
Abstract
Electric discharge machining (EDM) finds diverse applications in industries such as aerospace, medical equipment manufacturing, dies and molds production, nuclear technology, and the automobile industry. Inconel 718 is a nickel-based superalloy with unique features, such as high strength and stability in hostile environments. The inherent problem of radial overcut in conventional EDM restricts its use in the machining of nickel-based alloys. Furthermore, the use of traditional dielectric oil in EDM emits harmful gases and fumes that endanger the environment and the operator’s health. As a result, this study has examined the possibility of four distinct biodegradable dielectric oils handling the geometrical overcut, which has not yet been fully assessed. Using a full factorial design, the effectiveness of biodegradable oils (sunflower, polanga, canola and coconut) has assessed with three different machining tool materials (copper, brass and graphite) in EDM of Inconel 718 superalloy. Results are examined using mathematical analysis and scanning electron microscopy (SEM). The experimental findings showed that the overcut measurement value is minimum during canola as a dielectric fluid. The combination of sunflower oil and a copper tool was the second most effective method for reducing overcut. Compared to normal kerosene dielectric oil, canola biodegradable dielectric has a 71% reduction in overcut.
Introduction
Nickel-based superalloys such as Inconel 625 and 718 have gained acceptance in a wide range of applications. 1 Because of their great strength, superior corrosion resistance, non-magnetic nature, exceptional weldability and more stability at extreme pressure range. However, the increased strength of alloys makes it more difficult to cut using standard cutting methods. Electric discharge machining (EDM) is a unique technique that is frequently used to easily remove or manufacture extremely hard materials and complex geometries that would otherwise be impossible with the use of conventional techniques of machining like turning, milling and drilling. Problems with immoderate wear, less material removal rate (MRR), and inadequate surface finish emerged when sophisticated materials like superalloys, ceramics and composites were processed using traditional machining techniques. But with the advent of non-conventional machining techniques, which provide greater accuracy and precision than conventional techniques, the issues with conventional machining techniques were resolved. 2
EDM is a material removal technique that ionizes the dielectric fluid present in the tool-workpiece gap by repeatedly sparking, producing significant thermal energy.3–5 The intensity of the discharge eventually creates a plasma channel that serves as a powerful heat source. The formed plasma channel, which has a tendency to vaporize or melt particles from the surface of the workpiece material, is the origin of localized heating. 6 The degraded materials are melted and vaporized with the help of a sequence of electric sparks, which raises the temperature to about 8,000°C–12,000°C. With the aid of dielectric fluids directed toward the cutting zone, the debris covering the specimen is subsequently pushed away.7, 8 EDM was used in this investigation to cut Inconel 718, which has special properties as previously mentioned. 9 Components of Inconel 718 are utilized in a wide range of constructions, including nuclear reactors, vehicle parts, food processing facilities, and marine equipment. Alloys based on nickel have seen widespread application in the aerospace sector recently as materials for engine turbine blades.
The usage of EDM is fully justified given the properties and uses of the selected material. Nonetheless, kerosene is traditionally used as a dielectric fluid in the machining process through EDM, which releases harmful fumes and gases while cutting. The environment and the operator’s health are seriously at risk during the process.10, 11 However, the occurrence of sparking throughout the machining operation is considered to be difficult to manage. As a result, it becomes more difficult to accurately attain the cutting measurements in every machining orientation. It is important to note that geometric correctness is essential to guaranteeing the precise operation of the machined specimen. 12 According to the previous reports, using a conventional dielectric during EDM may result in significant dimensional differences. Therefore, in order to make components with strict tolerances, biodegradable oils, as previously mentioned, have been used in replacement of kerosene dielectric fluid.13, 14 The need for a limited overcut can be justified in this case since the end product must be constructed from machined parts. Meeting the criteria is even more crucial in the case of micro cavities because cut dimensions are significantly impacted by the micron fluctuation. In order to create surface cavities, this work has meticulously examined the geometric accuracy in context of diametrical overcut for Inconel 718 alloy using biodegradable oil-based EDM operation.
Numerous studies have examined the effect of process parameters on geometrical overcuts during the machining of different materials. The use of micro drilling through EDM on 316L steel while taking into account different amounts of silicon carbide (SiC), graphite, and aluminum (Al) embedded into the alkyd resin dielectric oil. 15 Because of the significant discharge, researchers found that adding more chemicals enhanced overcut (OC). Additionally, OC might be decreased even if there were no powder or additives present in the dielectric medium. In another study, the effect of manganese powder was investigated in relation to dimensional deviation during micro-EDM of die steel material. Throughout the investigation, two different kinds of dielectric liquids, such as kerosene and EDM-based oil, have been used. It was asserted that adding more powder to the aforementioned dielectrics increased the MRR. The increased overcut value was attributed to the wide dispersion of arcing between the electrode and work surface. 16 Using kerosene as a dielectric, the impact of altered electrode geometry was also attempted to reduce the size of dimensional inaccuracies in EDM. In this case, an electrode with a specific relief angle was used. It has been observed that using relief angled tool for EDM decreased the OC value. 17 Various electrode materials, including copper, brass, aluminum, and graphite, were used under a kerosene dielectric to analyze dimensional deviations in both axial and radial orientations during the machining of Ti6Al4V. 18 The machining parameters, namely, current, tool polarity and ratio of pulse time, have been taken into account. According to estimates, choosing a Cu electrode with negative polarity significantly reduces geometric errors. A comprehensive analysis was conducted on the variation in OC during EDM of Ti6Al4V using copper-tungsten (Cu-W) tool electrode material with standard EDM oil as dielectric. 19 To examine the effects of pulse-on time (Ton), off time (Toff), peak current and servo voltage on the dimensional overcut, a full factorial experimental design was developed. The findings showed that after adjusting the aforementioned parameters to ideal values suggested by a mathematical model, OC is significantly decreased.
Green EDM process adopted 20 to analyze the performance of various input machining factors, such as duty factor, voltage, current and electrode material on machining output variables, namely, MRR, Ra, residual stress and white layer thickness (WLT) during EDM operation of alpha-Beta Titanium alloy. The modification in the process was done by mixing ordinary water into deionized water to make it eco friendly and sustainable EDM process. The significant parametric combination was found with the integrated model of Taguchi and Gray-Relational analysis (TGRA). The experimentation and analysis of results show that the mechanism of material erosion with a mixed dielectric medium performed better due to the high thermal conductivity of the insulating dielectric medium. The impact of sunflower dielectric on roughness, MRR and electrode wear rate (EWR) during EDM of Inconel 800 has also been examined. 21 The outcome proved that using sustainable oil as a dielectric rather than kerosene leads to a rise in MRR. Furthermore, EWR and roughness results also significantly provide better performance with sunflower oil compared to kerosene oil. It has also been asserted that eco-friendly oils serve as a superior alternative to hydrocarbon-based dielectrics because of their improved and comparable dielectric qualities. The potential of Pongamia oil for sustainable EDM of Inconel 718 alloy has been explored. 22 The defined set of input characteristics was used to assess various responses such as TWR, MRR and Ra. The results revealed that the vegetable oil indicated above may take the place of traditional EDM dielectric since it produced excellent machining results. Additionally, the feasibility of using Polanga oil as a dielectric fluid for machining of EN 31 tool steel has been investigated. 23 To determine their impact on TWR, SR, MRR and EWR, three input factors, that is, Ton, Toff, and current, were selected. The study revealed that the responses were enhanced with Polanga oil in the kerosene dielectric. Polanga oil differs from traditional EDM oil in that it has a higher flash point, lower carbon content, superior dielectric strength and better biodegradability.
An extensive review of literature in the field of EDM has revealed that no significant research on the use of EDM of Inconel 718 to create dimensionally precise micro-impressions using sustainable dielectric(s) has been published. The geometrical precision of the aforementioned Ni-alloy in various biodegradable dielectrics has not received much attention up until now. In order to produce dimensionally consistent machined products, the primary aim of this study is to investigate the possibilities of sustainable dielectrics using Inconel 718 alloy as a workpiece specimen in the EDM process. The experiments were conducted using a full factorial design with three different machining tool materials, namely, copper (Cu), graphite and brass. Energy Dispersive X-ray (EDX) spectroscopy, optical microscopy, and scanning electron microscopy (SEM) were utilized to examine the findings in a meaningful way.
Materials and methodology
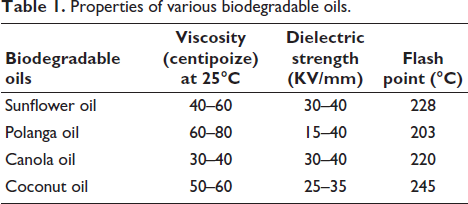
According to the previous research, the EDM process using kerosene oil can produce dangerous vapors that have detrimental effects on the machine operator’s health and the surrounding environment.24–26 Therefore, the selection of four distinct biodegradable dielectrics such as sunflower, canola, polanga and coconut oil has been finalized for machining of Inconel 718 alloy. In this work, the dimensional variability feature of overcut has been thoroughly investigated. Table 1 elaborates on the prominent attributes of all the oils.27–30 In the current investigation, three various machining tool materials, such as copper, graphite and brass, were used to determine the most relevant tool for each dielectric. Additionally, the best parametric combination was created and verified. The high machinability of these tool materials in terms of defined response determines their selection.
The choice of dielectrics was guided by three main criteria: (a) physical properties relevant to EDM performance, (b) environmental and health considerations, and (c) regional availability and cost. Sunflower and canola oils exhibit moderate viscosity (30–60 cP at 25°C) and relatively high dielectric strength, which favor stable plasma channel formation and controlled spark energy. Polanga oil, on the other hand, has the highest viscosity among the selected oils (60–80 cP), which can suppress debris flushing but improve the stability of the discharge column under certain conditions. Coconut oil combines a relatively high flash point with intermediate viscosity and good wetting behavior on metallic surfaces. These differences make the set of four oils suitable for studying how the interplay of viscosity, dielectric strength and flash point influences overcut.
Properties of various biodegradable oils.
EDX examination revealing the chemical distribution (wt%) of Inconel 718 alloy.
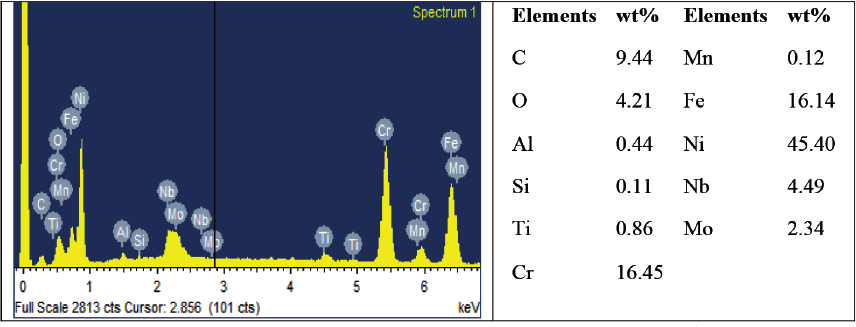
Chemical distribution (wt%) of Inconel 718 alloy.

Initial experiments allowed for the selection of an EDM setting that produced measurable but stable micro-impressions without severe tool wear. The experiments were performed on a die-sinking EDM machine (Model G30, Press Mach Machine Tools) under negative tool polarity. Unless stated otherwise, the nominal machining parameters were: peak discharge current 6 A, open-circuit voltage 60 V, pulse-on time (Ton) 50 µs, pulse-off time (Toff) 25 µs, duty factor 67%, and servo voltage 50 V. A side flushing arrangement was used, and the dielectric flow rate was maintained at approximately 5 L/min for all oils to isolate the effect of dielectric properties rather than flushing conditions. The workpiece material was Inconel 718 in the form of rectangular plates (40 mm × 20 mm × 5 mm). Cylindrical tool electrodes of 10 mm diameter and 50 mm length were prepared from copper, brass and graphite rods by polishing the front face with fine emery paper to minimize initial surface irregularities.
Trial experiments were undertaken prior to actual experimentation. Initial experiments allowed for the selection of an EDM setting with minimum or inadequate impressions. After that, experiments were carried out using the full factorial design (DOE) technique. This design was chosen instead of a fractional design because it enables unbiased estimation of the main effects of dielectric and electrode, as well as their two-factor interaction, with a minimal yet complete set of 12 experiments.
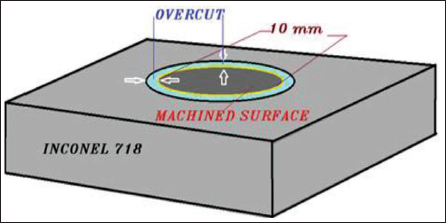
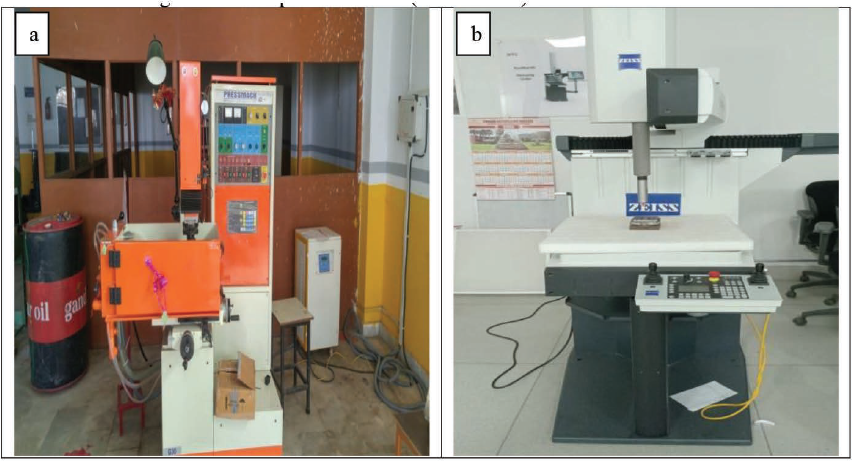
The coordinate measuring machine (CMM) is used to determine the extent of overcut following the successful completion of trials. Machining time for each experiment is selected as 10 minutes. The average of three measurements for the machining cavity diameter has been made. Dimensional error is determined by the difference between the set machined dimensions and the dimensions obtained after machining. The term “diametrical overcut” (OC) refers to the fact that the cavities created during the EDMed machining process are always bigger than the electrode. A schematic diagram of the machined surface of Inconel 718 alloy with overcut is shown in Figure 2. The setup of die-sinking EDM (Model G30, Make: Press Mach. Machine Tools) and CMM are shown in Figure 3a and 3b, respectively.
For each dielectric–tool combination, the mean overcut value and its standard deviation were calculated from repeated measurements, and 95% confidence intervals were used to assess the statistical significance of differences between combinations. Although detailed numerical ANOVA tables are not included.
Schematic diagram of workpiece material (Inconel 718) with EDMed surface.
Experimental arrangement (a) die-sinking EDM (b) coordinate measuring machine (CMM).
Results and discussion
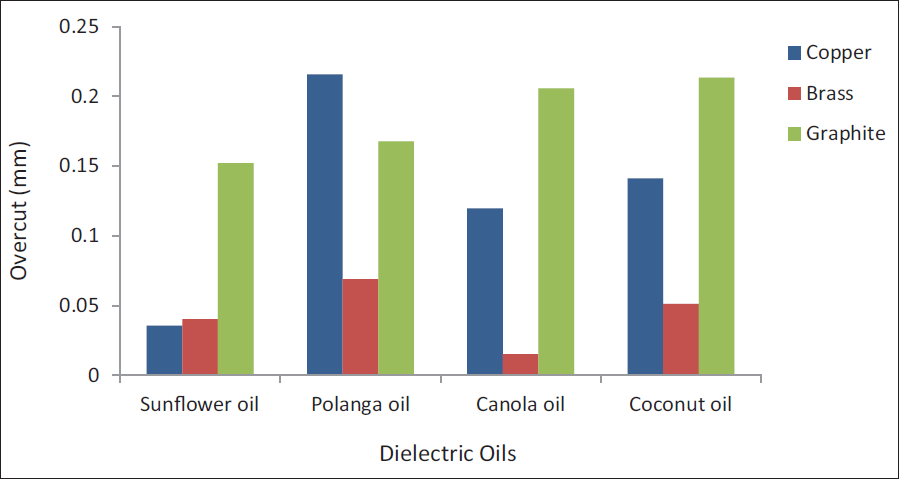
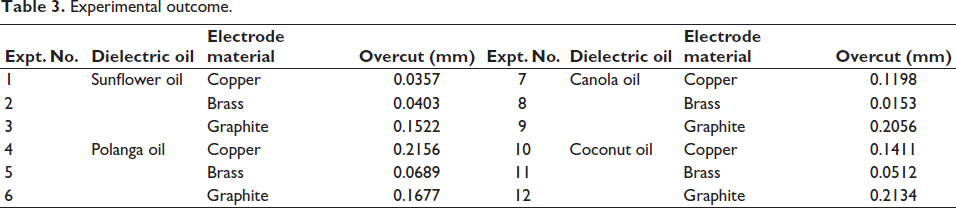
The present study employed a full factorial design to examine the overcut precision of Inconel 718 alloy under various dielectric combinations. As previously noted, three electrode materials were used as a machining tool. Table 3 shows a summary of the results obtained after the completion of experimentation. This result provides detailed information on the dimensional correctness of Inconel 718 during EDM cutting. Finally, a single optimum configuration was recommended and verified. The overcut versus three electrode materials (copper, brass and graphite) has been used to summarize the geometrical precision of Inconel 718 alloy. Figure 4 shows a graphical representation of how different vegetable oils affect the OC in comparison to the previously mentioned electrodes. When compared to the other tool materials, it has been observed that the graphite electrode exhibits the lowest geometrical precision in the case of coconut oil.
Overcut versus various biodegradable dielectric oils.
Dielectric viscosity influences the thickness and renewal rate of the fluid layer around the discharge column. Low-viscosity fluids facilitate faster bubble and debris removal but can also promote larger discharge craters and erosion in radial directions. High-viscosity fluids, by contrast, can dampen fluid motion and restrict the plasma channel, but may trap debris and lead to secondary discharges. Dielectric strength and flash point are also important: higher breakdown strength and flash point allow the fluid to withstand higher local fields and temperatures before decomposition, favoring more controlled sparking. Combined with the thermal conductivity and specific heat of the dielectric, these properties determine how heat is transported away from the discharge region.
Experimental outcome.
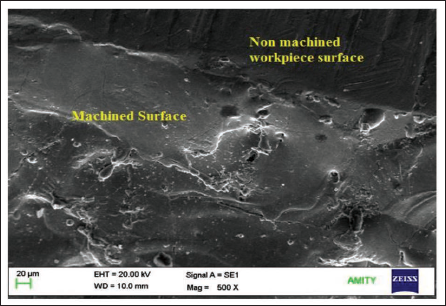
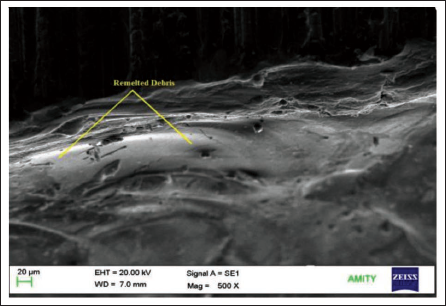
The SEM picture displayed in Figure 5 demonstrates the uneven pattern of the machined surface produced by the aforementioned combination. Graphite exhibits significantly higher thermal conductivity compared to copper and brass, which strongly influences the heat transfer dynamics during the EDM process. The high thermal conductivity of graphite promotes rapid transfer of discharge energy across the tool-workpiece interface, resulting in a larger and less confined plasma channel. This leads to a higher effective heat flux being delivered to the workpiece surface over a wider area, thereby intensifying localized melting and vaporization. Significant material wear occurs due to high heat exposure on the workpiece’s surface, resulting in an expanded impression in all directions. The porous nature of graphite can lead to overcutting by disrupting the concentration of the electric spark at machining region, primarily from peripheral edges. Materials were consequently removed outside of the defined circumference of the intended cavity, which resulted in a rise in overcut. Additionally, it has been observed that during pulse-off time, melting too much material from the substrate increases the probability of re-deposition of debris on the surface. Figure 6 shows the adhesion of melted and re-deposition of foreign particles during the machining of Inconel 718 with a graphite electrode in coconut dielectric. These adhered droplets and recast layers indicate that, under graphite tools, a portion of the molten material re-solidified on the wall of the cavity rather than being completely flushed away, which is consistent with highly energetic but less confined discharges. Figure 7a shows that using a brass as a tool electrode significantly improves geometric precision in dielectric of coconut oil. The overcut measurement (OC = 0.0512 mm) with a brass tool is nearly four times lower than the graphite electrode’s value of 0.2134 mm. Coconut dielectric oil has been found to perform most effectively during the machining of Inconel 718 alloy with a brass tool.
Surface morphology of Inconel 718 alloy using a graphite tool in coconut oil-based dielectric.
SEM image illustrating material melting and re-deposition observed when utilizing a graphite electrode in conjunction with a coconut oil-based dielectric.
Comparison of overcut among materials of electrode under (a) coconut oil, (b) sunflower oil, (c) canola oil, (d) Polanga oil.
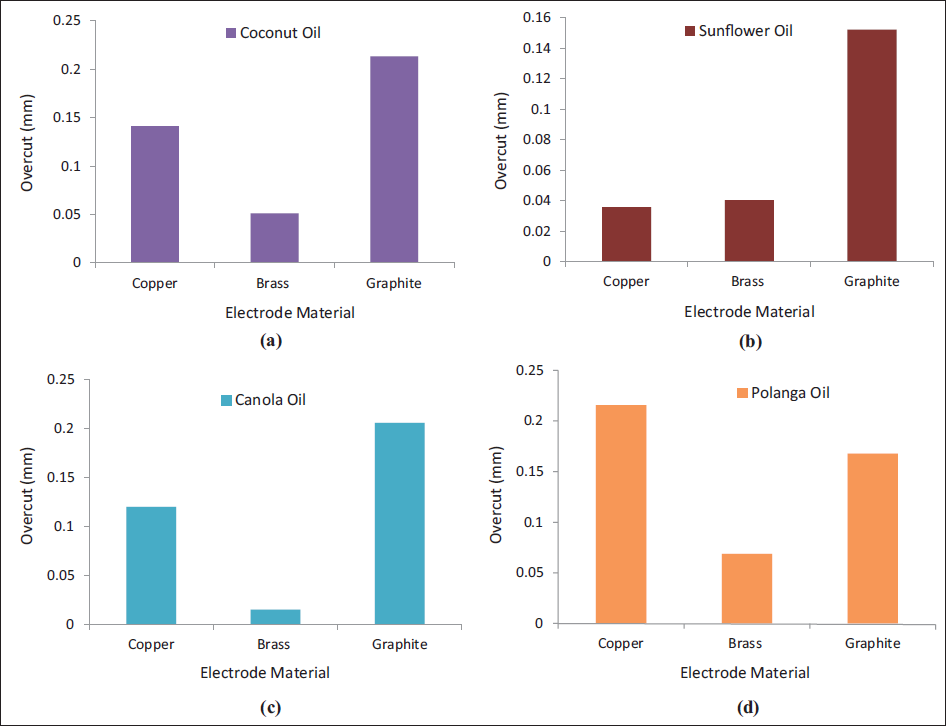
The satisfactory results have been found during EDM with Sunflower dielectric and copper machining tool. Figure 7b shows that the graphite tool has the highest overcut, that is, 0.1522 mm, while Cu under sunflower dielectric has the lowest overcut value (0.0357 mm). The dielectric (Sunflower) oil provides the highest OC against graphite electrode. The remaining electrodes, including brass and copper, have intermediate OC values. As seen in Figure 7b, the copper electrode provides the most effective option for producing minimum overcut with sunflower dielectric oil. The brass electrode has been shown to provide superior geometric accuracy for canola and Polanga oil (Figure 4). Brass has a lesser electrical conductivity (1.9 × 107 S/m) than Cu (5.8 × 107 S/m), contributing to its superior performance. Lower conductivity reduces the quantity of current required for the erosion of the surface during machining. Due to electro-erosion, relatively less material was removed from the target surface as the input power intensity decreased. The deduction in overcut while using a brass electrode for both dielectrics (polanga and canola oil) is due to restriction in the width of the plasma channel, which leads to lesser erosion of material in all cutting directions.
Among the four biodegradable dielectrics, canola oil in combination with a brass tool yielded the minimum overcut (0.0153 mm). This behavior can be rationalized by considering the interplay between viscosity, dielectric strength and thermal properties. As shown in Table 1, canola oil has the lowest viscosity range (30–40 cP) among the oils tested, comparable dielectric strength to sunflower oil and a relatively high flash point. The moderate viscosity allows efficient debris and bubble removal without creating excessively wide discharge channels, while the sufficient dielectric strength supports stable breakdown at the applied voltage. Literature suggests that canola oil also has a relatively high specific heat, enabling it to absorb more thermal energy per unit temperature rise, which helps to limit the radial extension of the molten pool.
For canola dielectric oil, graphite electrode performed poorly with an overcut of 0.2056 mm. This may occur because of lower graphite density (1,770 kg/m3) and larger strength of canola dielectric. The strong strength necessitates significant discharge power to initiate the machining process. The cutting process generates strong sparks that penetrate the machining surface. As a result, a larger quantity of debris is removed across all cutting dimensions. Furthermore, graphite tools with lower density tend to expand plasma channels. Compromising the sparking focus can lead to an increase in the value of overcut. As more heat is delivered into the workpiece, the dielectric becomes less effective in flushing out molten metal, which accumulates on the workpiece’s surface in the form of a white layer known as recast layer. The development of recast white layer when machining of Inconel 718 alloy has done under canola dielectric with a graphite electrode. Under the canola dielectric, a comparison of OC values for three different electrodes is also carried out, as shown in Figure 7c.
In contrast to the prior experiment with sunflower oil, performance of copper electrode is hindered during canola oil, resulting in 3.3 times rise in OC value during the machining process. Figure 7d shows a comparison of OC with selected tool materials when polanga dielectric oil is employed during EDM. The least favorable response has been observed from the Cu tool in Polanga oil when compared to other selected dielectrics. The copper tool with polanga dielectric yielded the largest OC of 0.2156 mm. The lack of dimensional control in the case of Polanga oil can be attributed to the abundance of ionized particles following high-energy discharge. The dielectric viscosity of polanga (60–80 cP) is the highest among other selected biodegradable oils, which plays a pivotal role in the development of plasma channel. Large viscosity causes penetrating heat flux due to high thermal breakdown voltage. A brass electrode may effectively reduce OC during Inconel 718 alloy using Polanga oil with lowest value of 0.0689 mm. Brass performs better due to its larger density (8.6 g/cm3) and low melting point of 920°C, as compared to copper and graphite. It has been found that canola dielectric with a brass electrode shown to be the most suitable choice for a precise machining profile after comparing the lowest overcut values with rest of the three dielectrics. Sunflower oil with a Cu electrode is the second-best option for dimensional precision compared to other dielectric materials.
The full factorial design enables the separation of dielectric and electrode effects on overcut. When averaged over all electrodes, canola oil exhibits the lowest mean overcut, followed by sunflower, coconut and Polanga oils. Similarly, when averaged over all dielectrics, brass shows the smallest mean overcut, followed by copper and then graphite. However, the interaction between dielectric and electrode is evident from Table 3: the ranking of electrodes is not identical for all dielectrics (for example, copper outperforms brass in sunflower oil, whereas brass is superior in canola and Polanga oils). This non-parallel behavior of the response trends, which is also visible in Figures 4 and 7, indicates a significant interaction effect, justifying the choice of a full factorial design rather than independent one-factor-at-a-time trials.
Qualitative comparison of representative dielectric–tool combinations.

Even if the canola dielectric with brass tool has shown itself to be an excellent alternative in terms of minimum overcut, a second trial was conducted using kerosene as a dielectric medium in order to distinguish it from biodegradable oil in the aforementioned perspective (see Supplementary Table S2).
Under canola oil, it was found that the brass electrode outperformed the kerosene dielectric. The lower viscosity of kerosene also serves as a catalyst for an increase in overcut value. Low-viscosity dielectrics may lead to greater MRR by flushing away debris faster, eventually resulting in an overcut. This is particularly challenging in precise or intricate machining, where exact geometry is required. A comparison of kerosene and canola dielectric with a brass electrode in terms of overcut is shown in the Supplementary Figure S1. It has been observed that using a brass electrode in canola dielectric results in a 71% lower value of OC than kerosene oil.
Conclusion
This research investigates the geometric precision of Inconel 718 alloy during the EDM process. Four biodegradable dielectric oils were used to provide sustainable machining for both environmental and health benefits. The results were statistically analyzed and evidenced using SEM and EDX, by keeping all the machining variables constant except tool material and dielectric type. The following inference can be drawn from the preceding discussion:
Graphite electrode has the poorest dimensional consistency when used with biodegradable dielectrics except Polanga oil. The highest dimensional inaccuracy (OC = 0.2156 mm) was seen with a copper electrode in polanga dielectric. Biodegradable dielectrics have proven to be superior in terms of dimensional precision. The canola dielectric produces the smallest dimensional inaccuracy value, which is 0.0153 mm. However, sunflower oil has an overcut value of 0.0357 mm, which is the second-best dielectric. Overall, the brass electrode has shown itself to be the most effective option for creating a dimensionally precise micro impression in Inconel 718 alloy. The copper electrode has been shown to be the second most effective option. When sunflower oil is used as a dielectric medium, the overcut values are close to one another, even though canola dielectric has the least amount of diametrical overcut.
Footnotes
Declaration of Conflict of Interests
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.
Supplementary Material
References
Supplementary Material
Please find the following supplemental material available below.
For Open Access articles published under a Creative Commons License, all supplemental material carries the same license as the article it is associated with.
For non-Open Access articles published, all supplemental material carries a non-exclusive license, and permission requests for re-use of supplemental material or any part of supplemental material shall be sent directly to the copyright owner as specified in the copyright notice associated with the article.