
Abstract
Multilayer films are widely used in flexible packaging to provide an optimum balance of performance and cost. Orientation in the semi-solid state via tenter frame, double bubble, and machine direction orientation processes enhances barrier and mechanical properties and offers a means toward light weighting packaging structures. Interlayer adhesion of coextruded films, however, substantially decreases during the orientation as the generated new interfacial area decreases bond density and chain segments are stressed. A guideline is proposed that provides insight into how changes during orientation in chain segment penetration, entanglement, bond orientation, and density affect peel strength because of semi-solid state orientation. Examples are provided that use these insights to design novel tie resins with improved performance.
Introduction
Multilayer, multi-material film structures have found wide use in flexible packaging to achieve desired performance in a cost-effective manner. For example, specialized abuse resistant layers are often combined with layers that provide oxygen or moisture barrier and others that provide hermetic sealing at higher packaging speeds. Many dissimilar materials do not bond well to one another in a co-extrusion process. Polymer suppliers have responded with specialized tie resins between these layers to provide adhesion.
A typical tie resin is based on a polyolefin or ethylene copolymer which adheres well to polyolefin layers in the structure through entanglements 1 and crystallinity 2 within the interfacial thickness between the layers. The tie resin is modified with chemical functionality to promote specific bonds at the interface with incompatible materials. Maleic anhydride (MAH) is commonly grafted onto polyolefins and used to bond to polyamides (PA) and ethylene vinyl alcohol (EVOH). Anhydride reacts with the PA amine end groups to form an imide and with the EVOH hydroxyl groups to form an ester. Di-blocks formed at the interface build strength. Other modifiers may also be added to the tie resin formulation, such as elastomeric impact modifiers, tackifiers, and various additives. 3
There are many factors that influence adhesion in co-extrusion, including the tie resin composition, the film structure design and layer composition, the co-extrusion process, the packaging process, and the end-use. Here, we explore how highly oriented film processes affect adhesion performance and the tie resin formulation parameters that influence it.
Semi-solid-state orientation increases gas barrier, enhances mechanical properties, and increases the transparency of many polymers. In some orientation processes, an annealing step at a certain temperature is added following the orientation step to control shrinkage. Annealing is often done in the tenter frame process to produce dimensionally stable film. It has also been applied to the double bubble process. A typical example is the Triple Bubble process manufactured by Kuhne. 4 Films produced by the tenter frame, double/Triple Bubble, and machine direction orientation (MDO) processes have long been used in packaging applications. Most packaging films made from mono-material may have multiple layers, such as oriented polypropylene (OPP), oriented polyester (OPET), and oriented polyamide (OPA) films. Oriented coextruded multi-material films are used for barrier shrink bags and are starting to see application in dimensionally stable films. The improved barrier and mechanical properties can enable reduced packaging weight (up to 50%), and lamination steps can be replaced by co-extrusion of multiple resins. The aligned crystalline morphology due to orientation improves tensile and puncture resistance. 4
One challenge in orienting co-extruded multilayer films is obtaining good interlayer adhesion. Figure 1 shows results by Lee el al.
5
The initial sheet was made on an Egan co-extrusion sheet line and then oriented on an MDO device. The orientation temperature was 115°C. Total thickness before orientation was 460 microns (1:1 draw control in Figure 1). Film width was 15 cm. Peel Strength versus machine direction orientation draw ratio. Reproduced with permission from Morris.
3
Film structure and process details are in text.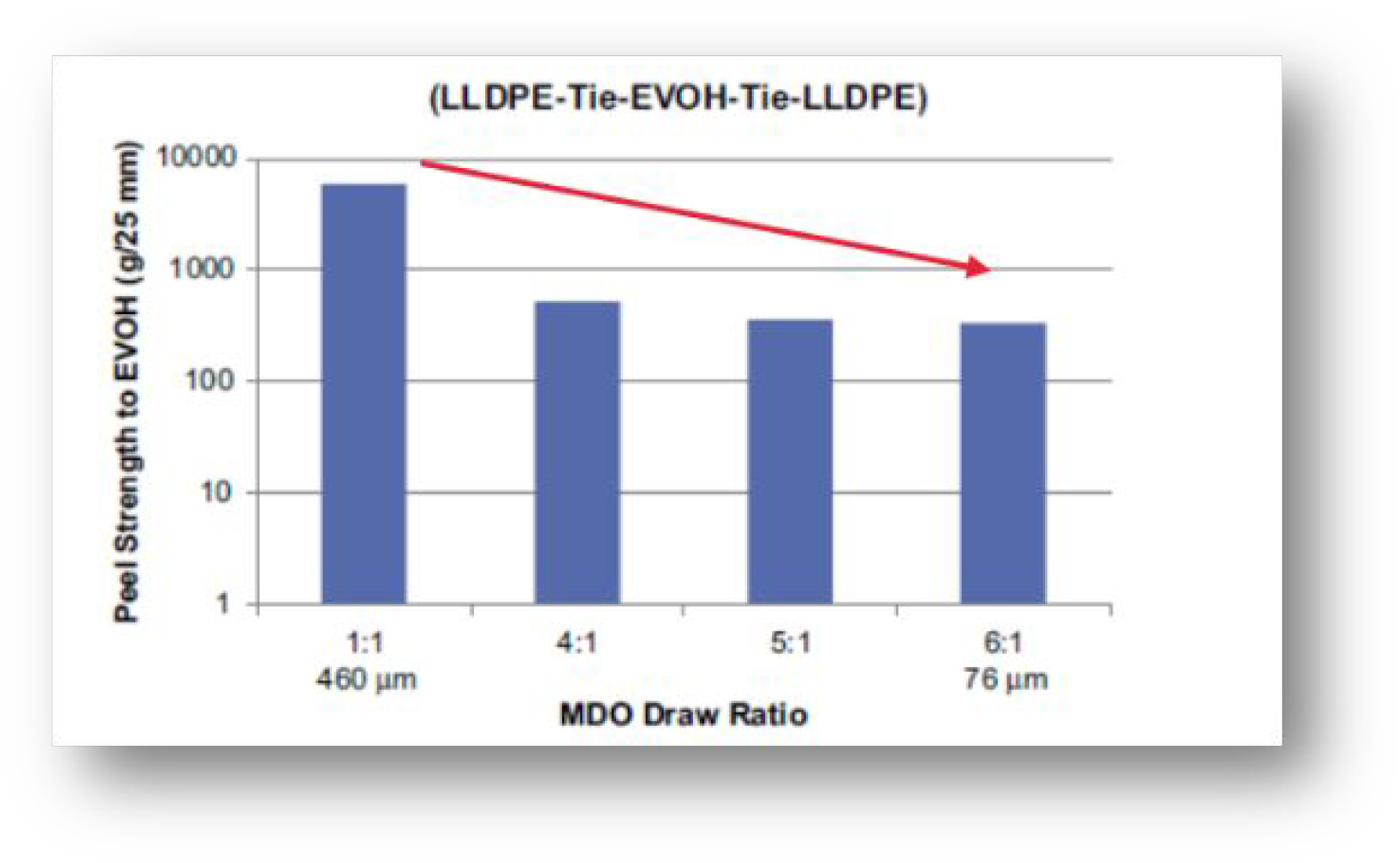
The film structure was linear low-density polyethylene (LLDPE)/tie/EVOH/tie/LLDPE where layer ratio was (42/4/8/4/42) and resins were: •LLDPE (Linear low-density polyethylene, 1 g/10min MFI (190 C/2160g, 0.918 g/cc). •Tie (MAH grafted LLDPE commercial grade from LyondellBasell, 0.913 g/cc). •EVOH (Ethylene vinyl alcohol, 44 mol% ethylene grade). •Tie (MAH grafted LLDPE, commercial grade from LyondellBasell, 0.913 g/cc). •LLDPE (Linear low-density polyethylene, 1 g/10min MFI (190 C/2160g, 0.918 g/cc).
The tie layer 180-degree peel strength to EVOH was tested at room temperature and 25.4 mm/min speed.
Figure 1 shows that the peel strength generally decreases as the film is oriented. The tie resin to EVOH peel strength decreases with draw ratio in an MDO process. Several hypotheses have been proposed for this behavior. The thinning layers and new interfacial area creation during orientation lower the bond density. Changes in crystallinity and crystalline morphology make the tie resin stiffer and less elastic. Frozen-in stress induced by the orientation process detracts from peel strength performance. 3
Many research groups have studied tie resin bond density with PA or EVOH at the interface, but few have looked at orientation. Barraud et al.6–8 measured bond density at the interface by making PA6/PP+PP-g-MAH/PA6 sheet structures using a vacuum lamination process and then stretching them in an experimental process that roughly simulated a cast film process. Bond density was measured by dissolving away the PA6 and using electron spectroscopy for chemical analysis (ESCA) to measure the density of reacted groups. 9 To simulate draw down, they built an apparatus to quickly heat, stretch, and cool the specimens. The process involves immersing the sheet in a hot oil bath at 250°C for 30 s, quickly removing the specimen from the oil bath (0.01 s), stretching (at various rates and times), and cooling with air jets (cooled with liquid nitrogen). The cooling rate simulates contact with a chill roll. They directly measure a reduction in bond density with stretching; at faster stretching speeds, the bond density is 3× lower than the initial saturated bond density. At slower speeds, the dilution is less suggesting new bonds form at the interface up to the point where the polymer starts to freeze. The work suggests that during semi-solid state orientation, there may not be much new bond formation.
In the current study, we look at some of the processing and compositional factors that influence adhesion after semi-solid state orientation. We propose a heuristic model that accounts for changes in polymer chain penetration, entanglement, and orientation at the interface that influences adhesion. The model provides insight into compositional factors that may help mitigate the reduced adhesion. Examples from our own work and from the literature validate this.
Processing effects on adhesion
The orientation process influences adhesion through the stress level imparted (some of which is allowed to relax) and the new interfacial area created. Three factors are explored here: Stretching temperature and stretch extent (stretch ratio). Annealing time and temperature. Melt (cast and blown film) vs. solid state (MDO, double bubble, and tenter frame) orientation.
Figure 2 plots orientation temperature versus tie layer melting point for (PP-tie-EVOH-tie-PP) co-extruded sheet biaxially stretched at 6×6 (MD × TD) in a tenter frame process. The tie resins are MAH functionalized polymers and commercially available from Dow. Two high performance grades have a melting point (Tm) below the stretching temperature, whereas two conventional grades have a higher Tm than the stretching temperature. The high-performance grades have higher peel strength than the conventional grades. This suggests that higher adhesion occurs when the stretching temperature is above the tie resin Tm (or an amorphous tie resin Tg). Orientation Temperature versus Time layer melting point for high performance grades versus conventional grades, Structure is (PP-tie-EVOH-tie-PP) oriented at 6×6. The scale for the x- and y-axis is the same, and the diagonal line represents the temperature where the orientation temperature is equal to the melting point. All the tie resins are commercially available from Dow. High performance grades have higher peel strength than the conventional grades.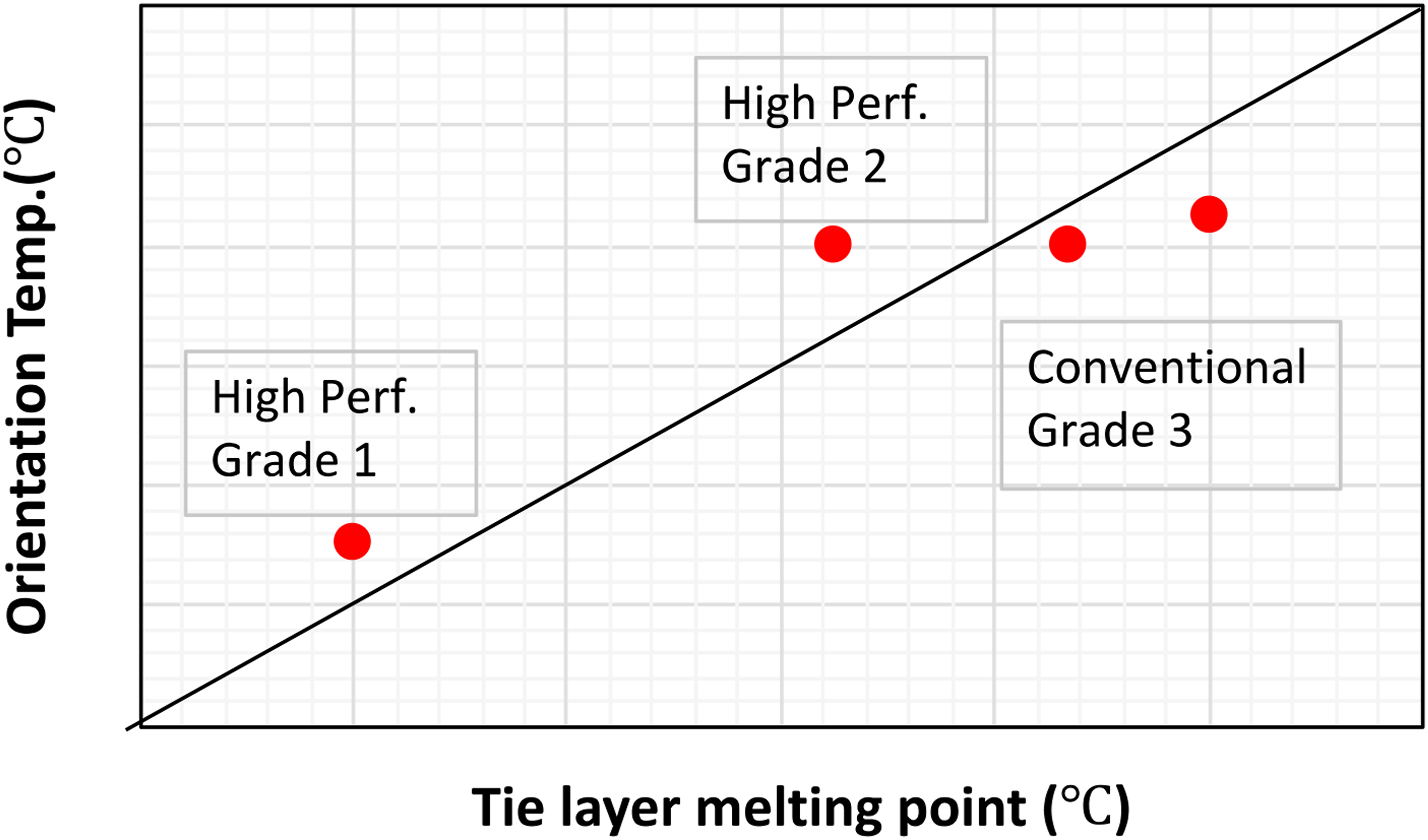
After stretching, the film is typically annealed for several seconds at an elevated temperature to help relax stresses. The structure is (4µ PET/2.5µ tie A/18µ PO/3µ tie B/2.5µ PA6/2.5µ EVOH/2.5µ PA6/3µ tie B/12µ Sealant), where a PO can be an ionomer or PP, is made by a double bubble process with annealing. Figure 3 plots the peel strength versus annealing temperature for tie B to PA6. Two tie resins are evaluated, a conventional LLDPE-based tie with anhydride functionality and an experimental version with a higher modification level. The conventional tie resin is a commercial resin available from Dow. Both grades show poor adhesion after stretching at 60°C annealing temperature. Increasing the annealing temperature to 100°C or higher increases the peel strength, especially for the experimental grade. The highly modified experimental tie resin has lower crystallinity than the conventional tie resin and it becomes softer when annealed at higher temperature. This helps in energy dissipation during deformation, and as a result, the experimental resin peel strength is higher than the conventional resin at higher annealing temperature. Peel Strength versus Annealing Temperature for tie layer B on adhesion to PA6. Film structure is (4µ PET/2.5µ tie A/18µ PO/3µ tie B/2.5µ PA6/2.5µ EVOH/2.5µ PA6/3µ tie B/12µ Sealant).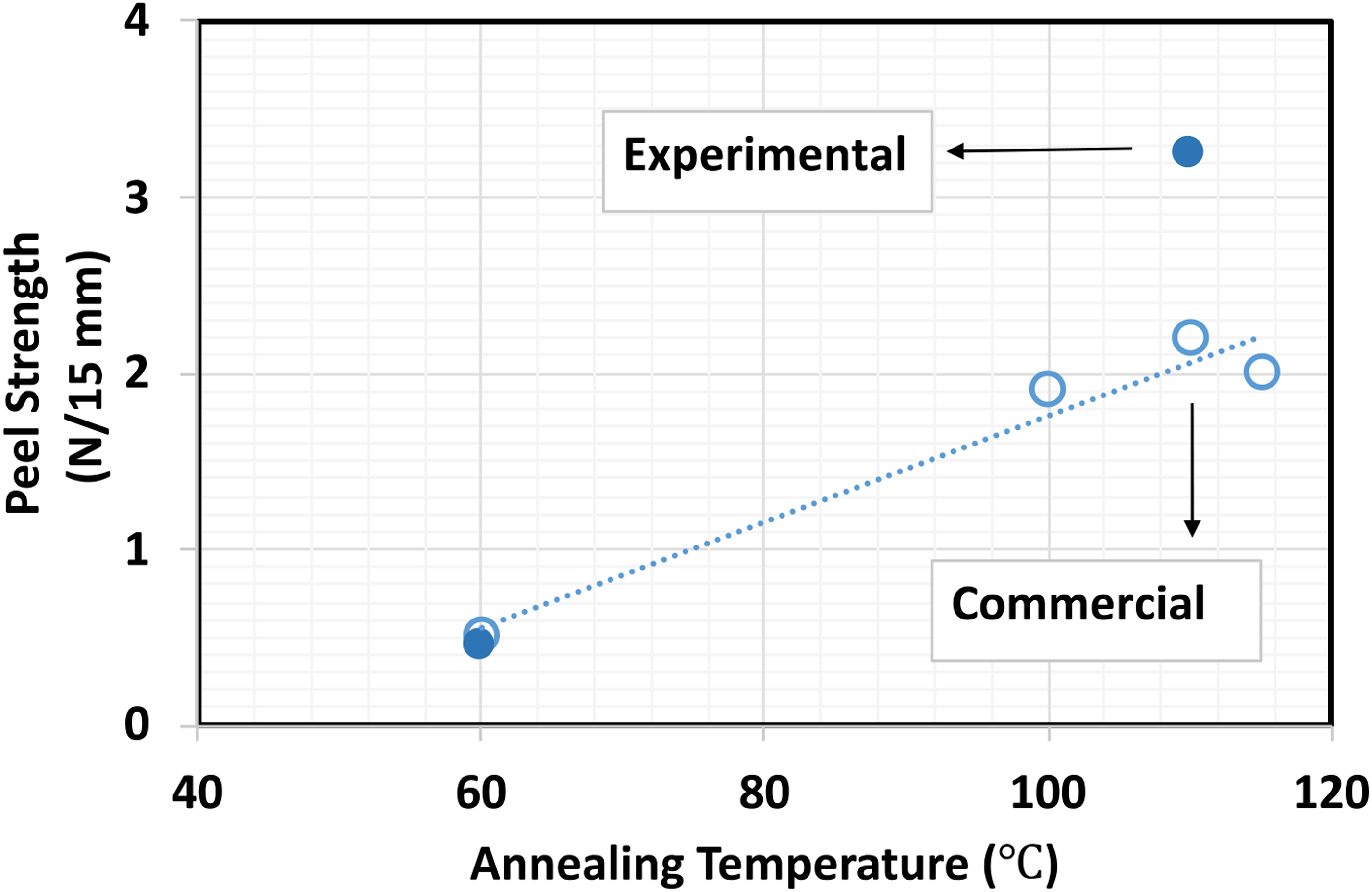
Stress can have a substantial influence on peel strength in conventional blown and cast film processes.
10
This effect, however, is more pronounced in solid-state orientation processes. Figure 4 shows this in the tie resin formulation chemistry highlighted. All the tie resins used in Figure 4 are Dow commercial anhydride functionalized polymers at different compositions. Considerably less anhydride is needed to bond to PA6 in the blown film process than the double bubble process (6×6 orientation). Song et al.
11
find that stretching flows can accelerate the reaction at the interface in melt flows. Morris
10
shows that there is significant time after stretching has ceased in the blown film process for the reaction at the interface to finish. In the double bubble process, however, stretching produces substantial new area at low temperatures. Even as new reactants come to the interface, the reactivity is likely too low for many new bonds to form. This results in lower peel strength than for blown film, and the need for much higher anhydride functionality in the formulation. Peel Strength versus anhydride level in tie resin on peel strength to PA6 in (a) blown film (top) and (b) double bubble processes oriented at 6×6 (bottom). The X axes represent relative MAH wt% where x is a certain MAH concentration, and the subsequent units are multiples of x. MAH: Maleic anhydride.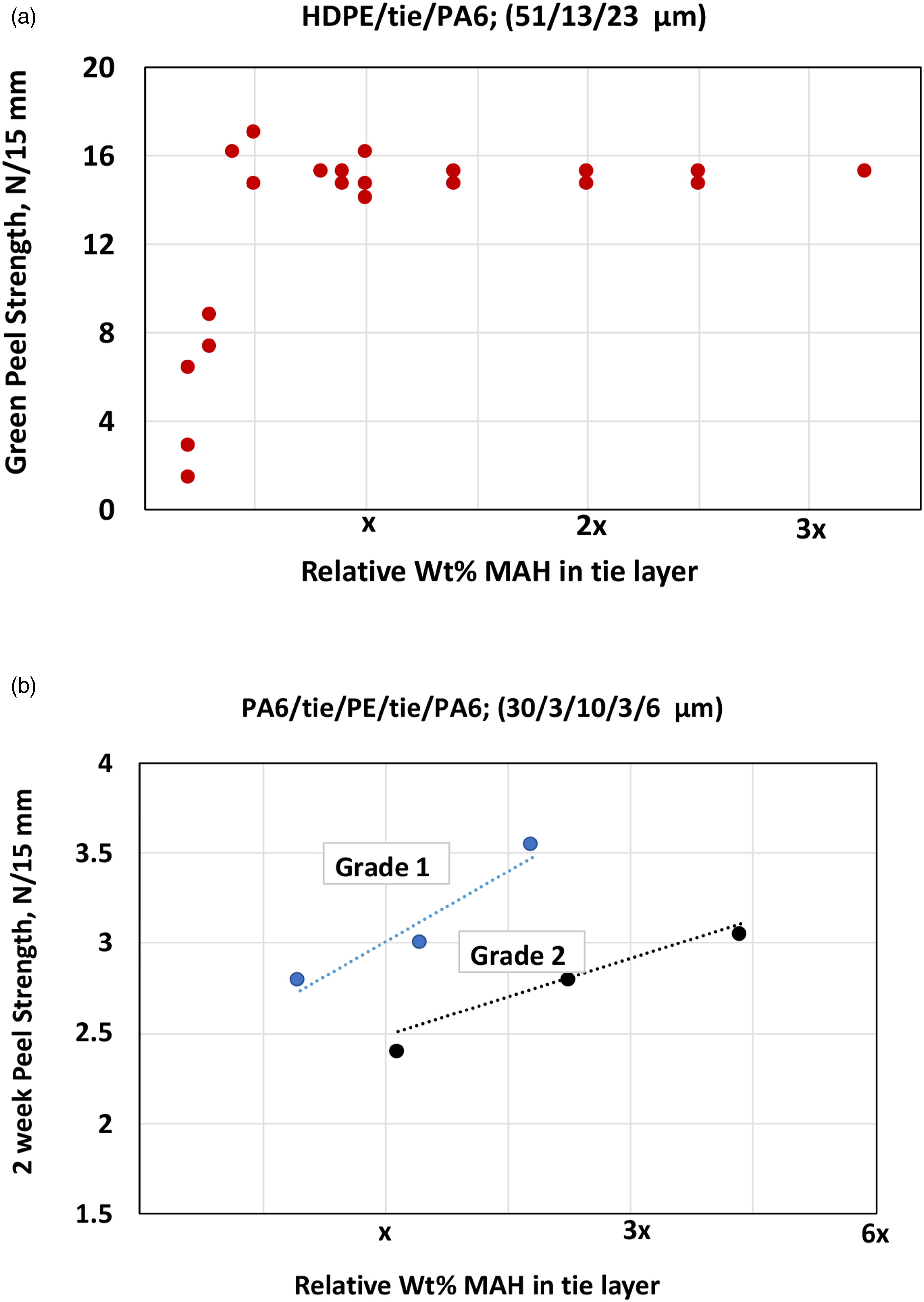
Model

Segment Density versus Position. h = the interfacial thickness between two immiscible polymers.
χ represents the penalty for contacts between segments of the different polymers. For example, χ is relatively small between polyethylene and typical EVA grades, which allows the interface to be fairly thick. χ is much larger between polyethylene and polyamide, and the large penalty for unlike contacts means that the interface is much thinner. The smaller intermixed segments result in fewer entanglements in the original co-extruded film.
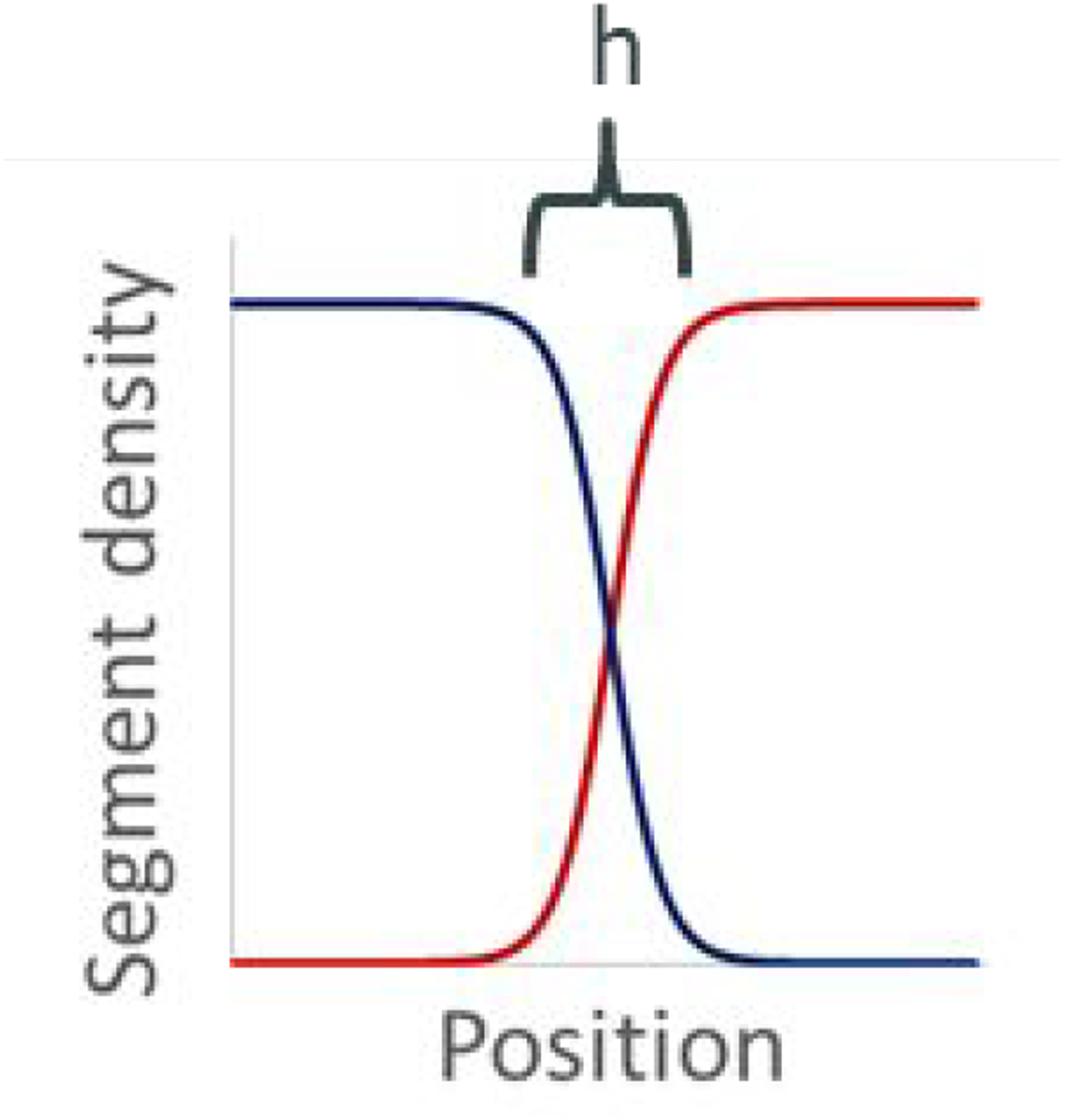
Orienting the film magnifies the differences between thin and thick interfaces. When homopolymers or copolymers are present (without any specific chemical interactions), the interfacial thickness decreases by a factor similar to the MD and CD (Cross Direction or TD) stretch ratio product. For 3×3 stretch, the interfacial thickness decreases by roughly 9. Some entanglements will remain, but their areal density decreases. Other entanglements will be lost as tension builds in the molecules, pulling them away from the interface (See illustration in Figure 6). Interfaces that were originally thick may maintain plenty of entanglements and adhesion; however, those that were originally thin due to a large χ will be very susceptible to further thinning and loss of entanglements. Case of homopolymer or random copolymers.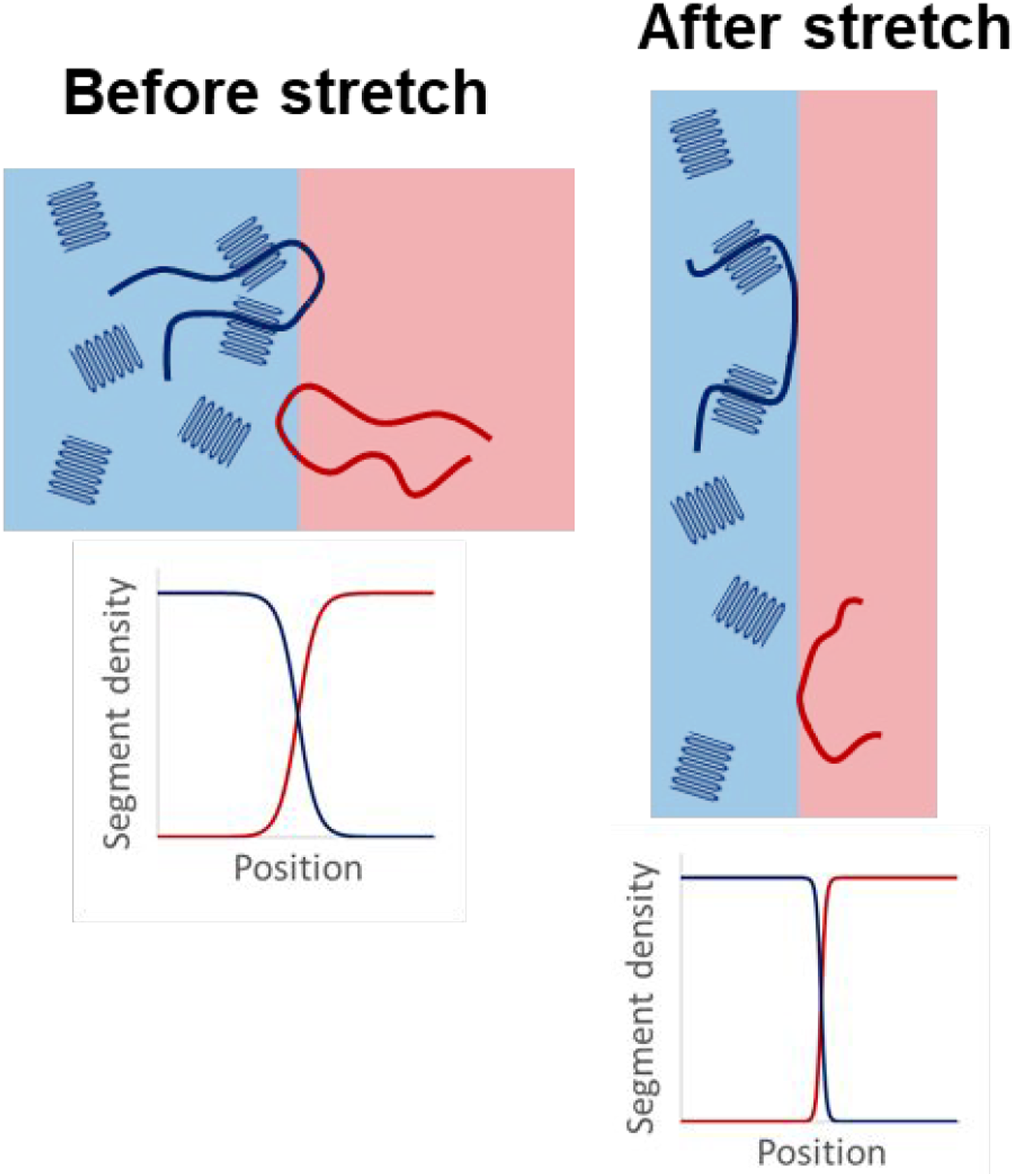
When there is a chemical reaction at the interface, such as when the MAH groups in the tie resin react with the PA amine end groups, di-block copolymers form at the interface (see Figure 7). Whereas excursions of random copolymers across the interface involve both a weak driving force (a fluctuation of order kT) and a weak enthalpic penalty (χn, where n is the length of segment that crosses over), a di-block’s conformation and localization relative to the interface are the result of very strong, opposing forces. If the conformation of each block resembles a random coil, the di-block accounts for a large amount of interfacial area and large enthalpy. To achieve lower free energy, the di-block’s interfacial energy must decrease, which forces the conformation to stretch away from the interface and have lower entropy. These strong opposing forces dwarf the enthalpic penalty (χn) of the block junction being above or below the center of the interface. Thus, the block junction of these di-block molecules is less constrained than random copolymers that make excursions across the interface and then loop back. Thus, di-blocks are very effective for increasing interfacial thickness. While the range of positions of the block junctions will decrease in an affine manner during stretching, the greater initial breadth compared to random copolymer excursions results in a stronger final interface. Case of reaction at the interface, producing di-block copolymers.
By minimizing tension in the molecules, the interface will broaden and add entanglements. The model suggests adhesion can be maintained by: Annealing the oriented film to relax tension in random copolymer segments. Increasing the number of grafted chains (di-blocks). Adding an impact modifier to reduce strain in the semi-crystalline network. Increasing the tie resin polarity to thicken the interface before stretching so the decay will be more gradual with stretch ratio.
Examples
In this section, we present some examples from our own work and the literature that validate the model’s insight.
Our work used a commercial size 11-layer double bubble line with annealing facility. Two structure types were produced: shrink films with an ionomer or PP as the core layer and stable films with PP as the core.


The stretch ratio was 2.7×3.3 (MD × TD). The stretching temperatures were 95–100°C and were kept constant throughout the experiments. Annealing temperatures were: Shrink film: 60°C (to reach 40–60% shrinkage at 60°C shrink temperature). Stable film: 110°C for 0–5% shrinkage
After annealing, the peel strength was tested in a standard peel test at 180-degree peel angle at 100 mm/min after the initial delamination was started manually.
The first example looks at increasing resin A polarity to enhance adhesion to PET in two shrink film structures: one containing ionomer as the core layer, another containing PP as the core layer. The sealant (metallocene PE), tie 2, and ionomer (PO) were commercial resins from Dow. The annealing temperature is 60°C. Two commercial (Dow) and three experimental tie resins for tie A were considered: Commercial 1: MAH modified EMA1 (EMA = ethylene methyl acrylate), MFI (190°C, 2160 g) = 1.6 g/10min. Commercial 2: EMA2 (higher MA, more polar, but no MAH), MFI (190°C, 2160 g) = 2.0 g/10min. Experimental 1: acid modified EMA2, MFI (190°C, 2160 g) = 2.7 g/10min. Experimental 2: acid modified EMA2, MFI (190°C, 2160 g) = 2.1 g/10min. Experimental 3: MAH modified EMA2, MFI (190°C, 2160 g) = 1.6 g/10min.
Figure 8 presents the peel strength measurements to PET from the two structures. Polarity is increased by adding acid or increasing the methyl acrylate content in the tie resin. In each case, the peel strength improved. For MAH modified tie resins, improved peel strength likely comes from the anhydride reaction with PET and from increased polarity. Peel Strength versus Tie A composition with increasing polarity of tie resin on peel strength in oriented co-extruded films to PET. For ionomer core (top) and PP core (Bottom) films as described in the text.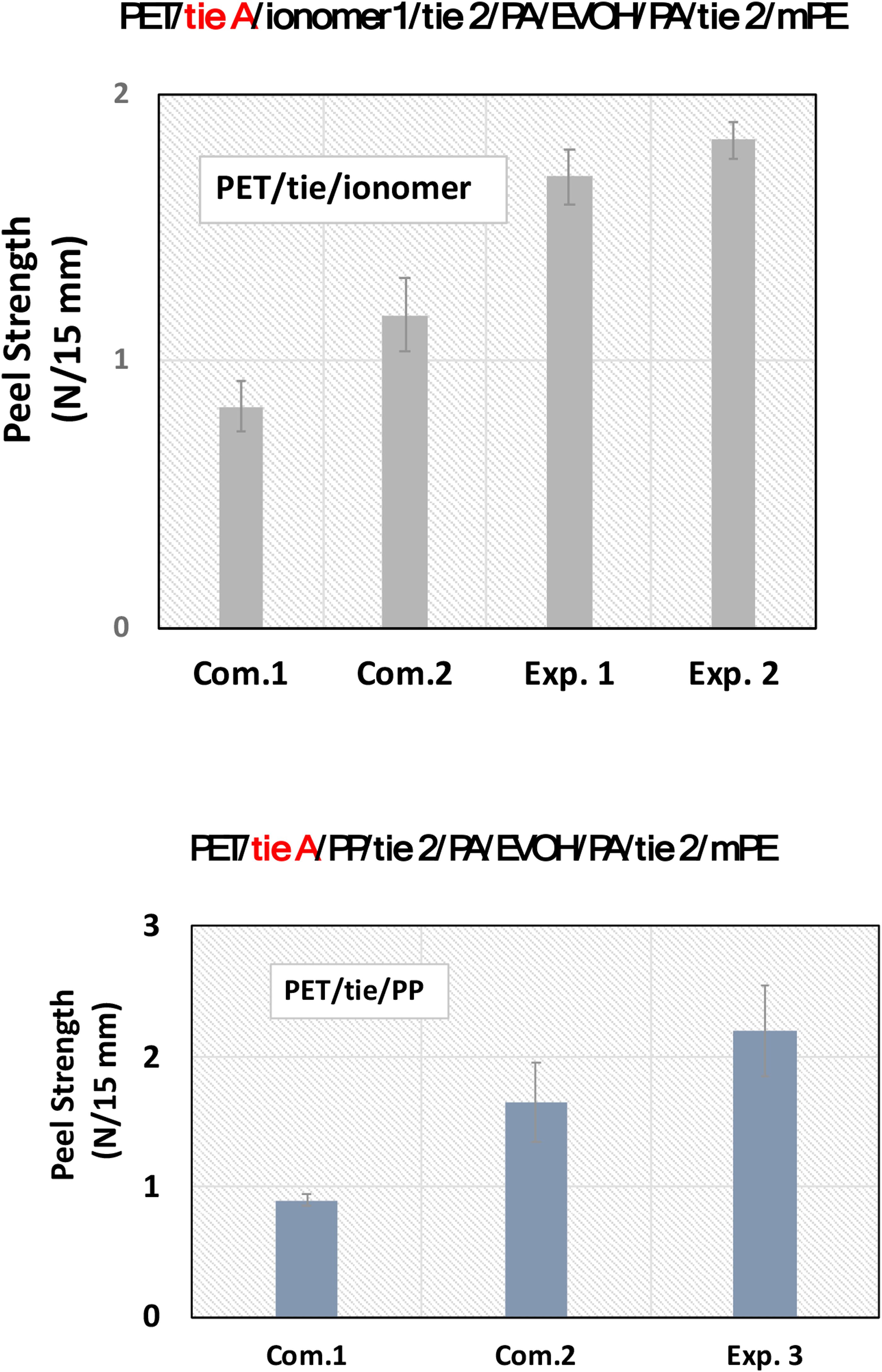
Figure 9 summarizes the peel strength for the evaluated tie resins for bonding metallocene catalyzed polyethylene (mPE) to PA6. The sealant (metallocene PE), tie 1, and ionomer (PO) are commercial resins from Dow. The annealing temperature is 60°C. Three commercial (Dow) and two experimental tie resins for tie B are considered: Commercial 3: MAH modified LLDPE, MFI (190°C, 2160 g) = 1.7 g/10min. Commercial 4: MAH modified LLDPE, MFI (190°C, 2160 g) = 1.0 g/10min. Commercial 5: Ionomer, MFI (190°C, 2160 g) = 4.0 g/10min. Experimental 4: Impact modified, MAH modified mPE, MFI (190°C, 2160 g) = 1.0 g/10min. Experimental 5: Impact modified, MAH modified mPE, MFI (190°C, 2160 g) = 1.5 g/10min. Peel Strength versus five tie layers that show how tie resin impact modification affects peel strength after orientation in a double bubble process with annealing step. Compositions are described in the text.
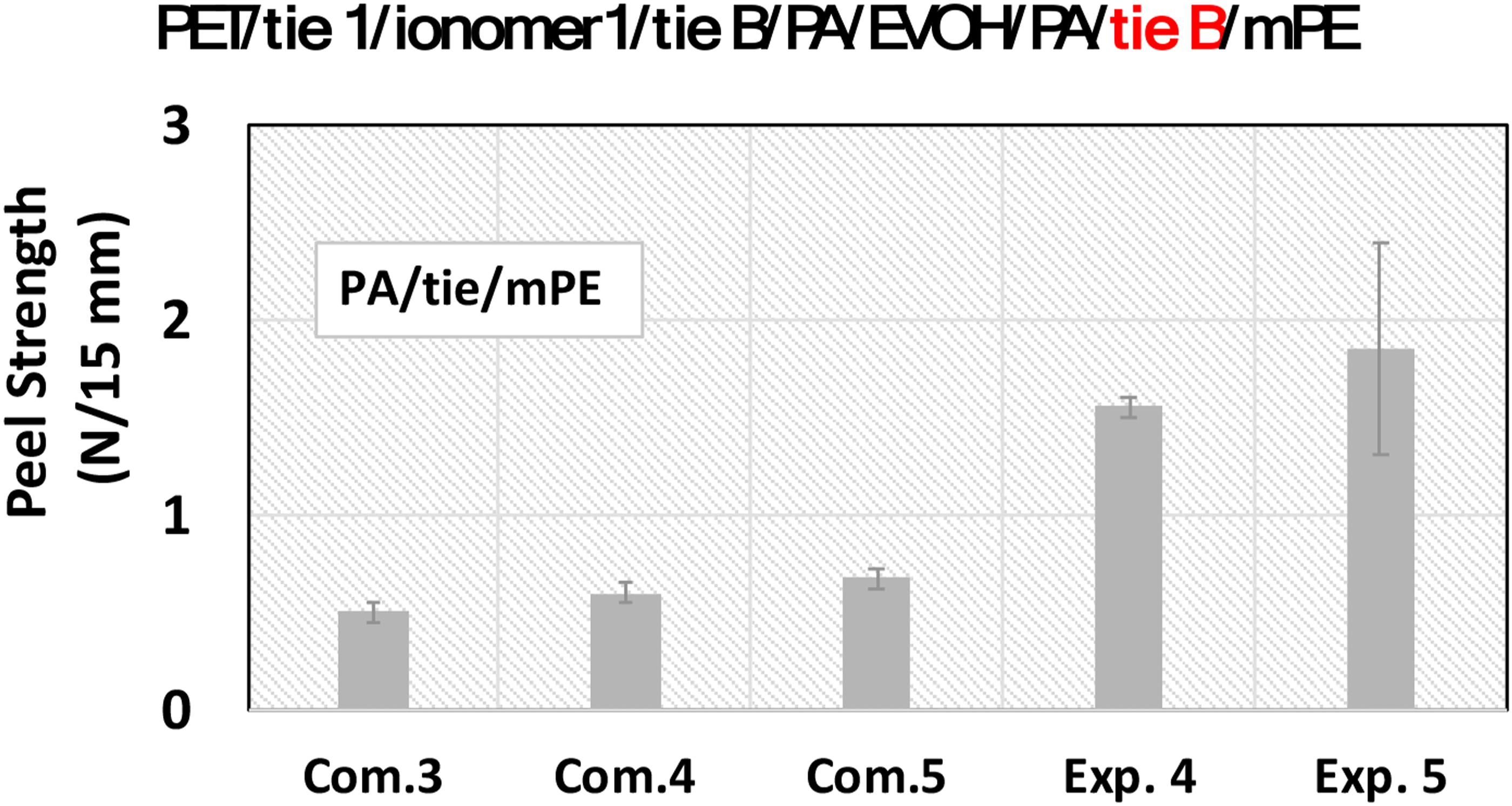
The results show that impact modification improves peel strength after orientation, presumably through an energy dissipation mechanism, and as highlighted by the model, by reducing molecular strain during orientation.
Tanaka et al. 13 show examples of tie resin compositions comprising blends of MAH grafted with PE or an elastomer with various elastomers. These are used in the structure (EVOH-tie-PE) (40/40/160 μm). The films were oriented (3×3) in a biaxial orientation machine manufactured by Toyo Seiki Seisakusho K.K. Adding elastomer to the tie resin improves the peel strength to EVOH as well as the film heat seal strength. Higher elastomer (70 wt%) reduced the heat resistance. Uosaki 14 also demonstrates that adhesion to EVOH can be improved by lowering the tie resin modulus in the structure (EVOH-tie-PP) (40/40/160 μm), oriented at 3×3. Examples include tie resins with elastomer and tie resins based on high ethylene content random PP (lower crystallinity). Since adding an impact modifier reduces the tie resin modulus, it is difficult to distinguish between an energy dissipation mechanism and the lower modulus. Reducing the modulus can increase the peel strength by increasing the peel arm elongation during the peel test. The peel test analysis for thin films10,15 suggests that often this contribution is small compared with the fracture energy, the energy to create new interfacial area. An energy balance shows that the fracture energy is the product of the bond strength and the local viscoelastic energy dissipation at the peel front. 15 Morris 10 shows that adding an elastomer to an LLDPE-based tie resin changes the peel strength versus process time curve slope for blown and cast films in a way that is consistent with an increase in local viscoelastic energy dissipation. In a second analysis, Morris shows that the peel strength scales inversely with tie resin modulus. This suggests that lowering the tie resin bulk modulus, either through copolymerization or adding an impact modifier, increases peel strength through an increase in local viscoelastic energy dissipation mechanism.
Tanaka and Kawachi
16
look at the effect of increasing the number of reactive groups in the structure (EVOH or PA – tie – rPP) (40/40/160 μm). The films were oriented (3×3) in a biaxial orientation machine manufactured by Toyo Seiki Co. The tie layer composition is 95–65% rPP (random PP copolymer), 5% PP-g-MAH, and 0–30% EBR-g-MAH (EBR = ethylene butene rubber).
16
Figure 10 shows that increasing the EBR-g-MAH concentration increases the peel strength after orientation. This is likely due to the increased reactive groups and the impact modification. Peel strength versus MAH-g-EBR % for EVOH or PA in oriented film (PP-tie-EVOH or PA). Data from Tanaka and Kawachi.
16
EVOH: ethylene vinyl alcohol.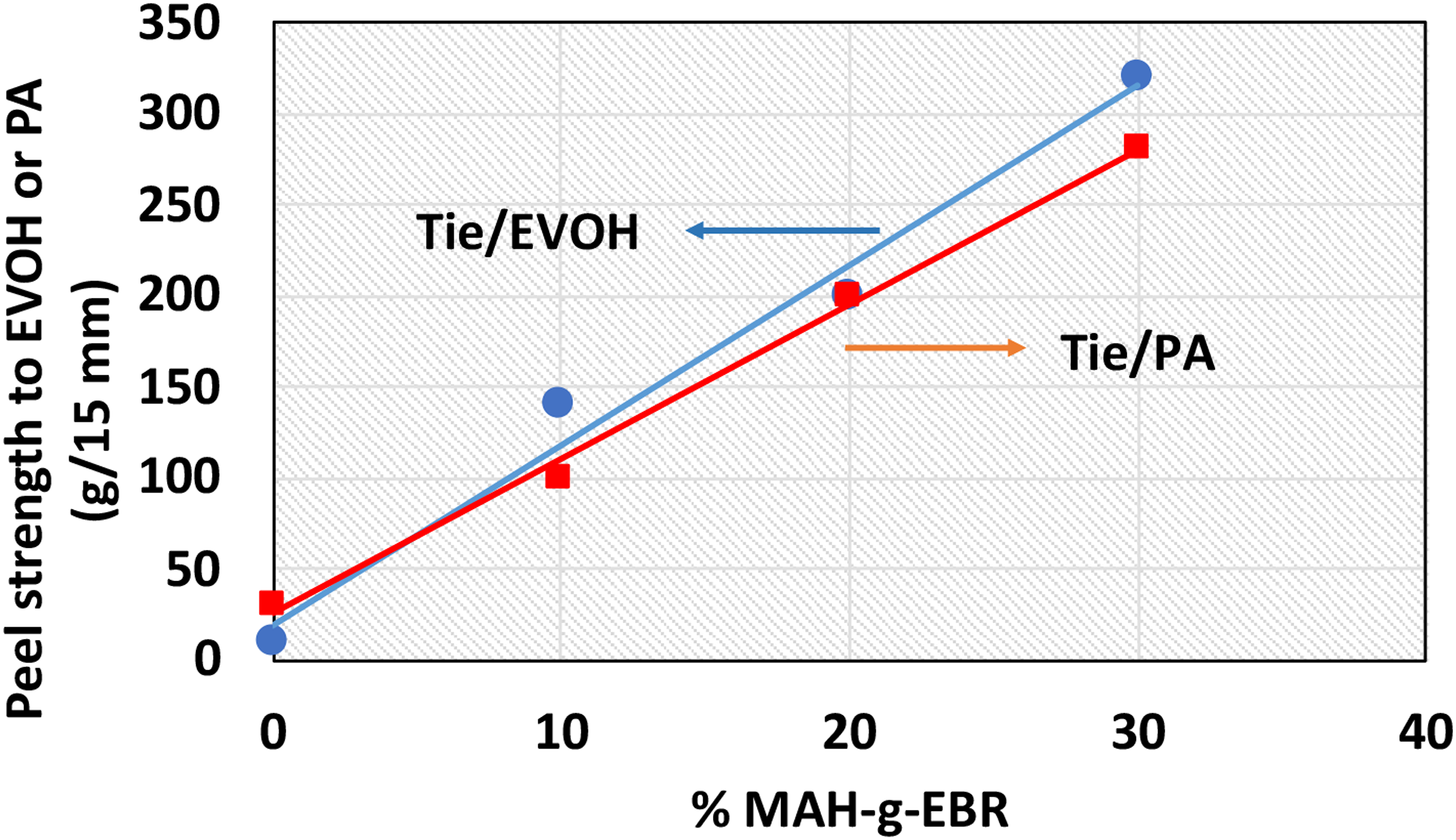
While tie resin modification may help with adhesion, it still must process well. Another double bubble process study with an annealing step highlights this. Here, the stable film structure with PP is used where tie B is commercially available from Dow. The annealing temperature is 110°C. Figure 11 plots peel strength between mPE and PA versus three tie B resin compositions: Commercial 3: MAH modified LLDPE, MFI (190°C, 2160 g) = 1.7 g/10min. Commercial 4: MAH modified LLDPE, MFI (190°C, 2160 g) = 1.0 g/10min. Experimental 6: Modified MAH modified LLDPE, MFI (190°C, 2160 g) = 1.5 g/10min. Peel strength between mPE and PA in double bubble film with annealing step. Compositions are described in the text.
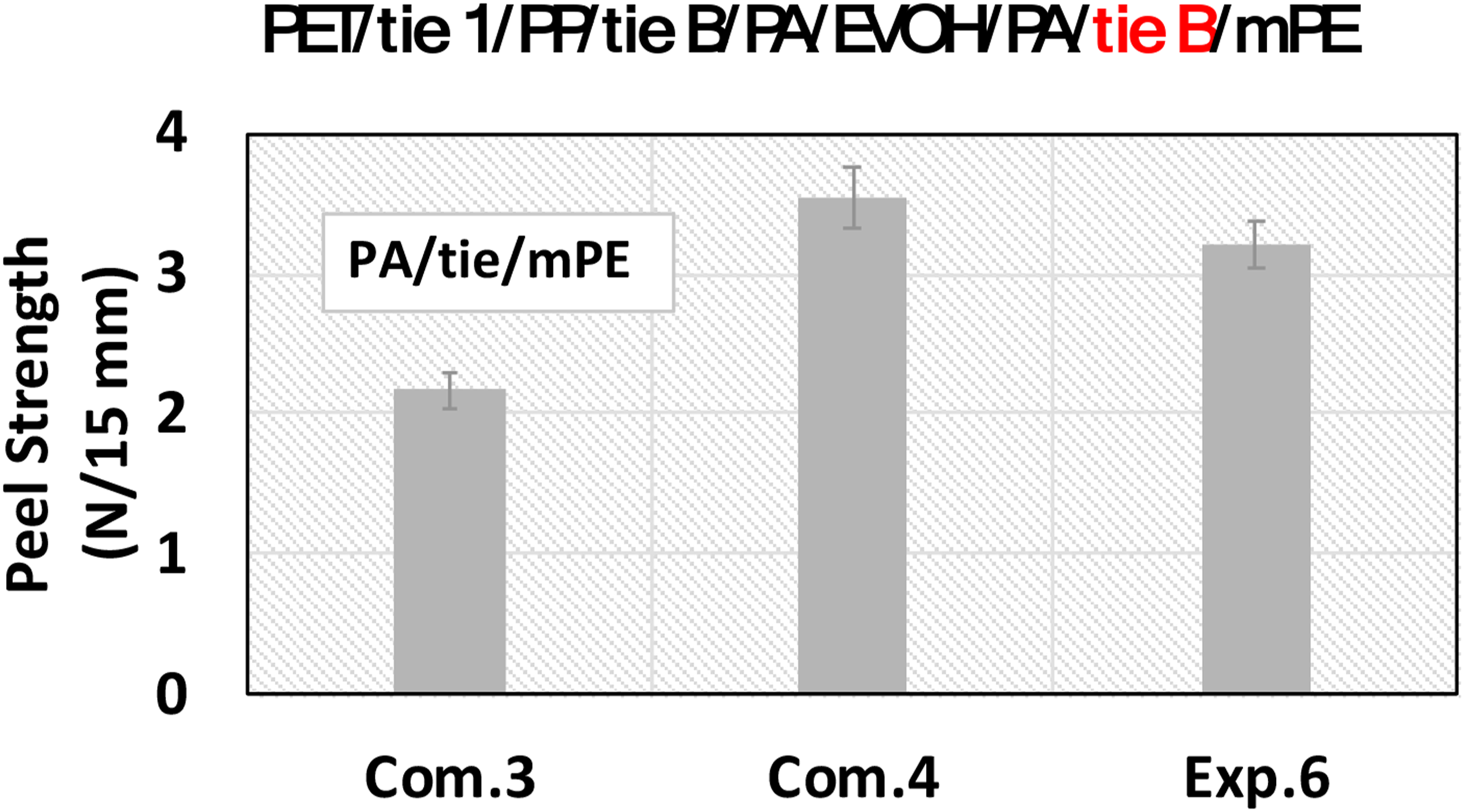
Commercial 4 provides higher peel strength than Commercial 3 but is limited in processing due to its higher viscosity (causing too much pressure in the extruder). Experimental 6 provides the right balance of processing and adhesion performance.
Conclusions
Co-extruded film orientation offers enhanced properties and opportunities for light weighting flexible packaging, and reduced interlayer adhesion is a challenge. A guideline is proposed that provides insight into how orientation influences adhesion through changes in bond density, chain segment penetration and entanglement, and interfacial thickness. These mechanisms suggest several approaches to mitigate adhesion loss, including increasing the initial interfacial thickness through increased tie resin polarity, increasing bond density by incorporating more functional groups, and reducing chain tension by adding impact modification. Novel tie resins that incorporate these approaches show improved adhesion following orientation.
Footnotes
Authors note
This paper is based on an SPE ANTEC presentation in May 2021.
Declaration of conflicting interests
The author(s) declared no potential conflicts of interest with respect to the research, authorship, and/or publication of this article.
Funding
The author(s) received no financial support for the research, authorship, and/or publication of this article.