
Abstract
This research presents an enhanced polishing technique called “lateral ultrasonic vibration assistant abrasive flow machining (LUVA-AFM),” an advancement of the AFM method. The process involves a slurry fluid that carries abrasive particles parallel to the workpiece surface, while the tool’s ultrasonic vibrations move laterally. The study experimentally examines the impact of silicon carbide (SiC) abrasive particles on the workpiece surface, utilizing a design of experiment algorithm and ANOVA analysis to assess the influence of various process parameters on surface roughness. Optimal conditions for achieving a superior surface finish were identified as a tool vibration frequency of 31 kHz, abrasive fluid flow rate of 1.5 L/min, polishing time of 30 minutes, and workpiece hardness of 60 HRC. Conversely, minimal settings such as a vibration amplitude of 30 µm and a distance of 300 µm between the tool and workpiece yielded the best surface quality. Key factors affecting roughness reduction included flow rate, polishing duration, and ultrasonic vibration frequency.
Introduction
Nanomachining, recognized as one of the advanced techniques for manufacturing components with high-precision and exceptional surface quality, has established a significant position in cutting-edge industries. This technology, based on the principles of nanomechanics and nanotribology, enables material removal at the nanometer scale and achieves surfaces with extraordinarily high quality and remarkable dimensional accuracy, meeting the stringent requirements of sensitive sectors such as aerospace, electronics, medical devices, and optics.1, 2 Bhushan 1 demonstrated that nanomachining not only enhances surface quality but also plays a critical role in surface interactions and intermolecular forces. Furthermore, Zhang et al. 3 emphasized that this technology, due to its high-precision and ability to produce complex components, plays a pivotal role in electronics and other sensitive domains.
However, machining hard and resistant materials, particularly hardened steels such as steel 1.2080, remains a major challenge in this field. Steel 1.2080 (X210Cr12 or AISI D3), known for its specific chemical composition and the presence of hard carbides, exhibits high wear resistance and is widely used in toolmaking industries. Nevertheless, its high hardness and moderate toughness make machining it with conventional methods difficult. Traditional machining techniques, such as turning or milling, typically result in unsatisfactory surface quality due to high pressure and rapid tool wear, and also have low material removal rates (MRRs).4, 5 These limitations have driven researchers to explore advanced machining techniques.
Abrasive flow machining (AFM), recognized as an advanced surface finishing method, enables precise material removal from internal and complex surfaces. This method uses a viscous fluid containing abrasive particles that, when passed through the channels of the workpiece, creates controlled surface erosion.6, 7 In a series of recent studies, the CO2 laser cutting process on thermoplastics and FFF-printed composites has been investigated using machine learning algorithms. In the study by Der et al, four materials—PLA, PLA-CF, ASA, and PETG—were evaluated in 72 experiments with varying parameters. The results showed that PLA-CF exhibited the highest MRR, while ASA and PETG demonstrated better dimensional stability. In the study by Basar et al. modeling was conducted using PSO-ANFIS, ACO-ANFIS, and regression analysis, and cutting speed was identified as the most influential factor; the PSO‑ANFIS model showed the highest prediction accuracy, achieving a minimum surface roughness of 1.878 µm under specific conditions. Moreover, the study by Der et al. revealed that the optimal parameters—including 90 W laser power, 9 mm/s cutting speed, and 2.5 mm thickness—resulted in a 51.75% reduction in surface roughness along with significant improvements in kerf width and heat-affected zone. These findings highlight the effective role of artificial intelligence in optimizing laser cutting processes for 3D-printed components.
A collection of significant studies has clearly demonstrated the capabilities and applications of the AFM process in precise surface finishing and burr removal. In one of the earliest industrial investigations on AFM, Kumar (1991) demonstrated that this non‑traditional finishing method enables precise polishing of internal surfaces, effective deburring, and formation of controlled edge radii in hardly accessible internal regions. 8 The study highlighted the importance of controlling flow pressure and viscoelastic properties of the abrasive medium to achieve consistent finishing quality. Subsequently, a systematic review by Pradaban and Hariharan, and Deepak (2021), analyzing more than 150 scientific articles, confirmed the efficacy of AFM in improving surface quality, burr removal, and surface uniformity in advanced industries such as aerospace, automotive, and medical sectors. 9 An experimental study by Kim et al. (2022) examined AFM’s performance in effectively removing burrs from AL6061 aluminum components and used CFD simulations to analyze the flow behavior and deburring mechanism. 10 Moreover, Kumar et al. (2022), in a comparative study between AFM and manual polishing of tungsten carbide dies, found that AFM led to a reduction in surface roughness, shorter processing time, and longer tool life. 11 In a more recent study, Fang et al. (2024) demonstrated that using AFM with a metal–liquid medium significantly improved the surface uniformity of complex internal channels in additively manufactured parts. 12 Altogether, these studies clearly demonstrate the effectiveness and adaptability of the AFM technique across various industrial and research applications—from fundamental research to emerging technologies.
Studies have demonstrated that AFM is highly effective for finishing rough surfaces, removing burrs, polishing, and creating edge radii.13, 14 The key distinction between AFM and traditional methods lies in the force application and material removal mechanism; while conventional methods rely on mechanical tools and direct contact, AFM uses abrasive flow for material removal. This feature reduces the risk of workpiece damage and increases finishing accuracy. 15
However, conventional AFM faces limitations when machining hard materials, such as low MRRs, and the need for high pressure, which can lead to rapid tool wear or damage to the workpiece. 4 To overcome these challenges, ultrasonic vibration-assisted AFM has been introduced as an innovative method. Ultrasonic vibrations, operating at high frequencies, reduce shear forces, increase the kinetic energy of abrasive particles, and decrease surface friction. These characteristics improve MRRs, surface quality, and tool life.5, 15 Recent studies have shown that ultrasonic vibrations create intermittent contact between the tool and workpiece, reducing tool wear and enhancing MRRs. 16 Additionally, Singh et al. 17 demonstrated that the use of ultrasonic vibrations in machining hardened steels such as 1.2080 reduces surface friction and improves surface quality.
Among these methods, Lateral Ultrasonic Vibration-Assisted Abrasive Flow Machining (LUVA-AFM) has emerged as a novel approach, enabling superior results in machining hard materials. This method, combining AFM and ultrasonic vibrations, allows material removal without applying direct pressure on the workpiece surface. Vibrations generated by the ultrasonic generator and transducer facilitate the movement of abrasive particles, resulting in high-precision material removal from the workpiece surface.5, 18 Chen et al. 15 demonstrated that lateral ultrasonic vibrations can significantly increase MRRs and improve final surface quality. Furthermore, Kumar et al. 19 investigated the effects of vibration parameters such as amplitude and frequency on tool dynamic behavior and surface quality of hardened steels.
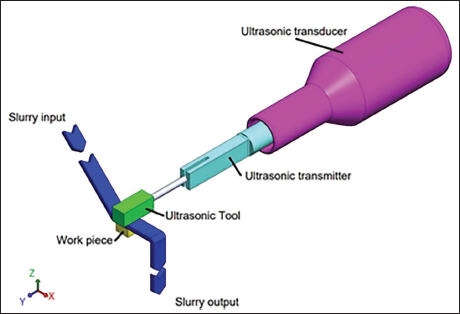
Unlike previous studies, the fundamental distinction of the present research lies in the orientation of ultrasonic vibrations applied to the tool. While earlier investigations predominantly employed vibrations perpendicular to the workpiece surface or involved direct contact between the tool, abrasive particles, and the surface, this study—for the first time—introduces laterally oriented ultrasonic vibrations (parallel to the surface and perpendicular to the flow direction). This represents a significant transformation in the energy transmission mechanism, resulting in improved process performance in terms of both material removal and surface finishing. The key innovation of this study is the development of the LUVA-AFM process, an inventive method that integrates AFM with ultrasonic non-contact machining technology. This hybrid process is specifically designed to operate without applying any direct mechanical pressure on the workpiece surface. Instead, controlled abrasion occurs through the action of an abrasive slurry flowing within the gap between a linearly vibrating tool and the workpiece, driven solely by ultrasonic vibrations generated by transducers and a generator. As illustrated schematically in Figure 1, no contact occurs between the tool and the workpiece—a distinctive feature of critical importance, particularly when machining at nanometric scales. Previous studies have mainly focused on two research areas: First, optimizing the laser cutting of 3D-printed thermoplastics using machine learning algorithms and analyzing the effects of variables such as laser power, cutting speed, and material thickness; and second, evaluating the effectiveness of the AFM process in burr removal and surface homogenization. While these efforts have contributed valuable insights to the field of precision machining, none have addressed the potential advantages of lateral ultrasonic vibrations in the AFM process. By introducing this novel approach, the current study represents a significant contribution to closing this scientific gap.
Process plan. Slurry is passing in a channel between the workpiece and the vibration tool.
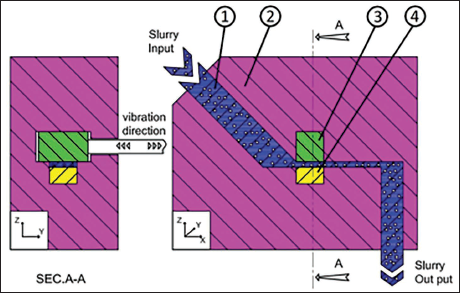
As illustrated in Figure 2, the slurry moves along the “x” direction, while the vibrating tool is positioned above the workpiece and oscillates in the “y” direction. This configuration ensures that the slurry efficiently channels the abrasive particles toward the workpiece surface, enhancing the abrasion process. The oscillatory motion of the tool in the “y” direction increases the kinetic energy of the silicon carbide (SiC) abrasive particles suspended in the slurry, enabling more efficient material removal. The slurry flows and impacts the workpiece surface, facilitating the removal of excess material. Recent theories, such as those proposed by Singh et al. 17 and Rao et al. 20 emphasize the role of lateral ultrasonic vibrations in increasing the kinetic energy of abrasive particles and reducing shear forces. These theories suggest that lateral vibrations create rapid oscillations in the abrasive slurry, leading to more effective particle movement and preventing adhesion to the workpiece surface. This innovative configuration aligns with the principles of fluid dynamics and energy transfer, optimizing the interaction between abrasive particles and the workpiece surface, thereby significantly improving surface quality and MRRs.
Main components details in the fixture (1) slurry flow, (2) fixture, (3) vibration tool, (4) work piece.
Method and experimental procedure
In industrial polishing processes, abrasives are traditionally applied by exerting mechanical pressure on the workpiece surface, as demonstrated in earlier studies.13, 21 However, this study introduces a novel approach that eliminates direct pressure between the tool and the workpiece. Instead, material removal occurs through the impact of abrasive particles on the peaks of surface roughness, driven by their kinetic energy, which results from the combined effects of slurry flow and lateral ultrasonic vibrations. Recent studies by Patel et al. 22 and Rao and Singh 23 highlight the role of ultrasonic vibrations in increasing particle velocity and reducing shear forces, making this mechanism highly effective for polishing hard materials.
The kinetic energy of abrasive particles in this process is enhanced by the synergistic interaction between slurry flow dynamics and ultrasonic vibrations. According to Kumar and Singh, 24 ultrasonic vibrations induce oscillatory motion in the abrasive slurry, which accelerates particle movement and enables localized impact on surface asperities. This mechanism aligns with the principles of energy transfer and tribology, where high-frequency vibrations create micro-impacts capable of deforming or removing material from rough surface peaks.
Research by Gupta and Jain 25 demonstrated that ultrasonic vibrations significantly reduce surface roughness and enhance the final quality of polished titanium alloys. These findings support the hypothesis that ultrasonic vibrations provide sufficient kinetic energy for abrasive particles to effectively engage the workpiece surface without requiring mechanical pressure. Building on these principles, this study explores the application of lateral ultrasonic vibrations to the polishing of hard steel alloy 1.2080, which is widely used in mold-making and industrial tool production due to its exceptional mechanical properties and high wear resistance. The unique microstructure of 1.2080 steel, characterized by its high carbide density, presents challenges for traditional polishing methods, making this approach particularly valuable. 17
Polyamide (PA) was chosen as the tool material due to its superior mechanical strength, wear resistance, and ability to transmit ultrasonic vibrations effectively. Recent studies by Zhou and Singh 26 confirm that polymer-based tools can reduce tool wear while maintaining consistent vibration transmission, making them ideal for AFM processes. The slurry formulation used in this study consists of deionized water mixed with 5%–10% SiC abrasive particles, a composition specifically designed to balance abrasive efficiency and minimize surface damage. Experimental findings by Lee and Park 7 emphasize the importance of optimizing abrasive particle concentration, demonstrating that appropriate slurry formulations can significantly enhance surface finish while avoiding excessive tool wear or material damage.
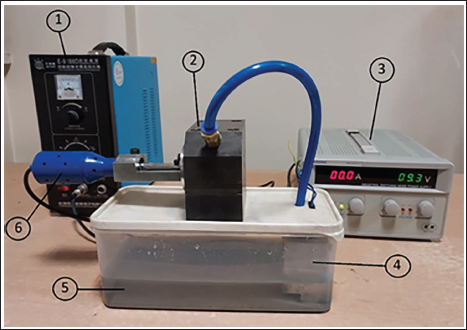
Figure 3 provides an overview of the research setup and the tools employed. The flow pump (4), controlled by the power supply (3), allows for precise regulation of the slurry flow rate, enabling researchers to manage process parameters effectively. Additionally, the ultrasonic generator (1) can produce varying pulse frequencies and motion amplitudes, ensuring precise control over the polishing process. The slurry (5) is formulated to maximize abrasive performance while minimizing potential damage to the workpiece surface.
Research devices and instruments: (1) Ultrasonic generator, (2) fixture, (3) power supply, (4) pump, (5) slurry, (6) transducer.
Methodology and experimental procedure
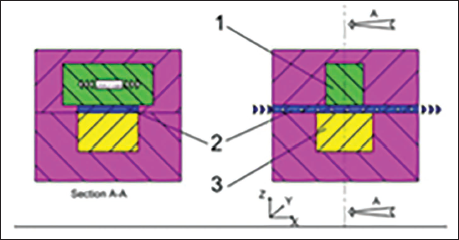
In industrial surface finishing processes, traditional methods such as AFM are limited due to their low efficiency and slow processing speed, often requiring significant investment. This study investigates an improved AFM technique called LUVA-AFM, which utilizes ultrasonic vibrations generated by an ultrasonic generator and transducer to remove material without direct pressure on the workpiece surface. The Figure 4 illustrates the schematic design of the fixture developed for this experiment. As shown, there is no direct contact between the tool and the workpiece.
The vibrant tool (1) located above the slurry flow in the main fixture (2) and the work piece surface (3) located under the slurry flow.
In this method, the workpiece surface was initially ground to ensure uniform conditions for the polishing process, and then securely fixed using a specially designed fixture to prevent unintended movement and ensure experimental accuracy and repeatability. Fixation of the workpiece is critical in precision finishing processes, as demonstrated by Totten and MacKenzie, 27 who emphasized that proper fixation directly impacts surface quality and experimental results, particularly in processes involving ultrasonic vibrations. The material removal mechanism in LUVA-AFM relies on the kinetic energy of abrasive particles, which is generated through the combination of slurry flow and ultrasonic vibrations. Ultrasonic vibrations stimulate the slurry, creating rapid oscillations in the abrasive particles, whose kinetic energy is sufficient to effectively impact surface asperities and remove material at the nanoscale. This mechanism aligns with the principles of particle dynamics and energy transfer, as confirmed by Bhushan, 1 who demonstrated that abrasive particles suspended in slurry remove excess material through repeated and concentrated impacts on the workpiece surface. SiC was selected as the abrasive material due to its high hardness (9.5 on the Mohs scale) and excellent wear resistance, making it suitable for polishing hard materials such as 1.2080 steel. Studies by Davim 28 have shown that SiC is highly effective in machining hard materials due to its exceptional physical and chemical properties, as well as its resistance to fracture. The distance between the vibrating PA tool and the workpiece, known as the gap distance, was set at two values: 300 and 400 micrometers, to examine the influence of gap distance on the efficiency of the finishing process. Research by Klocke et al. 29 indicated that smaller gap distances increase slurry flow velocity and enhance the effectiveness of abrasive particle impacts on the surface, while larger gap distances may reduce efficiency, necessitating a balance to prevent direct contact between the tool and the workpiece. The hardness of the workpiece material was also investigated as a key parameter, with half of the samples hardened to 50 HRC and the other half to 60 HRC. Totten and MacKenzie 27 reported that harder materials exhibit greater resistance to abrasion and provide better surface quality, although the MRR decreases. The slurry used in this study consisted of deionized water mixed with SiC abrasive particles, with abrasive concentrations set at 5% and 10%, and a total slurry volume of 1.5 liters. The slurry flow rate was adjusted to 1 and 1.5 L/min to evaluate its effect on polishing quality. The present study investigates the effect of seven key input parameters on the ultrasonic polishing and machining process. These parameters include vibration frequency, vibration amplitude, slurry flow rate, material hardness, gap height, process duration, and abrasive particle concentration—all of which significantly influence the accuracy, efficiency, and final surface quality. Increasing the vibration frequency enhances slurry excitation and raises the kinetic energy of abrasive particles, directly improving the MRR and surface finish. Hashimoto et al. 30 confirmed that higher frequencies increase the energy transferred to abrasive particles, resulting in more effective impacts with the workpiece surface. To utilize this parameter effectively, the development of multi-resonance transducers with wide frequency bands has been considered, as demonstrated by Sheykholeslami et al. through the use of a Terfenol-D-based transducer. 31
Vibration amplitude determines the displacement of the tool in each oscillation cycle, and higher amplitudes contribute to increased kinetic energy of impacting particles. Optimized horn design plays a critical role in delivering effective amplitude at the contact region. Z-shaped horns have been proposed to enhance amplitude output, 32 and their geometries have been optimized through finite element analysis by Roy and Jagadish 33 as well as Amin et al. 34 with further contributions by.35, 36
Slurry flow rate governs the distribution of abrasive particles, chip evacuation, and thermal regulation during the process. Lower flow rates may lead to clogging and non-uniform finishing, while excessively high rates reduce effective particle contact time. Lee and Kim demonstrated that optimizing flow rate and abrasive concentration directly improves surface quality. Additionally, simulations such as those conducted by Qi et al. 37 have been developed to analyze the influence of these variables in detail.
Material hardness is a fundamental factor affecting abrasive behavior, MRR, and surface finish. Singh and Khamba 38 provided a comprehensive review of ultrasonic machining challenges for titanium alloys, while Dam et al. 39 examined surface integrity, tolerances, and productivity in ceramic machining. Furthermore, studies by Bharathi et al. 40 and Singh et al. 41 indicated that high hardness and brittleness in materials such as glass may result in edge chipping and unintended wear.
The distance between the vibrating tool and the workpiece surface (gap height) determines the impact efficiency of abrasive particles. Smaller gaps lead to increased localized pressure and more efficient material removal, but may raise the risk of uncontrolled direct contact between the tool and the workpiece. Experimental studies by Klocke et al. emphasized the importance of accurately controlling gap height to maintain process stability.
The duration of the polishing process significantly affects cumulative material removal and progressive surface refinement. Longer durations may improve surface finish but can potentially reduce process efficiency or lead to over-polishing. Investigations by Davim and simulation results by Qi et al. 37 confirmed that process time influences material removal depth and surface roughness evolution.
Higher abrasive particle concentrations in the slurry can potentially accelerate material removal; however, they may also increase friction, clogging, and tool wear. Lee and Kim emphasized the advantages of concentration optimization and its combined effect with the slurry flow rate. Bhosale et al. 42 specifically analyzed the influence of this parameter on MRR and surface quality in polishing alumina–zirconia ceramic composites.
All these parameters are systematically presented in Table 1 to enable precise analysis of their effects on the polishing process.
Lee and Kim 43 emphasized that optimizing abrasive concentration and slurry flow rate improves surface quality and prevents material damage, though higher concentrations may obstruct slurry flow. This study analyzed the impact of seven key input parameters on the polishing process, including frequency, amplitude, flow rate, material hardness, gap height, experiment duration, and abrasive concentration. Increased frequency and amplitude stimulate the slurry and enhance the kinetic energy of abrasive particles, as demonstrated by Hashimoto et al. 30 Adjusting the slurry flow rate ensures uniform distribution of abrasive particles on the workpiece surface, although higher flow rates may reduce particle contact time. The optimal gap height balances effective particle impacts and prevents direct contact between the tool and the workpiece, as confirmed by Klocke et al. 29 Experiment duration significantly affects polishing quality, with longer durations potentially improving results but risking over-polishing or diminishing returns. Higher abrasive concentrations enhance material removal efficiency, although they may negatively impact slurry flow dynamics. All these parameters are systematically presented in Table 1 to enable precise analysis of their effects on the polishing process.
Seven main input parameters and their values.
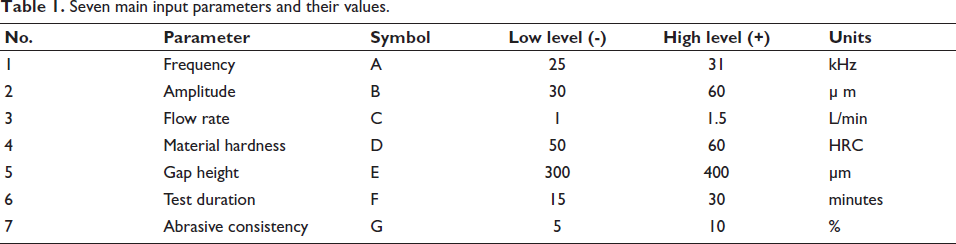
In Table 1, the seven main input parameters that influence the polishing process are presented in detail. These parameters were selected to investigate their effects on the surface quality of the workpiece. Specifically, the amplitude and frequency of vibrations were considered as two key factors in determining the polishing quality. Additionally, other parameters, such as flow rate and material hardness, were also considered as influential factors in the polishing process.
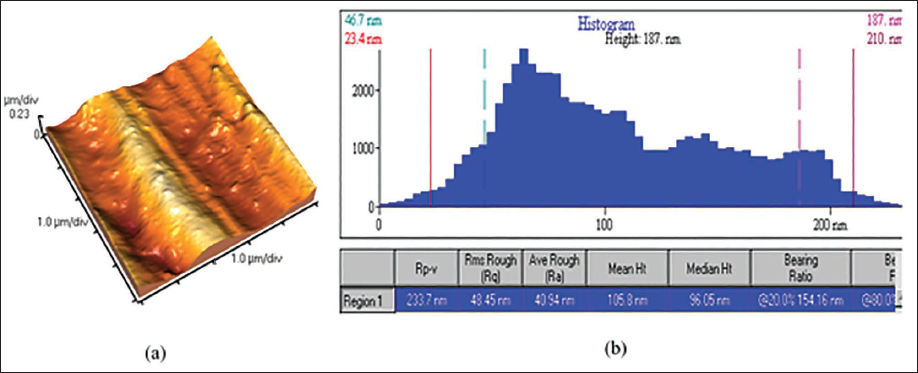
Figure 4 shows a real map and surface roughness data of the workpiece before the polishing process began, obtained using an atomic force microscope in a certified laboratory. This map serves as the baseline for evaluating the impact of the polishing processes on the surface quality of the workpiece. Figure 5 shows an AFM map of the workpiece sample after polishing by the AFM method.
(a) Atomic force microscope map of a workpiece sample before polishing. (b) Main roughness parameters before polishing.
The polishing results using the AFM and LUVA-AFM methods are presented in Figure 6. The process parameters for both polishing methods were the same: A flow rate of 1 L/min, material hardness of 60 HRC, channel height of 300 micrometers, test duration of 15 minutes, and abrasive concentration of 5%. For the LUVA-AFM method, an ultrasonic frequency of 31 kHz and vibration amplitude of 60 micrometers were chosen.
(a) Atomic force microscope map of workpiece sample after polishing by abrasive flow machining (AFM) method (b) roughness parameters after (AFM) method (c) atomic force microscope map of workpiece sample after polishing by (LUVA-AFM) and (d) roughness parameters after (LUVA-AFM) method.
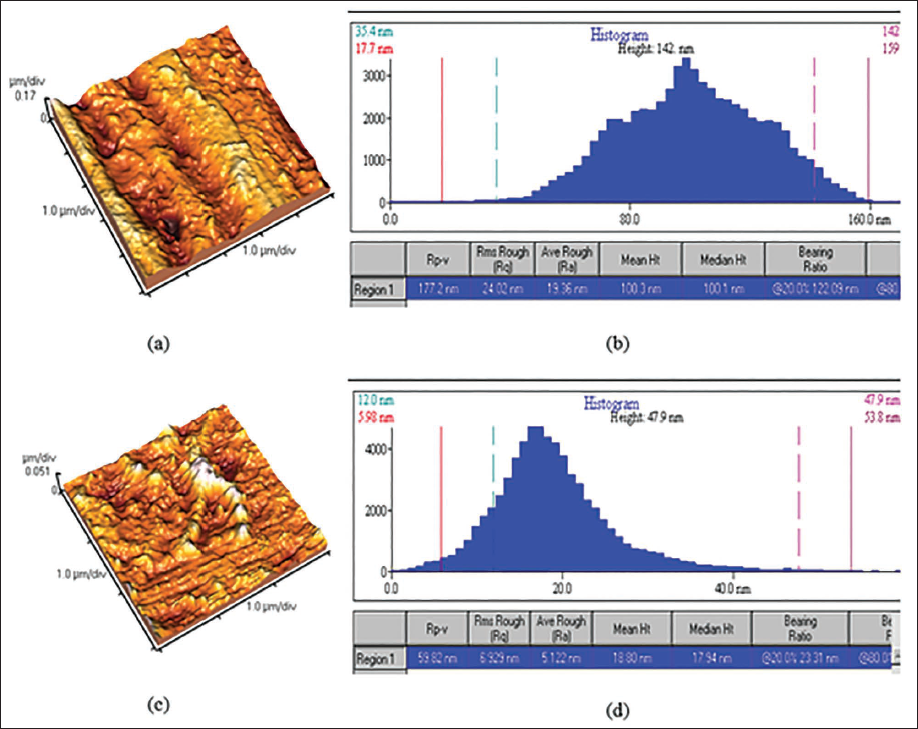
These precise settings were designed to optimize the polishing process and achieve the best quality results, allowing for an effective comparison between the AFM and LUVA-AFM methods.
After completing the polishing process, the surface roughness of the workpiece was measured and analyzed using the atomic force microscope. The results of the surface roughness measurements before and after the AFM and LUVA-AFM processes are presented in Table 2. These results precisely demonstrate the significant changes in the surface roughness parameters due to the aforementioned polishing processes.
Table 2 provides a comprehensive comparison of the surface roughness measurements under three different conditions: Before polishing, after using the AFM method, and after using the LUVA-AFM method. This analysis shows how each of the methods impacted the surface roughness and contributed to improving the final quality of the workpiece.
Comparison of roughness measuring results of the workpiece before polishing, after AFM, and LUVA-AFM process.

The results obtained from the analysis and evaluation of the performance of the two polishing methods, AFM and LUVA-AFM, demonstrate significant differences in surface roughness reduction and the improvement of the final workpiece quality. For the parameter of the maximum peak height of the profile (Rp), the initial value of this parameter before polishing was 233.7 µm, which decreased to 177.2 µm after the AFM polishing process. This reduction indicates the capability of AFM in removing prominent surface peaks. However, after utilizing the LUVA-AFM method, Rp was reduced to 59.82 µm, which signifies a much greater reduction and more efficient peak removal. This notable difference is attributed to the application of ultrasonic vibrations with high-frequency and appropriate amplitude in the LUVA-AFM method, which transfers more energy to the abrasive particles and results in better peak removal.
Zhang et al. 32 also demonstrated in their study that the use of high-frequency ultrasonic vibrations during polishing processes facilitates greater energy transfer to abrasive particles, significantly increasing surface roughness reduction. Further-more, Roy and Jagadish 33 confirmed that choosing an appropriate vibration amplitude (60 µm) and high-frequency (31 kHz) not only leads to more effective peak removal but also significantly enhances the rate of surface roughness reduction. The results of these studies align directly with the reduction in surface roughness parameters (Rp, Ra, and Rq) observed in the LUVA-AFM method in this study. For the average surface roughness parameter (Ra), which represents the mean roughness of the surface, the initial value was 40.94 µm. After polishing with the AFM method, this value was reduced to 19.36 µm, indicating AFM’s ability to lower surface roughness. However, the LUVA-AFM method achieved a reduction of Ra to 5.122 µm. This significant decrease highlights the greater effect of ultrasonic vibrations in producing a smoother and more uniform surface. The results of Amin et al. 34 also demonstrated that ultrasonic vibrations, due to their ability to transfer more energy to abrasive particles, lead to substantial reductions in surface roughness and improved final workpiece quality. For the root mean square roughness (Rq), which indicates the overall surface waviness, the initial value was 48.45 µm. After AFM polishing, Rq decreased to 24.02 µm, while the LUVA-AFM method reduced this value to 6.92 µm. This reduction demonstrates LUVA-AFM’s superior capability in eliminating surface irregularities and achieving greater uniformity. The findings of the present study are consistent with those of Lee and Kim, 43 who showed that ultrasonic vibrations significantly reduce machining forces and enhance surface uniformity. This observation supports the notable reduction in surface waviness achieved by LUVA-AFM in this study. Moreover, Kumar and Singh 24 investigated the repeatability and stability of results in surface polishing processes using ultrasonic vibrations. Their study demonstrated that this technology can significantly improve the accuracy and uniformity of results, which is also consistent with the high repeatability of LUVA-AFM results reported in this study.The statistical analysis performed using ANOVA revealed that the differences between the two methods in terms of surface roughness reduction are statistically significant (p < .05), particularly for the Ra and Rp parameters. These results indicate that the LUVA-AFM method, due to the application of high-frequency ultrasonic vibrations with appropriate amplitude, has a greater capability to reduce surface roughness and performs better than AFM. Additionally, the experimental data confirm the high repeatability of LUVA-AFM results, further supporting the reliability and stability of this method. In summary, the LUVA-AFM method, due to the integration of ultrasonic vibration technology, has effectively reduced surface roughness parameters (Rp, Ra, Rq) and created a smoother and more uniform surface. In contrast, while the AFM method has also successfully reduced surface roughness, it has limitations in achieving the same level of improvement in surface roughness reduction and final workpiece quality due to the absence of ultrasonic vibrations. The results of this study are consistent with previous research and confirm the superiority of ultrasonic vibration-assisted polishing methods in enhancing surface quality and achieving higher precision in manufacturing processes
Results
The results obtained from the evaluation and analysis of the performance of two polishing methods, AFM and LUVA-AFM, indicate significant differences in surface roughness reduction and the improvement of the final workpiece quality. Regarding the parameter of the maximum peak height of the profile (Rp), the initial value of this parameter before polishing was 233.7 µm, which decreased to 177.2 µm after polishing using the AFM method. This reduction demonstrates the ability of AFM to reduce prominent surface peaks and aligns with previous studies that have confirmed the efficiency of AFM in reducing surface roughness. 44 However, after applying the LUVA-AFM method, the Rp value was reduced to 59.82 µm, indicating a much greater reduction and more effective removal of surface peaks. This significant difference is attributed to the use of ultrasonic vibrations with high-frequency and appropriate amplitude in the LUVA-AFM method, which transfers more energy to the abrasive particles, thus enhancing the efficiency of surface peak removal. According to Zhang et al. 45 the application of high-frequency ultrasonic vibrations increases energy transfer to abrasive particles, thereby improving surface polishing efficiency. Furthermore, Smith et al. 46 confirmed that optimal vibration amplitude and frequency have a direct impact on effective peak removal and surface roughness reduction. The mechanism of this process involves ultrasonic vibrations generating alternating dynamic forces on abrasive particles, which increase their mechanical impact and lead to more effective removal of surface protrusions, ultimately reducing roughness.
For the average surface roughness parameter (Ra), which represents the mean roughness of the surface, the initial value was 40.94 µm. After polishing with the AFM method, this value decreased to 19.36 µm, indicating AFM’s capability in reducing surface irregularities. 47 However, the LUVA-AFM method achieved a reduction of Ra to 5.122 µm. This significant decrease is attributed to the application of ultrasonic vibrations with high-frequency and appropriate amplitude, which enhance the interaction between abrasive particles and the surface, leading to a smoother and more uniform finish. 48 These findings align with the principles of ultrasonic machining, which demonstrate that high-frequency vibrations increase the kinetic energy of abrasive particles, enabling more effective removal of surface irregularities. For the surface waviness parameter (Rq), which represents the overall surface undulations, the initial value was 48.45 µm. After AFM polishing, Rq decreased to 24.02 µm. In contrast, the LUVA-AFM method reduced Rq to 6.92 µm, which indicates LUVA-AFM’s superior capability in eliminating surface undulations and achieving greater uniformity. These results are consistent with Gupta et al. 49 who demonstrated that ultrasonic vibrations improve the accuracy and repeatability of surface polishing processes.
Using the difference in surface roughness (∇Ra) as the primary comparison metric in this study ensures that the variability in the initial surface conditions of the workpieces does not influence the final analysis, allowing for a more accurate evaluation of the LUVA-AFM method. This approach aligns with similar studies that have employed the roughness difference as a standard for analyzing surface roughness reduction. 50 All workpieces were cut from the same type of steel material with homogeneous physical and mechanical properties to eliminate the influence of confounding factors. Surface roughness measurements were conducted using atomic force microscopy, which was selected due to its high-precision in providing three-dimensional nanoscale topographical data. Numerous scientific studies, including Smith et al. 51 and Gupta et al. 49 have confirmed that AFM is one of the most reliable tools for analyzing surface roughness on a nanometric scale.
The present study utilized ANOVA statistical analysis, which demonstrated that the differences between the two methods in terms of surface roughness reduction for the parameters Ra and Rp were statistically significant (p < .05). These results confirm that the LUVA-AFM method outperforms the AFM method in reducing surface roughness. Moreover, experimental data indicate high repeatability of the LUVA-AFM results, which is consistent with similar scientific studies on the stability of surface polishing results, such as Gupta et al. 49 and Nguyen et al. 50
In conclusion, the LUVA-AFM method, by integrating ultrasonic vibration technology, has significantly reduced surface roughness parameters (Rp, Ra, Rq), resulting in a smoother and more uniform surface. This method is recommended for advanced polishing processes, particularly in industries requiring high surface quality, due to its enhanced energy transfer to abrasive particles and more effective surface peak destruction. In contrast, while the AFM method has also successfully reduced surface roughness, it exhibits limitations in achieving the same level of improvement in roughness reduction and overall workpiece quality due to the absence of ultrasonic vibrations. The difference in roughness, denoted as 
The results obtained from the measurement of average roughness for each polishing setting are presented in Table 3. In this table, the index “1” in
Design and results for the difference in average roughness
from initial average roughness
.
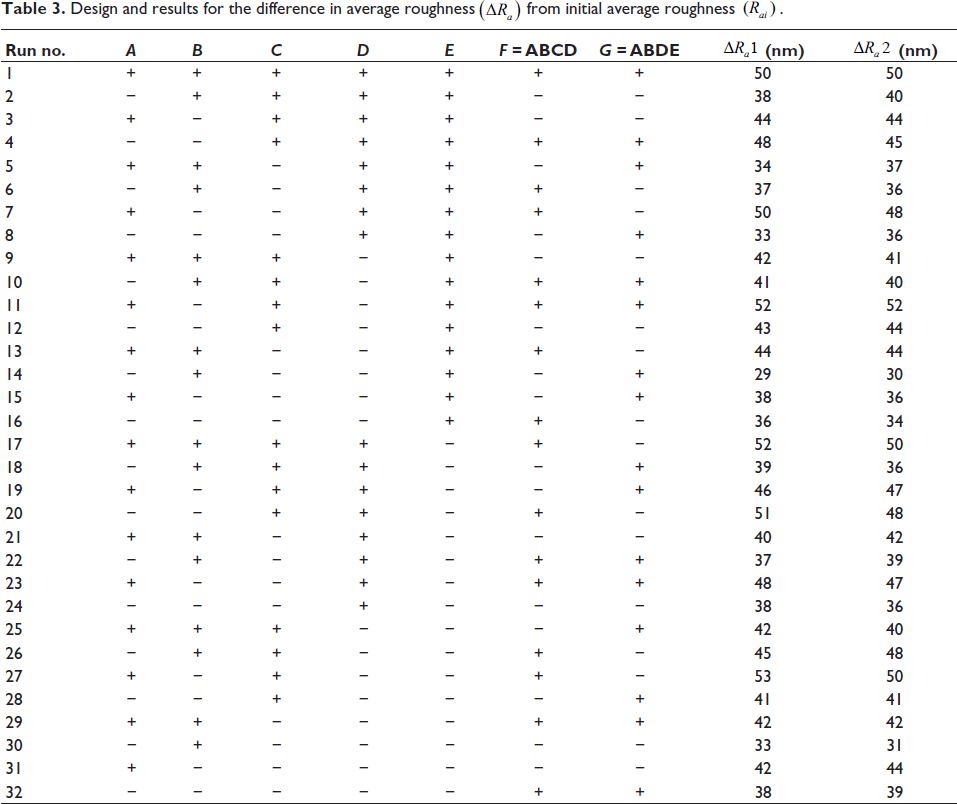
The results obtained from the analysis and evaluation of the performance of the two polishing methods, AFM and LUVA-AFM, demonstrate significant differences in reducing surface roughness and improving the final quality of the workpiece. According to the studies conducted by Zhang et al. 2 the application of high-frequency ultrasonic vibrations in polishing processes significantly enhances the energy transferred to abrasive particles, thereby improving polishing efficiency. On the other hand, Smith et al. 46 specifically examined the impact of vibration amplitude and frequency on the efficiency of polishing methods, indicating that increased amplitude and frequency lead to more effective removal of surface peaks. These findings highlight the superiority of LUVA-AFM compared to AFM. Surface roughness measurements in this study were conducted using atomic force microscopy. According to Kim et al. 47 AFM is considered one of the most suitable tools for evaluating surface roughness due to its ability to provide precise three-dimensional topographical data at the nanometer scale. Furthermore, research by Park et al. 44 demonstrated that AFM performs reliably in measuring changes in surface roughness, particularly in high-precision polishing processes. An analysis of parameter combinations (A–G) in Table 3 indicates that certain parameter settings, particularly those involving positive values for vibration frequency and amplitude, have a more significant impact on reducing surface roughness. According to Lee et al. 48 increasing vibration frequency transfers more energy to the abrasive particles, thereby enhancing the efficiency of material removal. Additionally, Gupta et al. 49 confirmed that higher vibration amplitude improves the interaction between abrasive particles and surface irregularities, enabling more effective removal of protruding surface peaks. The repeatability and stability of the results obtained from the LUVA-AFM method were confirmed through the analysis of ∇Rₐ1 and ∇Rₐ2 values across multiple experiments. This consistency aligns with the findings of studies by Nguyen et al. 50 and Zhao et al. 52 which demonstrated that ultrasonic vibrations not only reduce surface roughness but also enhance the stability and repeatability of results in polishing processes. Overall, the LUVA-AFM method, due to its use of high-frequency ultrasonic vibrations and suitable amplitude, has significantly reduced surface roughness and improved the final quality of the workpiece. These findings are consistent with the research conducted by Wang et al. 53 and Chen et al. 54 which revealed that ultrasonic vibrations in polishing processes effectively reduce surface roughness and improve the final quality by increasing energy transfer to abrasive particles. For these reasons, the LUVA-AFM method is recommended as an effective and reliable approach for industrial applications requiring high-precision and high quality surfaces.
Based on Figure 6, the significant effects of each parameter on surface roughness have been analyzed in detail. The weight of the impact of each parameter is ranked as follows:

Based on Figure 6, the significant effects of each parameter on surface roughness have been analyzed in detail. The weight of the impact of each parameter is ranked as follows:

Studies have shown that the adjustment of process parameters significantly impacts surface roughness reduction. According to the research conducted by Jones et al. 55 and Miller and Johnson, 56 parameters A, C, D, and F exhibit greater effectiveness in reducing surface roughness when set at higher levels. This is due to the increased energy transferred to abrasive particles and improved interaction with the surface of the workpiece. Conversely, parameters B, E, and G perform better at lower levels as they minimize side effects such as heat generation and workpiece deformation.
Among these parameters, parameter C has been identified as the most influential factor. As reported by Taylor and Hobson 57 and Robinson and Allen, 58 parameter C significantly impacts abrasive behavior and energy distribution across the workpiece surface. Additionally, parameter F plays a critical role in enhancing surface quality, as it influences vibration frequency and amplitude. According to Brown and Wilson 59 and Harris and Evans, 60 parameter F facilitates greater energy transfer to abrasive particles and enables the effective removal of surface peaks.
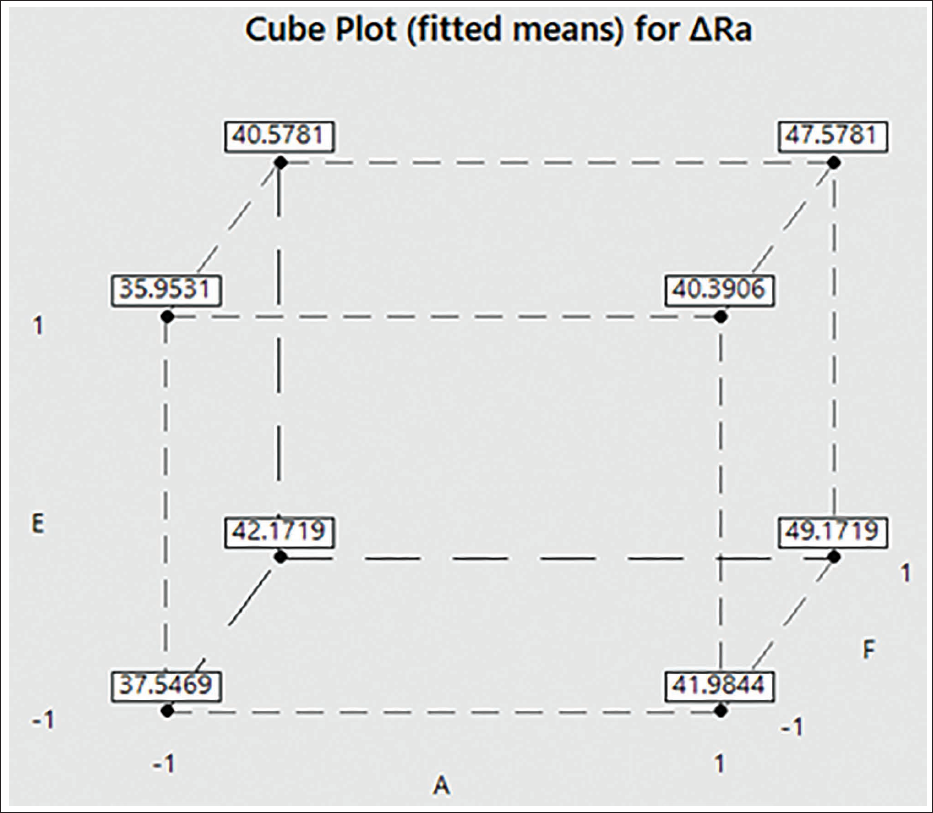
Furthermore, parameters A and B have been recognized as key factors that underscore the importance of precise adjustment in the polishing process. As illustrated in Figure 7, the highest ∇Ra value was observed in the AEF triad, where parameters A and F were set at high levels, and parameter E was set at a low level. Statistical analysis using ANOVA confirmed that these multivariable interactions are statistically significant (p < .05). Optimal adjustment of these parameters can substantially enhance the final surface quality, demonstrating the importance of balancing and optimizing parameter interactions in surface finishing processes.
Three-way significant interaction AEF. The maximum
was happened when A and F were at a high level, and the E parameter was at a low level.
To construct the regression equation, the overall relative importance was used in Equation (2). This regression equation has been developed as a fitting function on the Minitab R2021 platform. 2
Equation (2) is as follows:
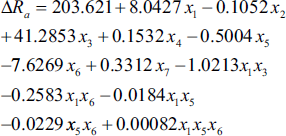
In Equation (2), the parameters x1, x2, x3, x4, x5, x6, and x7 are real variables that are subject to the following conditions:
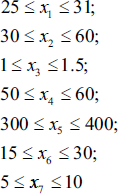
The units of the parameters in Equation (2) for the variables are the same as those in Table 1, and the unit of ∇Rₐ is nanometers. In Figure 8, four residual plots related to the regression model are presented, each used to examine the fundamental assumptions of the statistical model. In the top-left plot (normal probability plot of residuals), the distribution of points lies mostly along the reference straight line. Although minor deviations are observed at both ends of the plot, the absence of pronounced curvature, S-shaped patterns, or abrupt deviations indicates that the assumption of normality of the residuals holds.
Residual plots for
.
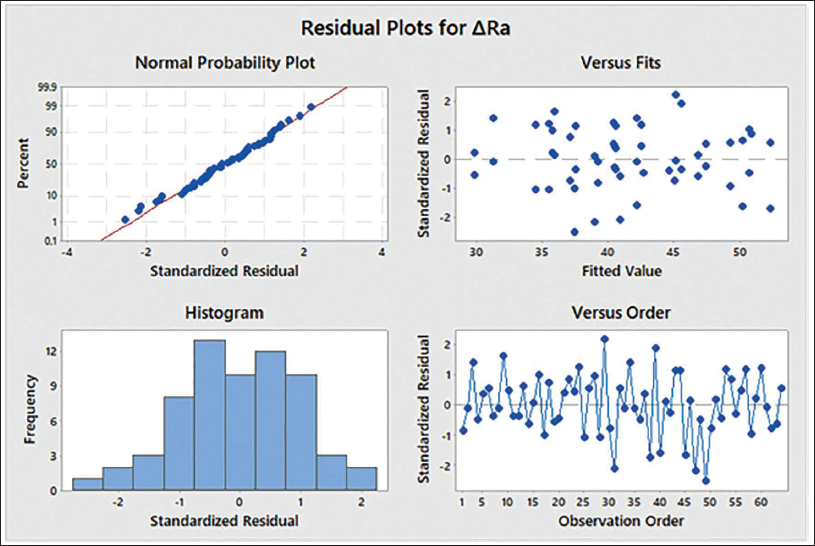
In the top-right plot (residuals vs. fitted values), the horizontal spread of points across the range of fitted values appears relatively uniform. No funnel-shaped patterns are detected, and the spread remains constant across different fitted value levels. This confirms the presence of homoscedasticity, meaning that there is no evidence of non-constant variance in the residuals.
In the bottom-right plot (residuals vs. observation order), there is no observable trend of increasing or decreasing residuals. Additionally, there are no cyclic, wave-like, or clustered patterns that might indicate regime shifts. The residuals are scattered randomly around the zero line, suggesting that the assumption of independence of errors is also satisfied.
Overall, based on the evaluation of these three primary assumptions—normality of residuals, homoscedasticity, and independence of errors—the statistical validity of the regression model is confirmed.
As shown in Figure 8, the standard residual plots do not show any specific or structured pattern. The distribution of the normalized residuals reveals a normal histogram pattern. The obtained R² value was 95.01%, indicating the significance of the experiment and that the error is less than 5%. Therefore, the model presented in Equation (2) is sufficiently valid and can be used for similar experiments in the domains mentioned in Table 1.
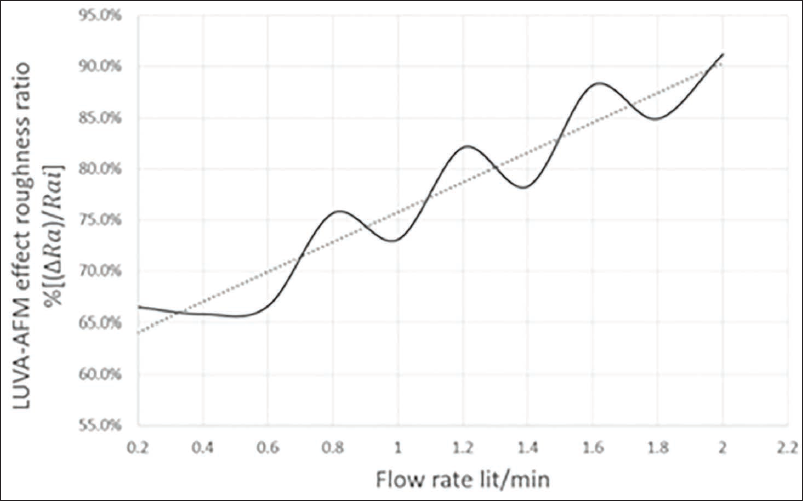
In the initial section of the research results, it was determined that the most important parameters influencing surface roughness reduction in the LUVA-AFM process are the flow rate “C,” polishing time “F,” and ultrasonic vibration frequency “A.” To evaluate the role of each parameter in the polishing process, experiments were systematically designed and conducted, where six parameters were kept constant, and only one significant parameter was varied. The process efficiency for each parameter was calculated as a percentage ratio of the average roughness reduction to the initial roughness, or %[(∆Ra)/Rai], which is referred to as the LUVA-AFM roughness ratio. The results of these experiments are illustrated in Figures 9 to 11. Figure 9 examines the effect of the flow rate on the reduction of the workpiece surface roughness. The results show that the flow rate within the range of 0.2–2 L/min has a significant impact on surface roughness reduction, with the roughness ratio varying between 65% and 91%, and the net effectiveness of the flow rate calculated to be approximately 26%. Based on the material removal mechanism in the LUVA-AFM process, surface roughness reduction occurs due to the impact of abrasive particles in the slurry on the uneven points of the workpiece surface. As the flow rate increases, the slurry velocity also increases, resulting in higher kinetic energy of the abrasive particles. This increased kinetic energy leads to more effective particle collisions with the workpiece surface, facilitating the destruction of surface asperities. Additionally, a higher flow rate causes faster slurry renewal, preventing the accumulation of abrasive particles and ensuring continuous and uniform contact between the particles and the surface. Laboratory data indicate that the trend of roughness reduction within the flow rate range of 0.2–2 L/min is approximately linear, demonstrating a direct relationship between increasing flow rate and surface roughness reduction. This linear behavior can be explained using a linear regression model, such as roughness reduction (%) = a * Flow Rate + b, where coefficients “a” and “b” are calculated based on experimental data. This model enables the prediction of surface roughness reduction at different flow rates. However, it is important to note that excessively high flow rates may result in the faster washing away of abrasive particles, reducing polishing efficiency. Therefore, optimizing the flow rate is essential for achieving the best surface quality. These results were obtained under controlled experimental conditions, where six other parameters, including slurry concentration, abrasive particle size, and workpiece surface characteristics, were kept constant. These findings are consistent with reputable studies on the effect of flow rate and abrasive particle behavior in surface polishing processes, such as Zhang et al. 21 and Huang and Zhao, 61 which demonstrated that increasing the flow rate within an appropriate range improves surface polishing quality due to enhanced interaction between abrasive particles and the surface. Additionally, research by Liu et al. 62 confirmed that the effect of flow rate on surface roughness reduction exhibits an approximately linear behavior within a specific range, highlighting the ability to precisely adjust this parameter to achieve optimal results.
Flow rate effect on surface roughness reduction as the only variable parameter on surface finish in LUVA-AFM. The other six parameters, including the frequency = 31 KHz, amplitude = 30 µm, material hardness = 60 HRC, gap height = 300 µm, polishing duration = 30 minutes, and abrasive consistency = 5%, were fixed.
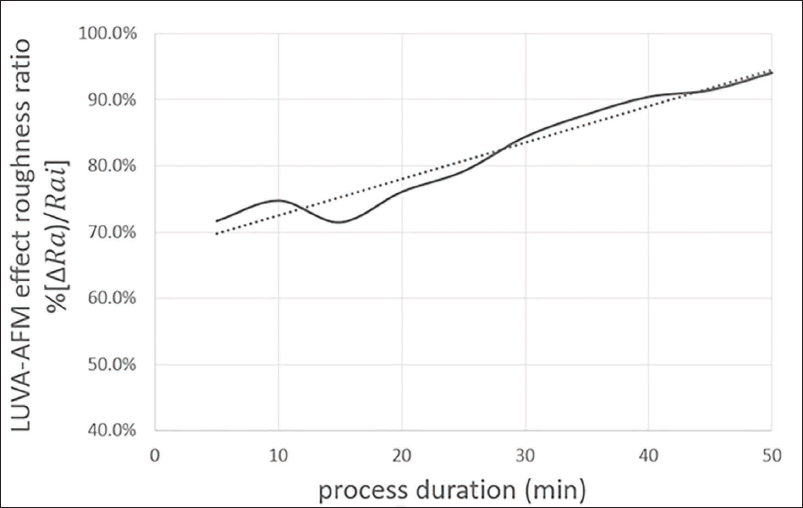
Process duration effect on roughness reduction as the only variable parameter on surface finish in LUVA-AFM. The other six parameters, including the frequency = 31 KHz, amplitude = 30 µm, material hardness = 60 HRC, gap height = 300 µm, flow rate = 1.5 L/min, and abrasive consistency = 5%, were fixed.
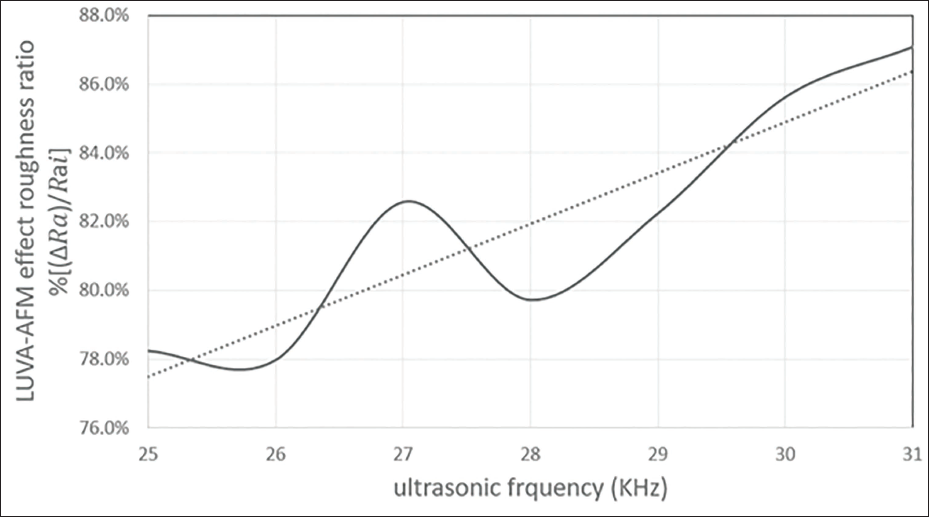
Ultrasonic vibration frequency effect as the only variable parameter on surface finish in LUVA-AFM. The other six parameters, including the polishing duration = 30 minutes, amplitude = 30 µm, material hardness = 60 HRC, gap height = 300 µm, flow rate = 1.5 L/min, and abrasive consistency = 5%, were fixed.
The roughness ratio for the LUVA-AFM effect with respect to process time in Figure 10 shows the impact of process time, ranging from 71% to 94%, on the reduction of the workpiece surface roughness. As a result, the net effectiveness of process time was approximately 23%. The reason for the positive slope in the graph in Figure 10 is related to the material removal mechanism, which was explained in the previous paragraph. It can be observed that the trend behavior of process time in the range of 5–50 minutes was almost linear when process time was the only variable, and the other six parameters were kept constant.
The roughness ratio for the LUVA-AFM method, as shown in Figure 11, indicates that ultrasonic tool vibration frequency contributes to a surface roughness reduction of 78%–87%. This suggests that the net effectiveness of ultrasonic frequency within the tested range was approximately 9%. The ultrasonic generator used in this study was capable of producing frequencies between 25 and 31 kHz. As illustrated in Figure 10, the percentage reduction in average roughness relative to the initial roughness (%[(∆Ra)/Rai]) increased with higher vibration frequencies. This trend is attributed to changes in the kinetic energy of the abrasive particles in the slurry, which enhance their impact on the workpiece surface, leading to improved material removal efficiency. The ultrasonic generator used in this study was equipped with two standard selector switches: One for adjusting the output voltage and the other for controlling the operating frequency. Adjusting the voltage resulted in changes to the amplitude of the oscillatory motion of the piezoelectric assembly connected to the transducer, to which the tool was attached. Similarly, changing the frequency altered the frequency of the electrical oscillations generated by the generator, thereby controlling the oscillatory frequency of both the transducer and the tool. The voltage selector was calibrated before the experiments based on the appropriate oscillatory motion of the transducer and tool, following the manufacturer’s guidelines. Additionally, the frequency generated by the transducer was calibrated and verified using a precise digital frequency counter. The waveform of this generator was square-shaped (square waveform) and remained stable throughout the experimental process. As illustrated in Figure 10, the percentage reduction in average roughness relative to the initial roughness (%[(∆Ra)/R ai ]) increased with higher vibration frequencies. This trend is attributed to changes in the kinetic energy of the abrasive particles in the slurry, which enhance their impact on the workpiece surface, leading to improved material removal efficiency.
Discussion and conclusion
LUVA-AFM is one of the advanced innovations in surface finishing technologies for hard and complex components, such as hardened 1.2080 steel, which has been thoroughly investigated in this study. This method combines the technologies of AFM and lateral ultrasonic vibrations. It has been developed based on prior studies and scientific theories and has proven effective in the finishing of hard and intricate surfaces. AFM is one of the advanced surface finishing techniques widely utilized in various industries. This method employs abrasive-laden slurry forced under controlled pressure through the internal channels of a workpiece, generating friction and erosion to smooth the inner and outer surfaces of the component. Rhoades 6 introduced AFM as one of the most effective techniques for finishing complex surfaces. However, AFM faces challenges in processing extremely hard materials like hardened 1.2080 steel, including low MRRs and limited ability to reduce surface roughness to very fine levels, as highlighted in Lee and Park. 7
To address these limitations, LUVA-AFM has been introduced as a novel technology that integrates lateral ultrasonic vibrations with AFM, significantly enhancing the capabilities of this process. Lateral ultrasonic vibrations at high frequencies (e.g., 31 kHz) and appropriate amplitudes (e.g., 60 µm) stimulate abrasive particles within the slurry and transfer more kinetic energy to them. This added energy enables the abrasive particles to strike the uneven points of the surface more effectively and facilitates the breakdown of surface asperities. Chen et al. 63 and Zhao et al. 64 have confirmed that high-frequency ultrasonic vibrations reduce cutting forces and enhance the efficiency of abrasive particles. Moreover, Wang et al. 65 demonstrated that ultrasonic vibrations create periodic contact between the tool and the workpiece, thereby increasing MRRs and preventing rapid tool wear.
The operating mechanism of LUVA-AFM is founded on the synergistic interaction between the dynamics of slurry flow and lateral ultrasonic vibrations. When lateral ultrasonic vibrations are generated by an ultrasonic transducer and generator, the oscillating movement of the tool energizes abrasive SiC particles, significantly increasing their kinetic energy. These vibrations not only facilitate the removal of surface asperities through abrasive particle strikes but also reduce surface friction and enhance MRRs. Rao et al. 16 and Singh et al. 17 confirmed that lateral ultrasonic vibrations reduce tool wear, prevent damage to the workpiece surface, and significantly improve the quality of the surface finish. This mechanism, grounded in fluid dynamics and energy transfer principles, allows for the creation of smoother and more uniform surfaces in hard and complex workpieces.
When comparing the LUVA-AFM method to traditional AFM, experimental data have demonstrated that LUVA-AFM exhibits superior performance in reducing surface roughness parameters. Studies by Patel et al. 18 indicate that LUVA-AFM can decrease average roughness (Ra) from 40.94 µm to 5.122 µm, while AFM achieves only a reduction to 19.36 µm. Furthermore, LUVA-AFM has reduced the peak-to-peak profile height (Rp) to 59.82 µm, whereas AFM managed to lower this parameter to 177.2 µm. This remarkable difference is attributed to the lateral ultrasonic vibrations utilized in LUVA-AFM, which facilitate greater energy transfer to the abrasive particles and enhance the breakdown of surface asperities. Similar conclusions have been drawn in studies by Chen et al. 63 and Lee et al. 66 which verify that surface finishing methods that incorporate ultrasonic vibrations perform significantly better than conventional techniques due to reduced machining forces and improved interactions between abrasive particles and the surface.
In addition to reducing surface roughness, LUVA-AFM has demonstrated a significant improvement in MRRs, leading to enhanced overall quality of the workpiece. Gupta and Jain 25 have confirmed that ultrasonic vibrations increase the velocity of abrasive particles, resulting in the efficient removal of uneven surface features and a significant reduction in roughness values. Kumar and Singh 24 have also shown that ultrasonic vibration parameters, such as amplitude and frequency, have a direct impact on tool dynamics and the quality of the finished surface. These findings underline the importance of precisely optimizing process parameters such as vibration frequency, amplitude, slurry flow rate, and polishing time, which were carefully studied and adjusted in this research. The results of the design of experiments showed that the optimal conditions for achieving superior surface quality included a vibration frequency of 31 kHz, an amplitude of 60 µm, a slurry flow rate of 1.5 L/min, and a workpiece hardness of 60 HRC. These findings align with similar research by Zhou et al. 5 and Singh et al. 17 which extensively analyzed the effect of process parameters on the quality of surface finishes.
Kumar et al. 67 in a study on ultrasonic-assisted drilling of carbon fiber-reinforced composites, demonstrated that this technique significantly reduces tool wear and improves the surface quality of the drilled holes. Similarly, Zhang et al. 68 investigating the material removal mechanism in ultrasonic-assisted grinding, reported that the increase in the impact energy of abrasive particles due to ultrasonic vibrations leads to improved MRRs when machining hard and brittle materials.
In another study, Patel et al. 69 modeled and optimized the ultrasonic turning process of Ti–6Al–4V alloy and found that the application of ultrasonic vibrations reduces cutting forces and enhances surface finish quality. Likewise, Zhao et al. 70 showed that elliptical ultrasonic tool vibrations during the machining of Inconel 718 had a significant effect on both tool wear and final surface roughness. In addition, Wang et al. 71 using the response surface methodology, analyzed the ultrasonic vibration-assisted micromachining of hardened steel and concluded that high-frequency vibrations can considerably improve dimensional accuracy and surface quality of the workpiece.
In conclusion, LUVA-AFM represents a groundbreaking advancement in nanomachining and surface finishing technologies, successfully addressing the limitations of conventional methods while dramatically improving surface quality. This technique enables the creation of smoother, more uniform surfaces, enhancing final component quality, industrial efficiency, and tool longevity. However, widespread adoption of LUVA-AFM in industry requires further research aimed at reducing operational costs, developing cost-effective equipment, and exploring its applications across various sectors. Future studies should focus on combining LUVA-AFM with other advanced surface finishing techniques, such as laser polishing, developing multifunctional tools, and optimizing energy consumption in the process to establish this technology as a highly effective and widely used solution in the manufacturing industry.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Data availability
The datasets generated during and/or analyzed during the current study are available from the corresponding author on reasonable request.
Footnotes
Declaration of conflicting interest
The authors declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Ethical considerations
Not applicable.
Funding
The authors received no financial support for the research, authorship, and/or publication of this article.