
Abstract
Biopolymer films have been prepared by continuous aqueous tape casting, using dextran–water solutions. The effect of dextran concentration and solution temperature on the flow behavior was studied by steady and dynamic rheological measurements. Rheological measurements revealed that increasing dextran concentration strongly increased viscosity, while increasing temperature reduced the viscosity marginally, limiting the film processing techniques to tape casting. Elastic effects were also seen in the biopolymer rheology studies, and no changes in the fluid internal microstructure were detected in the rheological measurements. The effect of casting speeds on the biopolymer film thickness was experimentally determined and compared with a pseudoplastic fluid model. Mechanical properties of the biopolymer films presented an isotropic behavior. Adding sorbitol as an external plasticizer produced more elastic films but induced an anisotropic response on the elongation at break.
Introduction
The general concern for using products from renewable resources has increased the development of new materials from vegetable and bacterial origins. Polymers, and monomers which can be converted into polymers by chemical polymerization, can be produced via fermentative processes either with native or engineered strains. 1 The industrial fermentation production of monomers such as lactic and glycolic acids, and biopolymers as bacterial cellulose, pullulan, polyhydroxybutirate, and polyhydroxyalkanoate, is of remarkable importance.1–3 Among the water soluble biopolymers, starch is perhaps the material that has been most studied in the field of biopolymer processing. Thermoplastic starch is currently prepared by mixing native or modified starch granules, water, a plasticizer such as glycerol, and other additives, in single and twin-screw extruders and high-shear mixers.4–6 Furthermore, this material can be converted to films and other molded products.6–8 In this research we studied dextran (DX), which is a polymer produced from sucrose by fermentative processes. 9 DX is a water-soluble biopolymer totally biodegradable and innocuous with high potential for application in food, pharmaceutical, and chemical industries.10,11
Tape or solution casting is a processing technique adequate to manufacture films from polymer emulsions and water polymer solutions. Tape casting is a well-established technique for producing single- or multiple-layer ceramic laminates,12,13 and it has also been used for preparing biopolymer films.14,15 The process is sketched in Figure 1. Here, the polymer solution is in a container and, the pressure gradient (ΔP) in combination with the carrier belt movement, produces the solution flow through the doctor blade gap (H). Modifying the gap, the doctor blade controls the wet film thickness (δ′) and surface characteristics. The carrier belt moves the film continuously through a drying tunnel where the solvent is removed and a dry film with uniform thickness Tape casting system schematic. The enhanced zone represents the coordinate system and a velocity profile schematic.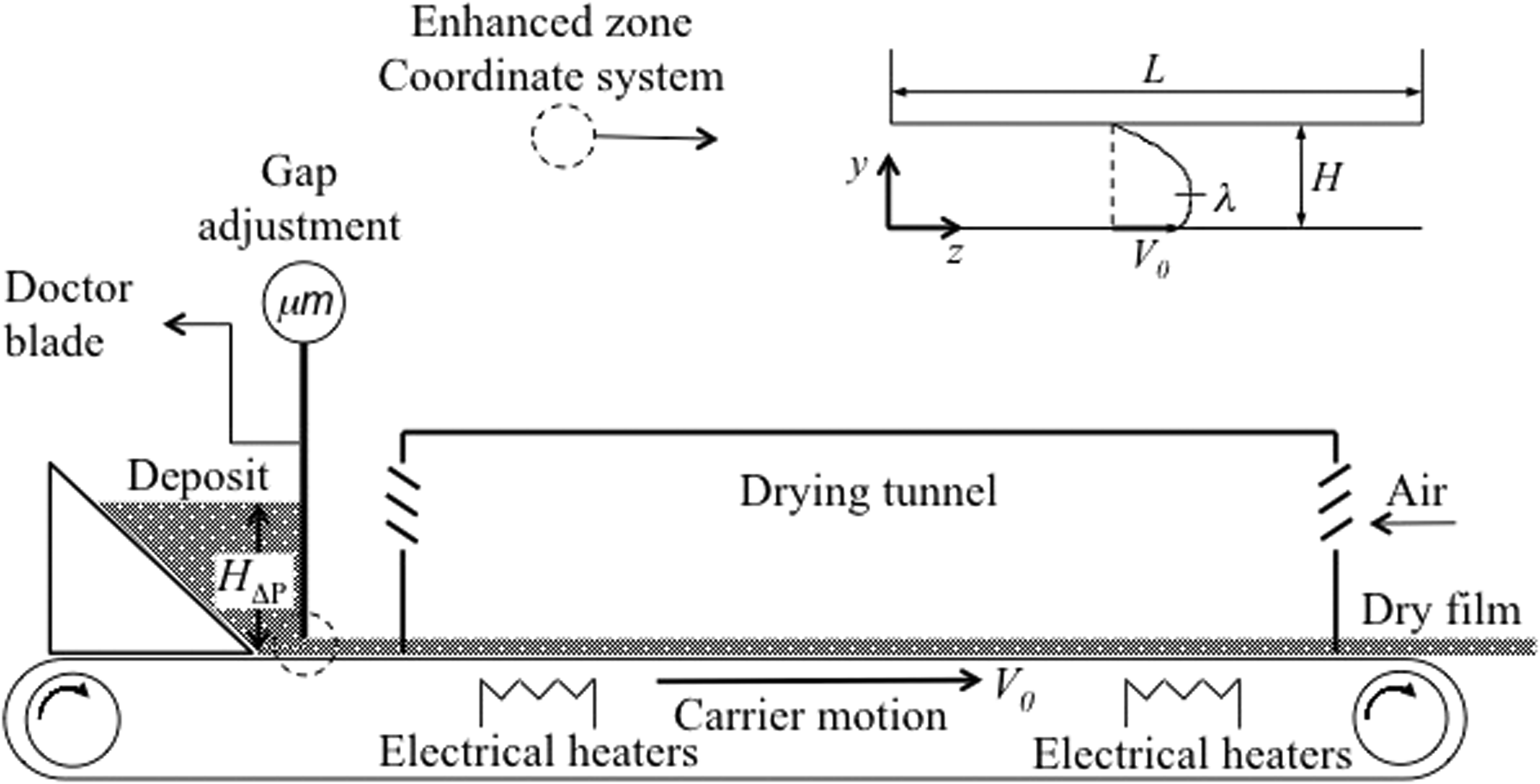
In this report, we present the preparation of films by continuous tape casting, of a microbial biopolymer that shows adequate flow conditions with water content as high as 80 weight percent. A detailed rheological study of the biopolymer solution was carried out. Biopolymer films were processed by tape casting, comparing the experimental results with previously reported flow models. The mechanical properties of the films were characterized.
Experimental
Materials
A DX biopolymer obtained by fermentation in the Institute of Biotechnogy of the National University of Colombia with a native and non-genetically modified strain was used in this research. The biopolymer structure corresponds to a modified sucrose whose units are joined by α-(1-6), bonds. The biopolymer is a white powder, soluble in water at room temperature in a wide proportion. Weight average molecular
Rheological characterization
Rheological characterization of biopolymer solutions was carried out in a Malvern Bohlin-Instruments CVOR rotational rheometer. For the steady-state measurements, a 40-mm cone and plate setup was used with a 2-degree cone angle. A controlled strain sweep was carried out varying the strain rates
Casting of films
A tape casting laboratory unit was used in the experiments. The solution reservoir had a 1000 ml capacity, and a 200-mm wide doctor blade, equipped with two micrometric screws to control the gap. The reservoir was provided with an electrical heater and a temperature controller. The drying section was 1400 mm long and was equipped with electrical heaters connected to a temperature controller. In order to improve the drying, atmospheric air was circulated over the film opposite to the belt motion at a surface speed of 10 mm/s. Biopolymer solutions were cast on a poly(ethylene terephthalate) film, with controlled speed. The doctor blade gap was fixed at 0.5 and 1 mm. The dried film thickneses were measured 10 times with a micrometer and averaged.
Tensile testing
Tensile stress–strain plots for the dried biopolymer films were measured in the machine and transversal directions, in a Shimadzu 250 kN universal testing machine, with a 100 N load cell, at 5 mm/min cross-head speed. Samples were razor blade-cut in a dog bone shape with a 50-mm length, and 6-mm wide neck. Before tensile testing, specimens were kept at 50% relative humidity and 20℃ for 24 hours. The reported results are the average of five samples.
Results and discussion
Rheological measurements
Figure 2(a) shows the flow properties of biopolymer solutions measured in a 40-mm cone and plate device as function of DX concentration. Biopolymer solutions presented a shear thinning behavior for all concentrations, increasing the shear viscosity for about four orders of magnitude as the concentration increased from 5 to 35%. As the main objective in tape casting was to obtain dry films with regular thickness, relative low viscosities were desirable in order to get good flowability and flat films. However, as biopolymer content increased, it may be more difficult for the solution to flow through the small doctor blade gap due to higher viscosity. As concentration increased, the development of biopolymer solution elasticity was also noticeable, with the increment of the first normal stress difference, N1. In Figure 2(b) it is seen that for the lowest concentration studied in this research, no normal stresses were developed in simple shear within the range of detection of the rheometer. However, as the concentration increased, the normal stresses are more evident, which is a reflection of the effect of the high-molecular-weight polymeric material in water solution. It is well-known that elasticity in polymeric fluids generates specific characteristics during processing. In particular, fluid swelling (sometimes improperly referred to as die swelling) is a consequence of the release of normal stresses as the fluid leaves the die in film processing. In liquid casting, it may be expected that processing highly concentrated solutions may develop surface evidences of the release of normal stresses, including fluid swelling, which would limit the casting rate. Figure 2(c) shows a plot of N1 vs. τ. These plots have been used extensively to explain the rheological behavior in molten polymers, polymer blends, and other heterogeneous systems.
16
In Figure 2(c) it is seen that for DX concentrations of 10 and 20%, curves collapse in a single line, indicating that the fluid structure in solution does not change at these concentrations. In the terminal region, the plot corresponding to 35% DX solution deviates from the data for lower concentrations, to lower values of N1 for the same τ. This result corroborated that for concentrated solutions the flow becomes more difficult.
Effect of DX concentration on the steady rheological measurements for DX/water solutions with 5% DX (circles), 10% DX (triangles apex down), 20% DX (squares), and 35% DX (diamonds). (a) Shear viscosity (η) vs. shear rate 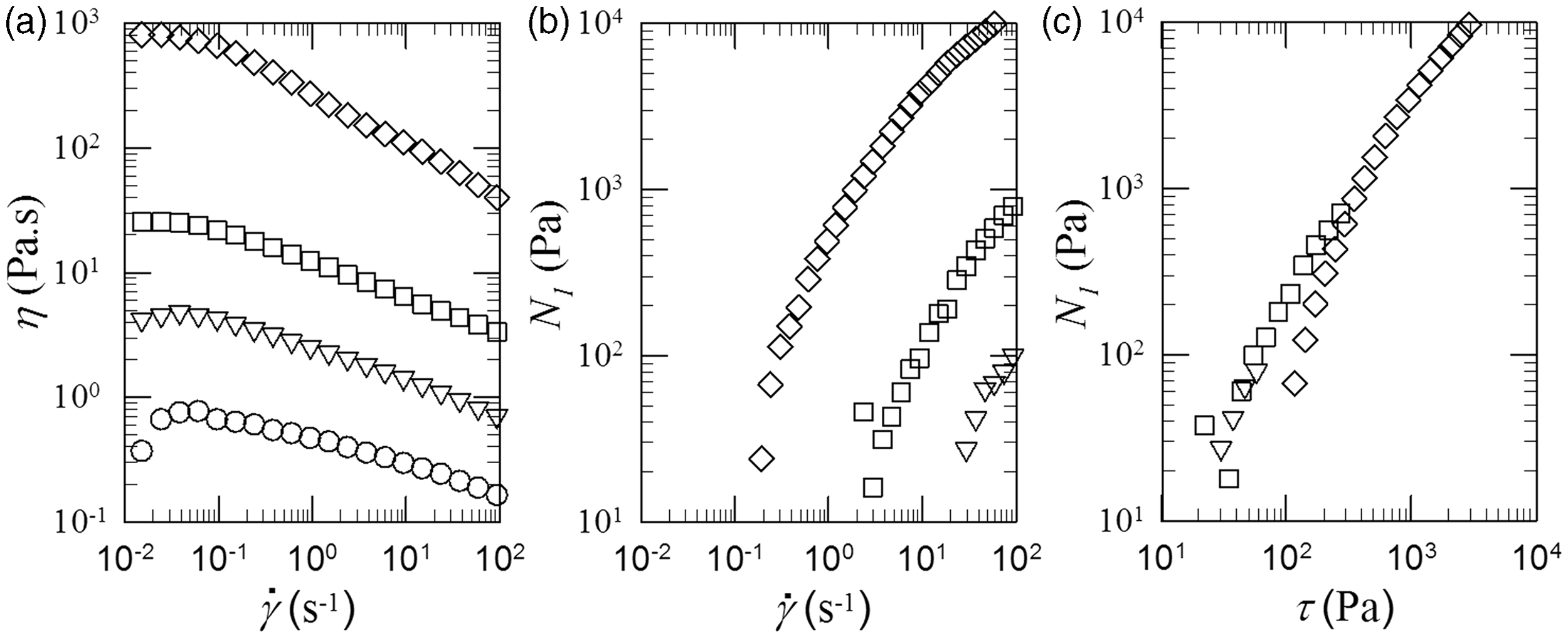
Besides steady rheology, we used oscillatory shear rheology to understand the nature of the viscoelastic behavior of the biopolymer solutions. For this purpose, DX/water solutions were subjected to frequency sweep in parallel plate rheometer, and G′ and G″ were recorded for biopolymer concentrations from 5 to 40%. The characteristic effect of concentration is seen for the biopolymer solutions as G′ and G″ became higher as the biopolymer concentration increased as presented in Figure 3(a) and (b), respectively. It is worth noting, that at small ω, the slope of the logarithmic plots of G′ vs. ω (Figure 3(a)) and G″ vs. ω (Figure 3(b)) approach ∼2 and ∼1, respectively, which is a feature of the linear viscoelastic behavior of flexible homopolymers and polymer solutions.16,17 Figure 3(c) shows the log G′ vs. log G″ plots for the biopolymer solutions. These plots are very sensitive to changes in the internal microstructure of the polymer system.
16
A closer look at Figure 3(c) indicates that the traces for all compositions collapse in a single line with slope approaching two in the terminal region indicating that at different concentrations the internal fluid microstructure remained unchanged. At this point we can identify that besides molecular entanglement, DX and water may interact via hydrogen bonds, and what we learned from Figure 3(c) is that the same kind of interactions are present for all the concentrations studied.
Effect of DX concentration on the dynamic shear rheometry for DX/water solutions, with 5% DX (circles), 10% DX (triangles apex down), 20% DX (squares), 35% DX (diamonds), and 40% DX (triangles apex up). (a) Storage modulus (G′) vs. oscillatory shear frequency (ω), (b) loss modulus (G″) vs. frequency (ω), and (c) storage modulus (G′) vs. loss modulus (G″).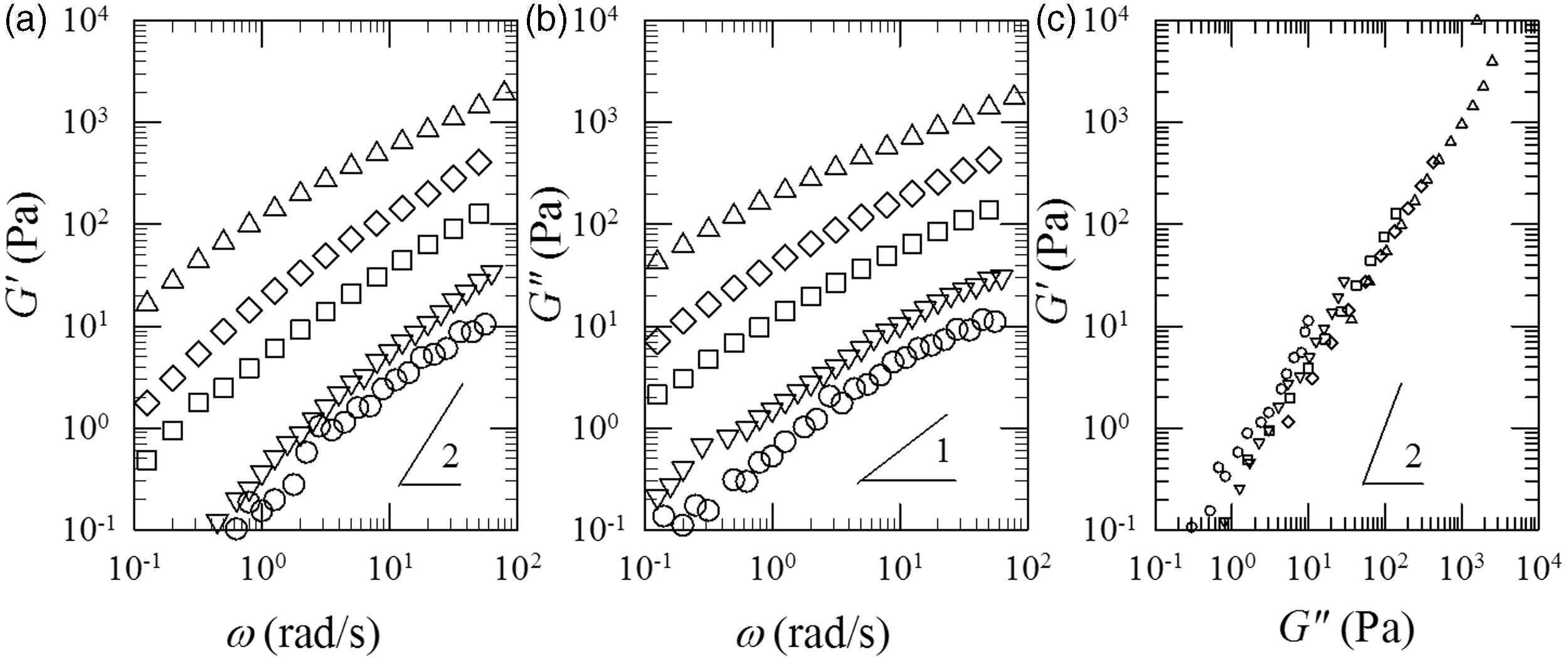
The effect of temperature on the rheological properties of biopolymer solutions is presented in Figure 4. In Figure 4(a), we see that DX/water solutions presented pseudoplastic behavior in all the temperatures studied T ∼ 5℃, 15℃, 25℃, and 35℃. Also, the viscosity decreased as the temperature increased, which is the anticipated behavior for most fluids. Viscosity data in the Newtonian region at low shear rates Rheological behavior of DX/Water solutions with 20% DX at T = 5℃ (circles), 15℃ (triangles), 25℃ (squares) and, 35℃ (diamonds). (a) Shear viscosity (η) vs. shear rate 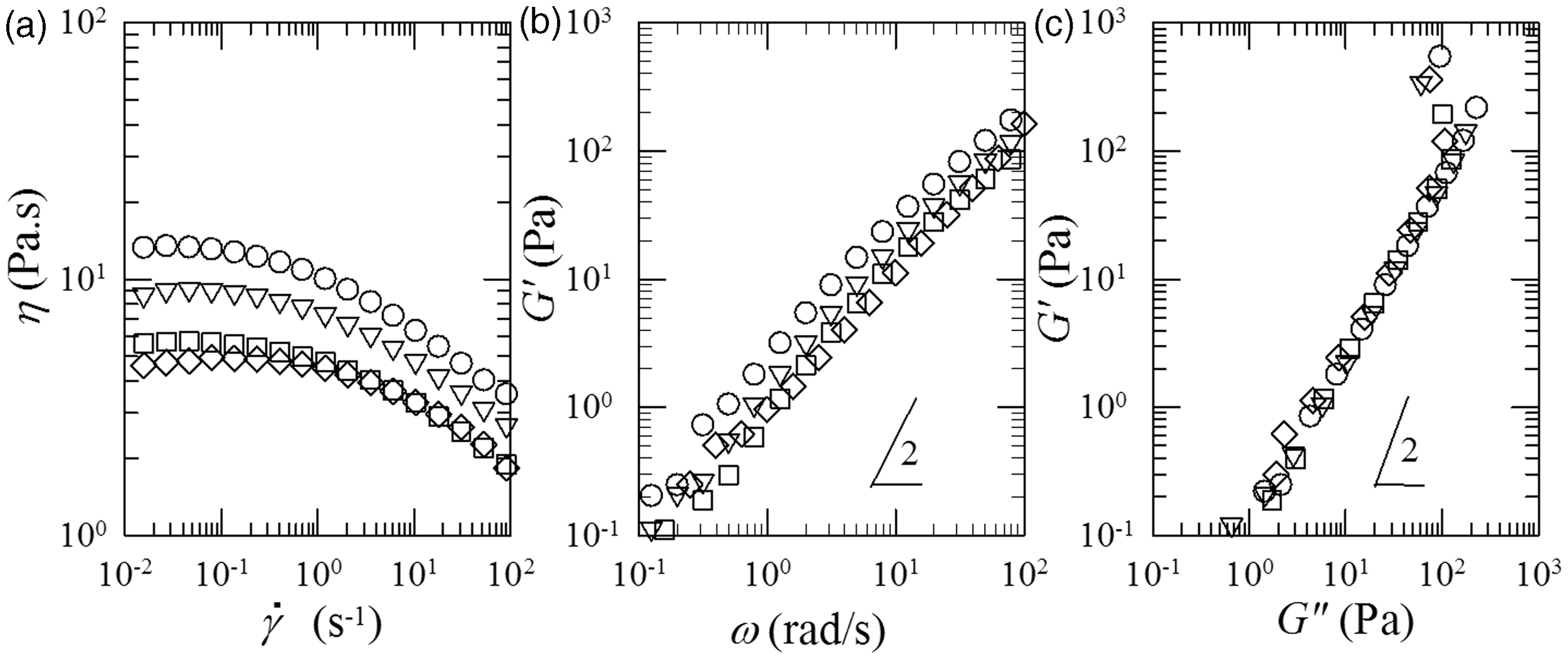
Tape casting
From the rheological study we learned that adequate flow conditions for DX are obtained when the polymer is in aqueous solution. Based on the flow properties, biopolymer films were prepared by tape casting at T ∼ 20℃ using a 20% biopolymer–water solution, and after shaping the material all the water used in the processing should be removed. In solution casting, water is removed in a drying tunnel by the combined action of electrical heaters under the carrier film and countercurrent air flow. Projecting to a commercial scale film production, it would be convenient to implement a system where water could be removed as fast as possible. However, a fast drying rate produced many surface defects and film wrapping (results not shown). It was anticipated that film thickness also influenced the drying process. In fact, when a H ∼ 0.5 mm doctor blade gap was used, the film leaves the tunnel with no significant water, while as the gap was increased to H ∼ 1 mm, the water content increased to 60%. Therefore, to maintain the process continuity, it would be necessary to design a tape caster with a drying zone longer that the conventional instruments and also to implement more efficient drying mechanisms.


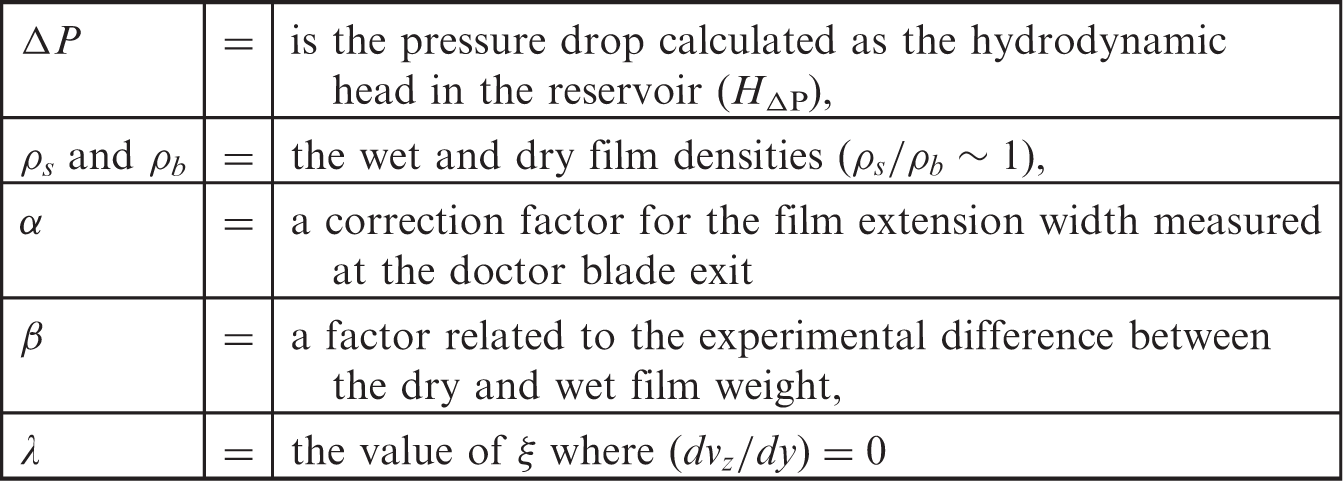
(other symbols as in Figure 1).
Power law parameters m and n were obtained by regression from the data presented in Figure 2(a). The value of λ is found by solving the following non-linear equation:

Figure 5 presents the experimental results obtained in tape casting, with the predictions obtained from equations (1) through (4). It is seen in Figure 5 that the analysis for pseudoplastic fluid captures the qualitative aspects of the flow conditions in tape casting. Quantitative agreement, however, is only seen at carrier speeds over 4 mm/s (6G < 4), over-predicting the thickness of the wet films for low casting velocities. It is evident that in the derivation of equations (1) to (6), many assumptions were included, that may originate the differences between the predicted and the experimental values. On the other hand, the error bars of the experimental values in Figure 5 reflect the intrinsic errors generated on the thickness measurements increasing as the carrier speed is reduced.
Comparison between theoretical predictions predicted with equation (5) (continuous line), and experimental data (squares) of the dimensionless thickness, δ′, for tape casting as function of the dimensionless parameter 6G.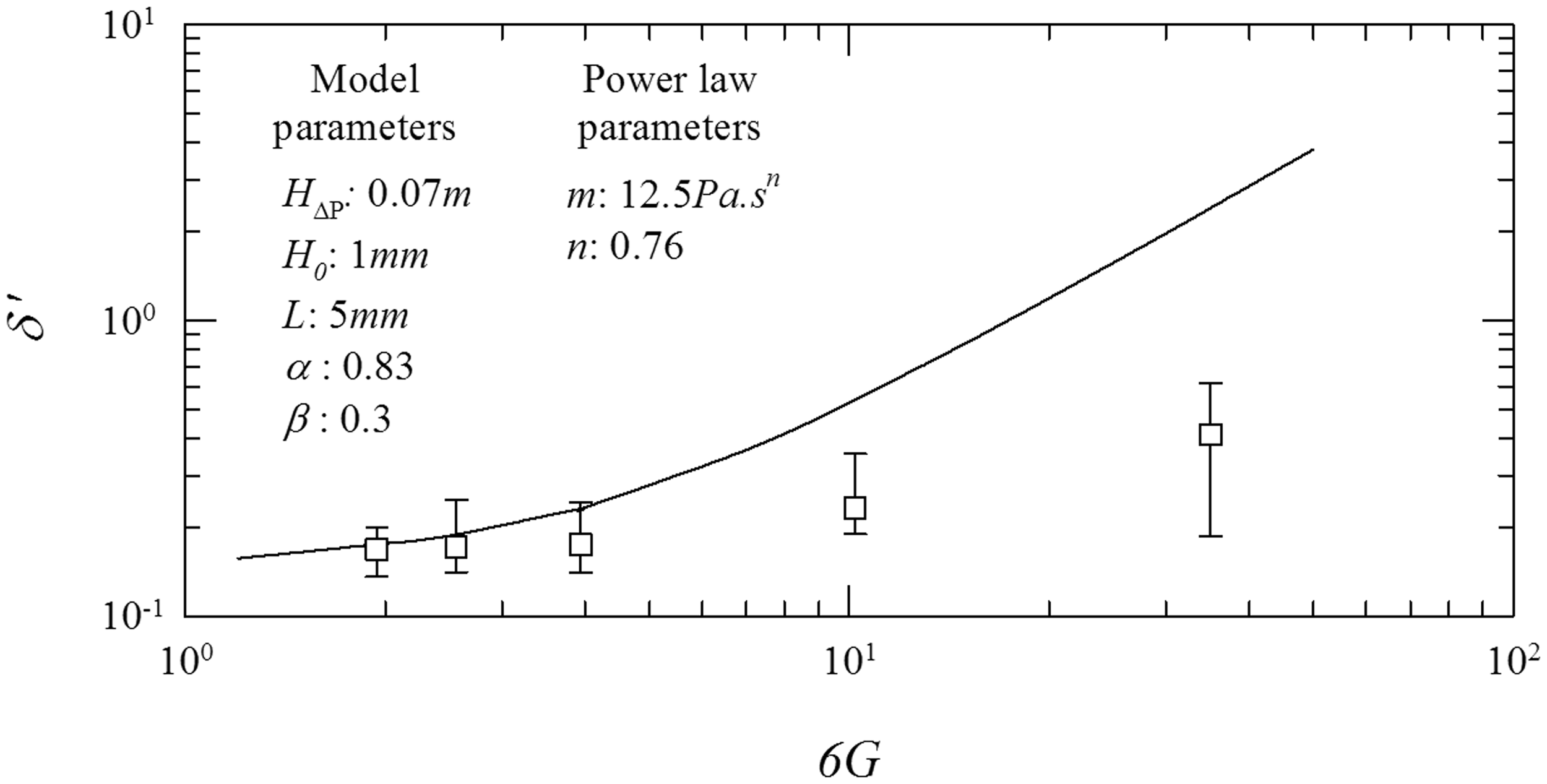
Mechanical properties
Tensile tests were performed on the tape cast films in the flow or machine direction (FD or MD) and in the transverse direction (TD). As the polymer was cast from an isotropic solution and drying took place under no flow conditions, no differences in the mechanical behavior between FD and TD were anticipated. Figure 6 compares the tensile strength (TS) and the elongation at break (DX) for DX films processed from a 20/80 DX/water solution and dried at two conditions: (1) ambient conditions for 48 hours without air flow, and (2) in the tape casting machine tunnel at T ∼ 60℃ and countercurrent air flow. In fact, as it can be seen in Figure 6, for the DX films, no appreciable differences in the mechanical properties were detected for the biopolymer films between MD and TD considering the high data inconsistency, it may be concluded that under the casting and drying conditions, no molecular orientation was induced. It is interesting to note in Figure 6, that films dried at ambient conditions for 48 hours showed higher tensile strength than the films dried in the tunnel at 60℃ and with countercurrent air flow. Elongation at break on the other hand is higher for the films dried in the tunnel. In the drying tunnel, water leaves the sample faster, with the possibility to form microscopic surface defects which may act as stress points affecting the film mechanical response. This result highlights the importance of the drying process in tape casting and it is anticipated that structuring of DX films may be possible with this technique.
Tensile strength (TS) and elongation at break (EB), in the flow direction (FD) and in the transverse direction (TD), for dextran (DX) and dextran/sorbitol (DX/SO) films processed by tape casting.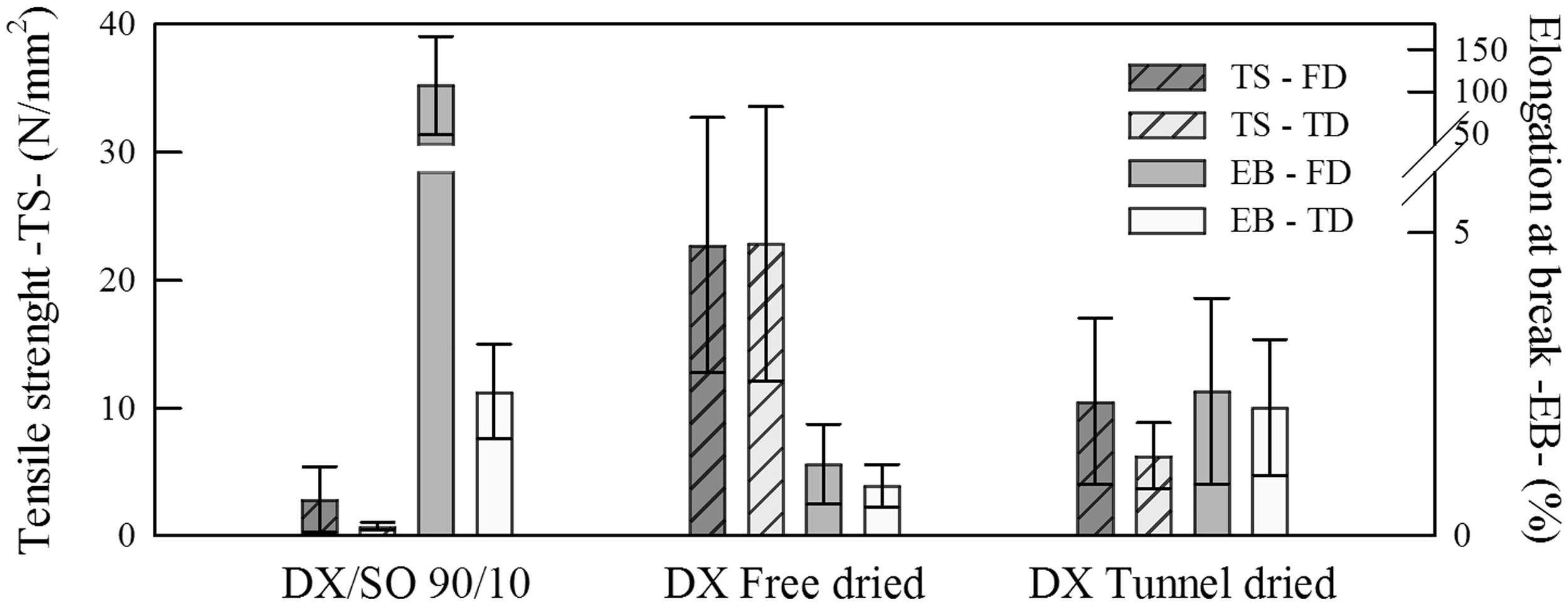
Figure 6 also presents the tensile test results for the DX/SO dry films containing 10% SO. SO is a water-soluble solid polyalcohol, which is an efficient plasticizer for biopolymer films. These films were tape cast from a DX/SO/water 18/2/80 and dried at ambient conditions for 48 hours. In DSC measurements carried out in a DSC 2910 TA Instruments at a heating rate of 10℃/min and nitrogen atmosphere (traces not presented), it was found that the Tg for the pure biopolymer at room conditions (∼12% water in the films) was Tg ∼ 48℃, while for films containing 10 and 20% SO at the same conditions, the Tg values were ∼42℃ and 31℃, respectively. Therefore, the low maximum strength and the larger maximum deformation compared with the pure DX films are not surprising. What is really an unexpected result is the difference in the mechanical behavior between the FD and TD in the elongation at break. This result is a clear indication of molecular orientation, not detected for the unplasticized films. In tape casting, the highest shear is applied to the biopolymer solution during the flow through the doctor blade gap, and therefore, it is reasonable to assume that molecular orientation took place at that moment. In the pure biopolymer films, this molecular orientation is relaxed rapidly and the film mechanical properties are isotropic. This relaxation process is somehow retarded with the presence of sorbitol and a much higher elongation at break was observed in the flow direction.
Conclusion
Aqueous tape casting is an adequate processing technique, for producing continuous films of high water-soluble biopolymers. DX produced by fermentative process is an amorphous water-soluble polymer, which does not plasticize with increasing temperature. DX-water solutions evidenced pseudoplastic behavior in the flow curves, which may be represented by a power–law model. Increasing temperature reduced the solution viscosity. However, as the temperature increased, an important water fraction was evaporated increasing the biopolymer concentration. Elastic effects were also observed with the development of normal stresses in simple shear and in the dynamic rheological measurements. Log G′ vs. log G″ plots did not reflect any change in the fluid internal microstructure neither with concentration nor with temperature. The rheological study demonstrated that DX should be processed in aqueous solution, with relatively high water concentration that has to be removed after shaping the polymer.
A model of tape casting for pseudoplastic fluids was used to compare the experimental values of film thickness with the casting speed. Agreement between experiments and model only occurred at high casting speeds. However, the models used for rheology as well as tape casting do not capture all the phenomenology of the fluid and the process. According to the tensile testing, DX forms rigid films with isotropic behavior. Mechanical properties also show that the rate of drying affects the film performance, probably because the presence of micro-defects in the films subjected to fast drying in the tunnel. SO is an efficient plasticizer for DX films, reducing the Tg and increasing the elongation at break. SO also affected the casting process inducing high anisotropy on the mechanical properties.
Footnotes
Acknowledgments
Preliminary testing on tape casting was carried out in the laboratory of Dr. Jairo Escobar at The University of los Andes, Bogotá – Colombia.
Funding
Authors acknowledge the financial support of COLCIENCIAS through the grant number CT 383_2011. DF Vogelsang would like to thank the financial support of COLCIENCIAS through the Programa Jóvenes Investigadores e Innovadores “Virginia Gutiérrez de Pineda”.
Conflict of Interest
None declared.