinity of the polyester is intimately related to its molecular structure and heat treatment it receives. The creation of organized crystalline areas is made possible by segmental motion when the temperature rises over the glass-transition temperature (Tg) but stays below the melting temperature (Tm). Upon cooling, these areas form into stable, consistently aligned domains when cooled. However, if the temperature rises over the ideal point, partial melting or random orientation takes place, producing more amorphous areas and decreasing dimensional stability.17,50 This shift between ordered and disordered phases is essential in order to define yarn durability, shrinkage, and moisture behavior.
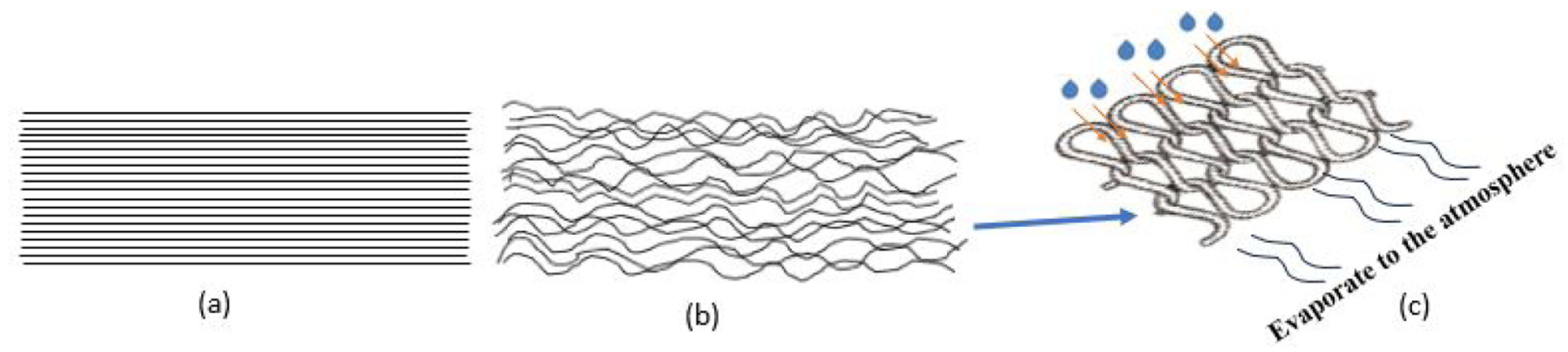
The first heater has two purposes during the false-twist texturing process: (i) it softens the yarn above Tg so that it may be twisted, and (ii) it ensures that the new helical configuration is thermally fixed without exceeding Tm. A stable, bulked yarn with long-lasting elasticity is produced when molecular bonds are completely reorganized at a consistent, uniform temperature in the heater zone. While an excessively low temperature prohibits setting due to inadequate mobility, an excessively high temperature causes over-relaxation and flattening of the crimps. 51
Though POY has a smooth, flat filament structure with virtually no intrinsic crimp, represented in Figure 2(a). Because of the thermal-mechanical interaction, the proper crimp geometry is created, shown in Figure 2(b), giving DTY yarns their distinctive comfort, durability, and volume. The general MM and quick-drying properties of polyester textiles are improved by properly designed crimps, which provide micro-channels that improve air circulation and moisture transfer.52,54 These yarns with better crimp and pore formation provide better capillary action, which improves wicking performance. Improved wicking in polyester knitted fabrics is associated with better moisture movement, represented in Figure 2(c), and greater moisture management indices including one-way transport capacity and wetted radius. According to Jhanji et al., 37 wicking and overall moisture management in polyester/cotton plated knits are directly impacted by modifications in yarn and fabric structure. Similarly, Mahalakshmi et al. 4 demonstrated that 100% polyester knitted textiles showed better moisture management behavior because of more efficient capillary transport via interconnected pores.
Structural and thermal properties of DTY
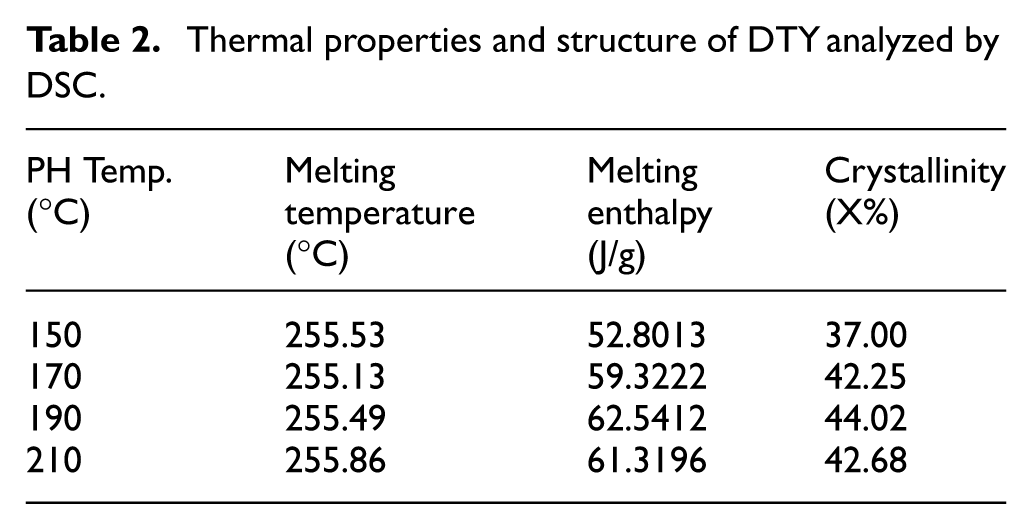
The thermal characteristics of DTY polyester are crucial because they regulate moisture transfer and crystallinity, which in turn impact the knitted fabric’s downstream comfort behaviors (wicking and drying), dimensional stability, and heat-setting reaction. 55 Table 2 and Figure 3 display the findings of the DSC thermal investigation for various PH temperature treated DTY.
Thermal properties and structure of DTY analyzed by DSC.
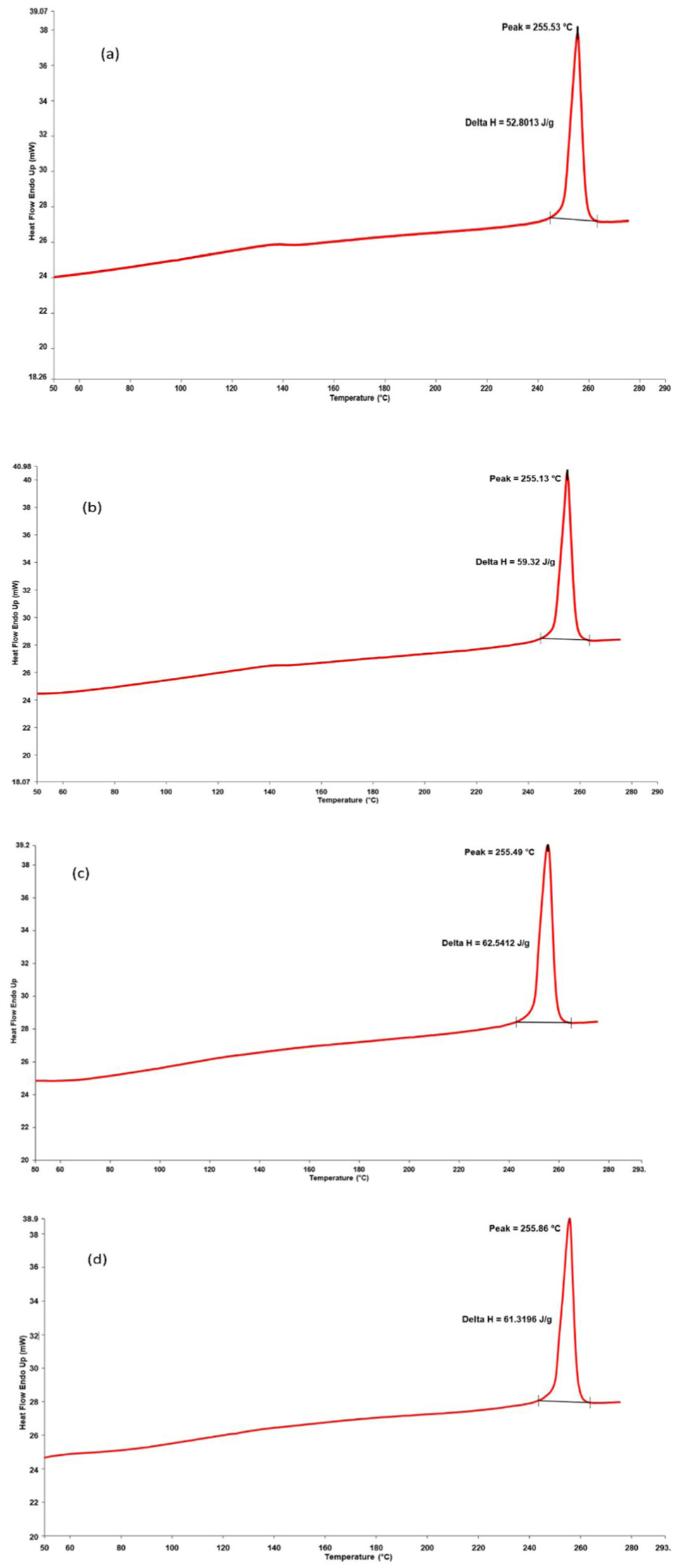
DSC analysis for 150°C treated sample (a), 170°C treated sample (b), 190°C treated sample (c), and 210°C treated sample (d).
The DTY-PET yarns produced at 150°C, 170°C, 190°C, and 210°C all display a single, abrupt melting endotherm at about 255°C–256°C without any cold crystallization, which is in keeping with the known PET melting range and yarns that are already semi-crystalline following texturing. 56 The crystallinity% or melting enthalpy, increases from 150°C to 190°C (Figure 3(a)–(c)) before decreasing somewhat around 210°C (Figure 3(d)). This suggests that there is an ideal PH temperature about 190°C, which encourages ordered molecular formation and raises melting enthalpy and crystallinity. The melting temperature stays relatively constant at higher temperatures, while partial relaxation/over-setting lowers the total crystalline percentage. 19 Furthermore, this structural alteration accounts for the observed moisture-management behavior and higher crystallinity in PET, processing near 190°C maximizes inter-filament capillaries and yarn crimp, increasing capillary-driven one-way transport and spreading. Heating over 200°C slightly impairs capillary effectiveness, even though Tm stays essentially constant.
Yarn morphological structure characteristics
The optical microscope pictures show that the primary heater temperature gradually affected the morphology of DTY yarn. The yarn at 150°C, shown in Figure 4(a), exhibited an irregular and loose filament arrangement with noticeable filament protrusion, indicating insufficient thermal fixing of the false-twist crimp. The yarn became slightly more compact at 170°C (Figure 4(b)), suggesting that the crimped structure had partially heat-set. However, Figure 4(c) represents the filament assembly seemed more compact and uniform at 190°C, indicating better stability of the textured structure. Conversely, the yarn surface became smoother and more consolidated at 210°C (Figure 4(d)), but the apparent decrease in bulkiness might be attributed to partial thermal relaxation at higher temperatures. This pattern is aligned with earlier research showing that raising the first-heater temperature improved the structural stability and crimp contraction of polyester textured yarns, suggesting more efficient thermal fixing, 57 while PH temperature has also been found to be a crucial processing factor influencing the structural development and ultimate characteristics of false-twist textured yarn structures. 22 For comparison, the POY feed yarn (Figure 4(e)) displayed a very smooth, straight, and compact filament arrangement with low bulkiness. Because the filaments had not yet undergone false-twist texturing to generate crimp and bulk, and they were only partly orientated. Therefore, the microscopic changes shown in this work may mostly be attributable to better heat-setting efficiency and crimp fixation with increasing PH temperature, while excessive heating may lower yarn bulk through partial relaxation. As a result, greater crimp stability is anticipated to enhance MMT performance up to an ideal heater temperature. Conversely, excessive thermal treatment may lower moisture transport efficiency because of reduced yarn bulk and capillary availability.
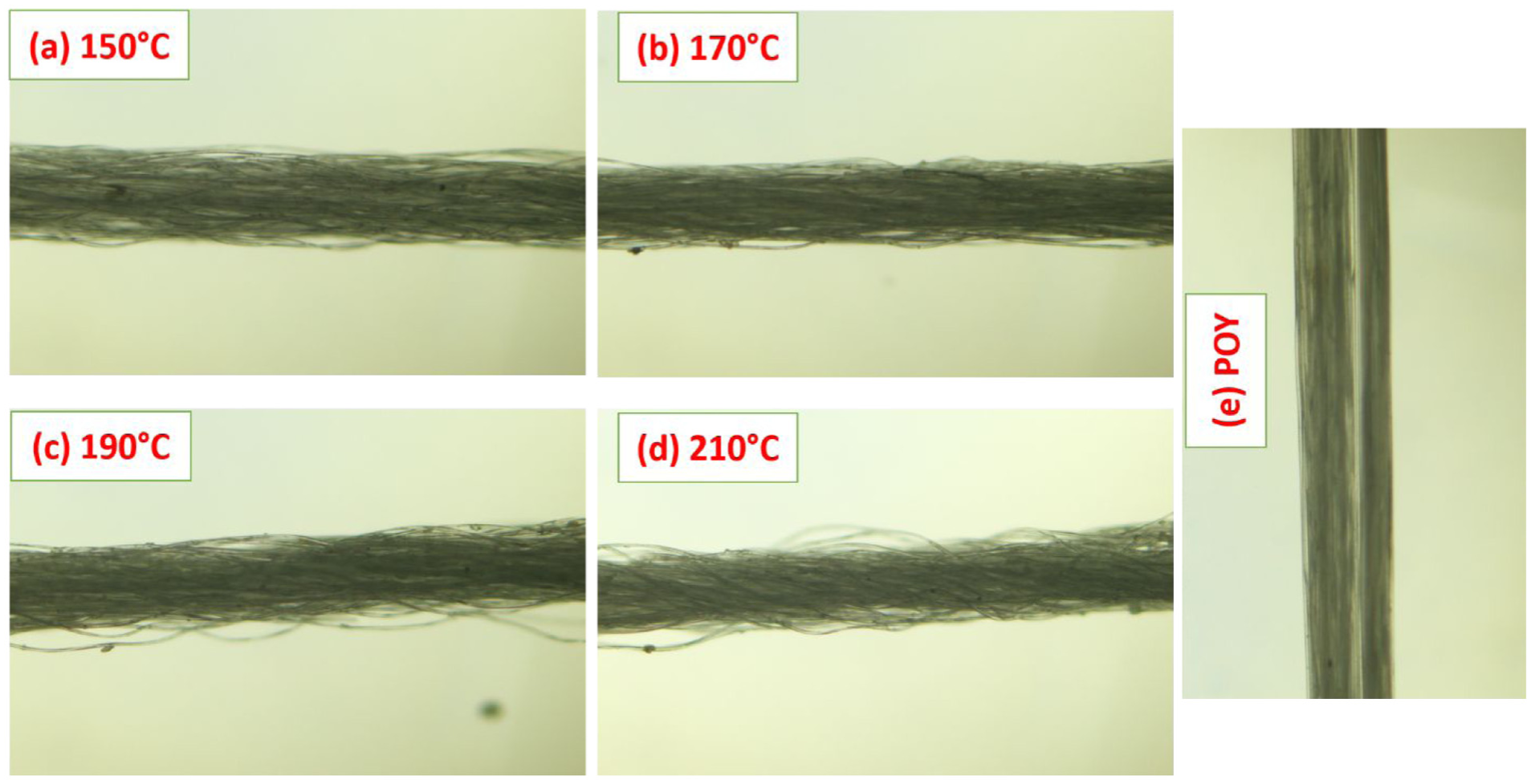
Optical microscopy analysis (40× magnification) for 150°C treated sample (a), 170°C treated sample (b), 190°C treated sample (c), 210°C treated sample (d), and POY (e).
Wicking performance and wettability behavior of knitted fabric made from DTY
The variations of PH temperature have significant contributions in both longitudinal and horizontal wicking performance of polyester knitted fabric produced from DTY. Figure 5(a) illustrates that the wicking time in course direction remained consistently higher than the wale direction, suggesting slower liquid transfer due to the side-by-side loop arrangement in the course direction, which results in a less continuous and more convoluted capillary channel than in the wale direction, where loops are arranged one above the other. 58 It is observed the when the wicking time in wales direction falls from 15.5 min at 150°C to 14 min at 190°C, then slightly increased to 15 min at 210°C. The developed knitted fabric made from DTY polyester yarn exhibited the maximum wicking time (15.5 min) at 150°C. This suggests that moisture movement through the fabric was slow because there was not enough thermal energy for effective molecular orientation, which restricted the formation of interconnected capillary pathways within the yarn and along the knitted loop structure. The wicking duration dropped to 15 and 14 min, respectively, as the PH temperature rose to 170°C and 190°C. A similar trends were seen in the horizontal (course) direction, where the wicking time dropped from 28.5 min at 150°C to 28.45 min at 170°C and then to 27.2 min at 190°C. This enhancement can be attributed to improved crimp stability and molecular alignment, which enable consistent capillary channels for liquid flow. Similar findings were reported by Liang et al., 59 who discovered that effective thermal processing promotes moisture spreading in DTY-based warp-knitted polyester fabrics when the yarn’s internal structure becomes more homogeneous and the capillary continuity rises. However, the wicking time rose marginally to 15 min in wales direction and 28.3 min in course direction at 210°C respectively, suggesting decreased moisture transfer. The crimped filaments’ excessive relaxation and distortion, which collapse capillary pores, are the cause of this reduction. According to Pauly et al., 14 severe heat treatment or extensive loop compaction might reduce surface energy homogeneity and disrupt capillary networks, which can impede wicking in polyester knitted materials. Similarly, Jhanji et al. 37 found that yarn structure and inter-loop capillary geometry, which both worsen during overheating or excessive relaxation, have a significant impact on moisture transport in polyester-based knitted materials.
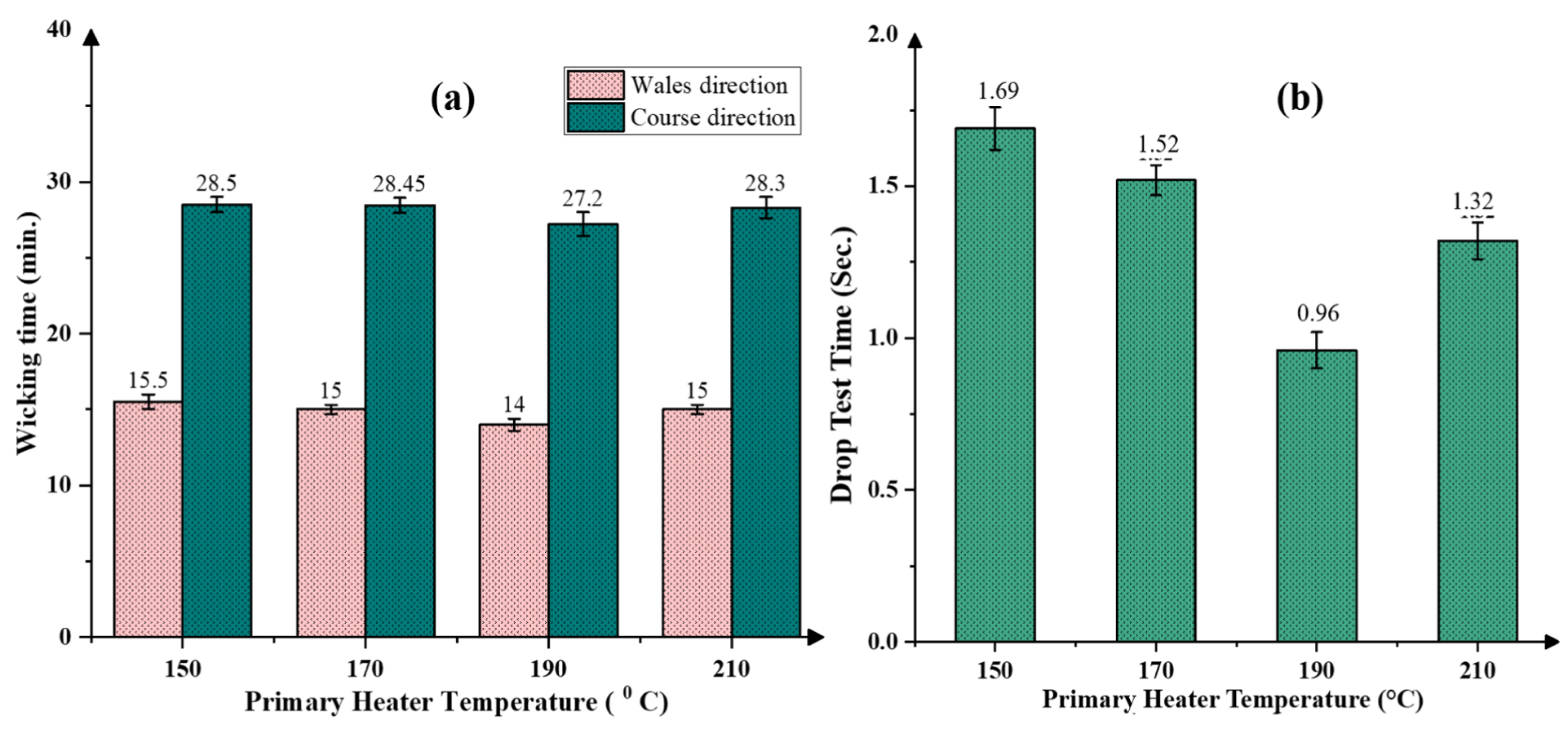
Effect of PH temperature on wicking performance (a) and drop test time (b).
Additionally, Figure 5(b) represent that PH temperature substantially affected the wetting ability of the polyester knitted fabric. The duration of drop test progressively dropped from 1.69 s at 150°C to 0.96 s at 190°C, suggesting increased liquid absorption and wettability due to the formation of a more compact and uniform structure, supporting the yarn morphological structure. Previous research has shown that inter-filament pore structure, filament packing density, and capillary continuity have a significant impact on liquid absorption and wetting behavior, because these structural characteristics regulate the penetration and transport of water through the yarn assembly.60,61 However, the time at 210°C increased again to 1.32 s, indicating over heating caused partial structural relaxation and mitigate capillary liquid transport efficiency. It is consistent with wicking and crimp stability behavior. Therefore, the fabric made from yarn textured at 190°C had the best wetting capability among the examined samples.
Mechanical and crimp properties of DTY
DTY structure is strongly dependent on thermal setting conditions, as seen by the change in crimp qualities with PH temperature. The Figure 6(a), illustrates that when the PH temperature rises from 150°C to 210°C, CC, and CM are improved. Initially, CS is gradually escalated upto 150°C, however, there is a minor decrease in crimp stability when the temperature is raised to 210°C despite greater contraction. This occurs because of the crystalline regions becoming softer and losing their ordered structure due to excessive heat. The yarn becomes weaker and the crimps less stable as a result of the disruption of the equilibrium between the flexible (amorphous) and solid (crystalline) components of the fiber. It was also found similar that textured polyester yarns’ crimp contraction and crimp modulus rose as the PH temperature rose, while crimp stability peaked at about 200°C and then decreased at higher temperatures as a result of thermal relaxation and partial melting of crystalline regions. 19
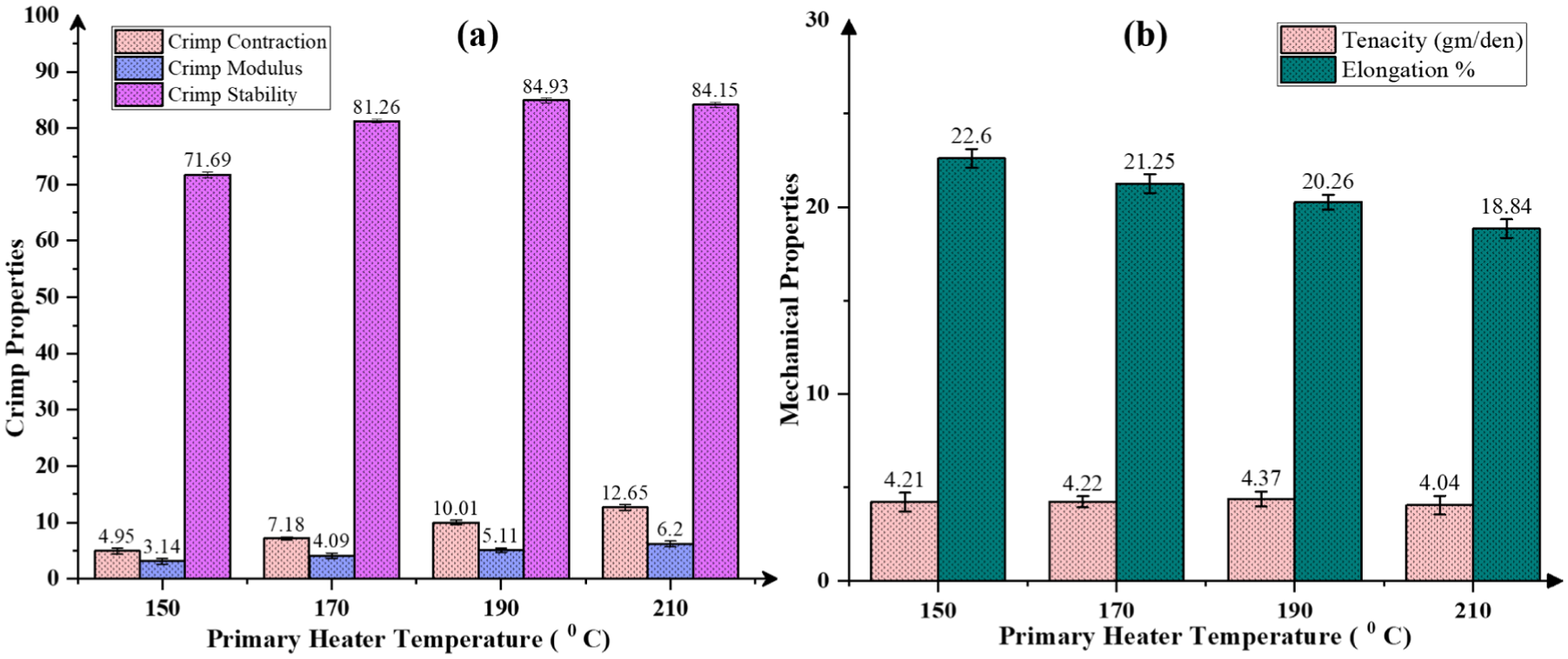
Effect of PH temperature on crimp properties (a) and mechanical properties (b).
The findings in Figure 6(b), show that the PH temperature significantly affects the mechanical characteristics of DTY. Elongation decreases from 22.60% to 18.84%. This is because the polyester yarn gets drier and loses its capacity to elongate with the increasing of PH temperature. On the other hand, tenacity improves from 4.21 to 4.37 g/den as the temperature rises from 150°C to 190°C, suggesting improved crystallinity within the yarn and more efficient structural growth during the texturing process. But when the PH temperature was raised to 210°C, tenacity (4.04 g/den) decreased. This suggests that the yarn had gone beyond its ideal thermal setting range and that overheating reduced tensile efficiency. This behavior is aligned with recent research on PET false-twist texturing that found that tenacity decreased above 200°C. 52 As a result, 190°C may be regarded as the ideal PH temperature among the circumstances examined, offering the best balance between extensibility and strength.
Moisture management (MM) properties of knitted fabric
The movement of liquid and sweat from the wearer’s body to the surroundings through the fabric is sometimes referred to as MM of textile materials.62,63 The comfort of a garment in terms of thermo-physiology constructed from a fabric is closely correlated with the MM performance of that fabric, including OMMC and AOTI. 64 To determine how PH temperature affects the moisture transmission behavior of the knitted textiles, the water location versus time profiles shown graphically acquired from the MMT are presented and contrasted in Figure 7, as per the MMT assessment grade. 41
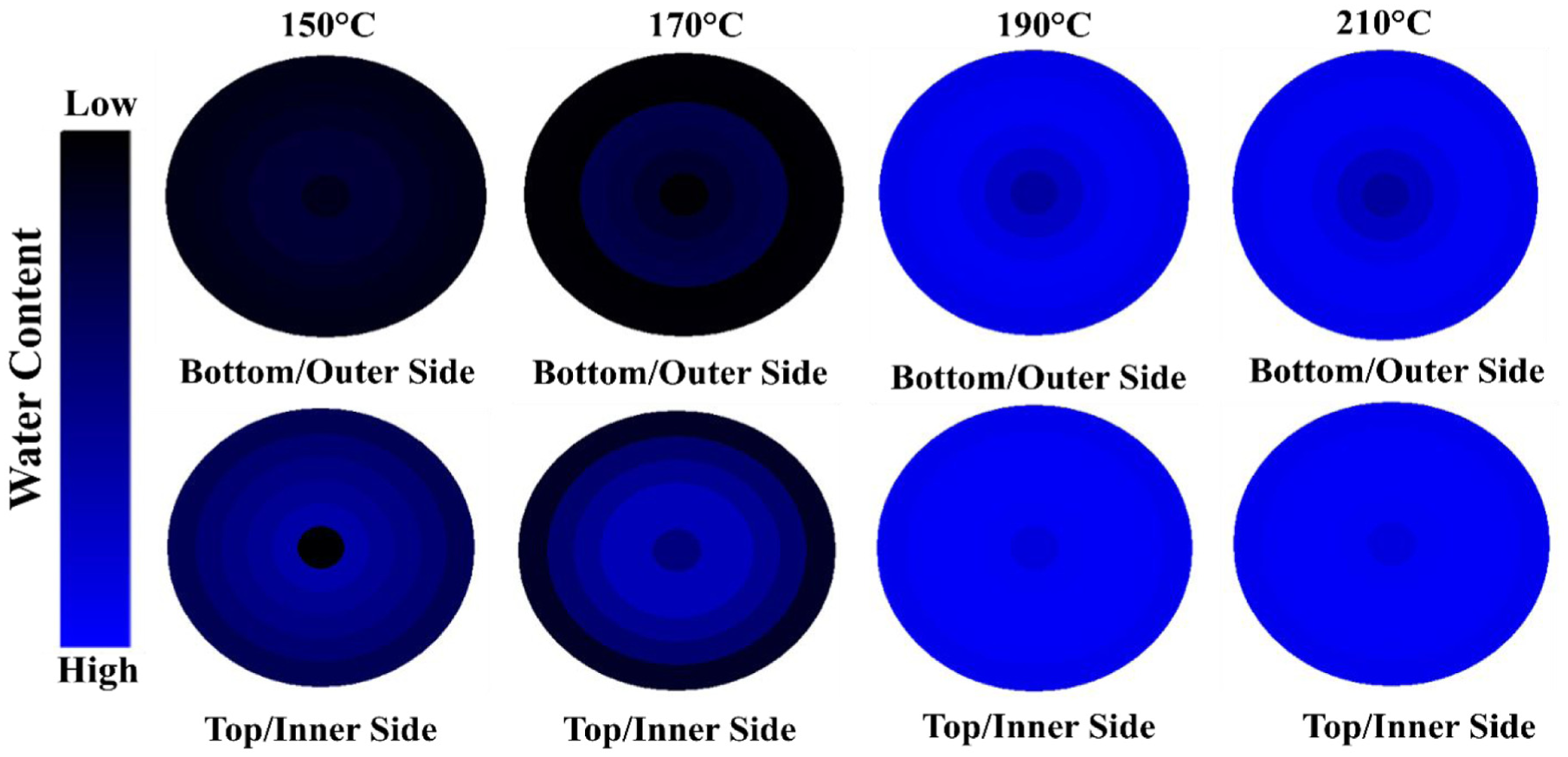
Water location of the different PH temperature treated polyester knitted fabrics.
Impact of PH temperature on wetting time
The impact of PH temperature on both surfaces’ wetting times is significant. The amount of time it took for both treated sample surfaces to get wet, measured in seconds, is displayed in Figure 8. The period of time after the test starts that the surface of test sample begins to absorb water is known as the wetting time. 65 The fabric manufactured from low temperature treated yarn (150°C and 160°C) has a high wetting time, which suggests that it’s lower wettability and weaker wicking. Figure 8 shows that the samples from high-temperature-treated yarn (190°C and 210°C) show a significant decrease in wetting time, indicating a faster moisture transition because of the improved surface wettability and capillarity. This corresponds to enhanced crimp stability and better wicking outcome because of thermally induced changes in textured yarn quality like crystallite formation up to an ideal temperature of around 200°C, when the PH temperature rose. As a result of these changes, the filaments were packed more tightly, which decreased the capillary channels and pore volume.66,67
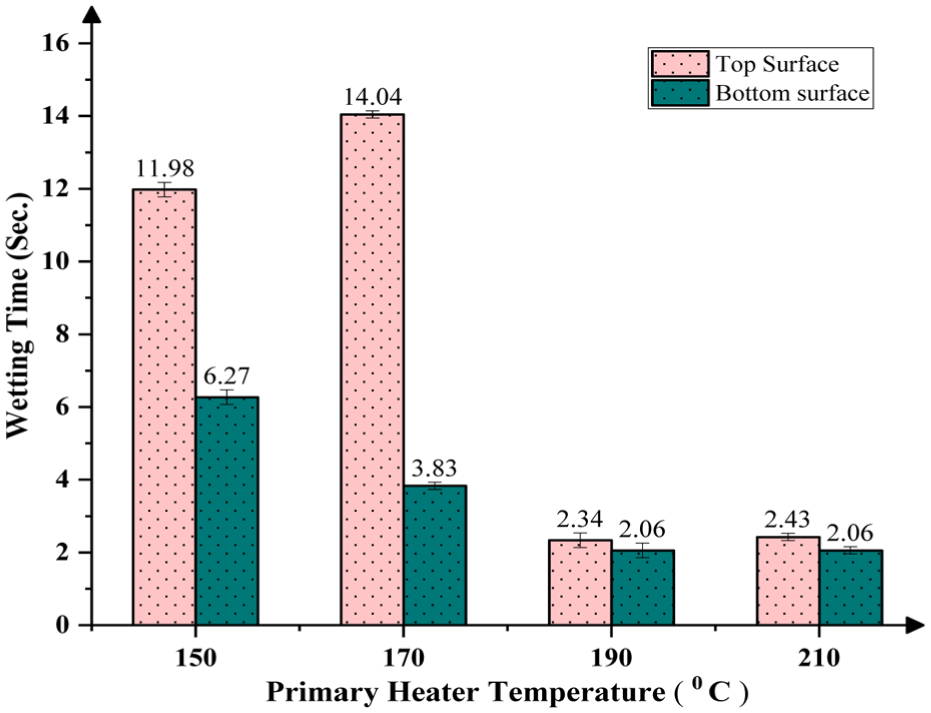
Effect of PH temperature on wetting time.
The findings also showed that the top surface’s (technical back) wetting time is substantially longer compared to the bottom surface. This is because knitted fabric has more tortuous loop configurations on the top surface (technical back), which create discontinuous capillary channel and reduce liquid spreading. On the other hand, the more regular technical-face structure on the bottom side provides a more continuous pathway for liquid movement after penetration, leading to a shorter bottom-surface wetting time.14,68
Impact of PH temperature on the absorption rate
The rates of absorption of both sides indicate the average capacity of the fabric surfaces to absorb moisture in Figure 9. The figure demonstrates how the absorption rate values considerably rise with the increment of PH temperature up to 190°C, but somewhat decline at 210°C. The figures also show that the bottom surface absorption rate of the developed sample is often greater than the top. This aligns with the previous wetting timetable, which also showed that the bottom surface behaved better. The fabric produced with 150°C processed yarn shows the lowest absorbency rate at both surfaces because less moisture is permitted through it.
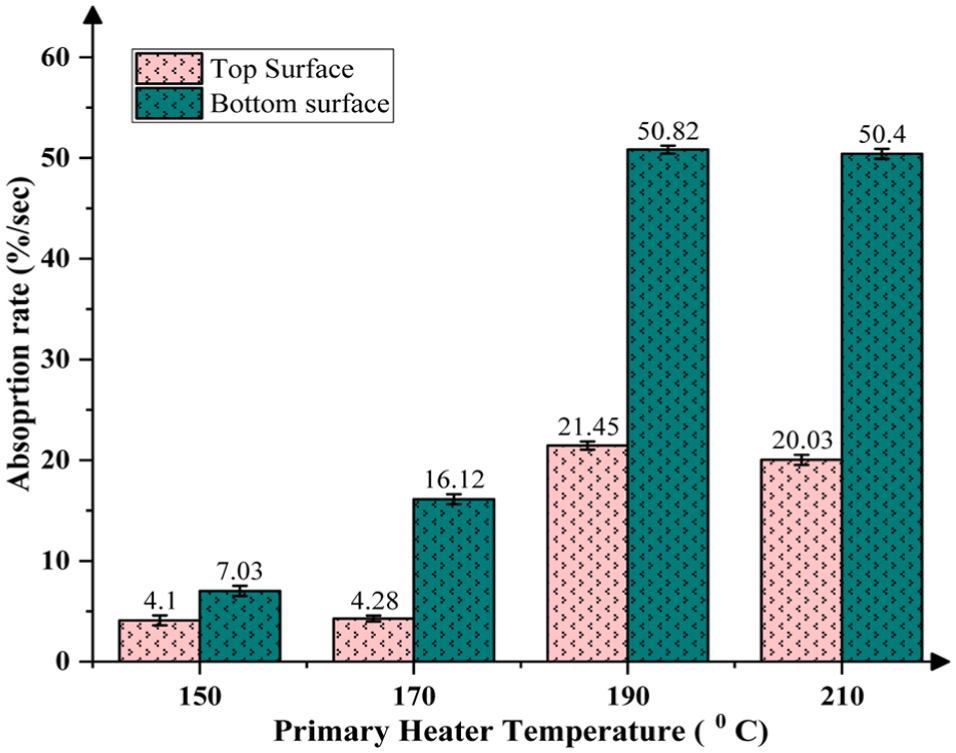
Effect of PH temperature on absorption rate.
When the PH temperature rises from 150°C to 190°C, both surfaces exhibit a notable increase in absorption rate. These changes also align the result of wicking behavior, surface wettability, and crimp stability performance. This improvement within this temperature leads more consistent inter-filament spacing facilitates the creation of continuous capillary channels leading to increase liquid flow through the fabric and greatly raised the absorption rate. 69 The absorption rate, however, decreases to 42.9179 when the temperature reaches 210°C. Overheating results in the crimps relaxing and flattening, which causes less gaps due to a closely packed filament and less wicking rate with reduced capillary flow. 67 According to the findings of wetting time, the absorption rate of the top surface is substantially longer compared to the bottom surface due to more compact or tight loops on the upper surface, which reduces the capillary space available for water penetration.
Impact of PH temperature on the wetted radius
The wetted radius, which represents the liquid transport behavior of a fabric, is a crucial measure of the moisture’s capacity to spread across its surface. Figure 10(a) demonstrates the impact of different PH temperatures on the wetted radius of knitted fabrics. At a lower PH temperature of 150°C, both the top and bottom surface wetted radii were 0 mm, suggesting that moisture did not spread past the droplet application point. This is because inadequate thermal energy during texturing causes weak capillary channels along the filament structure and low wettability, which impair liquid diffusion across the fabric surface. 57
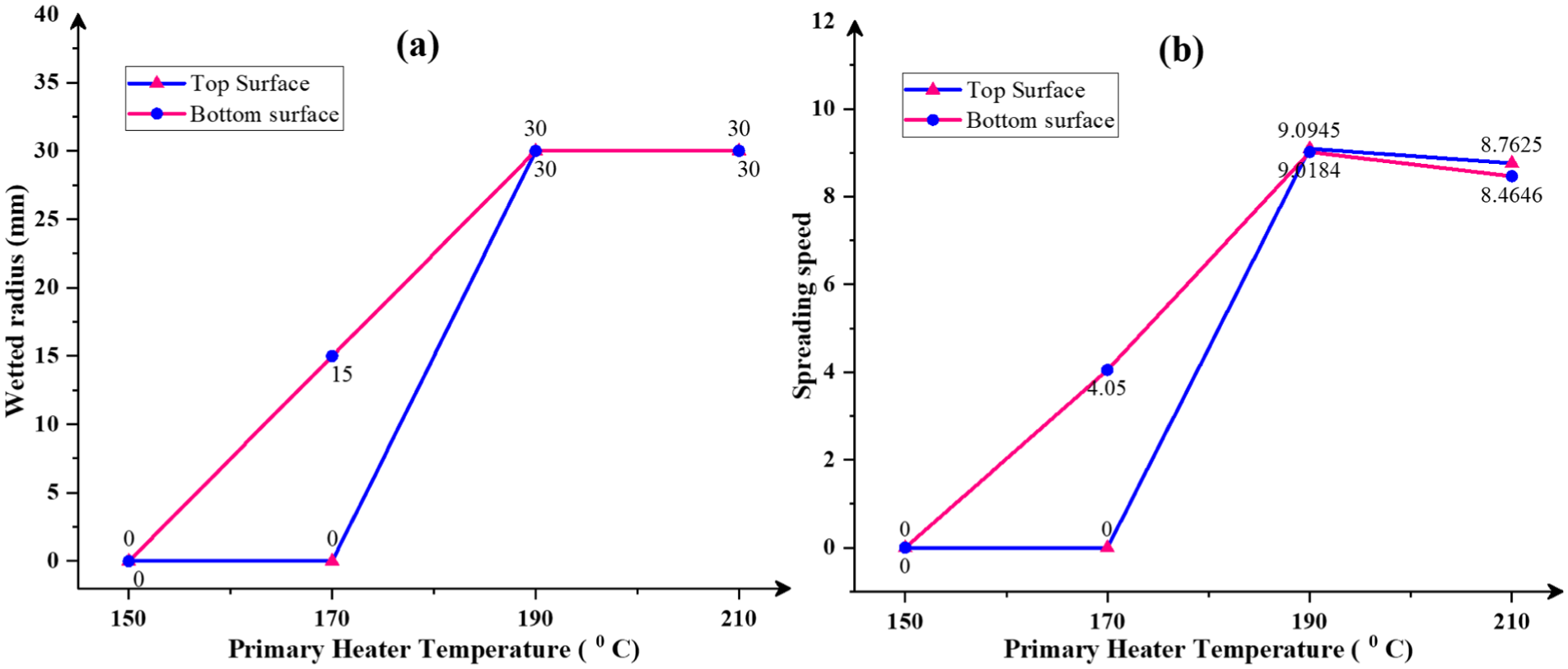
Effect of PH temperature on wetted radius (a) and spreading speed (b).
However, when the heater temperature rose to 170°C, the bottom surface radius grew to 15 mm while the top stayed dry at 0 mm, indicating partial water penetration through the fabric thickness due to better filament alignment and a partial decrease in inter-fiber voids promote vertical wicking. 70 Furthermore, a wetted radius of 30 mm was observed on both surfaces at 190°C, suggesting effective two-way moisture spreading. Thus, the creation of a more stable crimp and crystallized yarn structure that supported better capillary transport of moisture across the fabric surface. 20 This behavior is also consistent with the wicking results which already been discussed earlier. However, the wetted radius for both surfaces stayed at 30 mm at 210°C after this. This plateau suggests that the spreading performance of the fabric has reached its saturation limit at which point the crimped structure partially relaxed or deformed due to excessive heating. 71 The results demonstrate that the wetted radius enhances with temperature up to a certain point (about 190°C), beyond which no more gain takes place. This pattern supports new research showing that filament fineness, temperature setting, and capillary network architecture interact to affect the moisture transport in polyester knitted textiles.72,73
Impact of PH temperature on the spreading speed (SS)
The SS test results for the surface of treated samples are shown in Figure 10(b). SS, measured in mm/s, is the total SS of the test liquid from the point of contact with the specimen to the maximum wetted radius. 74 It is evident from the variations in the SS data that the SS enhances with the increment of PH temperature. At 150°C during DTY production, the bottom and top surfaces showed no spreading, indicating that the heat energy at this temperature is too low to active surface wettability of polyester filaments. A 2020 study on polyester DTY confirmed that heater temperatures below 170°C yield yarns with insufficient structural modifications, leading to poor wicking performance in subsequent fabric functional tests, including moisture spreading and absorption. 27 As the heat rises to 170°C, the bottom surface begins to spread (4.0538), while the top surface remains constant. This is because DTY are in a transitional state at 170°C where limited or uneven liquid transport pathway has created during false twist texturing process and it allows localized spreading only on bottom surface. A significant increase was observed at 190°C, both surfaces showed the maximum spreading speed, suggesting the formation of a more efficient and continuous capillary network inside the fabric structure. Furthermore, the SS stayed high but little altered at 210°C, indicating that no additional improvement took place at this temperature. This result was supported by Stojanovic et al., 19 confirmed that false-twist textured yarns require heater settings 180°C–190°C to develop stable crimp structure and optimal wicking behavior, with sub-optimal temperatures resulting in incomplete functional enhancement.
Impact of PH temperature on the accumulative one-way transport index (AOTI%)
The total amount of moisture vapor difference between the fabric is called the AOTI. It represents the capacity of liquid to flow through fabric surfaces in a one-way direction, from the inner to the outer. Figure 11 shows that AOTI was enhanced by raising the PH temperature from 150°C to 190°C, which allows the liquid to be transferred quickly through the fabric without being retained. This is because the yarn has more stable and well-formed capillary pathway which improves wicking from the skin side to the outer face, allowing liquid to travel swiftly. 57 However, the treated fabric, which is heated to 150°C, has reduced one-way transport capacities, which means that moisture will not flow as quickly from the top of the fabric surface to the side adjacent to the skin. When textiles have positive and high AOTI values, perspiration can easily go to the outer layer of the fabric. 12 Based on AOTI% data, the fabric shows its maximum value at 190°C, but at 210°C, it starts to lose its value. This trend aligns with the behavior of wicking performance and crimp structure, which also begins to decrease beyond 190°C. This decremental capillary wicking behavior is responsible for the modest decrease in AOTI at higher temperatures. As described, moisture may effectively travel from the fabric’s interior to outer surface at 190°C by creating continuous capillary channels and slightly separating the filaments. However, when the temperature rises to 210°C, wicking decreases due to the filaments packing more closely and better capillary activity is disrupted. These structural alterations cause directed liquid flow to be hindered, which results in a little decrease in AOTI despite the crystallinity is rather high.66,75
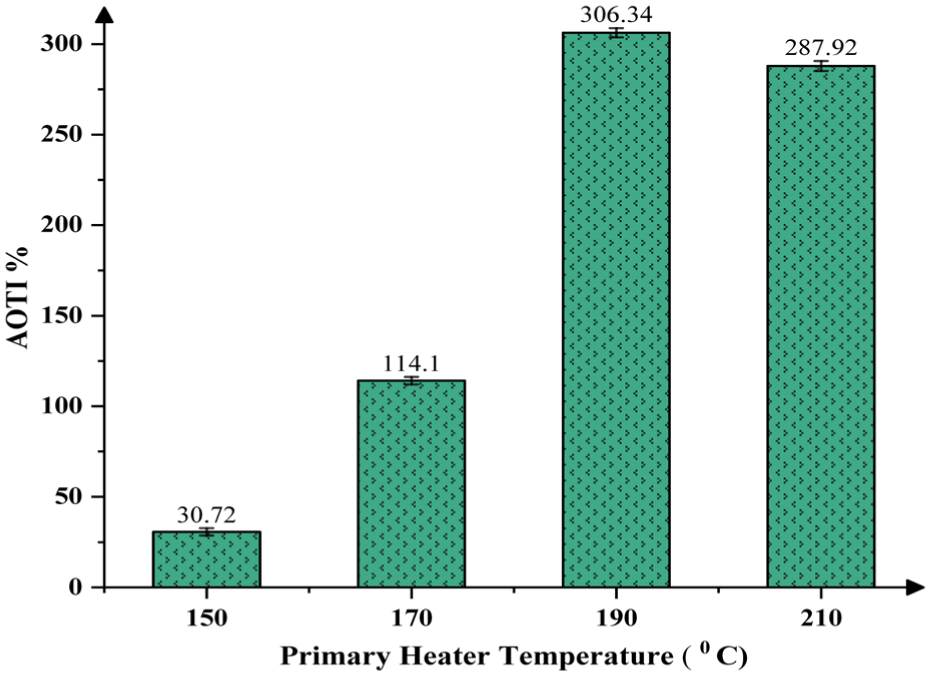
Effect of PH temperature on one way transport index.
Impact of PH temperature on overall moisture management performance (OMMC)
The PH temperature during DTY production has significant influence on the OMMC of 100% polyester knitted fabrics. OMMC index measures the three aspects of a fabric’s MM performance: the absorption rate on the bottom side, the AOTI, and the highest SS. 76 High moisture transfer is indicated by a high OMMC value, which makes the fabric more capable of managing moisture. 77 The correlation of PH temperature and OMMC is represented in Figure 12. Each sample is divided into the following categories based on the grades and values in order to give a clear overall assessment and result for the liquid MM attributes: (0–0.2 = poor; 0.2–0.4 = fair; 0.4–0.6 = good; 0.6–0.8 = very good; >0.8 = excellent). 78 When the results of the aforementioned parameters were compared to the standard, the fabric made from high PH temperature treated DTY showed excellent MM skills, whereas the low PH temperature heated fabric had poor MM qualities. At 150°C, the fabric showed a very low OMMC (0.0897) due to weak wicking behavior and insufficient crimp stability which is unable to develop optimum fabric surface wettability and capillary pathways to facilitate the movement of moisture. As the temperature climbed to 170°C, OMMC increased to 0.4493, suggesting partial relaxation and the initiation of aligned and stable structural formation. It corresponds to the result of crimp stability. As a result, some capillary channels were formed, and moderate one-way transfer was made possible. Moreover, a significant improvement was noted at 190°C, where OMMC peaked at 0.7388. At this point, the yarns had developed inter filament space and best wicking path which increased spreading speed, bottom absorption, AOTI, and wicking of the treated yarn. Nevertheless, OMMC slightly drops to 0.7326 at 210°C, indicating structural saturation or yarn over-relaxation at high temperatures. This is consistent with studies that polyester DTY characteristics plateau or fall above ∼200°C because of the loss of ideal crimp stability 75 and it is also aligned with wicking behavior, crimp stability, wetting behavior, and microscopy behavior. These findings demonstrating that PH temperature is the most vital component in false-twist texturing, directly influencing yarn bulkiness and capillary development and, in turn, the knitted fabric’s ability to regulate moisture According to the manufacturer grading scale, the 150°C treated sample is “waterproof” with minimal absorption, sluggish spreading, and little to no one-way transit. The fabric made from DTY becomes “slightly water-penetrated” as the PH temperature reaches 170°C, exhibiting considerable absorption and spreading as wicking begins. However, mild heating at 190°C creates best wicking between the filaments and continuous capillaries, so wetting, spreading, and one-way transfer are highest. Finally, it is observed that OMMC falls slightly when the temperature rises to 210°C as extra heat oversets the surface wettability, crimp structure and decreases wicking performance.
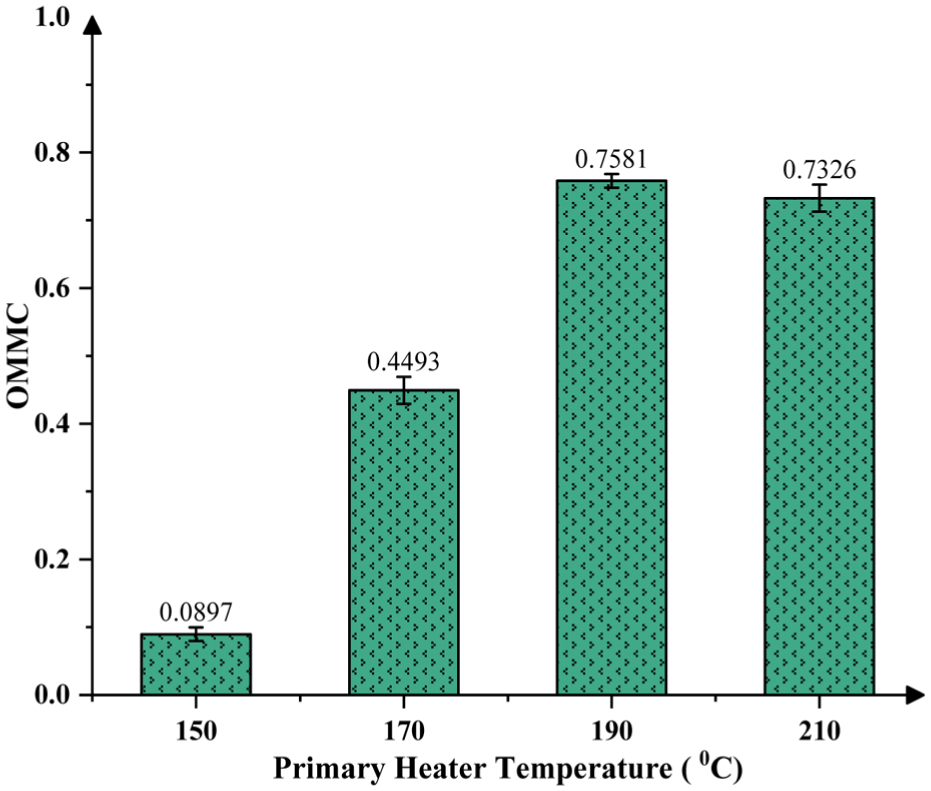
Effect of PH temperature on overall moisture management capacity.
Breathability of DTY based knitted fabric
Air permeability
Air permeability in textiles defines the fabric’s ability to allow air to flow through it at a certain pressure difference. 79 According to Figure 13(a), the air permeability of treated knitted fabric increases as the PH temperature rises, peaking at 5195.13 L/m2·s at 190°C before slightly declining at 210°C. At lower temperatures (150°C and 170°C), a lack of thermal energy limits crimp formation and molecular mobility, producing dense yarns with little inter-filament spacing. The yarn becomes more open and elastic as the heater temperature reaches 190°C because it has balanced crystallinity, wicking, and optimal crimp stability. Air can readily flow through the fabric because of the tiny void and capillary channels that the provide better wicking make between the filaments. 80 As demonstrated by the wicking behavior data, which likewise indicated a peak at about 190°C and a fall at higher temperatures, ensuring that well-set crimping structure is in charge of preserving inter-filament porosity and promoting airflow. Additionally, heating over this ideal temperature results in partial flattening and crimp relaxation, which reduces the gaps for air and moisture to pass and as a result, air permeability decreases. Accordingly, the combined impact of high surface wettability, wicking, and crimp stability that maintain the gaps in the yarn structure might be responsible for the maximal air permeability seen at 190°C, which is consistent with findings published by Ortega et al. 52 and Ivanovska. 81
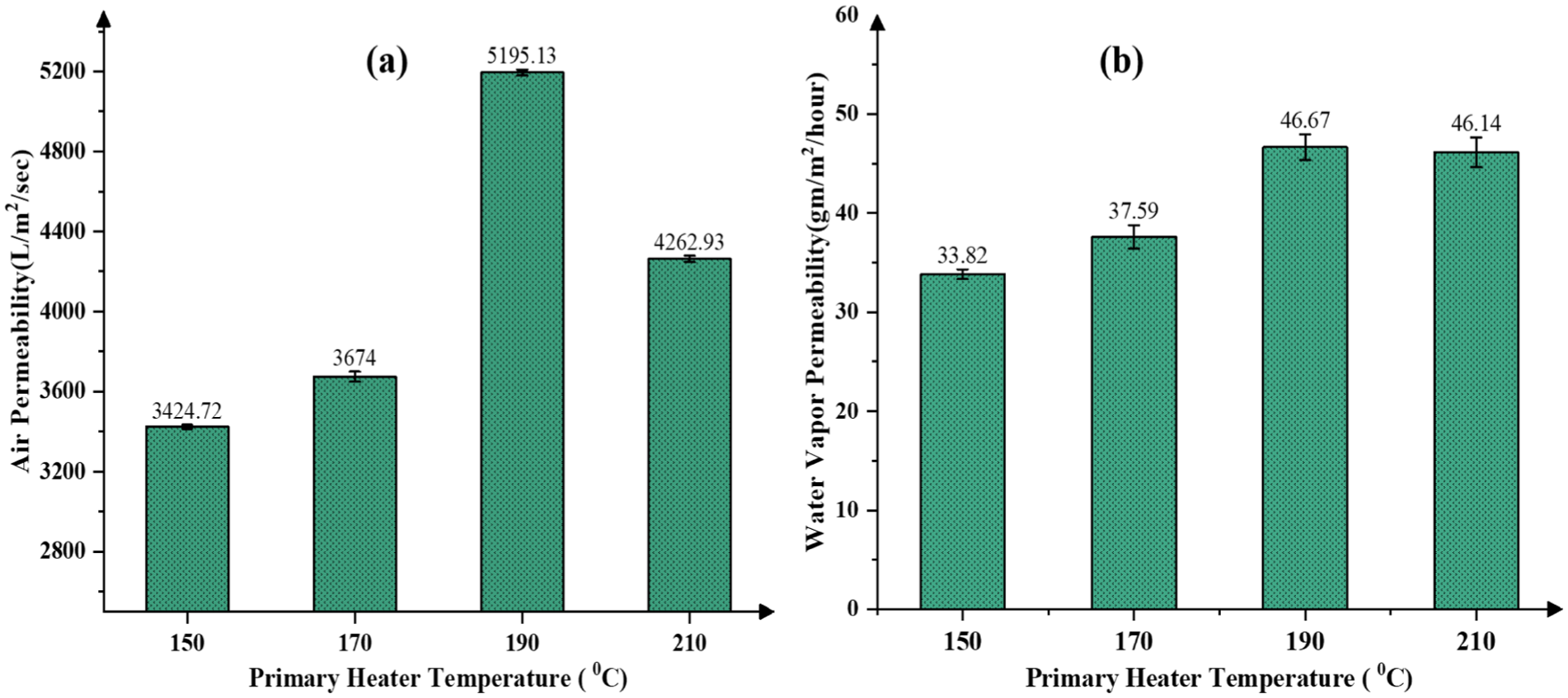
Effect of PH temperature on air permeability (a) and water vapor permeability (b).
Water vapor permeability (WVP)
WVP describes a textile fabric’s capacity to permit moisture, or water vapor, to flow through it when there is a variation in the vapor pressure throughout the fabric. 82 The influence of PH temperature on the WVP of knitted fabric is shown in Figure 13(b). WVP rises to 46.67 g/m2/h as the PH temperature go up at 190°C, after which it slightly declines to 46.16 g/m2/h at 210°C. The trend is similar to that of air permeability since crimp geometry and inter-filament porosity are the same structural characteristics that determine vapor transfer. 83 Higher crystallinity preserves consistent capillary channels created by stable crimps and wicking while improving structural integrity at the ideal temperature. These pores give moisture constant routes to exit, which promotes vapor dispersion across the cloth. 84 However, above 210°C, the filaments pack closer together due to over relaxed crimp structure. Therefore, it reduces wicking time and slows vapor transfer. Consequently, wicking, crimp stability and crystallinity are very important: Stable crimps maintain the pore network required for efficient moisture vapor permeability, while crystallinity and wicking guarantee dimensional stability during vapor movement. 85
Comparative discussion and study limitations
The comparison data in Table 3 demonstrates that the moisture management findings of current study are generally align with those of previous research on polyester knitted textiles. Choudhary and Ramratan, 65 and Suhaimi et al. 86 found that yarn structure and knit structure notably affect moisture management behavior like wetting, absorption, spreading, and OMMC performance. Similarly, Özkan and Kaplangiray 87 studied that a variety of polyester yarn types can result in a wide range of thermo-physiological comfort behavior. In contrast, the current investigation revealed a larger wetting time range of 2.06–14.04 s and OMMC values of 0.0897–0.7581, suggesting that moisture transport is significantly influenced by main heater temperature during DTY production.
Comparative review of moisture management properties of 100% polyester knitted fabrics.
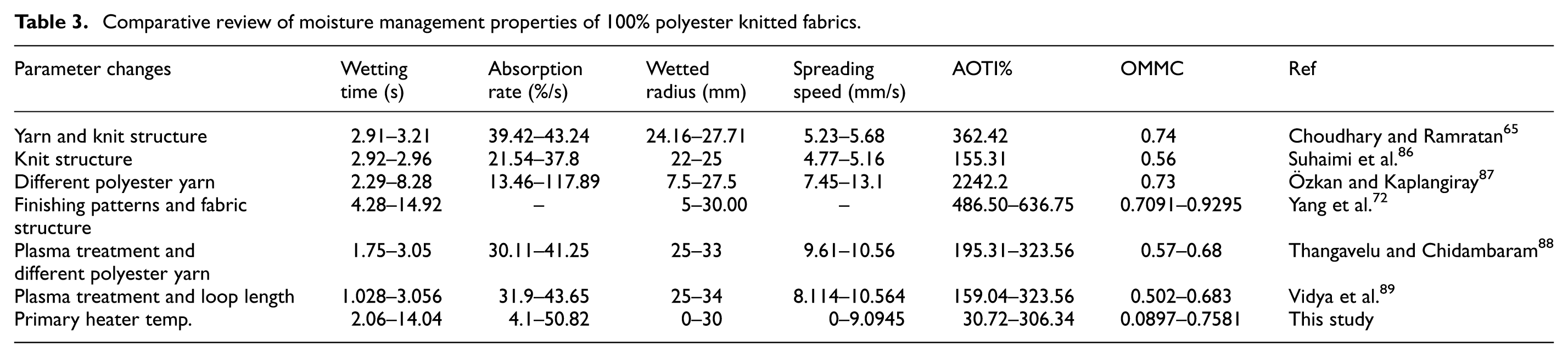
The observed variations from earlier investigations may be due to the different modification processes. Yang et al. 72 demonstrated how fabric structure and finishing pattern might enhance directional moisture movement. However, plasma treatment enhances wettability and spreading behavior by surface alteration, according to Thangavelu and Chidambaram 88 and Vidya et al. 89 In contrast, the current work primarily uses heater temperature to alter the internal yarn structure, which has an impact on capillary routes, filament packing, and crimp creation. Therefore, structural alterations in DTY yarn rather than surface modification brought on by chemicals or plasma are primarily responsible for the increase in moisture management performance.
Although the current study clearly demonstrated a connection between the comfort performance of PET knitted textiles and the structural features of DTY yarn, several limitations should be acknowledged. The study was limited to a single knitted fabric construction and a single polymer system in a controlled laboratory setting. Additionally, factors that were not directly measured in this work, such as filament cross-sectional properties, surface energy, loop shape, and inter-fiber friction, may have an impact on moisture management behavior. Furthermore, structural interpretations were mostly relied on crimp behavior, mechanical characteristics, microscope observations, and moisture transport performance because molecule orientation was not explicitly assessed. The comfort behavior in real-world use situations and long-term durability following repeated washings were beyond the investigation of this study. To gain wider industrial application, future research may expand this strategy to include other yarn topologies, fabric structures, and real-use performance situations.
Conclusions
This study shows that the structural and comfort performance of DTY-based 100% polyester knitted textiles is significantly influenced by the PH temperature. Raising the PH temperature from 150°C to 190°C increased filament arrangement, crystallinity, structural uniformity, better wettability and crimp stability, all of which improved capillary continuity within the yarn and fabric structure. As a result, notable improvement was obtained in moisture management and breathability including higher OMMC, quicker wetting, greater absorption rate, and enhanced air and water vapor permeability. The best performance at 190°C demonstrates that efficient moisture transfer requires a balance combination of inter-filament porosity and structural stability. However, when the temperature was raised to 210°C led to a slight reduction in performance, mainly as a result of over-relaxation of crimp and decreased effective capillary routes. These findings demonstrate that, functional characteristics can be adversely affected by severe heat exposure despite better crystallinity is maintained. Therefore, PH temperature significantly affects yarn morphology and fabric comfort; around 190°C offers the best balance between structural stability and moisture transfer. This study is limited to a particular knitting structure (single jersey), yarn count (100D/144F), and controlled laboratory settings. The impact of other parameters including various knit structures, finishing techniques, and actual wear circumstances were not considered. Future studies should concentrate on expanding the study to various yarn types and fabric structures, assessing washing impacts and long-term durability, and including surface modification or functional finishes to further improve moisture management. These investigations will contribute to the development of efficient and application-specific polyester fabrics for advanced athletic and technological applications.
Footnotes
Acknowledgements
The authors thank Uttara University for their administrative support and cooperation.
Author contributions
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Declaration of conflicting interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Data availability statement
Data will be made available on request.