
Abstract
This article addresses advances in polymeric nanocomposites for packaging applications. Synthetic and biodegradable polymers have been reinforced with carbon nanotube, graphite, graphene and derived nanofiller, nanoclay, and inorganic nanoparticles to form high performance packaging materials. Polymeric nanocomposites possess markedly improved packaging properties including oxygen permeability, moisture permeability, barrier properties, solvent resistance, thermal stability, biological features, anti-microbial characteristics, non-flammability, and mechanical robustness. Performance of nanocomposite films and packaging is dependent on how well the nanofiller is dispersed in matrices. Modified nanofillers have been used to impart the desired functional properties to the packaging materials. Technical packaging applications in electronics and food and beverage industries are discussed. Using appropriate polymer, functional nanofiller, and fabrication techniques may represent inspiring routes for creating innovative packaging materials with enhanced mechanical, thermal, and barrier performances.
Introduction
Polymeric nanocomposites based on thermoplastic, thermoset, and elastomer matrices have been reinforced with nano-sized, high aspect ratio particles.1,2 Packaging based on polymeric nanocomposites provides strong physical and chemical protection essential for the packed goods.3,4 For example, nanocomposites based on polyamide, epoxy, polyethylene, and other matrices have been employed in battery packaging. 5 The packaging materials based on appropriate matrix and nanofiller endowed optimum mechanical properties and biological features, along with the necessary barrier properties against gases and water vapor during storage and handling. Efficient nanocomposite packing materials must have high durability and, preferably, rapid biodegradability, so that they will not cause environmental challenges. Another valuable property of certain polymeric nanocomposite packaging materials is their strong resistance against microbial growth6,7 which may enhance the quality of pharmaceuticals and beverages. Moreover, most nanocomposite packaging also has strong gas barrier properties which usually originate from the regular dispersed high aspect ratio nanofiller particles within the polymer matrix. The regular nanofiller dispersion may limit the percolation of gas molecules which, in turn, increases the effective diffusion path length. These nanocomposite packaging materials offer strong barriers to moisture, water vapor, gases, and solute molecules which are useful for various technical applications.8–10 How small penetrant molecules permeate through a matrix is usually determined by the solubility and diffusivity of the small molecule in the polymer. It is well known that permeability (P) is a simple function of diffusivity (D) and solubility (S) [P = D × S]. Diffusivity is often considered as rate of diffusion i.e. measure of rate at which particles (liquid/gas) can spread in polymer medium. The solubility can be considered as compatibility of the solute particles (liquid/gas) within the polymer matrix. Principally, adding a nanofiller in a polymer matrix is expected to affect the solubility and diffusivity of penetrant molecules. The permeability of polymer/nanofiller interfacial region is mostly affected by the presence of platelet-shaped nanofiller. The impermeable overlapping nanoparticles may decrease the permeability and influence the barrier properties of nanocomposites. In this article, various types of nanocomposites important for packaging applications have been discussed. Major categories identified are polymer/carbon nanotube (CNT), polymer/graphite, polymer/graphene, polymer/nanoclay, and polymer/inorganic nanoparticle nanocomposites. In packaging industry, nanocomposite coatings have been successfully employed in electronic, industrial, and food and beverage industries. Future challenges involve the use of functional nanoparticles to obtain a better state of dispersion and to obtain enhanced mechanical strength, thermal resistance, biodegradability, non-flammability, and barrier properties.
Nanocomposites in packaging
Nanocomposites provide an efficient route to innovative materials with low cost and high performance. Synthetic polymeric materials and natural biodegradable polymers have long been used in traditional packaging applications which are being replaced with multifunctional packaging materials. 11 Inclusion of nanoparticles has produced packages with superior mechanical, thermal, and barrier performance (Figure 1), along with improved resistance against bacteria and micro-organisms.12,13 Inopportunely, biodegradable polymer films have limited barrier properties and weak mechanical strength to be employed as packaging materials. 14 Packaging filled with nanoparticle additives has shown better mechanical/thermal resistance, oxidation stability, biodegradability, self-extinguish ability, and lower solvent uptake. 15 Future efforts may broaden the applications of biodegradable nanocomposite films. 16
Polymer nanocomposite in packaging.
Properties of nanocomposite packaging
Modern polymeric packaging must have high strength, modulus, heat resistance, and biodegradability properties in addition to decreased gas permeability and flammability. The improved properties in nanocomposites is due to interfacial interaction between the matrix and nanofiller. Inclusion of nanofiller in nanocomposite has been known to improve heat distortion temperature with loading. 17 Thermal stability of polymers has been considered to enhance owing to high heat capacity and thermal conductivity of included nanomaterials. Presence of metal nanoparticles may cause increase in energy diffusion through polymer. Non-flammability of polymeric nanocomposite in addition to high thermal stability is advantageous to protective barrier packaging. 18 These coatings may reduce heat and mass transfer between the flame and the polymer. Nanofillers, such as layered silicates, have long been used in packaging industry as flame retardants.
Better barrier properties of polymer/nanoclay nanocomposite also means enhanced solvent resistance. 19 Permeability of polymeric nanocomposites depends on particle size, shape, and alignment in the matrix (Figure 2). Filler dispersion may increase the tortuosity of gaseous path and diffusion in nanocomposite. Thus, permeability of polyimide/nanoclay hybrids has been varied with nanofiller loading. 20 Inclusion of nanofiller in matrix has decreased permeability of polyamide 6/nanoclay by 40%. 12
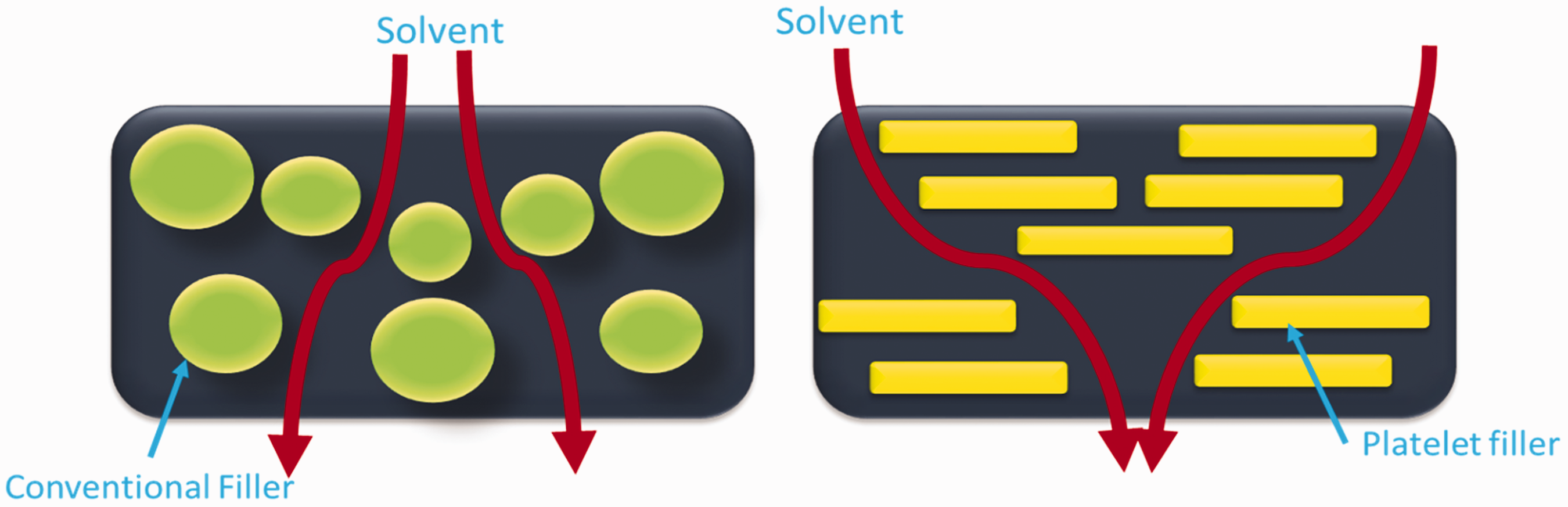
Schematic of tortuous path in nanocomposite.
Presence of ordered dispersed nanoparticles, having high surface area and large aspect ratio, in polymer matrix may upsurge the barrier properties of polymer nanocomposite. 21 Homogeneous dispersion may form tortuous path in matrix, so increasing the diffusion path length. Figure 3 shows barrier properties of polymer packaging toward gases, water, and liquids. In this regard, low water vapor pressure (WVP) is desirable for high performance food packaging, protective coatings, and other applications. Significant barrier efficiency is observed at reduced WVP values. In addition, nanocomposites own remarkable tensile strength and modulus properties for packaging applications.22,23 Poly(methyl methacrylate)/nanoclay nanocomposites with 20 wt% nanofiller exhibited 60% improvement in modulus, compared with that of the neat polymer. 24 Linear density polyethylene with 4 wt% copper nanoparticles has improved Young’s modulus owing to interactions between matrix and nanofiller. 25 Improvement in tensile strength is also observed due to the enhanced bonding between the polymer and the modified nanoclay and inorganic nanoparticles. 26
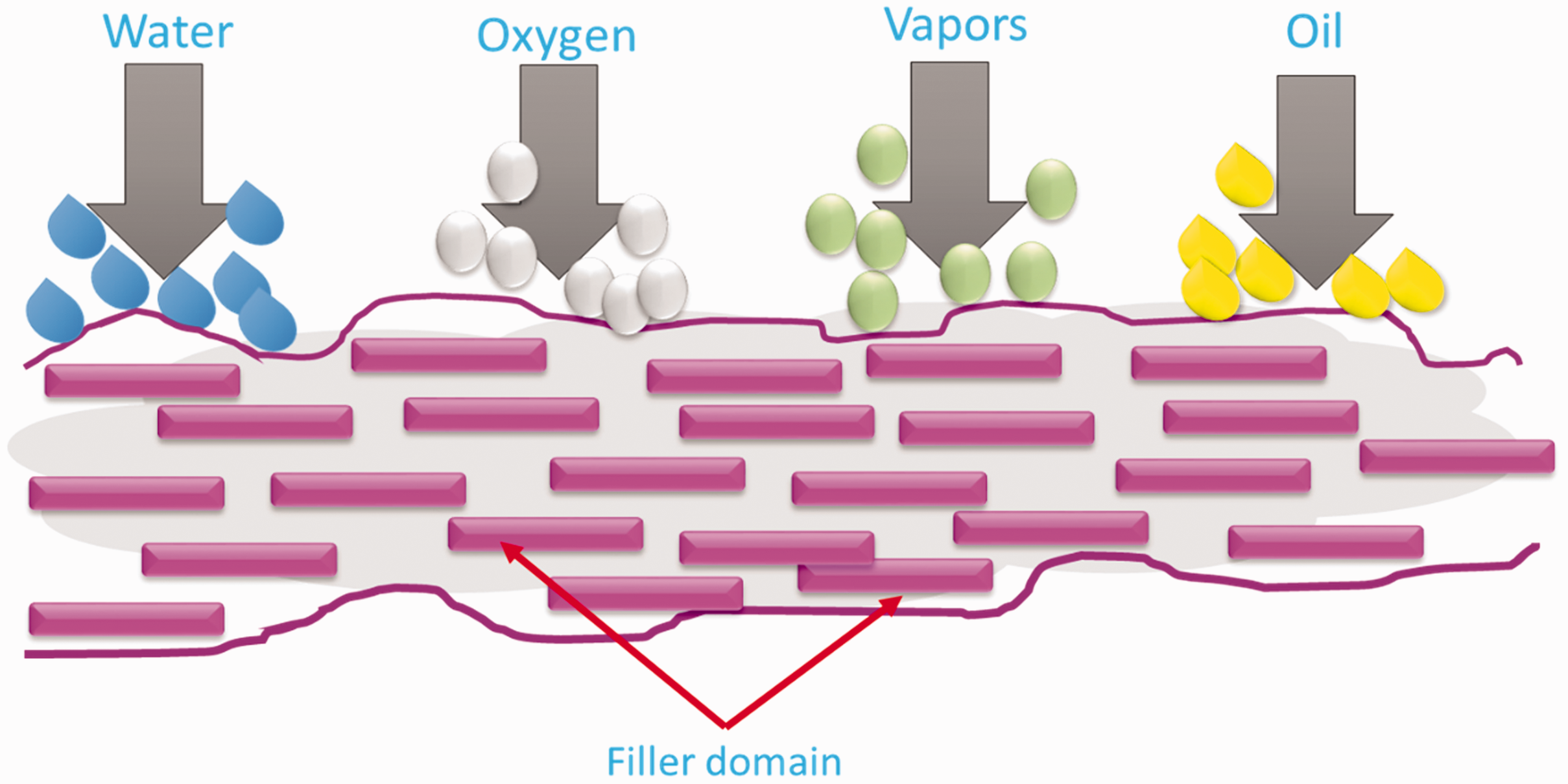
Barrier performance of packaging film.
Polymeric nanocomposites in packaging
Polymer/CNT nanocomposites
Polymer/CNT nanocomposites have gained interest in packaging and electronics industries due to improved thermal and mechanical properties. Inherent thermal conductivity of polymers is usually very low (∼0.2 Wm−1 K−1). Inclusion of nanotubes may enhance the thermal conductivity up to ∼2000–6000 Wm−1 K−1.27,28 Polymer/CNT nanocomposites with controlled morphology and enhanced thermal conductivity have been developed. 29 Moreover, these materials are light weight with good processability. Morishita et al. 30 developed various types of polyamide nanocomposites. Polyamide-6 (PA6), poly(p-phenylene sulfide) (PPS), and multi-walled CNT (MWCNT)-based nanocomposite PA6/PPS/MWCNT were developed. Then poly(ethylene-co-glycidyl methacrylate) (EGMA)-incorporated PA6/PPS/EGMA/MWCNT was prepared. (3-Glycidyloxypropyl)trimethoxysilane (GOPTS) was used as highly reactive shell-forming agent to form PA6/PPS/GOPTS/MWCNT. In PA6/PPS/MWCNT nanocomposite, direct contact between PPS domains and MWCNT was effective for heat transfer and enhanced storage modulus of 2.86 GPa (Table 1). On the other hand, PA6/PPS/EGMA/MWCNT had lower storage modulus of 2.25 GPa due to intrinsic low elastic modulus of EGMA (∼0.07 GPa). However, PA6/PPS/GOPTS/MWCNT revealed enhanced storage modulus of 3.22 GPa owing to enhanced interaction between the polymer domains and nanotubes. The same trend for storage modulus was observed at high temperatures. The modified polyamide materials own enhanced elastic modulus and heat resistance and offered fine thermal conductivity and electrically insulating properties. The nanocomposite containing nanotube-nanodomain-linked structures are promising for high performance next generation electric machines and electronic devices. Nanocarbon nanoparticles have potential nucleation effects to enhance the crystallinity of a polymer-based material. The semi-crystalline polymeric nanocomposite may form discrete sections of rigid chain packing and polymer crystallites due to nucleation effect induced by nanoparticles. The ordered sections in a nanocomposite may hinder the dissolution of small gas molecules, thus increasing the barrier properties.
Storage moduli of PA6-based composite with 1 vol% MWCNT. 30
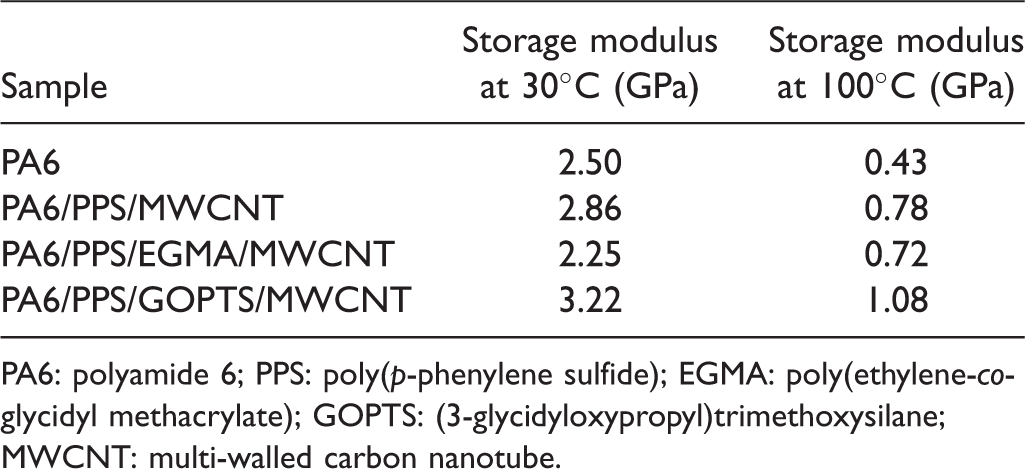
PA6: polyamide 6; PPS: poly(p-phenylene sulfide); EGMA: poly(ethylene-co-glycidyl methacrylate); GOPTS: (3-glycidyloxypropyl)trimethoxysilane; MWCNT: multi-walled carbon nanotube.
Polymer/graphene and polymer/graphite nanocomposites
Graphene and derived materials are useful in flexible electronic papers and thin-film devices.31,32 High electrical conductivity, low density, and high transparency of polymer/graphene nanocomposite are useful for numerous applications. 33 Polymer/graphene and polymer/graphite-based nanocomposites have exhibited remarkable moisture barrier and permeation protection properties. These materials have found potential in food, pharmaceutical, and anti-corrosive packaging coatings. 34 In ethylene vinyl alcohol/graphite nanocomposite, initially, vapor permeability was decreased with 1 wt% graphite content and 2 wt% loading enhanced the vapor permeability (Figure 4). The increase in permeability with nanofiller loading may be attributed to interfacial pathways offered by nanosheet aggregation. The water permeability of polyamide 11 (PA11) and polyamide 12 (PA12) nanocomposites was found to enhance with graphene content above 0.1 wt% loading (Figure 5). 35 Lai et al. 36 studied cyclic olefin copolymer filled with graphene. The water vapor permeability of nanocomposite was reduced by 21% with 0.06 wt% graphene content. However, higher nanofiller loadings increased vapor permeability owing to agglomeration of graphene nanosheet.
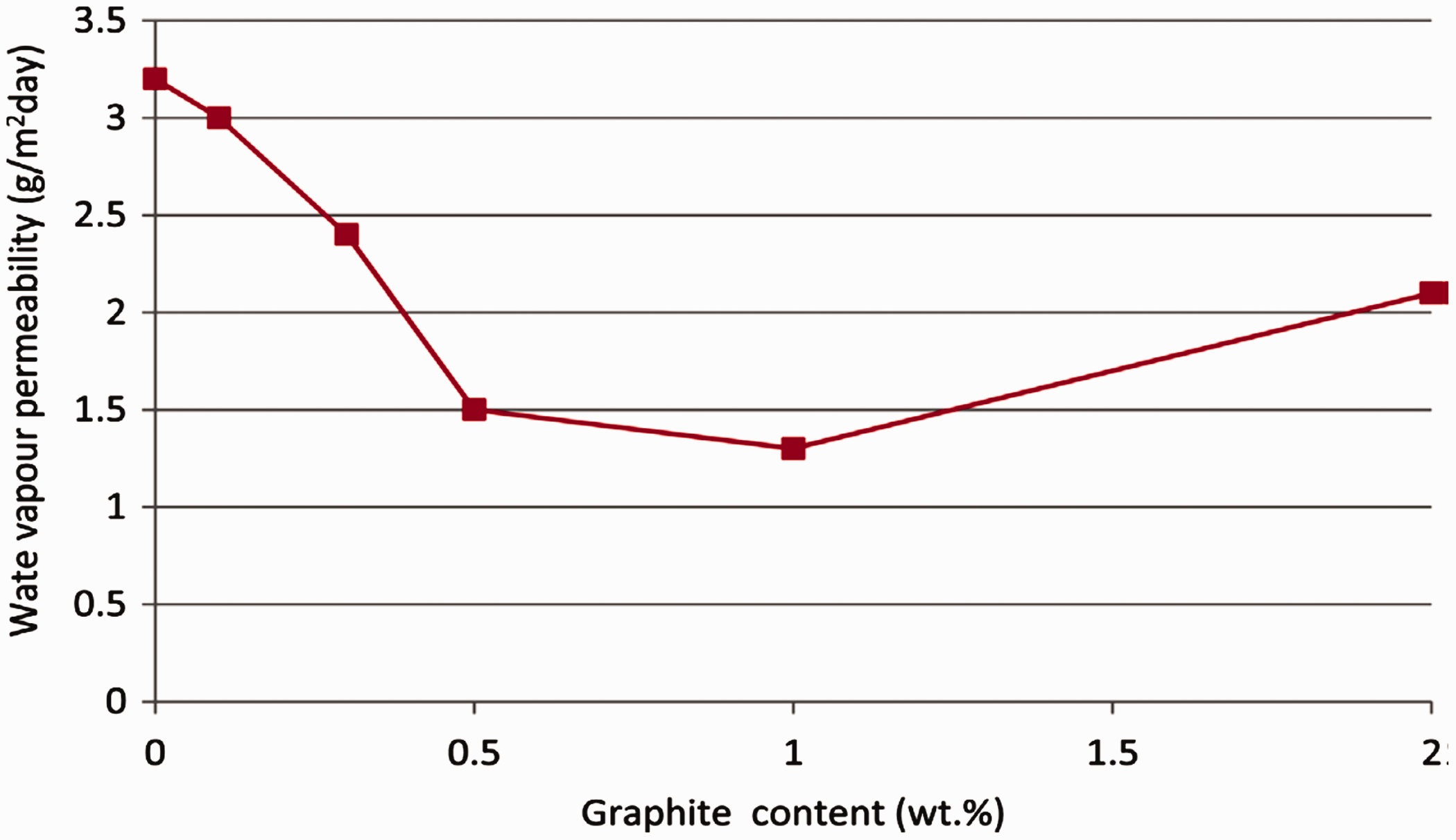
Water vapor permeability of ethylene vinyl alcohol/graphite nanocomposite. 35
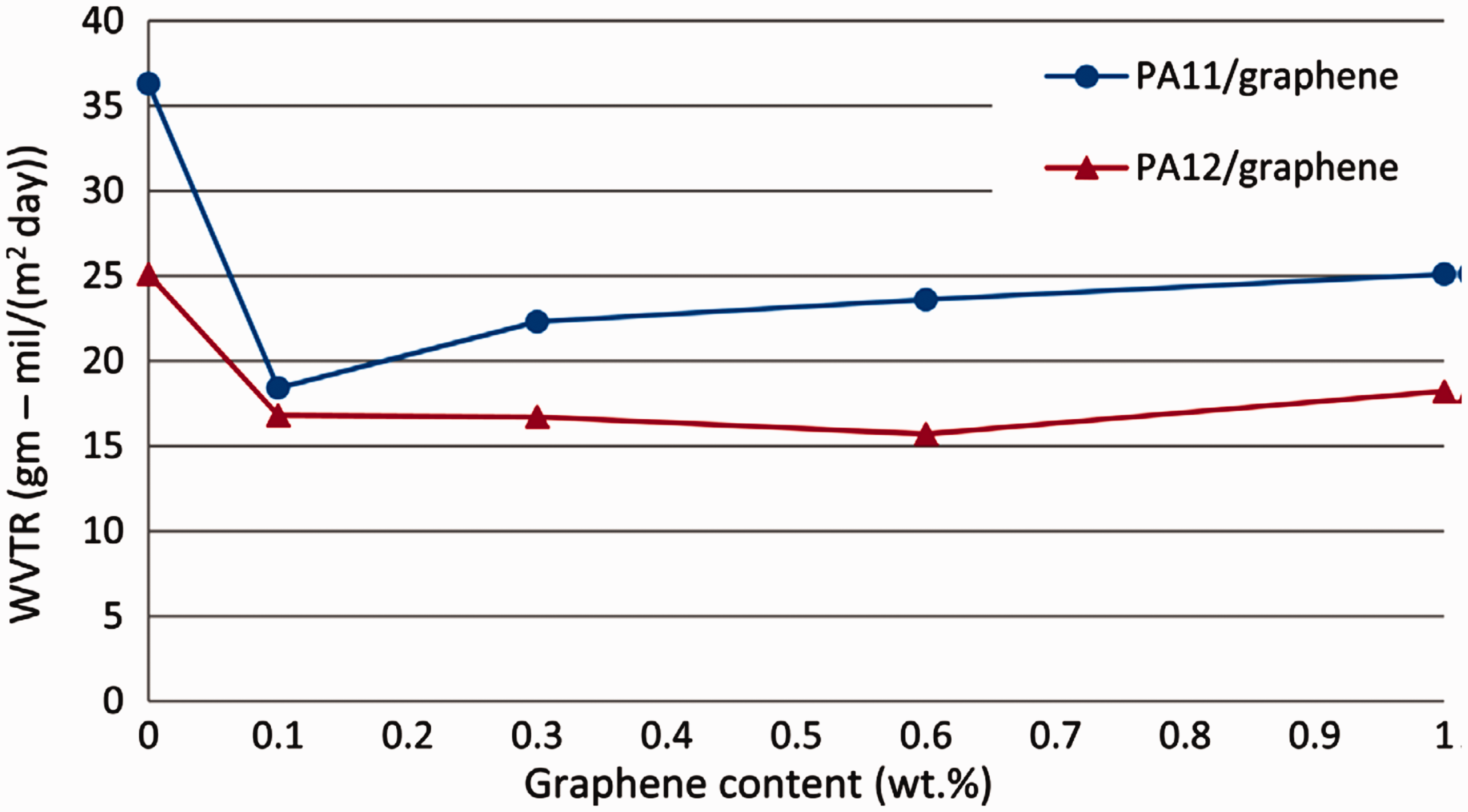
Water vapor permeability of polyamide/graphene nanocomposite. 35
Kwon et al. 37 also studied water vapor permeability of polymer/graphite nanocomposite. The permeability was found to decrease with low filler loading. Even low nanofiller loading was effective in generating an impermeable crystalline phase in the nanocomposite. Jin et al. 38 studied polyamide nanocomposite with functionalized graphene. Thus, the graphite and graphene-filled polyamide and other matrices have shown optimum permeability properties at low filler loading to be employed in packaging application.
Polymer/nanoclay nanocomposites
The properties of synthetic polymers have been enhanced using nanoclay nanofiller.39–42 In this regard, intercalation of synthetic plastics and biodegradable polymeric matrices (polyester, polycaprolactone, starch, cellulose) in nanoclay interlayer galleries have been studied. Eco-friendly biodegradable materials are preferred over the non-recyclable polymers. Figure 6 shows reinforcing effect of nanoclay nanoparticle on polymer matrix. Initially, polymer is intercalated in nanoclay platelet. Later, exfoliation of nanoclay galleries led to dispersed nanoclay nanocomposite. 43 The preparation of high performance nanocomposite packaging necessitates fine dispersion of layered silicate in polymer matrix. Nanoclays are usually modified using quaternary ammonium salts to improve compatibility and interfacial interaction between matrix and nanoclay. Such type of nanocomposite formation may lead to fine reinforcement and barrier properties. 44
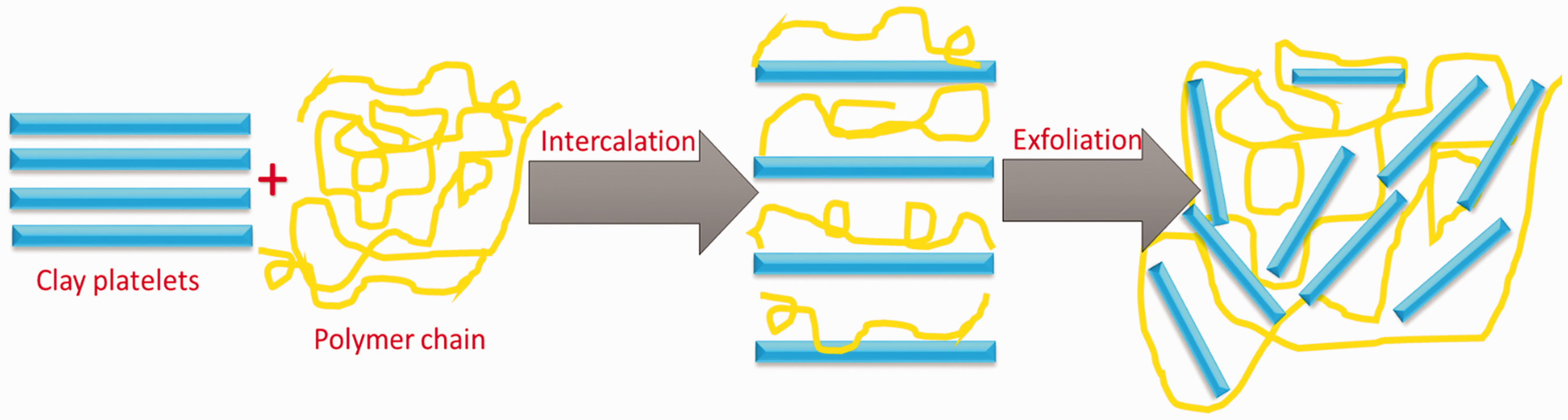
Morphologies of polymer/clay nanocomposite.
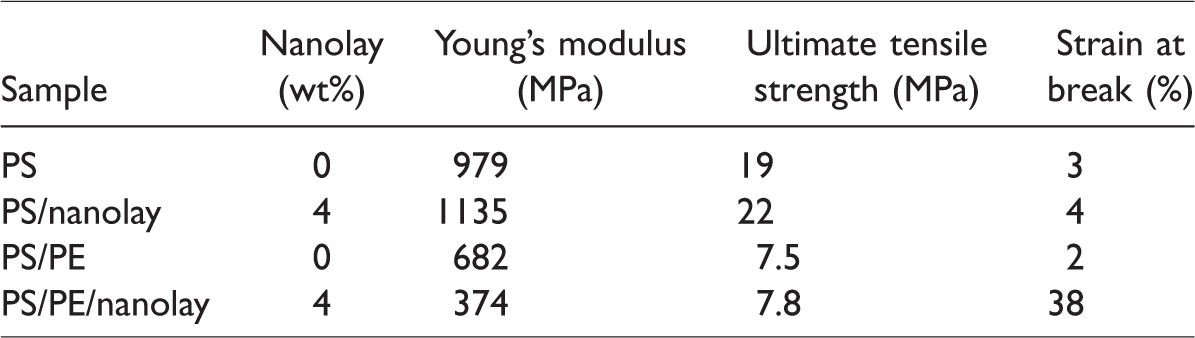
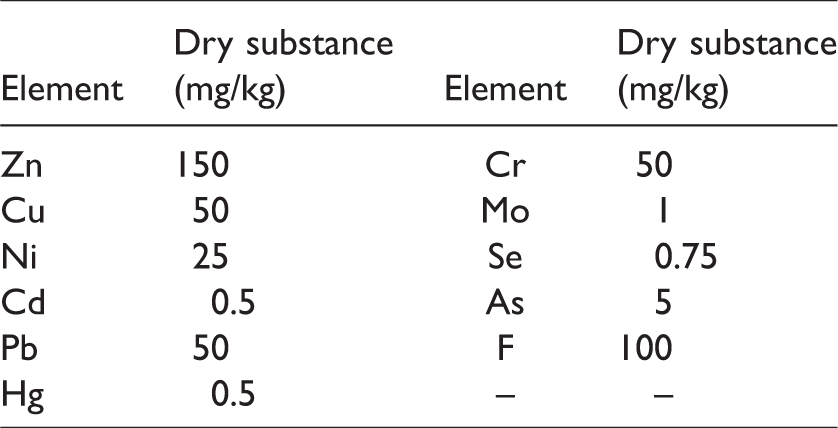
In aggregated polymer/nanoclay structure, tactoids are distributed in polymer matrix. However, polymer nanocomposites are usually in intercalated and/or exfoliated form.45–48 These morphologies are advantageous for improved mechanical properties and barrier properties. Polymer/nanoclay nanocomposite has gained interest in food packaging applications. Avella et al. 49 developed biodegradable starch/nanoclay nanocomposite films as packaging materials. Melt-processing technique was used to homogeneously disperse montmorillonite nanoparticle in starch-based material. Table 2 shows comparison of mechanical properties of polystyrene (PS), PS/nanoclay, PS/polyester (PS/PE), and PS/PE/nanolay nanocomposite. PS/nanolay nanocomposite has shown enhanced Young’s modulus of 1135 MPa and ultimate tensile strength of 22 MPa. Table 3 shows concentration of elements in packaging material. The reinforcing effect of nanoclay on modulus, tensile strength, and barrier properties of nanocomposite has been studied. In this way, biodegradable polymer/nanoclay nanocomposite films have been prepared. Melt-processing technique has been used for homogeneous dispersion of montmorillonite nanoparticle in polymeric film.50–52 In addition, upon food contact of materials with packaging, no harmful elements should be transferred into the foodstuff. A specific migration limit of 60 mg (substances)/kg (foodstuff) has been recommended as safe value. 49 These materials have been utilized in packaging sector owing to low migration limit.
Mechanical analysis of samples. 49
Maximum elemental content of packaging material. 49
Polymer/inorganic nanoparticle nanocomposites
Inorganic nanoparticles of metals and metal oxides have gained attention as nanofiller owing to nanoscale size and large specific surface area. Consequently, strong interfacial interactions may develop between nanofiller and polymer matrices to improve the physical properties. 53 Li et al. 54 prepared calcium carbonate nanoparticle-reinforced polycarbonate packaging. Agglomeration of nanoparticle has led to decrease in tensile strength of films. Antimicrobial activity and environmental friendliness of nanosized zinc oxide (ZnO) nanoparticle have also been analyzed. 55 The functional inorganic material has been employed in catalysts, devices, optical material, pigments, UV-absorbers, medicine, and additives. Seo et al. 56 fabricated polypropylene carbonate and ZnO nanocomposite films. About 5 wt% ZnO nanofiller revealed a fine state of dispersion in the matrix. ZnO loading reduced the oxygen permeability, diffusion coefficient, and water uptake of packaging material. Inorganic nanoparticles also improved the weatherability of polymer film. Antimicrobial analysis of nanocomposite revealed inhibitory effects on bacterial growth. Carbone et al. 57 have developed polymer packaging with silver nanoparticles (Ag NP) which owned antimicrobial, antifungal, and antiviral properties. Non-degradable Ag NP-loaded polymer packaging has been found effective for food protection. Silver nanoparticle-based antimicrobial packaging have been considered for pharmaceutical and food packaging. These packaging materials have lower tendency for pathogen growth and higher shelf-life.
Industrial packaging applications
In electronics industry
Electronics packaging technology has been used for flip-chip packaging for integrated circuits. 58 Epoxy has been widely employed in electronics packing. Nevertheless, poor thermal conductivity of epoxy and intricate packaging process has limited its use. 59 Past research has focused on the development of high performance epoxy-based materials having excellent thermal conductivity, glass transition temperature, electrical insulation, and low viscosity.60,61 Chen et al. 62 designed epoxy/silica-coated silver nanowire nanocomposite for electronics packaging. Silver nanowires (AgNWs) with high aspect ratio and thermal conductivity were used. Then, silica-coated silver nanowires (AgNWs@SiO2) were prepared using flexible sol–gel method. AgNWs and AgNWs@SiO2 were used as nanofiller in epoxy matrix. Figure 7 shows the thermal conductivity of neat epoxy and nanocomposites. The epoxy/AgNWs@SiO2 nanocomposite with 4 vol% nanofiller has thermal conductivity of 1.03 W/mK, which is higher compared with that of the epoxy/AgNWs (0.57 W/mK) nanocomposite and that of the neat epoxy (0.19 W/mK). AgNWs@SiO2 has homogeneous dispersion in epoxy resin and appropriate electrical conductivity for electronic packaging. 63 Moreover, AgNWs@SiO2 effectively improved the dielectric properties of epoxy. The epoxy/AgNWs@SiO2 nanocomposite also own suitable viscosity for electronic packing. Figure 8 displays volume electrical resistivity of epoxy/AgNWs and epoxy/AgNWs@SiO2 nanocomposite. Epoxy/AgNWs nanocomposite with 2 vol% nanofiller shows decrease in resistivity to 2.25 × 108 Ω cm, relative to neat epoxy (3.57 × 1015 Ω cm). On the other hand, resistivity of epoxy/AgNWs@SiO2 nanocomposite with 2 and 4 vol% was 5.45 × 1014 Ω cm and 1.385 × 1014 Ω cm, respectively. The values indicate suitability of electrical properties for packaging applications.
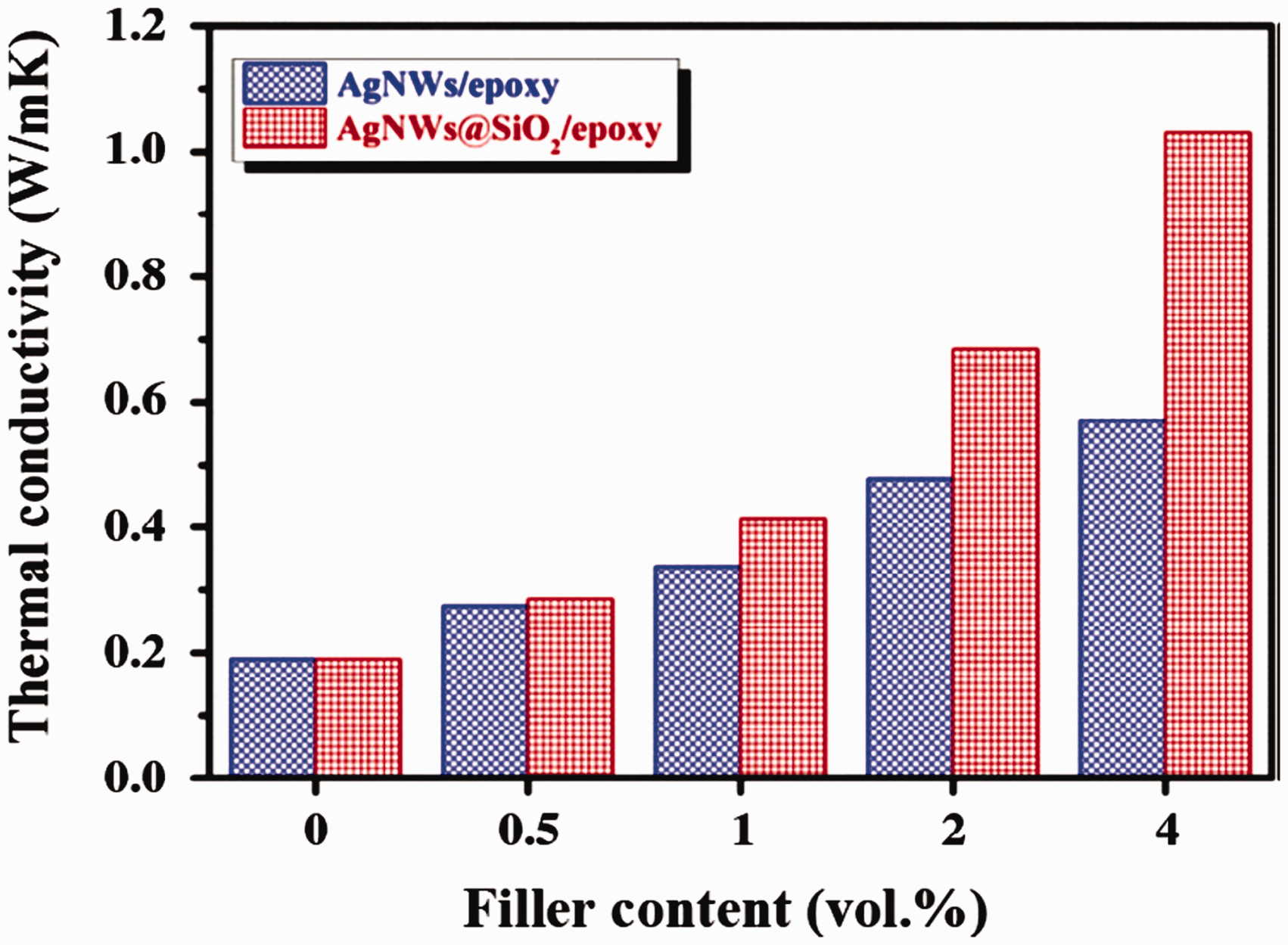
Thermal conductivity of neat epoxy and its composites filled with 0.5, 1, 2, and 4 vol % of AgNWs and AgNWs@SiO2. 62
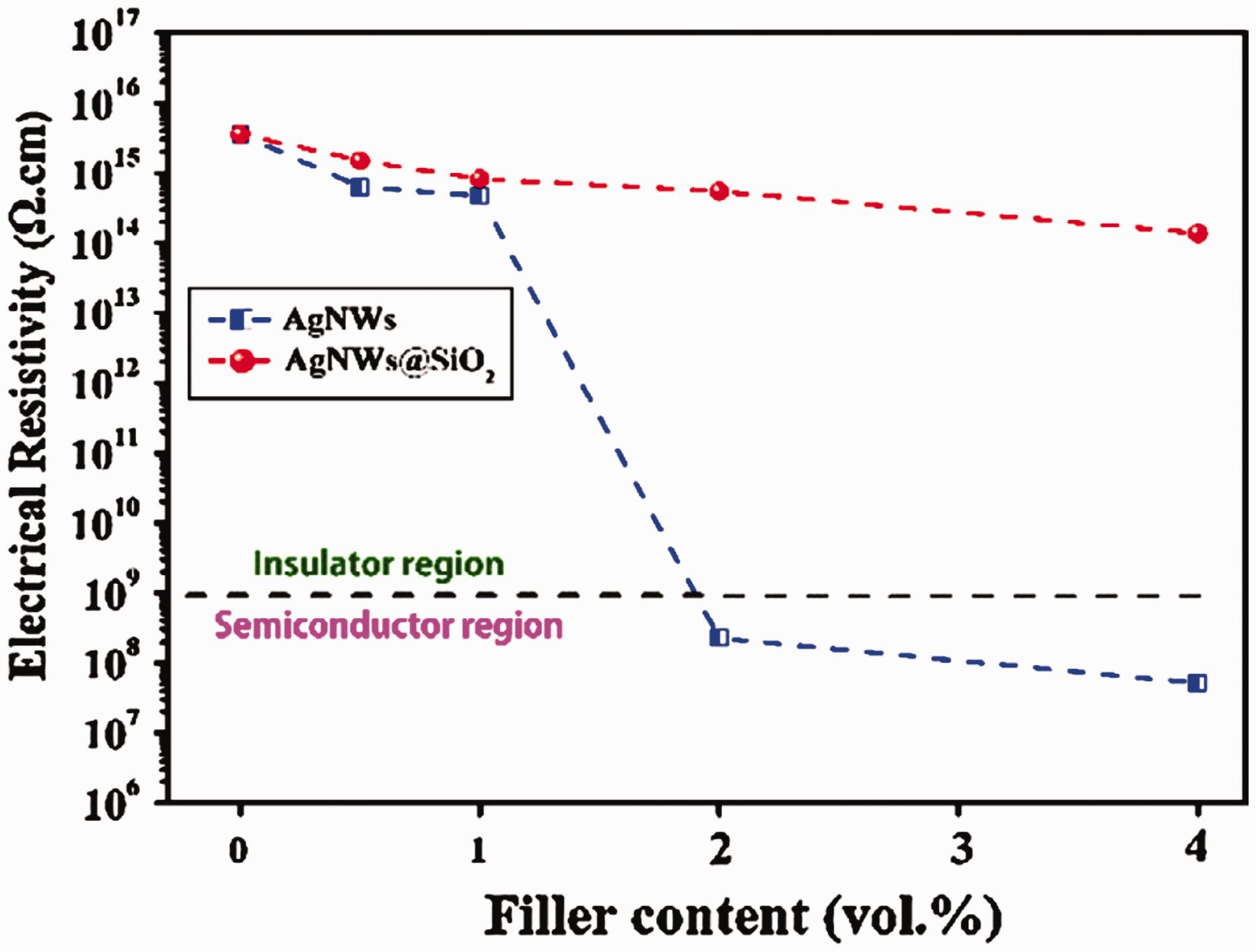
Volume electrical resistivity of epoxy composites filled with 0.5, 1, 2, and 4 vol % AgNWs and AgNWs@SiO2. 62
Electrical conductivity of poly(methyl methacrylate) and titanium dioxide nanowire has been studied. 64 The core-shell nanocomposite was prepared using in situ emulsion polymerization of methyl methacrylate. The nanowire loading enhanced the conductivity of nanocomposite from 1.32 × 10−8 to 5.9 × 10−5 scm−1. Conducting papers have potential to be employed as anti-static packaging material for electronics. 65 Conducting polymer such as polyaniline with fibrous nanofiller has been used in packaging of organic thin-film transistors, light-emitting devices, and batteries.66,67 To further enhance the efficiency of electronic films and coating, nanosensors have been developed. 68 Function of nanosensor is to detect harmful and toxic substances affecting the packed material. Such devices are usually low cost, and they have rapid and high-throughput detection capabilities.69,70
In food and beverages
Food packaging materials with improved performance have been developed using polymer nanotechnology. 71 Polymeric nanocomposite packaging which helps control the microbial growth and delay oxidation of food and beverages have been developed. Yu et al. 72 designed nanocomposite of poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV) reinforced with PHBV-grafted-multi-walled CNTs (PHBV-g-MWCNTs) for food packing. PHBV-g-MWCNTs were prepared as illustrated scheme in Figure 9. Figure 10 shows tensile strength, Young’s modulus, and elongation at break as a function of PHBV-g-MWCNT loading. Tensile strength and Young’s modulus were enhanced by 88 and 172%, respectively, with 7 wt% nanofiller addition.
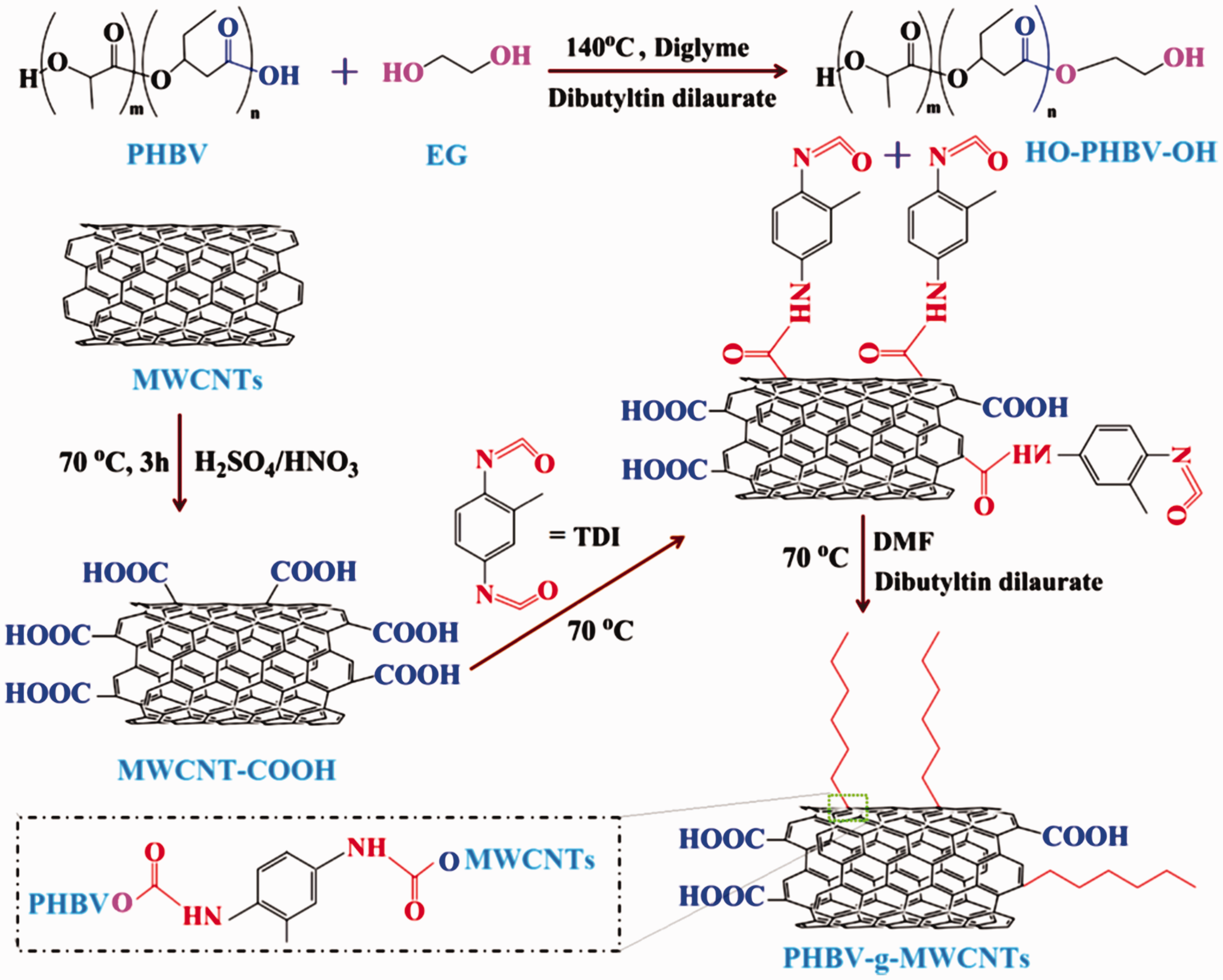
Synthesis of PHBV-g-MWCNT. 72
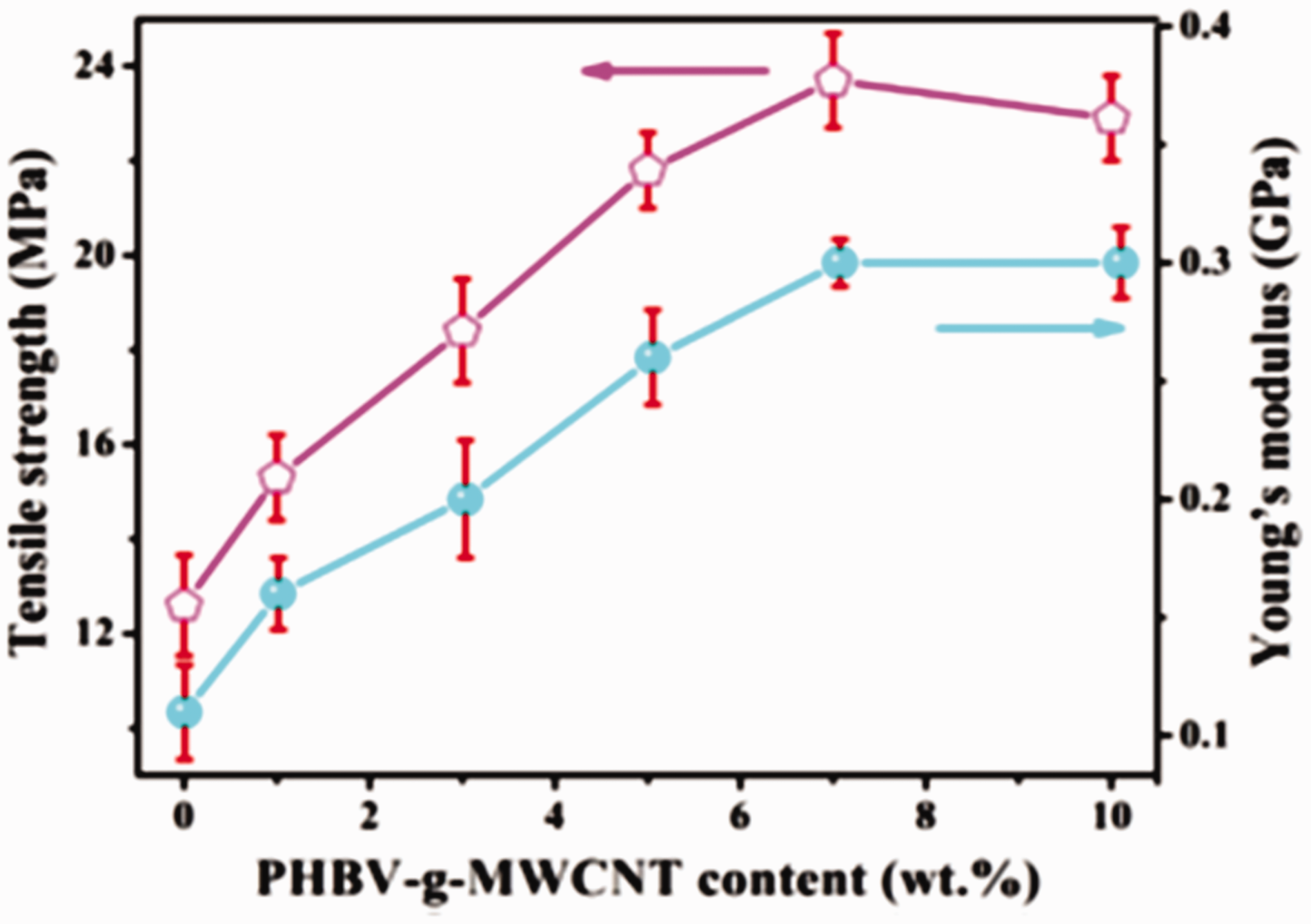
Tensile strength and Young’s modulus as a function of PHBV-g-MWCNT content for neat PHBV and nanocomposite. 72
Figure 11 shows water uptake and WVP of nanocomposite films. The nanofiller caused decreased water uptake and WVP of nanocomposite, compared with neat PHBV. Increasing PHBV-g-MWCNT loading from 0 to 7 wt% decreased water uptake and WVP values by 67 and 33%, respectively. The decrease was attributed to crystalline structure of nanocomposite, relative to PHBV. Thus, polymer/MWCNT nanocomposite may provide the desired degree of permeability and acceptable gas barrier properties. However, such materials may have high production and material costs and additional additives are also needed. In this way, the governmental regulations about the use, safety, and recycling of these nanocomposites are quite complicated. Hong and Rhim 73 studied antimicrobial activity of polymer/Cloisite nanoclay packaging. The antimicrobial activity of films was tested against pathogenic bacteria such as Staphylococcus aureus, Listeria monocytogenes, Salmonella typhimurium, and Escherichia coli. Antimicrobial properties of nanocomposite were dependent on polymer matrix and organoclay type and content. These coatings have been developed for protection of meat and poultry products. Packaging size, environmental stability, recyclability, and design modifications are essential factors to be considered for commercial packing materials.74–76
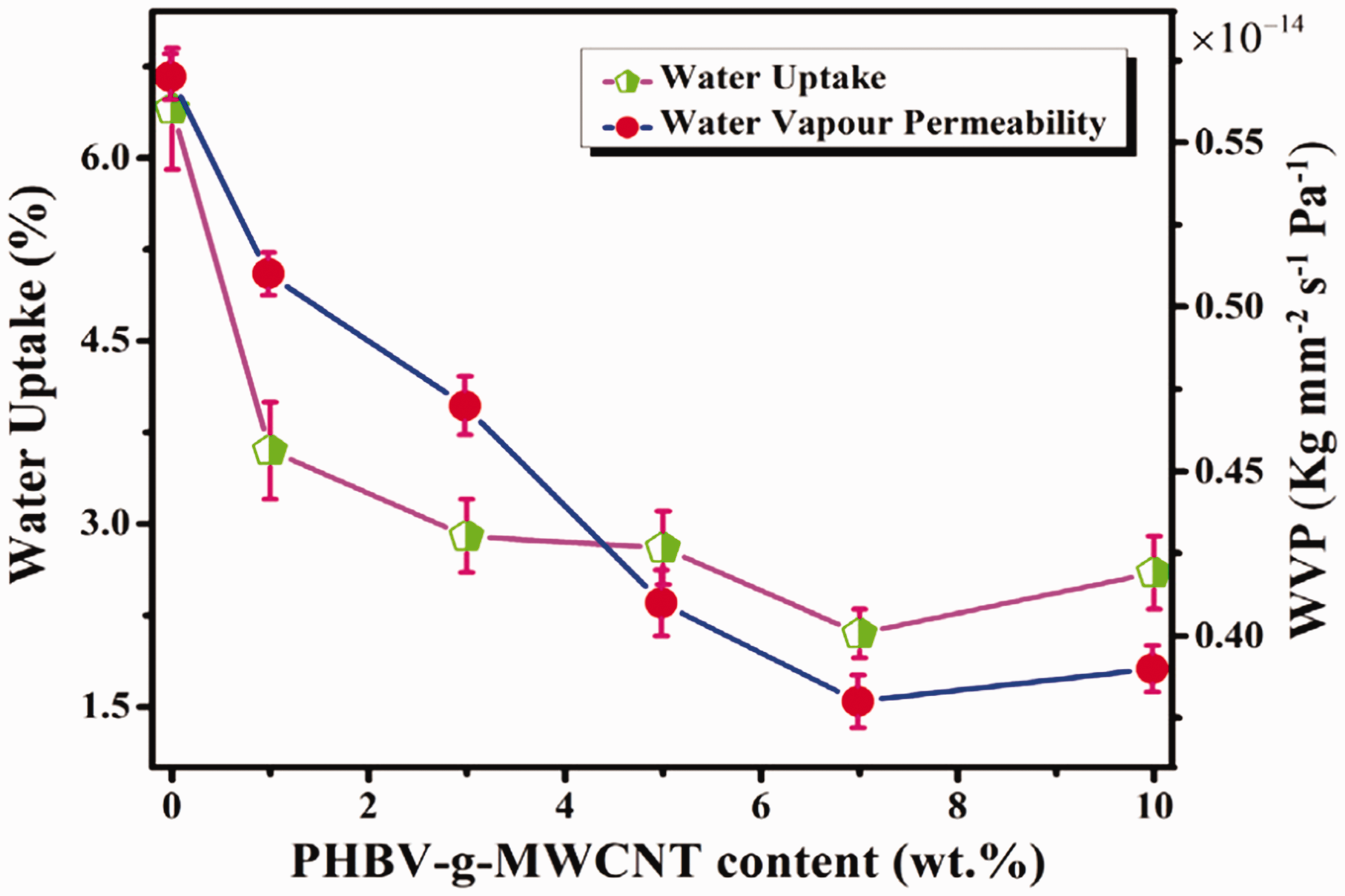
Water uptake and water vapor permeability (WVP) (a), and overall migration data in ethanol 10% (v/v) and isooctane. 72
Challenge, future, and summary
Non-biodegradable petrochemical-based plastic packaging materials have initially been used for electronics and food. Subsequently, biodegradable packaging materials have been developed using renewable natural polymers.77–80 Biopolymer-based nanocomposite has found success in food and beverages packaging materials. 81 Food packaging of better quality, environmental pollution resistance, and disposal friendliness must be produced.82–84 Antimicrobial packaging needs to be developed using silver nanoparticle or applying antimicrobial compounds to polymers. 85 Antimicrobial activity of nanoparticle may control the growth of pathogenic and microorganisms in food stuff.86,87 Novel three-dimensional packaging technology needs to be employed in electronic packaging.88–90 In this regard, conductive adhesive materials are a new technology. Heat transfer technologies need to be further exploited in electronic equipment packing. The power electronic converters also need appropriate packaging technology.91–94 Nanoparticle materials such as Ag, Au, TiO2, and ZnO have offered great improvements in mechanical, thermal, electrical, and barrier properties. The next generation packaging materials must be able to fit the necessities of food, beverage, liquids, pharmaceutical, electronics, and heavy industry equipment. To gain success in these fields, traditional packaging materials must be replaced with multi-functional intelligent packaging.
This article presents a comprehensive and state-of-the-art article on polymeric nanocomposite-based packaging materials. By choosing appropriate nanofiller, it is possible to produce nanocomposite packaging with enhanced mechanical, thermal, non-flammability, dielectric, thermal conductivity, anti-microbial, solvent resistance, and barrier performance. For food safety, nanostructured materials may prevent invasion of micro-organism and bacteria. Dielectric, thermal conductivity, and strength properties are essential for electronic packing.
Footnotes
Declaration of Conflicting Interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.